B 7721:2018 (ISO 7500-1:2015)
(1)
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義··················································································································· 1
4 記号及び意味··················································································································· 2
5 試験機の一般検査············································································································· 3
6 試験機の力計測系の校正 ···································································································· 3
6.1 概要 ···························································································································· 3
6.2 分解能の決定 ················································································································ 4
6.3 力指示計の相対分解能の事前決定 ····················································································· 4
6.4 校正方法 ······················································································································ 4
6.5 力指示計の評価 ············································································································· 7
7 試験機の等級··················································································································· 8
8 校正報告書及び/又は検証報告書 ························································································ 9
8.1 一般 ···························································································································· 9
8.2 一般的な情報 ················································································································ 9
8.3 校正結果及び検証結果 ···································································································· 9
9 校正の間隔······················································································································ 9
附属書A(規定)試験機の一般検査 ························································································ 10
附属書B(参考)圧縮試験機の耐圧盤の検査 ············································································ 11
附属書C(参考)力計測系の校正結果の不確かさ ······································································ 12
附属書D(参考)参考文献 ···································································································· 15
B 7721:2018 (ISO 7500-1:2015)
(2)
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,日本試験機工業会
(JTM)及び一般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を改正すべき
との申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格である。これ
によって,JIS B 7721:2009は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
日本工業規格 JIS
B 7721:2018
(ISO 7500-1:2015)
引張試験機・圧縮試験機−
力計測系の校正方法及び検証方法
Tension/compression testing machines-
Calibration and verification of the force-measuring system
序文
この規格は,2015年に第4版として発行されたISO 7500-1を基に,技術的内容及び構成を変更するこ
となく作成した日本工業規格である。
なお,この規格で点線の下線を施してある参考事項は,対応国際規格にはない事項である。
1
適用範囲
この規格は,各種材料の機械的強度特性の評価に使用する引張試験機及び圧縮試験機(以下,試験機と
いう。)の校正方法及び検証方法について規定する。
注記1 この規格は,力計測系の静的な校正及び検証を扱い,校正値は高速試験及び動的試験目的に
は必ずしも有効でない。動的効果に関する更なる情報は,参考文献[4, 5, 8]に記載する。
注記2 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 7500-1:2015,Metallic materials−Calibration and verification of static uniaxial testing machines
−Part 1: Tension/compression testing machines−Calibration and verification of the
force-measuring system(IDT)
なお,対応の程度を表す記号“IDT”は,ISO/IEC Guide 21-1に基づき,“一致している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。この引用
規格は,その最新版(追補を含む。)を適用する。
JIS B 7728 一軸試験機の検証に使用する力計の校正方法
注記 対応国際規格:ISO 376:2011,Metallic materials−Calibration of force-proving instruments used for
the verification of uniaxial testing machines
3
用語及び定義
この規格で用いる主な用語及び定義は,次による。
3.1
校正(calibration)
試験機の力指示計の指示値と力の参照値との関係を確定する作業。
2
B 7721:2018 (ISO 7500-1:2015)
注記 校正には,測定の不確かさが付随する。
3.2
検証(verification)
この規格に従った測定結果の解析に基づき,特定の等級に対応し規定した限界値を試験機の性能が満足
することを確認する作業。
4
記号及び意味
この規格で用いる記号及び意味は,表1による。
表1−記号及び意味
記号
単位
意味
a
%
試験機の力指示計の相対分解能
aF
%
各測定点における試験機の力指示計の相対分解能
aZ
%
無負荷における試験機の力指示計の相対分解能
b
%
試験機の力計測系の相対繰り返し誤差
bal
%
特定の等級に対応するbの許容値
ΔF
N
力の誤差
Δm
kg
質量の誤差
Δg
m/s2
その場所の重力加速度値の誤差
E
%
推定平均相対誤差
E′
%
力の減少方向における推定平均相対誤差
f0
%
試験機の力計測系の相対ゼロ誤差
F
N
試験力を増加させながら測定するときの各測定点における力の参照値
F′
N
試験力を減少させながら測定するときの各測定点における力の参照値
Fc
N
最小測定レンジにおいて,試験力を増加させながら測定するときの各測定点における
力の参照値。この測定は,補足的に行う。
Fi
N
試験力を増加させながら測定するときの各測定点における試験機の力指示計の読み
Fi′
N
試験力を減少させながら測定するときの各測定点における試験機の力指示計の読み
iF,F
N
同一の力測定点に対する,Fi及びFの数個の測定値の算術平均
Fic
N
最小測定レンジにおいて,試験力を増加させながら測定するときの各測定点における
試験機の力指示計の読み。この測定は,補足的に行う。
Fi0
N
検証を受ける試験機の力を除いた後の力指示計の残留表示
FN
N
試験機の力指示計の測定レンジにおける最大値
g
m/s2
その場所の重力加速度
k
合成標準不確かさから拡張不確かさを計算するときに用いる包含係数
m
kg
校正力を発生させるためのおもりの質量
q
%
試験機の力計測系の相対指示誤差の平均値
qi
%
i番目の測定における試験機の力計測系の相対指示誤差
qal
%
特定の等級に対応するqの許容値
qmax
%
各測定点におけるqの最大値
qmin
%
各測定点におけるqの最小値
qT1
%
同一の測定点における力計1による相対指示誤差
qT2
%
同一の測定点における力計2による相対指示誤差
r
N
試験機の力指示計の分解能
uc
%
合成標準不確かさ
ucal
%
力計を校正したときの校正値の相対標準不確かさ
ui
%
不確かさ成分
3
B 7721:2018 (ISO 7500-1:2015)
表1−記号及び意味(続き)
記号
単位
意味
urep
%
力計測系の繰り返し性の標準不確かさ
ures
%
力計測系の分解能の標準不確かさ
ustd
%
力の参照値の標準不確かさ
U
%
拡張不確かさ
U′
%
力の減少方向における拡張不確かさ
UT1
%
同一の測定点における力計1を使った測定値の拡張不確かさ
UT2
%
同一の測定点における力計2を使った測定値の拡張不確かさ
ν
%
試験機の力計測系の相対往復誤差
ρair
kg/m3
空気の密度
ρm
kg/m3
おもりの密度
5
試験機の一般検査
試験機の校正は,試験機が良好な作動状態にある場合にだけ実施する。そのため,試験機の校正前に,
附属書Aによって一般検査を実施し,良好な作動状態にあることを確認する。
良好な計測結果を得るために,試験機の現状を確認する目的で,適切なメンテナンス又は調整を行う前
に,測定シリーズ1)を1回実施する。
耐圧盤の検査のための情報を附属書Bに,また,校正結果の不確かさについての情報を附属書Cに示す。
注1) 測定シリーズとは,力を増加させて,又は力を増加及び減少させて,それぞれの測定点で実施
する一連の測定をいう。
6
試験機の力計測系の校正
6.1
概要
この校正は,使用する各力測定レンジに対して,使用する全ての力指示計を用いて行わなければならな
い。力計測系に影響を与える可能性がある附属装置(指針,記録計など)を使用する場合は,6.4.6に従っ
て検証を実施する。
試験機が,数個の力計測系をもつ場合,各系は,別個の試験機とみなす。この考え方は,ダブルピスト
ン油圧式試験機に対しても適用する。
校正には,力計を使用する。ただし,力計の最小限界を下回る小さな力の校正に対しては,既知の質量
のおもりを使用する。
一つの力測定レンジの校正に複数の力計が必要な場合,より小さな力計に加えられる最大の力は,その
次に大きな力計での最小の力に等しくなければならない。既知の質量のおもりをセットで用いる場合は,
そのセットは単一の力計とみなす。
校正は,一定の力の指示値Fi若しくは一定の力の参照値Fで実施する,又は力の増加方向の測定点では
力をゆっくり増加させ,減少方向の測定点では力をゆっくり減少させて実施することができる。
注記 “一定”とは,同じ公称値の力Fi(又はF)を,3回の測定シリーズに使用することを意味す
る(6.4.5参照)。
校正に使用する計器は,国際単位系(SI)に対するトレーサビリティが証明できるものでなければなら
ない。
力計は,JIS B 7728に規定した要件に適合したものでなければならない。力計の等級は,試験機を分類
4
B 7721:2018 (ISO 7500-1:2015)
しようとする等級と同等又はより優れたものでなければならない。おもりを使用する場合,おもりによっ
て生じる力の相対誤差は,0.1 %以内でなければならない。
質量m(kg)のおもりによって生じる力の参照値F(N)は,式(1)によって求める。
−
=
m
air
1
ρ
ρ
m
F
g
········································································ (1)
この力は,近似式(2)に置き換えて求めることができる。
F=mg ····················································································· (2)
力の相対誤差は,質量とその場所の重力加速度との相対誤差から,式(3)によって求めることができる。
g
g
Δ
m
Δm
F
ΔF
+
=
······································································· (3)
6.2
分解能の決定
6.2.1
アナログ表示
目盛線の太さは均一で,指針の幅は,目盛線の幅とほぼ同じでなければならない。
指示計の分解能rは,指針の幅と,二つの隣接する目盛線の中心間の距離(目幅)との比に,目幅が示
す力を乗じて求めるものとする。推奨する比は,1/2,1/5又は1/10であり,1目盛の1/10を決定するため
には,目幅が2.5 mm以上であることが必要となる。
6.2.2
デジタル表示
分解能は,指示計上の最下位の数字の1増分であるとみなす。
6.2.3
読みの変動
読みの変動が,分解能に対して6.2.1又は6.2.2で計算した値より大きい場合,この分解能rは,変動範
囲の半分に1増分を加えたものとする。ただし,読みの変動は,力計が無負荷で,かつ,あらゆる電気ノ
イズの合計を決定するためにモータ及び/又は駆動機構,並びに制御機構が作動した状態で評価する。
注記1 この細分箇条は,システムノイズによる分解能について規定したもので,例えば油圧式試験
機のような制御誤差を説明するものではない。
注記2 自動レンジ設定装置の場合,システムの分解能又はゲインの変化によって,指示計の分解能
も変化する。
6.2.4
単位
分解能rは,力の単位で表記する。
6.3
力指示計の相対分解能の事前決定
力指示計の相対分解能aは,式(4)によって求める。
100
i
×
=Fr
a
·············································································· (4)
ここに,
r: 6.2で規定した分解能(N)
Fi: 試験機の力指示計の読み(N)
この相対分解能は,個々の力について決定する。相対分解能は,試験機を分類しようとする等級に対し
て,表2に規定した値を超えてはならない。
6.4
校正方法
6.4.1
力計の調芯
引張力計は,曲げの影響が最小となるように取り付ける(JIS B 7728参照)。圧縮力計の調芯の場合,試
験機に内蔵球座がなければ,球座付きの耐圧盤を取り付ける。
5
B 7721:2018 (ISO 7500-1:2015)
圧縮耐圧盤を使用しない試験機の圧縮力及び引張力の校正を行う場合,力計は植込みボルト(スタッド
ボルト)などを用いて取り付けてよい。この場合,力計は類似の状態,すなわち植込みボルトなどを取り
付けた状態で校正されていなければならず,また試験機の校正中には各測定シリーズの前に力計の位置を
120°ずつ回転しなければならない。
試験機が,例えば,上部作業エリアで圧縮試験及び下部作業エリアで引張試験,又は上部作業エリアで
引張試験及び下部作業エリアで圧縮試験ができるように二つの作業エリアをもっていて,力の作用及び力
指示計(力計測系)が共通の場合2)には,どちらか一方の校正を行えばよい。証明書には適切なコメント 3)
を記載することが望ましい。
注2) 力の作用及び力指示計(力計測系)が共通の場合とは,圧縮試験でも引張試験でも力計測系の
主要構成部(ラムシリンダシステム,てこなど)に加わる力の作用方向及び力の伝達方法が同
じで,かつ,力指示計での指示が共通となるような,油圧式,てこ式などの試験機のことであ
る。これらの試験機では,試験部材に加わる力が圧縮力方向又は引張力方向と異なっても,力
計測系の指示は原理的に同じになる。ロードセル式の試験機では,引張用と圧縮用との2台の
ロードセルを使用し二つの作業エリアをもつ場合には力計測系が共通でなく,引張・圧縮両用
のロードセルを使用する場合にはロードセルに加わる力の作用方向が異なるため,力の作用及
び力指示計(力計測系)が共通の場合に該当しない。
3) 適切なコメントとは,校正した力の方向,及びどちらか一方の力の方向で校正した結果が,も
う一方の力の方向でも使用できる旨を明記することをいう。
6.4.2
温度補正
校正は,10 ℃〜35 ℃の周囲温度で実施する。校正時の温度は,校正報告書及び/又は検証報告書に記
載する。
力計の温度が安定する時間を十分にとり,その温度変動は,各測定シリーズの開始から終了までの間に
2 ℃を超えてはならない。必要な場合は,読み値に温度補正する(JIS B 7728参照)。
6.4.3
試験機と力計の予備負荷
校正手順の直前に,力計を試験機に設置して,ゼロと測定する最大の力との間で,少なくとも3回の予
備負荷を実施する。
6.4.4
手順
校正は,次のいずれかの手順,又は組み合わせた手順で実施する。
a) 試験機の力指示計が指示する公称力Fiを加え,力計が指示する力の参照値Fを記録する。
b) 力計が指示する公称力の参照値Fを試験機に加え,試験機の力指示計が指示する力Fiを記録する。
ここで,公称とは,各回の測定の間で正確に同一の力を加える必要がないことを意味する。しかし,ほ
ぼ同一の力であることが望ましい。
6.4.5
試験力の負荷
3回の測定シリーズは,力を増加させて実施する。異なる5点以上の試験力が与えられない試験機にお
いては,それぞれの力についての相対誤差が,分類しようとする等級に応じて表2に示す値を超えてはな
らない。5点以上の力が与えられる場合は,校正しようとする測定レンジ上限値の20 %〜100 %の間で,
ほぼ等間隔の少なくとも5点で測定する。
測定レンジ上限値の20 %未満の範囲で校正を行う場合は,20 %以上の測定点に加えて補足的な測定点で
も校正を行う。測定レンジ上限値の20 %未満では1桁ごとに5点以上の測定点を次のように選定する。隣
接する測定点の比は2を超えてはならない。例えば,測定レンジ上限値のおおよそ10 %,7 %,4 %,2 %,
6
B 7721:2018 (ISO 7500-1:2015)
1 %,0.7 %,0.4 %,0.2 %,0.1 %のように校正レンジの下限値に至るまでの測定点を選んで,下限値を含
む測定点で実施する。校正レンジの最小桁については,不完全な桁である場合もあり,必ずしも5点の測
定点で実施しなくてもよい。
校正レンジの下限値は,分解能rに次の値を乗じた値を下回ってはならない。
− 0.5級については400
− 1級については200
− 2級については100
− 3級については67
自動レンジ切替式指示計付きの試験機では,分解能が変わらない測定レンジで,少なくとも2か所の測
定点で校正する。
それぞれの測定シリーズの前に,力計の位置を120°ずつ回転して変更してもよい。変更した場合には,
1回の予備負荷を測定シリーズの前に実施する。
個々の測定点について,その試験機の力計測系の相対指示誤差及び相対繰り返し誤差を求める(6.5参照)。
各回の測定シリーズの前にゼロを調整する。ゼロの読みは,力を完全に除いてから約30秒後に読み取る。
アナログ指示計の場合には,指針がゼロ近くで自由に平衡し,デジタル指示計の場合には,ゼロ以下の値
が,例えば負号表示によって,明確に表示することを確認する。
各回の測定シリーズの相対ゼロ誤差は,式(5)によって求める。
100
N
0i
0
×
=FF
f
············································································ (5)
6.4.6
附属品の検証
附属品(置針,記録計など)の正しい作動状態及び摩擦による抵抗を,次のいずれかの方法で,試験機
を附属品付きで使用する場合と附属品なしで使用する場合とに区分し,検証しなければならない。
a) 試験機を附属品付きで通常使用する場合には,使用する各測定レンジに対して,附属品を接続した状
態で試験力を増加させて測定シリーズを3回実施し(6.4.5参照),補足的に,使用する最小のレンジ
に対して附属品なしで測定シリーズを1回実施する。
b) 試験機を附属品なしで通常使用する場合には,使用する各測定レンジに対して,附属品を接続しない
状態で試験力を増加させて測定シリーズを3回実施し(6.4.5参照),補足的に,使用する最小のレン
ジに対して附属品を接続して測定シリーズを1回実施する。
いずれの場合も,相対指示誤差qは3回の通常測定シリーズから計算し,相対繰り返し誤差bは4回の
測定シリーズから計算する(6.5.1及び6.5.2参照)。b及びqで得られた値は,分類しようとする等級に応
じて表2に示す値に適合するものとし,校正手順によって,式(6)又は式(7)も満足しなければならない。
− 一定の力の指示値による校正
al
c
c
i
1.5
100
q
F
F
F
≦
−
×
·································································· (6)
− 一定の力の参照値による校正
al
ic
1.5
100
q
F
F
F
≦
−
×
·································································· (7)
式(6)及び式(7)のqalの値は,分類しようとする等級に応じて表2に示す相対指示誤差の最大値とする。
6.4.7
ピストン位置の違いによる影響の検証
油圧ジャッキ方式によって試験力を確保する油圧式試験機については,ピストンの位置の違いによる影
7
B 7721:2018 (ISO 7500-1:2015)
響を,3回の測定シリーズにおいて,最小測定レンジについて評価する(6.4.5参照)。各回の測定シリーズ
は,ピストンの位置を変えて行わなければならない。
ダブルピストン式油圧式試験機の場合は,両方のピストンについて行う。
6.4.8
相対往復誤差の決定
相対往復誤差νの決定は,依頼者から要求を受けた場合にだけ行う。これは同一の測定点で,最初に力
を増加させながら,次に力を減少させながら校正を行い,決定する。この場合,使用する力計は,JIS B 7728
に基づいた校正方法によって減少方向の力でも校正したものでなければならない。相対往復誤差は,減少
させながら行う1回の測定シリーズによって決定する。
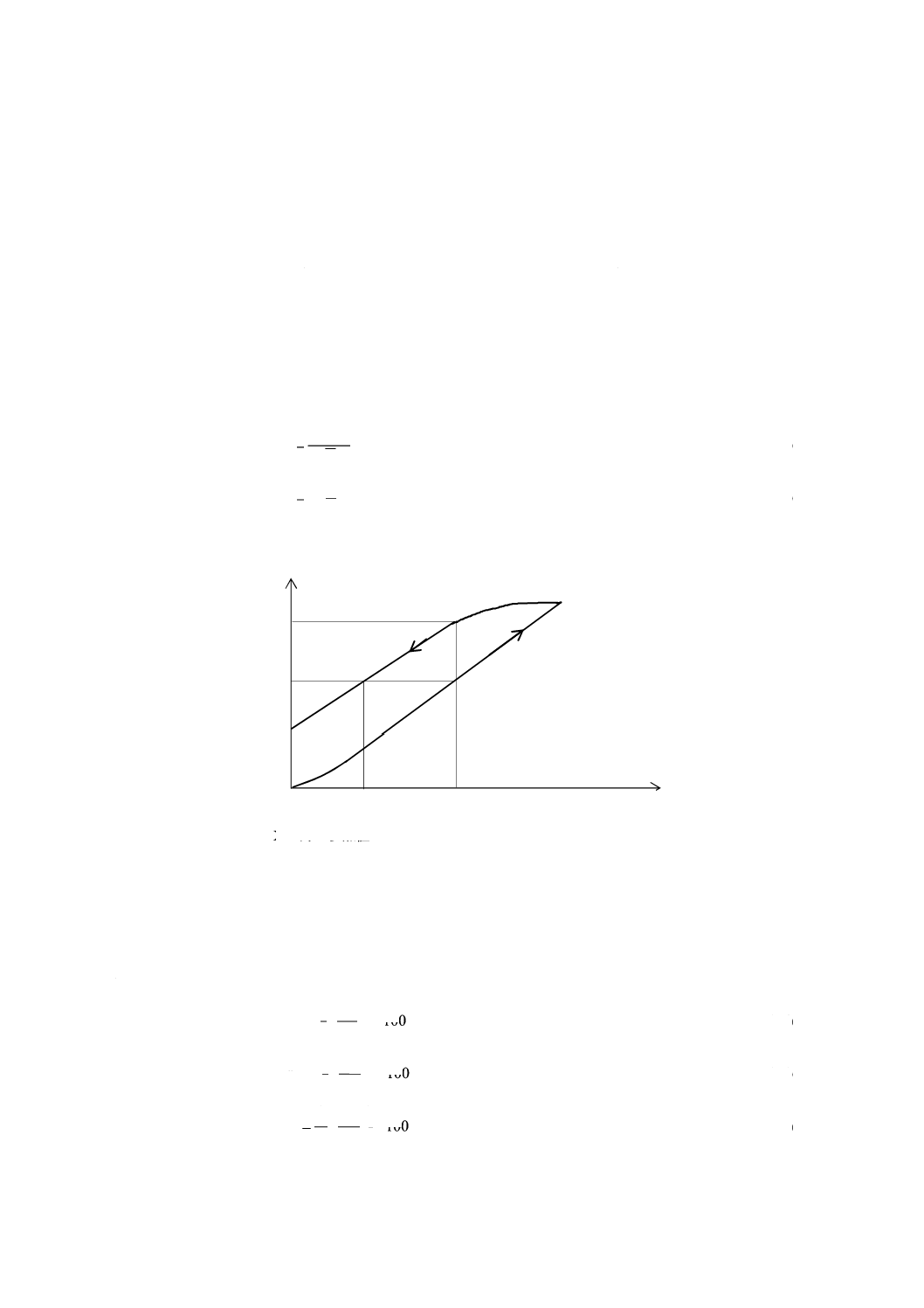
力の増加及び減少で得られた値の差から,一定の力の指示値による場合には,相対往復誤差(図1参照)
は,式(8)によって求める。一定の力の参照値による特別な場合には,相対往復誤差は,式(9)によって求め
る。
100
×
−
=
F
F'
F
v
········································································· (8)
100
i
i
×
−
=
F
F
'
F
v
········································································ (9)
この決定は,試験機の最小レンジ及び最大レンジについて行う。
X 力の参照値
Y 試験機の力指示計の読み
図1−相対往復誤差決定の概念
6.5
力指示計の評価
6.5.1
相対指示誤差
個々の測定点について,3回の測定シリーズによって相対指示誤差を式(10)〜式(13)によって求める。
(
)100
1
1
i1
1
×
−
=
F
F
F
q
··································································· (10)
(
)100
2
2
i2
2
×
−
=
F
F
F
q
···································································(11)
(
)100
3
3
i3
3
×
−
=
F
F
F
q
··································································· (12)
Y
X
F
F′
Fi′
Fi
8
B 7721:2018 (ISO 7500-1:2015)
(
)
3
3
2
1
q
q
q
q
+
+
=
······································································ (13)
ここで,添字1,2及び3は,個々の測定点における読み及び計算値が,何番目の測定シリーズに対応し
ているかを示す。
6.5.2
相対繰り返し誤差
相対繰り返し誤差bは,個々の測定点でのqmaxとqminとの差であり,式(14)によって求める。
b=qmax−qmin ··········································································· (14)
ここに, qmax: q1,q2及びq3の最大値
qmin: q1,q2及びq3の最小値
6.5.3
2台の力計間の一致性
一つの測定レンジを校正するために2台の力計が必要な場合には,両力計に同一の公称試験力を加える
(6.1参照)。それぞれの力計で得られた相対指示誤差の差は,分類しようとする等級に応じて表2に示す
相対繰り返し誤差を超えてはならない。すなわち,
|qT1−qT2|≦bal ·········································································· (15)
ここに,
qT1: 力計1による測定で得られた相対指示誤差
qT2: 力計2による測定で得られた相対指示誤差
bal: 表2に示す相対繰り返し誤差の上限値
代替的な方法として,それぞれの力計による測定値の不確かさを評価し,その不確かさを,それぞれの
力計による測定で得られた相対指示誤差の差と比較し,式(16)を満足することを確認することでも可能で
ある。
2
2
T
2
1
T
T2
T1
U
U
q
q
+
−
≦
····························································· (16)
ここに, UT1: 同一の測定点で力計1によって行った測定の拡張不確かさ(測
定値に対する百分率で表示)
UT2: 同一の測定点で力計2によって行った測定の拡張不確かさ(測
定値に対する百分率で表示)
7
試験機の等級
適切な等級によって試験機を特徴付けるための,力計測系の種々の相対誤差及び力指示計の相対分解能
の上限値を表2に示す。
該当する場合,一台の試験機の全てのレンジの等級は,附属品の検証(6.4.6参照),ピストン位置の違
いによる影響の検証(6.4.7参照)又は相対往復誤差によって決まる等級によっても制限される。
試験機の力指示計の各測定レンジの等級は,測定レンジ上限値の少なくとも20 %〜100 %の測定範囲で
全ての検証を満足する場合にだけ,付与することができる。
表2−力計測系の特性値
単位 %
試験機の
等級
相対指示誤差
q
相対繰り返し誤差
b
相対往復誤差a)
ν
相対ゼロ誤差
f0
相対分解能
a
0.5
±0.5
0.5
±0.75
±0.05
0.25
1
±1.0
1.0
±1.5
±0.1
0.5
2
±2.0
2.0
±3.0
±0.2
1.0
3
±3.0
3.0
±4.5
±0.3
1.5
注a) 相対往復誤差の決定は,依頼者からの要求がある場合にだけ行う(6.4.8参照)。
9
B 7721:2018 (ISO 7500-1:2015)
この規格の規定は,試験機を校正するときの主要な不確かさ要素を限定している4)。この規格に従うこ
とによって,ほかの認定規格が要求する不確かさは明白に考慮される。許容指示誤差を不確かさの大きさ
だけ減らすと,不確かさを二重評価することになる5)。校正された試験機の等級分類又は特定の等級への
適合証明は,不確かさを含む指示誤差が特定の値を下回ることを保証していない。例えば,0.5級の基準を
満たす試験機は,必ずしも不確かさを含む指示誤差が0.5 %未満であるとは限らない。
注4) “試験機を校正するときの主要な不確かさ要素を限定している”とは,表2などに規定する特
性値を満足する試験機を校正した場合,その特性値によって,校正するときの不確かさの要素
及びそれらの大きさがおのずと限定されるということをいう。この限定によって,校正結果の
不確かさは無制限に大きくなることはなく相応の水準に収まる。
5) “不確かさを二重評価することになる”とは,許容指示誤差に既に相応の水準の不確かさを考
慮しているということである。不確かさという概念が導入され認定規格などに盛り込まれるは
るか以前から,この規格は,特性値によってその大きさが制限される測定の繰り返し性などを
考慮して許容指示誤差を規定している。したがって,表2などに規定する特性値を満足するか
否かを判定して等級分類を行う場合には,特性値の不確かさを考慮する必要はない。
8
校正報告書及び/又は検証報告書
8.1
一般
校正報告書及び/又は検証報告書は,少なくとも次の情報を含んでいなければならない。
8.2
一般的な情報
a) JIS B 7721の規格番号
b) 試験機の識別(製造業者名,形式,製造番号及び分かれば製造年)。さらに,該当する場合には,力指
示計の識別(製造業者名,形式及び製造番号)
c) 試験機の設置場所
d) 使用する力計の形式,等級,器物番号,校正証明書番号及び発行年月日
e) 校正時の温度
f)
校正年月日
g) 校正機関名称又はロゴ
8.3
校正結果及び検証結果
校正結果及び検証結果の記載は,次による。
a) 一般検査中に発見された全ての異常
b) 各力計測系に対して,校正モード(引張,圧縮又は引張・圧縮),校正を行った測定レンジの等級並び
に要求に応じて,相対指示誤差,相対繰り返し誤差,相対往復誤差,相対ゼロ誤差及び相対分解能
c) 評価が適用される各測定レンジの下限値
9
校正の間隔
校正の間隔は,試験機の形式,保全水準及び使用量に依存する。特に指定されない限り,校正の間隔は
12か月を超えないことが望ましい。校正は,試験機を移設したとき又は大きな修理若しくは調整を行った
ときにも実施しなければならない。
10
B 7721:2018 (ISO 7500-1:2015)
附属書A
(規定)
試験機の一般検査
A.1 概要
試験機の一般検査を力計測系の校正の実施前に行わなければならない(箇条5参照)。その検査は,次の
事項を含むものとする。
A.2 目視検査
目視検査では,次のことを確認する。
a) 対象試験機が正常な作動状態にあり,次のような一般的な条件のうち,ある特定のものによって悪影
響を受けない。
1) 移動クロスヘッドのガイド又はグリップの著しい摩耗若しくは欠陥
2) コラム及び固定クロスヘッドの緩み
b) 対象試験機が環境条件,例えば,振動,電源変動,腐食性物質,局部的な温度変動などによって影響
を受けない。
c) 取り外し可能な振子装置のおもりを使用している場合は,その質量が正しく確認できる。
A.3 試験機の構造検査
試験機の構造及びグリップ系は,力を軸方向に加えるようになっていることを確認する。
A.4 クロスヘッドドライブ機構の検査
クロスヘッドドライブ機構は,力の均一かつ円滑な変化と種々の別個の力とが十分な精度で得られるこ
とを確認する。
11
B 7721:2018 (ISO 7500-1:2015)
附属書B
(参考)
圧縮試験機の耐圧盤の検査
B.1
一般
耐圧盤は,試験機に永久に固定されるもの及び試験機固有の取り外し可能な部品となっているものがあ
る。
試験機の要求に従った機能を耐圧盤がもつことを検証することが望ましい。
特別な試験規格の要求がない限り,その平面度は100 mm×100 mmにおいて0.01 mmを満足するのが望
ましい。
鋼製の場合,硬さは55 HRC以上であることが望ましい。
曲げ応力に敏感な試験片の試験に用いる試験機の場合,上部耐圧盤は球座式で,その向きは無負荷状態
で容易に約3°調節可能であることが望ましい。
12
B 7721:2018 (ISO 7500-1:2015)
附属書C
(参考)
力計測系の校正結果の不確かさ
C.1 はじめに
力計測系の不確かさを,校正時に仕様の限界値又は得られた測定値から計算できる。その計算について
は,次に詳しく記載する。
指示誤差qは,表2の仕様の範囲内にある場合,既知のバイアスとして通常は校正中には修正しないた
め,推定平均相対誤差Eの妥当とされる範囲は,q−U≦E≦q+Uとなる。ここに,qは6.5.1で規定する
相対指示誤差であり,Uは拡張不確かさである(参考文献[3]参照)。
C.2 負荷が増加する場合
C.2.1 相対平均誤差の推定
試験機が表示する力の相対平均誤差の最良の推定値が相対指示誤差qである。この相対指示誤差と関連
するのが拡張不確かさUであり,式(C.1)によって求める。
∑
=
×
=
×
=
n
i
iu
k
u
k
U
1
2
c
···························································· (C.1)
ここに,
k: 包含係数
uc: 合成標準不確かさ
u1〜un: 関連する標準不確かさ
u1〜unは,繰り返し性による標準不確かさ(C.2.2参照),分解能による標準不確かさ(C.2.3参照)及び
参照標準の標準不確かさ(C.2.4参照)に関する成分を含む。考慮しなければならないそのほかの不確かさ
要因として,力の伝達系(end-loading)の影響及びオペレータ(操作者)の影響を含んでもよい。
C.2.2 繰り返し性
繰り返し性による標準不確かさurepは,相対指示誤差の標準偏差であり,式(C.2)によって求める。
∑
=
−
−
=
n
i
iq
q
n
n
u
1
2
rep
)
(
)1
(
1
························································ (C.2)
ここに,
n: 各測定点での測定数
qi: 各測定点での相対指示誤差(%)
q: 各測定点での相対指示誤差の平均値(%)
C.2.3 分解能
各測定点での試験機の分解能による標準不確かさuresは,次に示す2成分の二乗和の平方根である。
− 一つは,測定点における試験機の力指示計の分解能による不確かさ成分であり,相対分解能aFを
3
2
で除して得られる。
− もう一つは,無負荷における試験機の力指示計の分解能による不確かさ成分であり,6.3で規定された
式(4)のFiに校正力を代入して得られる相対分解能aZを
3
2
で除して得られる。
分解能による標準不確かさは,式(C.3)によって求める。
13
B 7721:2018 (ISO 7500-1:2015)
2
Z
2
F
rep
3
2
3
2
+
=
a
a
u
························································· (C.3)
C.2.4 力の参照値
力の参照値の標準不確かさustdは,式(C.4)によって求める。
2
2
2
2
cal
std
C
B
A
u
u
+
+
+
=
························································· (C.4)
ここに,
ucal: 力計を校正したときの校正値の相対標準不確かさ
A,B,C: 該当する場合,温度,ドリフト及び多項式曲線の線形近似
による要因
C.2.5 拡張不確かさ
関連する標準不確かさを全て考慮に入れれば(C.2.1に示すそのほかの不確かさ要因を含む。),合成標準
不確かさucに包含係数kを乗じると拡張不確かさUが得られる。包含係数kの値は有効自由度の数から求
めてもよいが,k=2とするのがよい。
なお,参考文献[3]に定める原則に従うことが望ましい。
増加方向の推定平均相対誤差Eは,式(C.5)の範囲にあると見てよい。
E=q±U ··············································································· (C.5)
増加方向の平均負荷Fは,式(C.6)によって求めることができる。
)
(
100
i
i
U
q
F
F
F
±
−
≈
································································· (C.6)
C.3 負荷が減少する場合
負荷が減少する場合には,合成標準不確かさuc′は,q及びνの不確かさ要因から計算する。νの不確か
さ要因は,増加方向の相対指示誤差qの不確かさ要因と同じであると仮定される。したがって,合成標準
不確かさuc′は,式(C.7)によって求める。
c
c
2u
'
u
×
=
··········································································· (C.7)
合成標準不確かさuc′に包含係数kを乗じると拡張不確かさU′が得られる。
減少方向の推定平均相対誤差E′は,式(C.8)によって求めるのが妥当である。
E′=(q+ν)±U′········································································ (C.8)
ここに,
q: 増加方向での相対指示誤差
ν: 相対往復誤差
減少方向の平均負荷F′は,式(C.9)によって求めることができる。
[
]
U'
ν
q
'
F
'
F
F'
±
+
−
≈
)
(
100
i
i
·························································· (C.9)
例
− 力指示計の表示値:100.0 kN,力指示計の分解能:0.5 kN
− 増加方向での測定値(測定1〜3):100.1 kN,100.8 kN及び100.9 kN
− 減少方向での測定値(測定4):99.5 kN
− 1級の参照標準(力計)の標準不確かさ:ustd=0.12 %
14
B 7721:2018 (ISO 7500-1:2015)
− ドリフト,温度又は内挿誤差による大きな影響はない。
− 力伝達系の影響又はオペレータの影響は考慮していない。
− 相対指示誤差q=−0.60 %:1級の基準を満たしている。
− 相対繰り返し誤差b=0.80 %:1級の基準を満たしている。
− 相対往復誤差ν=+1.39 %:1級の基準を満たしている。
− 相対分解能a=0.50 %:1級の基準を満たしている。
− urep=0.25 %(力計測系の繰り返し性による標準不確かさ)
− ures=0.20 %(力計測系の分解能による標準不確かさ)
− ustd=0.12 %(力の参照値の標準不確かさ)
− uc=0.34 %(上記3要因の二乗和の平方根)
− uc′=0.48 %(増加方向での要因と減少方向での要因の二乗和の平方根)
− U=0.68 %(増加方向での合成標準不確かさとk=2との積)
− U′=0.96 %(減少方向での合成標準不確かさとk=2との積)
− E=(−0.60±0.68) %(増加方向の推定平均相対誤差の予測範囲)
−
±
−
−
≈
)
68
.0
60
.0
(
100
i
i
F
F
F
kN(増加方向における負荷の平均値の予測範囲)
− E′=−0.60+1.39±0.96=(0.79±0.96) %(減少方向の推定平均相対誤差の予測範囲)
−
±
−
≈
)
96
.0
79
.0(
100
i
i
'
F
'
F
F'
kN(減少方向における負荷の平均値の予測範囲)
注記 上記の手順では,試験機の校正中に得られる平均指示誤差の不確かさが得られるだけである。
したがって,校正中に負荷を1回加えることによる不確かさが得られるのではなく,また,そ
の後に試験機を使用してその他の要因(例えば,試験片の調芯,温度のドリフト,取付けジグ
など)を考慮する必要があるような場合の試験機の不確かさを示すものでもない。
15
B 7721:2018 (ISO 7500-1:2015)
附属書D
(参考)
参考文献
[1] ISO/IEC Guide 99,International vocabulary of metrology−Basic and general concepts and associated terms
(VIM)
[2] International Vocabulary of Terms in Legal Metrology (VIML), International Organization of Legal Metrology
(OIML), 2013
[3] ISO/IEC Guide 98-3,Uncertainty of measurement−Part 3: Guide to the expression of uncertainty in
measurement (GUM:1995)
[4] DIXON M.J., Dynamic Force measurement, chapter 4, 55-80, Materials Metrology and Standards for Structural
Performance, Ed; DYSON, B.F., LOVEDAY, M.S. and GEE, M.G., Chapman and Hall, London (1995)
[5] SAWLA, A., Measurement of dynamic forces and compensations of errors in fatigue testing, Proceedings of the
12th IMEKO World Congress “Measurement and Progress”, Beijing, China, Vol.2 (1991), 403-408
[6] ISO 6892-1,Metallic materials−Tensile testing−Part 1: Method of test at room temperature
[7] ISO 9513,Metallic materials−Calibration of extensometer systems used in uniaxial testing
[8] ASTM E467,Standard Practice for Verification of Constant Amplitude Dynamic Forces in an Axial Fatigue
Testing System
[9] ASTM E4,Standard Practices for Force Verification of Testing Machines