B 7611-2:2015
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲 ························································································································· 1
2 引用規格 ························································································································· 1
3 用語及び定義 ··················································································································· 2
3.1 一般 ···························································································································· 2
3.2 はかりの構造 ················································································································ 4
3.3 はかりの計量特性 ········································································································· 11
3.4 はかりの計量性能 ········································································································· 13
3.5 表示及び誤差 ··············································································································· 14
3.6 影響及び標準条件 ········································································································· 17
4 規格の原則 ····················································································································· 18
4.1 計量単位 ····················································································································· 18
4.2 計量要件の原則 ············································································································ 18
4.3 技術要件の原則 ············································································································ 19
5 計量要件 ························································································································ 19
5.1 精度等級の原則 ············································································································ 19
5.2 精度等級の分類 ············································································································ 19
5.3 多目量はかりに対する追加要件························································································ 20
5.4 補助的な表示装置 ········································································································· 21
5.5 公差 ··························································································································· 23
5.6 結果の間の許容差 ········································································································· 23
5.7 分銅 ··························································································································· 24
5.8 感じ ··························································································································· 24
5.9 影響量及び時間による変動······························································································ 24
5.10 型式承認試験及び審査 ·································································································· 27
6 自動指示はかり及び手動指示併用はかりの技術要件 ······························································· 32
6.1 構造の一般要件 ············································································································ 32
6.2 計量結果の表示 ············································································································ 34
6.3 アナログ指示装置 ········································································································· 36
6.4 デジタル表示装置及び印字装置························································································ 37
6.5 零点設定装置及び零トラッキング装置 ··············································································· 38
6.6 風袋引き装置 ··············································································································· 39
6.7 プリセット風袋引き装置 ································································································ 44
6.8 休み位置 ····················································································································· 44
6.9 補助検査装置(分離可能形又は固定形) ············································································ 45
B 7611-2:2015 目次
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ページ
6.10 複目量はかりの計量範囲の選択 ······················································································ 45
6.11 荷重受け部と荷重計量装置との選択装置又は切替装置 ························································ 45
6.12 正及び負の比較はかり ·································································································· 45
6.13 対面販売用はかり ········································································································ 45
6.14 対面販売用料金算出はかりに対する追加要件 ···································································· 47
6.15 通常は対面販売用に使用されるものと類似するはかり ························································ 49
6.16 値付けはかり ·············································································································· 49
6.17 一つのおもり受けを備えた機械式計数はかり ···································································· 49
6.18 移動式はかりに対する追加技術要件 ················································································ 49
6.19 車両計量用の携帯式はかり ···························································································· 50
6.20 動作モード ················································································································· 50
7 電気式はかりの技術要件 ··································································································· 50
7.1 一般要件 ····················································································································· 50
7.2 有意な誤りへの対処 ······································································································ 51
7.3 機能要件 ····················································································································· 51
7.4 性能試験及びスパン安定性試験························································································ 52
7.5 ソフトウェア制御の電子装置の追加要件 ············································································ 53
8 手動指示はかりの技術要件 ································································································ 58
8.1 一般要件 ····················································································································· 59
8.2 表示装置に対する受入れ可能な解決策 ··············································································· 59
8.3 構造条件 ····················································································································· 60
8.4 手動天びん ·················································································································· 61
8.5 棒はかり ····················································································································· 61
8.6 等比皿手動はかり ········································································································· 63
8.7 さおはかり,皿手動はかり,懸垂手動はかり及び台手動はかり ·············································· 64
8.8 定量増おもり ··············································································································· 65
8.9 風袋おもり及び風袋ざお ································································································ 65
9 はかり及びモジュールの表記 ····························································································· 65
9.1 表記 ··························································································································· 65
9.2 検定証印又は基準適合証印······························································································ 68
10 検定 ···························································································································· 68
11 使用中検査 ··················································································································· 69
12 対応関係 ······················································································································ 69
13 索引 ···························································································································· 69
13.1 用語 ·························································································································· 69
13.2 量記号及び略字 ··········································································································· 72
附属書A(規定)非自動はかりの試験手順 ··············································································· 75
附属書B(規定)電気式はかりに対する追加試験 ······································································· 89
附属書C(規定)非自動はかり用モジュールとしての指示計及びアナログデータ処理装置の試験 ········ 96
B 7611-2:2015 目次
(3)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ページ
附属書D(規定)非自動はかり用モジュールとしてのデジタル装置の試験 ····································· 104
附属書E(規定)非自動はかり用モジュールとしての計量部モジュールの試験 ······························· 106
附属書F(規定)非自動はかり用モジュールとしての適合性チェック ··········································· 108
附属書G(規定)ソフトウェア制御のデジタル装置及びはかりに対する追加試験 ···························· 118
附属書JA(規定)検定 ········································································································ 121
附属書JB(規定)使用中検査 ······························································································· 143
附属書JC(規定)実用基準分銅の管理方法 ············································································· 161
附属書JD(規定)車両等の管理方法 ······················································································ 163
附属書JE(規定)機械式はかり(ばね式指示はかりを除く。)の検定の方法 ·································· 164
附属書JF(参考)検定用表示装置 ························································································· 169
附属書JG(参考)JISと対応国際規格との対比表 ····································································· 171
B 7611-2:2015 目次
(4)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法に基づき,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本
工業規格である。
これによって,JIS B 7611-2:2009は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
JIS B 7611の規格群には,次に示す部編成がある。
JIS B 7611-1 第1部:一般計量器
JIS B 7611-2 第2部:取引又は証明用
JIS B 7611-3 第3部:分銅及びおもり−取引又は証明用
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 7611-2:2015
非自動はかり−性能要件及び試験方法−
第2部:取引又は証明用
Non-automatic weighing instruments-
Metrological and technical requirements and tests-
Part 2: Measuring instruments used in transaction or certification
序文
この規格は,2006年に改訂版として発行されたOIML R 76-1を基とし,技術的内容を変更して作成し
た日本工業規格である。
なお,この規格で側線又は点線の下線を施してある箇所は,対応国際規格を変更している事項である。
変更の一覧表にその説明を付けて,附属書JGに示す。
この規格は,非自動はかりが計量法の特定計量器として要求される要件のうち,構造及び性能に係る技
術上の基準及び試験の方法を規定するために作成した日本工業規格であり,この規格の適合だけをもって
計量法で定める検定に合格したということにはならない。また,この規格に適合するものであることを示
す工業標準化法第19条の表示を付すことはできない。
1
適用範囲
この規格は,日本国内で取引又は証明に使用する非自動はかりであって目量の数が100以上,かつ,目
量(e)が0.01 g以上のものについて規定する。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
OIML R 76-1:2006,Non-automatic weighing instruments−Part 1: Metrological and technical
requirements−Tests(MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS B 7609 分銅
JIS B 7612-1 質量計用ロードセル−第1部:アナログロードセル
JIS B 7612-2 質量計用ロードセル−第2部:デジタルロードセル
JIS Z 8103 計測用語
2
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS Z 8103によるほか,次による。また,この規格で使用する
記号,単位及び定義は,表2〜表4による。
3.1
一般
3.1.1
はかり(weighing instrument)
物体に作用する重力を利用して,その物体の質量を計測するために使用する計量器。
その操作方法に従ってはかりは,自動はかり又は非自動はかりに分類される。
3.1.2
非自動はかり(non-automatic weighing instrument)
計量結果を得るために計量過程で操作者の介在を必要とするはかり。
非自動はかり(以下,はかりという。)には,次のものがある。
− 目盛付きはかり又は目盛なしはかり。
− 自動指示はかり,手動指示併用はかり又は手動指示はかり。
注記 計量結果を得るということには,表示が安定している場合,操作者による表示値の読取り,印
刷出力の発行を行うなど,計量結果の受入れに関する決定のような計量結果に影響を及ぼす行
動を取ることを含む。
3.1.2.1
目盛付きはかり(graduated instrument)
計量結果の全部又は一部を直読できるはかり。
3.1.2.2
目盛なしはかり(non-graduated instrument)
質量の単位で数字付けされた目盛がないはかり。
3.1.2.3
自動指示はかり(self-indicating instrument)
操作者の介在なしで,釣り合う位置が得られるはかり。
3.1.2.4
手動指示併用はかり(semi-self-indicating instrument)
自動表示範囲をもったはかりで,その範囲の限界を変更するために操作者が介在するはかり。
3.1.2.5
手動指示はかり(non-self-indicating instrument)
操作者によって,釣り合う位置が完全に得られるはかり。
例 手動天びん(simple equal arm),等比皿手動はかり(Roberval instruments),ベランジャ式はかり
(Béranger instruments),台手動はかり(instruments of the steelyard type with accessible sliding poises),
棒はかり(simple steelyards with sliding poises),さおはかり(steelyards)など。
3.1.2.6
電気式はかり(electronic instrument)
電子装置を組み込んだはかり。
3.1.2.7
料金目盛付きはかり(instrument with price scales)
3
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単価の範囲に関係付けられた料金表又は料金目盛によって,料金を表示するはかり。
3.1.2.8
料金はかり(price-computing instrument)
表示した質量値及び単価を基にして,料金を自動的に計算するはかり。
3.1.2.9
値付けはかり(price-labelling instrument)
質量値,単価及び料金のラベル(商品の値札など)を発行するはかり。
例 ラベルプリンタ付きのはかり
3.1.2.10
セルフサービスはかり(self-service instrument)
買い手側が操作できるようにしたはかり。
3.1.2.11
移動式はかり(mobile instrument)
車両にしっかり取り付けられ積載物の質量の計量以外の目的のために設計された車両取付けはかり又は
はかりに車両の一部分を利用した車両組込みはかりであって,移動を可能としたはかり。
例1 車両取付けはかり:車両取付け郵便はかり(移動式郵便局)
例2 車両組込みはかり:患者リフト,パレットリフト,フォークリフト,車椅子
3.1.2.12
車両計量用の携帯式はかり(portable instrument for weighing road vehicles)
1個又は数個に分かれた荷重受け部のあるはかりで,車両の全質量を計量し,他の場所に移動できるよ
うに設計したはかり。
例 携帯式の車両用はかり,軸重計群(又は輪重計群)の結合されたはかり。
注記 この規格は,荷重受け部の適切な部分によって同時に支えられた車両の全軸重又は全輪荷重で
車両の全質量を同時に計量するはかりだけを対象とし,前車軸だけ,後車軸だけなどの車両の
一部分だけを計量するはかり(軸重計など)は対象外とする。
3.1.2.13
格付けはかり(grading instrument)
料金を決定するため,計量結果の質量値を所定範囲に割り付けるはかり。
例 郵便はかり
3.1.3
はかりの表示(indications of an instrument)
はかりが提供する量の値。“表示”には,“印字”も含む。
注記 明確に“表示及び印字”と区別するために,“表示又は印字”とする場合もある。
3.1.3.1
主表示(primary indications)
この規格の適用を受ける,計量結果の表示又は印字。
3.1.3.2
副表示(secondary indications)
主表示以外のはかりの表示,信号及び記号。
4
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.1.4
計量値(weighing value)
計量器の表示する物象の状態の量の値。
3.1.5
検定(verification)
計量法に規定される特定計量器の検査。
注記 検定を行う者は,計量法によってその特定計量器の種類ごとに都道府県知事,指定検定機関,
独立行政法人産業技術総合研究所又は日本電気計器検定所が定められている。
3.1.6
型式承認表示(type approval mark)
計量法に規定される特定計量器の型式について,その承認を取得している型式に属することを示す表示。
3.2
はかりの構造(construction of an instrument)
注記 この規格における“装置”とは,機構又はキー操作によって作動させるなど,その実現方法に
は関係なく,特定の機能を実行するいかなるものにも使われる。その装置は,はかりの大きな
部分を占めることもある。
3.2.1
主要装置(main devices)
はかりの主要装置には,荷重受け部,荷重伝達装置及び荷重計量装置がある。
3.2.1.1
荷重受け部(load receptor)
荷重を受けるために設けられたはかりの部分。
検出部が機械式のはかり(以下,機械式はかりという。)においては,そのはかりの荷重受け部を区別し
て,“皿”又は“台”としている(3.2.10.1及び3.2.10.2参照)。
3.2.1.2
荷重伝達装置(load-transmitting device)
荷重受け部に作用している荷重によって生じた力を,荷重計量装置に伝達するはかりの部分。
3.2.1.3
荷重計量装置(load-measuring device)
荷重伝達装置から伝達された力を釣り合わせる平衡装置と表示装置又は印字装置とによって荷重の質量
を計量するはかりの部分。
3.2.2
モジュール(module)
特定の機能(単数又は複数)を実行し,関連規格に要求される特定の計量性能要件及び技術的性能要件
に従って,個々に評価できる識別可能な完成されたはかりの構成要素又はその集まり。はかりのモジュー
ルは,指定された部分的な誤差限度値の対象である。
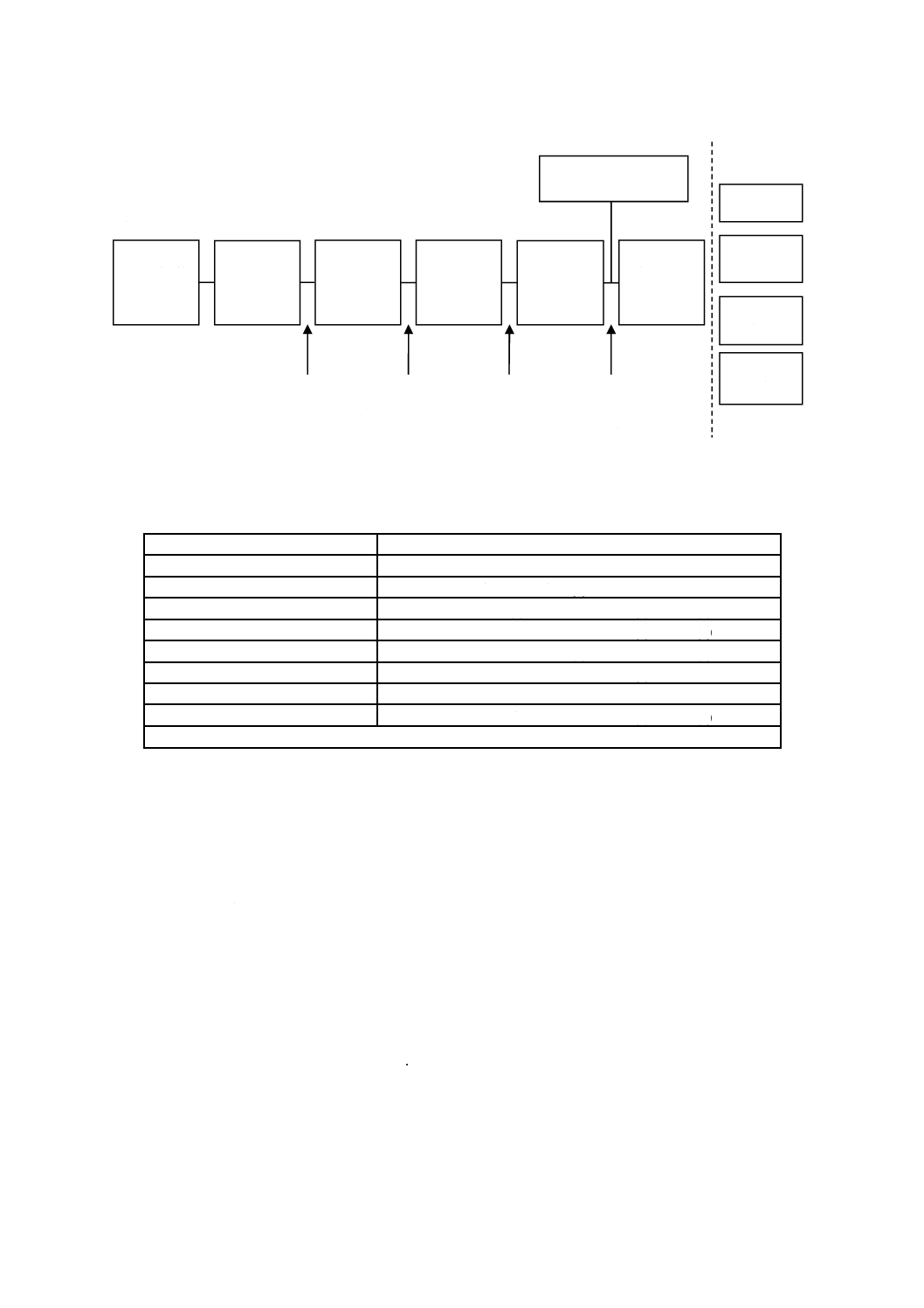
はかりの代表的なモジュールには,ロードセル,指示計,アナログデータ処理装置又はデジタルデータ
処理装置,計量部モジュール,ターミナル及び主ディスプレイがある(図1及び表1参照)。
5
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図1−はかりの構成要素
表1−代表的なモジュールの定義(他の組合せも可能である。)
モジュール
構成要素の組合せ
アナログ ロードセル
(3.2.2.1)
2
デジタル ロードセル
(3.2.2.1)
2
+
3
+ (4)
指示計
(3.2.2.2)
(3) +
4
+ (5) + (6) +
7
アナログデータ処理装置 (3.2.2.3)
3
+
4
+ (5) + (6)
デジタルデータ処理装置 (3.2.2.4)
(4) +
5
+ (6)
ターミナル
(3.2.2.5)
(5) +
6
+
7
主ディスプレイ
(3.2.2.6)
7
計量部モジュール
(3.2.2.7)1
+
2
+
3
+
4
+ (5) + (6)
注記 組合せの括弧内の数字は,オプションを示す。
3.2.2.1
ロードセル(load cell)
使用場所における重力の加速度及び空気の浮力の影響を考慮した後,ひずみゲージで測定した量(質量)
を別の量(出力)に変換することによって質量を測定する機器。
増幅器,アナログ−デジタル変換器(ADC)及びデータ処理装置(オプション)を含む電子装置を備え
たロードセルは,デジタルロードセルと呼ぶ。
3.2.2.2
指示計(indicator)
ロードセル出力信号のデータの処理を行って,質量単位で計量結果を表示するはかりの電子装置。アナ
ログ−デジタル変換器は,オプションで備えてもよい。
3.2.2.3
アナログデータ処理装置(analog data processing device)
ロードセル出力信号のアナログ−デジタル変換を行い,更にそのデータを質量単位の計量値として処理
するはかりの電子装置。アナログデータ処理装置は,計量結果を表示せずにデジタルインタフェースを介
してデジタル様式で提供する。オプションで,そのはかりを操作するキー(又はマウス,タッチスクリー
1
アナログ
ロードセル
A/D
変換器
データ
処理
データ処理
(風袋,料
金計算)
3
2
4
5
アナログ信号
計量値
(質量単位)
正味量,総量,
風袋量+他の表示値
(例えば,料金)
デジタル値
(カウント値)
プリンタ
副ディス
プレイ
データ
保存装置
その他の
周辺装置
6
7
周辺装置
操作用キー又は
キーボード
主ディス
プレイ
機械的及
び電気的
接続素子
6
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ンなど)を1個以上備えてもよい。
3.2.2.4
デジタルデータ処理装置(digital data processing device)
質量単位の計量値として処理されたデータについて,更に風袋引き,料金計算などの処理を加えるはか
りの電子装置。デジタルデータ処理装置は,デジタルインタフェースを介してデジタル様式で提供する。
オプションで,そのはかりを操作するキー(又はマウス,タッチスクリーンなど)を1個以上,及び/又
はアナログ−デジタル変換された計量値を質量の単位の計量値に処理する機能を備えてもよい。
3.2.2.5
ターミナル(terminal)
はかりを操作するキー(又はマウス,タッチスクリーンなど)を1個以上及び計量部モジュール又はア
ナログデータ処理装置のデジタルインタフェースを介して伝達された計量結果を表示するディスプレイを
もつデジタル装置。
3.2.2.6
デジタルディスプレイ(digital display)
デジタルディスプレイは,主ディスプレイ又は副ディスプレイがある。
注記 主ディスプレイ及び副ディスプレイを主表示(3.1.3.1)及び副表示(3.1.3.2)と混同してはなら
ない。
a) 主ディスプレイ(primary display) 指示計のきょう(筐)体内若しくはターミナルのきょう体内に組
み込まれたディスプレイ又はキーボードがないターミナルのディスプレイ。例えば,計量部モジュー
ルと組み合わせて使用する。
b) 副ディスプレイ(secondary display) 計量結果及びその他の主表示を繰り返すこと及び/又は計量に
関係しない情報を提供する,追加周辺装置(オプション)。
3.2.2.7
計量部モジュール(weighing module)
計量結果を表示する手段を備えずに,荷重受け部,荷重伝達装置,ロードセル及びアナログデータ処理
装置から構成されるはかりのモジュール。さらに,オプションでデジタルデータ処理装置及びそのはかり
の操作装置を備えてもよい。
3.2.3
電子部(electronic parts)
3.2.3.1
電子装置(electronic device)
電子サブアセンブリを用いた装置であって特定の機能を果たすもの。電子装置は通常別々のユニットと
して製造され,個々に検査することができる。
例 上記で定義したように電子装置には,完成はかり,モジュール,周辺装置などがある。
3.2.3.2
電子サブアセンブリ(electronic sub-assembly)
電子素子を使用し,かつ,識別可能な機能をもつ電子装置の一部。
例 A/D変換器及びディスプレイ
3.2.3.3
電子素子(electronic component)
気体又は真空中の電子又はホール伝導を利用した最小の物理的実体。
7
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
例 電子管,トランジスタ及び集積回路(IC)
3.2.3.4
デジタル装置(digital device)
デジタル演算処理及び/又は伝送だけを行い,デジタル化した出力又は表示を提供する電子装置。
例 プリンタ,主ディスプレイ又は副ディスプレイ,キーボード,ターミナル,データ保存装置及び
パーソナルコンピュータ(PC)
3.2.3.5
周辺装置(peripheral device)
計量結果及び他の主表示を再現するか又は更に処理する補助装置。
例 プリンタ,副ディスプレイ,キーボード,ターミナル,データ保存装置及びパーソナルコンピュ
ータ(PC)
3.2.3.6
保護インタフェース(protective interface)
はかりのデータ処理装置,モジュール又は電子素子へのデータ取込みだけを許可するハードウェア及び
/又はソフトウェアのインタフェース。ただし,次のデータを取り込んではならない。
− 計量結果として考えられるものであるが,明確に定義していない表示。
− 表示,処理又は保存された計量結果若しくは主表示の偽造データ。
− はかりの調整データ又は調整係数の変更データ。ただし,感度又はスパンを調整するための装置が組
み込まれたはかりの場合,又は外部分銅によって精度等級1級のはかりの調整をする場合を除く。
3.2.4
はかりの表示装置(displaying device of a weighing instrument)
計量結果を,視覚による様式で提供する装置。
3.2.4.1
表示部品(displaying component)
釣り合う状態及び/又は計量結果を表示する構成部品。
釣り合う位置が一点のはかりでは,釣り合った状態だけを表示する。また,幾つかの釣り合う位置をも
つはかりでは,釣り合う状態位置及びその計量結果の両方を表示する。
3.2.4.2
目盛標識(scale mark)
計量値又はそれに関連する値を表示するための数字,点,線,その他の記号。
3.2.4.3
度表
料金及び単価の目盛を除く,質量を表さない目盛が付されている目盛板。
3.2.5
補助的な表示装置(auxiliary indicating devices)
ライダ,副尺,光学的拡大装置及び補助表示装置がある。
3.2.5.1
ライダ(rider)
さお(棹)と一体となった目盛棒又はさお自体に置き,その上を滑って移動し,取り外しができる小さ
い質量のおもり(錘)。
8
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.2.5.2
副尺[device for interpolation of reading (vernier)]
表示要素に結合された装置で,特別の調整をすることなしに,はかりの目盛を細分割する装置(バーニ
ア)。
3.2.5.3
光学的拡大装置(complementary displaying device)
目盛標識と目盛標識との間の表示を示している場合,目盛標識とその示している表示との距離をある操
作によって推定し,はかりの目量よりも小さい値の表示を読み取ることができる装置。
注記 目盛標識とその示している表示の距離の推定には,ダイヤル操作によって指針を移動させて,
その移動距離から質量値を読み取る方法などがある。
3.2.5.4
補助表示装置(indicating device with a differentiated scale division)
デジタル表示装置で,小数点未満の桁の最後の数字が他の数字と明瞭に区別されている装置。
3.2.6
拡張表示装置(extended displaying device)
手動操作によって,実目量(d)を一時的に表示する装置。
3.2.7
附属装置(supplementary devices)
3.2.7.1
水平装置(levelling device)
はかりを基準水平位置に設定するための装置。
3.2.7.2
零点設定装置(zero-setting device)
空掛け時に表示を零に設定するための装置。
非自動零点設定装置,半自動零点設定装置,自動零点設定装置及び初期零点設定装置がある。
3.2.7.2.1
非自動零点設定装置(non-automatic zero-setting device)
操作者によって,表示を零に設定するための装置。
3.2.7.2.2
半自動零点設定装置(semi-automatic zero-setting device)
手動操作によって,自動的に表示を零に設定するための装置。
3.2.7.2.3
自動零点設定装置(automatic zero-setting device)
操作者の介在なしで,自動的に表示を零に設定するための装置。
3.2.7.2.4
初期零点設定装置(initial zero-setting device)
電源投入後に,はかりを使用する前に自動的に表示を零に設定するための装置。
3.2.7.3
零トラッキング装置(zero-tracking device)
ある限度内で零点表示を自動的に維持するための装置。
9
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.2.7.4
風袋引き装置(tare device)
何らかの荷重が荷重受け部上にあるとき,表示を零に設定するための装置。装置には,次のものがある。
− 加算式風袋引き装置(additive tare device):正味荷重に対する計量範囲は変わらない風袋引き装置。
− 減算式風袋引き装置(subtractive tare device):正味荷重に対する計量範囲が減少する風袋引き装置。
風袋引き装置の機能
− 非自動風袋引き装置(non-automatic tare device):操作者によって荷重が釣り合わされる。
− 半自動風袋引き装置(semi-automatic tare device):単一の手動操作によって自動的に荷重が釣り合わさ
れる。
− 自動風袋引き装置(automatic tare device):操作者なしで荷重が自動的に釣り合わされる。
3.2.7.4.1
風袋平衡装置(tare-balancing device)
はかりに風袋が負荷されたとき,風袋量の表示がない風袋引き装置。
3.2.7.4.2
風袋計量装置(tare-weighing device)
風袋量を記憶しておき,はかりに荷重が負荷されていなくても,その表示又は印字が可能な風袋引き装
置。
3.2.7.5
プリセット風袋引き装置(preset tare device)
総量又は正味量の値から,事前に設定された風袋量を差し引いて計量結果を表示する装置。正味荷重に
対する計量範囲はそれに応じて減少する。
3.2.7.6
休み装置(locking device)
はかりの装置全体又は一部を動かなくするための装置。
3.2.7.7
補助検査装置(auxiliary verification device)
はかりの一つ以上の主要装置における分離検査を可能にするための装置。
3.2.7.8
荷重受け部と荷重計量装置との選択装置(selection device for load receptors and load-measuring devices)
例えどのような中間の荷重伝達装置が使用されている場合でも,一つ以上の荷重受け部と1台以上の荷
重計量装置とを結び付けるための装置。
3.2.7.9
検定用表示装置
検定用補助表示目盛を表示する装置。附属書JAで要求される試験に用いることができる装置(附属書
JF参照)。はかりが通常の使用状態の場合,装置は作動してはならない機構を有している。
3.2.8
ソフトウェア(software)
3.2.8.1
法定計量に関連するソフトウェア(legally relevant software)
はかり又はモジュールに属する法定計量に関連する機能を定義又は実行するプログラム,データ,型式
特有のパラメータ及び装置特有のパラメータ。
10
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
例1 最終的な計量結果(小数点及び単位を含む総量,正味量及び風袋量又はプリセット風袋量)。
例2 複数の荷重受け部を備えている場合は,計量範囲及び荷重受け部の識別。
例3 ソフトウェア識別。
3.2.8.2
法定計量に関連するパラメータ(legally relevant parameter)
型式特有のパラメータ及び装置特有のパラメータ。
3.2.8.3
型式特有のパラメータ(type-specific parameter)
はかりの型式だけに依存する値をもつ,法定計量に関連するパラメータ。
型式特有のパラメータは法定計量に関連するソフトウェアの一部であり,はかりの型式承認時に固定さ
れる。具体的な型式特有のパラメータには,質量の計算,安定性分析,料金計算,表示値の丸め処理,ソ
フトウェア識別などがある。
3.2.8.4
装置特有のパラメータ(device-specific parameter)
個々のはかりに依存する値をもつ,法定計量に関連するパラメータ。
例1 校正パラメータ(スパン調整又はその他調整若しくは補正)
例2 仕様パラメータ(ひょう量,最小測定量,計量単位など)
そのはかりの特定動作状態においてだけ,それは調整可能であり,選択可能である。
装置特有のパラメータは,次の二つに分類される。
− 封印又は変更不可
− 認められた要員だけパラメータの設定が可能
3.2.8.5
計量データの長期保存(long-term storage of measurement data)
後での法定計量に関連する目的に使用する場合に,計量終了後に計量データを保存すること。
例 買い手が立ち会っていなかった場合の計量結果を,後日,取引又は法定計量に関連する対象とな
る場合に使用する。
3.2.8.6
ソフトウェア識別(software identification)
ソフトウェアと組み合わせて関連付けされたソフトウェアの読取り可能な記号の列。
例 バージョン番号及びチェックサム。
3.2.8.7
ソフトウェアの分離(software separation)
法定計量に関連するソフトウェア及び法定計量に関連していないソフトウェアの明確な分離。ソフトウ
ェアが明確に分離していない場合は,そのソフトウェア全体が法定計量に関連するソフトウェアであると
みなす。
3.2.9
計量に関連する(metrologically relevant)
計量結果又は他の主表示に影響を与える(連体修飾)。
11
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.2.10 機械式はかり
3.2.10.1
皿
被計量物の載せ台であって,荷重を働かせる部分の2か所以下で自由に振動しないような装置で支えら
れているはかりの一構成部品又は要素。
3.2.10.2
台
被計量物の載せ台であって,荷重を働かせる部分の同一直線上にない3か所以上で支えられているはか
りの一構成部品又は要素。
3.2.10.3
さお
目盛のないてこ(梃子)であって,はかりの釣り合いを視定するはかりの一構成部品又は要素。
3.2.10.4
目盛ざお
目盛のあるてこであって,はかりの釣り合いを視定するはかりの一構成部品又は要素。
3.2.10.5
てこ
さお及び目盛ざお以外のてこの原理を利用し荷重を伝達するはかりの一構成部品又は要素。
3.2.10.6
こうかん(槓桿)
さお,目盛ざお及びてこの組合せからなるはかりの一構成要素。
3.2.10.7
掛量
定量増おもり及び不定量増おもりを非自動はかりと組み合わせた場合に釣り合う質量。
注記 掛量は,定量増おもり又は不定量増おもりに表記されている。
3.2.10.8
刃蓋
刃と刃受けとの接触によって,刃と刃受けとの関係位置が変わらないようにてこの動きを維持する装置。
3.3
はかりの計量特性(metrological characteristics of an instrument)
3.3.1
計量能力(weighing capacity)
3.3.1.1
ひょう量[maximum capacity (Max)]
加算式風袋量を考慮しない最大計量能力。
3.3.1.2
最小測定量[minimum capacity (Min)]
それ未満では計量結果に過大な相対誤差を生じる可能性がある荷重の値。
3.3.1.3
自動表示範囲(self-indication capacity)
操作者の介在なしで平衡(釣り合う位置)が得られる計量範囲。
12
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.3.1.4
計量範囲(weighing range)
最小測定量とひょう量との間の範囲。
3.3.1.5
自動表示範囲の拡張(extension interval of self-indication)
計量範囲を超えることなく,自動表示の範囲を広げることができる機能によって,拡張されたその値。
3.3.1.6
最大風袋量[maximum tare effect (T=+......, T=−......)]
加算式風袋引き装置又は減算式風袋引き装置の最大量。
3.3.1.7
最大安全荷重(Lim)(maximum safe load)
永続的に計量特性を変えることなく,はかりが支え得る最大静的荷重。
3.3.2
目(scale divisions)
3.3.2.1
目幅[scale spacing (instrument with analog indication)]
アナログ指示装置の二つの隣接する目盛標識の中心間の長さ。
3.3.2.2
実目量(d)(actual scale interval)
目量(e)より小さい量の表示であり,はかりの器差又は計量値の決定に使用することができる。
補助的な表示装置及び拡張表示装置の表示も含まれる。
注記 実目量の表示は,取引又は証明に使用できない。
3.3.2.3
目量(e)(verification scale interval)
隣接する実目量を除く,目盛標識のそれぞれが表す物象の状態の量の差。感量(はかりが反応すること
ができる質量の最小変化)も含む。
質量の単位で表される,次の値。
− アナログ指示において,二つの連続した実目量を除く目盛標識に対応した値の間の差。
− デジタル表示において,二つの連続した実目量を除く表示の間の差。
3.3.2.4
数字付きの目量(e)及び実目量(d)(scale interval used for numbering)
二つの連続する数字付き目盛標識の間の値。
3.3.2.5
目量の数(n)(number of verification scale intervals)
n=Max/e
ここに,
n: 目量の数
Max: ひょう量
e: 目量
3.3.2.6
多目量はかり(multi-interval instrument)
その計量範囲が異なる目量(e)をもった部分計量範囲に分割され,適用される荷重の増減に応じて自動
13
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
的にその部分計量範囲が決定されるはかり。
3.3.2.7
複目量はかり(multiple range instrument)
同じ荷重受け部に対して,ひょう量と目量(e)とが異なる二つ以上の計量範囲をもったはかりで,それ
ぞれの計量範囲が零からひょう量まで有効である。ただし,異なる計量単位に切り替わるはかりは,計量
単位の換算処理を行うはかりとして,複目量はかりには含まれない。
3.3.3
減少率(R)(reduction ratio)
荷重伝達装置の減少率は,次の式で求められる。
L
M
F
F
R=
ここに,
R: 減少率
FM: 荷重計量装置に作用する力
FL: 荷重受け部に作用する力
3.3.4
型式(type)
計量特性に影響する全ての要素が適切に定義されているはかり,又はモジュール(はかり又はモジュー
ルの同一型式を含む。)の明確な型式。
3.3.5
同一型式(family)
計量に対して,同一の設計上の特徴及び計量原理(例えば,同一型式の指示計,同一設計機構のロード
セル及び荷重伝達装置)をもつが,幾つかの計量及び技術的な性能特性[例えば,ひょう量,最小測定量,
目量(e),実目量(d),精度等級など]に違いのある,同一製造の型式に属するはかり又はモジュールの
識別可能なグループ。
3.4
はかりの計量性能(metrological properties of an instrument)
3.4.1
感じ(discrimination)
荷重の小さな変化に対応する,はかりの能力。
荷重の小さな変化を識別するための限界は,ある荷重に対して荷重受け部に荷重を静かに載せたり,取
り除いたりしたとき,認識可能な表示の変化を生じさせる最小荷重の値となる。
3.4.2
繰返し性(repeatability)
一定とみなし得る試験条件の下で,同じ荷重を実用的に同じ方法で荷重受け部に数回載せた場合に,互
いに一致した計量結果をもたらすはかりの能力。
3.4.3
耐久性(durability)
使用期間中に性能特性を維持する,はかりの能力。
3.4.4
予熱時間(warm-up time)
電源投入後から初期の計量性能を満足して計量が可能になるまでの時間。
14
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.4.5
最終質量値(final weight value)
はかりが完全に静止して釣り合い,その表示に影響を及ぼす妨害がなくなったときの質量値。
3.5
表示及び誤差(indications and errors)
3.5.1
表示方法(methods of indication)
3.5.1.1
分銅による釣り合い(balancing by weights)
計量値を示す目盛標識がないはかりの釣り合いを保つ,分銅の質量値。この分銅は,調整されたもので
あって,荷重減少率を考慮する。
3.5.1.2
アナログ指示(analog indication)
計量値を連続的に示す目盛標識の集合であって,目量(e)及び実目量(d)の端数まで釣り合う位置の
評価ができる指示。
3.5.1.3
デジタル表示(digital indication)
計量値を一定間隔で断続的に表示する目盛標識の集合(最下位の桁の値を連続的に表示する場合も含
む。)であって,目盛標識が一連の整列した数字の連続で構成されていて,目量(e)及び実目量(d)の端
数の補間を許容しない表示。
3.5.2
計量結果(weighing results)
計量結果は,次による。
なお,荷重がはかりに載せられる前に表示が零である場合だけに適用する。
3.5.2.1
総量(G又はB)(gross value)
風袋引き装置又はプリセット風袋引き装置が操作されていない場合に,はかりの荷重受け部にある荷重
の質量値。
3.5.2.2
正味量(N)(net value)
風袋引き装置を操作した後に,はかりの荷重受け部に載せた荷重の質量値。
3.5.2.3
風袋量(tare value)
風袋引き装置によって決定された荷重の質量値。
3.5.3
その他の質量値(other weight values)
3.5.3.1
プリセット風袋量(PT)(preset tare value)
個々の風袋量を計量せずに,計量に使用する(呼び出す)ことを目的として,はかりに書き込まれた風
袋量を表す数値又は質量値。
“書き込まれた風袋量”には,キー入力,保存されたデータの呼出し又はインタフェース経由の書き込
みなどの手順が含まれる。
3.5.3.2
算出正味量(calculated net value)
15
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
質量値(総量又は正味量)とプリセット風袋量との差の値。
3.5.3.3
算出質量値(calculated weight value)
二つ以上の質量値及び/又は算出正味量の合計又は差。
3.5.4
読み(reading)
3.5.4.1
単純な並列による読み(reading by simple juxtaposition)
計算の必要なしに,計量結果を与える連続的な数字が単純に並んだ状態の計量結果の読み。
3.5.4.2
アナログ指示のはかりの読みの総合的な不確かさ(overall inaccuracy of reading of instrument with analog
indication)
同じ表示の標準偏差に等しく,その読みは通常使用条件の下で複数の観測者によって実行される。
結果については,少なくとも10回の読みを実施することが通例である。
3.5.4.3
デジタル表示の丸め誤差(rounding error of digital indication)
デジタル表示の結果と,はかりがアナログ指示でもたらす結果との差。
3.5.4.4
最小読取り距離(minimum reading distance)
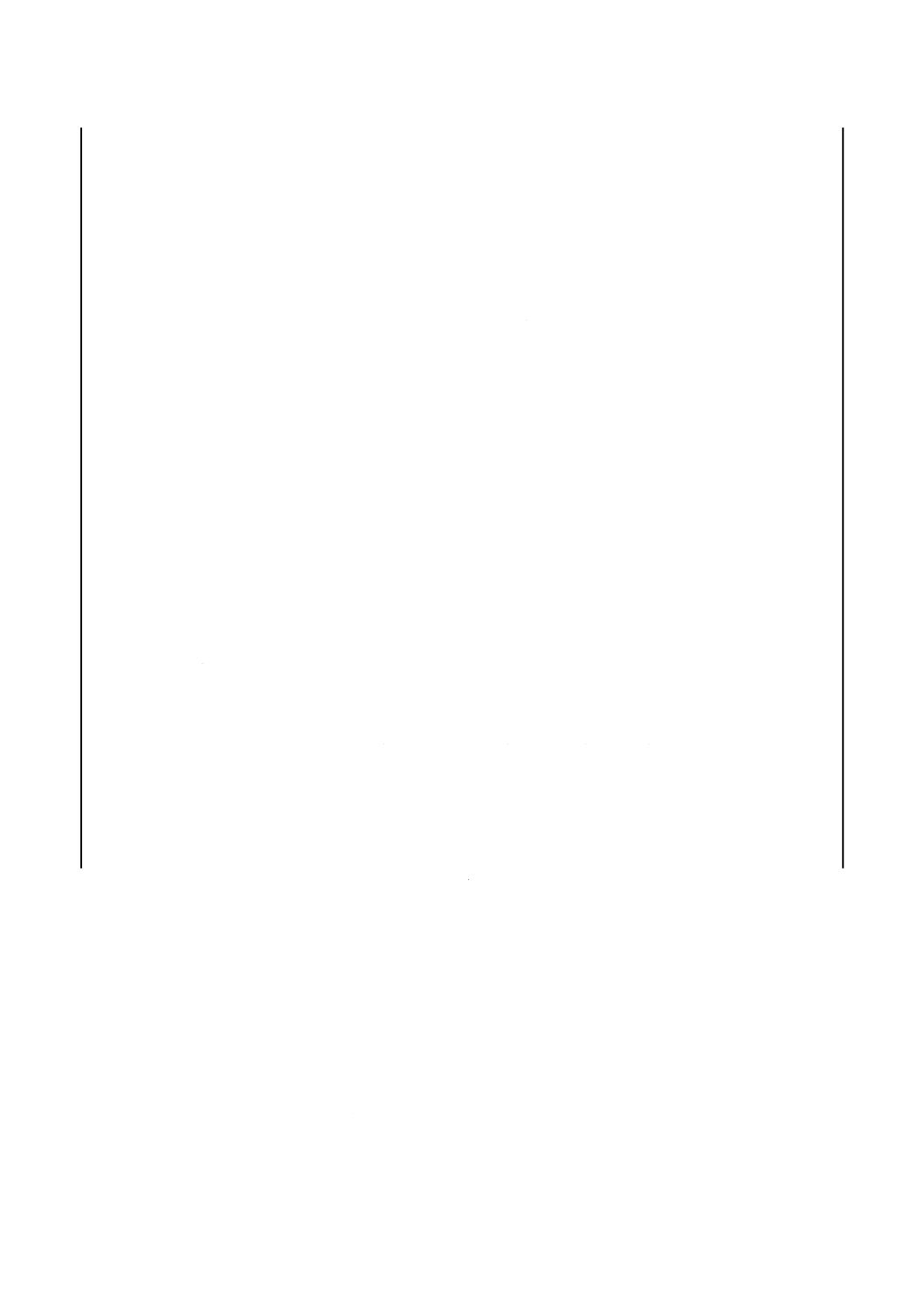
通常の使用条件の下で,観測者が表示を読み取るために表示装置に自由に近づける最短の距離。
表示装置の前面に少なくとも0.8 mの空間があれば,観測者が自由に近づけるとみなす(図2参照)。
図2−最小読取り距離
3.5.5
誤差(errors)
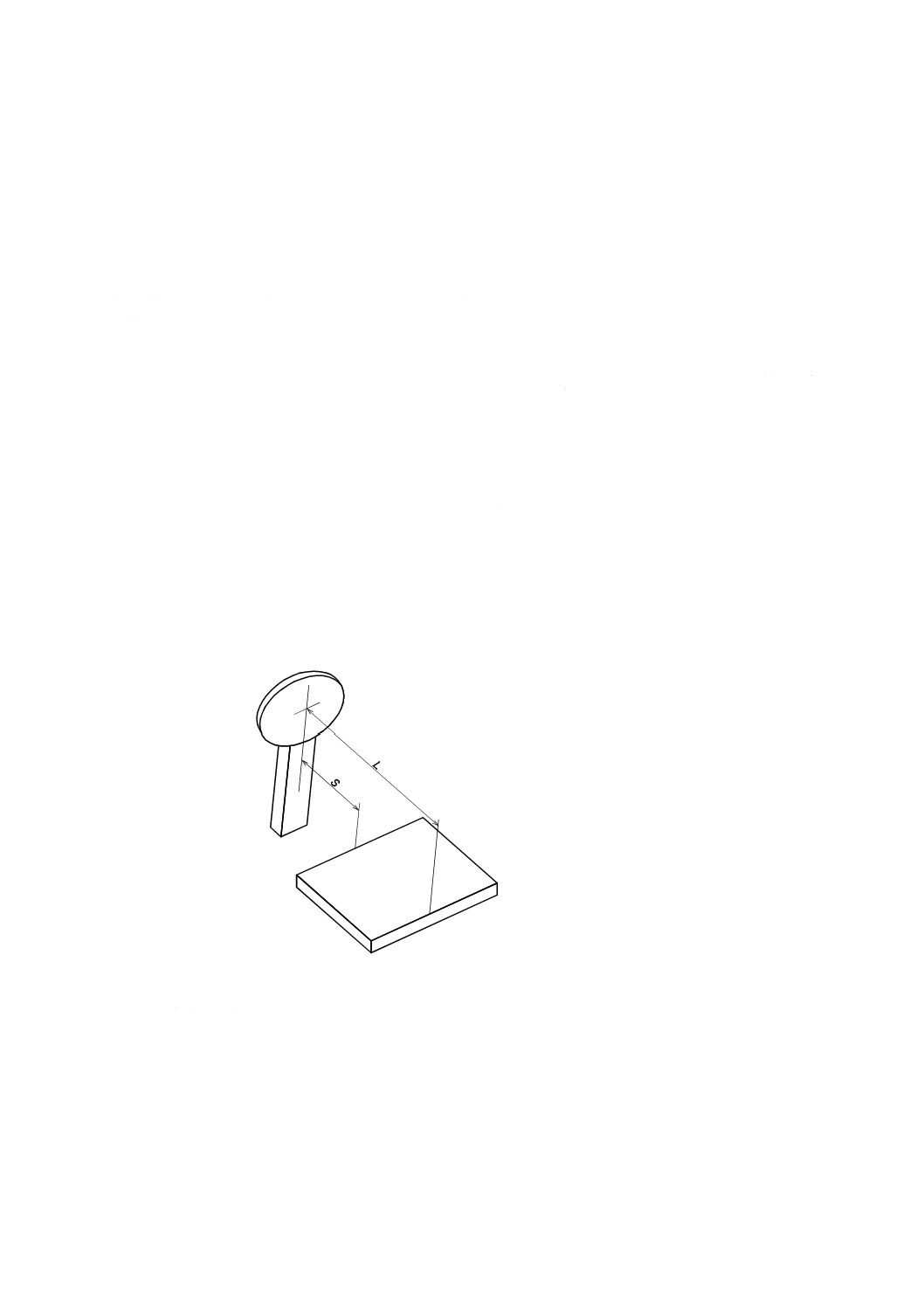
この規格で使用する誤差に関する用語には,次のものがある(図3参照)。
荷重受け部
最小読取り距離はSとなる。ただし,Sが0.8 m
未満の場合には,最小読取り距離はLとなる。
16
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
m
測定されるべき質量
E
器差(3.5.5.1)
mpe1 検定公差(5.5.1)
mpe2 使用公差(5.5.2)
C
標準条件下での特性
C1
影響因子又は妨害に起因する特性
Esp
スパン安定性試験中に評価された器差
I
固有誤差(3.5.5.2)
V
スパン安定性試験中の器差の変動
例1 影響因子又は妨害によるはかりの器差(E1)を示す。I1は固有誤差。適用された影響因子又は妨害に
よる誤り(3.5.5.5)は,E1−I1に等しい。
例2 スパン安定性試験の最初の測定における器差の平均値Esplav,そのほかに器差Espi及びEspk,器差の最
大値Espm及び最小値Espnを示す。これら全ての器差は,スパン安定性試験中の異なるときに評価され
たもの。スパン安定性試験の間の器差の変動Vは,Espm−Espnに等しい。
注記 図3の説明のために,ここでは影響因子又は妨害は,一定の特性への影響を仮定している。
図3−使用された幾つかの用語の説明図
3.5.5.1
器差[error (of indication)]
はかりの表示値から質量の(みなしの)真の値を引いた値。
3.5.5.2
固有誤差(intrinsic error)
標準条件下でのはかりの器差。
3.5.5.3
初期固有誤差(initial intrinsic error)
性能試験及びスパン安定試験の前に決定されたはかりの固有誤差。
17
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.5.5.4
検定公差[maximum permissible error (mpe)]
検定における器差の許容値。
3.5.5.5
誤り(fault)
はかりの器差と固有誤差との差。
注記 主に誤りは,電気式はかりによって生じる又は存在するデータの望ましくない変化の結果であ
る。
3.5.5.6
有意な誤り(significant fault)
目量(e)よりも大きな誤り。ただし,多目量はかりの場合は,目量(e)の値は部分計量範囲に対して
適用する。
次の誤りは,目量(e)を超えた場合でも有意な誤りではない。
− はかりにおいて,同時に,また,互いに独立した原因から生じる誤り。
− いかなる計量も不可能な誤り。
− 計量結果に関与する全ての人々によって注意されるほど重大な誤り。
− 計量結果として,その表示が判断,記憶又は伝達することができないほど瞬間的に変化する過渡的な
誤り。
注記 独立した原因から生じる誤りとは,電気的な妨害に対する試験における電気的な影響以外の明
らかな原因[時間における影響(クリープなど),急激な温度変化における影響]によって生じ
た誤りをいう。
3.5.5.7
耐久性誤差(durability error)
はかりの使用期間中の固有誤差と初期固有誤差との差。
3.5.5.8
有意な耐久性誤差(significant durability error)
目量(e)よりも大きな耐久性誤差。ただし,多目量はかりの目量(e)値は,部分計量範囲に対して適
用する。
耐久性誤差は,機械的な消耗によるものと電子素子のドリフト及び劣化によるものとがある。有意な耐
久性誤差の概念は,電子素子だけに適用する。
はかりの使用期間後に生じた誤差で,それが明らかに装置及び構成部品の不良又は妨害による結果であ
れば,目量(e)を超えた場合でも有意な耐久性誤差とはみなさない(3.5.5.6参照)。
3.5.5.9
スパン安定性(span stability)
指定限度内で使用期間中にひょう量と零点表示との差の値を維持するはかりの性能。
3.6
影響及び標準条件(influences and reference conditions)
3.6.1
影響量(influence quantity)
測定の対象ではないが,測定値又ははかりの表示に影響を与える量。
18
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.6.1.1
影響因子(influence factor)
規定されたはかりの定格動作条件範囲内の影響量。
3.6.1.2
妨害(disturbance)
この規格で規定した限度内の値であるが,規定されたはかりの定格動作条件を超える影響量。
3.6.2
定格動作条件(rated operating conditions)
計量特性が規定の検定公差内に入るように意図した影響量の範囲が与えられている使用条件。
3.6.3
標準条件(reference conditions)
計量結果の有効な相互比較を保証するため定められた影響因子の一連の規定値(温度,湿度,電源電圧
の範囲など)。
3.6.4
基準位置(reference position)
はかりへの作用を調整するため,決められたはかりの位置。
3.7
性能試験(performance test)
試験器物(EUT: Equipment Under Test)が所定の性能どおりに動作するかどうかを検証する試験。
4
規格の原則
4.1
計量単位
4.1.1
一般的な計量
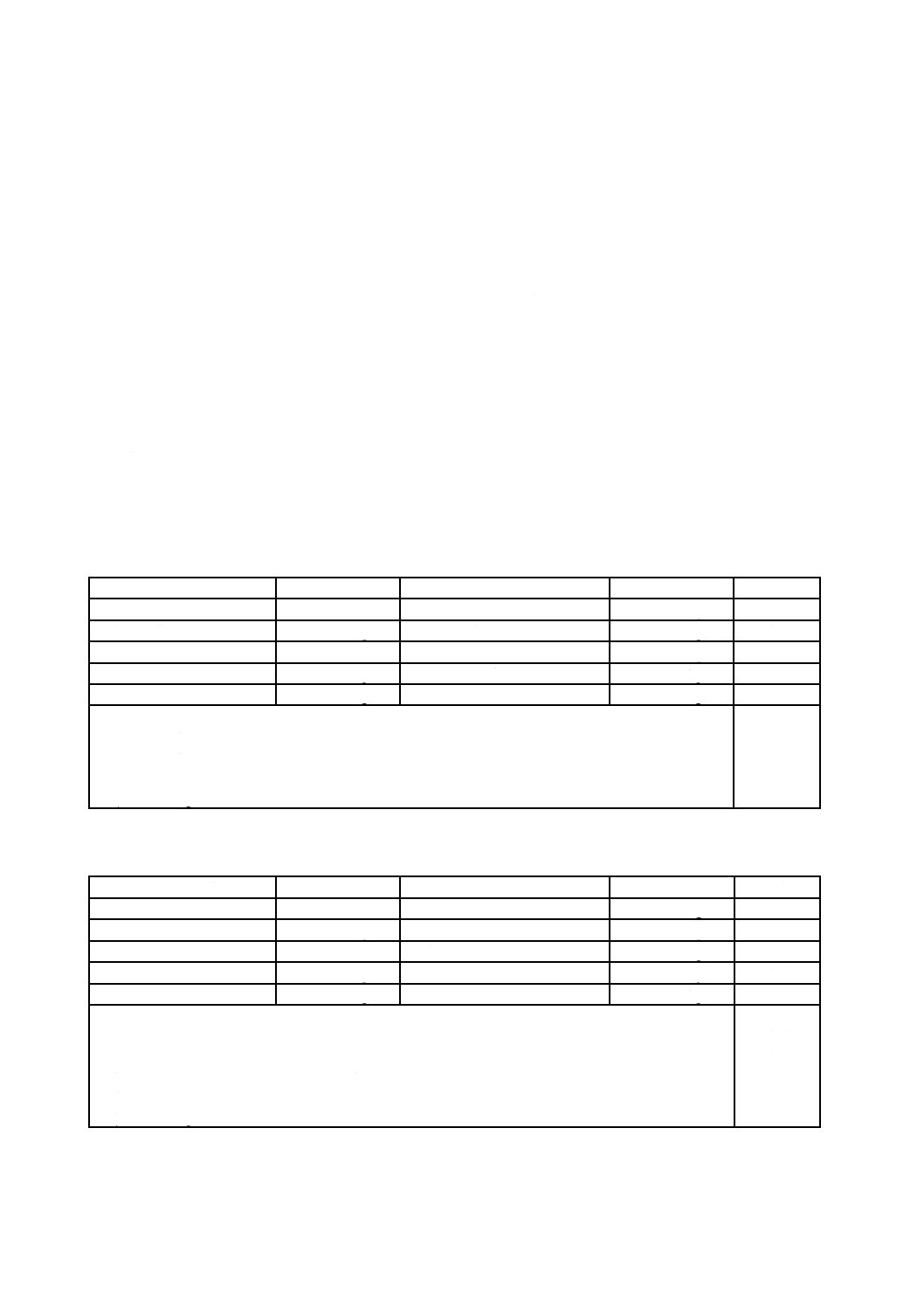
はかりに使用する計量単位は,表2による。
表2−計量単位
計量単位
記号
定義
トン
t
キログラムの1 000倍
キログラム
kg
国際キログラム原器の質量
グラム
g
キログラムの0.001倍
ミリグラム
mg
キログラムの0.000 001倍
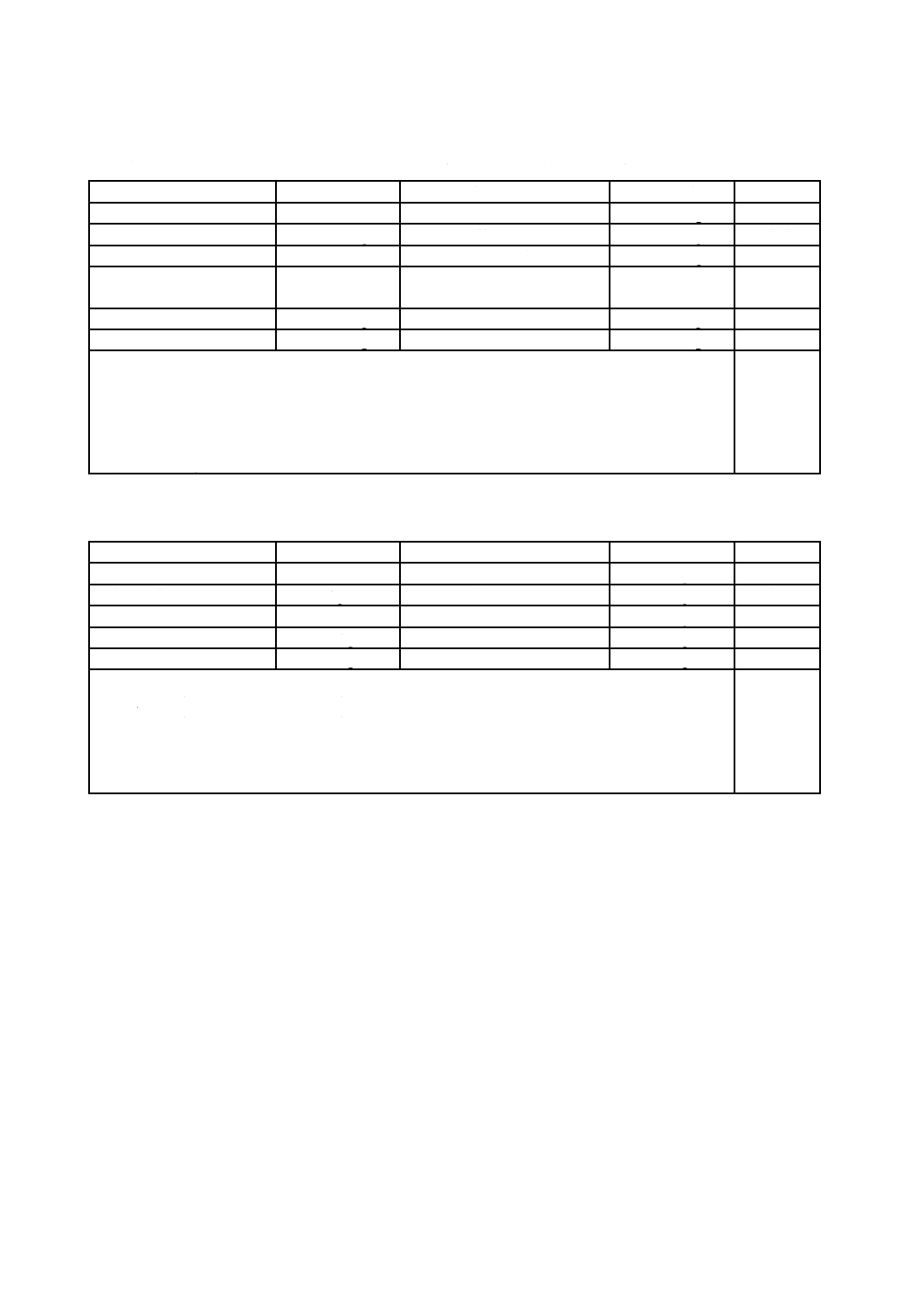
4.1.2
特殊の計量(質量)
特殊の計量(質量)だけに使用できる単位は,表3による。
表3−特殊の計量(質量)
特殊の計量
計量単位
記号
定義
宝石の質量の計量
カラット
ct
キログラムの0.000 2倍
真珠の質量の計量
もんめ
mom
キログラムの0.003 75倍
金貨の質量の計量
トロイオンス
oz
キログラムの0.031 103 5倍
4.2
計量要件の原則
この要件は,はかりのそれぞれの計量原理とは関係なく,全てのはかりについて適用する。
19
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
次の要件によって,はかりに精度等級付けを行う。
− 絶対精度を表している目量(e)
− 相対精度を表している目量の数(n)
検定公差は,目量(e)の大きさによって,総量又は風袋引き装置が動作中は正味量に適用する。ただし,
プリセット風袋引き装置が動作中の計算された正味量には適用しない。
最小測定量は,より軽い荷重によるはかりの使用がかなりの相対誤差を生じやすいことを示すために,
この値を規定する。
4.3
技術要件の原則
一般的技術要件は,機械式又は電気式に関係なく,全ての種類のはかりに適用する。また,特定の応用
に使われるか,特殊技術のために設計されたはかりに対しては,追加条件を付けて補完するか,修正する。
これらは,はかりの設計ではなく,性能を規定することを意図しており,技術進捗に支障を来すものでは
ない。
特に,この規格に包含しなかった電気式はかりの機能については,計量要件に支障を来さず,かつ,使
用の妥当性及び適切な計量管理が確実に行われることを条件に,許容するのが望ましい。
試験手順は,この規格の要件への適合性を確立するために規定する。
5
計量要件
5.1
精度等級の原則
5.1.1
精度等級
はかりの精度等級及びその記号は,表4による。
表4−精度等級及びその記号
精度別
精度等級
精度等級の記号a)
特別精度
1級
高精度
2級
中精度
3級
普通精度
4級
注a) 精度等級の記号は,任意の形のだ円,又は2個の半円を2本の水平線で結んだものを認める。
なお,円は,OIML国際勧告R34“測定器の精度等級”と一致し,最大許容誤差が%による
相対誤差で表される測定器の精度等級の表記に使用されているので,用いることができない。
5.1.2
目量(e)
はかりの異なった型式に対する目量(e)は,表5による。
表5−目量(e)
はかりの型式
目量(e)
目盛付きはかり
補助的な表示装置なし
目量(e)は5.2の要件による。
補助的な表示装置付き
目量(e)は5.2及び5.4.2の要件による。
目盛なしはかり
目量(e)又は感量は5.2の要件による。
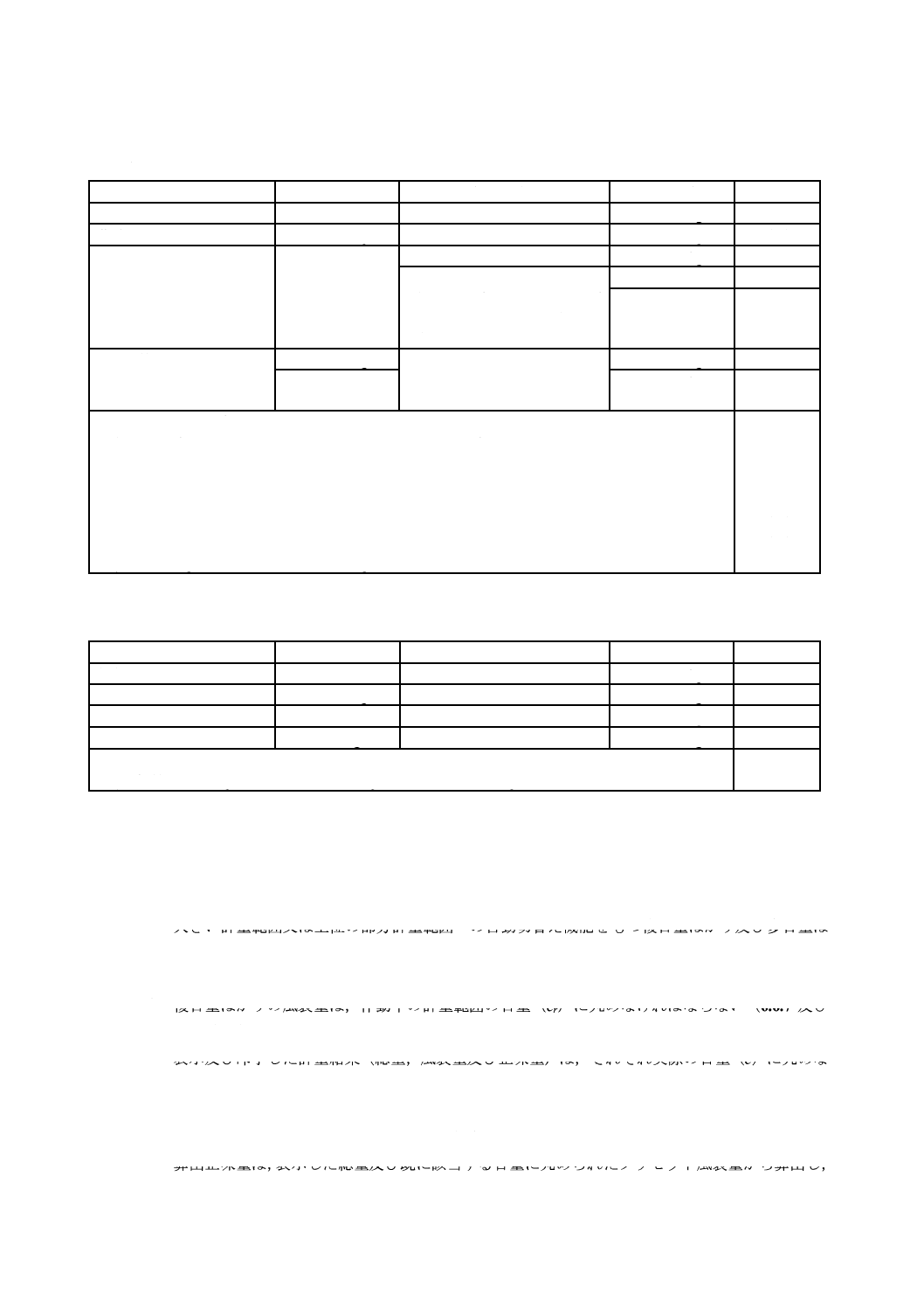
5.2
精度等級の分類
はかりの精度等級に関する目量(e),目量の数及び最小測定量は,表6による。ただし,格付けはかり
は,表6の最小測定量を目量の5倍(5 e)以上とすることができる。
20
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表6−精度等級の分類
精度等級
目量(e)
目量の数(n=Max/e)
最小測定量
(Min)
最小
最大
1級
0.01 g≦e
50000
−
100 e≦Min
2級
0.01 g≦e≦0.05 g
100
100000
20 e≦Min
0.1 g≦e
5000
100000
50 e≦Min
3級
0.1 g≦e≦2 g
100
10000
20 e≦Min
5 g≦e
500
10000
20 e≦Min
4級
1 g a)≦e
100
1000
10 e≦Min
注a) 精度等級4級の機械式はかりだけ,目量1 g及び目量2 gを可能とする。
複目量はかりは,目量(er)はe1,e2…erであり,e1<e2<…<…<erとなる。同じように最小測定量,
目量の数及びひょう量も指数を付ける。
複目量はかりでは,それぞれの計量範囲は基本的には一つの計量範囲をもつはかりとして扱う。
はかりに明瞭に表記されている特定の用途に対して,一つのはかりが,精度等級1級及び2級の計量範
囲又は精度等級2級及び3級の計量範囲をもつことができる。そのとき,はかり全体としては,二つの精
度等級のいずれかに適用される5.9の要件内でより厳しい方に適合しなければならない。
5.3
多目量はかりに対する追加要件
5.3.1
部分計量範囲
各々の部分計量範囲(変動指数i=1,2,…)は,次による。
− 目量
ei,ei+1>ei
− ひょう量
Maxi
− 最小測定量
Mini=Maxi−1(i=1に対して,最小測定量はMin1=Min)
各部分計量範囲に対する目量の数(ni)は,次の式による。
ni=Maxi/ei
ここに,
ni: 各部分計量範囲の目量の数
Maxi: 各部分計量範囲のひょう量
ei: 各部分計量範囲の目量
5.3.2
精度等級
各部分計量範囲における目量(ei)及び目量の数(ni),並びに最小測定量(Min1)は,はかりの精度等
級によって表6の要件を満足しなければならない。
5.3.3
部分計量範囲のひょう量及び目量
最上位の部分計量範囲を除いた部分計量範囲のひょう量は,はかりの精度等級に従い,表7の要件を満
足しなければならない。
また,多目量はかりの目量(e)は,載せた荷重に応じて自動的に決まるが,零点又は零荷重付近では最
下位の部分計量範囲の目量(e1)となる。
表7−部分計量範囲のひょう量
精度等級
1級
2級
3級
4級
Maxi/ei+1
≧50 000
≧5 000
≧500
≧50
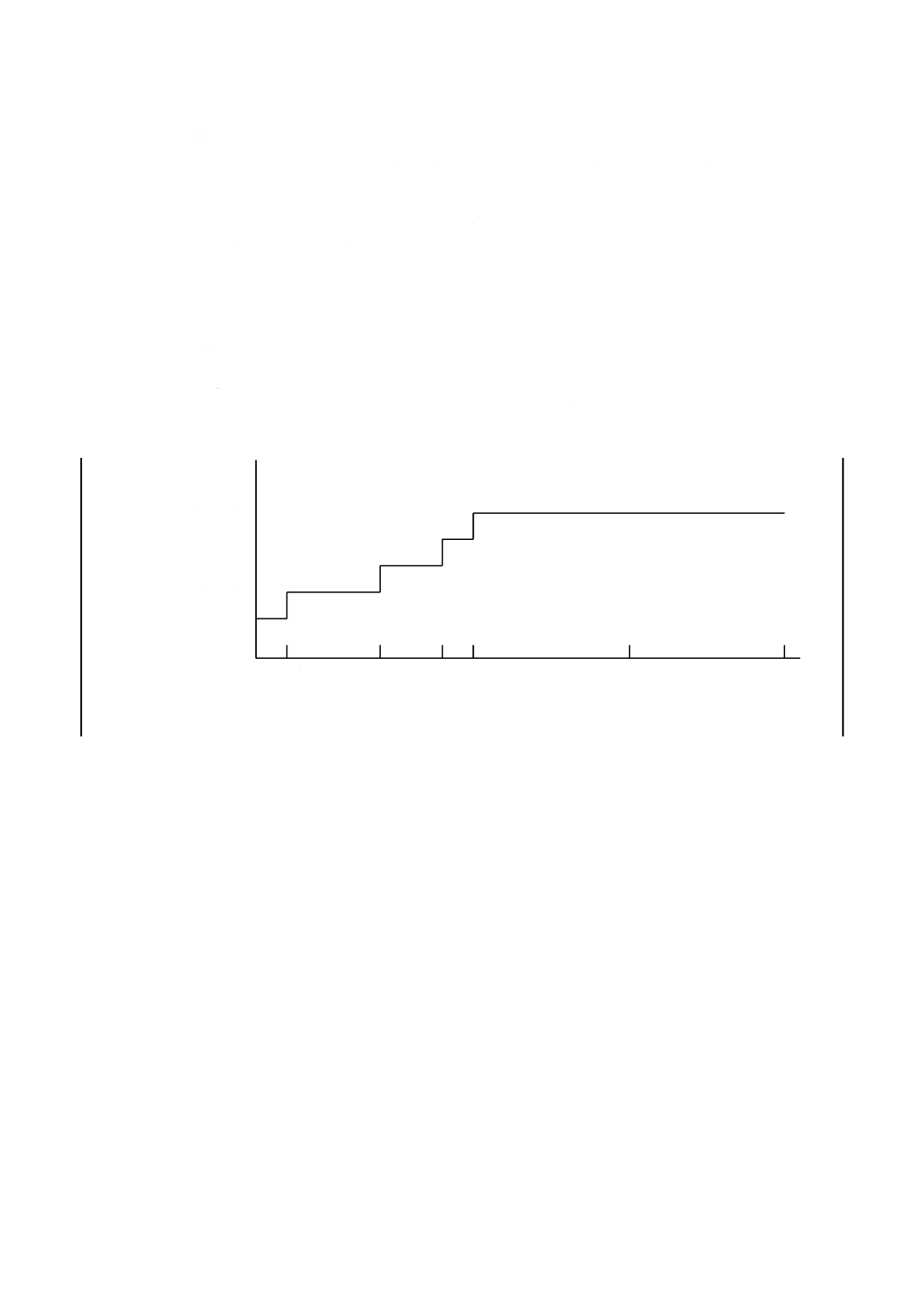
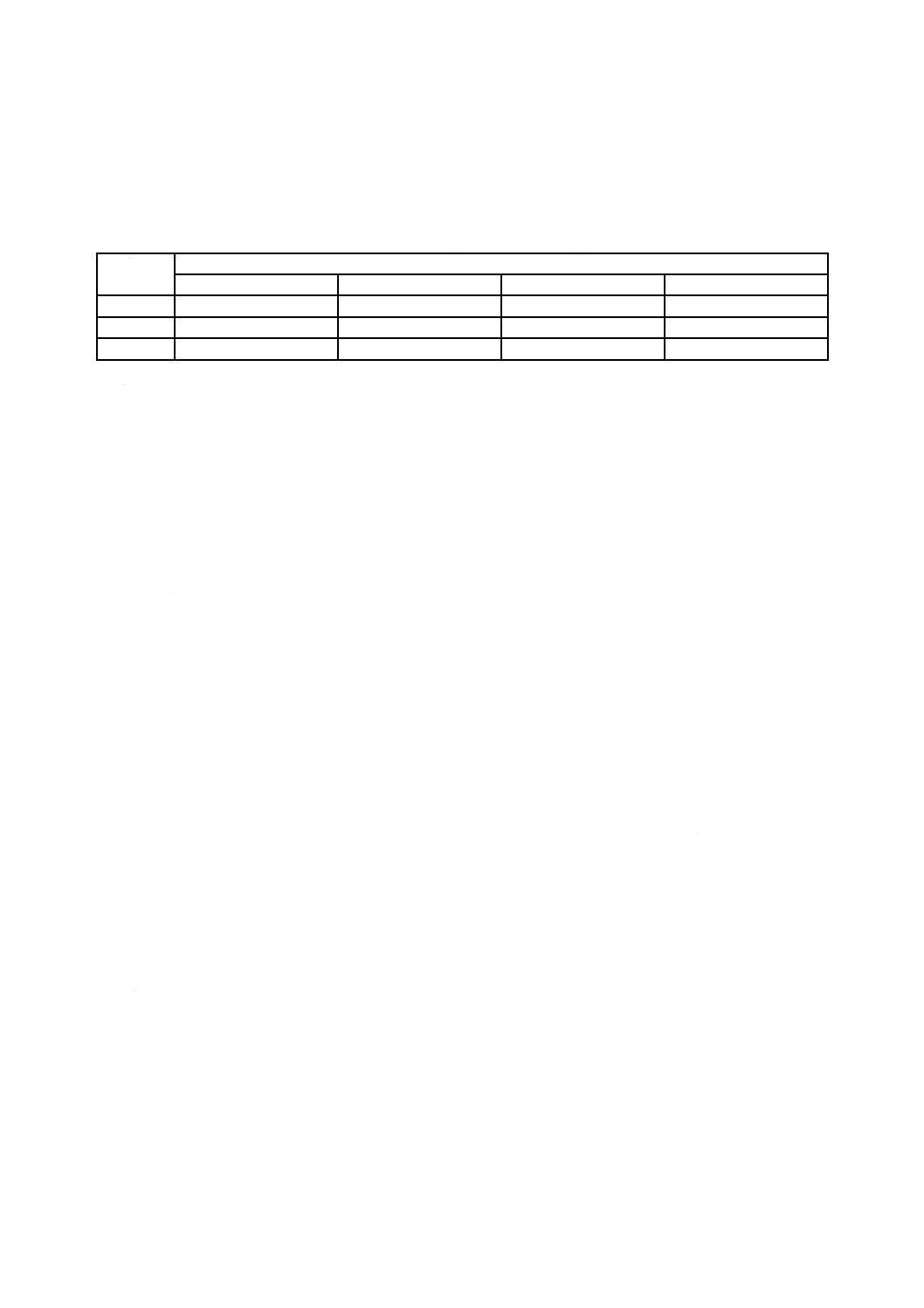
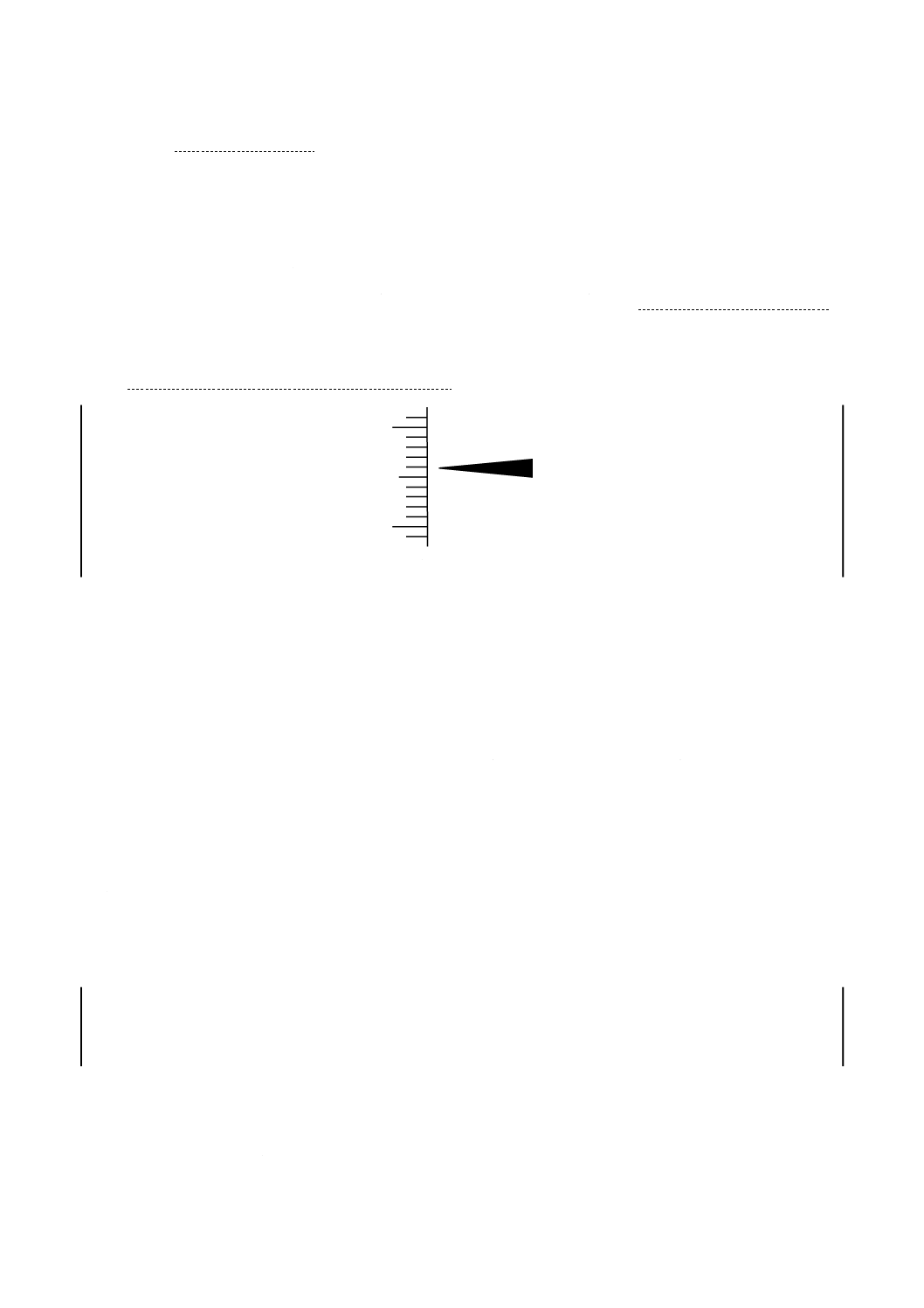
例 多目量はかり(図4参照)
ひょう量
Max=2/5/15 kg
精度等級3級
21
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目量
e=1/2/10 g
このはかりは,一つのひょう量(15 kg)及び一つの計量範囲(20 g〜15 kgまで)をもっている。
異なる目量(e)をもった各部分計量範囲は,次による。
Min=20 g
Max1=2 kg
e1=1 g
n1=2 000
Min2=2 kg
Max2=5 kg
e2=2 g
n2=2 500
Min3=5 kg
Max3=Max=15 kg
e3=10 g
n3=1 500
各荷重に対する検定の検定公差(mpe)(5.5.1参照)は,次による。
0 g以上
500 g以下に対して mpe=±0.5 e1 =±0.5 g
500 gを超え 2000 g以下に対して mpe=±1 e1 =±1 g
2000 gを超え 4000 g以下に対して mpe=±1 e2 =±2 g
4000 gを超え 5000 g以下に対して mpe=±1.5 e2 =±3 g
5000 gを超え 15000 g以下に対して mpe=±1 e3 =±10 g
500 g
2 kg
4 kg 5 kg
10 kg
15 kg
ひょう量(Max)
図4−多目量はかり
5.3.4
風袋引き装置付きはかり
多目量はかりの計量範囲に関する要件は,全ての可能な風袋量に対する正味量に適用する。
5.4
補助的な表示装置
5.4.1
種類及び適用
精度等級1級及び精度等級2級のはかりは,次のような補助的な表示装置を備えてもよい。補助的な表
示装置は,小数点の右側においてだけ許容され,多目量はかりには補助的な表示装置を取り付けてはなら
ない。ただし,拡張表示装置は,補助的な表示装置とみなさない。
− ライダ
− 副尺
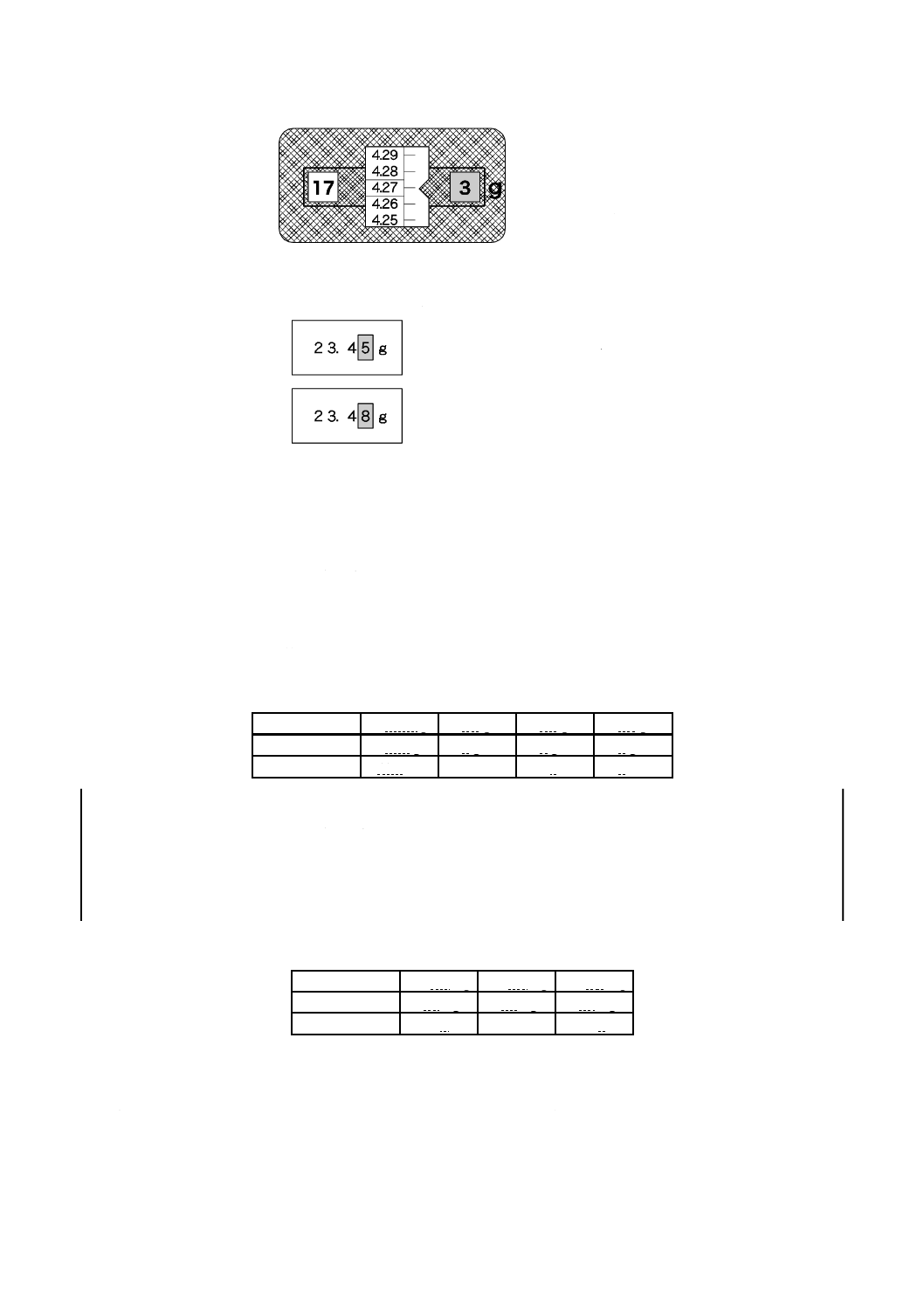
− 光学的拡大装置(図5参照)
− 補助表示装置(図6参照)
±1e1(±1 g)
±1e2(±2 g)
±1.5e2(±3 g)
±0.5e1(±0.5 g)
±1e3(±10 g)
検定公差(mpe)
22
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表示 174.273 g
最終桁の数字 3
実目量(d)=1 mg
目量(e)=10 mg
図5−光学的拡大装置の例
表示 23.45 g
区別した最終桁の数字 5
実目量(d)=0.01 g又は0.05 g
目量(e)=0.1 g
表示 23.48 g
区別した最終桁の数字 8
実目量(d)=0.01 g又は0.02 g
目量(e)=0.1 g
図6−補助表示装置の例
5.4.2
実目量(d)と目量(e)との関係
a) 実目量が1 mg以上(d≧1 mg)のはかりの目量(e)は,次の式による。
d<e≦10 d
e=10k kg
kは,正又は負の整数又は零である(6.2.2.1参照)。
この規格によって計算した目量(e)の値は,例えば表8のようになる。
表8−目量(e)の例
実目量(d)=
0.001 g
0.1 g
0.2 g
0.5 g
目量(e)=
0.01 g
1 g
1 g
1 g
目量(e)=
10 d
10 d
5 d
2 d
b) 実目量が1 mg未満(d<1 mg)の精度等級1級のはかりの目量(e)は,次の式による。
d<e≦100 d
e=10k kg
kは,正又は負の整数又は零である(6.2.2.1参照)。
例えば,目量(e)が10 mgの場合は,表9のようになる。
表9−実目量が1 mg未満で精度等級1級のはかりの目量(e)の例
実目量(d)=
0.1 mg
0.2 mg
0.5 mg
目量(e)=
10 mg
10 mg
10 mg
目量(e)=
100 d
50 d
20 d
5.4.3
最小測定量(Min)
はかりの最小測定量は,表6の要件に準拠して決定する。ただし,補助的な表示装置など実目量をもつ
場合は,表6の最小測定量の欄の目量(e)は実目量(d)に置き換えなければならない。
23
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.5
公差
5.5.1
検定公差
増加中又は減少中の荷重に対する検定公差は,表10による。
表10−検定公差
検定公差
目量(e)で表した質量(m)
精度等級1級
精度等級2級
精度等級3級
精度等級4級
±0.5 e
0≦m≦50000
0≦m≦5000
0≦m≦500
0≦m≦50
±1 e
50000<m≦200000
5000<m≦20000
500<m≦2000
50<m≦200
±1.5 e
200000<m
20000<m≦100000
2000<m≦10000
200<m≦1000
5.5.2
使用公差
使用公差は,検定公差の2倍とする(附属書JB参照)。
5.5.3
器差決定に関する基本的規定
5.5.3.1
影響因子
器差は,通常の試験状態の下で決定する。一つの因子の影響を評価するとき,他の全ての因子は通常に
近い値で相対的に一定に保たれていることが望ましい。
5.5.3.2
丸め誤差の排除
デジタル表示に含まれる丸め誤差は,実目量(d)が目量の1/5(0.2 e)よりも大きい場合には,排除さ
れなければならない。
5.5.3.3
正味量
検定公差は,プリセット風袋量を除き,全ての可能な風袋量に対する正味量に適用する。
5.5.3.4
風袋計量装置
風袋計量装置は,全ての風袋量について,同じ荷重に対するはかりの検定公差と同じである。
5.6
結果の間の許容差
結果のどのような変動が許容されていても,いずれの単一計量結果の器差も,単独でその荷重に対する
検定公差を超えてはならない。
5.6.1
繰返し性
同一荷重による数回の計量結果の間の差は,その荷重に対するはかりの検定公差の絶対値を超えてはな
らない。
5.6.2
偏置荷重
はかりを5.6.2.1〜5.6.2.5によってそれぞれの偏った位置に荷重した器差は,検定公差を超えてはならな
い。ただし,手動天びん及び等比皿手動はかりについては,8.1.2による。
荷重受け部の偏った位置への荷重がされない構造のはかり(懸垂式はかり等)の場合は,この要件を適
用しなくてもよい。
荷重が異なる方法で負荷されるように設計されたはかりは,次の項目のうち該当するものの中から二つ
以上の試験を実施することが望ましい。
5.6.2.1
荷重受け部の支持点が4点以下のはかり
荷重受け部の支持点が4点以下であって,5.6.2.3及び5.6.2.4を除くはかりは,ひょう量と対応する最大
加算風袋量との和の1/3に相当する荷重を適用する。
24
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.6.2.2
荷重受け部の支持点が4点を超えるはかり
荷重受け部の支持点が4点を超えて,5.6.2.3及び5.6.2.4を除くはかりは,各支持点にひょう量と最大加
算風袋量との和に1/(n−1)を乗じた荷重を適用する。
5.6.2.3
特殊な荷重受け部をもつはかり(タンク,ホッパなど)
荷重における中心からのずれが最小になるタンク,ホッパなどの荷重受け部をもつはかりでは,各支持
点にひょう量と最大加算風袋量との和の1/10に相当する荷重を適用する。
5.6.2.4
車両用はかり及び架空式はかり
計量する荷重が車両などによって移動できるような車両用はかり及び架空式はかりは,荷重受け部上の
異なった点にひょう量と最大加算風袋量との和の0.8倍を超えないものに相当する荷重を適用する。
注記 一つの荷重又は荷重点に集中できる荷重を適用することが望ましい。
5.6.2.5
手動天びん及び等比皿手動はかり
手動天びん及び等比皿手動はかりは,8.1.2による。
5.6.3
複数の表示装置
与えられた荷重に対して,風袋計量装置を含む複数の表示装置の表示の差は,検定公差の絶対値を超え
てはならない。ただし,デジタル表示装置間,又はデジタル表示装置と印字装置との間では,表示の差は
あってはならない。
注記 非自動はかりにおけるデジタル表示装置又は印字装置は,必ずしも特定計量器検定検査規則13
条第2項第2号に一致するものではない。
5.6.4
異なる釣り合う位置
自動表示範囲を広げる装置を備えているはかりの場合,同一荷重において得られた異なる釣り合い方法
による二つの結果間の差は,載せた荷重に対する検定公差の絶対値を超えてはならない。
5.7
分銅
はかりの試験に使用する分銅は,適用する荷重に対してそのはかりの検定公差の1/3を超える器差又は
協定質量があってはならない。それがJIS B 7609によるE2級又はそれ以上の等級に属している場合は,器
差又は協定質量ではなく,器差又は協定質量及びその推定された長期安定性を考慮した不確かさが,その
適用荷重に対してそのはかりの検定公差の1/3を超えてはならない。
5.8
感じ
5.8.1
手動指示はかり
手動指示はかりは,8.1.1による。
5.8.2
自動指示はかり又は手動指示併用はかり
5.8.2.1
アナログ指示
載せた荷重に対する目量に等しい追加荷重を釣り合った状態のはかりに静かに載せ降ろししたときには,
追加荷重の0.7倍以上に相当する一定した変位を生じなければならない。
5.8.2.2
デジタル表示
目量の1.4倍(1.4 e)に等しい追加荷重を釣り合った状態のはかりに静かに載せたとき又は取り除いた
ときには,その表示値を明らかに変えなければならない。実目量をもつはかりの場合は,実目量の1.4倍
(1.4 d)に等しい追加荷重とする。ただし,実目量(d)が5 mg未満のはかりには適用しない。
5.9
影響量及び時間による変動
5.9.1
傾斜
5.9.1.1
傾斜を免れないはかり
25
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
傾斜を免れないはかりの場合,傾斜の影響はa)〜d) に定義した傾斜の限界値と同等の縦傾斜及び横傾斜
の影響下で測定する。ただし,精度等級1級のはかりには適用しない。
基準位置(水平状態)におけるはかりの表示値と傾斜状態での表示値との差の絶対値は,次を超えては
ならない。
− 精度等級2級のはかりを除き,無負荷において目量の2倍(2 e)。
なお,あらかじめはかりは,無負荷で表示を零に調整されている。
− 自動表示の範囲及びひょう量において検定公差。
なお,あらかじめはかりは,基準位置及び傾斜位置の両方において無負荷で表示を零に調整されて
いる。
a) はかりに水平装置又は水準器が備わっている場合の傾斜の限界値は,その水平装置又は水準器上に標
識(例えば,環)によって明確に表示されていなければならない。気泡が中心位置から移動し,その
端が標識に触れる場合,傾斜の限界に達したことを示す。傾斜の限界の表示は,その傾斜が簡単に気
付くように見やすくなければならない。水平装置又は水準器は,使用者にはっきり見え,傾斜に敏感
な部分を代表としたはかりの所定の場所にしっかり固定されていなければならない。ただし,特別な
事情及び技術的な理由で水平装置又は水準器を見やすい場所に設置できない場合は,例えば,工具を
使わずに取り外しができる荷重受け部の下などに使用者が利用できる水平装置若しくは水準器,又は
明らかに見やすい場所に水平装置若しくは水準器の位置を示す読みやすい通知がある場合は,この要
件を満足する。
b) はかりに自動傾斜センサが備わっている場合,傾斜の限界値はその製造事業者によって明示する。傾
斜センサは,傾斜の限界値に達するか又はそれを超えた場合,表示のスイッチオフ又はその他適切な
警報信号(例えば,ランプ,誤差信号)を出力して,印字及びデータ伝達を停止しなければならない
(6.18参照)。また,この自動傾斜センサは,傾斜の影響を補正してもよい。
c) a) 又はb) でもない場合,傾斜の限界値は全方向に5/100とする。
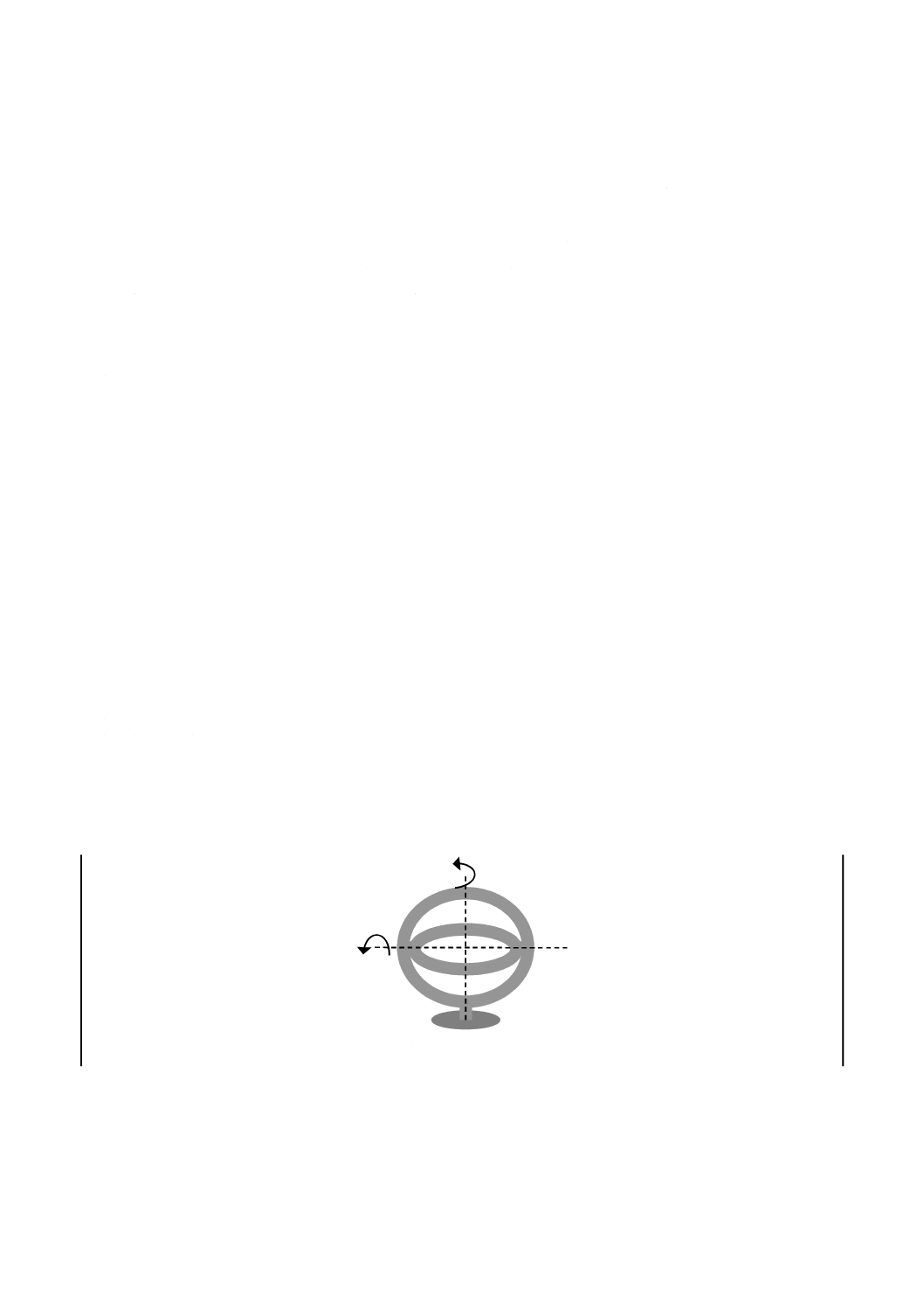
d) 開放的な屋外(例えば,道路上)で使用する予定の移動式はかりには,自動傾斜センサ又は傾斜の影
響を受けやすい部分にカルダン(ジンバル式)懸架装置(図7参照)のいずれかを備えていることが
望ましい。自動傾斜センサの場合はb) を適用し,カルダン懸架装置の場合にはc) を適用するが,そ
の製造事業者は5/100を超える傾斜の限界値を決めることができる(6.18参照)。
図7−カルダン(ジンバル式)懸架装置
5.9.1.2
その他のはかり
次のはかりは傾斜して使用できないと考えられるので,5.9.1.1の傾斜要件を適用しない。
− 精度等級1級
− 固定位置に設置したはかり
26
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
− 懸垂式はかりなどの自由につ(吊)り下げられたはかり
5.9.2
温度
5.9.2.1
規定温度範囲
特定の使用温度を表記していないはかりは,−10 ℃〜+40 ℃の温度範囲内で計量特性を維持しなけれ
ばならない。
5.9.2.2
特別温度範囲
特定の使用温度範囲をはかりに表記している場合,その使用温度限界内で計量要件を満足しなければな
らない。
使用温度範囲は,はかりの用途によって選択してもよい。
使用温度範囲における最高温度と最低温度との差は,少なくとも次による。
− 精度等級1級のはかりでは,5 ℃
− 精度等級2級のはかりでは,15 ℃
− 精度等級3級及び精度等級4級のはかりでは,30 ℃
5.9.2.3
零点表示の温度影響
荷重受け部が無負荷の状態の零点又は零点付近1) の表示は,精度等級1級のはかりでは1 ℃又は精度
等級1級以外のはかりでは5 ℃の周囲温度差に対して目量(e)を超えて変化してはならない。
多目量はかり及び複目量はかりの場合,はかりの最小の目量(e1)を適用する。
注1) 自動零点設定装置又は零トラッキング装置の機能を外すために荷重受け部に目量の10倍(10e)
などを載せる場合は,零点付近とする。
5.9.3
電源
はかりの電源電圧が公称電圧(Unom)又は電源電圧範囲(Umin,Umax)から変動した場合,はかりは正常
に動作し,かつ,負荷された荷重に対してその検定公差を超えてはならない。
− 主電源(AC)
下限=0.85×Unom又は0.85×Umin
上限=1.10×Unom又は1.10×Umax
− 外部電源又はプラグイン電源(AC又はDC)。ただし,はかりの動作中に電池の充電が可能な充電式
電池電源を含む。
下限=最小動作電圧
上限=1.20×Unom又は1.20×Umax
− 非充電式電池(DC)。ただし,はかりの動作中に電池の充電が不可能な充電式電池を含む。
下限=最小動作電圧
上限=Unom又はUmax
− 12 V又は24 Vの車両用電池
下限=最小動作電圧
上限12 V電池の場合16 V,又は24 V電池の場合32 V
電池駆動の電気式はかり及び外部電源又はプラグイン電源(AC又はDC)のはかりでは,その電圧が製
造事業者が規定した最小動作電圧以下となった場合,継続して正しく機能するか,又は質量値を表示しな
いかのいずれかでなければならない。
注記 最小動作電圧は,はかりが自動的にスイッチオフとなる前の最低動作可能な電圧とする。
27
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.9.4
時間
はかりは,次の要件を満足しなければならない。ただし,精度等級1級のはかりには適用しない。
5.9.4.1
クリープ
任意の荷重をはかりに載せているとき,載せた直後に得られた表示と引き続き30分の間に観測された表
示との差は,目量の1/2(0.5 e)を超えてはならない。かつ,15分後に得られた表示と30分後に得られた
表示との差は,目量の1/5(0.2 e)を超えてはならない。
これらの条件を満足できないなら,載せた直後に得られた表示と引き続いた4時間の間に観測された表
示との差は,載せた荷重に対する検定公差の絶対値を超えてはならない。
5.9.4.2
零点復帰
はかりに30分間載せてあった任意の荷重を取り除いた後,表示が安定したときの零点復帰の偏差は,目
量の1/2(0.5 e)を超えてはならない。
多目量はかりの場合,その偏差は最下位の部分計量範囲の目量の1/2(0.5 e1)を超えてはならない。
複目量はかりは,各計量範囲のひょう量(Maxi)からの零点復帰の偏差が,各計量範囲の目量の1/2(0.5
ei)を超えてはならない。さらに,最小の計量範囲のひょう量(Max1)より大きい任意の荷重からの零点
復帰後に最小の計量範囲へ切り替えた直後の零点付近の表示は,引き続く5分間は最小の計量範囲の目量
(e1)を超えて変化してはならない。
5.9.4.3
耐久性
消耗による耐久性誤差は,検定公差の絶対値を超えてはならない。
A.6に規定したひょう量が100 kg以下のはかりに実施する耐久性試験に適合した場合は,この要件を満
足したものとする。
5.10 型式承認試験及び審査
5.10.1 完成はかり
型式承認に当たっては,5.5,5.6,5.8,5.9,6.5,6.6,7.3,7.4及び8.1の要件を満足することを検証す
るために,附属書A及び附属書Bに規定した試験を実施する。耐久性試験(A.6)は,附属書A及び附属
書Bにある全ての他の試験後に実施する。
5.10.2 モジュール
承認当局との合意によって,製造事業者は個別に試験するモジュールを定めて提出する。これは特に次
の場合に関連している。
− はかりを全体として試験することが難しいか,不可能である場合。
− モジュールが完成はかりに組み込まれる個別ユニットとして,製造及び/又は市販されている場合。
− 申請者がその承認された型式に各種モジュールを含ませたい場合。
モジュールが型式承認の過程で個別試験される場合,5.10.2.1の要件を適用する。
5.10.2.1 誤差配分
別途試験するモジュール(Mi)に適用する誤差の限界値は,5.5に規定した完成はかりの検定公差又は
許容偏差の誤差配分に等しい。モジュールを組み込んだ完成はかりにおけるいずれのモジュールについて
も,少なくとも同一精度等級及び同一の目量の数(n)に対して,その誤差配分(pi)を取っていなければ
ならない。
誤差配分は,次の式を満足しなければならない。
p12+p22+p32+…≦1
誤差配分は,そのモジュールの製造事業者が選び,次の条件を考慮して,適切な試験で検証されていな

28
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ければならない。
− 純粋なデジタル装置に対しては,誤差配分は零に等しい(pi=0.0)とすることができる。
− 計量部モジュールに対しては,誤差配分は1に等しい(pi=1.0)。
− 複数のモジュールが疑わしい影響の一因である場合,その他のモジュール(デジタルロードセルを含
む。)の誤差配分は0.8を超えてはならず,0.3未満であってはならない。
受入れ可能な解決策(箇条6を参照)。
信頼できる技術的手法に従って確実に設計及び製造されたトラックスケールなどの車両用はかり,荷重
伝達装置及び機械的接続要素,電気的接続要素などの機械的構造物については,はかり全体における1/2
の誤差配分(pi=0.5)を試験なしに適用する。例えば,てこが同一材料で製作されている場合及び一連の
てこが二つの対称面(縦方向及び横方向)をもっている場合又は電気的接続要素の安定特性が,ロードセ
ルの出力,インピーダンスなどの伝達される信号に対して適切である場合である。
代表的なモジュールを組み込んだはかり(3.2.2参照)については,誤差配分は表11に規定した値であ
る。表11は,モジュールが異なる性能の基準によって,異なった形で影響を受けることを考慮している。
表11−誤差配分の例
性能基準
ロードセル
指示計
接続要素など
合成影響a)
0.7
0.5
0.5
無負荷表示の温度影響
0.7
0.5
0.5
電源変動
0
1
0
クリープの影響
1
0
0
高温高湿
0.7 b)
0.5
0.5
スパン安定性
0
1
0
注a) 合成影響:非直線性,ヒステリシス,スパンへの温度の影響,繰返し性など。製造事業者が決めた予
熱時間が経ってから,この合成影響の誤差配分をモジュールに適用する。
b) JIS B 7612-1及びJIS B 7612-2によって,試験済みのSH及びCHロードセルに有効である(pLC=0.7)。
5.10.2.2 試験
指示計及びアナログデータ処理装置は附属書Cに,デジタルデータ処理装置,ターミナル及びデジタル
ディスプレイは附属書Dに,計量部モジュールは附属書Eに,それぞれ適用する試験を規定している。
デジタルのモジュールは,温度試験(A.5.3),高温高湿(B.2)及びスパン安定性(B.4)に対して試験
する必要がない。
完成はかりと同じ試験を可能な限り実施するのが望ましい。
5.10.2.3 適合性
モジュールの適合性は,製造事業者が立証して宣言しなければならない。指示計及びロードセルの適合
性については,附属書Fによって行う。
デジタル出力をもつモジュール(以下,デジタル出力モジュールという。)についての適合性は,デジタ
ルインタフェースを介した正確な通信及びデータ伝送を含む(F.5参照)。
5.10.2.4 OIML証明書及びNMIJ試験成績書の活用
5.10.2.1,5.10.2.2及び5.10.2.3の要件を満足している,独立行政法人産業技術総合研究所計量標準総合セ
ンター(NMIJ)若しくはNMIJと相互承認2) を結んだ試験機関が発行したOIML証明書及びNMIJが発
行した依頼試験の成績書(以下,NMIJ試験成績書という。)がある次のモジュールの場合は,試験を省略
できる。
29
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
− OIML R 60によって個別に試験したSH又はCHのロードセル。ただし,NHのロードセルは除く。
− 附属書Cによって個別に試験した指示計及びアナログデータ処理装置。
− 附属書Dによって個別に試験したデジタルデータ処理装置,ターミナル及びデジタルディスプレイ。
− 附属書Eによって個別に試験した計量部モジュール。
このOIML証明書又はNMIJ試験成績書には,附属書Fで要求している全ての関連情報が含まれていな
ければならない。
承認当局は,完成はかりによって正しい機能試験が必要であると考えた場合,その試験のために代表的
な完成はかりを提出させることができる。
注2) 相互承認には,MoU(二国間相互承認覚書)及びMAA(型式評価国際相互受入れ取決めの枠
組み)がある。
5.10.3 周辺装置(外部接続機器)
周辺装置は,適切な保護インタフェースをもつはかりに接続するのに適していることを宣言することが
できる。
デジタル式の周辺装置は,温度試験(A.5.3),高温高湿(B.2)及びスパン安定性(B.4)に対して試験
する必要がない。
5.10.4 試験器物(EUT)の試験及び選択
同一型式のはかり又はモジュールは,5.10.4.1〜5.10.4.6を適用して試験器物(EUT)の選択を行う。指
示計及びアナログデータ処理装置は,C.2も参照する。
5.10.4.1 試験器物(EUT)の選択
試験を行う試験器物(EUT)の選択は,十分に代表的なものであり,その数が最小となるようにしなけ
ればならない(表12参照)。
最も感度の高い試験器物(EUT)を試験することによって,それよりも低い感度特性をもつ同一型式内
の他のはかりを包含することができる。最高の計量的特性をもつ試験器物(EUT)を試験のために選択し
なければならない。
5.10.4.2 試験される同一型式内のはかり
同一型式のはかりに対して,最大の目量の数(nmax)をもつはかり及び最小の目量(emin)をもつはかり
を少なくとも試験器物(EUT)として選択しなければならない。
さらに,5.10.4.6によって試験器物(EUT)が必要とする場合もある。
注記 選択された試験器物(EUT)が,最大の目量の数(nmax)及び最小の目量(emin)の特性をもつ
場合,試験器物(EUT)は,1台だけでよい。
5.10.4.3 試験を省略できる同一型式内のはかり
試験器物(EUT)以外の同一型式のはかりは,次のいずれかの条件を満足するのであれば,計量特性に
対して試験を省略できる。
− そのはかりのひょう量(Max)が,試験された2台の試験器物(EUT)のそれぞれのひょう量の間に
入っており,かつ,試験したはかりのそれぞれのひょう量の比は10を超えない(表12参照)。
− 次の1)〜3) の全てを満足する場合。
1) n≦ntest
ここに,
n: 試験器物(EUT)以外の同一型式のはかりの目量の数
ntest: 試験器物(EUT)の目量の数
2) e≧etest
30
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ここに,
e: 試験器物(EUT)以外の同一型式のはかりの目量
etest: 試験器物(EUT)の目量
3) Max≦5×Maxtest×(ntest/n)
ここに,
Max: 試験器物(EUT)以外の同一型式のはかりのひょう量
Maxtest: 試験器物(EUT)のひょう量
ntest: 試験器物(EUT)の目量の数
n: 試験器物(EUT)以外の同一型式のはかりの目量の数
5.10.4.4 精度等級
試験器物(EUT)が一つの精度等級に対して完全に試験している場合,低い精度等級の試験器物(EUT)
に対してはまだ行われていない部分の試験だけを行う。
5.10.4.5 考慮すべき他の特性
全ての計量に関連する特性及び機能は,適用できる限り,少なくとも1回は試験器物(EUT)で試験し
なければならない。また,できるだけ多くの特性及び機能を同一の試験器物(EUT)で試験しなければな
らない。
例えば,ある試験器物(EUT)で無負荷表示の温度影響(5.9.2.3参照)を,異なる試験器物(EUT)で
合成影響(表11参照)を試験することは受け入れられない。
次のような異なる計量に関連する特性及び機能の同一型式内の仕様の変化は,その特性及び機能の影響
を受けるこれら因子の追加された部分的な試験が必要となるかもしれない。これら追加試験は同一の試験
器物(EUT)で行うことが望ましいが,それが不可能な場合,承認当局の責任において,2台以上の試験
器物(EUT)で試験を行うことができる。
− きょう体
− 荷重受け部
− 温度範囲及び湿度範囲
− はかり機能
− 表示
− その他
5.10.4.6 計量関連特性のまとめ
試験器物(EUT)は,次の要件を包含していなければならない。
− 最大の目量の数(nmax)
− 最小の目量(emin)
− ひずみゲージ付きアナログロードセルの場合,最小入力信号(μV/e)
− 全ての精度等級
− 全ての使用温度範囲
− 単目量のはかり,複目量はかり又は多目量はかり
− 荷重受け部の大きさによって計量性能の確認が必要な場合,荷重受け部の最大寸法
− 計量関連特性(5.10.4.5参照)
− 最大のはかりの機能数
− 最大の表示桁数
− 最大の接続周辺装置数
− 最大の内蔵されたデジタル装置数
− 最大のアナログインタフェース数及びデジタルインタフェース数
31
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
− 指示計に接続可能な複数の荷重受け部
− 異なるタイプの電源(主電源及び/又は電池)
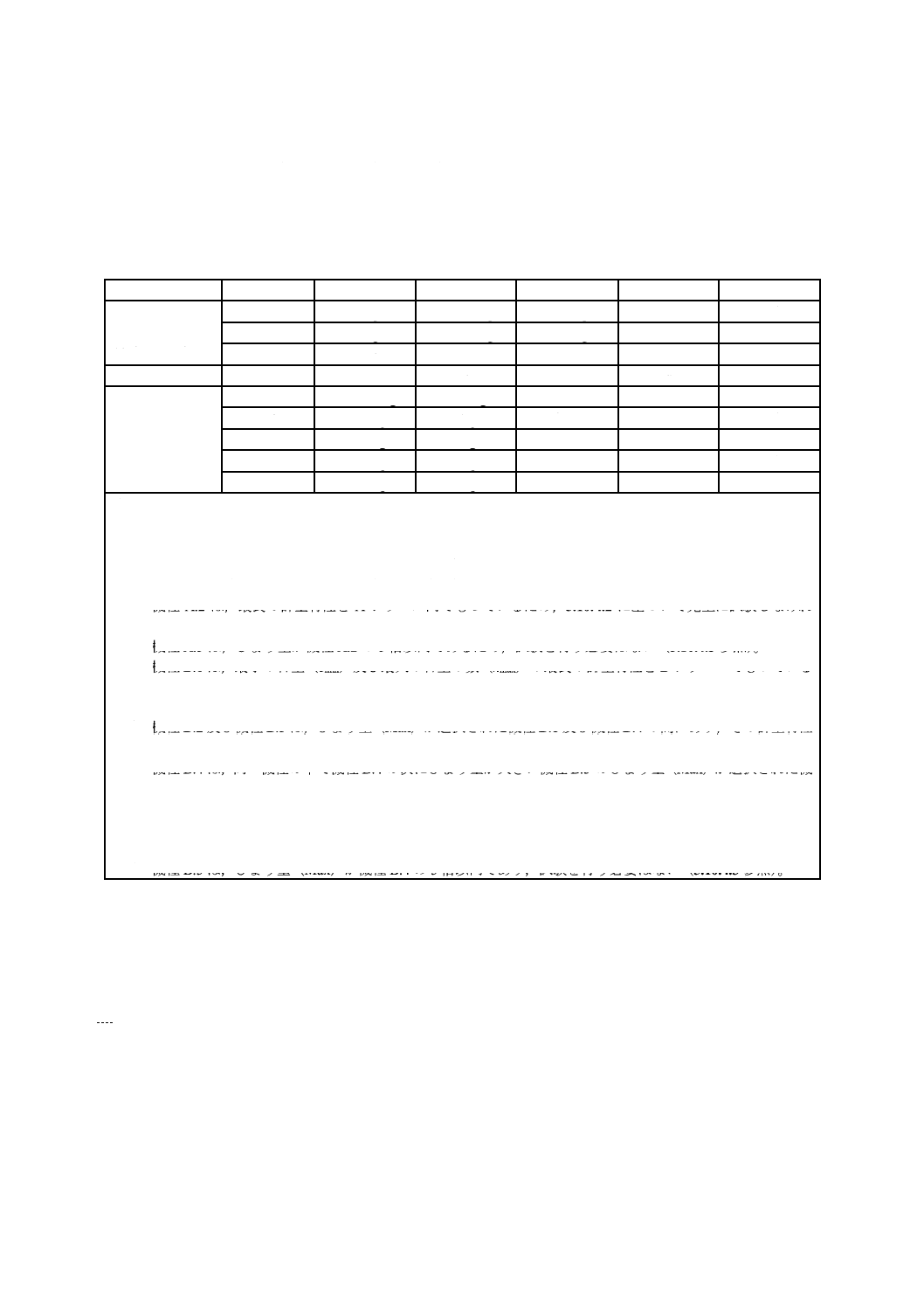
同一型式における試験器物(EUT)の選択に対する受入れ可能な解決策は,表12による。
表12−二つのシリーズをもつ同一型式内の試験器物(EUT)の選択
Aシリーズ
機種名
Max
e
d
n
EUTの選択
精度等級2級
使用温度範囲
10 ℃〜30 ℃
A.1
200 g
0.01 g
0.001 g
20 000
×a)
A.2
400 g
0.01 g
0.001 g
40 000
○b)
A.3
2000 g
0.05 g
なし
40 000
×c)
Bシリーズ
機種名
Max
e
d
n
EUTの選択
精度等級3級
使用温度範囲
−10 ℃〜40 ℃
B.1
1.5 kg
0.5 g
なし
3 000
○d)
B.2
3 kg
1 g
なし
3 000
×e)
B.3
5 kg
2 g
なし
2 500
×e)
B.4
15 kg
5 g
なし
3 000
○f)
B.5
60 kg
20 g
なし
3 000
×g)
注記 この事例は,5.10.4.2及び5.10.4.4に基づいた同一型式内における試験器物(EUT)の能力及び計量特性だ
けを対象としている。5.10.4.5に基づいたその他の計量に関連する特性も,実際には考慮しなければならず,
1台以上の追加された試験器物(EUT)となることがある。
注a) 機種A.1は,機種A.2と同一の目量及び同一の実目量をもっており,かつ,機種A.2よりも目量の数が小
さいため,試験を行う必要はない(5.10.4.3参照)。
b) 機種A.2は,最良の計量特性をAシリーズ内でもっているため,5.10.4.2に基づいて完全に試験しなけれ
ばならない。
c) 機種A.3は,ひょう量が機種A.2の5倍以内であるため,試験を行う必要はない(5.10.4.3参照)。
d) 機種B.1は,最小の目量(emin)及び最大の目量の数(nmax)の最良の計量特性をBシリーズでもっている
ため,試験をしなければならない。精度等級2級の機種A.2で既に精度等級3級の要件を行った試験は繰
り返す必要がないため,実施していない精度等級3級に適用する試験だけを追加して行う(5.10.4.4参照)。
e) 機種B.2及び機種B.3は,ひょう量(Max)が選択された機種B.1及び機種B.4の間にあり,その計量特性
が機種B.1及び機種B.4未満であるか同一であるため,試験を行う必要はない(5.10.4.3参照)。
f) 機種B.4は,同一機種の中で機種B.4の次にひょう量が大きい機種B.5のひょう量(Max)が選択された機
種名B.1のひょう量の10倍を超えるため,試験しなければならない(5.10.4.3参照)。
機種B.4は,器差試験,温度試験,偏置試験,感じ,繰返し性などの幾つかの重要な追加試験を行う。
通常,機種A.2及び機種B.1で既に実施した他の試験(例えば,傾斜,電源電圧変動,高温高湿,スパン
安定性,耐久性,妨害など)を繰り返す必要はない。
g) 機種B.5は,ひょう量(Max)が機種B.4の5倍以内であり,試験を行う必要はない(5.10.4.3参照)。
型式承認通知書はそれぞれ二つのシリーズのはかり8機種を示した表12に基づいた完全な同一型式群を
包含するか,代わりに表13によった同一型式の計量特性を包含することのいずれかである。後者の場合,
同一の目量(e)をもつ同一のはかりであるか,はかりの精度等級である表6の条件を満足している場合,
表12の試験器物(EUT)の最小ひょう量の機種と比べて,ひょう量を下げることができる。型式承認通知
書は表13に規定する計量特性を満足する全ての機種を対象とする。
32
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表13−型式承認通知書に記載される計量特性のまとめ
Aシリーズ
Bシリーズ
精度等級
2級
3級
ひょう量(Max)
1 g〜2 000 g
50 g〜60 kg
目量(e)
0.01 g〜0.2 g
0.5 g〜100 g
実目量(d)
0.001 g〜0.2 g
0.5 g〜100 g
目量の数(n)
≦40 000
≦3 000
最大風袋量
Max
Max
最大プリセット風袋量
Max
Max
使用温度範囲
10 ℃〜30 ℃
−10 ℃〜40 ℃
6
自動指示はかり及び手動指示併用はかりの技術要件
次の要件は,はかりの設計及び構造に関連していて,かつ,はかりが通常の使用状態で熟練していない
使用者による適切な操作の下で,正確で明白な計量結果及びその他の主表示を与えるための技術的な要件
を確実にすることを意図している。これらは,解決策を規定するものではなく,はかりの適正な働きを明
らかにしようとするものである。
注記 解決策は規定されていないが,長期間にわたって試みられてきた確かな解決策が受け入れられ
ており,それらの解決策を例として記載している。その解決策は適用する要件に適合している
と考えられるが,それらを採用する必要はない。
6.1
構造の一般要件
6.1.1
適合性
6.1.1.1
用途への適合性
はかりは,意図された用途に適合するように設計しなければならない。
6.1.1.2
計量特性への適合性
はかりは,使用期間中にその計量特性を維持するように堅固に,かつ,注意深く製造しなければならな
い。
6.1.1.3
試験への適合性
はかりは,この規格によって規定した試験が実施できなければならない。
特に荷重受け部は,基準になる分銅を容易に,かつ,安全に載せることができなければならない。分銅
などの載せ降ろしができない場合には保持具を使うことができる。
6.1.2
安全性
6.1.2.1
不正使用
はかりは,その不正使用を容易にするような特性をもってはならない。
6.1.2.2
偶発的な故障及び調整不良
はかりは,正しい機能を乱すような制御部品の偶発的な故障又は調整不良が発生した場合には,明確に
判断できるようにしなければならない。
6.1.2.3
制御
制御装置は,誤った操作をしている間に全ての表示が不可能にされない限り,通常は設計によって意図
された以外の位置に停止してはならない。
6.1.2.4
封印
器差を容易に調整することができる部分又はその性能及び器差に著しく影響を与える部分には,封印を
33
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
しなければならない。ただし,精度等級1級のはかりでは,封印をしなくてもよい。
封印は,物理的な封印のほかにも,器差調整機能が作動しないように複雑なキー操作などのソフトウェ
アによって行ってもよい。この場合,封印した制御又は機能へのいかなるアクセスも自動的に明らかにす
ることが望ましく,更に,次の要件も適用することが望ましい。
a) 従来の封印方法と類似の方法によって,はかりの法的要件に基づく状態をはかり自らが識別できる。
封印への介入があった場合は,次回の検査まで,その介入の証拠を提供する。
例1 はかりの保護された動作モードに入力があるごとに増加し,装置特有のパラメータを一つ以
上変更するリセット不可能なカウンタ(カウンタが最大数に達したとき,許可された者の介
入がなければ,零から継続することができないことを意味する。)を備えることがある。検定
時には,カウンタの基準値は固定され,その修正されたはかりは適切なハードウェア又はソ
フトウェアで封印される。実際のカウンタの数値は,承認された手順によった基準値との比
較によって,明らかにできる。
b) 装置特有のパラメータ及びその基準値は,故意でない不測の変化に対して保護される。これらのデー
タには,7.5.2.2のソフトウェア要件をできる限り満足させる。
例2 装置特有のパラメータは,特別のPINコードを介して許可された者だけが変更することがで
きる。はかりの主銘板又はその他の適切な部分に表記したはかりの製造番号又は他の識別は,
記憶装置付き電子素子又は電子サブアセンブリが取替えに対して封印されていない場合,器
物番号の情報は,追加で記憶させておかなければならない。これらのデータは暗号化された
署名(隠れ多項式を含む2バイトのCRC-16チェックサム以上の能力)で封印することで,
十分な封印手段であると考えられる。基準値及び製造番号若しくはそれぞれの他の識別は,
手動操作による命令後に表示して,主銘板又ははかりのその他の適切な部分に記載し,封印
した同じデータと比較することができる。
c) ソフトウェアで封印を行うはかりは,主銘板又はその近くに基準値を記載する。
注記 a) によって表示されたカウンタの基準値と,はかりに確定及び封印されたカウンタの基準値
との違いは,介入があったことを示す。
例3 はかりにしっかりと取り付けて,検定時に実際のカウンタの数値に調整された後に封印する
ことができる調整可能なカウンタ。
6.1.2.5
調整
はかりには自動又は半自動のスパン調整装置を取り付けてもよい。この装置は,はかりに内蔵されてい
なければならない。また,封印後のスパン調整装置は,外部から作用ができてはならない。
注記 スパン調整装置への外部からの作用には,はかりに内蔵されたスパン調整用分銅の質量を調整
する,又は外部分銅によるスパン調整用プログラムを作動させることがある。
6.1.2.6
重力補正
重力の影響を受けるはかりは,補正用プログラムなどの重力変化の影響を補正する装置をもってもよい。
また,封印後の重力変化の影響を補正する装置は,外部から作用ができてはならない。
6.1.3
荷重受け部と表示装置との接続
はかりの表示装置は,荷重受け部と構造上一体でなければならない。ただし,次の条件で荷重受け部と
接続されている場合は除く。
a) ひょう量が50 kg以下の電気式はかりの場合,荷重受け部から10 m以内の場所に表示装置がある。
b) ひょう量が50 kgを超えるはかりの場合,荷重受け部が設置されている事業所と同一事業所内に表示
34
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
装置がある。
c) 電気式はかりは,a) 及びb) の条件の下,荷重受け部(クレーン式のはかりにあっては,はかりを操
作する場所)から表示装置の存在が確認できる場合には,荷重受け部からの無線信号による接続を可
能とする。
6.2
計量結果の表示
6.2.1
読取りの品質
主表示(3.1.3.1参照)の読取りは,通常使用条件において,確実で,容易で,かつ,明瞭でなければな
らない。
− アナログ指示のはかりの読みの総合的な不確かさは目量の1/5(0.2 e)を超えてはならない(3.5.4.2
参照)。
− 主表示を構成する数字,単位及び記号は,読取りの容易な大きさ,形状及び明確な表示でなければな
らない。
目盛,数字付け及び印字は,単純な並列による読みからの結果を構成する数字の読取りができるもので
なければならない。
6.2.2
表示の様式
6.2.2.1
単位及び目量の表示
計量結果を表示する(該当する場合,単価及び料金の表示にも適用する。)場合には,それを表す単位の
名称又は記号を含んでいなければならない。
一つの計量結果の表示に使用する質量の単位は,1個だけとする。
計量結果を表す目量(e)は,その結果を表す1×10k,2×10k又は5×10k単位の形式でなければならな
い。ここで,指数kは,正若しくは負の整数又は零に等しい。
風袋計量装置を含むはかりの全ての表示及び印字は,任意の一つの計量範囲において,任意の負荷に対
して同一の目量及び実目量でなければならない。
6.2.2.2
デジタル表示及び小数の表示
デジタル表示は,少なくとも右端の最初の数字を表示しなければならない。
目量(e)が自動的に変化する場合,表示上で小数点はその位置を保たなければならない。
小数は,小数点で整数とは区別し,小数点左側の一つ以上の数字と右側の全ての数字とともに表示させ
る。
小数点は,数字の下端と同一線上になければならない(例 0.305 kg)。
零は,小数点を付けずに右端に一つの零で表示してもよい。
質量の単位は,質量値が右側の桁に有効ではない零を二つ以上もたないように選ばなければならない。
小数点をもつ値では,有効ではない零は小数点以下3桁目だけに認められる。この規定は多目量はかり及
び自動切替装置付きの複目量はかりの場合は,最下位の部分計量範囲又は最小の計量範囲だけに適用する
(表14及び表15参照)。
表14−多目量はかり及び自動切替装置付きの複目量はかりの例1
Maxi
ei
認められる表示
Max1=150 kg
e1=50 g
0.050 kg
0.050 kg
0.05 kg
0.05 kg
Max2=300 kg
e2=100 g
0.100 kg
0.1 kg
0.10 kg
0.1 kg
35
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表15−多目量はかり及び自動切替装置付きの複目量はかりの例2
Maxi
ei
認められる表示
Max1=1 500 kg e1=500 g
0.5 kg
Max2=3 000 kg e2=1 000 g
1.0 kg
6.2.3
表示の限界
はかりは,ひょう量から目量(e)の9倍を超えて表示をしてはならない。
複目量はかりでは,表示の限界をそれぞれの計量範囲に適用する。しかし,自動切替装置付きの複目量
はかりでは,ひょう量は最大の計量範囲におけるひょう量に等しく,最大の計量範囲を除く計量範囲に対
しては,その計量範囲のひょう量(Maxi)を超える表示があってはならない。
多目量はかりには,最上位の部分計量範囲を除く部分計量範囲(i)に対しては,その部分計量範囲のひ
ょう量(Maxi)を超えて,eiを使った表示があってはならない。
風袋引き装置が作動中に荷重受け部から風袋を取り除いたときに,マイナスの符号で零未満の表示をし
てもよい。また,風袋引き装置が動作していなくても,目量又は実目量の20倍までのマイナス表示(−20
e又は−20 d)は,料金計算への使用(その値の転送及び印字も含む。)ができないという条件で可能とす
る。
6.2.4
近似表示装置
近似表示装置の目量は,目量の20倍以上(20 e)で,ひょう量の1/100よりも大きくなければならない。
この近似表示装置は,副表示とみなす(図8参照)。
図8−近似表示装置の例
6.2.5
手動指示併用はかりにおける自動表示の拡張
自動表示範囲の拡張は,自動表示の最大表示値以下でなければならない。
なお,手動指示併用はかりの例を,図9に示す。
例1 自動表示範囲の拡張後の目量(e)は,拡張前の自動表示範囲の目量(e)と等しくなければな
らない。ただし,比較はかりは,この要件から除く。
例2 内蔵されていない送りおもり付きの拡張装置は,8.2.2に従う。
例3 内蔵された送りおもり又は質量切替え機構をもつ拡張装置は,切り替えることによって,数字
付けに適切な変化が生じなければならない。きょう体及び分銅又は質量の調節用穴は容易に調
整ができてはならない。
36
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図9−手動指示併用はかりの例
6.3
アナログ指示装置
6.2.1〜6.2.4の規定に加えて,次の規定も適用する。
6.3.1
目盛標識並びに度表の目盛の長さ及び幅
目盛は,計量結果を容易に,かつ,明瞭に読み取れるように設計し,数字付けしなければならない。
a) 目盛標識及び度表の目盛の様式 目盛標識及び度表であって相互に対応するものについては,その大
きさ及びその他の性質が均一でなければならない。
目盛標識の太さは,目幅の1/10と1/3との間であり,かつ,0.2 mmを超えなければならない。目盛
標識のうち最も太いものは,最も細いものの3倍を超えてはならない。最も短い目盛標識の長さは,
目幅以上でなければならない。
度表の目盛線の太さは,目幅の1/6以下であり,かつ,0.1 mmを超えるものでなければならない。
ただし,レンズなどによって,拡大して読む目盛線には適用しない。
目盛ざおの目盛標識は,さおの辺に垂直でなければならない。
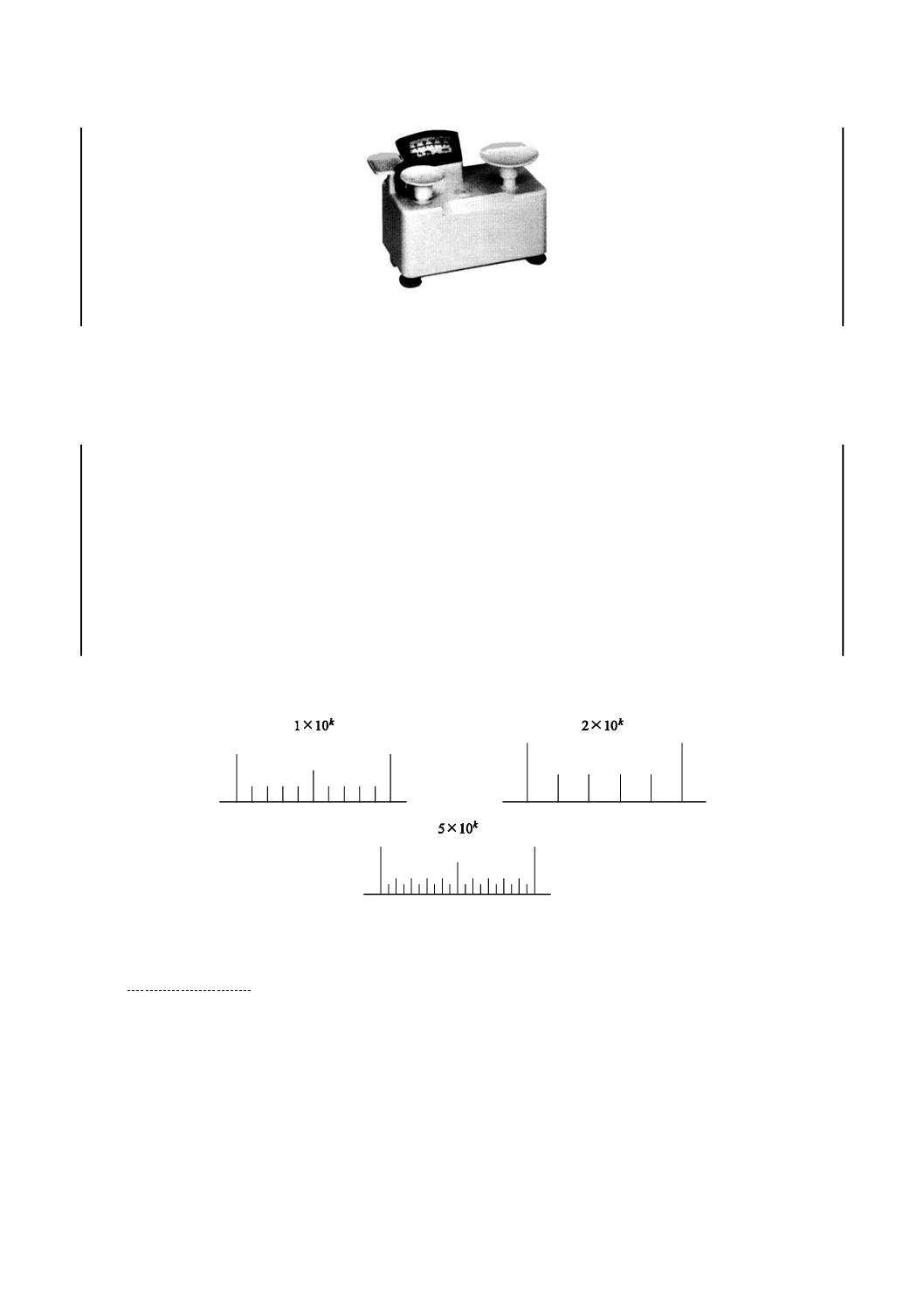
b) 目盛標識の配置 目盛標識は,図10のうちいずれか一つによって配置されている。
なお,目盛標識の端部を結び付ける線はオプションである。
図10−直線目盛の適用例
c) 数字付きの目量(e)及び実目量(d) 数字付きの目量(e)及び実目量(d)は,次の要件を満足しな
ければならない。
− 一定間隔である。
− 形式が,1×10k,2×10k又は5×10k単位のものである(kは,正若しくは負の整数又は零に等しい。)。
− はかりの目量(e)の25倍より大きくてはならない。
スクリーンに投影される目盛標識については,少なくとも二つの数字付けした目盛標識が投影範囲
内に完全に現れなければならない。
ミリメートルで表した目盛標識の数字の高さは,メートルで表した最小読取り距離の3倍以上で,
かつ,2 mm以上でなければならない。この目盛標識の数字の高さは,関係する目盛標識の長さに比
37
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
例していなければならない。
目盛標識の数字の幅は,2本の隣接する数字付けされた目盛標識の間の距離より小さくなければな
らない。
d) 指針 指針の先端部分の幅は,目盛標識の幅とほぼ同じでなければならない。また,指針の長さは,
指針の先端が最も短い目盛標識の中央に達しなければならない。ただし,目盛板又は指針を光学的に
投影する構造のものを除き,指針の先端が目盛板と同一平面上にある機械式はかりの指針の先端と目
盛標識との距離は,手動天びんの場合は0.5 mmを,それ以外の場合は1 mmをそれぞれ超えてはなら
ない(図11参照)。
目盛標識と指針との間の距離は,目幅以下とし,かつ,5 mmを超えてはならない。ただし,手動
天びんについては1 mmを超えてはならない。
図11−指針の先端が目盛板と同一平面上にある場合
6.3.2
目幅(i)
目盛標識及び度表の目幅は,指示装置をレンズによって拡大して読む場合を除き,1 mm以上でなけれ
ばならない。また,同一の目量における最大の目幅は,最小の目幅の1.2倍以内でなければならない。
6.3.3
指針の制止装置
指針の動きを制限する制止装置は,指針が零点以下又は自動表示の限界を超える場合の動きを制限しな
ければならない。この規定は,6.3.5の多回転式はかりには適用しない。
例 指針の動きを制限する制止装置が零点以下及び自動表示の範囲を超える場合は,4目量までの超
過が望ましい。扇形目盛板及び1回転式の目盛板ではこれらの範囲には目盛を付してはならない。
この部分は“ブランクゾーン”と呼ばれる。
6.3.4
減衰
影響因子がどうであれ,表示部品又は可動目盛の振動の減衰は,“臨界減衰”よりも僅かに小さい値に調
整されていることが望ましい。
例 減衰は,3回,4回又は5回の半周期振動の後には安定した表示に達しなければならない。
温度の変化に対して敏感な油圧式制動装置は,自動調整機構又は簡単に扱える手動調整装置を
備えていることが望ましい。
6.3.5
多回転式はかり
指針又は目盛板が1回転を超えて回転する機械式はかりは,任意の計量値においてその指針又は目盛板
が何回転したかが明示されるものでなければならない。
6.4
デジタル表示装置及び印字装置
6.2.1〜6.2.5の規定に加えて,次の規定も適用する。
6.4.1
表示の変化
荷重を変えた場合,前の表示が1秒間を超えて維持してはならない。
38
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6.4.2
安定した釣り合い
表示値が最終質量値に十分近い場合において,その表示は安定した釣り合いの状態にあると定義するこ
とができる。次の場合,釣り合いが安定しているとみなす。
− 印字及び/又はデータの保存の場合,印字又は保存された質量値が最終質量値からの差の絶対値が1
目量(1 e)を超えない。
− 零点設定装置又は風袋引き装置の操作の場合,関連する精度要件内で6.5.4,6.5.6,6.5.7及び6.6.8に
よって各装置の正しい作動ができる。
釣り合った状態への連続又は一時的妨害がある間のはかりは,印字,データ保存,零点設定装置又は風
袋引き装置の作動ができるものであってはならない。
6.4.3
拡張表示装置
拡張表示装置は,補助表示装置をもつはかりには備えることはできない。
拡張表示装置をもったはかりは,次のいずれかの場合だけに実目量(d)の表示を可能とする。
− ある操作キーを押している間
− 手動操作の後の5秒以内
拡張表示装置の作動中は,いかなる場合も印字は不可とする。
6.4.4
表示装置の複合使用
副表示は,次の条件で同じ表示装置(ディスプレイ又は印字装置)に表示してもよい。
− いかなる追加表示も主表示への曖昧さにつながらない。
− 質量値以外の量は,適切な計量単位,記号,特別な標識又は名称を付けることによって識別できる。
− 計量結果(3.5.2.1〜3.5.2.3)ではない質量値は,明確に識別できる。又は手動操作で一時的だけに表示
し,かつ,計量結果として印字してはならない。
計量モードが操作不能になり,それが明確で疑わしくない(対面販売用はかりの場合は,買い手側に対
しても)場合は,この要件は適用しない。
6.4.5
印字装置
印字は,意図した用途に対して明瞭で消滅しないものでなければならない。印字した数字の高さは,2 mm
以上でなければならない。
印字する計量単位の名称又は記号は,数値の右か又は数値欄の上になければならない。
釣り合いが安定していない場合は,印字は禁止しなければならない。
6.4.6
記憶装置
釣り合いが安定していない場合は,後続使用,データ転送,合計などの主表示の記憶を禁止しなければ
ならない。
6.5
零点設定装置及び零トラッキング装置
はかりは一つ以上の零点設定装置を備えてもよいが,複数の零トラッキング装置を備えてはならない。
6.5.1
最大効果
零点設定装置の効果は,はかりのひょう量を変えてはならない。
零点設定装置及び零トラッキング装置のそれぞれの全体的効果は,ひょう量の4 %を超えてはならない。
ただし,機械式はかりの非自動零点設定装置の場合は,正又は負のいずれの側にもそれぞれ目量の20倍を
超えてはならない。また,初期零点設定装置の全体的効果は,ひょう量の20 %を超えてはならない。ただ
し,精度等級4級のはかりであって,証明だけに使用する旨の表記がある場合は,零点設定装置,零トラ
ッキング装置及び初期零点設定装置の全体効果の範囲は適用しなくてもよい。
39
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
特定した範囲内で,初期零点設定装置で零点設定されたいかなる荷重に対しても,はかりが5.5,5.6,
5.8及び5.9を満足する場合は,初期零点設定装置の全体効果はひょう量の20 %を超えてもよい。
6.5.2
精度
零点設定後,計量結果に対する零点の偏差の影響は,目量の1/4(±0.25 e)を超えてはならない。
6.5.3
複目量はかり
いかなる計量範囲でも零点設定は有効でなければならない。また,はかりに荷重を載せた状態でより大
きい計量範囲への切替えが可能であれば,大きい計量範囲でも有効でなければならない。
6.5.4
零点設定装置の制御
6.13又は6.14の適用を受ける対面販売用はかりを除いて,初期零点設定装置の有無にかかわらず,同じ
キーで操作する組み合わされた半自動零点設定装置と半自動風袋平衡装置とを備えてもよい。
零点設定装置と風袋計量装置とを備える場合の零点設定装置の制御は,風袋計量装置の操作から分離し
なければならない。
半自動零点設定装置は,安定した釣り合いの状態及び/又は前に行った全ての風袋引き操作を取り消す
場合だけ機能しなければならない。
6.5.5
デジタル表示装置付きはかりの零点表示装置
デジタル表示装置付きはかりは,零点からの偏差が目量の1/4(±0.25 e)以内である場合,特別な信号
を表示する装置を備えなければならない。この装置は,風袋引き操作の後において零点が表示されている
ときも同様に作動してよい。
この装置は,補助的な表示装置又は零トラッキングの定格が1秒当たり目量の1/4(±0.25 e/秒)を超え
る零トラッキング装置のあるはかりにおいては必須でない。
6.5.6
自動零点設定装置
自動零点設定装置は,安定した釣り合いの状態及び表示値が5秒以上,零未満に維持している場合だけ
作動することができる。
6.5.7
零トラッキング装置
零トラッキング装置は,次の全ての要件を満足する場合だけ作動することができる。
− 表示値が零又は荷重受け部から風袋量を含む全ての荷重を取り除いた風袋引き機能が働く前の零に等
しい状態であって,正味量が負の符号(−)とともに表示されている(以下,風袋引き前の零に等し
い負の正味量という。)場合。
− 釣り合いが安定した状態。
− 零点の補正が,1秒以内に目量の1/2(±0.5 e/秒)又は補助的な表示装置若しくは拡張表示装置をもつ
場合は,1秒以内に実目量の1/2(±0.5 d/秒)を超えない。
零トラッキング装置は,風袋引き操作で零を表示しているときに,ひょう量の4 %以内で作動すること
ができる。
6.6
風袋引き装置
6.6.1
一般要件
風袋引き装置は,6.1〜6.4の規定に適合しなければならない。
6.6.2
目量及び実目量
風袋計量装置の目量及び実目量は,いずれの荷重に対しても,はかりの目量(e)及び実目量(d)と等
しくなければならない。
40
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6.6.3
精度
風袋引き装置は,次の精度以内に零点を設定できなければならない。
− 電気式はかり及びアナログ指示をもつはかりに対しては,目量の1/4(±0.25 e)。
− デジタル表示をもつ機械式はかりに対しては,目量の1/2。
多目量はかりの場合は,目量(e)を最下位の部分計量範囲の目量(e1)に置き換えなければならない。
6.6.4
作動範囲
風袋引き装置は,零点以下又は表示の限界を超えて使用できるものであってはならない。
6.6.5
作動の可視性
風袋引き装置の作動は目視できるようにはかりに表示3) されなければならない。デジタル表示のはかり
の場合は,これは表示された正味量に“NET”の記号又は“正味量”という呼称を付けることが望ましい。
風袋引き装置は作動中に,一時的に総量を表示する装置をもつはかりの場合,総量を表示している間は,
“NET”の記号又は“正味量”の呼称は消えなければならない。
この規定は,同じキーで操作する半自動零点設定装置と半自動風袋平衡装置とが組み合わされたはかり
には適用しない。
注3) “風袋引き中”などの呼称を用いて,風袋引き装置が作動中にある表示を点灯させることでも
よい。
例1 正味量表示の“NET”は,“Net”又は“net”でもよい。
例2 機械式の加算式風袋引き装置の使用は,風袋量の表示,又は記号“T”若しくは“風袋”の呼
称などを,はかりに表示することによって示されることが望ましい。
6.6.6
減算式風袋引き装置
作動中に残りの計量範囲の値を知ることができない減算式風袋引き装置は,ひょう量を超えるはかりの
使用を防止するか,又はひょう量に達したことを示さなければならない。
6.6.7
複目量はかり
複目量はかりの風袋引き装置の作動は,はかりに荷重を載せた状態でより大きい計量範囲への切替えが
可能であれば,大きい計量範囲でも有効でなければならない。この場合,風袋量は,選択された計量範囲
の目量に丸めなければならない。
6.6.8
半自動風袋引き装置又は自動風袋引き装置
半自動風袋引き装置又は自動風袋引き装置は,はかりが安定した釣り合い状態でだけ作動しなければな
らない。
6.6.9
同一キーで作動する半自動零点設定装置及び半自動風袋平衡装置
同一キーで作動する半自動零点設定装置及び半自動風袋平衡装置は,6.5.2及び6.5.5を,更に該当する
場合は6.5.7も適用する。
6.6.10 連続的な風袋引きの作動
風袋引き装置の繰り返された作動は許容される。
複数の風袋引き装置が同時に作動する場合の各風袋量は,表示又は印字するときに明確に示されなけれ
ばならない。
6.6.11 計量結果の印字
計量結果の印字は,次による。
a) 総量は,記号“G”若しくは“B”又は“総量”などの呼称を付して印字する。ただし,いかなる呼称
も付さないで印字してもよい。
41
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
b) 正味量は記号“N”又は“正味量”などの呼称を付して印字する。ただし,対応する総量又は風袋量
を省いて,正味量だけを印字する場合には,いかなる呼称も付さないで印字してもよい。これは半自
動零点設定装置と半自動風袋平衡装置とを同じキーで作動する場合にも適用する。
c) 複目量はかり又は多目量はかりで計量した総量,正味量又は風袋量には,計量範囲又は部分計量範囲
を示す特別な表示を付けて印字する必要はない。
d) 正味量を対応する総量及び/又は風袋量と一緒に印字する場合は,正味量及び風袋量は対応する記号
“N”若しくは“T”又はそれぞれの呼称で識別しなければならない。
e) 異なる風袋引き装置で計量した正味量及び風袋量を別々に印字する場合には,それらは適切に識別で
きなければならない。
f)
総量,正味量及び風袋量を一緒に印字する場合,これらの値の一つを残り二つの計量結果の値から算
出することができる。多目量はかりの場合,この算出質量値は,より小さい目量で印字することがで
きる。
g) 算出質量値の印字は,明確に識別できなければならない。この場合,それぞれに規定された記号又は
呼称に加えて,記号“C”又は“計算値”などの呼称を用いるのが望ましい。
6.6.12 計量結果の表示事例
6.6.12.1 風袋平衡装置付きはかり
例 はかりの仕様:精度等級3級 Max=15 kg,e=5 g
はかりの状態
はかりの内部値
表示の説明
はかりの表示
備考
無負荷
0.000 kg
風袋量を荷重
2.728 kg
eに丸めた値
2.730 kg
注a)
風袋平衡装置の作動後
正味量
0.000 kg Net
正味量を荷重
11.833 kg
eに丸めた正味量
11.835 kg Net
注a)
総量
14.561 kg
eに丸めた総量
14.560 kg
注a)
6.6.11に基づいた印字の例:
a) 14.560 kg B又はG
11.835 kg N
b) 14.560 kg
11.835 kg N
c) 11.835 kg N
d) 11.835 kg
6.6.12.2 風袋計量装置付きはかり
例 はかりの仕様:精度等級3級 Max=15 kg,e=5 g
はかりの状態
はかりの内部値
表示の説明
はかりの表示
備考
無負荷
0.000 kg
風袋量を荷重
2.728 kg
eに丸めた値
2.730 kg
注a)
風袋計量装置の作動後
正味量
0.000 kg Net
正味量を荷重
11.833 kg
eに丸めた正味量
11.835 kg Net
注a)
総量
14.561 kg
eに丸めた総量
14.560 kg
注a)
6.6.11に基づいた印字の例:
a) 14.560 kg B又はG
11.835 kg N
2.730 kg T
注d)
b) 14.560 kg
11.835 kg N
2.730 kg T
注d)
c) 11.835 kg N
2.730 kg T
d) 11.835 kg N
e) 11.835 kg
42
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6.6.12.3 風袋計量装置付き複目量はかり
例 はかりの仕様:精度等級3級 Max1=60 kg,e1=10 g/Max2=300 kg,e2=100 g
はかりの状態
はかりの内部値
表示の説明
はかりの表示
備考
無負荷
第1計量範囲の値
0.000 kg
風袋量を荷重
53.466 kg
e1に丸めた値
53.470 kg
注a)
風袋計量装置の作動後
第1計量範囲の正味量
0.000 kg Net
正味量を荷重(第2計量範
囲への自動切替え作動)
212.753 kg
e2に丸めた正味量
212.800 kg Net
注a),注b)
風袋量
53.466 kg
e2に丸めた風袋量
53.500 kg
注b),注c)
総量
266.219 kg
e2に丸めた総量
266.200 kg
注a),注b)
6.6.11に基づいた印字の例:
a) 266.200 kg B又はG
212.800 kg N
53.500 kg T
注b),注d)
b) 266.200 kg
212.800 kg N
53.500 kg T
注b),注d)
c) 212.800 kg N
53.500 kg T
注b)
d) 212.800 kg N
注b)
e) 212.800 kg
注b)
6.6.12.4 風袋計量装置付き多目量はかり
例 はかりの仕様:精度等級3級 Max=3/6/15 t,e=0.5/2/10 kg
はかりの状態
はかりの内部値
表示の説明
はかりの表示
備考
無負荷
−
0.0 kg
風袋量を荷重
6674 kg
e3に丸めた値
6670.0 kg
注a)
風袋計量装置の作動後
−
正味量
0.0 kg Net
正味量を荷重
2673.7 kg
e1に丸めた正味量
2673.5 kg Net
注a)
総量
9347.7 kg
e3に丸めた総量
9350.0 kg
注a),注b)
6.6.11に基づいた印字の例:
a) 9 350.0 kg B又はG
2673.5 kg N
6670.0 kg T
注b),注d)
b) 9 350.0 kg
2673.5 kg N
6670.0 kg T
注b),注d)
c) 2 673.5 kg N
6670.0 kg T
注b)
d) 2 673.5 kg N
注b)
e) 2 673.5 kg
注b)
43
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6.6.12.5 プリセット風袋引き装置付きの多目量はかり
例 はかりの仕様:精度等級3級 Max=4/10/20 kg,e=2/5/10 g
はかりの状態
はかりの内部値
表示の説明
はかりの表示
備考
無負荷
−
0.000 kg
荷重
13.376 kg
e3に丸めた値
13.380 kg
注a)
プリセット風袋量を入力
3.813 kg
プリセット風袋量の入力値
3.813 kg
e1に丸めたプリセット風袋量
(丸めの設定によっては,いず
れのはかりの表示も可能性あ
り)
3.814 kg PT
3.812 kg PT
内部計算
[荷重値(13.380 kg)から
プリセット風袋量を減算]
9.566 kg
e2に丸めた正味量
9.565 kg Net
注e)
9.568 kg
9.570 kg Net
注e)
6.6.11に基づいた印字の例:
a) 13.380 kg B又はG
9.565 kg N
3.814 kg PT
注d)
b) 13.380 kg
9.565 kg N
3.814 kg PT
注d)
c) 9.565 kg N
3.814 kg PT
又は
a) 13.380 kg B又はG
9.570 kg N
3.812 kg PT
注d)
b) 13.380 kg
9.570 kg N
3.812 kg PT
注d)
c) 9.570 kg N
3.812 kg PT
6.6.12.6 算出質量機能のある多目量はかり
例 はかりの仕様:精度等級3級 Max=20/50/150 kg,e=10/20/100 g
はかりの状態
はかりの内部値
表示の説明
はかりの表示
備考
無負荷
−
0.000 kg
1回目の計量(風袋量)
17.726 kg
e1に丸めた値
17.730 kg
無負荷
−
0.000 kg
2回目の計量(正味量)
126.15 kg
e3に丸めた値
126.200 kg
6.6.11に基づいた印字の例:
a) 総量143.930 kg C
風袋量17.730 kg
正味量126.200 kg
6.6.12.7 計量結果の表示事例の注
計量結果の表示事例(6.6.12.1〜6.6.12.6)の注は,次による。
注a) 検定公差は,プリセット風袋量から算出した正味量を除いて,通常の荷重,風袋計量装置及び
正味量に適用する。
b) 大きい計量範囲又は上位の部分計量範囲への自動切替え機能をもつ複目量はかり及び多目量は
かりは,小さい計量範囲又は下位の部分計量範囲において,二つ以上の有効ではない零が表示
される場合もある(6.2.2.2参照)。
c) 複目量はかりの風袋量は,作動中の計量範囲の目量(er)に丸めなければならない(6.6.7及び
6.7.1参照)。
d) 表示及び印字した計量結果(総量,風袋量及び正味量)は,それぞれ実際の目量(e)に丸めな
ければならない。この目量(e)は,その計量範囲又は部分計量範囲に基づいて異なることがあ
り,風袋量に正味量を加えた算出量と総量との偏差が1目量でも,許容される場合がある。こ
の算出量と総量との一致は,6.6.11のf) 及びg) を満足する場合だけ可能である(6.6.12.6参照)。
e) 算出正味量は,表示した総量及び既に該当する目量に丸められたプリセット風袋量から算出し,
44
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
はかりの内部値から算出しない。
6.7
プリセット風袋引き装置
6.7.1
目量(e)
プリセット風袋量がプリセット風袋引き装置に入力された方法には関係なく,プリセット風袋量の目量
は,はかりの目量(e)と等しいか,自動的にはかりの目量(e)に丸めなければならない。複目量はかり
のプリセット風袋量は,ある計量範囲からより大きな目量をもつ計量範囲だけに送られてもよいが,送り
先のより大きな目量に丸められなければならない。多目量はかりのプリセット風袋量は,はかりの最小の
目量(e1)に丸められ,その最大プリセット風袋量は最下位の部分計量範囲のひょう量(Max1)を超えて
はならない。表示又は印字された算出正味量は,同じ正味量に対するはかりの目量に丸められなければな
らない。
6.7.2
作動モード
プリセット風袋引き装置は,次の条件下で1個又はそれ以上の風袋引き装置と一緒に作動してもよい。
− 6.6.10を満足する。
− プリセット風袋引き装置の作動後,風袋引き装置が操作されて使用中の間は,プリセット風袋引き装
置の作動は変更又は取消しができない。
プリセット風袋引き装置は,プリセット風袋量と計量された荷重とが,容器上のバーコード識別などに
よって,明確に識別できる場合だけ自動的に動作してもよい。
6.7.3
作動の表示
プリセット風袋引き装置の作動は,はかり上で見えなければならない。
デジタル表示をもつはかりは,正味量の値に“NET”,“Net”,“net”又は“正味量”の記号又は呼称を
付けることが望ましい。プリセット風袋引き装置を作動中に総量を一時的に表示することができる装置を
備えている場合は,総量を表示中に“NET”表示をしてはならない。
プリセット風袋量は少なくとも一時的に表示することができなければならない。
計量結果の印字は,次の条件で6.6.11を適用する。
− 算出正味量を印字する場合は,6.13又は6.14の適用を受ける対面販売用はかり及び6.16の適用を受け
る値付けはかりに該当するはかりを除いて,少なくともプリセット風袋量を同時に印字しなければな
らない。
− プリセット風袋量は,記号“PT”,又は“プリセット風袋量”などの記号又は呼称を付さなければな
らない。
同一のキーで作動する,半自動零点設定装置及び半自動風袋平衡装置にも適用する。
6.8
休み位置
6.8.1
計量位置以外での計量の防止
はかりが,一つ又はそれ以上の休み装置をもっている場合には,これらの装置は“休み”と“計量”と
に対応する二つの安定な位置しかもってはならない。また,計量は,“計量”の位置だけで可能でなければ
ならない。
“予備計量”の位置は,6.13,6.14及び6.16に規定されたもの以外の精度等級1級又は精度等級2級の
はかりにあってもよい。
6.8.2
位置の表示
“休み”及び“計量”の位置は,明瞭に示さなければならない。
45
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6.9
補助検査装置(分離可能形又は固定形)
6.9.1
一つ以上の荷重受け部をもつ装置
補助検査装置の荷重受け部に載せられる分銅と,はかりの試験荷重との比は,1/5 000より小さくてはな
らない。その比は,荷重受け部のすぐ上に見やすいように表示しなければならない。
目量(e)に等しい荷重を釣り合わせるのに必要な質量値は,0.1 gの整数倍でなければならない。
6.9.2
数字付けされた目盛付きの装置
補助検査装置の目量(e)は,その装置を使用するはかりの目量に等しいか,又は目量の1/5(0.2 e)よ
り小さくなければならない。
6.10 複目量はかりの計量範囲の選択
実際に作動中の計量範囲は,明瞭に表示しなければならない。計量範囲の手動選択は,次の場合に可能
とする。
− 任意の荷重に対して,小さい計量範囲から大きい計量範囲へ切り替える場合。
− 荷重受け部が無負荷であって,表示が零又は風袋引き前の零に等しい負の正味量を表示しているとき
に,大きい計量範囲から小さい計量範囲へ切り替える場合。この切替えの場合,風袋引きの作動は自
動的に取り消され,零点は目量の1/4(±0.25 e1)に自動的に設定しなければならない。
自動切替えは,次の場合に可能とする。
− 荷重が計量範囲のひょう量を超えたときに,使用中の計量範囲から次の大きい計量範囲へ切り替える
場合。
− 荷重受け部が無負荷時であって,表示が零又は風袋引き前の零に等しい負の正味量を表示していると
きに,大きい計量範囲から最下位の計量範囲へ切り替える場合。この切替えの場合,風袋引きの作動
は自動的に取り消され,零点は目量の1/4(±0.25 e1)に自動的に設定しなければならない。
6.11 荷重受け部と荷重計量装置との選択装置又は切替装置
6.11.1 無負荷での影響の補償
選択装置又は切替装置は,使用中の種々の荷重受け部及び/又は荷重伝達装置の異なる無負荷での影響
に対する補償を確実に行わなければならない。
6.11.2 零点設定
荷重受け部と荷重計量装置との複数の組合せをもつはかりの零点設定は,6.5によって,曖昧さなしに可
能でなければならない。
6.11.3 計量の不可能性
選択装置又は切替装置の作動中は,計量は不可能でなければならない。
6.11.4 組合せの識別
荷重受け部と荷重計量装置との組合せは,容易に識別できなければならない。
表示がどの荷重受け部に対応しているかが明確に見えなければならない。
6.12 正及び負の比較はかり
比較はかりは,この規格の要件からは除く。
注記 比較はかりは,非自動はかりの特定計量器には該当しない。
6.13 対面販売用はかり
次の規定は,対面販売用に設計されたひょう量が100 kg以下の精度等級2級,精度等級3級及び精度等
級4級のはかり(以下,対面販売用はかりという。)に適用する。さらに,6.1〜6.11及び6.20をそれぞれ
適用する。
46
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6.13.1 主表示
対面販売用はかりの主表示は,計量結果及び正しい零点の位置,風袋引き及びプリセット風袋引きの作
動に関する表示とする。
6.13.2 零点設定装置
対面販売用はかりには,工具だけで操作される場合を除き,非自動零点設定装置を備えてはならない。
6.13.3 風袋引き装置
6.13.3.0A 一般
一つのおもり受けの付いた機械式はかり(自動指示はかり及び手動指示併用はかりに限る。)に,風袋引
き装置を備えてはならない。
荷重受け部が一つの対面販売用はかりは,買い手から次のことが分かる場合,風袋引き装置を備えても
よい。
− 風袋引き装置が使用状態にあるか。
− 風袋引き装置の設定値が変えられたかどうか。
いかなるときにおいても,一つの風袋引き装置だけの作動でなければならない。
使用時の制限事項は,6.13.3.2 b) による。
対面販売用はかりは,風袋引き装置又はプリセット風袋引き装置が使用状態にあるとき,総量を呼び出
すことができる装置を備えてはならない。
6.13.3.1 非自動風袋引き装置
非自動風袋引き装置の制御による5 mmの変位は,目量(e)を超えてはならない。
例 対面販売用はかりの非自動風袋引き装置は,5 mmを超えた移動量で目量分の風袋引きが働くよ
うにする。これは,少ない移動量で目量分の変化をした場合,買い手からすると,風袋引きの操
作をしていることが判断できないためである。
6.13.3.2 半自動風袋引き装置
半自動風袋引き装置は,次の要件を適用する。
a) 対面販売用はかりは,次の条件で半自動風袋引き装置を備えることができる。
− 半自動風袋引き装置の作動によって風袋量が減少しない。
− 半自動風袋引き装置の効果が,荷重受け部が無負荷の場合だけ取消しができる。
b) さらに,はかりは次の要件のうち,少なくとも一つには適合しなければならない。
− 風袋量が,通常の計量結果と別に,表示部に常時表示する。
− 荷重受け部が無負荷の場合,風袋量が負の符号(−)とともに表示する。
− 零よりも大きな安定した正味量を表示した後に,荷重受け部から荷重を取り除いた場合において,
半自動風袋引き装置の効果が自動的に取り消され,表示が零に戻る。
6.13.3.3 自動風袋引き装置
対面販売用はかりは,自動風袋引き装置を備えてはならない。
6.13.4 プリセット風袋引き装置
プリセット風袋量が主表示としての質量表示から明確に区別した別の表示をするならば,プリセット風
袋引き装置を備えてもよい。6.13.3.2 a) を適用する。
風袋引き装置が使用中の場合は,プリセット風袋引き装置は作動できるものであってはならない。
プリセット風袋量がプライスルックアップ(PLU)と関連付けられている場合のプリセット風袋量は,
PLUが取り消されるのと同時に取り消されるのが望ましい。
47
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
注記 PLUとは,販売時点情報管理システムにおいて,商品の情報を読み取ることであって,Price Look
Upの略。
6.13.5 計量の不可能性
通常の休み操作の間又は荷重を加除している間は,計量も表示素子の指示も不可能でなければならない。
6.13.6 可視性
全ての主表示(6.13.1及び該当する場合は6.14.1も)は,売り手側及び買い手側の両方に対して同時に,
かつ,明確に表示されなければならない。これが1台の表示装置で不可能な場合は,売り手側及び買い手
側にそれぞれ表示装置が必要となる。主表示を表示するデジタル装置では,買い手側に表示する数字の大
きさは,9.5 mm以上の高さでなければならない。
おもりとともに使用する対面販売用はかりの場合は,そのおもりの値が識別できなければならない。
注記 主表示を表示するデジタル装置であっても,売り手側に表示する数字の大きさには高さの制限
はない。
6.13.7 補助的な表示装置及び拡張表示装置
対面販売用はかりは,補助的な表示装置及び拡張表示装置を備えてはならない。
6.13.8 精度等級2級の対面販売用はかり
精度等級2級の対面販売用はかりは,精度等級3級のはかりに対する5.9の要件にも適合しなければな
らない。
6.13.9 有意な誤り
有意な誤りが検出された場合は,視覚上又は聴覚上の警告が買い手に対して示さなければならず,かつ,
いかなる周辺装置へのデータ転送も行ってはならない。この警告は,使用者が何らかの操作をするか,又
は原因が消えるまでの間は継続して行われなければならない。
6.13.10 計数比
計数はかりの要件は,この規格から除く。
6.13.11 セルフサービスはかり
セルフサービスはかりは,2組の表示装置をもつ必要がない。
チケット(伝票)又はラベル(値札)を印刷する場合,そのはかりが別製品の販売に使用されるときに
は,主表示にその製品を指定する表示を含めなければならない。
セルフサービスはかりが料金を算出する場合,6.14の要件も満足しなければならない。
6.14 対面販売用料金算出はかりに対する追加要件
対面販売用はかりであって料金を算出するもの(以下,対面販売用料金算出はかりという。)は,6.13
に加えて,次の要件も適用する。
6.14.1 主表示
対面販売用料金算出はかりの追加される主表示は,単価及び料金とする。さらに,定額商品の場合は,
その数量又は複数の商品の料金若しくは複数の商品の総額を追加する。ただし,6.14.2の料金目盛とは異
なる扇形目盛のような料金表は除く。
6.14.2 料金目盛付きはかり
単価目盛及び料金目盛に対しては,6.2及び6.3.1〜6.3.3をそれぞれ適用する。
料金目盛の読みは,表示された質量値(W)と単価(U)との積と,表示された料金(P)との差の絶対
値が,そのはかりの目量(e)と単価(U)との積より大きくてはならない。
|W×U−P|≦e×U
48
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6.14.3 料金はかり
料金はかりは,次の要件を適用する。
a) 料金は,料金はかりに表示された質量値と単価との積によって計算され,料金の単位に丸められなけ
ればならない。料金の演算装置及び表示装置は,いかなる場合においてもはかりの一部とみなす。
b) 単価は,料金(円)/100 g又は料金(円)/kgに限定する。
c) 6.4.1の規定にかかわらず,質量値,単価及び料金の表示は,質量表示が安定した後及び単価を設定し
た後で,少なくとも1秒間,かつ,荷重が荷重受け部に載せられている間は,継続しなければならな
い。
d) 6.4.1の規定にかかわらず,これらの表示は,荷重を取り除いた後でも,その以前に質量表示が安定状
態を保っているという条件で,3秒を超えない間は目視できるままでもよい。この条件以外で荷重を
取り除いた場合,表示は零でなければならない。荷重を取り除いた後でも質量を表示している間は,
単価を設定又は変更することが可能であってはならない。
e) 料金はかりによる取引を印字する場合は,質量値,単価及び料金の全てを印字しなければならない。
f)
データは印字する前にはかりの記憶装置に保存してもよい。同じデータは,買い手側のチケット(伝
票)に2度印字してはならない。
g) 料金ラベル(値札)発行に使用できるはかりは,6.16にも適合しなければならない。
6.14.4 料金はかりの特例
6.14.4.0A 一般
はかり又は接続されている周辺装置によってなされた全ての取引が,買い手側に対してチケット(伝票)
及びラベル(値札)に印字される場合だけ,料金はかりは取引及び管理のための追加機能を実行してもよ
い。これらの機能は,計量結果及び料金算出についての混乱を招くものであってはならない。
買い手に主表示として誤解される可能性のある表示でなければ,6.14.4.1〜6.14.4.5以外の操作及び表示
が行われてもよい。
例 定額商品の料金から単価を計算する追加機能など。
6.14.4.1 定額商品
計量結果から料金を算出しない定額商品は,質量表示が零であるか又は計量モードが操作不能になって
いるという条件で,はかりが一つ又は幾つかの定額商品の設定料金をデータとして受け入れてもよい。
一つ以上の定額商品の料金は,料金表示部に表示しなければならない。
6.14.4.2 合計
料金はかりは,1枚以上のチケット(伝票)上で取引の合計を行ってもよい。料金の合計は料金表示部
に表示し,チケット(伝票)における料金の列の末尾又は料金が合計された商品への適切な参照をもつ別
のラベル(値札)若しくは別のチケット(伝票)上に,特別な用語又は記号を添えて印字しなければなら
ない。合計された全ての料金が印字されなければならず,料金の合計はこれら印字された全ての料金の代
数合計でなければならない。
接続している全てのはかりの料金の目盛間隔が同一であれば,6.14.4.0Aによって,直接的に又は間接的
に他のはかりにおいて行った取引を合計してもよい。
6.14.4.3 複数の売り手の操作
料金はかりは,売り手又は買い手との関係が適切に識別できるという条件で,複数の売り手が使用した
り,同時に複数の買い手を扱ったりすることができるように設計してもよい(6.14.4.0A参照)。
49
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6.14.4.4 取消し
料金はかりは,前の取引を取り消してもよい。取引が既に印字され,関連する料金を取り消した場合,
適切な注釈とともに印字しなければならない。
取り消すべき取引が買い手に対して表示されるならば,通常の取引と明確に区別しなければならない。
6.14.4.5 追加情報
取引に対して明らかに関係あるもので,かつ,質量値の単位記号の表示を妨げないならば,追加情報を
印字してもよい。
6.15 通常は対面販売用に使用されるものと類似するはかり
6.13及び6.14に適合しない対面販売に使用されるものと類似するはかりは,表示部の付近に対面販売用
に使用しない旨の表記を,消滅しない仕組みによって付さなければならない。
例 “対面販売に使用することはできません。”
6.16 値付けはかり
6.13.8,6.14.3 a),6.14.3 e),6.14.4.1及び6.14.4.5を適用する。
ラベルプリンタが付いた値付けはかりには,質量値用に少なくとも一つの表示がなければならない。そ
れは,設定している質量範囲,単価,プリセット風袋量及び品名の監視のようなセットアップ目的で一時
的に使用してもよい。
値付けはかりの使用中においても,単価及びプリセット風袋量の実際の値を確認できなければならない。
最小測定量未満の値は印字してはならない。
ラベル(値札)にそれぞれ一定の質量値,単価及び料金を印字する場合は,計量モードが明確に操作不
能になる条件だけ可能とする。
6.17 一つのおもり受けを備えた機械式計数はかり
計数はかりは,この規格の要件からは除く。
注記 計数はかりは,非自動はかりの特定計量器には該当しない。
6.18 移動式はかりに対する追加技術要件
移動式はかりの型式によって,申請者は次の特性を明確にすることが望ましい。
− 油圧システムが計量プロセスに含まれている場合,7.3.5に加えて,その油圧上昇システムの予熱手順
/時間。
− 傾斜の上限値(5.9.1.1参照)。
− はかりが液体製品の計量に使用する設計である場合,その特別条件。
− 計量動作中に許容できる条件を確実にするための荷重受け部に対する特別な位置(例えば,計量窓)
の説明。
− 計量条件が満足していることを確実にする(例えば,開放的な屋外で使用する移動式はかりに対して
適用する。)ために使用する検出器又はセンサの説明。
6.18.1 屋外で使用する移動式はかり
屋外で使用する移動式はかりには,傾斜限界値を超えたことを示し(例えば,ディスプレイのスイッチ
オフ,ランプ及びエラー信号),その場合に印字及びデータ伝達を禁止する適切な手段を備えていることが
望ましい[5.9.1.1 d) 参照]。
それぞれの車両が移動する後に,少なくともそのはかりの電源投入後には自動で零点設定又は風袋平衡
の操作を行わなければならない。
計量窓(荷重受け部の特別な位置又は条件)を備えたはかりでは,そのはかりが計量窓の中にない場合
50
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
には表示し(例えば,ディスプレイのスイッチオフ,ランプ及びエラー信号),印字及びデータ伝達を禁止
しなければならない。センサ,スイッチ又はその他の手段がその計量窓の認知に使われる。
はかりの荷重計量装置が移動又は駆動に基づく影響に敏感である場合,適切な保護システムを備えなけ
ればならない。
油圧システムが計量プロセスに含まれる場合,予熱時間内又は油圧システムの稼働中は7.3.5を適用する。
自動傾斜センサを使って計量結果に補正を加えることで傾斜の影響を補償する場合,このセンサは型式
承認手順中に影響因子及び妨害における性能試験を受けるべきはかりの重要部分であるとみなす。
カルダン(ジンバル式)懸架装置を使用していて,その懸架装置又は荷重受け部が周辺の構造物と接触
し,特に限界を超えて大きく傾斜する場合,適切な対策を講じて,間違った計量結果の表示,印字又はデ
ータ伝達を防止しなければならない。
平らではない地面又は特殊な床の屋内での使用の場合(例えば,平らではない床のホール内のフォーク
リフト車両)にも,屋外で使用する移動式はかりの要件を適用する。
6.18.2 その他の移動式はかり
屋外で使用することを想定していない車椅子はかり,患者リフトなどの移動式はかりには,5.9.1.1のa),
b) 又はd) によった傾斜の影響を防止する装置を備えていなければならない。5.9.1.1 a) によって水平装置
及び水準器が備わっている場合,その水平装置は工具なしで簡単に操作できなければならない。また,移
動ごとに水平にする必要性を使用者に指示する適切な銘板を付けていなければならない。
6.19 車両計量用の携帯式はかり
製造事業者は適切な設置方法を提示することが望ましい。
6.20 動作モード
はかりは,手動操作によって選択できる次の動作モードをもってもよい。
− 計量関連モード:複数の計量範囲,複数の荷重受け部の組合せ,多目量はかり又は単目量はかり,操
作者側のモード又はセルフサービスモード,プリセット風袋設定,はかり又はディスプレイのスイッ
チオフなど
− 非計量関連モード:計算,合計,計数,割合,統計,校正,設定など
実行中のモードは,特別な記号,シンボル,単語などで明確に識別しなければならない。さらに,6.4.4
の要求事項に該当する場合は適用しなければならない。
非計量関連モードから計量関連モードへの切替えは常に可能でなければならない。
非計量関連モードへの自動切替えは,計量中だけに動作してよい。非計量関連モードの制御が完了した
場合は,はかりは自動的に計量関連モードに戻らなければならない。
非計量関連モードから計量関連モードに戻る場合は,真の質量値を表示してもよい。
はかり又はディスプレイの待機モードを含む電源オフの状態から計量関連モードに戻る場合は,零点設
定装置又は風袋引き装置によって,自動的に零を表示しなければならない。又は自動的に正しい零点の位
置が確認できる場合に限り,実際の質量値を表示してよい。
7
電気式はかりの技術要件
電気式はかりは,箇条5及び箇条6によるほか,次の要件にも適合しなければならない。
7.1
一般要件
7.1.1
設計及び製造
電気式はかりは,次のいずれかによって設計・製造しなければならない。
51
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
− 妨害の影響を受けたときは,有意な誤りを起こさない。
− 妨害の影響を受けたときは,有意な誤りが検出され,対処されなければならない。ディスプレイにお
ける有意な誤りの表示は,他のメッセージと紛らわしいものであってはならない。
目量(e)に等しいか又はそれより小さい誤りは,表示誤差の値にかかわらず認められる。
7.1.2
電気式はかりの恒久的な要件
5.5,5.6,5.8,5.9及び7.1.1の要件は,はかりの使用目的に準拠して,恒久的に満足しなければならな
い。
7.1.3
技術要件への適合性
7.4に規定されている検査及び試験に合格した場合,ある型式の電気式はかりは,7.1.1,7.1.2及び7.3.2
〜7.3.4に適合しているとみなす。
7.1.4
個別適用
7.1.1の要件は,次に対して個別に適用してもよい。ただし,7.1.1の妨害を受けた場合の対処法は,製造
事業者に任せられる。
a) 有意な誤りの各々の原因
b) 電気式はかりの各部分
7.2
有意な誤りへの対処
有意な誤りが検出されたとき,はかりは自動的に使用不能になるか,視覚上又は聴覚上の表示が自動的
に与えられなければならず,使用者が何らかの処置を取るか又は誤りが消えるまで,その状態が続いてい
なければならない。
7.3
機能要件
7.3.1
機能動作
電源投入時(表示装置の電源投入),操作者によって確認されるのに十分な長い間,表示装置の全ての関
連した信号を動作状態及び非動作状態であることを示す特別な手続が実行されなければならない。ただし,
セグメントを表示しないディスプレイ,スクリーン ディスプレイ,マトリックス ディスプレイなどの故
障が明確になる表示装置には適用しない。
7.3.2
高温における相対湿度
5.9に加えて,電気式はかりは最高使用温度において,相対湿度85 %の条件で要件に適合しなければな
らない。ただし,精度等級1級及び目量(e)が1 gより小さい精度等級2級の電気式はかりには適用しな
い。
7.3.3
電気式はかりのスパン安定性
精度等級1級を除く電気式はかりは,7.4.4に規定されたスパン安定性試験を受けなければならない。ス
パン安定性試験の結果,ひょう量付近の器差は検定公差を超えてはならない。また,いかなる二つの測定
から得られた器差の差の絶対値も,目量の1/2(0.5 e),又は検定公差の絶対値の1/2のいずれか大きい方
を超えてはならない。
7.3.4
妨害
電気式はかりが7.4.3に規定された妨害を受けたとき,妨害を受けている質量表示と妨害なしの質量表示
(固有誤差)との差は目量(e)を超えないか,又は有意な誤りを検出し対処しなければならない。
7.3.5
予熱時間
電気式はかりの予熱時間中は,計量結果の表示及び伝送をしてはならない。
52
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7.3.6
インタフェース
電気式はかりは,周辺装置又は他のはかりと接続するためのインタフェース4) を備えていてもよい。
ただし,インタフェースは,コンピュータなどの周辺装置,他の接続されたはかり又はインタフェース
に働く妨害によって,はかりの計量機能及びその測定データが許容できないほどに影響を及ぼされてはな
らない。
インタフェースを介して実行又は起動される機能は,箇条6に規定する要件及び条件に適合しなければ
ならない。
注4) “インタフェース”は,はかりと周辺装置又は他のはかりとの間のデータのやり取りをすると
ころにおける全ての機械的,電気的及び論理的な特性を含む。
7.3.6.1
表示又はデータ
はかりには,インタフェースを介して,次の命令又は次のことを意図した若しくは次に該当するデータ
が取り入れられてはならない。
− 明確に定義されておらず,計量結果として誤認される可能性のあるデータを表示する。
− 表示,処理又は保存された計量結果を改ざんする。
− はかりを調整したり,又は調整係数を変更する。ただし,はかりに内蔵されたスパン調整装置を用い
て,又は精度等級1級のはかりに対しては分銅を用いて,調整手順を実行させるための命令がインタ
フェースを介して与えられてもよい。
− 対面販売用はかりの場合に,表示された主表示を改ざんする。
7.3.6.2
封印
インタフェースは6.1.2.4によって封印しなければならない。ただし,7.3.6.1に規定された機能が実行又
は起動できないインタフェースは,封印する必要はない。
7.3.6.3
周辺装置
この規格の要件が適用される周辺装置に接続することが意図されたインタフェースは,周辺装置が要件
に適合できるように,主表示に関連したデータを伝送しなければならない。
7.4
性能試験及びスパン安定性試験
7.4.1
試験考慮
同じ計量原理に属する全ての電気式はかりは,自動調整装置付きであっても,同じ性能試験を受けなけ
ればならない。
7.4.2
試験器物(EUT)の状態
性能試験は,完全に動作可能なはかりに対して,通常の作動状態又は通常の作動状態にできるだけ類似
の状態で実施しなければならない。通常の構成以外で接続されたとき,試験手順は,承認当局と申請者と
によって合意され,承認当局は試験書類に記述しなければならない。
電気式はかりが周辺装置と接続できるインタフェースを備えている場合,バースト,サージ,放射電磁
界イミュニティ及び静電気放電の試験中は,周辺装置に接続し,規定の試験手順で行わなければならない。
7.4.3
性能試験
電気式はかりの性能試験は,A.5.3.1,A.5.4及び附属書Bによって行わなければならない。試験される
特性は,影響因子と妨害とに分けられる(表16参照)。
要求される各性能試験によって試験のレベルを,表17に示すレベルLとレベルHとの二つに分ける。
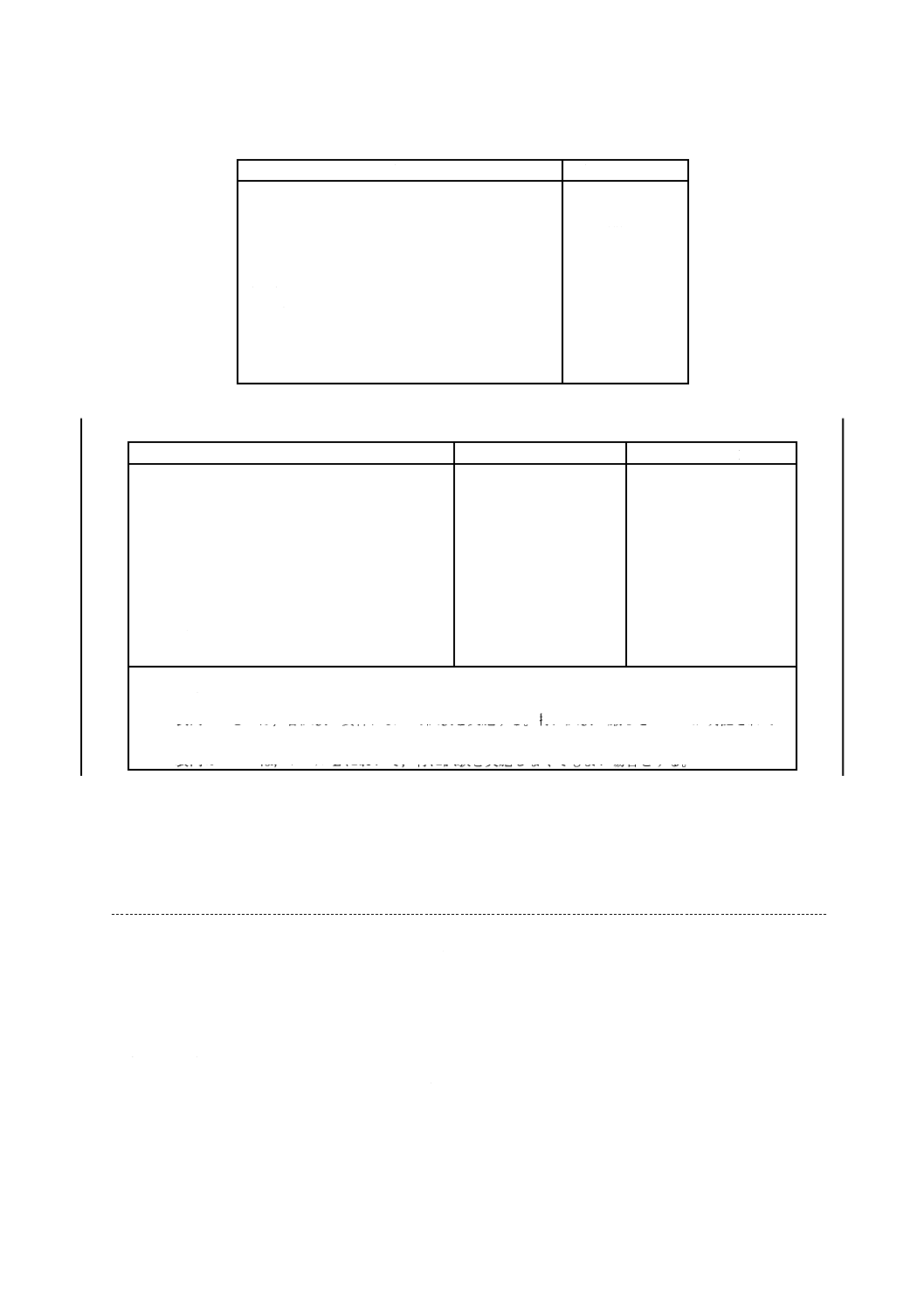
53
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表16−性能試験
試験
試験される特性
静的温度
高温高湿(定常)
電圧変動
AC主電源電圧ディップ及び短時間停電
バースト(短時間)
静電気放電
サージ
放射電磁界イミュニティ
伝導無線周波電磁界イミュニティ
車両用電源駆動のはかりに対する特別EMC要件
影響因子
影響因子
影響因子
妨害
妨害
妨害
妨害
妨害
妨害
妨害
表17−試験のレベルa), b), c)
試験
レベルL
レベルH
静的温度
高温高湿(定常)
電圧変動
AC主電源電圧ディップ及び短時間停電
バースト(短時間)
静電気放電
サージ
放射電磁界イミュニティ
伝導無線周波電磁界イミュニティ
車両用電源駆動のはかりに対する特別EMC要件
◎
◎
◎
○(厳しさレベル:低)
◎
◎
−
○(厳しさレベル:低)
−
−
◎
◎
◎
○(厳しさレベル:高)
◎
◎
○
○(厳しさレベル:高)
○
○
注a) 表内の“◎”は,レベルL及びレベルHのいずれにおいても,各試験の要件によって同じ試験を
実施する。
b) 表内の“○”は,各試験の要件によって試験を実施する。特に試験の厳しさレベルが明記されてい
る場合は,それに従う。
c) 表内の“−”は,レベルLにおいて,特に試験を実施しなくてもよい場合とする。
7.4.4
スパン安定性試験
スパン安定性試験は,B.4によって実施しなければならない。ただし,精度等級1級のはかりには適用
しない。
7.5
ソフトウェア制御の電子装置の追加要件
ソフトウェア制御の電子装置における次の追加要件は,表17におけるレベルLのはかりでは満足しな
くてもよい。
7.5.1
組込みソフトウェアを搭載したはかり及びモジュール
組込みソフトウェアを搭載したはかり及びモジュールについて,製造事業者は,はかり又はモジュール
に搭載したソフトウェアが組み込まれていることを明記するか,宣言しなければならない。その明記され
る又は宣言される要件は,次に示すものであって,その試験方法はG.1による。
a) 製造事業者は,そのソフトウェアが固定されたハードウェア及びソフトウェア環境で使用され,封印
後のはかりは,いかなるインタフェースを介して又は他の手段によって,修正又は更新(アップロー
ド)ができないことを次の文書によって明白にする。
− 法定計量に関連する機能についての説明
− 法定計量に関連する機能に対して明確に割り当てられたソフトウェア識別
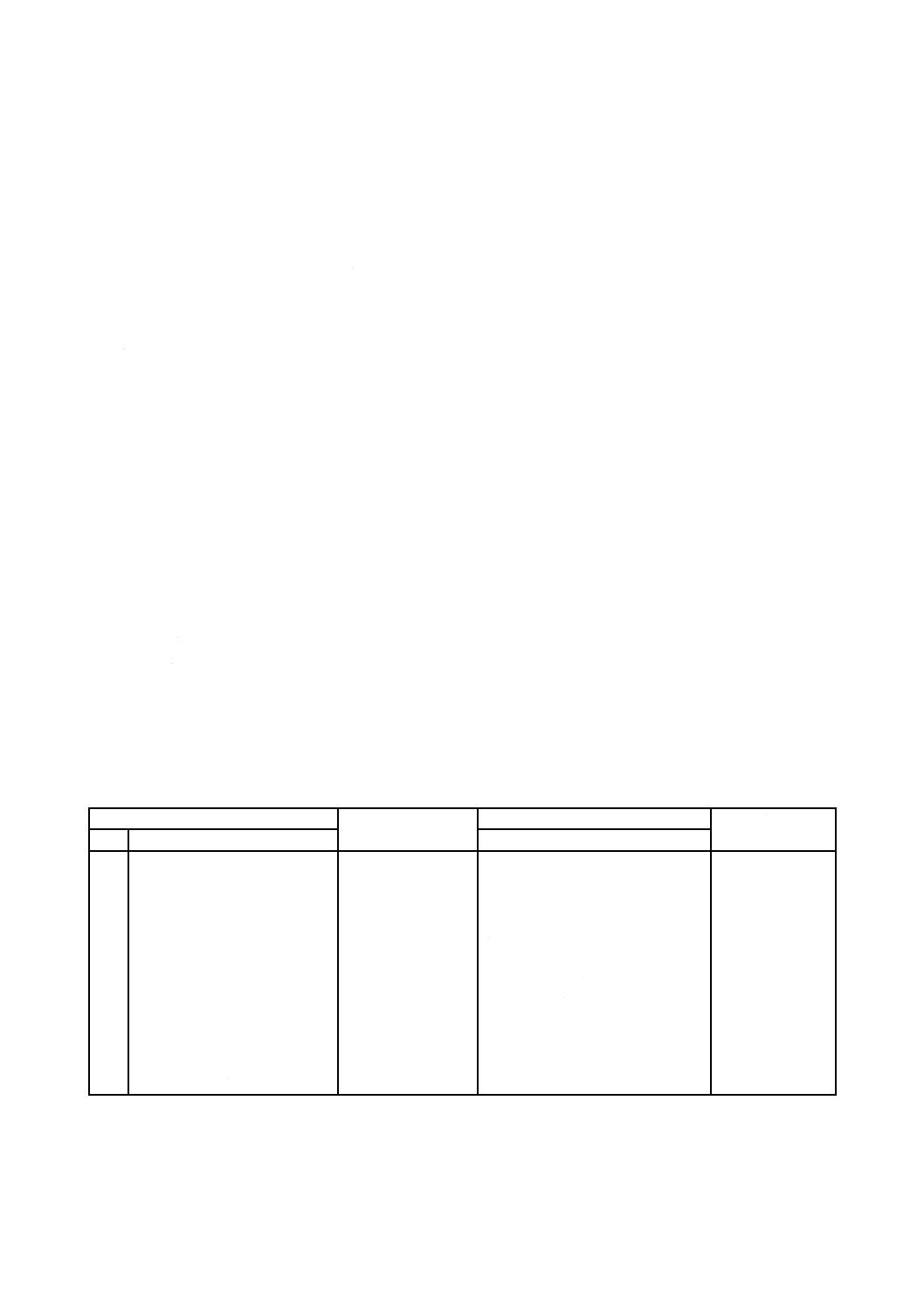
54
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
− 介入があればその証拠を残すことができる封印方法
b) 組込みソフトウェアを搭載したはかり又はモジュールは,ソフトウェア識別をもつものでなければな
らない。ただし,いずれの場合においても,実際のソフトウェア識別は,製造事業者が提出する文書
に記載される基準値と同じでなければならない。はかりに表示又は表記される識別番号と基準値とを
照合する方法について,明瞭な説明が添えられていなければならない。
例 ソフトウェア識別は,通常の動作モードにおいて,次のいずれかによって与えられる。
− ハード又はソフトキー,押しボタン若しくはスイッチの明確に識別された操作。
− 常に表示されるバージョン番号,チェックサムなど。
7.5.2
プログラム可能な又はロード可能な法定計量に関連するソフトウェアをもつはかり及び装置
プログラム可能な又はロード可能なソフトウェアをもつPC,はかり又は装置は,次の追加要件を満足し
ている場合,指示計,ターミナル,データ保存装置,周辺装置などとして使用することができる。
注記 これらの装置は,転送可能なソフトウェアを搭載した完成はかりであったり,PCベースのモジ
ュール及び部品であったりするが,以下,これらを単に“PC”と呼ぶ。ここでは,7.5.1に規定
する条件を満足しないものは,常に“PC”とする。
7.5.2.1
ハードウェア要件
計量に関連するアナログ部品を組み込んだモジュールとしてのPCは,附属書Cの指示計として,表18
のカテゴリー1及び2によって取り扱う。
計量に関連するアナログ部品を組み込まず,純粋なデジタルモジュールとして使用するPC(例えば,タ
ーミナル又は料金算出販売時点管理装置として使用される。)については,表18のカテゴリー3及び4に
よって取り扱う。
純粋なデジタル周辺装置として使用するPCは,表18のカテゴリー5によって取り扱う。
それぞれのカテゴリーによって,PCのアナログ部品及びデジタル部品双方に関する提出文書が,どこま
で詳細に求められるかについても,表18に規定する(電源,インタフェースの種類,マザーボード,きょ
う体などに関する記載)。
表18−モジュール又は周辺装置として使用するPCに対する試験及び要求文書
カテゴリー
必要な試験
文書
注記
No.
説明
ハードウェア部品
1
モジュールとしてのPC(A/D
変換器を内蔵)
・ 主表示がモニター上になさ
れる。
・ スロットマウントされた非
シールドのプリント基板に
法定計量に関連するアナロ
グ部品(A/D変換器)を搭
載(オープンデバイス)。
・ A/D変換器への電源供給
は,PC又はPC−バスシス
テムから受けている。
A/D変換器及びPC
は,ユニットとして
試験する。
・ 試験は,指示計
に関する附属書
Cによる。
・ 最大消費電力と
なるような最大
限の機器構成で
の装備による。
A/D変換器:
回路図,基板図,説明書などの詳細
な記述
PC:
製造事業者名,PCの形式,きょう
体の形式,全てのモジュールの形
式,電源装置を含めた電子装置及び
電子部品,データシート,説明書な
どの詳細な記述
PCからA/D変換
器に対して影響
(温度,EMC)を
及ぼす可能性が
ある。
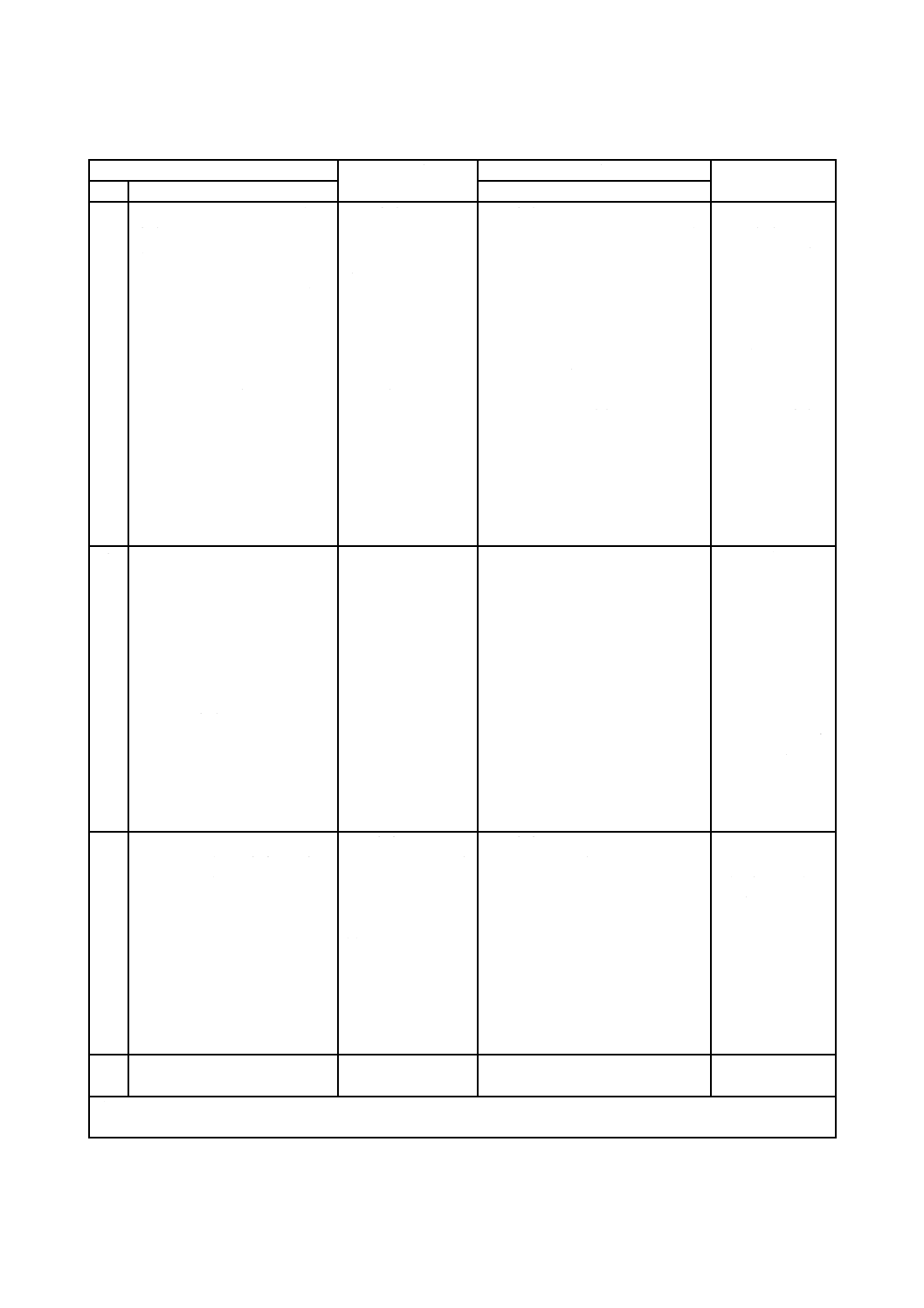
55
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表18−モジュール又は周辺装置として使用するPCに対する試験及び要求文書(続き)
カテゴリー
必要な試験
文書
注記
No.
説明
ハードウェア部品
2
モジュールとしてのPC(A/D
変換器を内蔵)
・ 主表示がモニター上になさ
れる。
・ 内蔵されているA/D変換器
には,シールドされたきょ
う体が備わっている(クロ
ーズドデバイス)。
・ A/D変換器への電源供給
は,PCから受けるものであ
って,PC−バスシステムを
通じてではない。
A/D変換器及びPC
は,ユニットとして
試験する。
・ 試験は,指示計
に関する附属書
Cによる。
・ 最大消費電力と
なるような最大
限の機器構成で
の装備による。
A/D変換器:
回路図,基板図,説明書などの詳細
な記述
PC:
① 電源装置について
はかり及びモジュールについ
ての詳細(製造事業者名,形式
及びデータシート)
② その他の部品について
きょう体,マザーボード,プロ
セッサーの形式,RAM,フロ
ッピー及びハードディスクド
ライブ,コントローラーボー
ド,ビデオコントローラー,イ
ンタフェース,モニター及びキ
ーボードなどについての一般
的な説明又は情報だけでよい。
PCの電源から
A/D変換器に対
して影響(温度,
EMC)を及ぼす可
能性がある。それ
以外のPCから及
ぼす影響は重大
ではない。
電源装置を変
更した場合,PC
へのEMC試験を
新たに行う必要
がある。
3
純粋なデジタルモジュールと
してのPC(A/D変換器を内蔵
していない。)
・ 主表示がモニター上になさ
れる。
・ A/D変換器は独立したきょ
う体に収納され,PCの外部
にある。
・ A/D変換器への電源供給
は,PCから受けている。
A/D変換器:
モニターを主表示
用として使用する
PCの試験は,指示
計に関する附属書C
による。
PC:
5.10.2による。
A/D変換器:
カテゴリー2を適用。
PC:
① 電源装置について
カテゴリー2を適用。
② その他の部品について
カテゴリー4を適用。
PCの電源から
A/D変換器に対
して影響(EMC
だけ)を及ぼす可
能性がある。それ
以外のPCから及
ぼす影響は,ない
か又は重大では
ない。
電源装置を変
更した場合,PC
へのEMC 試験を
新たに行う必要
がある。
4
純粋なデジタルモジュールと
してのPC(A/D変換器を内蔵
していない。)
・ 主表示がモニター上になさ
れる。
・ A/D変換器は,それ専用の
電源装置をもつ独立したき
ょう体に収納され,PCの外
部にある。
A/D変換器:
カテゴリー3を適
用。
PC:
カテゴリー3を適
用。
A/D変換器:
カテゴリー2を適用。
PC:
その他の部品について
マザーボードの形式,プロセッサー
の形式,RAM,フロッピー及びハ
ードディスクドライブ,コントロー
ラーボード,ビデオコントローラ
ー,インタフェース,モニター,キ
ーボードなどについての一般的な
説明又は情報だけでよい。
PCからA/D変換
器に対して影響
(温度,EMC)を
及ぼす可能性は
ない。
5
純粋なデジタル周辺装置とし
て使用するPC。
PC:
5.10.3による。
PC:
カテゴリー4を適用。
注記 使用した略字の意味:PC(パーソナルコンピュータ),A/D変換[アナログ/デジタル変換器を含む関連アナロ
グ部品(図1参照)を含む関連アナログ部品],EMC(電磁両立性)。
56
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7.5.2.2
ソフトウェア要件
PCの法定計量に関連するソフトウェア(計量特性,計量データ及び保存又は転送される計量上重要なパ
ラメータを左右するもの)は,はかりの本質的な重要部分とみなされて,G.2によって試験をする必要が
ある。法定計量に関連するソフトウェアは,次の要件を満足しなければならない。
a) 法定計量に関連するソフトウェアは,偶発的又は意図的な変更ができないように,十分に保護しなけ
ればならない。
法定計量に関連するソフトウェアの変更,更新(アップロード),う(迂)回など,介入の証拠は,
残るようにしなければならない。
法定計量に関連するパラメータ及びデータ,特に変数の最終値が,保護されているソフトウェア部
分から外に転送され,法規制対象の用途又は機能に供される場合は,7.3.6.3の規定を満足しなければ
ならない。
法定計量に関連するソフトウェアと付随する全てのデータ,パラメータ,変数値などは,これらが
一般的なソフトウェアツールで変更できない場合に,十分に保護されているとみなされる。例えば,
全ての種類のテキストエディタは,現時点では,一般的なソフトウェアツールとみなす。
注記1 この要件の目的は,特殊なソフトウェアツールを用いた意図的な改ざんからの保護ではな
い。その理由は,それは犯罪行為とみなすからである。これらの要件を満足するプログラ
ムにて処理している限り,法定計量に関連するパラメータ及びデータ,特に当該プログラ
ムの処理を経た変数値には,影響を及ぼすことは不可能であると通常みなされる。
例1 プログラム起動後,法定計量に関連するソフトウェア全体の機械コード上でチェックサム(少
なくとも,隠れ多項式によるCRC-16 チェックサム)が自動計算され,保存されている基準
値との比較が行われる。機械コードが改ざんされている場合は,起動しない。
b) 計量機能に加えて,法定計量に関連する以外の機能を提供するソフトウェア(以下,連携のソフトウ
ェアという。)を備えている場合には,法定計量に関連するソフトウェアは,連携のソフトウェアとは
識別可能でなければならず,その連携のソフトウェアから許容できない影響を受けてはならない。
連携のソフトウェアは,ソフトウェアインタフェースを介し,法定計量に関連するソフトウェアと
のやり取りを行う意味において,法定計量に関連するソフトウェアとは,分離しなければならない。
ソフトウェアインタフェースは,次の条件を全て満足すれば,保護されている(保護インタフェース)
とみなす。ソフトウェアインタフェースは,法定計量に関連するソフトウェアの一部分である。
− 7.3.6.1によって,定義され,許容されたパラメータ,機能及びデータのセットだけがこのインタフ
ェースを介してやり取りが可能である場合。
− 双方のやり取りは,他のリンクを介しては行えない。
注記2 使用者による保護インタフェースのう回は,犯罪行為とみなされる。
例2 データ,コマンド,機能など,保護インタフェースを介して法定計量に関連するソフトウ
ェアから,それと接続している他の全てのソフトウェア及びハードウェア部分とやり取り
しているもの全てについて,明確にする。そのデータ,コマンド及び機能については,全
てのやり取りが許可されたものであるかの確認を行う。
c) 法定計量に関連するソフトウェアは,法定計量に関連するソフトウェアとして,識別及び封印を行わ
なければならない。その識別は,その装置によって,容易に確認できなければならない。
注記3 オペレーティングシステム(OS)又は補助的な標準ソフトウェア(ビデオドライバ,プリ
ンタドライバ,ハードディスクドライバなど)は,このソフトウェア識別の対象に含める
57
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
必要はない。
例3 実行中に法定計量に関連するソフトウェアの機械コードのチェックサムを計算し,マニュア
ルコマンドによってそれを表示する。このチェックサムは法定計量に関連するソフトウェア
を表すもので,型式承認時に定められたチェックサムと比較対照ができる。
d) ソフトウェアに関する次の内容を文書によって明白にする。
− システムハードウェア
例4 ブロック図,コンピュータの形式及びネットワークの種類(表18参照)。
− 法定計量に関連するソフトウェアの要求するソフトウェア環境
例5 OS,必要なドライバなど。
− 法定計量に関連するソフトウェアの全ての機能,法定計量に関連するパラメータ,はかりの機能を
決定するスイッチ及び操作キー及びこれらの説明が完全であることの宣言
− 計量アルゴリズム
例6 釣り合いの安定,料金の計算及び丸めのアルゴリズム。
− 計量に関連するメニュー及びダイアログ
− 封印方法
例7 チェックサム,署名及び監査証跡。
− 法定計量に関連するソフトウェアと連携のソフトウェアとの間で保護インタフェースを介してやり
取りが可能なコマンドとパラメータの完全なリスト(各々の簡潔な説明を含む。)及びこのリストが
完全であることの宣言。
− 法定計量に関連するソフトウェアに対するソフトウェア識別
− モデム又はインターネットを介してソフトウェアのダウンロードが許可されている場合,そのロー
ド手順及び偶発的な又は意図的な変更に対する封印方法の詳細な説明
− モデム又はインターネットを介してソフトウェアのダウンロードが許可されていない場合,法定計
量に関連するソフトウェアの許容できない更新を防止するために取られている手段
− ネットワークを介してデータを長期保存又は転送する場合,データセット及び保護手段(7.5.3参照)。
7.5.3
データ保存装置
計量データの長期保存(3.2.8.5参照)のために使用することを意図されたデータ保存装置(DSD)があ
る場合は,そのDSDの内容が,製造事業者の提出文書によって,明白にされなければならない。
DSDは,はかりに組み込まれているか若しくはソフトウェア対応としてはかりの一部となっているか,
又は外部からはかりに接続されているかを問わず,7.5.3.1〜7.5.3.7の要件を適用しなければならない。
7.5.3.1
保存容量
データ保存装置(DSD)は,使用目的に応じて十分な保存容量をもたなければならない。
注記 型式承認においては,データが正しく保存され,正しく復元できること,及び想定される保存
期間に達する前にDSDが容量オーバになった場合に,データが消失しないように適切な手段が
講じられていることを確認するだけとなる。
7.5.3.2
法定計量に関連するデータ
保存された法定計量に関連するデータ5) には,過去の計量を再現するのに必要な全ての情報を含まなけ
ればならない。
注5) 法定計量に関連するデータを,次に示す。
− 総量又は正味量及び風袋量(風袋量及びプリセット風袋量が並存する場合は,両者の区別
58
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
情報を付さなければならない。)
− 小数点
− 単位(エンコード可能)
− 保存データの識別
− DSDに複数のはかり又は荷重受け部が接続されている場合は,その計量に使用されたはか
り又は荷重受け部の識別番号
− 保存されたデータのチェックサム又はその他の署名
7.5.3.3
データの保護
保存された法定計量に関連するデータは,偶発的な又は意図的な変更に対して十分に保護されていなけ
ればならない。
例1 単純なパリティチェックは,転送中の偶発的な変更からデータを保護する手段として十分であ
るとみなす。
例2 DSDは,例えば,PCのハードディスクを保存媒体に使用して,ソフトウェア制御による外部
装置として実現してもよい。この場合,各々のソフトウェアは,7.5.2.2のソフトウェア要件を
満足しなければならない。保存データが暗号化されている又は署名(少なくとも2バイト以上
のもの。例えば,隠れ多項式によるCRC-16チェックサム)によって封印されている場合,デ
ータを意図的な変更から保護するのに十分であるとみなす。
7.5.3.4
データの識別
保存された法定計量に関連するデータは,識別及び表示ができるようになっていなければならない。識
別番号は後に使用できるように保存し,実際に使用される記録媒体に記録しなければならない。印字を行
う場合は,識別番号が印字されなければならない。
例 識別は,連番又は計量された日付及び時間で実現してもよい。
7.5.3.5
データの保存
法定計量に関連するデータは,自動的に保存されなければならない。ただし,計量途中の値であって,
取引証明に使用しないものについては,保存しなくてもよい。
注記 この要件は,保存機能が操作者の判断に依存してはならないことを意味する。
7.5.3.6
データの照合
法定計量に関連する保存データであって,識別を用いて照合を行う必要のあるものについては,その装
置上で表示又は印字されなければならない。
7.5.3.7
データ保存装置の識別
DSDがはかりに組み込まれている又はソフトウェアによる仕組みとしてはかりの一部を形成している
場合には,機能,オプション又はパラメータの識別がされなければならない。
8
手動指示はかりの技術要件
手動指示はかりは,適用できる限り箇条5及び箇条6の規定による。この箇条では,箇条6の幾つかの
要件に対応する補足の規定を与えるものである。
8.1は必須事項であるが,8.2は,6.3の内容を補足するものである。
機械式はかりに関する規定は,8.3〜8.9による。
主なはかりを,次に示す。
− 手動天びん
59
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
− 棒はかり
− ベランジャ式はかりを含む等比皿手動はかり
− 棒はかりを除くさおはかり
− 等比皿手動はかりを除く皿手動はかり
− 懸垂手動はかり
− 台手動はかり
8.1
一般要件
8.1.1
感じ
はかりに任意の荷重を載せ降ろししたときに,次による変位以上の変位を生じなければならない。
a) 度表によって釣り合いを読み取るはかりは,度表の目盛間の長さの1/2の変位
b) にらみによって釣り合いを読み取るはかりは,にらみの位置において3 mmの変位
c) にらみ窓など(にらみのないにらみ窓又は釣り合いの読取りを兼ねる限界停止装置)によって合いを
読み取るはかりは,にらみ窓などの中心から上端又は下端までの変位
d) 釣り合いが不安定なはかりは,載せ降ろしする前の位置からさお休めに接触するまでの変位
e) 質量を表す目盛が付されている目盛板によって釣り合いを読み取るはかりは,任意の荷重を載せ降ろ
ししたときに,その荷重に相当する変位の4/5の変位
f)
断続指示装置等をもつはかりは,任意の荷重を載せ降ろししたときに,その断続指示などの値に相当
する変位
g) 気泡管式の水平器によって釣り合いを読み取るはかりは,水平器の目盛間の長さの1/2の変位
h) 棒はかり又はa)〜g) 以外のはかりは,目盛ざおが角度3度の勾配をなす変位
8.1.2
手動天びん及び等比皿手動はかりの偏置荷重
手動天びん及び等比皿手動はかりは,ひょう量の1/4に相当する荷重を適用する。
荷重受け部の中央に荷重したときとそれぞれの偏った位置に荷重したときとの器差(静止点)の差は,
検定公差を超えてはならない。
8.2
表示装置に対する受入れ可能な解決策
8.2.1
一般
8.2.1.1
平衡表示素子
他の表示素子に関して相対的に変位する表示素子。二つの指針は同じ太さをもち,指針間の距離はこの
太さを超えてはならない。
しかし,指針の太さが1 mmより小さい場合には,この距離は1 mmであってもよい。
8.2.1.2
おもりの調整
送りおもり,取り外しできる分銅及び調整孔又はそれらの装置は,調整できないようにしなければなら
ない。
8.2.1.3
印字
送りおもり,さお又は分銅切替え機構がそれぞれの目の整数倍に相当する位置に置かれているときだけ
印字できるものとする。送りおもりによって釣り合いの表示をするはかり以外は,印字は平衡表示素子が
目量又は実目量の1/2(±0.5 e又は±0.5 d)に近い範囲内で基準位置にあるときだけ可能とする(図12参
照)。
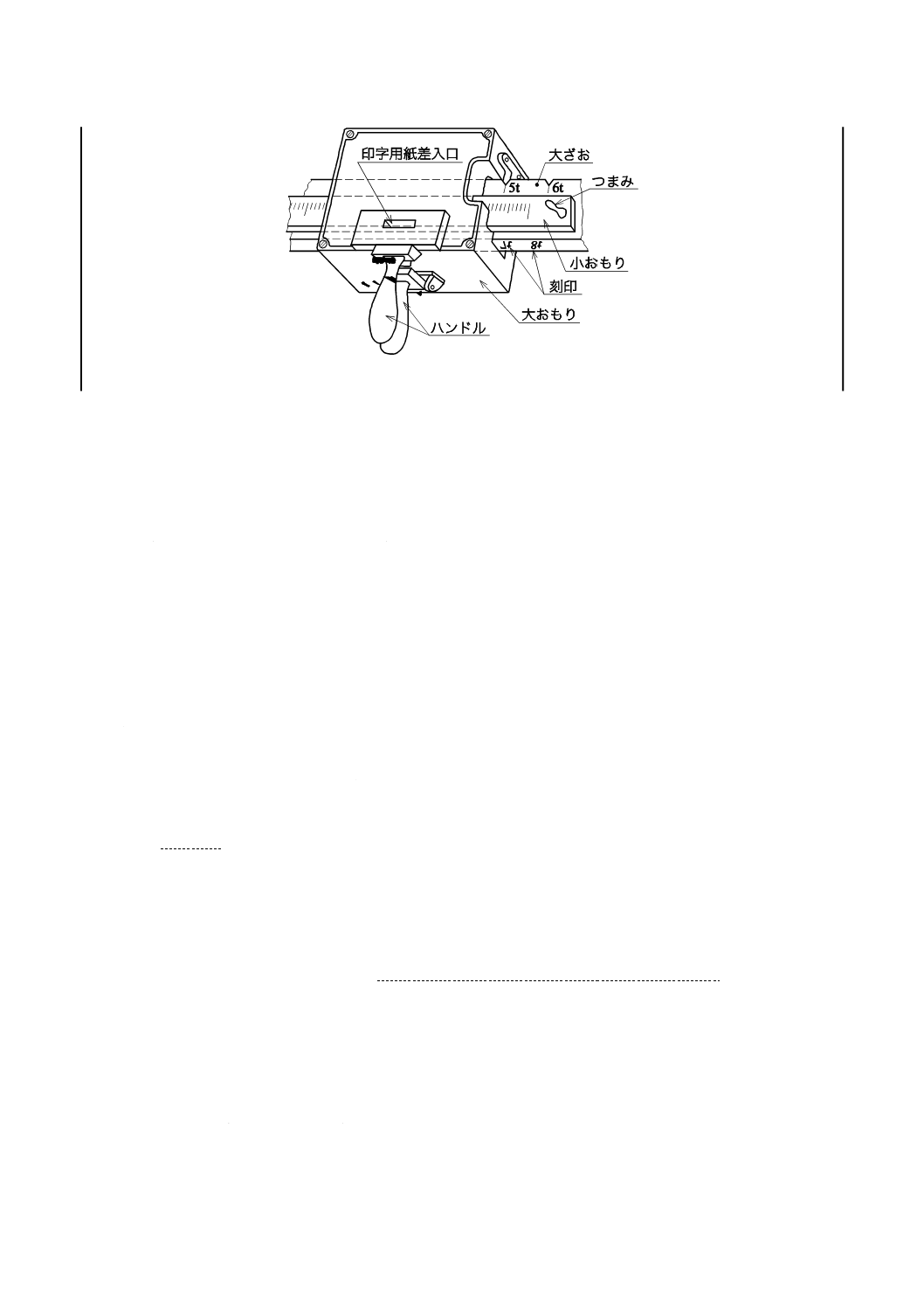
60
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図12−印字装置の例
8.2.2
送りおもり及び目盛ざお
8.2.2.1
目盛線の形状
目盛ざおの目盛がそのはかりの目量(e)となっている場合は,目盛線は一定な太さの線で構成されなけ
ればならない。その他の目盛ざおの場合は,目盛線は刻み目(ノッチ)で構成されなければならない。
8.2.2.2
目幅
目盛線間の刻み目(ノッチ)又は目盛線の通常の機械仕上げ精度が目量の1/5倍(0.2 e)を超えて計量
結果に誤差を生じないように,十分な長さをもっていなければならない。
8.2.2.3
制止
送りおもりは,各さおの目盛付けされた部分以外で動くものであってはならない。
8.2.2.4
表示部品
全ての送りおもりは,目盛を明確に指示することができる構造のものでなければならない。
8.2.2.5
送りおもり
送りおもりには,可動する部分があってはならない。
送りおもりには,異物が誤って付着するような孔があってはならない。
取り外し可能な部分は,質量の調整をできないようにしなければならない。
送りおもりを動かすには,一定の力を要するものでなければならない。
8.2.2.6
目盛ざお
目盛ざおは,そのはかりが釣り合ったときに,水平になるものでなければならない。
8.3
構造条件
8.3.1
平衡表示素子
手動指示はかりは,個々の釣り合う(平衡)基準位置を示すために,二つの指針又は一つの指針と一つ
の度表とを備えていなければならない。ただし,棒はかりには,この要件を適用しない。
8.3.2
刃,刃受け及び刃蓋
8.3.2.1
結合の形式
てこは,刃だけを備えるものでなければならない。刃,刃受け及び刃蓋は,刃受け上の旋回軸上に置か
なければならない。
刃と刃受けとの接触線は,直線でなければならない。
さおは,刃先で支えられなければならない。
61
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
8.3.2.2
刃
刃は,こうかん(槓桿)上に,てこ比の不変性が保証されるように取り付けられなければならない。刃
は,溶接,又ははんだ付けしてはならない。
同一てこ上の刃先は,事実上平行で,かつ,同一平面上になければならない。
8.3.2.3
刃受け
刃受けは,その支持台上又は座の中に溶接又はろう付けしてはならない。
さおをもつはかりの刃受けは,その支持物上又は座の中で,全ての方向に遊びがなければならない。こ
れらのはかりでは,結合外れ防止装置は,結合部の外れを防止しなければならない。
8.3.2.4
刃蓋
刃と刃受けとの接触線方向の遊びは,刃蓋によって制限されなければならない。刃と刃蓋との間は点接
触とし,刃と刃受けとの間の接触線の延長上に置かれていなければならない。
刃蓋は,刃と接触する点で平面であり,かつ,その面は刃と刃受けとの接触線の垂直上に置かなければ
ならない。刃蓋は,刃受け又はその支持台に溶接してはならない。
8.3.3
硬さ
刃,刃受け,刃蓋,はめ込み部品,はめ込み部品の支持台及びリンクの硬さは,少なくともロックウェ
ル硬さ58 HRCでなければならない。
8.3.4
保護用コーティング
計量特性の変化を生じない条件で,保護用コーティングを連接部品の接触部分に用いてもよい。
8.4
手動天びん
8.4.1
さおの対称性
さおは,縦方向と横方向とに,二つの対称な面をもち,皿付き又は皿なしで釣り合う。さおの一端又は
他端で同等に使用できる取り外し可能な部品には,合番号を付さなければならない。
8.4.2
零点設定装置
精度等級4級のはかりに零点設定装置が付いている場合には,それは一方の皿の下の一つの調整孔が望
ましい。調整孔は,封印してもよい。
8.4.3
静止点の変化
手動天びんは,質量を負荷していない状態及び質量を負荷した状態において,休み装置によって休み状
態と動作状態とを交互に繰り返したときに,動作状態の静止点の位置の変化の最大が,その質量において
感量に相当する質量を負荷したときに生じる変位の大きさの1/5を超えるものであってはならない。
8.4.4
使用前後の静止点の変化
手動天びんは,使用する前及び使用した後において,質量を負荷していない状態の静止点の位置の変化
が,質量を負荷していない状態において感量に相当する質量を負荷したときに生じる変位の大きさの1/2
を超えるものであってはならない。
8.4.5
感じの開き
手動天びんは,質量を負荷していない状態において感量に相当する質量を負荷したときに生じる変位の
大きさと,ひょう量に相当する質量を負荷した状態において感量に相当する質量を負荷したときに生じる
変位の大きさとの差が変位のうち小さいものの1/2を超えるものであってはならない。
8.5
棒はかり
棒はかりの補足規定は,次による(図13参照)。
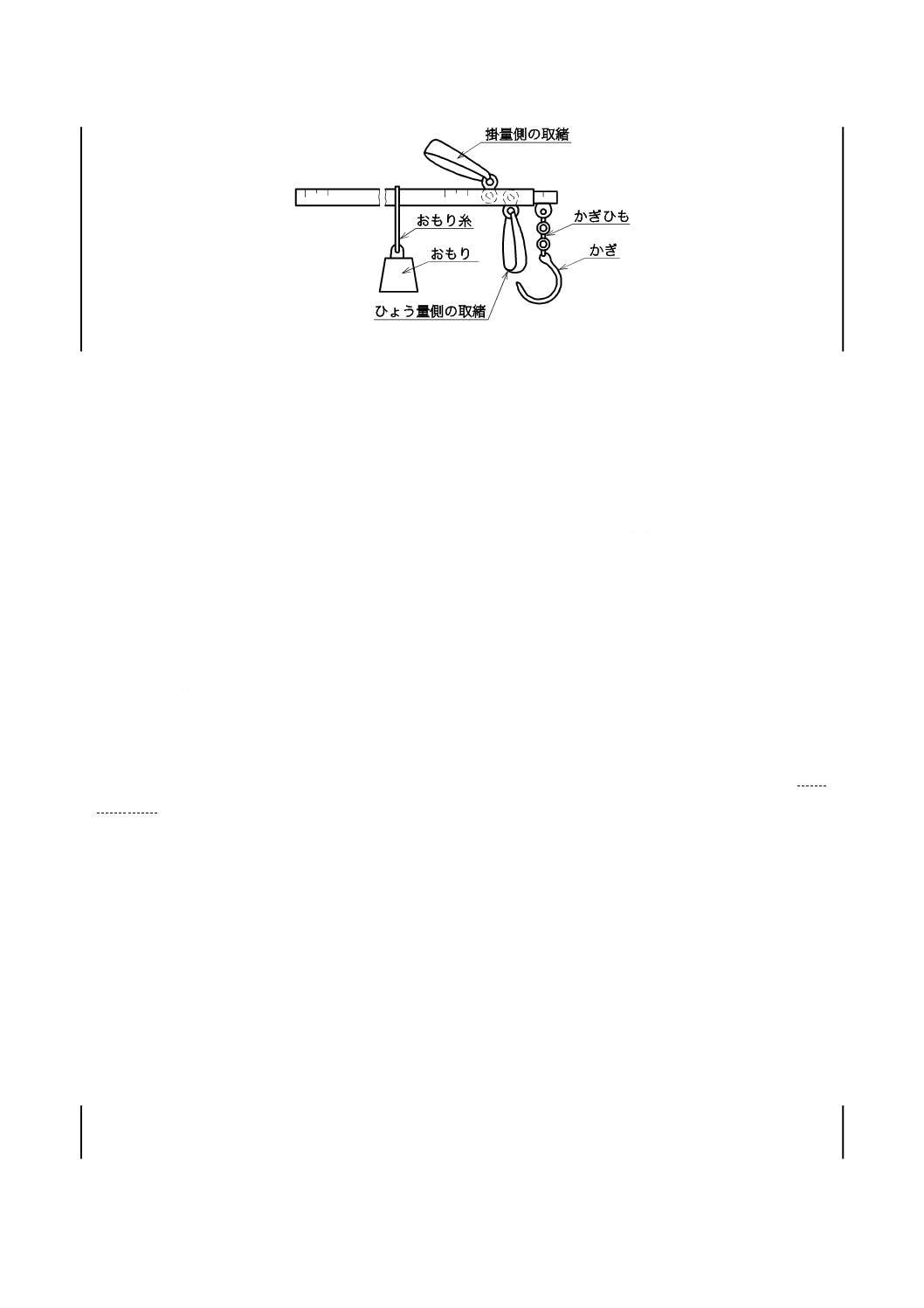
62
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図13−棒はかり
8.5.1
一般
8.5.1.1
目盛線
目盛線は,線又は刻み目(ノッチ)によって,目盛付けされた平面又は縁に目盛線を付さなければなら
ない。
8.5.2
単一のひょう量はかり
8.5.2.1
支点と重点との距離
支点と重点との距離は,ひょう量が30 kg以下のはかりでは25 mm,ひょう量が30 kgを超えるはかり
では20 mmが望ましい。
8.5.2.2
目盛
目盛は,零からひょう量まで付されていなければならない。
8.5.2.3
零点設定
精度等級3級及び精度等級4級のはかりが零点設定装置を備えている場合には,1回転当たり目量の4
倍(4 e)調整できる装置(ねじ又は調子玉)が望ましい。
8.5.3
二重ひょう量はかり
8.5.3.1
支点と重点との距離
支点と重点との距離は,低いほうのひょう量に対して45 mm,高いほうのひょう量に対して20 mmが望
ましい。
8.5.3.2
つり下げ機構の区別
はかりのつり下げ機構は,荷重つり下げ機構とは区別しなければならない。
8.5.3.3
目盛
はかりのそれぞれのひょう量に対応する目盛は,次のいずれかであって,零からひょう量までを連続し
て計量できるようになっていなければならない。
− 二つの目盛が共通部分をもたない。
− 共通部分が,低ひょう量の目盛の最も大きい値の1/5以下が望ましい。
8.5.3.4
目量(e)及び実目量(d)
各目盛の目量(e)及び実目量(d)は,一定の値をもたなければならない。
8.5.3.5
零点設定装置
零点設定装置は認められない。
8.5.4
木製部品に関する規定
木製の棒はかりに使用する木材は,水分含有率が15 %以内でなければならない。
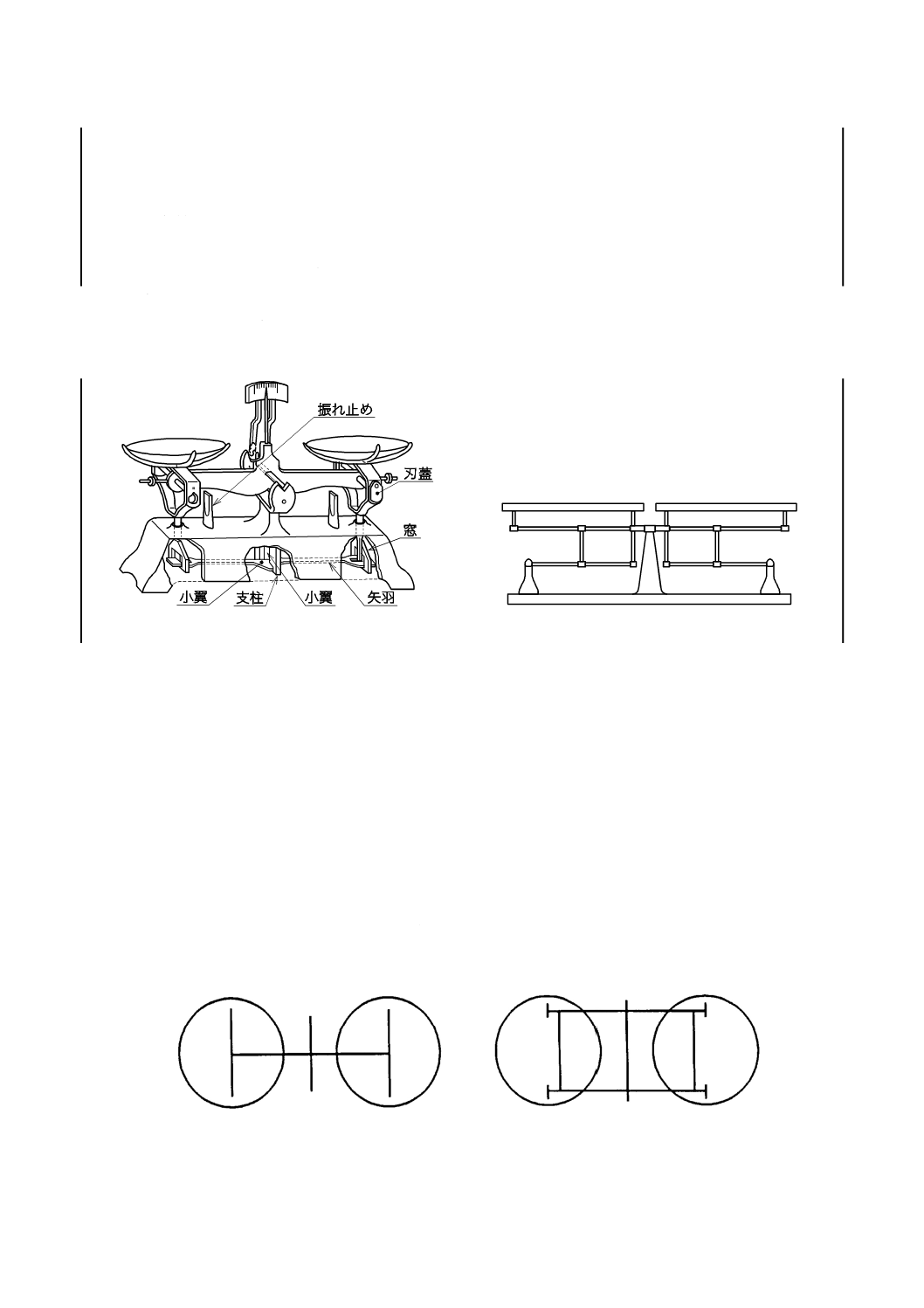
63
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
8.5.5
定量おもり
定量おもりを使用する棒はかりは,その定量おもりの質量を棒はかりのひょう量で除した値が,次のも
のでなければならない。
− ひょう量が500 g未満の場合は,10/100
− ひょう量が500 g以上30 kg未満の場合は,6/100
− ひょう量が30 kg以上の場合は,5/100
8.6
等比皿手動はかり
等比皿手動はかりの補足規定は,次による。
なお,等比皿手動はかりには,ベランジャ式はかりを含むものとする(図14及び図15参照)。
図14−等比皿手動はかり
図15−ベランジャ式はかり
8.6.1
対称性
対になっていて着脱可能な対称部品は,互換性がなければならない。また,その対称部品の質量は,等
しいことが望ましい。
8.6.2
零点設定
はかりが零点設定装置を備えている場合には,調整孔は封印してもよい。
8.6.3
刃の長さ
等比皿手動はかりの刃の長さは,次の要件を満足することが望ましい。
単一のさお及び二重のさおを,図16に示す。
− 単一のさおをもつはかりの荷重を受ける刃の長さは,皿の底の直径と同じとする。
− 単一のさおをもつはかりの支点の刃の長さは,荷重を受ける刃の長さの0.7倍以上とする。
− 二重のさおをもつはかりの刃の長さは,単一のさおをもつはかりと同等の機構の安定性を保証するも
のとする。
単一のさお
二重のさお
図16−はかりのさお
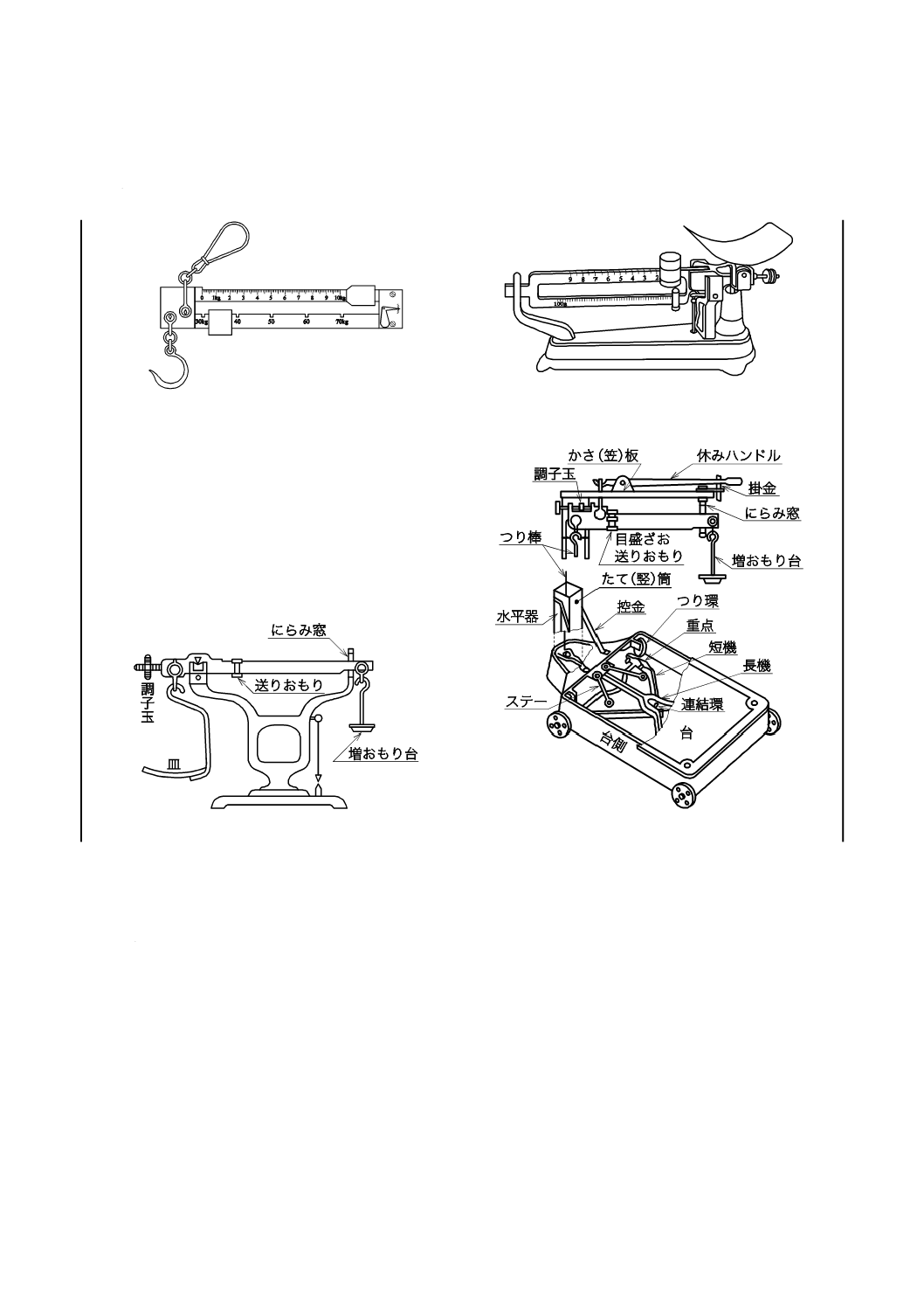
64
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
8.7
さおはかり,皿手動はかり,懸垂手動はかり及び台手動はかり
棒はかりを除くさおはかり,等比皿手動はかりを除く皿手動はかり,懸垂手動はかり及び台手動はかり
の補足事項は,次による(図17〜図20参照)。
図17−さおはかりの例
図18−皿手動はかりの例
図19−懸垂手動はかりの例
図20−台手動はかりの例
8.7.1
一般
送りおもりをもつ荷重計量装置に関する8.2の規定を満足しなければならない。
8.7.2
増おもり台をもたないはかりの数字付け目盛の範囲
数字付け目盛は,零からひょう量まで連続して計量できるものでなければならない。
8.7.3
最小の目幅
それぞれのさおの目幅(ix)は,2 mm以上であることが望ましい。
8.7.4
増おもり台
はかりに数字付き目盛の表示範囲を拡張するための増おもり台が備わっている場合,ある荷重を釣り合
わせるために,増おもり台の上に載せた増おもりの値と荷重自体との比は,1/5,1/10,1/50,1/100,1/200
又は1/500でなければならない。
8.7.5
零点設定装置
8.5.2.3の規定による。
65
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
8.7.6
さおの休み
はかりは,さおの手動休み装置をもつことが望ましい。
8.7.7
木製部品
枠,台座,背板などの部品が木製品であるならば,これらは乾燥していて欠陥がないものが望ましい。
また,木製品の最終的な組立にはくぎ(釘)を使用しないことが望ましい。
8.8
定量増おもり
定量増おもりを使用するはかりは,目量の数が3 000を超えてはならない。
8.9
風袋おもり及び風袋ざお
風袋おもり及び風袋ざおは,次による。
a) 手動指示はかりの風袋おもりには,質量を表記していてはならない。
b) 手動指示はかりの風袋ざおには,目盛標識を付していてはならない。
9
はかり及びモジュールの表記
9.1
表記
はかりには,次によって表記事項を記載しなければならない。ただし,金属製の棒はかり又はひょう量
が500 g以下の棒はかりは,9.1.1のa) 及びc) は省略できる。
9.1.1
一般的な表記事項
一般的な表記事項は,次による。
a) 製造事業者名,登録商標又は経済産業大臣に届け出た記号
b) 基本的な仕様の表記
− 精度等級(表19参照)
表19−精度等級の表示
精度等級
記号
1級
2級
3級
4級
− ひょう量
ひょう量...... 又は Max ......
− 最小測定量。ただし,最小測定量より小さい質量を示す目盛標識(零の目盛標識は除く。)がない棒
はかりについては,最小測定量の表記を省略できる。
最小測定量...... 又は Min ......
− 目量
目量...... 又は e=
c) 製造番号及び製造年
d) 該当する場合には,型式承認番号
9.1.2
該当する場合に強制的な表記
該当する場合に強制的な表記事項は,次による。
a) 輸入したはかりについては,輸入事業者名又は登録商標
b) 補助計量特性
− ソフトウェア識別
66
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
− 実目量
実目量...... 又は d=
− 最大加算風袋量
最大加算風袋量...... 又は T=+......
− 最大減算風袋量がひょう量と異なる場合は
最大減算風袋量...... 又は T=−......
c) 特別限界
− 最大安全荷重
最大安全荷重...... 又は Lim=......
(製造事業者がMax+Tを超える最大安全荷重に対して提供している場合)
− 5.9.2.2に基づいた特別温度範囲
はかりが既定された正しい動作条件に適合する温度範囲 ......℃/......℃ 又は ......℃〜......℃
d) 重力加速度 目量の数が2 000以下の精度等級2級及び目量の数が6 000以下の精度等級3級のはかり
は,見やすい箇所に,そのはかりを使用する場所の重力加速度の範囲,又は値を表記する。
ただし,次のはかりは,重力加速度の表記は不要とする。
− 内蔵分銅によるスパン調整装置又は重力変化の影響を補正する装置をもつはかり
− ばね式指示はかりを除く手動指示はかりなど重力加速度の影響を受けないはかり
e) 使用場所の表記 精度等級1級,目量の数が2 000を超える精度等級2級及び目量の数が6 000を超え
る精度等級3級のはかりは,見やすい箇所に,そのはかりの使用場所を表記する。
ただし,次のはかりは,使用場所の表記は不要とする。
− 内蔵分銅によるスパン調整装置又は重力変化の影響を補正する装置をもつはかり
− ばね式指示はかりを除く手動指示はかりなど重力加速度の影響を受けないはかり
f)
特殊な計量に使用する場合は,その旨を表記しなければならない(4.1.2参照)。
g) 複数の分離することができる部分で構成されている機械式はかりには,次に示す部分に合番号を付さ
なければならない。
− 機械式はかりの本体及びさお,又は目盛ざお
− 増おもり台を使用するはかりの本体及び分離することができる増おもり台
− 不定量増おもりを使用するはかりの本体及び分離することができる不定量増おもり
− 不定量おもりを使用するはかりの本体及び不定量おもり
− 懸垂式はかりの本体及び容易に分離することができる,懸垂鍵又は懸垂皿
− 台手動はかりの本体,つり棒,てこ,台枠及び台
− 手動天びんの本体,さお及び懸垂皿
− 手動天びんの刃が取り付けられている部分及び刃受け
h) 不定量おもり及び不定量増おもりを使用するはかりは,その旨を表記しなければならない。
i)
定量増おもりを使用するはかりの場合は,これに組み合わされる定量増おもりの質量と,その定量増
おもりの掛量との比の分数を表記しなければならない。
j)
電気式はかりにおける試験レベル。ただし,レベルLのはかりの場合は,省略できる。
例 型式承認番号の後に“H”と記す。
k) 性能試験においてサージの適用を受ける電気式はかりは,設置状況に基づいて,その旨を表記しなけ
ればならない(B.3.3参照)。
l)
精度等級4級の非自動はかりであって,証明だけに使用される場合は,その旨を表記しなければなら
ない(6.5.1参照)。
m) 格付けはかりの場合は,その旨
n) はかりを5/100傾けても5.9.1.1の傾斜の要件を満足する場合は,水平を示す装置が不要である旨
67
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
9.1.3
追加表記
必要であれば,特殊用途又は特別の特性に応じて,例示のような追加表記が要求されることがある。
例1 “対面販売の商取引には使用できません。”
例2 “......専用です。”
9.1.4
表記の方法
9.1.4.1
一般
表記は,消滅しない仕組みのもので,かつ,容易に読める形状及び明瞭でなければならない。
表記は,はかりに固定された銘板若しくはステッカ又は取り外し不可能なはかりの部分のはっきりと見
える一つ又は二つの場所に,集められなければならない。ただし,9.1.1 b) 及び9.1.2 b) に適用される全
ての表記は,恒久的又は手動操作でのソフトウェアソリューションを使って,計量結果と同時に表示して
もよい。この場合の表記は,その装置特有のパラメータであると考えられる。
銘板又はステッカは,はかりに固定するものでなければならない。ただし,はかりから取り外すと使用
不能になるものでもよい。
次の表記は,ディスプレイ上又はその近くのいずれかのはっきりと見える場所の1か所に恒久的に表示
しなければならない。
− ひょう量
ひょう量...... 又は Max ......
− 最小測定量。ただし,最小測定量より小さい質量を示す目盛標識(零の目盛標識は除く。)がない棒は
かりについては,最小測定量の表記を省略できる。
最小測定量...... 又は Min ......
− 目量
目量...... 又は e=
− 実目量
実目量...... 又は d= (補助的な表示装置又は拡張表示装置をもつはかりの場
合)
例1 ひょう量(Max),最小測定量(Min),目量(e)及び実目量(d)の表記をディスプレイ上で行
う場合は,そのはかりの電源が入っていて,ディスプレイ上に計量結果が表示されている間は,
同時に表示していなければならない。この表記は,一つのディスプレイ上で自動的にスクロー
ル(一つずつ交互に表示)してもよい。手動コマンド上ではない自動スクロールは,“恒久的”
と考えられる。
例2 多目量はかり及び複目量はかりの表記は,図21によることが望ましい。
多目量はかり
二つ以上の計量範囲(W 1,W 2)
をもつ複目量はかり
異なる精度等級の計量範囲をも
つ複目量はかり
W 1
W 2
W 1
W 2
ひょう量
2/5/15 kg
最小測定量
20 g
目量
1/2/5 g
ひょう量
最小測定量
目量
20 kg
200 g
10 g
100 kg
1 kg
50 g
ひょう量
最小測定量
目量
実目量
1 000 g
1 g
0.1 g
0.02 g
5 000 g
40 g
2 g
2 g
図21−多目量はかり及び複目量はかりの標識
例3 銘板を使用する場合,リベット又はねじで固定するか,又は装置から取り外しできないように
固定しなければならない。
銘板はのり付けとするか,はかりから取り外された場合には再度使用できないという条件で,
68
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
転写されたものであってもよい。
例4 文字の高さは,最小2 mmとする。
9.1.5
特定の場合
9.1.1〜9.1.4は,同一の製造事業者が製造した表示装置と荷重受け部とが構造上一体となった[6.1.3の
a)〜c)も含む。]はかりに適用される。
製造事業者が9.1.5.1〜9.1.5.4のはかりなどを製造する場合は,次の追加規定が適用されなければならな
い。
9.1.5.1
数個の荷重受け部及び荷重計量装置をもつはかり
一つ以上の荷重受け部及び連結又は連結できる荷重計量装置それぞれに,次の表記を備えなければなら
ない。
− 識別番号
− ひょう量(Max)
− 最小測定量(Min)
− 目量(e)
該当する場合は,最大安全荷重及び最大加算風袋量
9.1.5.2
別々に製造された主要部分から成るはかり
主要部分が,そのはかりの計量特性を変えずに交換できない場合は,各主要部品に合番号が付されてい
なければならない。
9.1.5.3
個別試験モジュール
個別試験を実施したモジュールには,識別のために次の説明表記を付けなければならない。
− 機種名
− 製造番号
− 製造事業者名又は登録商標
その他関連情報及び特性は,それぞれのOIML証明書又はNMIJ試験成績書にモジュールの種類,誤差
配分,精度等級,ひょう量,目量などを指定しなければならない。また,それぞれのモジュールに添付す
る文書に記載することが望ましい。
9.1.5.4
周辺装置
周辺装置には,次の説明表記が付いていることが望ましい。
− 機種名
− 製造番号
− 製造事業者名又は登録商標
9.2
検定証印又は基準適合証印
はかりには,検定証印又は基準適合証印を付す箇所がなければならない。
それぞれの証印を付す箇所は,次による。
− その証印を破損しなければ,はかりから取り外しできないような部分でなければならない。
− はかりの計量品質を変えることなく,証印を容易に付せられるところでなければならない。
− はかりを使用しているときに,それを動かさなくても見えるところでなければならない。
10 検定
検定は,附属書JAによる。
69
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
11 使用中検査
使用中検査は,附属書JBによる。
12 対応関係
この規格の箇条と特定計量器検定検査規則(以下,検則という。)項目との対応関係は,表20による。
表20−この規格の箇条と検則項目との対比表
この規格の箇条
検則の対応項目
9.1 表記
第三章第一節第一款第一目“表記事項”
8.3.3 硬さ
8.5.4 木製部品に関する規定
第三章第一節第一款第二目“材質”
5 計量要件(5.5.1,5.5.2,5.10は除く。)
6 自動指示はかり及び手動指示併用はかりの技術要件
(6.12,6.13.10,6.17は除く。)
7 電気式はかりの技術要件
8 手動指示はかりの技術要件
JA.2.1.1 個々に定める性能の技術上の基準
第三章第一節第一款第三目“性能”
5.5.1 検定公差
第三章第一節第二款“検定公差”
附属書A 非自動はかりの試験手順
附属書B 電気式はかりに対する追加試験
JA.2.1.2 個々に定める性能の検定の方法
JA.2.2.2 構造検定の方法
第三章第一節第三款第一目“構造検定の方法”
JA.1 一般
JA.2.3 器差検定
JE.3 器差検定の方法
第三章第一節第三款第二目“器差検定の方法”
JB.1 性能に係る技術上の基準
第三章第二節第一款“性能に係る技術上の基準”
JB.2 使用公差
第三章第二節第二款“使用公差”
JB.3 性能に関する検査の方法
第三章第二節第三款第一目“性能に関する検査の方法”
JB.4 器差検査の方法
第三章第二節第三款第二目“器差検査の方法”
13 索引
13.1 用語
この規格の用語の索引は,次による。
括弧内の数字は,この規格の重要な箇条を引用する。
アナログデータ処理装置 ····· (5.10.2.2,5.10.2.4及びF.3) ··················································· 3.2.2.3
アナログ指示 ···················· (5.8.2.1,6.6.3及びA.4.8.1) ··················································· 3.5.1.2
アナログ指示のはかりの読みの総合的な不確かさ(6.2.1) ··················································· 3.5.4.2
誤り ································ (7.1及び7.2) ····································································· 3.5.5.5
移動式はかり ···················· (5.9.1.1,6.18,A.4.7.5,A.4.12,A.5.1.3,JA.2.1.2.4,及びJB.3.4) 3.1.2.11
保護インタフェース ··········· (5.10.3,7.5.2.2及びG.2.3) ···················································· 3.2.3.6
影響因子 ·························· (5.5.3.1,6.3.4,6.18.1,7.4.3,A.5及びC.2.2) ·························· 3.6.1.1
主表示 ····························· (6.4.4,6.4.6,6.13.1,6.14.1,6.14.4,7.3.6.1,7.3.6.3及び7.5.2.1) 3.1.3.1
副表示 ····························· (6.2.4及び6.4.4) ································································· 3.1.3.2
補助検査装置 ···················· (6.9)················································································· 3.2.7.7
70
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
料金目盛付きはかり ··········· (6.14.2) ············································································· 3.1.2.7
拡張表示装置 ···················· (5.4.1,6.4.3及び6.13.7) ······················································ 3.2.6
格付けはかり ···················· (5.2)················································································· 3.1.2.13
荷重受け部 ······················· (5.6,6.11,9.1.5.1及びA.4.7) ··············································· 3.2.1.1
荷重受け部と荷重計量装置との選択装置(6.11) ································································ 3.2.7.8
荷重計量装置 ···················· (6.11,8.7.1及び9.1.5.1) ······················································· 3.2.1.3
荷重伝達装置 ···················· (5.10.2.1及び6.11) ······························································ 3.2.1.2
型式 ································ (箇条5,箇条6,箇条7,箇条9,
附属書A,附属書C,附属書Gなど) ············ 3.3.4
型式特有のパラメータ ········ (G.2.4) ·············································································· 3.2.8.3
感じ ································ (5.8,8.1及びA.4.8) ···························································· 3.4.1
器差,誤差,相対誤差 ········ (4.2,5.1.1,5.5,5.6,6.1.2.4,7.3.3,8.4,
附属書A〜附属書C及び附属書JA) ·············· 3.5.5.1
基準位置 ·························· (5.9.1.1,8.2.1.3,8.3.1,A.4.1.4,A.4.3及びA.5.1) ···················· 3.6.4
繰返し性 ·························· (5.6.1,A.4.1.7,A.4.10及びC.3.1.1) ······································· 3.4.2
車両計量用の携帯式はかり ·· (6.19及びA.4.13)································································ 3.1.2.12
計量結果 ·························· (5.6,6.2,6.3.1,6.4.4,6.6.11,6.6.12及び6.13.1) ···················· 3.5.2
計量データの長期保存 ········ (7.5.3) ·············································································· 3.2.8.5
計量に関連する ················· (5.10.4) ············································································· 3.2.9
計量範囲 ·························· (5.2,5.3,6.2.3及び6.10) ···················································· 3.3.1.4
計量部モジュール ·············· (5.10.2及び附属書E) ·························································· 3.2.2.7
減少率 ····························· (F.1及びF.2.7) ··································································· 3.3.3
検定公差 ·························· (4.2,5.5.1及びA.4.4.1) ······················································· 3.5.5.4
固有誤差 ·························· (7.3.4及びA.6) ·································································· 3.5.5.2
最終質量値 ······················· (6.4.2) ·············································································· 3.4.5
最小測定量 ······················· (4.2,5.2及び5.4.3) ···························································· 3.3.1.2
最小読取り距離 ················· (6.3.1) ·············································································· 3.5.4.4
最大安全荷重 ···················· (9.1.2) ·············································································· 3.3.1.7
最大風袋量 ······················· (A.4.6.1) ··········································································· 3.3.1.6
算出正味量 ······················· (6.7.1及び6.7.3) ································································· 3.5.3.2
算出質量値 ······················· (6.6.11) ············································································· 3.5.3.3
指示計 ····························· (5.10.2,7.5.2,附属書C及び附属書F) ··································· 3.2.2.2
実目量(d) ······················ (5.4.3,5.5.3.2,5.8.2.2及びA.4.8.2) ········································ 3.3.2.2
自動指示はかり ················· (5.8.2,箇条6及び箇条7) ···················································· 3.1.2.3
自動零点設定装置 ·············· (6.5.6,A.4.1.5及びA.4.2.1.3) ················································ 3.2.7.2.3
自動表示範囲の拡張 ··········· (6.2.5) ·············································································· 3.3.1.5
自動表示範囲 ···················· (5.6.4及び6.2.5) ································································· 3.3.1.3
周辺装置 ·························· (5.10.3,7.3.6,7.5.2,9.1.5.4及びB.3) ···································· 3.2.3.5
手動指示はかり ················· (5.8.1及び箇条8) ······························································· 3.1.2.5
手動指示併用はかり ··········· (5.8.2及び箇条6) ······························································· 3.1.2.4
71
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
正味量 ····························· (5.5.3.3,6.6.5及び6.6.11) ···················································· 3.5.2.2
初期固有誤差 ···················· (A.4.4.1) ··········································································· 3.5.5.3
初期零点設定装置 ·············· (6.5.1,6.5.4及びA.4.4.2) ····················································· 3.2.7.2.4
数字付きの目量(e)及び実目量(d)[6.3.1 c)] ································································· 3.3.2.4
水平装置 ·························· (5.9.1及び6.18.2) ······························································· 3.2.7.1
スパン安定性 ···················· (5.10,7.3.3,7.4及びB.4) ···················································· 3.5.5.9
性能試験 ·························· (7.4,A.4,B.3,B.4,C.2.2,C.2.4及びC.3.1)·························· 3.7
零点設定装置 ···················· (6.5,6.6.5,6.13.2,8.4.2,8.6,8.7,A.4.2.1.3及びA.4.2.3.1) ······ 3.2.7.2
零トラッキング装置 ··········· (6.5及びA.4.1.5) ································································ 3.2.7.3
装置特有のパラメータ ········ [6.1.2.4 a),6.1.2.4 b),9.1.4及びG.2.2.3] ································· 3.2.8.4
総量 ································ (6.6.5及び6.13.3) ······························································· 3.5.2.1
ソフトウェア ···················· (6.1.2.4,7.5.1,7.5.2.2,7.5.3,9.1.4,C.1,E.1及び附属書G) ····· 3.2.8
ソフトウェア識別 ·············· (7.5.1,7.5.2.2,9.1.2,G.1及びG.2.4) ····································· 3.2.8.6
ソフトウェアの分離 ··········· (7.5.2.2及びG.2.3) ······························································ 3.2.8.7
耐久性 ····························· (5.9.4.3及びA.6) ································································ 3.4.3
耐久性誤差 ······················· (5.9.4.3及びA.6) ································································ 3.5.5.7
ターミナル ······················· (5.10.2.4,7.5.2,D.1及びE.2.2) ············································ 3.2.2.5
多目量はかり ···················· (5.3及び5.4.1) ··································································· 3.3.2.6
単純な並列による読み ········ (6.2.1) ·············································································· 3.5.4.1
デジタル装置 ···················· (5.10.2.1,5.10.4.6,6.13.6,D.1,F.5及び附属書G) ··················· 3.2.3.4
デジタルディスプレイ ········ (5.10.2.4及びD.1) ······························································· 3.2.2.6
デジタル表示 ···················· (5.5.3.2,5.8.2.2,6.2.2.2,6.5.5,A.4.1.6,A.4.4.3及びA.4.8.2) ····· 3.5.1.3
デジタル表示の丸め誤差 ····· (5.5.3.2及びB.3) ································································ 3.5.4.3
電子素子 ·························· [6.1.2.4 b)] ········································································· 3.2.3.3
電子装置 ·························· (7.5)················································································· 3.2.3.1
電気式はかり ···················· (4.3,箇条7及び附属書B) ··················································· 3.1.2.6
電子サブアセンブリ ··········· [6.1.2.4 b)] ········································································· 3.2.3.2
同一型式 ·························· (5.10.4) ············································································· 3.3.5
光学的拡大装置 ················· (5.4.1及び6.3.2) ································································· 3.2.5.3
値付けはかり ···················· (6.16) ··············································································· 3.1.2.9
はかり ····························· (箇条1) ············································································ 3.1.1
はかりの表示 ···················· (5.8.2,6.2,6.3.3,6.4及び6.6.12) ········································· 3.1.3
はかりの表示装置 ·············· (5.6.3,6.2.1,6.2.4,6.3,6.4,8.2,A.4.5及びE.2.2) ················· 3.2.4
セルフサービスはかり ········ (6.13.11)············································································ 3.1.2.10
副尺 ································ (5.4.1) ·············································································· 3.2.5.2
半自動零点設定装置 ··········· (6.5.4,6.6.5及び6.6.9) ························································ 3.2.7.2.2
非自動はかり ···················· (箇条1など) ····································································· 3.1.2
非自動零点設定装置 ··········· (6.13.2) ············································································· 3.2.7.2.1
表示部品 ·························· (6.3及び8.2) ····································································· 3.2.4.1
ひょう量 ·························· (5.3,6.13及び8.5) ····························································· 3.3.1.1
72
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
風袋計量装置 ···················· (5.5.3.4,5.6.3,6.2.2.1,6.5.4,6.6.2及びA.4.6.3) ······················ 3.2.7.4.2
風袋引き装置 ···················· (5.3.4,6.2.3,6.6,6.13.3及びA.4.6.2) ···································· 3.2.7.4
風袋平衡装置 ···················· (6.6)················································································· 3.2.7.4.1
風袋量 ····························· (5.5.3.4,6.6.5,6.6.11,6.13.3.2,7.5.3.2,A.4.6.1及びC.3.2) ······· 3.5.2.3
複目量はかり ···················· (5.2,6.5.3,6.6.7及び6.10) ·················································· 3.3.2.7
プリセット風袋引き装置 ····· (6.7及び6.13.4) ·································································· 3.2.7.5
プリセット風袋量 ·············· (5.5.3.3,6.7,6.13.4及び6.16) ·············································· 3.5.3.1
妨害 ································ (6.4.2,6.18.1,7.1.1,7.3,7.4.3及びB.3) ································ 3.6.1.2
法定計量に関連するソフトウェア(7.5.2,7.5.3,G.1及びG.2) ············································· 3.2.8.1
法定計量に関連するパラメータ(7.5.2.2及び7.5.3) ···························································· 3.2.8.2
補助的な表示装置 ·············· (5.1.2,5.4及び6.13.7) ························································· 3.2.5
補助表示装置 ···················· (5.4.1) ·············································································· 3.2.5.4
目盛付きはかり ················· (5.1.2) ·············································································· 3.1.2.1
目盛なしはかり ················· (5.1.2) ·············································································· 3.1.2.2
目量(e) ························· (4.2,5.1.2,5.2,5.3.1,5.4及び5.5.1) ···································· 3.3.2.3
目量の数 ·························· (4.2,5.2,5.3.1,C.1.2,E.1.2.3及び附属書F) ························· 3.3.2.5
目幅 ································ (6.3及び8.2.2.2) ································································· 3.3.2.1
目盛標識,目盛線 ·············· (6.3.1,8.2及び8.5.1.1) ························································ 3.2.4.2
モジュール ······················· (5.10.2,7.5.2,9.1.5.3,附属書C〜附属書F) ··························· 3.2.2
休み装置 ·························· (6.8.1) ·············································································· 3.2.7.6
予熱時間 ·························· (7.3.5,A.5.2,B.1及びB.3) ·················································· 3.4.4
ライダ ····························· (5.4.1) ·············································································· 3.2.5.1
対面販売用料金算出はかり ·· (6.13.11及び6.14) ······························································· 3.1.2.8
ロードセル ······················· (5.10.2.1,5.10.2.4,附属書C及び附属書F) ····························· 3.2.2.1
有意な誤り ······················· (6.13.9,7.1,7.2,7.3.4,B.1及びB.3) ···································· 3.5.5.6
13.2 量記号及び略字
この規格の量記号及び略字は,それぞれ表21及び表22による。
表21−量記号
量記号
意味
記載箇所
α
ケーブル材料の温度係数
C.3.3.2.4
ρ
ケーブル材料の固定抵抗値
C.3.3.2.4
A
単線の断面積
C.3.3.2.4,F.1及びF.4
C
ロードセルの定格出力
F.2及びF.4
d
実目量
3.3.2.2及び3.2.6
DL
荷重受け部の最小荷重
F.1,F.2.5及びF.4
DR
最小荷重の出力の戻り
F.2及びF.4
e
目量
3.3.2.3,5.1.2,5.2及び6.2.2.1
e1,ei,er
目量
5.2,F.1及びF.4
E
器差
3.5.5.1,図3及びA.4.4.3
Ein
固有誤差
3.5.5.2及び図3
Emax
ロードセルの最大定格荷重
F.2及びF.4
73
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表21−量記号(続き)
量記号
意味
記載箇所
Emin
ロードセルの最小荷重
F.2及びF.4
i
変動指数
5.3など
i,ix
目幅
3.3.2.1,6.3.2及び8.2.2.2
i0
目幅の最小値
6.3.2
I
表示値
A.4.4.3及びA.4.8.2
IZSR
初期零点設定範囲
F.1及びF.4
k
指数
5.4.2及び6.2.2.1
l,L
接続ケーブルの長さ
C.3.3.2.4,F.1及びF.4
L
読取り距離
3.5.4.4及び6.3.1
L
荷重
A.4.4.3
Lim
最大安全荷重
3.3.1.7及び9.1.2
m
質量
5.5.1など
Max
はかりのひょう量
3.3.1.1,F.1及びF.4
Max1,Maxi,Maxr はかりのひょう量
5.3,F.1及びF.4
Min
はかりの最小測定量
3.3.1.2
mpe
検定公差
3.5.5.4及び5.5.1
n,ni
目量の数
3.3.2.5及びF.4
nmax
目量の数の最大数
5.10.4.6など
nWI
はかりの目量の数の最大数
F.1及びF.4
nind
指示計の目量の数の最大数
F.3及びF.4
nLC
ロードセルの目量の数の最大数
F.2及びF.4
N
ロードセルの数
F.1及びF.4
NUD
不均一分布荷重に対する補正
F.1及びF.4
p,pi
誤差配分
5.10.2.1
pind,pLC,pcon
指示計,ロードセル及び接続要素の誤差配分
5.10.2.1及びF.4
P
丸める前の計量値
A.4.4.3
P
料金
6.14.2
Q
補正係数
F.1及びF.4
R
減少率
3.3.3
Rcable
単線の抵抗値
C.3.3.2.4
RL,RLmin,RLmax
ロードセルインピーダンス
F.3及びF.4
RLC
ロードセルの入力抵抗
F.2及びF.4
T
風袋量
3.5.2.3,6.6.5及び6.6.11
T+
加算風袋量
9.1.2,F.1及びF.4
T−
減算風袋量
9.1.2など
Tmin,Tmax
使用温度範囲の下限値,上限値
C.3.3.2.4
Δumin
目量当たり最小入力電圧
C.2.1.1,F.3及びF.4
U
単価
6.14.2
Unom
電源の公称電圧
5.9.3及びA.5.4
Umin,Umax
電源の電圧範囲
5.9.3及びA.5.4
Uexc
ロードセルの印加電圧
F.3.5及びF.4
Umin
指示計の最小入力電圧
F.3及びF.4
UMRmin
指示計の計量範囲の最小電圧
F.3
UMRmax
指示計の計量範囲の最大電圧
F.3
νmin
ロードセルの最小目量
F.2及びF.4
V
器差の変動
図3
74
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表21−量記号(続き)
量記号
意味
記載箇所
W
質量,質量値
6.14.2
Y
ロードセルの最小目量との比:Y=Emax/vmin
F.6
Z
最小荷重の出力の戻りとの比:Z=Emax/(2×DR)
F.6
表22−略字
略字
意味
記載箇所
A
ロードセルの分類(精度等級A)
表F.1
AC
交流
5.9.3など
A/D
アナログ−デジタル
3.2.2
ADC
アナログ/デジタル変換器を含む関連アナログ部品
3.2.2,図1及び表18
B
ロードセルの精度等級(精度等級B)
F.2及び表F.1
B
総量
3.5.2.1及び6.6.11
C
ロードセルの精度等級(精度等級C)
F.2及び表F.1
C
印字の時,算出質量値の記号
6.6.11
CH
周期的湿度試験記号
5.10.2.4,F.2及びJIS B 7612-1又はJIS B
7612-2
CRC
巡回冗長検査
7.5.3.3
D
ロードセルの精度等級(精度等級D)
F.2及び表F.1
DC
直流
5.9.3など
DSD
データ保存装置
7.5.3
EMC
電磁両立性
B.3.7
EUT
試験器物
3.7,5.10.4,附属書Bなど
G
総量
3.5.2.1及び6.6.11
I/O
入力/出力
B.3.2
LC
ロードセル
3.2.2.1,附属書Fなど
N,NET,Net,net 正味量
3.5.2.2,6.6.5及び6.6.11
NH
湿度試験なし記号
5.10.2.4及びJIS B 7612-1又はJIS B
7612-2
PLU
プライスルックアップ(単価,保存)
6.13.4
PT
プリセット風袋引き装置
3.2.7.5,6.7
SH
静的湿度試験記号
5.10.2.4,F.2及びJIS B 7612-1又はJIS B
7612-2
W1,W2
はかり1,はかり2
9.1.4
WI
はかり
F.1
75
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A
(規定)
非自動はかりの試験手順
A.1 書類等の検証
取扱説明書又は同等の資料を考慮し,主要構成要素の必要な図面,関連する技術的仕様書などを包含し
た提出書類が,十分で,正しいかどうかを確定するために検証する。
A.2 はかりの構造の検証
書類に適合することを保証するために,はかりの様々な装置を検査する。そのときには,5.10も考慮し,
はかりの様々な装置を検査することによって,はかりの構造が提出書類に適合することを検証する。
A.3 初期審査
A.3.1 計量特性
計量特性を記録する。
A.3.2 表記(9.1)
表記を検査し記録する。
A.3.3 証印及び封印(6.1.2.4及び9.2)
証印及び封印のための取決めを検査し記録する。
A.4 性能試験
A.4.1 一般条件
A.4.1.1 通常試験状態(5.5.3.1)
器差は,通常の試験状態の下で決定しなければならない。一つの因子の影響を評価しているときは,他
の全ての因子は,通常に近い値で比較的一定に保持しなければならない。
精度等級1級のはかりは,試験荷重による空気浮力の影響などの影響因子に関して,必要な補正を行わ
なければならない。
A.4.1.2 温度
試験は,安定した周囲温度,別に指定されていなければ,通常の室温で実施しなければならない。
試験中に記録された最大温度差が,はかりの使用温度範囲の1/5かつ5 ℃(クリープ試験の場合は2 ℃)
を超えないとき,及び温度の変化率が1時間当たり5 ℃を超えないときに,温度は安定しているとみなす。
A.4.1.3 電源
電力を使用するはかりは,通常,主電源又は電源装置に接続し,試験中は電源を投入しておかなければ
ならない。
A.4.1.4 試験前の基準位置
傾斜を免れないはかりは,水平に設置しなければならない。ただし,懸垂式はかりは,懸垂装置につり
下げた状態とする。
A.4.1.5 自動零点設定及び零トラッキング
試験中は,自動零点設定装置又は零トラッキング装置は,その機能を切るか,又は目量の10倍(10 e)
76
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
に相当する荷重を載せて試験を開始することによって,その機能を抑えなければならない。
自動零点設定装置又は零トラッキング装置の作動条件は,個々の試験手順の中で示される。
A.4.1.6 実目量の表示
デジタル表示のはかりが,0.2 e以下の実目量を表示する補助的な表示装置又は拡張表示装置は,器差を
決定するために使用してもよい。補助的な表示装置又は拡張表示装置を使用した場合は,試験報告書に記
載しなければならない。
A.4.1.7 モジュールを試験するためのシミュレータの使用(5.7及び5.10.2)
モジュールを試験するためにシミュレータを使用する場合には,シミュレータの繰返し性及び安定性は,
完成品のはかりを分銅で試験するときと少なくとも同等の精度で,かつ,考慮すべき検定公差はモジュー
ルに適用するもので,そのモジュールの性能を決定できなければならない。シミュレータを使用した場合
は,試験報告書に記載し,そのトレーサビリティも考慮しなければならない。
A.4.1.8 調整(6.1.2.5)
半自動スパン調整装置は,全ての試験の中で最初の試験の前に1回限りの作動でなければならない。
精度等級1級のはかりであって,該当する場合は,それぞれの試験に先立って取扱説明書の指示によっ
て,調整しなければならない。
注記 A.5.3.1の温度試験は,一つの試験として考える。
A.4.1.9 回復
はかりは,それぞれの試験の後,続いて行う試験の前に,十分に回復させる。
A.4.1.10 予備負荷
はかりは,A.5.2及びA.5.3.2の試験を除き,それぞれの試験の前には,ひょう量,又は定義されている
場合は最大安全荷重まで,1回予備負荷をかけなければならない。ロードセルを別に試験する場合の予備
負荷は,JIS B 7612-1又はJIS B 7612-2による。
A.4.1.11 複目量はかり
複目量はかりは,それぞれの計量範囲を試験する。しかし,自動切替装置付きの複目量はかりは,組合
せ試験が可能である。
A.4.2 零点の検査
A.4.2.1 零点設定の範囲(6.5.1)
A.4.2.1.1 初期零点設定
荷重受け部に何もない状態で,はかりを零に設定する。荷重受け部に試験荷重を載せ,はかりの電源を
再投入し,零に設定できなくなるまで繰り返す。零に設定できる荷重受け部への最大の荷重が,初期零点
設定範囲の正の部分である。
全ての荷重を荷重受け部から取り除き,はかりを零に設定する。次に,荷重受け部をはかりから取り外
す。この時点で,はかりの電源を再投入し,零に設定できれば,荷重受け部の質量は,初期零点設定範囲
の負の部分として用いる。
荷重受け部を取り外して,はかりを零に戻すことができなければ,はかりが再び零を表示するまで,は
かりの可動部分(例えば,荷重受け部を支える部品の上)のどこかに分銅を加える。
次に,分銅を取り除き,その後,はかりの電源を再投入する。分銅を取り除く作業を続けると電源を再
投入しても,はかりが零に設定できなくなる。電源の再投入によって,はかりが零に設定できる間にはか
りの可動部から取り除くことができる分銅の最大値が,初期零点設定範囲の負の部分である。
初期零点設定範囲は,正の部分と負の部分との和である。荷重受け部が容易に取り外せない場合は,初
77
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
期零点設定範囲は,正の部分だけを考慮する必要がある。
A.4.2.1.2 非自動零点設定及び半自動零点設定
この試験は,A.4.2.1.1によって行う。ただし,零点設定の手段は,はかりの電源を再投入することなく,
零点設定装置を作動することによって行う。
A.4.2.1.3 自動零点設定
A.4.2.1.1に規定するように,荷重受け部を取り外し,はかりが零を表示するまで,はかりの可動部に分
銅を載せる。
はかりの可動部の分銅を少量取り除いていき,その後,自動零点設定装置が動作する時間を与え,はか
りが自動的に零に設定できるかどうかを確認する。はかりが自動的に零に設定できなくなるまでこの手順
を繰り返す。はかりが零に設定できる間にはかりの可動部から取り除いた分銅の最大値が,零点設定範囲
である。
荷重受け部が容易に取り外せない場合は,はかりの荷重受け部に分銅を加えて,備えられているのであ
れば,他の零点設定装置を用いて,はかりを零に設定して行う。
A.4.2.2 零点表示装置(6.5.5)
零点表示装置付きのデジタル表示のはかりは,はかりを零点から約1目量分マイナス側に調整する。次
に,目量の1/10(0.1 e)に相当する分銅を加えていくことによって,零点表示装置における零点表示の区
切りを超える点を決定する。
A.4.2.3 零点設定の精度(6.5.2)
A.4.2.3.0A 一般
零点設定の精度試験は,A.4.2.3.1及びA.4.2.3.2による。
試験は,A.4.4.1と組み合わせることができる。
A.4.2.3.1 非自動零点設定及び半自動零点設定
非自動零点設定装置及び半自動零点設定装置の精度は,次による。
a) デジタル表示の各零点設定装置の精度は,はかりに零点設定範囲の上限付近の荷重を負荷し,零点設
定装置を作動させ,それから表示が零からプラス側に1目量変化する追加荷重を測定することによっ
て行う。零点の器差は,A.4.4.3によって計算する。ただし,補助的な表示装置又は拡張表示装置によ
って実目量を表示することができるはかりの場合は,同じ試験手順を実施して,零点の計量値を確認
することによって行う。
b) アナログ指示の非自動零点設定装置の精度は,はかりに零点設定範囲の上限付近の荷重を負荷し,零
点設定を行い,零点の指示を確認することによって行う。
A.4.2.3.2 自動零点設定及び零トラッキング
各装置の機能を切る又は目量の10倍(10 e)を負荷することなどによって,表示を自動零点設定又は零
トラッキングの各装置における自動零点設定範囲から外す。その後,次の一つ上の目量又は実目量に表示
が変化する追加荷重を測定する。その器差は,A.4.4.3によって計算する。無負荷における器差は,この場
合に該当する荷重における器差と等しいと考えられる。
A.4.3 負荷する前の零点設定
デジタル表示のはかりについては,零点の調整又は零点の測定は,次による。
a) 非自動零点設定をもつはかりについては,目量の1/2(0.5 e)に等しい分銅を荷重受け部に載せて,零
と1目量との間を交互に表示するようになるまではかりを調整する。次に,目量の1/2(0.5 e)に等し
い分銅を荷重受け部から取り除いて,零点の基準位置の中心を求める。
78
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
b) 半自動零点設定装置,自動零点設定装置又は零トラッキング装置をもつはかりについては,零点から
の偏差は,A.4.2.3によって測定する。
A.4.4 計量性能の決定
A.4.4.1 計量試験
試験荷重を零点から順次ひょう量まで載せ,同様に零点まで試験荷重を降ろす。初期固有誤差を測定す
る場合には,少なくとも10の異なった試験荷重を選定し,他の計量試験の場合には,少なくとも五つを選
定しなければならない。選定した試験荷重は,ひょう量1) 及び最小測定量(100 mg未満の最小測定量は
除く。),及び検定公差が変わる値又はその近くの値を含まなければならない。ただし,手動天びん及び等
比皿手動はかりは,ひょう量及びひょう量の25 %に相当する試験荷重を選定しなければならない。
分銅を載せ降ろしするときには,荷重を段階的に増加又は減少するように注意しなければならない。
はかりが,自動零点設定装置又は零トラッキング装置をもつ場合,温度試験を除いて,試験中にそれを
動作させてもよい。零点での器差は,A.4.2.3.2によって測定する。
注1) 懸垂式はかりの試験荷重(ひょう量)は,ひょう量が2 tを超える場合は,2 tとする。
A.4.4.2 追加計量試験(6.5.1)
ひょう量の20 %より大きい範囲の初期零点設定装置をもつはかりについては,その範囲の上限を零点と
して補足計量試験を行わなければならない。
A.4.4.3 器差の計量
デジタル表示で,0.2目量以下の実目量をもたないはかりの場合,丸める前のはかりの計量値を決定する
ためには,次のように切換点が用いられる。
ある荷重(L)において,表示値(I)を記録する。はかりの表示値が明らかに1目量増大して(I+e)
になるまで,例えば目量の1/10(0.1 e)の追加荷重を順次加えていく。荷重受け部への追加荷重(ΔL)に
よって,丸める前の計量値(P)を次の式によって算出する。
L
e
I
P
∆
−
+
=
2
1
丸める前の器差は,
L
L
e
I
L
P
E
−
∆
−
+
=
−
=
2
1
丸める前の修正された器差は,
Ec=E−E0≦mpe
ここに,
E0: 零点又は零点に近い荷重[例えば,目量の10倍(10 e)]で計
算した器差
例 5 gの目量(e)をもったはかりに1 kgを加えると,1 000 gを表示する。続いて0.5 gの分銅を順
次加えていき,1.5 gの追加荷重で表示が1 000 gから1 005 gに変化する。
上の式にこの結果を代入すると,
P=(1 000+2.5−1.5) g=1 001 g
このように,丸める前の計量値は1 001 gであり,その器差は,
E=(1 001−1 000) g=+1 g
零点での器差がE0=+0.5 gであるならば,修正された器差は,
Ec=+1−(+0.5)=+0.5 g
A.4.2.3及びA.4.11.1の試験では,該当する許容値を考慮して,十分な精度で器差を測定しなければなら
79
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ない。
上記の説明及び公式は,多目量はかりに対しても有効である。荷重(L)及び表示値(I)が異なる計量
範囲にある場合でも,追加荷重のΔLは,eiの1/10の倍量であり,上記の式“E=P−L=…”において,
1/2eの項は,表示(I+e)が現れる部分計量範囲によって,1/2 ei又は1/2 ei+1となる。
荷重受け部を二つもつ手動指示はかりの器差の計算は,次のいずれかで行う。
a) 度表によって釣り合いを読み取るはかりは,次の式によって算出する。
∆
−
+
×
∆
=
n
n
n
n
n
E
〜
2
0
2
1
2
2
ここに,
Δ: はかりに表記されている感量
n0: 空掛けの状態で3回測定したときの静止点の平均値
n1: ひょう量又はひょう量の1/4に相当する分銅を両方の荷重受
け部に載せたときの静止点の値
n2: n1を求めたときの分銅を交換して,両方の荷重受け部に載せ
たときの静止点の値
nΔ: n2を求めたときの状態で,感量に相当する質量の分銅を一方
の荷重受け部に載せたときの静止点の値
b) 度表以外によって釣り合いを読み取るはかりは,質量が同じ分銅を両方の荷重受け部に載せたときの
計量値と質量を負荷していないときの質量との差を算出する。
A.4.4.4 モジュールの試験
各モジュールを別々に試験する場合,各誤差配分と目量との積(pi×e)の1/5より小さい目盛間隔で表
示する装置を使用すること,又はpi×eの1/5よりよい不確かさで,表示の切換点を評価することによって,
選択された検定公差の誤差配分を考慮しながら,十分に小さい不確かさで,器差の測定が可能でなければ
ならない。
A.4.5 複数の表示装置をもつはかり(5.6.3)
複数の表示装置をもつはかりの各表示装置の表示は,A.4.4の試験中において比較しなければならない。
A.4.6 風袋
A.4.6.1 正味量の試験(5.5.3.3)
計量試験(A.4.4.1)に従って荷重を載せ降ろしすることは,少なくとも二つの異なる風袋を用いて行わ
なければならない。少なくとも五つの試験荷重を選択しなければならない。選定された荷重は,最小測定
量に近い値(100 mg未満の最小測定量は除く。),検定公差が変わる値及び計量できる最大の正味量に近い
値を含めなければならない。
計量試験は,次の風袋を含み実施するのが望ましい。
− 減算式風袋引きの場合は,最大風袋量の1/3〜2/3の間の風袋
− 加算式風袋引きの場合は,最大風袋量の1/3及び最大風袋量の二つの風袋
はかりが自動零点設定装置又は零トラッキング装置をもつ場合,試験中はそれを作動させてもよいが,
この場合の零点での器差は,A.4.2.3.2によって測定する。
A.4.6.2 風袋引き装置の精度(6.6.3)
試験は,A.4.6.1と組み合わせることができる。
風袋引き装置の精度は,風袋引き装置を用いて表示を零に設定し,A.4.2.3に規定されたのと同様の方法
で試験する。
80
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
A.4.6.3 風袋計量装置(5.5.3.4及び5.6.3)
はかりが風袋計量装置を備えているならば,同じ荷重(風袋)に対して風袋計量装置で得られた結果と,
表示装置で得られた結果とを比較しなければならない。
A.4.7 偏置試験(5.6.2)
A.4.7.0A 一般
試験荷重は,幾つかの小さな分銅より,むしろ大きな分銅を用いなければならない。小さい分銅は大き
な分銅の上に載せなければならないが,試験する区分の中での不必要な積み重ねは避けなければならない。
一つの分銅を使用するならば,その区分の中心に分銅が載せられるべきであり,幾つかの小さな分銅を使
用するならば,その区分の全体に均一に載せられなければならない。
次に規定する位置に偏置荷重を載せた状態がそれぞれに識別できるように,試験報告書の荷重受け部の
図に番号などを記入しなければならない。
各測定における器差は,A.4.4.3によって測定しなければならない。測定された器差の修正に用いられる
零点の器差E0は,各測定の前に測定された値である。通常,計量の初めだけに零点の器差を測定すること
で十分であるが,検定公差を超えた場合,各偏置荷重を負荷する前に零点の器差試験が必要である。また,
特別なはかり(精度等級1級のはかり,大きなひょう量のはかりなど)では,零点の器差は各偏置荷重を
負荷する前に測定することが望ましい。
はかりが,自動零点設定装置又は零トラッキング装置をもつ場合は,次の試験においてはそれを作動さ
せてはならない。
A.4.7.1 荷重受け部の支持点が4点以下のはかり
荷重受け部の表面の1/4におおよそ等しい四つの区分(図A.1又は同様な図による。)へ順番に負荷する。
図A.1−偏置試験
例 荷重からの力を伝達する荷重受け部の支持点は,次のいずれかである。
− 荷重受け部によって直接3個のロードセルに力を伝達する場合は,3点支持
− 荷重受け部に四つの機械的接続要素で,てこの作用を介して伝達する場合は,4点支持
− 一つのロードセルで構成されている場合は,1点支持
A.4.7.2 荷重受け部の支持点が4点を超えるはかり
荷重2) が,荷重受け部の表面の1/nと同じ面積となる場所の各支持上に載せられなければならない。こ
こでのnは,支持点の数である。ただし,二つの支持点があまりにも接近しすぎて,試験荷重が各支持上
に負荷できない場合は,二つの支持点を結ぶ軸線の両側で2倍の面積の部分に分散して2倍の荷重を負荷
しなければならない。
注2) 荷重は次の式によって,算出する。
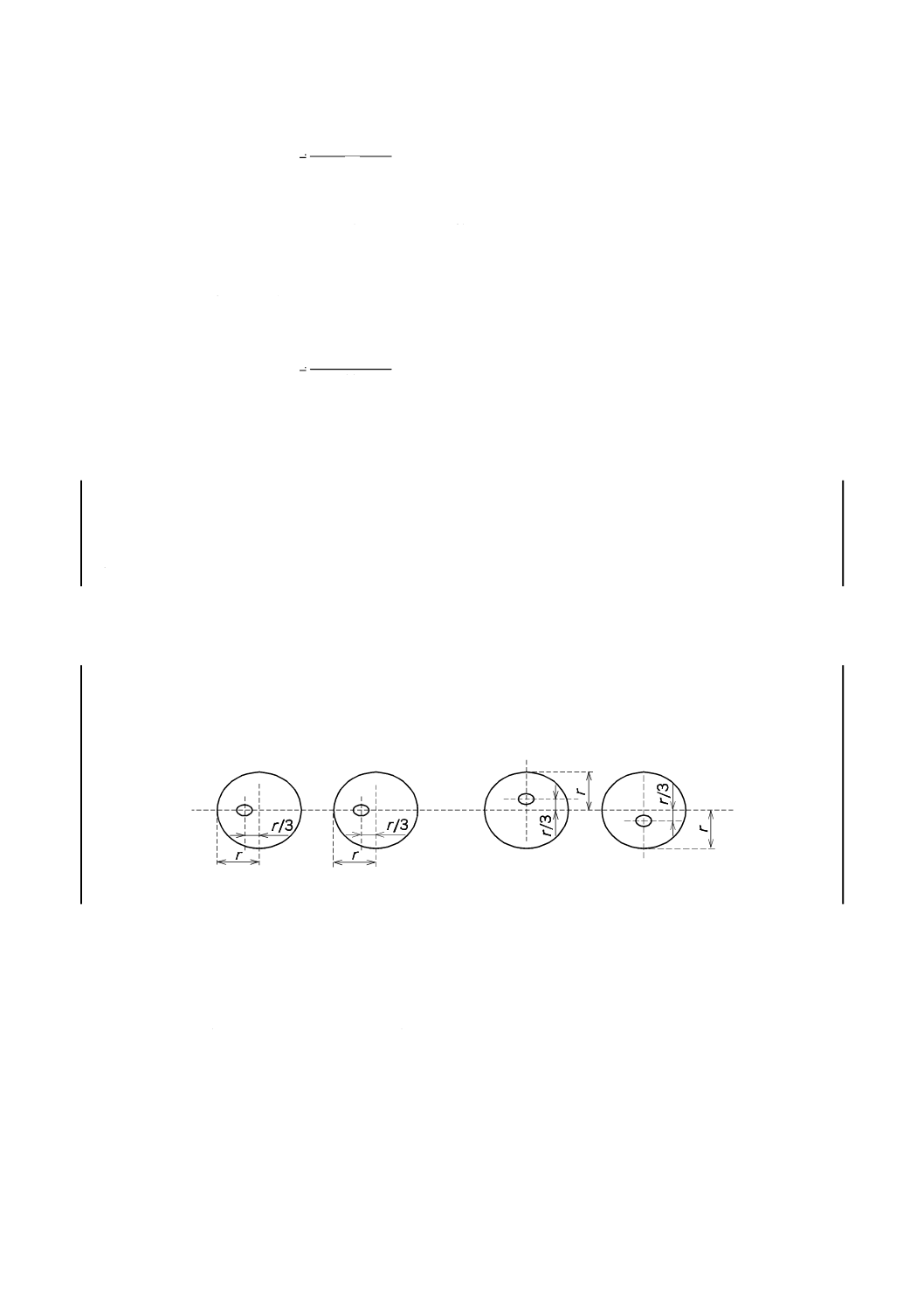
81
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1
T
Max
max
−
+
=
+
n
L
ここに,
L: 荷重
Max: ひょう量
T+max: 最大加算式風袋量
n: 支持点の数
A.4.7.3 特殊な荷重受け部をもつはかり(タンク,ホッパなど)
荷重3) は,各支持点に負荷しなければならない。
注3) 荷重は次の式によって,算出する。
10
T
Max
max
+
+
=
L
ここに,
L: 荷重
Max: ひょう量
T+max: 最大加算式風袋量
A.4.7.4 車両用はかり及び架空式はかり(5.6.2.4)
荷重は,荷重受け部の異なる位置に加えられなければならない。それらの位置は,車両などによって計
量物が動いていく通常の方向に対して,荷重受け部の初め,中間及び終わりとする。その逆方向にも適用
することができる場合は,これらの位置を逆方向においても繰り返す。方向を変える前に,零点をもう一
度測定しなければならない。
A.4.7.5 移動式はかりに対する偏置試験
A.4.7.1〜A.4.7.4までは,これらの偏置荷重の位置が適用可能である限り,試験を実施することが望まし
い。不可能な場合,この試験中の偏置荷重の位置は,その使用動作条件によって決めなければならない。
A.4.7.6 手動天びん及び等比皿手動はかり
ひょう量の約1/4に相当する分銅を各荷重受け部の中心から荷重受け部の半径の1/3の距離だけ離れた
ところに載せた静止点と,分銅を各荷重受け部の中心に載せた静止点との差を算出する(図A.2参照)。
図A.2−手動天びん及び等比皿手動はかり
A.4.8 感じの試験(5.8)
三つの異なる荷重(例えば,最小測定量,ひょう量の1/2,及びひょう量付近)に対して,次の試験を
実施しなければならない。
A.4.8.1 手動指示はかり及びアナログ指示
はかりが釣り合った状態にあるときに,追加荷重(手動指示はかりは2 mg以上,手動指示はかり以外
のアナログ指示のはかりは5 mg以上)を荷重受け部に静かに載せるか又は取り除かなければならない。
ある追加荷重に対しては,その平衡装置は規定されたように異なる釣り合った位置を取らなければならな
い。
A.4.8.2 デジタル表示
この試験は,目量(e)又は実目量(d)が5 mg以上のはかりだけに適用する。
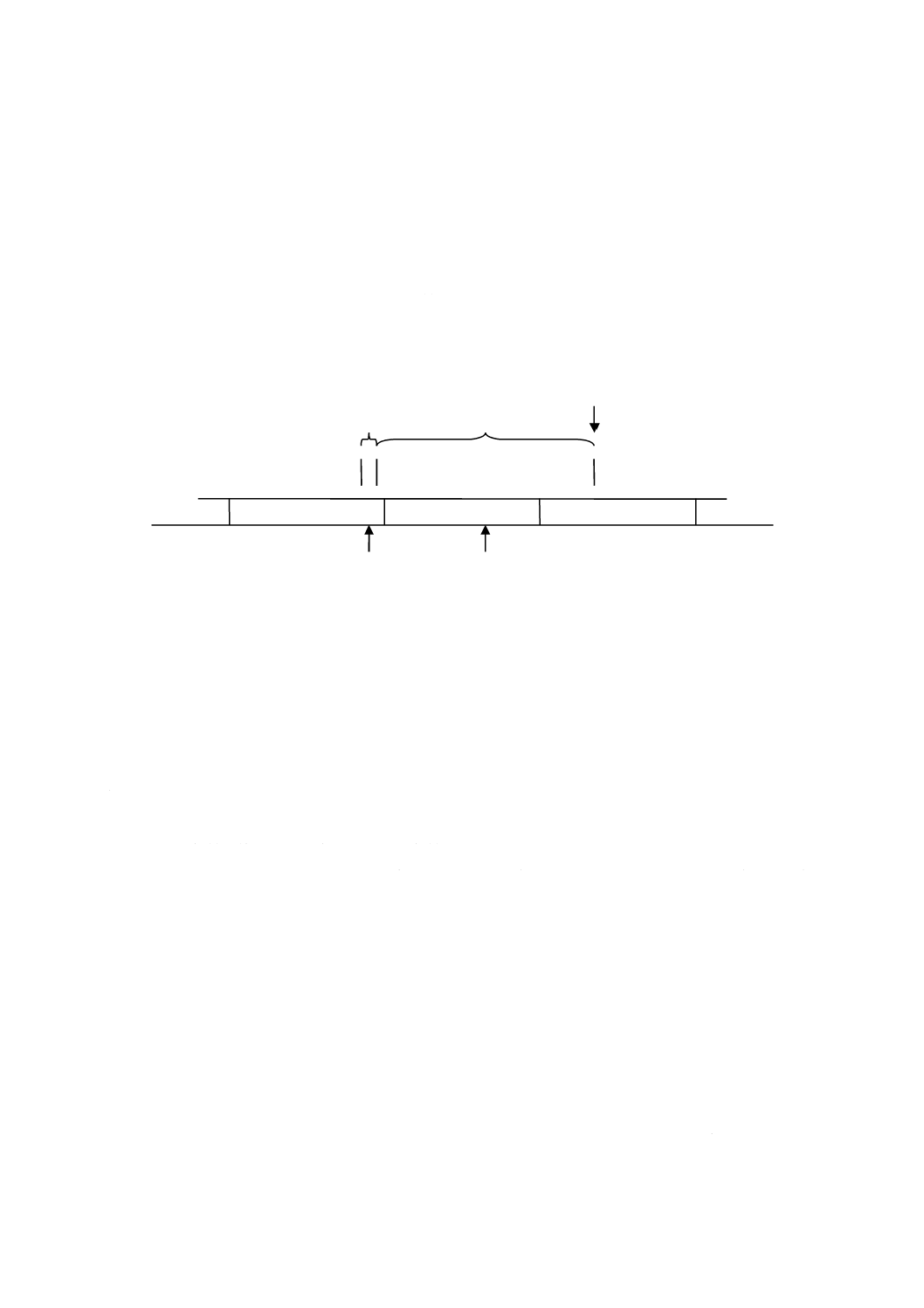
82
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
荷重受け部に,ある荷重と十分な追加荷重[例えば,目量の1/10(0.1 e)の分銅を10個]とを載せなけ
ればならない。表示値(I)が1目量だけ明らかに減少する(I−e)まで,追加荷重が除々に取り除かれな
ければならない。次に,追加荷重の一つ(0.1 e)を再び載せ,更に目量の1.4倍(1.4 e)に等しい荷重が
静かに荷重受け部に載せられ,初めの表示を1目量だけ増加した結果(I+e)が得られなければならない。
また,補助的な表示装置又は拡張表示装置をもつはかりの場合は,上記の試験方法のうち,目量(e)を実
目量(d)に変更して実施する。
例 目量が10 gのはかりで初めの表示値(I)が200 gの場合は,1目量減少する表示(I−e)190 gに
変化するまで追加荷重を取り除く。次に,1 g(0.1 e)を加え,更に14 g(1.4 e)を加える。その
ときの表示が210 g(I+e)とならなければならない(図A.3参照)。
図A.3−デジタル表示の感じの試験
A.4.9 手動指示はかりの感じ(8.1.1)
この試験中,はかりは正常に振れなければならない。また,適用している荷重に対する検定公差の値に
等しい5 mg以上の追加荷重を,荷重受け部がまだ振れている間に載せなければならない。制動のあるは
かりに対しては,追加荷重を軽い衝撃とともに載せなければならない。このときの読み又は静止点と追加
荷重を載せないときの読み又は静止点との間の直線距離を,その表示の恒久的な変化として採用しなけれ
ばならない。試験は,少なくとも二つの異なった荷重(例えば,零点及びひょう量)において行わなけれ
ばならない。
A.4.10 繰返し性試験(5.6.1)
一つはひょう量の約50 %,もう一つはひょう量の100 %近くで連続した二つの荷重における計量を行わ
れなければならない。ひょう量1 000 kg未満のはかりでは,各々10回の計量を,その他の場合では,各々
3回以上の計量を行わなければならない。表示は,はかりに荷重を負荷したとき及び各計量の間で荷重を
取り除かれたはかりが停止したときに読み取る。計量中に零点が変動した場合,零点及び零点の器差を測
定することなしに,はかりは零点に再設定しなければならない。真の零点は,計量の間に測定する必要は
ない。
はかりが自動零点設定装置又は零トラッキング装置をもつ場合は,試験中はそれを動作させなければな
らない。
A.4.11 時間による表示の変化
A.4.11.1 クリープ試験(5.9.4.1)
はかりにひょう量付近の荷重を加える。表示が安定したら,直ちにその表示を読み取る。次に,4時間
の間,はかりにその荷重を加えたままで表示を読み取る。温度は試験中に2 ℃を超えて変化してはならな
い。
e=10 gのはかり
追加1/10 e=1 g
追加1.4 e=14 g
190 g
200 g
210 g
I−e=190 g
I=200 g
I+e
83
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
試験においては,最初の30分間の表示が目量の1/2(±0.5 e)より小さい変化で,かつ,15分と30分
との間の違いが目量の1/5(±0.2 e)より小さい場合には,試験は30分後に終了してもよい。
A.4.11.2 零点復帰試験(5.9.4.2)
ひょう量付近の荷重を,30分間負荷する間の前と後とでの零点表示の変化を測定する。各零点表示は,
表示が安定したら,直ちに読み取らなければならない。
複目量はかりにおいては,表示値が安定した後5分間,零点表示を読み続ける。
はかりが,自動零点設定装置又は零トラッキング装置をもつ場合は,それを動作させてはならない。
A.4.12 釣り合いの安定試験(6.4.2)
安定した釣り合いの機能が詳細かつ十分に記述されているかどうか,次の製造事業者の記述書類を確認
する。
− 安定した釣り合いの基本的原理,機能及び判断基準
− 安定した釣り合いの機能の全ての調整可能なパラメータ及び調整不可能なパラメータ(時間間隔,計
量サイクル数など)
− これらのパラメータへの封印
− 安定した釣り合いの限界点。この記述は,1型式に含まれる全ての機種を対象としなければならない。
安定した釣り合いの試験は,安定する限界点によって,安定した釣り合いに達していない場合,印字又
は保存が不可能であることを確認する。
釣り合いの連続妨害の下で,安定した釣り合いを必要とする機能,例えば,印字,記憶,零点設定又は
風袋引き操作がどれも行われないかどうか確認する。
ひょう量の50 %まで,又は関連する機能の動作範囲に含まれる荷重までの負荷をはかりに載せる。1回
の動作で手動によって釣り合った状態を崩し,データ印字又はデータ保存又は他の機能に対する指令をで
きるだけ早く出す。印字又はデータ保存の場合は,印字後5秒間に,表示値を読む。二つ以内の隣接した
値で,その内一つは印字値を表示するならば,安定した釣り合いがとれているとみなす。補助表示装置を
もつはかりは,実目量ではなく目量が適用される。
零点設定装置又は風袋引き装置の場合は,A.4.2.3又はA.4.6.2によって5回の試験を行い,精度を検査
する。
車両計量用の携帯はかり又は移動式はかりの場合,試験は既知の移動可能な試験荷重で行わなければな
らない。このとき,安定の基準が計量動作を妨げないか,又は6.4.2の安定した釣り合いの基準を満足し
ていることのいずれかを確認するため,はかりは動作していなければならない。
A.4.13 車両計量用の携帯式はかりに対する追加試験(6.19)
車両計量用の携帯式はかりは,製造事業者から提示された適切な設置方法が実現できる条件において,
試験を行うことが望ましい。例えば,基準領域の平面度(荷重受け部の全ての支持点が同一レベルにある。)
を調べ,試験を行う。複数の基準領域の平面度には,幾つかの異なる欠陥(これら欠陥の値は製造事業者
が与えた限界値に等しくなければならない。)があることを認識して,偏置試験を行う。
注記 携帯式はかりは多種多様なものがあり,構造が大変異なっているため,均一の試験手順を規定
することが不可能である。その構造及び用途によって必要な要求事項,条件,仕様及び計量要
件(例えば,精度等級)の違いがある。したがって,ここでは,携帯式はかりを適切に試験す
る一般的な考えだけを記載している。
84
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
A.5 影響因子
A.5.1 傾斜(5.9.1.1)
A.5.1.0A 一般
はかりは,前後左右に傾かせなければならない。
実際には,A.5.1.1.1及びA.5.1.1.2で規定された無負荷時及び負荷時の試験は,次のように組み合わせる
ことができる。
基準位置で零点設定した後,無負荷時と2か所の試験荷重とで,丸める前の計量値を測定する。次に,
はかりの荷重を降ろし,新たに零点設定をせずに傾斜させる。その後,無負荷時と2か所の試験荷重とで
表示を測定する。この手順は,各々の傾斜方向に対して繰り返さなければならない。
荷重が加えられているはかりへの傾斜の影響を測定するために,各傾斜で得られた表示は,はかりに荷
重が負荷される前にもっていた零点からの変化に対して,修正しなければならない。
はかりが自動零点設定装置又は零トラッキング装置をもつ場合は,それを作動させてはならない。
A.5.1.1 水平器付きはかりの傾斜[5.9.1.1のa) 及びb)]
ここで使用する用語の“水平器”とは,水平装置,水準器又は自動傾斜センサのことを表す。
A.5.1.1.1 無負荷時の傾斜
はかりは,水平状態又は基準位置で零点に設定しなければならない。それから,はかりを前後に傾斜の
限界値まで傾斜させなければならない。零点の表示を記録し,試験は左右の傾斜でも繰り返さなければな
らない。
A.5.1.1.2 荷重を加えた場合の傾斜
はかりは,水平状態又は基準位置において零点に設定し,次の2か所の試験荷重で計量しなければなら
ない。
その後,はかりから荷重を降ろし,前後左右のいずれかの傾斜の限界値まで傾斜させて零点を設定し,
それぞれの傾斜で次の2か所の試験荷重の計量を実施しなければならない。試験は,前後左右全ての傾斜
について,繰り返し行わなければならない。
− 検定公差が変わる最も低い荷重付近
− ひょう量付近
A.5.1.2 水平器が付いていないはかりの傾斜[5.9.1.1 c)]
傾斜を免れないはかりであって,水平器が付いていないはかりに対しては傾斜5/100,又は自動傾斜セ
ンサ付きはかりでは製造事業者が定めた傾斜の限界値に等しい傾斜で,A.5.1.1の試験を行わなければなら
ない。
A.5.1.3 開放的な屋外で使用する移動式はかりの傾斜試験[5.9.1.1 d) 及び6.18.1]
申請者は,試験荷重を負荷するための適切な荷重受け部を提供しなければならない。
傾斜試験は,傾斜の限界値で行い,はかりを前後左右に傾斜しなければならない。ただし,次の場合は,
傾斜の限界値を規定した傾斜に置き換えて実施する。
− 自動傾斜センサをもつはかりは,その機能が作動しなくなる直前の傾斜付近
− カルダン(ジンバル式)懸架装置をもつはかりを傾斜させると荷重受け部が周囲の構造物に接触する
場合は,その構造部に接触するときの傾斜付近
はかりに,傾斜センサ又は傾斜スイッチ機能があり,かつ,その最大許容傾斜に達したか又は超えたか
の信号が発生する場合(例えば,ディスプレイの電源が切れる,誤差信号及びランプで表示)には,計量
結果の伝達及び印字が禁止されることを確認しなければならない。
85
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
はかりに自動零点設定装置又は零トラッキング装置をもつ場合は,それを作動させてはならない。
はかりは,A.5.1.0A,及びA.5.1.1又はA.5.1.2によって試験を行わなければならない。
A.5.2 予熱時間試験(7.3.5)
電力を使用するはかりは,試験の前に8時間以上,電源から切り離さなければならない。
なお,電源線又はACアダプタは,電源コンセントからの切り離しを行う。
次に,はかりの電源を投入し,表示が安定すれば直ちにはかりを零点に設定し,かつ,零点の器差を測
定しなければならない。器差の計算は,A.4.4.3によって行う。はかりは,ひょう量付近の荷重を負荷しな
ければならない。
ひょう量付近の器差は,5分後,15分後及び30分後にも繰返し測定しなければならない。
5分後,15分後及び30分後に実施した各々の測定は,そのときの零点の器差に対して修正しなければな
らない。
精度等級1級のはかりについては,電源を投入した後の時間は,取扱説明書の項目を遵守しなければな
らない。
A.5.3 温度試験
温度試験を実施するための実際的方法については,図A.4を参照。
A.5.3.1 静的温度(5.9.2.1及び5.9.2.2)
試験は試験器物(EUT)が温度安定に達した後に2時間,自由空気の条件下で,5.9.2に規定された範囲
内の一定温度(A.4.1.2)に試験器物をさら(曝)すことからなる。
計量試験をA.4.4.1によって,次の温度で実施しなければならない。
− 基準温度(通常は20 ℃。精度等級1級のはかりについては,規定された温度範囲の中間値)
− 規定された最高温度
− 規定された最低温度
− 規定された最低温度が0 ℃以下ならば,5 ℃の温度
− 基準温度
温度変化は,加熱及び冷却の間は1 ℃/分を超えてはならない。
精度等級1級のはかりについては,気圧の変化も考慮しなければならない。
高温における計量試験では,その湿度は,20 g/m3を超えてはならない。
注記 絶対湿度20 g/m3を相対湿度で表すと,40 ℃で39 %,35 ℃で50 %,30 ℃で66 %に該当する。
これらの値は,気圧1 013.25 hPaで有効である。
A.5.3.2 零点表示の温度影響(5.9.2.3)
はかりは,荷重受け部が無負荷の状態で零点に設定され,規定の最高温度,最低温度,及びその使用温
度範囲が該当するならば5 ℃に変化させる。安定後,零点表示の器差を測定しなければならない。5 ℃当
たりの零点表示の変化を計算しなければならない。5 ℃当たりの零点表示の変化は,この試験のいずれの
温度変化(例えば,基準温度から最高温度,最高温度から最低温度,最低温度から5 ℃及び5 ℃から基準
温度)についても計算しなければならない。ただし,精度等級1級のはかりは,1 ℃当たりの零点表示の
変化とする。
この試験は,温度試験(A.5.3.1)とともに実施してもよい。零点での器差は,次の温度に移行する直前
で,はかりがある温度で安定状態になって2時間経過した後に,追加して測定しなければならない。
これらの測定の前に,予備負荷を行ってはならない。
はかりが,自動零点設定装置又は零トラッキング装置をもつ場合は,それを作動させてはならない。
86
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
A.5.4 電源電圧変動試験(5.9.3)
A.5.4.0A 一般
試験器物(EUT)を一定の雰囲気の下で安定させる。
試験は,A.5.4.1〜A.5.4.4によって電源を変動させて行う。
試験は,目量の10倍(10 e)の試験荷重,及びひょう量の1/2とひょう量との間の1荷重とで実施する。
はかりが,自動零点設定装置又は零トラッキング装置をもつ場合は,試験中にそれを作動させてもよい。
その場合の零点の器差は,A.4.2.3.2によって測定しなければならない。
次の各試験において,Unomは,はかりに表記された公称電圧を表している。電源電圧の範囲がはかりに
表記されている場合,Uminはその範囲の最小値,Umaxはその範囲の最大値を表す。
A.5.4.1 交流(AC)主電源
電源電圧変動:下限 0.85 Unom又は0.85 Umin
上限 1.10 Unom又は1.10 Umax
最大許容変動:全ての機能が設計どおりに動作し,全ての表示値が検定公差内でなければならない。
はかりが三相電源で駆動されている場合には,その電圧変動は各相に連続して印加しなければならない。
A.5.4.2 外部電源又はプラグイン電源(交流又は直流)
この試験には,はかりの動作中に電池の充電が可能な充電式電池を含む。
電源電圧変動:下限 最小動作電圧(5.9.3参照)
上限 1.20 Unom又は1.20 Umax
最大許容変動:全ての機能が設計どおりに動作し,全ての表示値が検定公差内でなければならない。又
は表示が切れなければならない。
A.5.4.3 非充電式電池
この試験には,はかりの動作中に電池の充電が不可能な充電式電池を含む。
電源電圧変動:下限 最小動作電圧(5.9.3参照)
上限 Unom又はUmax
最大許容変動:全ての機能が設計どおりに動作し,全ての表示値が検定公差内でなければならない。又
は表示が切れなければならない。
A.5.4.4 直流(DC)12 V又は24 Vの車両用電池
試験に使用する疑似電源の仕様については,ISO 7637-2を参照する。
電源電圧変動:下限 最小動作電圧(5.9.3参照)
上限 12 V電池の場合16 V
上限 24 V電池の場合32 V
最大許容変動:全ての機能が設計どおりに動作し,全ての表示値が検定公差内でなければならない。又
は表示が切れなければならない。
A.6 耐久性試験(5.9.4.3)
耐久性試験は,ひょう量が100 kg以下の精度等級2級,3級及び4級のはかりだけに適用する。
耐久性試験は,他の全ての試験が終了した後に実施しなければならない。
通常の使用条件下ではかりに,ひょう量の約50 %に相当する荷重の載せ降ろしを繰り返して行う。載せ
降ろしは10万回行う。載せ降ろしの頻度及び速さは,はかりに荷重を載せたとき及び降ろしたときに釣り
合った状態となるようなものでなければならない。載せられた荷重の力は,普通に荷重を載せるときに加
87
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
わる力を超えてはならない。
A.4.4.1の手順によっての計量試験は,固有誤差を得るために,耐久性試験を始める前にも実施する。摩
耗による耐久性誤差を測定するために,負荷完了後にも計量試験を実施しなければならない。
はかりが,自動零点設定装置又は零トラッキング装置をもつ場合には,試験中にそれを作動させてもよ
い。その場合の零点の器差は,A.4.2.3.2によって,測定しなければならない。
A.7 刃,刃受け又は刃蓋の硬さ(8.3.3)
機械式はかりの刃,刃受け又は刃蓋,まち,その他の刃若しくは刃受けの滑りを防止するために使用さ
れているもの(石製のものを除く。)は,ロックウェル硬さ58 HRCのやすりを,試験しようとする面に当
て,やすりの面に対して角度約30度の方向に約50 Nの力を負荷して行う。
A.8 手動天びん
A.8.1 静止点の変化(8.4.3)
手動天びんの静止点の変化は,質量を負荷していないとき及びひょう量に相当する質量を負荷したとき
について,それぞれ3回以上繰り返して行う。
A.8.2 使用前後の静止点の変化(8.4.4)
手動天びんの使用前後の静止点の変化は,ひょう量を負荷する前の質量を負荷していないときにおける
静止点を3回測定して求めた値の平均値と,ひょう量に相当する質量を負荷して使用した後の質量を負荷
していない状態における静止点を2回測定して求めた値の平均値との差を算出して行う。
A.8.3 感じの開き(8.4.5)
手動天びんの感じの開きは,質量を負荷していない状態及びひょう量に相当する質量を負荷した状態に
おいて,それぞれ感量に相当する質量を負荷して行う。
A.9 棒はかり(8.5.4)
木製の棒はかりに使用する木材が8.5.4に適合するかどうかの試験は,水分測定器又は水分測定装置を使
用して行う。
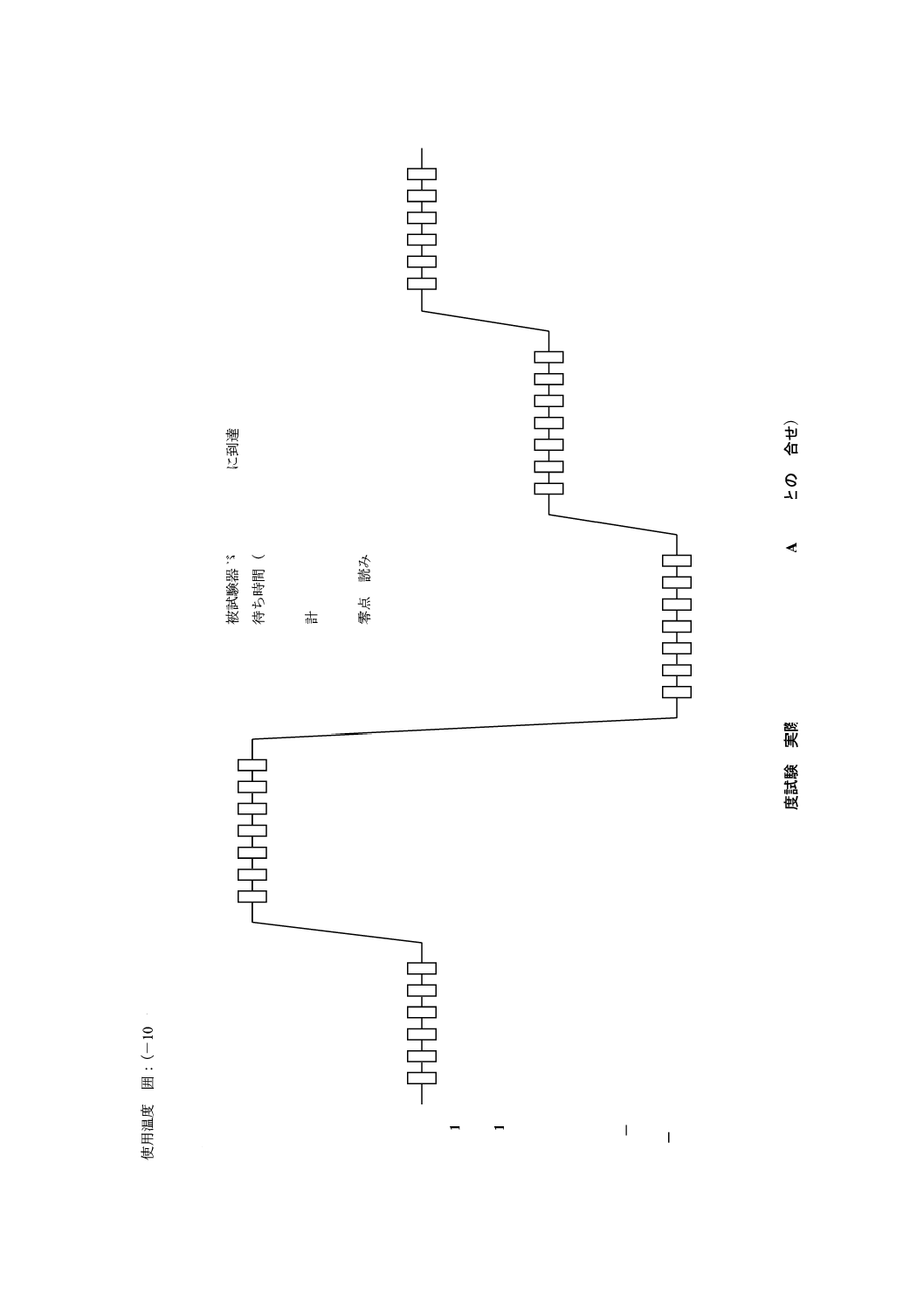
88
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
W
e
W
e
W
e
W
e
S
=
被
試
験
器
が
温
度
安
定
状
態
に
到
達
W
t
=
待
ち
時
間
(
2
時
間
)
P
=
予
備
負
荷
W
e
=
計
量
試
験
R
=
回
復
Z
i
=
零
点
の
読
み
使
用
温
度
範
囲
:
(
−
1
0〜
4
0
℃
)
試
験
温
度
℃
4
0
3
5
3
0
2
5
2
0
S
W
t
P
W
e
1
5
1
0
5
0
−
5
−
1
0
R
Z
1
S
W
t
Z
2
P
R
Z
3
S
W
t
Z
4
P
R
Z
5
S
W
t
Z
6
P
R
Z
7
S
W
t
Z
8
P
R
図
A
.4
−
温
度試
験
の
実際
的
な方
法
例
(
A
.5
.3
.1
と
A
.5
.3
.2
と
の
組
合
せ)
89
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書B
(規定)
電気式はかりに対する追加試験
B.1
電気式はかりの試験の一般要件
試験器物(EUT)を製造事業者が指定した予熱時間以上通電し,試験中通電したままにしておく。
各試験前に試験器物(EUT)は可能な限り零点近くになるように調整し,試験中は有意な誤りが表示さ
れてリセットする場合を除いて再調整はしない。いかなる試験条件による無負荷表示の変動も記録しなけ
ればならない。また,いかなる荷重の表示も計量結果を得るために,試験に応じて適宜に補正しなければ
ならない。
はかりの取扱いは,はかりに結露が生じないようにしなければならない。
B.2
高温高湿(定常状態)
精度等級1級のはかり及び目量が1 g未満の精度等級2級のはかりには適用しない。
試験手順及び最大許容変動は,次による。
a) 試験手順 試験は試験器物(EUT)を,一定の温度(A.4.1.2参照)及び一定の相対湿度にさらすこと
からなる。試験器物(EUT)に少なくとも五つの異なる試験荷重を用いて,次の条件で試験する。
− 条件を整えた後で,基準温度(20 ℃又は20 ℃が使用温度範囲外となっている場合は,使用温度範
囲の平均値で)及び相対湿度50 %。
− 5.9.2で規定した範囲の高温及び相対湿度85 %で,温度・湿度安定後2日間。
− 基準温度及び相対湿度50 %。
b) 最大許容変動 全ての機能が設計どおりに動作しなければならない。全ての表示が検定公差以内でな
ければならない。
注記 JIS C 60068-2-78及びJIS C 60068-3-4を参照。
B.3
妨害における性能試験
B.3.0A 一般
試験前に,丸め誤差をできる限り零になるように設定しなければならない。
はかりがインタフェースを備えている場合には,試験中に適切な周辺装置を各々の異なる種類のインタ
フェースに接続しておかなければならない。
全ての試験で,実現された環境条件を記録しなければならない。
製造事業者が規定した予熱時間以上の時間は通電し,試験の継続中は,試験器物(EUT)は電源を入れ
たままとする。
各試験前に試験器物(EUT)は可能な限り零点になるように調整し,試験中は有意な誤りが表示されて
リセットする場合を除いて再調整はしない。いかなる試験条件による零点(無負荷)表示の偏差も記録し,
いかなる荷重の表示も計量結果を得るために,その偏差を修正しなければならない。はかりの取扱いは,
はかりに結露が生じないようにしなければならない。
B.3.1 交流(AC)主電源の電圧ディップ及び短時間停電
試験手順,試験の厳しさ及び最大許容変動は,次による。
90
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a) 試験手順 試験器物(EUT)を一定の環境条件下で安定させる。
規定された時間の間,AC電源電圧の1サイクル又は半サイクル(零交差で)の単位で振幅を低下
させることができる試験装置を用いなければならない。この試験装置は試験器物(EUT)に接続する
前に調整しておく。電源電圧の低下は,50 Hz又は60 Hzによって,少なくとも10秒の間隔で10回
繰り返さなければならない。ただし,製造事業者によって周波数が規定されている場合には,その周
波数で試験を実施する。
試験は,一つの小さな試験荷重で行わなければならない。
b) 試験の厳しさ 試験の厳しさは,次のレベルに対して,それぞれ表B.1又は表B.2による。
− 高レベル
− 低レベル
表B.1−試験の厳しさ(高レベル)
試験の内容
振幅(%) 継続時間(サイクル数)
電圧ディップ
試験a
0 a)
0.5
試験b
0 a)
1
試験c
40
10/12 b)
試験d
70
25/30 b)
試験e
80
250/300 b)
短時間停電
0 a)
250/300 b)
注a) 振幅が0 %とは,停電に相当する。
b) 例えば,“10/12”の表記は,“50 Hzの試験に対しては10
サイクル”及び“60 Hzの試験に対しては12サイクル”
の継続時間を適用することを意味している。
表B.2−試験の厳しさ(低レベル)
試験の内容
振幅(%) 継続時間(サイクル数)
電圧ディップ
0
0.5
50
1
c) 最大許容変動 最大許容変動は,妨害が加わった場合と妨害なしの場合との質量表示の差が目量を超
えないか,又ははかりが有意な誤りを検出し,対処しなければならない。
注記 JIS C 61000-4-11を参照。
B.3.2 バースト
試験は,規定された電圧スパイクのバーストに試験器物(EUT)をさらすことからなる。バーストの発
生器は,試験器物(EUT)を接続する前に調整しておく。
試験器物(EUT)を一定の環境条件下で安定させる。
試験は,次のとおり個別に適用しなければならない。
− 電源供給線
− 該当する場合,I/O回路及び通信線
試験は,一つの小さな試験荷重で行わなければならない。
バーストの極性は,正及び負の両方を適用しなければならない。試験継続時間は,各振幅及び各極性に
対して1分未満であってはならない。主電源線路への注入回路網は,その主電源線路に分散するバースト
エネルギーを防止するためのブロッキングフィルタを備えていなければならない。このバーストをI/O回

91
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
路及び通信線に結合するには,容量性結合クランプを使用しなければならない。
試験の厳しさ及び最大許容変動は,次による。
a) 試験の厳しさ
振幅(ピーク値)
− 電源供給線:1 kV
− I/O信号線,データ及び制御線:0.5 kV
b) 最大許容変動 最大許容変動は,妨害が加わった場合と妨害なしの場合との質量表示の差が目量を超
えないか,又ははかりが有意な誤りを検出し,対処しなければならない。
注記 JIS C 61000-4-4を参照。
B.3.3 サージ
この試験は,代表的な設置状況に基づいて,サージによる重大な影響の危険性が予想される場合だけに
適用される。これは,屋外設置機器及び/又は長い信号線に接続した屋内設置機器(30 mより長いか,そ
の長さにかかわらず部分的又は完全に屋外に設置した線路)に特に関連する(表B.3参照)。
表B.3−試験器物(EUT)の設置状況によるサージ試験の対応
試験器物(EUT)の設置
試験実施の
要・不要
屋外
屋内
要
要
要
不要
この試験は,サージに試験器物(EUT)をさらすことからなる。この発生器は,試験器物(EUT)を接
続する前に調整しておく。
試験器物(EUT)を一定の環境条件下で安定させる。
試験は,電源供給線及び/又は通信線へ,次のように,サージを印加する。
− AC主電源線には,少なくとも正極サージ及び負極サージをそれぞれ3回ずつ,AC電源電圧と位相角
0°,90°,180°及び270°とで同期して印加
− AC主電源以外の電源には,その電源線に少なくとも正極サージ及び負極サージをそれぞれ3回印加
− 信号,制御及びデータ線路の通信線には,少なくとも正極サージ及び負極サージをそれぞれ3回印加
試験は,一つの小さい試験荷重で行わなければならない。
試験継続時間は,各振幅及び各極性に対して1分未満であってはならない。主電源線路への注入回路網
は,その主電源線路に分散するバーストエネルギーを防止するためのブロッキングフィルタを備えていな
ければならない。
試験の厳しさ及び最大許容変動は,次による。
試験器物
(EUT)
電源供給線,通信線等
30 m以上
周辺装置,
電源
試験器物
(EUT)
試験器物
(EUT)
電源供給線,通信線等
周辺装置,
電源
30 m未満
試験器物
(EUT)
電源供給線,通信線等
周辺装置,
電源
92
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a) 試験の厳しさ 電源供給線及び各通信線のいずれも次の振幅による。ただし,通信線が平衡線路であ
る場合は,線間への印加の試験を省略することができる。
振幅(ピーク値)
− 0.5 kV(線間)
− 1 kV(線と接地との間)
b) 最大許容変動 妨害が加わった場合と妨害なしの場合との質量表示の差が目量を超えないか,又はは
かりが有意な誤りを検出し,対処しなければならない。
注記 JIS C 61000-4-5を参照。
B.3.4 静電気放電
試験は,試験器物(EUT)を規定した直接,又は間接的な静電気放電にさらすことからなる。
静電気放電発生器は,JIS C 61000-4-2に定められた能力を参照して,使用しなければならない。試験を
開始する前に,その静電気放電発生器の性能を調整しておく。
この試験は,該当する場合,塗装材を貫通させ導電層に接触させる方法を含む。また,接触放電が適用
できない場合は,直接放電における気中放電を用いなければならない。
試験器物(EUT)を一定の環境条件下で安定させる。
少なくとも10回の直接放電と10回の間接放電とを適用しなければならない。連続した放電間の放電間
隔は,少なくとも10秒でなければならない。
試験は,一つの小さい試験荷重で行わなければならない。
接地端子を備えていない試験器物(EUT)では,静電気放電の試験の間に試験器物(EUT)を十分に放
電しておかなければならない。接触放電は導電面に印加し,気中放電は非導電面に印加する。
直接放電,間接放電,試験の厳しさ及び最大許容変動は,次による。また,JIS C 61000-4-2を参照とす
る。
a) 直接放電 接触放電モードでは,電極は試験器物(EUT)と接触していなければならない。気中放電
モードでは,電極を試験器物(EUT)に徐々に近づけることによって,放電させる。
b) 間接放電 試験器物(EUT)の近くに取り付けた結合板に,接触放電モードで印加する。
c) 試験の厳しさ 6 kVまでの接触放電及び8 kVまでの気中放電。
d) 最大許容変動 最大許容変動は,妨害が加わった場合と妨害なしの場合との質量表示の差が目量を超
えないか,又ははかりが有意な誤りを検出し,対処しなければならない。
B.3.5 放射電磁界イミュニティ
試験は,規定された電磁界に試験器物(EUT)をさらすことからなる。
試験装置,試験設定及び試験手順は,JIS C 61000-4-3を参照。
試験器物(EUT)を一定の環境条件下で安定させる。
試験器物(EUT)は,試験の厳しさのレベルによって規定した強さ及び特性の電磁界にさらされなけれ
ばならない。
試験は,一つの小さい試験荷重で行わなければならない。
試験の厳しさ及び最大許容変動は,次による。また,JIS C 61000-4-3を参照。
a) 試験の厳しさ 試験の厳しさは,レベル別に次による。
− 高レベル
周波数範囲1): 80 MHz〜2 000 MHz
電界強度:
10 V/m
93
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
変調:
80 %の振幅変調された1 kHzの正弦波
− 低レベル
周波数範囲: 26 MHz〜1 000 MHz
電界強度:
3 V/m
変調:
80 %の振幅変調された1 kHzの正弦波
注1) 主電源又は入出力の接続ポートがなく,B.3.6によって試験が行えない場合は,周波数範囲
の下限は26 MHzであってもよい。
b) 最大許容変動 最大許容変動は,妨害が加わった場合と妨害なしの場合との質量表示の差が目量を超
えないか,又ははかりが有意な誤りを検出し,対処しなければならない。
B.3.6 伝導無線周波電磁界イミュニティ
試験は,伝導無線周波電磁界によって誘導された妨害に試験器物(EUT)をさらすことからなる。
試験装置,試験の設定及び試験手順は,JIS C 61000-4-6を参照。
試験器物(EUT)を一定の環境条件下で安定させる。
試験器物(EUT)は,試験の厳しさのレベルによって規定した強さ及び特性の伝導妨害にさらされなけ
ればならない。
試験は,一つの小さい試験荷重で行わなければならない。
試験の厳しさ及び最大許容変動は,次による。また,JIS C 61000-4-6を参照。
a) 試験の厳しさ
周波数範囲: 0.15 MHz〜80 MHz
RF振幅:
10 V
変調:
80 %の振幅変調された1 kHzの正弦波
b) 最大許容変動 最大許容変動は,妨害が加わった場合と妨害なしの場合との質量表示の差が目量を超
えないか,又ははかりが有意な誤りを検出し,対処しなければならない。
B.3.7 車両用電源駆動のはかりに対する特別EMC要件
B.3.7.1 直流(DC)12 V及び24 Vの車両用電池の電源供給線への過渡電気伝導
試験は,電源供給線に沿った過渡伝導妨害に試験器物(EUT)をさらすことからなる。
試験装置,試験設定及び試験手順は,ISO 7637-2を参照。
試験器物(EUT)を一定の環境条件下で安定させる。
試験器物(EUT)は,試験の厳しさのレベルによって規定した強さ及び特性の伝導妨害にさらさなけれ
ばならない。
試験は,一つの小さい試験荷重で行わなければならない。
試験パルス,試験目的,試験の厳しさ及び最大許容変動は,次による。
a) 試験パルス 2a+2b,3a+3b及び4(表B.4参照)。
b) 試験目的 次の条件の下で,d) の規定を満足しているかを検証する。
− 試験中の機器と並列に接続している機器への電流を急に切断することによって,配線ハーネスのイ
ンダクタンスから発生する過渡現象(パルス2a)
− 始動スイッチを切った後,発電機として働いている直流電動機からの過渡現象(パルス2b)
− スイッチの切替え過程の結果として発生する電源供給線上の過渡現象(パルス3a及び3b)
− 内燃エンジンの始動電動回路への通電で生じる電圧降下(パルス4)
c) 試験の厳しさ 試験の厳しさは,表B.4による。
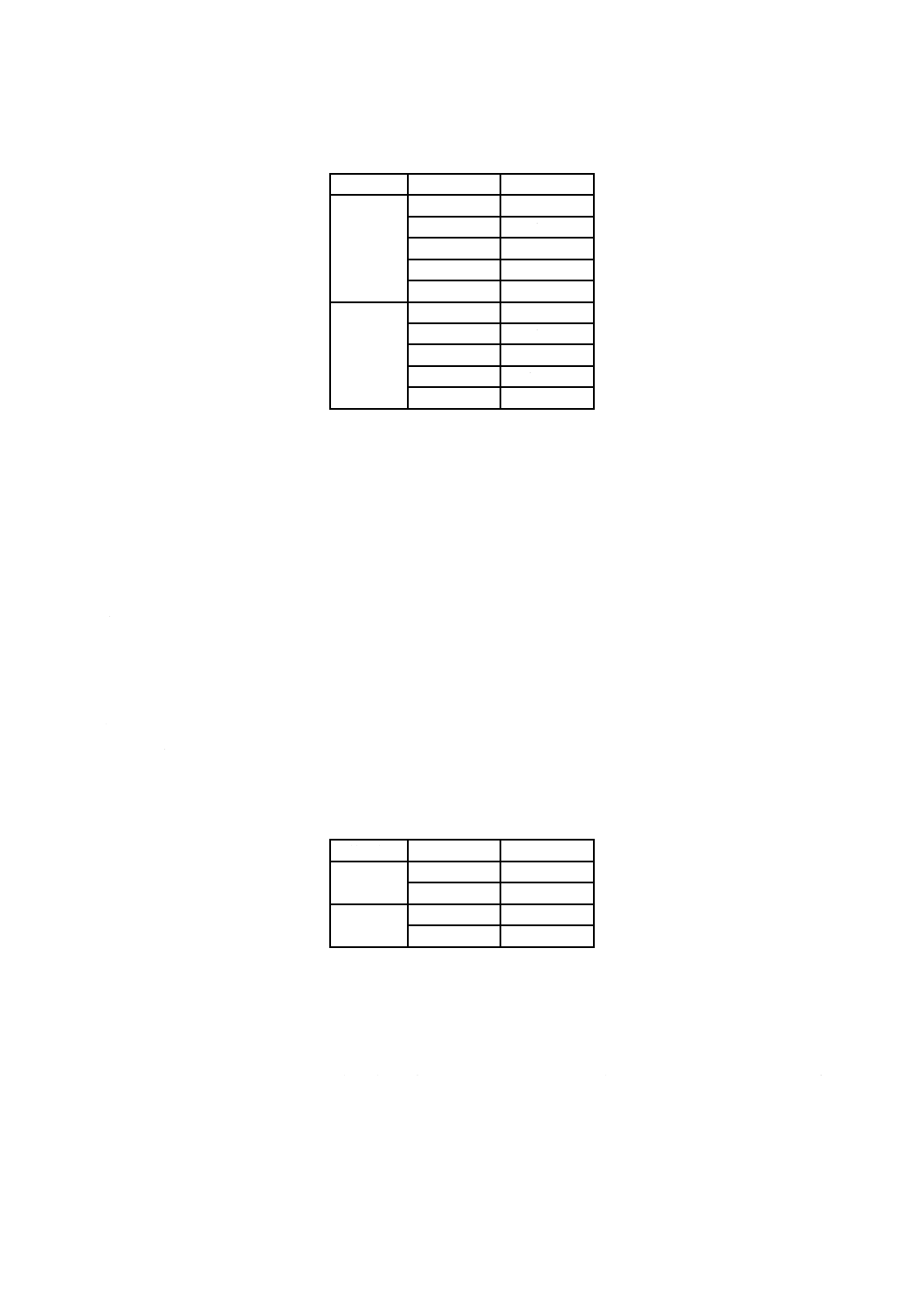
94
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表B.4−試験の厳しさ
電源電圧
試験パルス
伝導電圧
12 V
2a
+50 V
2b
+10 V
3a
−150 V
3b
+100 V
4
−7 V
24 V
2a
+50 V
2b
+20 V
3a
−200 V
3b
+200 V
4
−16 V
d) 最大許容変動 最大許容変動は,妨害が加わった場合と妨害なしの場合との質量表示の差が目量を超
えないか,又ははかりが有意な誤りを検出し,対処しなければならない。
B.3.7.2 電源供給線以外の供給線への容量結合及び誘導結合による過渡電気伝導
試験は,電源供給線以外の供給線に沿った過渡伝導に試験器物(EUT)をさらすことからなる。
試験装置,試験設定及び試験手順は,ISO 7637-3を参照。
試験器物(EUT)を一定の環境条件下で安定させる。
試験器物(EUT)は,試験の厳しさのレベルによって規定した強さ及び特性の伝導妨害にさらさなけれ
ばならない。
試験は,一つの小さい試験荷重で行わなければならない。
試験パルス,試験目的,試験の厳しさ及び最大許容変動は,次による。
a) 試験パルス a及びb(表B.5参照)。
b) 試験目的 スイッチの切替えスイッチング過程の結果として,電源供給線以外の供給線に発生する過
渡現象の状態の下で,d) の規定を満足しているかを検証する(パルスa及びb)。
c) 試験の厳しさ 試験の厳しさは,表B.5による。
表B.5−試験の厳しさ
電源電圧
試験パルス
伝導電圧
12 V
a
−60 V
b
+40 V
24 V
a
−80 V
b
+80 V
d) 最大許容変動 最大許容変動は,妨害が加わった場合と妨害なしの場合との質量表示の差が目量を超
えないか,又ははかりが有意な誤りを検出し,対処しなければならない。
B.4
スパン安定性試験
試験手順,試験継続期間,測定の間隔,試験荷重及び試験順序は,次による。
a) 試験概要 試験は,試験器物(EUT)の該当する性能試験を受ける前,試験中及び試験後に十分に安
定した周囲条件(通常の研究室環境における十分に一定な状態)で,試験器物(EUT)の器差の変動
を観測することからなる。自動スパン調整装置を内蔵したはかりに対しては,その安定性及びその意
図した使用を証明するため,スパン安定性試験の間の各計量前は,その自動スパン調整装置を作動さ
95
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
せなければならない。
スパン安定性試験を実施する性能試験は,温度試験を含み,該当する場合は,高温高湿(定常)試
験を含まなければならない。ただし,耐久性試験は含まれてはならない。附属書A及び附属書Bの他
の性能試験によって,実施してもよい。
試験器物(EUT)は,主電源,電池又はその他の電源供給装置から試験期間に少なくとも8時間の
切り離しを2回行わなければならない。切り離し回数は,製造事業者が指定している場合又は承認当
局の判断で増やしてもよい。
この試験の実施に当たっては,製造事業者の操作指示書を配慮しなければならない。
試験器物(EUT)は,電源投入後少なくとも5時間において,十分に一定な周囲状態で安定しなけ
ればならない。ただし,温度試験及び高温高湿試験の後は少なくとも16時間とする。
b) 試験継続期間 28日又は性能試験を行うのに必要な期間の,いずれか短い方。
c) 測定の間隔 半日〜10日。全体の試験期間において,測定は均一な配分を明確に行う。
d) 試験荷重 ひょう量付近。試験期間中は,同じ試験荷重を使用しなければならない。
e) 試験回数 少なくとも8回。
f)
試験手順
− 全ての要因を十分に一定な周囲状態で安定させる。
− 試験器物(EUT)をできるだけ零点近くに調整する。
− 零トラッキング装置は作動させてはならない。また,はかりに内蔵された自動スパン調整装置は作
動しなければならない。
− 試験荷重を負荷し,器差を測定する。
− 1回目の試験では,零点設定と荷重の負荷とを合計5回繰り返し,器差の平均値を測定する。
2回目以降の試験では,結果が規定の許容範囲外でないか,又は1回目の試験の5回の器差の範
囲が目量の1/10(±0.1 e)より大きくなければ,測定は1回だけ行う。
− 次のデータを記録する。
日付及び時刻,温度,気圧,相対湿度,試験荷重,表示値,器差及び試験場所の変更
− 試験中は,温度,圧力及びそれぞれの測定の間の試験荷重によるその他の影響因子から生じる全て
の必要な補正を適用する。他のいかなる試験も行う前には,試験器物(EUT)を完全に回復させる。
g) 最大許容変動 器差の変動は,N回の測定においていかなる回にも,目量の1/2(0.5 e)又は負荷した
試験荷重における検定公差の絶対値の1/2のいずれか大きいものを超えてはならない。
結果間の違いが,目量の1/4(0.25 e)又は負荷した試験荷重における検定公差の絶対値の1/4のい
ずれか大きいもの以上の傾向を示す場合は,傾向がなくなる若しくは傾向が反転する又は器差が最大
許容変動を超えるまで,試験を続けなければならない。
96
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書C
(規定)
非自動はかり用モジュールとしての指示計及び
アナログデータ処理装置の試験
C.1 適用要件
この附属書において,指示計の用語にはアナログデータ処理装置も含まれる。
次の要件を指示計に適用する。
− 精度等級の原則(5.1)
− 精度等級の分類(5.2)
− 多目量はかりに対する追加要件(5.3)
− 補助的な表示装置(5.4)
− 公差(5.5)
− 温度(5.9.2)
− 電源(5.9.3)
− 型式承認試験及び審査(5.10)
− 構造の一般要件(6.1)
− 計量結果の表示(6.2)
− アナログ指示装置(6.3)
− デジタル表示装置及び印字装置(6.4)
− 零点設定装置及び零トラッキング装置(6.5)
− 風袋引き装置(6.6)
− プリセット風袋引き装置(6.7)
− 補助検査装置(分離可能形又は固定形)(6.9)
− 複目量はかりの計量範囲の選択(6.10)
− 荷重受け部と荷重計量装置との間の選択装置又は切替装置(6.11)
− 対面販売用はかり(6.13)
− 対面販売用料金算出はかりに対する追加要件(6.14)
− 値付けはかり(6.16)
− 一般要件(7.1)
− 有意な誤りへの対処(7.2)
− 機能要件(7.3)
− 性能試験及びスパン安定性試験(7.4)
− ソフトウェア制御の電子装置の追加要件(7.5)
注記 特にPCに対しては,表18によった区分及び必要な試験を行うことが望ましい。
C.1.1 精度等級
指示計の精度等級は,完成したはかりと同じ精度等級でなければならない。ただし,使用する予定のは
かりよりも上位の精度等級の指示計は,要件を満足すれば,より低い精度等級のはかりに使用することが
できる。
97
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
C.1.2 目量の数(n)
指示計の目量の数は,その指示計を使用する予定のはかりと同じ又はそれよりも大きな目量の数を備え
ていなければならない。
C.1.3 使用温度範囲
指示計の使用温度範囲は,その指示計を使用する予定のはかりと同じか又はそれよりも広い温度範囲を
備えていなければならない。
C.1.4 入力信号範囲
接続したロードセルのアナログ出力信号の範囲は,指示計に規定された入力信号範囲内でなければなら
ない。
C.1.5 目量当たりの最小入力信号
指示計に規定された目量当たりの最小入力信号(μV)は,接続したロードセルのアナログ出力信号をそ
のはかりの目量の数で除したものに等しいか,それより小さくなければならない。
C.1.6 ロードセルインピーダンスの範囲
指示計に接続したロードセルに生じるインピーダンスは,その指示計に規定された範囲内でなければな
らない。
C.1.7 最大ケーブル長
ロードセルのケーブルが長くなるか,又は複数のロードセルが指示計と分離したロードセル接続ボック
スとを使って接続されている場合,ロードセルの印加電圧のリモートセンシングをもつ6線式の技術を使
った指示計だけを使用しなければならない。ただし,ロードセル又はロードセル接続ボックスと指示計間
との延長ケーブル長は,その指示計に規定された最大長を超えてはならない。この最大ケーブル長は,単
心の材料及び断面積によって,インピーダンスの単位で規定される最大線抵抗値でも表すことができる。
C.2 試験の一般原則
試験の数を限定するために,できる限り最大の適用範囲を包含する条件下で指示計を試験することが望
ましい。これは,ほとんどの試験を最悪の条件下で行うべきことを意味する。多くの試験をロードセル又
はシミュレータのいずれかを使って行うことができるが,この両方ともA.4.1.7の要件を満足しなければな
らない。しかし,妨害試験は,ロードセル又は最も現実的な状態の荷重受け部で行うことが望ましい。
指示計の同一型式の試験については,5.10.4に加えて,C.2.1〜C.2.7による。
注記 異なる機種の指示計については,EMC及び温度による影響が異なる可能性のあるものは,特に
注意を払わなければならない。
C.2.1 最悪条件
試験の数を限定するために,指示計の最大の適用範囲を包含する条件下で試験しなければならない。
注記 このことは,ほとんどの試験が,最悪条件下で行われなければならないことを意味している。
C.2.1.1 目量当たりの最小入力信号(μV/e)
指示計は,製造事業者が規定した目量当たりの最小入力信号(通常は,最小入力電圧)で試験を行わな
ければならない。性能試験及び妨害における性能試験にとっても厳しい条件の場合であると考えられてい
る。
注記 厳しい条件の要因として,性能試験におけるロードセル出力信号の大部分を占める固有雑音,
妨害における性能試験での信号と高周波数電圧レベルとの好ましくない比率などがある。
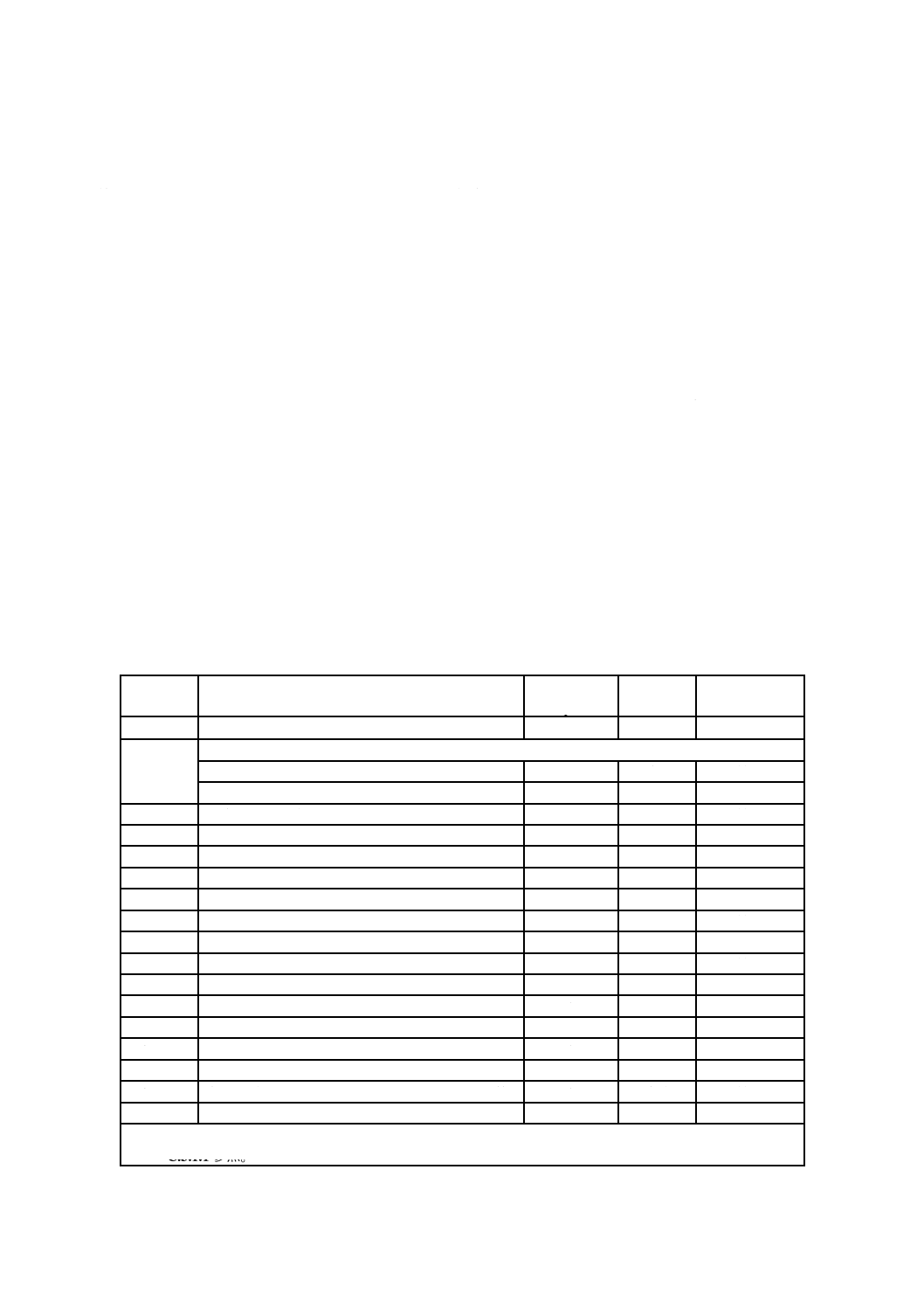
98
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
C.2.1.2 疑似最小荷重
疑似した最小荷重は,製造事業者が規定した最小値でなければならない。指示計の低い入力信号は,直
線性及び他の重要な特性に関して最大の問題範囲を包含している。より大きな最小荷重をもつより大きな
零ドリフトの可能性は,あまり重要な問題であるとはみなされていない。しかし,最小荷重の最大値をも
つ可能性のある問題(例えば,入力増幅器の飽和)を考慮しておかなければならない。
C.2.2 疑似ロードセルのインピーダンスの値
7.4.3の影響因子における性能試験は,シミュレータの代わりにロードセルを使って製造事業者が規定し
たとおり接続したロードセルに対して,規定のインピーダンスの現実的な最高値(少なくとも規定の最高
インピーダンスの1/3)で行わなければならない。放射電磁界イミュニティ試験では,ロードセルを電波
無響室内部の均一領域内に置くのが望ましい。ロードセルケーブルは,はかりの重要な部分であり,周辺
装置(モジュールEUTの試験設定を示したJIS C 61000-4-3の図6参照)ではないと考えられるので,分
離してはならない。
7.4.3の妨害における性能試験は,ロードセル又はシミュレータのいずれかを使って行う。ただし,この
ロードセル又はシミュレータは,試験中に影響因子にさらしてはならず,恒温恒湿槽の外に設置する。ロ
ードセルを使用する場合は,申請者が規定した最低インピーダンスで行わなければならない。
次の表C.1は,どの試験を最低インピーダンスで行うか,又はどの試験をインピーダンスの現実的な最
高値で行うかを示している。
この附属書に引用したロードセルのインピーダンスは,印加線路間に接続されるインピーダンスである
ロードセルの入力インピーダンスである。
表C.1−疑似ロードセルのインピーダンスの値
附属書
関連項目
誤差配分
(pi)
インピー
ダンス
μV/e
A.4.4
計量性能の決定
0.3〜0.8
低
最小
A.4.5
複数の表示装置をもつはかり
アナログ
1
低
最小
デジタル
0
低
最小
A.4.6.1
正味量の計量試験
低
最小
A.4.10
繰返し性試験
低
最小/最大b)
A.5.2
予熱時間の試験
0.3〜0.8
低
最小/最大b)
A.5.3.1
静的温度
0.3〜0.8
低
最小/最大b)
A.5.3.2
零点表示の温度影響
0.3〜0.8
低
最小
A.5.4
電源電圧変動試験
1
低
最小
B.2
高温高湿(定常状態)
0.3〜0.8
低
最小/最大b)
B.3.1
AC主電源の電圧ディップ及び短時間停電
1
高a)
最小
B.3.2
バースト
1
高a)
最小
B.3.3
サージ(該当する場合)
1
高a)
最小
B.3.4
静電気放電
1
高a)
最小
B.3.5
放射電磁界イミュニティ
1
高a)
最小
B.3.6
伝導無線周波電磁界イミュニティ
1
高a)
最小
B.3.7
車両用電源駆動のはかりに対する特別EMC要件
1
高a)
最小
B.4
スパン安定性試験
1
低
最小
注a) 試験は,ロードセルを使用して行わなければならない。
b) C.3.1.1参照。
99
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
C.2.3 周辺装置
申請者は,システム又はサブシステムが正常に機能し,計量結果に不正がないことを立証するための周
辺装置を提供しなければならない。
7.4.3の妨害における性能試験を行っている間,周辺装置はあらゆるいろいろなインタフェースに接続し
なければならない。ただし,全てのオプションの周辺装置が入手できない場合,又は試験現場に設置でき
ない(特に,放射電磁界イミュニティ試験において,均一領域にそれらを設置しなければならない。)場合,
少なくとも周辺装置のケーブルをインタフェースに接続しておく。周辺装置のケーブルの形式及びその長
さは,製造事業者によって規定されたとおりでなければならない。ただし,3 mを超えるケーブル長が規
定されている場合,3 mの長さでの7.4.3の妨害における性能試験を行えばよい。
C.2.4 調整及び性能試験
調整は,製造事業者が定めたとおりに行わなければならない。試験は,目量当たりの最小入力電圧で零
から目量の数の最大数(nmax)まで達する少なくとも五つの異なる疑似荷重で行わなければならない。高
感度指示計では,目量当たりの最大入力電圧でも行わなければならない(C.2.1.1参照)。誤差限度値の切
替点に近い点を選択するのが好ましい。
C.2.5 目量より小さい表示
指示計がより小さい表示桁(pi×eの1/5より大きくない高解像モード)で質量値を表示する装置を備え
ている場合,この装置を使って器差を測定することができる。また,アナログ−デジタル変換器のカウン
ト値などが得られる場合,サービスモードでも試験することができる。いずれかの装置を使用する場合,
評価報告書に記録するのが望ましい。
試験の前に,この表示モードが測定誤差を確立するのに適していることを検証しなければならない。高
解像モードがこの要求を満足しない場合,ロードセル,荷重及び小さい追加荷重を使ってpi×eの1/5より
よい不確かさをもつ切替点を決定しなければならない(A.4.4.4参照)。
C.2.6 ロードセルシミュレータ
シミュレータは,この指示計に適していなければならない。そのシミュレータは,指示計及びアナログ
データ処理装置の使用印加電圧に対して校正しなければならない(AC印加電圧とはAC校正も意味する。)。
C.2.7 誤差配分(pi)
標準の誤差配分は,完成はかりの検定公差の0.5倍(pi=0.5)である。しかし,これは誤差配分が0.3
と0.8との間で変動することを妨げない。
製造事業者は,誤差配分の範囲を割り当てている試験に対する基礎として使用する誤差配分を固定しな
ければならない(表C.1参照)。
繰返し性に関して,誤差配分の値が与えられていない。不十分な繰返し性は,ある種の摩擦を引き起こ
す可能性のある,てこ,刃及び皿並びにその他機械的構造をもつ機械的はかりの代表的な問題点である。
指示計は,通常繰返し性に不足を引き起こさないことが期待されている。まれに,問題を引き起こすこと
があるが,これは,5.6.1の繰返し性が十分でないわけではない。その理由及び結果に特別な注意を払わな
ければならない。
C.3 試験
指示計の試験は,C.1に規定する適用要件の試験を行う。
C.3.1 温度影響の試験
一般に,増幅に及ぼす温度の影響は次の手順によって試験する。
100
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
− 20 ℃において規定の調整を実行する。
− 試験温度を変更し,測定ポイントが誤差限度値内にあるかを確認する。その場合,零点をシフトして
もよい。
この手順は,指示計が調整可能であり,かつ,誤差曲線に認められる非直線性が試験設備に起因しない
ことが十分に確実な程度の精度で測定が可能である最大増幅率及び最低インピーダンスで実施しなければ
ならない。
この精度が得られない場合(例えば,高感度指示計),次の手順で2度行わなければならない(C.2.1.1
参照)。
− 第1測定:最小増幅率で最低5点の測定箇所
− 第2測定:最大増幅率で測定範囲の上限値及び下限値
この2点を引いた直線(零点を補正する。)が第1測定時と同形な誤差曲線が誤差範囲内にある場合,温
度による増幅率の変化は許容できる(誤差包絡線)。
無負荷時の表示に対する温度影響は,μV単位の入力信号の変化で表される零点に対する温度変化の影
響である。零点ドリフトは,隣接した二つの温度で表示された値を通る直線によって計算する。零ドリフ
トは,pi×e/5K未満であることが望ましい。
C.3.1.1 高増幅率及び低増幅率での試験
目量当たりの最小入力電圧が極めて低い場合(1 μV/e以下である場合),直線性を決定するためのシミュ
レータ又はロードセルを選択することは非常に困難である。
1 μV/eをもつ指示計に対して誤差配分の値が0.5である場合(pi=0.5),目量の数が500(500 e)より小
さい疑似荷重に対する検定公差は0.25 μV/eである。このシミュレータの誤差が0.05 μV/eを超える影響を
引き起こさないか,又は少なくともその繰返し性が0.05 μV/e以下であることが望ましい。
いずれの場合も,次の点を考慮しなければならない。
a) 指示計の直線性を全入力範囲にわたって試験する。
例 ロードセルの印加電圧が12 Vの代表的な指示計が,24 mVの計測範囲をもっているとする。こ
の指示計が目量の数が6 000(6 000 e)に対して規定されている場合,その直線性は,24 mV/6 000
e=4 μV/eで試験することができる。
b) 同じ設定で,増幅に対する温度影響は,静的温度試験中及び高温高湿(定常)試験中に測定しなけれ
ばならない。
c) 指示計は,指定された最小荷重及び目量当たりの最小入力電圧に設定する。この値が1 μV/eであると
想定する。それは入力範囲の25 %だけが使用されていることを意味する。
d) 指示計を0 mV及び6 mVに近い入力電圧で試験する。
この二つの入力電圧での表示を20 ℃,40 ℃,−10 ℃,5 ℃及び20 ℃において記録する。20 ℃
における6 mVでの表示(0 mVでの表示に補正)と他の温度における表示間の差をグラフに表す。
点を,a) 及びb) を行ったのと同じ形の様式の曲線を使って零点と結ぶ。ここで描いた曲線が,目
量の数が6 000(6 000 e)に対する誤差包絡線内に入っていなければならない。
e) この試験の間,無負荷表示の温度影響も測定して,5 ℃当たりの零ドリフトが,目量と誤差配分との
積(pi×e)未満であるかどうかを調べることができる。
指示計がa)〜e) の要件を満足する場合には,5.9.2.1〜5.9.2.3に準拠し,また,静的温度試験及び高温高
湿(定常)試験の要件に準拠していることになる。
101
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
C.3.2 風袋
計量時に及ぼす風袋引きの影響は,専ら誤差曲線の直線性に依存する。この直線性は,通常の性能試験
を行うことによって決定する。誤差曲線が著しい非直線性を示した場合,その誤差包絡線をその曲線に沿
って移動させて,この指示計がその階段状の検定公差に応じた風袋量に対する要求を満足するかどうか検
証することができる。
C.3.3 センシング機能
C.3.3.1 一般
ひずみゲージ式ロードセルを使用した指示計のうち,4線式を使った指示計を使用するときは,ロード
セルケーブルを長くする又は余分のケーブルをもつロードセル接続ボックスを使用することは許容されな
い。6線式を使った指示計では,長くしたケーブル1)によるロードセル印加電圧の変動又は温度によるケ
ーブルの抵抗変化を指示計が補正できるように,センシング入力を備えている。しかし,この機能の理論
的原理に反して,ロードセル印加電圧の変動補正は,そのセンシング入力の限定された入力抵抗のため制
限を受ける。これが温度変動によるケーブル抵抗変動による影響につながり,スパンの有意なシフトを生
じることになる。
注1) 4線式のひずみゲージ式ロードセルと6線式を使った指示計の間との延長ケーブルは,6線式の
延長ケーブルによって,ロードセル接続ボックスから指示計まで延長することができる
(C.3.3.2.2参照)。
C.3.3.2 試験
センシング機能は,次の最悪な条件で試験しなければならない。
− ロードセルの印加電圧の最大値
− 疑似できるならば,接続する可能性のあるロードセルの最大数
− 疑似できるならば,最大ケーブル長
C.3.3.2.1 ロードセルの最大数
ロードセルの最大数は,印加回路に可変分流抵抗器を入れ,シミュレータ又はロードセルそれぞれに並
列に接続して疑似試験することができる。
C.3.3.2.2 最大ケーブル長
最大ケーブル長は,全ての6線式に可変抵抗器を挿入することで疑似試験することができる。その抵抗
器をそのケーブルの最大抵抗値(最大ケーブル長)に設定する(予定の材料,例えば,銅又はその他,及
び断面積による。)。しかし,ほとんどの場合,抵抗器を印加回路及びセンシング回路だけに入れることで
十分である。それは信号入力電流の入力インピーダンスがそのセンシング入力のものに比べて極めて高い
からである。したがって,信号入力電流は,印加回路及びセンシング回路の電流に比較してほぼ零又は少
なくとも極めて小さくなる。この入力電流が零に近いので電圧降下を無視でき,有意の影響が予想できな
い。
C.3.3.2.3 指示計の再調整
ケーブルシミュレーション抵抗器を設定した後,指示計を再調整しなければならない。
C.3.3.2.4 スパン変動測定
零と最大荷重間とのスパンを測定しなければならない。最悪条件下では,はかりの使用温度範囲に対応
した温度変動による抵抗変化が生じる可能性がある。したがって,最小動作温度間と最大動作温度間との
差に対応した温度変動ΔRtempを疑似試験する必要がある。この抵抗の予想される変動は,次の式に基づい
て決定する。
102
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ΔRtemp=Rcable×α×(Tmax−Tmin)
ここに, ΔRtemp: 温度変動
α: ケーブル材料の温度係数(1/℃)[例えば,銅の温度係数αcopper
=0.003 9(1/℃)]
Tmax: 使用温度範囲の上限値
Tmin: 使用温度範囲の下限値
A
l
R
×
=ρ
cable
ここに, Rcable: 単線の抵抗値
ρ: ケーブル材料の固有抵抗値(Ωmm2/m)[例えば,銅:ρcopper
=0.017 5(Ωmm2/m)]
l: ケーブルの長さ(m)
A: 単線の断面積(mm2)
可変抵抗器を新しい値に設定した後,零と最大荷重間とのスパンを再度測定する。この変動は正方向又
は負方向であるので,両方向で試験する。例えば,精度等級3級のはかりでは,疑似ケーブル抵抗値が両
方向に50 ℃の温度幅の変動(使用温度範囲が−10 ℃〜+40 ℃)に該当する。
C.3.3.2.5 スパン変動の限界値
温度変動によるケーブルへのスパン変動の限界値を決めるには,指示計の静的温度試験結果を考慮しな
ければならない。温度による指示計の最大スパン誤差と誤差限界値との間の差が,センシング装置による
限定された補正によるスパンに対する影響に割り当てられる(図C.1参照)。しかし,この影響は,検定公
差に誤差配分を乗じた絶対値の1/3を超える誤差を引き起こしてはならない。
Δspan(ΔT)≦pi×mpe−Emax(ΔT)
ここに,
pi: 誤差配分
mpe: 検定公差
Emax: ロードセル定格荷重
Δspan(ΔT)≦31×pi×mpeabs
指示計がこれらの条件を満足しない場合,最大ケーブル抵抗値を小さくする,及び最大ケーブル長を短
くする又はより大きな断面積を選択しなければならない。
この特定のケーブル長は,m/mm2の形で与えられる(ケーブル材料,例えば,銅及びアルミニウムによ
る。)。
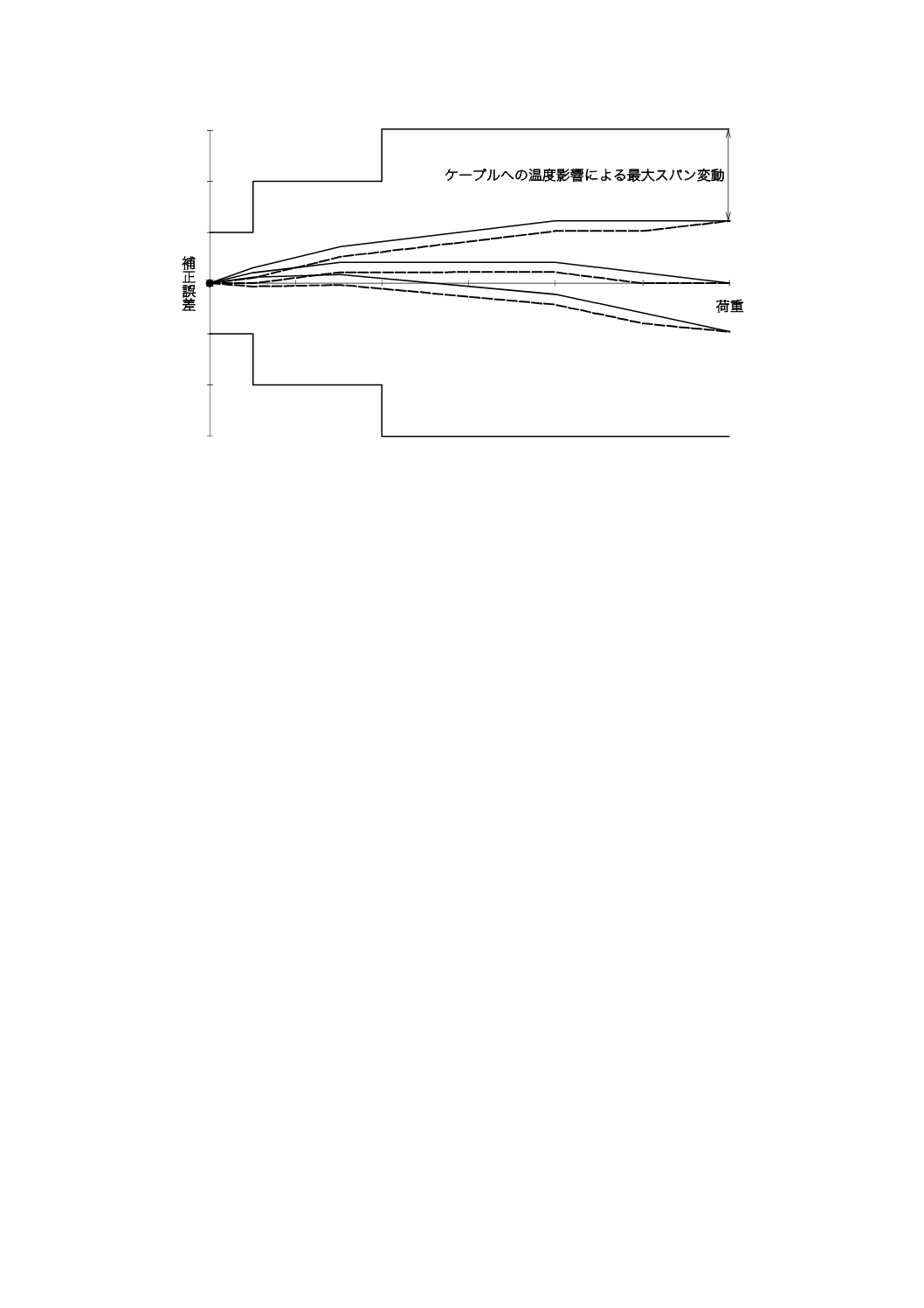
103
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図C.1−スパン変動の限界値
C.3.4 その他の影響
その他の影響及び制限を完成はかりに対して配慮することは望ましいが,モジュールに対しては考慮す
る必要がない。
104
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書D
(規定)
非自動はかり用モジュールとしてのデジタル装置の試験
D.1 適用要件
D.1.1 デジタルデータ処理装置,ターミナル及びデジタルディスプレイの要件
デジタルデータ処理装置,ターミナル及びデジタルディスプレイは,次による。
− 多目量はかりに対する追加要件(5.3)
− 電源(5.9.3)
− 型式承認試験及び審査(5.10)
− 構造の一般要件(6.1)
− 計量結果の表示(6.2)
− デジタル表示装置及び印字装置(6.4)
− 零点設定装置及び零トラッキング装置(6.5)
− 風袋引き装置(6.6)
− プリセット風袋引き装置(6.7)
− 複目量はかりの計量範囲の選択(6.10)
− 荷重受け部と荷重計量装置との間の選択装置又は切替装置(6.11)
− 対面販売用はかり(6.13)
− 対面販売用料金算出はかりに対する追加要件(6.14)
− 値付けはかり(6.16)
− 一般要件(7.1)
− 有意な誤りへの対処(7.2)
− 機能要件(7.3)
− 性能試験及びスパン安定性試験(7.4)
− ソフトウェア制御の電子装置の追加要件(7.5)
D.1.2 補助要件
D.1.2.1 誤差配分
デジタルデータ処理装置,ターミナル及びデジタルディスプレイは,純粋にデジタルモジュールである。
これらモジュールに対して,この誤差配分は,完成したはかりの検定公差の0倍(pi=0.0)である。
D.1.2.2 精度等級
デジタルデータ処理装置,ターミナル及びデジタルディスプレイは,純粋にデジタルモジュールである。
したがって,それを全ての精度等級のはかりに使用することができる。完成したはかりの精度等級の関連
要件は,考慮しなければならない。
D.2 試験の一般要件
D.2.1 一般
デジタルデータ処理装置,ターミナル及びデジタルディスプレイは,純粋にデジタルモジュールである。
次の試験をしなければならない。
105
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
− E.1.1に規定した要件によった機能及び表示
− E.3に規定した妨害
しかし,全ての指示値及びインタフェース経由の伝送は,公開する全ての機能から,それらが正しく,
この規格に準拠していることを確認しなければならない。
D.2.2 シミュレータ
モジュールの試験には,適切なシミュレータを全ての機能が動作して,試験できるモジュールの入力イ
ンタフェースに接続しなければならない。
例 デジタルデータ処理装置,計量部モジュール,試験用A/D変換,ターミナル又はデジタルディス
プレイ試験用デジタルデータ処理装置
D.2.3 表示装置
デジタルデータ処理装置を試験するには,適切なデジタルディスプレイ又はターミナルを接続して,そ
れぞれの計量結果を表示し,そのデジタルデータ処理装置の全ての機能を動作させなければならない。
D.2.4 インタフェース
全てのインタフェースには,7.3.6に規定する要件を適用する。
D.2.5 周辺装置
周辺装置は,モジュールが正しく機能することを立証するために申請者が供給しなければならない。そ
の計量結果は,周辺装置によって容認できないような影響を受けてはならない。
妨害試験を実施する場合には,周辺装置は全ての異なったインタフェースに接続されなければならない。
D.3 試験
デジタルデータ処理装置,ターミナル及びデジタルディスプレイは,7.4の規定によって次の試験を実施
しなければならない。
− 電源電圧変動試験(A.5.4)
− AC主電源の電圧ディップ及び短時間停電(B.3.1)
− バースト(B.3.2)
− 該当する場合,サージ(B.3.3)
− 静電気放電(B.3.4)
− 放射電磁界イミュニティ(B.3.5)
− 伝導無線周波電磁界イミュニティ(B.3.6)
− 車両用電源駆動のはかりに対する特別EMC要件(B.3.7)
電源電圧変動試験では,法定計量に関連する機能,主表示の読取りだけを観測しなければならない。
純粋なデジタルモジュールは,関連するIEC規格への準拠がこの規格で要求しているのと少なくとも同
一レベルであって,他の方法で確立している場合には,妨害における性能試験(B.3)に対して,試験を省
略することができる。
106
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書E
(規定)
非自動はかり用モジュールとしての計量部モジュールの試験
E.1
適用要件
E.1.1 計量部モジュールの要件
次の要件を計量部モジュールに適用する。
− 精度等級の原則(5.1)
− 精度等級の分類(5.2)
− 多目量はかりに対する追加要件(5.3)
− 公差(5.5)
− 結果の間の許容差(5.6)
− 感じ(5.8)
− 影響量及び時間による変動(5.9)
− 型式承認試験及び審査(5.10)
− 構造の一般要件(6.1)
− 計量結果の表示(6.2)
− デジタル表示装置及び印字装置(6.4)
− 零点設定装置及び零トラッキング装置(6.5)
− 風袋引き装置(6.6)
− プリセット風袋引き装置(6.7)
− 複目量はかりの計量範囲の選択(6.10)
− 荷重受け部と荷重計量装置との間の選択装置又は切替装置(6.11)
− 対面販売用はかり(6.13)
− 対面販売用料金算出はかりに対する追加要件(6.14)
− 値付けはかり(6.16)
− 一般要件(7.1)
− 有意な誤りへの対処(7.2)
− 機能要件(7.3)
− 性能試験及びスパン安定性試験(7.4)
− ソフトウェア制御の電子装置の追加要件(7.5)
E.1.2 補助要件
E.1.2.1 誤差配分
計量部モジュールに対して,この誤差配分は完成したはかりの検定公差の1倍(pi=1.0)である。
E.1.2.2 精度等級
計量部モジュールの精度等級は,使用する予定のはかりと同じ精度等級でなければならない。ただし,
使用する予定のはかりよりも上位の精度等級の計量部モジュールは,要件を満足すれば,より低い精度等
級のはかりに使用することができる。
107
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
E.1.2.3 目量の数(n)
計量部モジュールの目量の数は,その計量モジュールを使用する予定のはかりと同じ又はそれよりも大
きな目量の数を備えていなければならない。
E.1.2.4 使用温度範囲
計量部モジュールの使用温度範囲は,その計量モジュールを使用する予定のはかりと同じ又はそれより
も広い温度範囲を備えていなければならない。
E.2
試験の一般原則
E.2.1 一般
計量部モジュールは,その表示装置及び制御装置の設計及び構造試験を除いて,完成はかりと同じ方法
で試験をしなければならない。しかし,全ての指示値,インタフェース経由の伝送は,公開する全ての機
能から,それらが正しくこの規格に準拠していることを確認しなければならない。
E.2.2 表示装置
この試験のためには,適切な表示装置又はターミナルを接続して,そのそれぞれの計量結果を表示し,
その計量部モジュールの全ての機能を作動させなければならない。
計量部モジュールが,実目量表示での計量結果となっている場合には,その表示装置又はターミナルは,
その実目量を表示しなければならない。
この表示装置は,器差を決めるために表示をより高分解能にすることが望ましい。
例 表示をより高分解能にするには,特別な操作によって,目量よりも高分解能であるカウント値を
得る機能などがある。
E.2.3 インタフェース
全てのインタフェースには,7.3.6に規定する要件を適用する。
E.2.4 周辺装置
周辺装置は,システム又はサブシステムの正確な機能及び計量結果の正しいことを実証するため申請者
が供給しなければならない。
妨害試験を実施する場合には,周辺装置は全ての異なったインタフェースに接続されなければならない。
E.3
試験
計量部モジュールは,7.4に規定する試験を実施しなければならない。
108
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書F
(規定)
非自動はかり用モジュールとしての適合性チェック
F.0A 一般
F.1〜F.4は,附属書Cによって適用される指示計とアナログロードセルとの組合せだけについて規定す
る。
F.5は,アナログデータ処理装置,デジタルデータ処理装置又はターミナルと組み合わせたデジタルロ
ードセルとについて規定する。
F.6は,適合性チェックの事例を記載する。
モジュールを使用する場合には,はかりとモジュールとの適合性チェックは,ある一連のデータを必要
とする。この附属書では,F.1〜F.3で,適合性の要件に必要なはかり,ロードセル及び指示計のデータを
示す。
F.1
はかり
次のはかりの計量的データ及び技術的データは,適合性チェックのために必要である。
a) はかりの精度等級
b) Max(g,kg,t):ひょう量 3.3.1.1に基づいたはかりのひょう量
多目量はかり又は複目量はかりの場合,Max1,Max2及びMaxr
c) e(g,kg):目量 3.3.2.3に基づいた目量
(e1,e2,e3)(多目量はかり又は複目量はかりの場合。ここに,e1=emin)
d) n:目量の数 3.3.2.5に規定した目量の数(n=Max/e)
多目量はかり又は複目量はかりの場合。ここに,ni=Maxi/ei(n1,n2,n3)
e) R:減少率 例えば,てこの比率(3.3.3参照)
f) N:ロードセルの数
g) IZSR(g,kg):初期零点設定範囲 3.2.7.2.4に基づいた初期零点設定範囲で,計量の前にはかりの電
源を投入すると自動的に表示を零に設定する。
h) NUD(g,kg):不均一分布荷重に対する補正
注記1 荷重の不均一分布の値は,一般的にほかに何も推定を行っていない場合,はかりの代表的
な構造に対して推定される。
注記2 てこ及びロードセルを一つ備えたはかり,最小の偏置荷重だけを適用できる荷重受け部を
もつはかり,又は一点のロードセルを備えたはかりは,ひょう量の0 %
注記3 上記以外のはかりは,ひょう量の20 %
注記4 フォークリフトはかり,車両用はかり及び架空式はかりは,ひょう量の50 %
注記5 複数の荷重受け部をもつはかりは,ひょう量の50 %
i)
DL(g,kg):荷重受け部の最小荷重 ロードセル上に載っている荷重受け部自体の質量で,荷重受け
部に搭載した追加構造物。
j)
T+:加算式風袋量
k) Tmin(℃):使用温度範囲の下限値

109
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
l)
Tmax(℃):使用温度範囲の上限値
m) CH,NH,SH:実施した湿度試験の記号
n) 6線式の接続システム
1) L(m):延長ケーブルの長さ
2) A(mm2):延長ケーブルの断面積
3) Q:補正係数 補正係数(Q>1)は,次の式による。偏置荷重,荷重受け部の最小測定量,初期零
点設定範囲及び加算式風袋量を考慮する。
Q=(Max+DL+IZSR+NUD+T+)/Max
F.2
個別に試験したロードセル
JIS B 7612-1又はJIS B 7612-2に規定した個別に試験したロードセルは,個々のOIML証明書又はNMIJ
試験成績書が存在していて,5.10.2.1〜5.10.2.3に規定した要件が満足している場合,試験を繰り返すこと
なく使用することができる。SH又はCHの湿度試験を実施したロードセルだけがはかり用のモジュールに
なり,それ以外は使用できない(5.10.2.4参照)。
F.2.1
精度等級
ロードセルの使用温度範囲,湿度及びクリープに対する安定性評価を含む精度等級は,そのはかりに対
する要件を満足していなければならない(表F.1参照)。
表F.1−対応する精度等級
精度等級
参照
はかり(WI)
1級
2級
3級
4級
表6
ロードセル(LC)
A
A a),B
B b),C
C,D
JIS B 7612-1又はJIS B 7612-2
注a) 精度等級2級のはかりに使用する精度等級Aのロードセルは,使用温度範囲が十分で,湿度及びクリープに
対する安定性評価がそれぞれのはかりの精度等級の要件に対応している場合だけ使用が認められる。
b) 精度等級3級のはかりに使用する精度等級Bのロードセルは,使用温度範囲が十分で,湿度及びクリープに
対する安定性評価がそれぞれのはかりの精度等級の要件に対応している場合だけ使用が認められる。
F.2.2
誤差配分
ロードセルに対する誤差配分がOIML証明書又はNMIJ試験成績書に記載されていない場合,ロードセ
ルの誤差配分は0.7(pLC=0.7)である。5.10.2.1によると,この誤差配分は0.3〜0.8(0.3≦pLC≦0.8)であ
る。
F.2.3
使用温度範囲
ロードセルに対する使用温度範囲がOIML証明書又はNMIJ試験成績書に記載されていない場合,使用
温度範囲の下限値は−10 ℃(Tmin=−10 ℃)及び上限値は40 ℃(Tmax=40 ℃)である。5.9.2.2によって,
使用温度範囲が限定される。
F.2.4
ロードセルの最大定格荷重(Emax)
ロードセルの最大定格荷重は,次の条件を満足しなければならない。
N
R
Q
E
×
×Max
max≧
F.2.5
ロードセルの最小荷重(Emin)
荷重受け部による最小荷重は,ロードセルの最小荷重に等しいか又はそれを超えていなければならない
(多くのロードセルでは,Emin=0である。)。
110
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
N
R
E
×
DL
min≦
F.2.6
ロードセルの目量の数の最大数(nLC)
ロードセルの目量の数の最大数(nLC)は,そのはかりの目量の数(n)未満であってはならない。
nLC≧n
多目量はかり又は複目量はかりでは,目量の数は部分計量範囲又は個別の計量範囲に適用する。
nLC≧ni
多目量はかりでは,最小荷重の出力の戻りDRは,次の条件を満足しなければならない。
N
R
e
E
E
×
×
×
1
max
5.0
DR
≦
,又は
Max
5.0
DR
1
max
e
E
×
≦
ここに,
E: E=Max×R/N(はかりにひょう量を負荷した場合のロー
ドセルの部分荷重である。)
Emax: ロードセルの最大定格荷重
R: 減少率
N: 多目量はかり又は複目量はかりのロードセルの数
DRが未知の場合,nLC≧Maxr/e1の条件を満足しなければならない。
同一のロードセルで複数の計量範囲に使われる複目量はかりは,そのロードセルの最小荷重の出力の戻
りDRは,次の条件を満足しなければならない。
N
R
e
E
E
×
×
1
max
DR
≦
,又は
Max
DR
1
max
e
E
≦
DRが未知の場合,nLC≧0.4×Max/e1の条件を満足しなければならない。
F.2.7
ロードセルの最小目量(νmin)
ロードセルの最小目量は,はかりの目量に減少率を乗じて,それをロードセルの数の平方根で除したも
のより大きくてはならない。
N
R
e
v
×
1
min≦
νminは,質量単位である。上記の式は,アナログロードセル及びデジタルロードセルの両方に適用する。
同一のロードセルで複数の計量範囲に使われる複目量はかり又は多目量はかりは,目量(e)が目量(e1)
と置き換える。
F.2.8
ロードセルの入力抵抗(RLC)
ロードセルの入力抵抗は,指示計で確定される。
RLC/Nは指示計の負荷抵抗の範囲(RLmin〜RLmax)までを満足しなければならない。
F.2.9
ロードセルの定格出力
Emaxを荷重した後の入力電圧に関連したロードセルの出力信号は,通常mV/Vの単位で表現する。
F.3
個別に試験した指示計及びアナログデータ処理装置
附属書Cによって個別に試験を行った指示計及びアナログデータ処理装置は,それぞれOIML証明書又
はNMIJ試験成績書が存在し,5.10.2.1〜5.10.2.3に規定する要件を満足している場合,試験を繰り返すこ
となく使用することができる。
F.3.1
精度等級
指示計及びアナログデータ処理装置の使用温度範囲及び湿度に対する安定性評価を含む精度等級は,そ
111
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
のはかりに対する要件を満足していなければならない(表F.2参照)。
表F.2−対応する精度等級
精度等級
参照
はかり(WI)
1級
2級
3級
4級
表6
指示計等(IND)
a),
b),
,
−
注a) 精度等級2級のはかりに使用する精度等級1級の指示計及びアナログデータ処理装置は,使用温度範囲が十分
で,湿度に対する安定性評価がそれぞれのはかりの精度等級の要件に対応している場合だけ使用が認められる。
b) 精度等級3級のはかりに使用する精度等級2級の指示計及びアナログデータ処理装置は,使用温度範囲が十分
で,湿度に対する安定性評価がそれぞれのはかりの精度等級の要件に対応している場合だけ使用が認められる。
F.3.2
誤差配分
指示計及びアナログデータ処理装置に対する誤差配分がOIML証明書又はNMIJ試験成績書に記載され
ていない場合,指示計及びアナログデータ処理装置の誤差配分は0.5(pind=0.5)である。5.10.2.1による
と,この誤差配分は0.3〜0.8(0.3≦pind≦0.8)である。
F.3.3
使用温度範囲
指示計及びアナログデータ処理装置に対する使用温度範囲がOIML証明書又はNMIJ試験成績書に記載
されていない場合,使用温度範囲の下限値は−10 ℃(Tmin=−10 ℃)及び上限値は40 ℃(Tmax=40 ℃)
である。5.9.2.2によって,使用温度範囲が限定される。
F.3.4
指示計及びアナログデータ処理装置の目量の数の最大数
指示計及びアナログデータ処理装置の目量の数の最大数(nind)は,そのはかりの目量の数(n)未満で
あってはならない。
nind≧n
多目量はかり又は複目量はかりでは,目量の数は部分計量範囲又は個別の計量範囲に適用する。
nind≧ni
多目量はかり又は複目量はかりの場合,これらの機能は適用する指示計に含まれている。
F.3.5
はかりに関するデータ
Uexc
(V): ロードセルの印加電圧
Umin
(mV): 指示計及びアナログデータ処理装置の一般的な最小入力電圧
Δumin (μV): 指示計及びアナログデータ処理装置の目量当たり最小入力電圧
目量当たりの信号(Δu)は,次の式による。
e
N
R
U
E
C
u
×
×
×
=
∆
exc
max
多目量はかり又は複目量はかりの場合は,目量(e)を目量(e1)と置き換える(e=e1)。
UMRmin (mV): 計量範囲の最小電圧
UMRmax (mV): 計量範囲の最大電圧
RLmin
(Ω): 最小ロードセルインピーダンス
RLmax
(Ω): 最大ロードセルインピーダンス
注記 RLmin及びRLmaxは,現実に適用したロードセルの入力インピーダンスに対する指示計の許容イ
ンピーダンス範囲の限界値である。
F.3.5.1
延長ケーブル
指示計とロードセル又はロードセル接続ボックスとの間の延長ケーブルの1心当たりのケーブル長の対
112
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
断面積比(m/mm2)の値は,指示計のOIML証明書又はNMIJ試験成績書に記載される値によるか又は1
心当たりの長さ(m),断面積(mm2),導体材料のデータ及び最大抵抗値(Ω)から計算する。
F.4
アナログ出力モジュールの適合性チェック
アナログ出力をもつモジュール(以下,アナログ出力モジュールという。)の組合せにおいて,一緒に適
合性を確立すると認識されている関連する量及び特性が,表F.3の書式に含まれている。これらの書式は
完成はかり,指示計及びロードセルを包含している。
表F.3−アナログ出力モジュールの適合性チェック
(1)ロードセル(LC),指示計(IND)及びはかり(WI)の精度等級
LC
&
IND
以上
(WI)
適合
不適合
&
以上
(2)ロードセル(LC)及び指示計(IND)の使用温度範囲と比較したはかり(WI)の使用温度範囲
LC
IND
WI
適合
不適合
Tmin
&
≦
Tmax
&
≧
(3)接続要素,指示計及びロードセルの最大許容誤差の誤差配分piの平方根の和
pcon2
+
pind2
+
pLC2
≦1
適合
不適合
+
+
(4)指示計の目量の数の最大数及びはかりの目量の数
nind
≧
n(i)=Max(i)/e(i)
適合
不適合
単目量はかり
≧
多目量はかり
i=1
≧
複目量はかり
i=2
≧
i=3
≧
(5)ロードセルの最大定格荷重とはかりのひょう量との関係
係数Q:Q=(Max+DL+IZSR+NUD+T+)/Max=
Q×Max×R/N
≦
Emax
適合
不適合
≦
(6a)ロードセルの目量の数の最大数及びはかりの目量の数
nLC
≧
n(i)=Max(i)/e(i)
適合
不適合
単目量はかり
≧
多目量はかり
i=1
≧
複目量はかり
i=2
≧
i=3
≧
(6b)ロードセルの最小荷重及び多目量はかりの最小の目量(e1)
nLC又はZ=Emax/(2×DR)
≧
Maxr/e1
適合
不適合
≧
(6c)ロードセルの最小荷重及び複目量はかりの最小の目量(e1)
nLC又はZ=Emax/(2×DR)
≧
0.4×Maxr/e1
適合
不適合
≧
(6d)ロードセルの最小荷重及び荷重受け部(kg)
DL×R/N
≧
Emin
適合
不適合
≧
(7)はかりの目量とロードセルの目量との関係
N
R
e×
≧
vmin=Emax/Y
適合
不適合
≧
113
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表F.3−アナログ出力モジュールの適合性チェック(続き)
(8)指示計に対する一般的な最小入力電圧及び目量当たりの最小入力電圧及びロードセルの出力
U=C×Uexc×R×DL/(Emax×N)
≧
Umin
適合
不適合
≧
Δu=C×Uexc×R×e/(Emax×N)
≧
Δumin
適合
不適合
≧
(9)指示計に対する許容インピーダンス範囲及び実ロードセルインピーダンス(Ω)
RLmin
≦
RLC/N
≦
RLmax
適合
不適合
≦
≦
(10)ケーブルの心線の断面積当たりのロードセルと指示計間の延長ケーブル長(m/mm²)
(L/A)
≦
(L/A)max
適合
不適合
≦
F.5
デジタル出力モジュールの適合性チェック
デジタル出力をもつ計量部モジュール及びその他のデジタルモジュール又はデジタル装置(図1参照)
の各装置には,特別な適合性チェックは必要ない。完成はかりの正しい機能を試験するだけで十分である。
モジュール間で正しいデータ転送が行われない場合は,はかりが機能していないか,零点設定装置,風袋
引き装置などが正常に機能していない。
デジタルロードセルに対しては,表F.3から(8)〜(10)を除いた適合性チェックを行う。
F.6
アナログ出力モジュールの適合性チェックの事例
F.6.1
単目量はかりの車両計量用はかり(表F.4参照)
− はかり:
精度等級
3級
ひょう量
Max 60 t
目量
e=20 kg
ロードセルの数
N=4
減少率
R=1
荷重受け部の最小荷重
DL=12 t
初期零点設定範囲
IZSR=10 t
不均一分布荷重補正
NUD=30 t
加算式風袋量
T+=0
使用温度範囲
−10 ℃〜+40 ℃
ケーブルの長さ
L=100 m
ケーブルの心線の断面積
A=0.75 mm2
− 指示計:
精度等級
3級
目量の数の最大数
nind=3 000
ロードセルの印加電圧
Uexc=12 V
最小入力電圧
Umin=1 mV
目量当たりの最小入力電圧
Δumin=1 µV/e
最小・最大ロードセルインピーダンス
30 Ω〜1 000 Ω
使用温度範囲
−10 ℃〜+40 ℃
114
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
誤差配分
pind=0.5
ケーブル接続
6線式
ケーブルの心線の断面積当たりの長さ
(L/A)max=150 m/mm2
− ロードセル:精度等級
C
最大定格荷重
Emax=30 t
最小荷重
Emin=2 t
定格出力
C=2 mV/V
目量の数の最大数
nLC=3 000
ロードセルの最大定格荷重と最小目量との比:Y=Emax/vmin
Y=6 000
最小荷重の出力の戻りとの比:Z=Emax/(2×DR)
Z=3 000
ロードセルの入力抵抗
RLC=350 Ω
使用温度範囲
−10 ℃〜+40 ℃
誤差配分
pLC=0.7
− 接続素子: 誤差配分
pcon=0.5
表F.4−アナログ出力モジュールの適合性チェック
(1)ロードセル(LC),指示計(IND)及びはかり(WI)の精度等級
LC
&
IND
以上
(WI)
適合
不適合
C
&
以上
(2)ロードセル(LC)及び指示計(IND)の使用温度範囲と比較したはかり(WI)の使用温度範囲
LC
IND
WI
適合
不適合
Tmin
−10 ℃
&
−10 ℃
≦
−10 ℃
Tmax
40 ℃
&
40 ℃
≧
40 ℃
(3)接続要素,指示計及びロードセルの最大許容誤差の誤差配分piの平方根の和
pcon2
+
pind2
+
pLC2
≦1
適合
不適合
0.25
+
0.25
+
0.49
≦1
(4)指示計の目量の数の最大数及びはかりの目量の数
nind
≧
n(i)=Max(i)/e(i)
適合
不適合
単目量はかり
3 000
≧
3 000
多目量はかり
i=1
≧
複目量はかり
i=2
≧
i=3
≧
(5)ロードセルの最大定格荷重とはかりのひょう量との関係
係数Q:Q=(Max+DL+IZSR+NUD+T+)/Max=1.867
Q×Max×R/N
≦
Emax
適合
不適合
28 000 kg
≦
30 000 kg
(6a)ロードセルの目量の数の最大数及びはかりの目量の数
nLC
≧
n(i)=Max(i)/e(i)
適合
不適合
単目量はかり
3 000
≧
3 000
多目量はかり
i=1
≧
複目量はかり
i=2
≧
i=3
≧
(6b)ロードセルの最小荷重及び多目量はかりの最小の目量(e1)
nLC又はZ=Emax/(2×DR)
≧
Maxr/e1
適合
不適合
−
≧
−
115
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表F.4−アナログ出力モジュールの適合性チェック(続き)
(6c)ロードセルの最小荷重及び複目量はかりの最小の目量(e1)
nLC又はZ=Emax/(2×DR)
≧
0.4×Maxr/e1
適合
不適合
−
≧
−
(6d)ロードセルの最小荷重及び荷重受け部(kg)
DL×R/N
≧
Emin
適合
不適合
3 000 kg
≧
2 000 kg
(7)はかりの目量とロードセルの目量との関係
N
R
e×
≧
vmin=Emax/Y
適合
不適合
10.00 kg
≧
5.00 kg
(8)指示計に対する一般的な最小入力電圧及び目量当たりの最小入力電圧及びロードセルの出力
U=C×Uexc×R×DL/(Emax×N)
≧
Umin
適合
不適合
2.40 mV
≧
1 mV
Δu=C×Uexc×R×e/(Emax×N)
≧
Δumin
適合
不適合
4.00 μV
≧
1 μV
(9)指示計に対する許容インピーダンス範囲及び実ロードセルインピーダンス(Ω)
RLmin
≦
RLC/N
≦
RLmax
適合
不適合
30
≦
87.5
≦
1 000
(10)ケーブルの心線の断面積当たりのロードセルと指示計間の延長ケーブル長(m/mm2)
(L/A)
≦
(L/A)max
適合
不適合
133.3
≦
150
F.6.2
三つの計量範囲をもつ複目量はかり(表F.5参照)
− はかり:
精度等級
3級
ひょう量
Max=5 000 kg
Max2=2 000 kg
Max1=1 000 kg
目量
e3=2 kg
e2=1 kg
e1=0.5 kg
ロードセルの数
N=4
減少率
R=1
荷重受け部の最小荷重
DL=250 kg
初期零点設定範囲
IZSR=500 kg
不均一分布荷重補正
NUD=1 000 kg
加算式風袋量
T+=0
使用温度範囲
−10 ℃〜+40 ℃
ケーブルの長さ
L=20 m
ケーブルの心線の断面積
A=0.75 mm2
− 指示計:
精度等級
3級
目量の数の最大数
nind=3 000
ロードセルの印加電圧
Uexc=10 V
最小入力電圧
Umin=0.5 mV
116
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目量当たりの最小入力電圧
Δumin=1 µV/e
最小・最大ロードセルインピーダンス
30 Ω〜1 000 Ω
使用温度範囲
−10 ℃〜+40 ℃
誤差配分
pind=0.5
ケーブル接続
6線式
ケーブルの心線の断面積当たりの長さ
(L/A)max=150 m/mm2
− ロードセル:精度等級
C
最大定格荷重
Emax=2 000 kg
最小荷重
Emin=0 kg
定格出力
C=2 mV/V
目量の数の最大数
nLC=3 000
ロードセルの最小目量
vmin=0.2 kg
最小荷重の出力の戻りとの比:Z=Emax/(2×DR)
Z=5 000
ロードセルの入力抵抗
RLC=350 Ω
使用温度範囲
−10 ℃〜+40 ℃
誤差配分
pLC=0.7
− 接続素子: 誤差配分
pcon=0.5
表F.5−アナログ出力モジュールの適合性チェック
(1)ロードセル(LC),指示計(IND)及びはかり(WI)の精度等級
LC
&
IND
以上
(WI)
適合
不適合
C
&
以上
(2)ロードセル(LC)及び指示計(IND)の使用温度範囲並びに比較したはかり(WI)の使用温度範囲
LC
IND
WI
適合
不適合
Tmin
−10 ℃
&
−10 ℃
≦
−10 ℃
Tmax
40 ℃
&
40 ℃
≧
40 ℃
(3)接続要素,指示計及びロードセルの最大許容誤差の誤差配分piの平方根の和
pcon2
+
pind2
+
pLC2
≦1
適合
不適合
0.25
+
0.25
+
0.49
≦1
(4)指示計の目量の数の最大数及びはかりの目量の数
nind
≧
n(i)=Max(i)/e(i)
適合
不適合
単目量はかり
≧
多目量はかり
i=1
3 000
≧
2 000
複目量はかり
i=2
3 000
≧
2 000
i=3
3 000
≧
2 500
(5)ロードセルの最大定格荷重とはかりのひょう量との関係
係数Q:Q=(Max+DL+IZSR+NUD+T+)/Max=1.35
Q×Max×R/N
≦
Emax
適合
不適合
1 687.5 kg
≦
2 000 kg
(6a)ロードセルの目量の数の最大数及びはかりの目量の数
nLC
≧
n(i)=Max(i)/e(i)
適合
不適合
単目量はかり
≧
多目量はかり
i=1
3 000
≧
2 000
複目量はかり
i=2
3 000
≧
2 000
i=3
3 000
≧
2 500
117
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表F.5−アナログ出力モジュールの適合性チェック(続き)
(6b)ロードセルの最小荷重及び多目量はかりの最小の目量(e1)
nLC又はZ=Emax/(2×DR)
≧
Maxr/e1
適合
不適合
−
≧
−
(6c)ロードセルの最小荷重及び複目量はかりの最小の目量(e1)
nLC又はZ=Emax/(2×DR)
≧
0.4×Maxr/e1
適合
不適合
5 000
≧
4 000
(6d)ロードセルの最小荷重及び荷重受け部(kg)
DL×R/N
≧
Emin
適合
不適合
62.5 kg
≧
0 kg
(7)はかりの目量とロードセルの目量との関係
N
R
e×
≧
vmin=Emax/Y
適合
不適合
0.25 kg
≧
0.2 kg
(8)指示計に対する一般的な最小入力電圧及び目量当たりの最小入力電圧及びロードセルの出力
U=C×Uexc×R×DL/(Emax×N)
≧
Umin
適合
不適合
0.625 mV
≧
0.5 mV
Δu=C×Uexc×R×e/(Emax×N)
≧
Δumin
適合
不適合
1.25 μV
≧
1.0 μV
(9)指示計に対する許容インピーダンス範囲及び実ロードセルインピーダンス(Ω)
RLmin
≦
RLC/N
≦
RLmax
適合
不適合
30
≦
87.5
≦
1 000
(10)ケーブルの心線の断面積当たりのロードセルと指示計間の延長ケーブル長(m/mm²)
(L/A)
≦
(L/A)max
適合
不適合
26.67
≦
150
118
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書G
(規定)
ソフトウェア制御のデジタル装置及びはかりに対する追加試験
G.1
組込みソフトウェアを搭載したはかり及びモジュール(7.5.1)
提出文書を精査し,製造事業者がソフトウェアを組み込まれていることを説明又は宣言しているかどう
か,次によって確認する。
− ソフトウェアが提出文書に定められたハードウェア及びソフトウェア環境で通常どおりに作動する。
− 封印方法が説明されていて,介入されると証拠が残る。
− 封印後は,いかなるインタフェースを介して,又は他の手段によって修正もアップロードもできない。
− 法定計量に関連するソフトウェアには,明確に割り当てられたソフトウェア識別があり,法定計量に
関連する機能が提出文書の記載どおりに作動する。
− ソフトウェア識別がはかりで容易に行える。
G.2
プログラム可能な又はロード可能な法定計量に関連するソフトウェアをもつはかり及び装置
G.2.1 ソフトウェアについての提出文書
製造事業者の提出文書は,7.5.2.2 d) の規定によるものであって,法定計量に関連するソフトウェアを試
験するのに必要な全ての情報を含んでいることを確認する。
G.2.2 ソフトウェア保護
G.2.2.1 使用者がOS及び/又はプログラムに直接アクセスできない場合
使用者がOS及び/又はプログラムに直接アクセスできない場合は,次による。
− 提出文書にコマンド(ファンクションキー又は外部インタフェースを介しての命令)の完全なリスト
があること及び各コマンドには,簡潔な解説がついていることを確認する。
− 製造事業者が,コマンドのリストに漏れがなく完全であることを記載した宣言書を提出しているか確
認する。
G.2.2.2 使用者がOS及び/又はプログラムに直接アクセスできる場合
使用者がOS及び/又はプログラムに直接アクセスできる場合は,次による。
− 法定計量に関連するソフトウェア(プログラムモジュールと型式特有のパラメータ)の機械コード全
体に対して,チェックサム又はそれと同等の署名が生成することを確認する。
− テキストエディタを用いてコードが改ざんされた場合,法定計量に関連するソフトウェアが起動しな
いことを確認する。
G.2.2.3 ソフトウェア保護の追加事項
ソフトウェアの要求事項は,G.2.2.1又はG.2.2.2に加えて,次による。
− 全ての装置特有のパラメータが,チェックサムなどで十分に保護されていることを確認する。
− 装置特有のパラメータが保護できるように監査証跡が備わっていて,その監査証跡の説明が提出文書
にあることを確認する。
− 保護策及び機能が,提出文書の記載どおりに動くか,又は有効なスポットチェックを任意の回数で行
う。
119
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
G.2.3 ソフトウェアインタフェース
ソフトウェアインタフェースは,次の確認を行う。
− 法定計量に関連するソフトウェアのプログラムモジュールが,明確に定義されている及び明確に定義
されている保護ソフトウェアインタフェースによって,連携のソフトウェアのプログラムモジュール
からは分離されている。
− 保護ソフトウェアインタフェースは,法定計量に関連するソフトウェアの一部である。
− 保護ソフトウェアインタフェースを介して公開可能な法定計量に関連するソフトウェアの機能が,明
確に定められ,説明がなされている。
− 保護ソフトウェアインタフェースを介してやり取りされるパラメータが,明確に定められ,説明がさ
れている。
− 機能及びパラメータの説明が,後で変更の余地がない完全なものである。
− 提出文書に記載された各機能及びパラメータが,この規格の要件と矛盾していない。
− ソフトウェアインタフェースの保護機能について,ソフトウェア文書などの適切な説明がある。
G.2.4 ソフトウェア識別
ソフトウェア識別は,次の確認を行う。
− 法定計量に関連するソフトウェアのプログラムモジュール及び型式特有のパラメータに対して,適切
なソフトウェア識別が,はかりのプログラム実行時に生成される。
− ソフトウェア識別がマニュアルコマンドによって表示でき,その値が固定された識別の基準値と比較
参照可能である。
− 法定計量に関連する全てのソフトウェアのプログラムモジュール及び型式特有のパラメータが,ソフ
トウェア識別に含まれている。
− チェックサム又はそれと同等の署名が,提出文書に記載されたとおりに生成され機能することを,有
効なスポットチェックを任意の回数で行う。
− 有効な監査証跡が存在することを確認する。
G.3
データ保存装置(7.5.3)
提出文書を精査して,製造事業者が法定計量に関連するデータの長期保存での使用を意図した装置(は
かりに組み込まれているか,それとも外部に接続されているかを問わない)を想定しているかどうかを確
認する。
法定計量に関連するデータの長期保存での使用を想定している場合は,G.3.1〜G.3.7の確認を行う。
G.3.1 データ保存用ソフトウェア
データ保存用ソフトウェアは,装置に組込みソフトウェアを搭載(G.1参照)する又は装置にプログラ
ム可能な若しくはロード可能なソフトウェアを搭載する(G.2参照)のいずれで実現させたかを確認する。
その結果によって,G.1又はG.2のいずれかをデータ保存用ソフトウェアの試験に適用する。
G.3.2 データ保存機能
データが正しく保存でき,正しく取り出せることを確認する。
製造事業者が記載した,保存装置の容量及び許容できないデータの損失を防ぐ手段の説明が,十分であ
る。
G.3.3 法定計量に関連するデータ
保存された法定計量に関連するデータには,過去の計量を再現するのに必要な全ての法定計量に関連す
120
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
る情報が含まれている。
G.3.4 データの保護
データが保護されているか,次の確認を行う。
− 保存データが,偶発的又は意図的な変更に対して十分保護されている。
− データを保存装置へ伝送中,そのデータは少なくともパリティチェックで保護されている。
− 組込みソフトウェアを搭載した保存装置の場合(7.5.1),データが少なくともパリティチェックで保護
されている。
− プログラム可能な又はロード可能なソフトウェアを搭載した保存装置の場合(7.5.2),データが十分な
チェックサム又は署名1)で保護されている。
注1) 少なくとも2バイト以上のもの。例えば,隠れ多項式によるCRC-16チェックサム。
G.3.5 データの識別
データは識別されているか,次の確認を行う。
− 保存データが識別及び表示も可能である。
− 識別番号は後に使用できるように保存され,実際に使用される記録媒体に記録される。
− 印字を行う場合には,識別番号が印字される。
G.3.6 データの保存
データが操作者の判断に依存することなく自動的に保存される。
G.3.7 データの照合
識別を用いて照合を行う必要のある全てのデータが,その装置上で表示,又は印字される。
121
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JA
(規定)
検定
JA.1 一般
JA.1.1 基準分銅及び実用基準分銅
器差検定及び個々に定める性能の検定に使用する基準分銅及び実用基準分銅(以下,基準分銅等という。)
は,器差がはかりの検定公差の1/3以内とし,かつ,次による。
a) 計量法第103条の規定によって基準器検査に合格し,かつ,有効期間内にある基準分銅。
b) 附属書JCに規定する管理方法によって,a) の基準分銅と同等以上の精度に調整し,かつ,次の規定
に適合する基準分銅。
1) 表記 上面又は側面にその表す質量の表記をしなければならない。ただし,表JA.1の線状又は表
JA.2の板状の実用基準分銅には,表記しなくてもよい。
表JA.1−表す質量の表記をしなくてもよい線状の実用基準分銅
表す質量
形状
1 mg,10 mg,100 mg,1 g
三角形
2 mg,20 mg,200 mg
四角形
5 mg,50 mg,500 mg
五角形
表JA.2−表す質量の表記をしなくてもよい板状の実用基準分銅
表す質量
形状
1 mg
四角形
2 mg
三角形
5 mg
五角形,六角形
2) 材質 次の基準に適合する金属とする。
2.1) 黄銅,ニッケル,洋銀,ステンレス鋼又は次の全ての項目に適合する金属。ただし,ノックに使
用されている材料は銅でもよい。
− ブリネル硬さが48 HBW以上
− 耐腐食性が黄銅と同等以上
− 密度が6 500 kg/m3〜9 500 kg/m3
2.2) 1級実用基準分銅の特例 表す質量が5 mg以下又は10 mg以下の線状は,アルミニウム又はアル
ミニウム合金でもよい。
2.3) 2級実用基準分銅又は3級実用基準分銅の特例
− 表す質量が1 g以下の場合は,アルミニウム又はアルミニウム合金でもよい。
− 表す質量が200 g以上の場合は,鋳鉄又は軟鋼でもよい。
− 質量の調整のために詰められている材料は鉛でもよい。
JA.1.2 器差の算出
器差の算出は,次による。
a) アナログ指示のはかりにおける器差は,次の式によって算出する。
122
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
E=I−L
ここに,
E: 器差
I: はかりの指示値
L: 試験荷重
b) 目量の1/5(0.2 e)以下の実目量を表示する補助的な表示装置又は拡張表示装置をもつデジタル表示の
はかり,及び検定用表示装置をもつはかり(附属書JF参照)は,器差を算出するために,これらの
装置及び目盛を用いてもよい。ここで,検定用表示装置をもつはかりは,はかりが通常の使用状態の
場合に作動してはならないための機構を有していなければならない。
c) 目量の1/5(0.2 e)を超える実目量を表示する補助的な表示装置又は拡張表示装置をもつデジタル表示
のはかり又は実目量をもたないはかりの場合は,丸める前のはかりの計量値を決定する。
d) 試験荷重を荷重受け部に載せる前に,零点設定を行うか又は零トラッキング装置を作動させてもよい。
e) デジタル表示のはかりにおける器差は,次の式によって算出する。(例1及び例2参照)
L
L
e
I
E
−
−
+
=
Δ
2
1
ここに,
E: 器差
I: はかりの表示値
e: 目量
L: 試験荷重
ΔL: 追加荷重
注記 この式での追加荷重(ΔL)は,試験荷重において表示値が明らかに1目量増加するまで加え
た荷重である。
例1 器差の算出例
ある試験荷重(L)において,表示値(I)を記録する。
追加荷重[例えば,目量の1/10(0.1 e)]を,はかりの表示値が明らかに1目量増える(I
+e)まで順次加えていく。
荷重受け部への追加荷重(ΔL)によって,丸める前の計量値(P)は,次の式で算出する。
L
e
I
P
Δ
2
1−
+
=
丸める前の器差(E)は,次の式で算出する。
L
L
e
I
L
P
E
−
−
+
=
−
=
Δ
2
1
例2 5 gの目量をもつはかりに1 kgを負荷したときの器差の算出例
はかりに1 kgを負荷する。はかりは1 000 gを表示する。
続いて0.5 gの追加荷重を順次,荷重受け部に加えていき,1.5 gの追加荷重で表示が1 000
gから1 005 gに変化した。
例1の式に,この結果を代入すると,
P=(1 000+2.5−1.5) g=1 001 g
このように,丸める前の真の計量値は1 001 gであり,器差は,
E=(1 001−1 000) g=+1 g
f)
デジタル表示のはかりが次の条件下の場合,器差の算出式は,JA.1.2 a)としてもよい。ただし,JA.1.2
a)の“指示値”は,“表示値”に読み替える。
123
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
− 目量の1/5(0.2 e)以下の補助的な表示装置又は拡張表示装置,検定用表示装置を器差の算出に使用
する場合
g) 重力加速度の範囲又は値が表記されたはかりの検定は,次の式によって,はかりに表記されている重
力加速度の範囲の上限値及び下限値,又は値に対して算出される重力の補正値(ΔWgra)をはかりの表
示値に加えて行う。
ただし,はかりを使用する場所で検定を実施する場合は,重力加速度の補正は不要である。
W
W
×
−
=
2
2
1
gra
Δ
g
g
g
ここに,
ΔWgra: 重力の補正値
g1: はかりに表記されている重力加速度の範囲の上限及び
下限,又は値(m/s2)
g2: 検定を行う場所の重力加速度(m/s2)1)
W: 試験荷重に相当する質量2)
注1) 検定を行う場所の重力加速度を実測する,又は国土交通省国土地理院が提供する重力データな
どから推定してもよい。
2) 単位は,はかりの表示値の単位に合わせ,g,kg,tなどを使用する。
JA.2 検定一般
この箇条は,計量法に規定される検定方法において,型式承認表示があるはかりの構造検定のときに行
う“個々に定める性能の検定”,型式承認表示がないはかりの構造検定のときに行う“型式承認表示がない
はかりの検定”及び型式承認表示の有無を問わず実施する“器差検定の方法”について規定する。
JA.2.1 型式承認表示があるはかりの構造に係る技術上の基準
JA.2.1.1 個々に定める性能の技術上の基準
個々に定める性能は,次のa)〜g) による。
a) 正味量は,5.5.3.3による。
b) 風袋計量装置は,5.5.3.4及び5.6.3による。
c) 繰返し性は,5.6.1による。また,いずれの単一計量結果の器差が単独でその荷重に対する検定公差を
超えてはならない。
d) 偏置荷重は,5.6.2による。
e) 感じは,5.8.2による。
f)
半自動零点設定装置及び非自動零点設定装置の精度は,6.5.2による。
g) 風袋引き装置の精度は,6.6.3による。
JA.2.1.2 個々に定める性能の検定の方法
個々に定める性能の検定の方法は,JA.2.1.2.1〜JA.2.1.2.7の規定によって行う。
JA.2.1.2.1 正味量
試験方法は,次による。
a) 試験荷重を荷重受け部に載せる前に零点を確認する。ただし,JA.1.2 d) によって,自動零点設定装置
又は零トラッキング装置を作動させてもよい。
b) 任意の荷重を負荷する。
c) 風袋引き装置を作動させ,零点を確認する。
d) 任意の試験荷重を負荷する。
124
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
e) 表示値(I)を確認する。
f)
JA.1.2によって器差(E)を算出し,5.5.3.3に適合するかを判断する。
JA.2.1.2.2 風袋計量装置
試験方法は,次による。
a) 試験荷重を荷重受け部に載せる前に表示装置及び風袋計量装置の零点を確認する。ただし,JA.1.2 d)
によって,自動零点設定装置又は零トラッキング装置を作動させてもよい。
b) 任意の試験荷重を負荷する。
c) 表示装置の表示値(I1)を確認する。
d) 風袋計量装置を作動させ,風袋計量装置の表示値(I2)を確認し,5.5.3.4に適合するか判断する。
e) 表示装置の表示値(I1)と風袋計量装置の表示値(I2)とを比較し, 5.6.3に適合するか判断する。
JA.2.1.2.3 繰返し性
試験方法は,次による。
a) 試験荷重を荷重受け部に載せる前に表示装置の零点を確認する。ただし,JA.1.2 d) によって,自動零
点設定装置又は零トラッキング装置を作動させてもよい。
b) ひょう量の約1/2の試験荷重(ひょう量が4 tを超える懸垂式はかりの場合は,2 tの試験荷重として
もよい。)を負荷する。
c) 表示値(I)を確認する。
d) JA.1.2によって器差(E)を算出し,いずれの単一計量結果の器差が検定公差に適合するかを判断す
る。
e) a)〜d) を2回(計3回)繰り返す。ただし,精度等級1級及び精度等級2級のはかりは,a)〜d) を5
回(計6回)繰り返す。
f)
全ての計量結果の間の差が5.6.1に適合するかを判断する。
表示の読みは,はかりに荷重を負荷したとき及び各計量の間で荷重を取り除き,はかりが停止したとき
に読み取らなければならない。
試験中に零点が変動した場合には,はかりを零点に再設定しなければならない。
JA.2.1.2.4 偏置荷重
JA.2.1.2.4.1 一般
試験方法は,次のいずれかによる(懸垂式はかりなどの荷重受け部の偏った位置への荷重がされない構
造のはかりを除く。)。
a) 荷重受け部の支持点が4点以下のはかりは,JA.2.1.2.4.3による。
b) 荷重受け部の支持点が4点を超えるはかりは,JA.2.1.2.4.4による。
c) 特殊な荷重受け部をもつはかり(タンク,ホッパなど)は,JA.2.1.2.4.5による。
d) 車両用はかり(トラックスケールなど)及び架空式はかりは,JA.2.1.2.4.6による。
e) 移動式はかり(フォークリフトに搭載されるはかりなど)は,JA.2.1.2.4.3〜JA.2.1.2.4.6までの方法に
よる偏置荷重の位置が適用可能である場合,該当する方法で試験を実施する。ただし,適用が不可能
な場合には,偏置荷重の位置を使用動作条件によって決定し,試験を実施する。
例 荷重からの力を伝達する荷重受け部の支持点は,次のいずれかとする。
− 荷重受け部によって直接3個のロードセルに力を伝達する場合は,3点支持
125
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
− 荷重受け部に四つの機械的接続要素で てこの作用を介して伝達する場合は,4点支持
− 一つのロードセルで構成されている場合は,1点支持
JA.2.1.2.4.2 試験荷重の載せ方
試験荷重の載せ方は,次による。
a) 幾つかの小さな分銅を組み合わせず,大きな分銅を用いる。極力分銅の数を減らすことが望ましい。
b) 小さい分銅は大きな分銅の上に載せるが,不必要な分銅の積み重ねは避けなければならない。
c) 一つの分銅を使用する場合には,その試験区分の中心に分銅を載せる。幾つかの小さな分銅を使用す
る場合には,その試験区分の全体に均一に載せる。
JA.2.1.2.4.3 荷重受け部の支持点が4点以下のはかり
試験方法は,次による。
a) 試験荷重を荷重受け部に載せる前に零点を確認する。ただし,JA.1.2 d) によって,自動零点設定装置
又は零トラッキング装置を作動させてもよい。
b) 荷重受け部の表面の1/4におおよそ等しい四つの区分(図JA.1を参考とする。)の一つに試験荷重(ひ
ょう量と対応する最大加算風袋量との和の1/3に相当する荷重)を負荷する。
c) 表示値(I)を確認する。
d) JA.1.2によって器差(E)を算出し,5.6.2に適合するか判断する。
e) b)〜d) を繰り返し,他の区分を試験する。
図JA.1−偏置試験
JA.2.1.2.4.4 荷重受け部の支持点が4点を超えるはかり
試験方法は,次による。
a) 支持点の数(n)を確認する。
b) 荷重受け部の表面をn個に等しい区分(荷重受け部の表面の1/nと同じ面積)におおまかに分割し,
その区分の各支持上に試験荷重(L)を載せられるか確認する。ただし,二つの支持点があまりにも
接近しすぎて,試験荷重が各支持上に負荷できない場合は,二つの支持点を結ぶ軸線の両側で2倍の
面積の区分に分散して2倍の試験荷重を負荷する。
c) 試験荷重(L)は,次の式によって算出する。
1
T
Max
max
−
+
=
+
n
L
ここに,
L: 試験荷重
Max: ひょう量
T+max: 最大加算式風袋量
n: 支持点の数
d) 試験荷重を荷重受け部に載せる前に零点を確認する。ただし,JA.1.2 d) によって,自動零点設定装置
126
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
又は零トラッキング装置を作動させてもよい。
e) 荷重受け部の一つの区分に試験荷重を負荷する。
f)
表示値(I)を確認する。
g) JA.1.2によって器差(E)を算出し,5.6.2に適合するかを判断する。
h) e)〜g) を繰り返し,他の区分を試験する。
JA.2.1.2.4.5 特殊な荷重受け部をもつはかり(タンク,ホッパなど)
試験方法は,次による。
a) 試験荷重(L)は,次の式によって算出する。
10
T
Max
max
+
+
=
L
ここに,
L: 試験荷重
Max: ひょう量
T+max: 最大加算式風袋量
b) 試験荷重を荷重受け部に載せる前に零点を確認する。ただし,JA.1.2 d) によって,自動零点設定装置
又は零トラッキング装置を作動させてもよい。
c) 各支持点の一つの支持点に試験荷重を負荷する。
d) 表示値(I)を確認する。
e) JA.1.2によって器差(E)を算出し,5.6.2に適合するかを判断する。
f)
c)〜e) を繰り返し,他の支持点を試験する。
JA.2.1.2.4.6 車両用はかり(トラックスケールなど)及び架空式はかり
試験方法は,次による。
a) 試験荷重を荷重受け部の異なる位置に加えるために,通常の使用状態において計量物が動いていく通
常の方向に対して,荷重受け部の初め(位置A),中間(位置B)及び終わり(位置C)の位置を決め
る。
b) 試験荷重を荷重受け部に載せる前に零点を確認する。ただし,JA.1.2 d) によって,自動零点設定装置
又は零トラッキング装置を作動させてもよい。
c) 荷重受け部の初め(位置A)に試験荷重(ひょう量と最大加算風袋量との和の0.5倍から0.8倍の間に
相当する荷重)を負荷する。
d) 表示値(I)を確認する。
e) JA.1.2によって器差(E)を算出し,5.6.2に適合するか判断する。
f)
c)〜e) を繰り返し,荷重受け部の中間(位置B),終わり(位置C)の位置の順に試験する。
g) 試験した方向の逆方向にも使用することができる場合は,荷重受け部の終わり(位置C),中間(位置
B),初め(位置A)の位置の順にc)〜e) を繰り返す。
JA.2.1.2.5 感じ
試験は,JE.2.2による(電気式はかりを除く。)。
JA.2.1.2.6 非自動零点設定装置又は半自動零点設定装置の精度
試験方法は,次のいずれかによる。
a) アナログ指示のはかりの非自動零点設定装置の精度の試験方法は,次による。
1) 試験荷重を荷重受け部に載せる前に零点を確認する。
2) 零点設定範囲内の試験荷重を負荷する。
127
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3) 零点設定装置を動作させ,零点を確認する。
4) 6.5.2に適合するか判断する。
b) デジタル表示のはかりにおける各零点設定装置の精度の試験方法は,次による。
1) 自動零点設定装置又は零トラッキング装置をもつ場合,その機能を切ることが可能ならば,機能を
切る。
2) 試験荷重を荷重受け部に載せる前に零点を確認する。
3) 零点設定範囲内の試験荷重を負荷する。
4) 零点設定装置を動作させ,零点を確認する。自動零点設定装置又は零トラッキング装置をもち,そ
の機能を切ることができない場合,装置の作動範囲から外れる近傍の荷重を速やかに荷重受け部に
負荷させる。
5) 表示値(I)を確認する。
6) JA.1.2によって器差(E)を算出し,6.5.2に適合するか判断する。
JA.2.1.2.7 風袋引き装置の精度
試験方法は,次のいずれかによる。
a) アナログ指示のはかりの風袋引き装置の精度の試験方法は,次による。
1) 試験荷重を荷重受け部に載せる前に零点を確認する。
2) 任意の質量の風袋,又は試験荷重を負荷する。
3) 風袋引き装置を動作させ,零点を確認する。
4) 6.6.3に適合するか判断する。
b) デジタル表示のはかりにおける風袋引き装置の精度の試験方法は,次による。
1) 自動零点設定装置又は零トラッキング装置をもつ場合,その機能を切ることが可能ならば,機能を
切る。
2) 試験荷重を荷重受け部に載せる前に零点を確認する。
3) 任意の質量の風袋,又は試験荷重を負荷する。
4) 風袋引き装置を動作させ,零点を確認する。自動零点設定装置又は零トラッキング装置をもち,そ
の機能を切ることができない場合,装置の作動範囲から外れる近傍の荷重を速やかに荷重受け部に
負荷させる。
5) 表示値(I)を確認する。
6) JA.1.2によって器差(E)を算出し,6.6.3に適合するか判断する。
JA.2.2 型式承認表示がないはかりの構造に係る技術上の基準
JA.2.2.1 構造に係る技術上の基準
構造に係る技術上の基準は,箇条5〜箇条8(6.12,6.13.10及び6.17を除く。)及び9.1による。
JA.2.2.2 構造検定の方法
構造検定の方法は,目視及び附属書A,附属書B又は附属書JEによって行う。
JA.2.3 器差検定
JA.2.3.1 器差検定の方法
JA.2.3.1.1 一般
器差検定は,次の点に留意して行う。
a) JA.1.1の基準分銅等を用い,JA.1.2によって器差の算出を行う。重力加速度の範囲又は値が表記され
たはかりの場合,JA.1.2 g) によって重力加速度の補正を行う。ただし,はかりを使用する場所で器差
128
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
検定を実施する場合は,重力加速度の補正は不要である。
b) 分銅を載せ降ろしするときには,荷重を段階的に増加又は減少するように(器差検定中に表示が零に
ならないように)注意する。ただし,懸垂式はかりは異なった試験荷重をそれぞれ静かに載せる。
c) デジタル表示のはかりは,質量を負荷していない状態において,表示が零となる位置を基点として行
う。ただし,零点表示装置を同一の視野において視定することができるはかりは,その零点表示装置
によって零点が正しく設定されていることを示す位置を基点とする。
d) 荷重受け部のあるはかりは,荷重受け部のほぼ中央に基準分銅等を載せて行う。
e) 懸垂式はかりは,計量物を懸垂する部分に基準分銅等を正しく懸垂して行う。
f)
ひょう量の20 %を超える初期零点設定装置をもつはかりは,初期零点設定装置の設定範囲の上限付近
に相当する質量を負荷した状態で,初期零点設定装置を作動させて行う。
JA.2.3.1.2 試験荷重
試験荷重は,最小測定量からひょう量までの間から少なくとも五つの異なった試験荷重を選定する。ま
た,次の試験荷重を含まなければならない。
a) ひょう量付近(ひょう量が2 tを超える懸垂式はかりは,2 tの荷重とする。)
b) 最小測定量
c) 検定公差が変わる荷重又はその近くの荷重
d) 多目量はかりの場合は,部分計量範囲のひょう量又はその近くの荷重
JA.2.3.1.3 試験方法(懸垂式はかりを除く。)
試験方法は,次による。
a) 試験荷重を荷重受け部に載せる前に零点を確認する。ただし,JA.1.2 d) によって,自動零点設定装置
又は零トラッキング装置を作動させてもよい。
b) 荷重受け部に最小測定量に相当する試験荷重を負荷する。
c) 表示値(I)を確認する。
d) JA.1.2によって器差(E)を算出し,検定公差に適合するか判断する。
e) 最小測定量からひょう量まで順次段階的に表示が零にならないように試験荷重を載せ,試験荷重ごと
にc)〜d) を繰り返す。
f)
ひょう量から零点まで順次段階的に表示が零にならないように試験荷重を降ろし,試験荷重ごとにc)
〜d) を繰り返し,全ての荷重を降ろした後,零点を確認する。
JA.2.3.1.4 懸垂式はかりの試験方法
試験方法は,次による。
a) 試験荷重を懸垂する前に零点を確認する。ただし,JA.1.2 d) によって,自動零点設定装置又は零トラ
ッキング装置を作動させてもよい。
b) 最小測定量に相当する試験荷重を懸垂させ負荷する。
c) 表示値(I)を確認する。
d) JA.1.2によって器差(E)を算出し,検定公差に適合するか判断する。
e) 最小測定量からひょう量まで異なる試験荷重をそれぞれ静かに懸垂させ,試験荷重ごとにc)〜d) を繰
り返す。
JA.2.3.2 使用場所における器差検定
はかりの使用場所の表記がされているはかりは,はかりの使用場所で器差検定を行う。
129
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JA.3 精度等級1級〜精度等級4級を除くはかりに関する検定
JA.3.1 一般
この箇条は,既に使用されている平成12年8月9日に施行された検則以前の基準で製造されているはか
りについて,修理等を行った後,検定を行う場合の基準及び方法について規定する。
JA.3.1.1 基準分銅及び実用基準分銅
器差検定に使用する基準分銅等は,JA.1.1による。
JA.3.1.2 器差の算出
器差の算出は,次による。
a) 自動指示はかりにおける器差の算出式は,次の式によって算出する。
E=I−L
ここに,
E: 器差
I: はかりの表示値
L: 試験荷重
注記 上記の算出式では器差の判定ができない場合は,JA.1.2 e)のΔLのように追加荷重を行い,表
示値(I)をI+0.5e−ΔLの計量値に置き換える必要がある。
b) 荷重受け部が二つある手動指示はかりの器差の計算は,次のうち,いずれかで行う。
1) 度表によって釣り合いを読み取るはかりは,次の式によって算出する。
Δ
2
0
2
1
2
2
Δ
n
n
n
n
n
E
〜
−
+
×
=
ここに,
Δ: はかりに表記されている感量
n0: 空掛けの状態で3回測定したときの静止点の平均値
n1: ひょう量又はひょう量の1/4に相当する分銅を両方の荷重受
け部に載せたときの静止点の値
n2: n1を求めたときの分銅を交換して,両方の荷重受け部に載せ
たときの静止点の値
nΔ: n2を求めたときの状態で,感量に相当する質量の分銅を一方
の荷重受け部に載せたときの静止点の値
2) 度表以外によって釣り合いを読み取るはかりは,両方の荷重受け部に質量が同じ分銅を載せたとき
の計量値と質量を負荷していないときの計量値との差を算出する。
JA.3.2 型式承認表示がある精度等級H級,M級及びO級のはかりの検定の方法
JA.3.2.1 検定公差
検定公差は,表JA.3による。
表JA.3−H級,M級及びO級のはかりの検定公差
検定公差
目量(e)で表した質量(m)
精度等級H級
精度等級M級
精度等級O級
±0.5 e
0<m≦2000
0<m≦500
0<m≦50
±1 e
2000<m≦10000
500<m≦2000
50<m≦200
±1.5 e
−
2000<m≦10000
200<m≦1000
0.01 %
10000<m
−
−
JA.3.2.2 個々に定める性能の技術上の基準
個々に定める性能の技術上の基準は,JA.3.2.2.1〜JA.3.2.2.3による。
JA.3.2.2.1 感じ
130
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a) アナログ指示のはかりは,5.8.2.1による。
b) デジタル表示のはかりは,5.8.2.2による。
JA.3.2.2.2 繰返し性
繰返し性は,5.6.1による。
JA.3.2.2.3 偏置荷重
はかりのそれぞれの偏った位置に荷重したときの表示値と載せ台の中央に載せて計ったときの表示値と
の差が,検定公差の絶対値を超えてはならない。
a) 荷重受け部が一つのはかり(セクションをもつはかりは除く。)は,ひょう量の1/4に相当する荷重を
適用する。
b) セクション(被計量物の及ぼす力の1対の作用点を含む鉛直平面をいう。)をもつはかりは,ひょう量
の1/2に相当する荷重を適用する。
JA.3.2.3 個々に定める性能の検定の方法
個々に定める性能の検定の方法は,JA.3.2.3.1〜JA.3.2.3.3によって行う。
JA.3.2.3.1 感じ
試験方法は,三つの異なる荷重(零付近又は使用範囲の下限,ひょう量の1/2,及びひょう量相当)に
おいて,次による。
a) 試験荷重を荷重受け部に載せる前に零点を確認する。自動零点設定装置をもつ場合は,試験荷重を荷
重受け部に載せる前に装置を作動させてもよい。
b) 任意の質量の試験荷重を負荷する。
c) 表示値(I)を確認する。
d) 載せた荷重に対する目量に相当する分銅を荷重受け部の上方1 cm(落下させる分銅の質量が5 g以下
の場合にあっては約2 cm,1 kg以上の場合にあっては約5 mm)の位置から落下させる。
e) 表示値(I)を確認する。
f)
5.8.2.1又は5.8.2.2に適合するかを判断する。
g) 異なった荷重において,a)〜f) を繰り返す。
JA.3.2.3.2 繰返し性
試験方法は,次による。
a) 試験荷重を荷重受け部に載せる前に表示装置の零点を確認する。
b) ひょう量の約25 %の試験荷重(ひょう量が2 tを超える懸垂式はかりの場合は,2 tの試験荷重とする。)
を負荷する。
c) 表示値(I)を確認する。
d) a)〜c) を2回(計3回)繰り返す。
e) 全ての計量結果の間の差が5.6.1に適合するかを判断する。
JA.3.2.3.3 偏置荷重
試験方法は,はかりの載せ台の中央にJA.3.2.2.3の試験荷重を載せて計ったときの表示値を確認した後
に,次のいずれかによる(懸垂式はかりなどの荷重受け部の偏った位置への荷重がされない構造のはかり
を除く。)。
a) 荷重受け部の支持点が2点以下のはかりの試験方法は,次による。
1) 図JA.2の位置に試験荷重を負荷する。
2) 試験荷重は,JA.3.2.2.3による。
131
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3) 表示値(I)を確認する。
4) 表示値(I)と載せ台の中央に試験荷重を載せて計ったときの表示値との差が,JA.3.2.2.3に適合す
るかを判断する。
5) 1)〜4) を繰り返し,他の区分を試験する。
b) 荷重受け部の支持点が3点以上のはかりの試験方法は,次による。
1) 図JA.3の位置に試験荷重を負荷する。
2) 試験荷重は,JA.3.2.2.3による。
3) 表示値(I)を確認する。
4) 表示値(I)と載せ台の中央に試験荷重を載せて計ったときの表示値との差が,JA.3.2.2.3に適合す
るかを判断する。
5) 1)〜4) を繰り返し,他の区分を試験する。
図JA.2−支持点が2点以下の場合
図JA.3−支持点が3点以上の場合
c) セクションが2のはかりの試験方法は,次による。
1) 図JA.4の位置に試験荷重を負荷する。
2) 試験荷重は,JA.3.2.2.3による。
3) 表示値(I)を確認する。
4) 表示値(I)と載せ台の中央に試験荷重を載せて計ったときの表示値との差が,JA.3.2.2.3に適合す
るかを判断する。
5) 1)〜4) を繰り返し,他の区分を試験する。
d) セクションが3以上のはかりの試験方法は,次による。
1) 図JA.5の位置に試験荷重を負荷する。
2) 試験荷重は,JA.3.2.2.3による。
3) 表示値(I)を確認する。
4) 表示値(I)と載せ台の中央に試験荷重を載せて計ったときの表示値との差が,JA.3.2.2.3に適合す
るかを判断する。
5) 1)〜4) を繰り返し,他の区分を試験する。
図JA.4−セクションが2の場合
図JA.5−セクションが3以上の場合
132
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JA.3.2.4 器差検定の方法
JA.3.2.4.1 一般
a) JA.1.1の基準分銅等を用い,JA.3.1.2によって器差の算出を行う。使用地域の区分が表記されたはか
りは,次の式によって,はかりに表記されている使用地域の区分(表JA.4参照)の重力加速度の大き
さに対して算出される重力の補正値をはかりの表示値に加えて行う。
ただし,次の場合は,重力加速度の補正は不要である。
1) 目量の数が1 000以下のはかり 検定を行う場所の使用地域の区分の重力加速度の大きさと使用す
る場所の使用地域の区分の重力加速度の大きさとの差が0.003 m/s2以下。
2) 目量の数が1 000を超え3 000以下のはかり 検定を行う場所の使用地域の区分の重力加速度の大き
さと使用する場所の使用地域の区分の重力加速度の大きさとの差が0.001 m/s2以下。
重力の補正値
W
.
×
−
=
8
9
2
1
g
g
ここに,
g1: 表記されている使用地域の区分の重力加速度の大きさ(m/s2)
g2: 検定を行う場所の使用地域の区分の重力加速度の大きさ
(m/s2)
W: 試験荷重に相当する質量
表JA.4−使用地域の区分
地域
重力加速度
の大きさ
1区
釧路市,北見市,網走市,留萌市,稚内市,紋別市,根室市,留萌振興局管内,宗谷総合
振興局管内,オホーツク総合振興局管内,釧路総合振興局管内及び根室振興局管内
9.806 m/s2
2区
札幌市,小樽市,旭川市,夕張市,岩見沢市,美唄市,芦別市,江別市,赤平市,士別市,
名寄市,三笠市,千歳市,滝川市,砂川市,歌志内市,深川市,富良野市,恵庭市,石狩
市,北広島市,石狩振興局管内,後志総合振興局管内,空知総合振興局管内及び上川総合
振興局管内
9.805 m/s2
3区
函館市,室蘭市,帯広市,苫小牧市,登別市,伊達市,北斗市,渡島総合振興局管内,檜
山振興局管内,胆振総合振興局管内,日高振興局管内及び十勝総合振興局管内
9.804 m/s2
4区
青森県
9.803 m/s2
5区
岩手県及び秋田県
9.802 m/s2
6区
宮城県及び山形県
9.801 m/s2
7区
福島県,新潟県及び茨城県
9.800 m/s2
8区
栃木県,富山県及び石川県
9.799 m/s2
9区
群馬県,埼玉県,千葉県,東京都(八丈支庁管内及び小笠原支庁管内を除く。),福井県,
京都府,鳥取県及び島根県
9.798 m/s2
10区
神奈川県,山梨県,長野県,岐阜県,静岡県,愛知県,三重県,滋賀県,大阪府,兵庫県,
奈良県,和歌山県,岡山県,広島県,山口県,徳島県及び香川県
9.797 m/s2
11区
東京都(八丈支庁管内に限る。)愛媛県,高知県,福岡県,佐賀県,長崎県及び大分県
9.796 m/s2
12区
熊本県及び宮崎県
9.795 m/s2
13区
鹿児島県(奄美市及び大島郡を除く。)
9.794 m/s2
14区
東京都(小笠原支庁管内に限る。)
9.793 m/s2
15区
鹿児島県(奄美市及び大島郡に限る。)
9.792 m/s2
16区
沖縄県
9.791 m/s2
b) 分銅を載せ降ろしするときには,荷重を段階的に増加又は減少するように(器差検定中に表示が零に
ならないように)注意する。ただし,懸垂式はかりは異なった試験荷重をそれぞれ静かに載せる。
133
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
c) デジタル表示のはかりは,質量を負荷していない状態において,表示が零となる位置を基点として行
う。ただし,零点表示装置を同一の視野において視定することができるはかりは,その零点表示装置
によって零点が正しく設定されていることを示す位置を基点とする。
d) 荷重受け部のあるはかりは,荷重受け部のほぼ中央に基準分銅等を載せて行う。
e) 懸垂式はかりは,計量物を懸垂する部分に基準分銅等を正しく懸垂して行う。
JA.3.2.4.2 試験荷重
試験荷重は,次の試験荷重を含む,使用範囲の下限からひょう量までの間から少なくとも五つの異なっ
た試験荷重を選定する。
a) ひょう量付近(ひょう量が2 tを超える懸垂式はかりの場合は,2 tの荷重とする。)
b) 使用範囲の下限
c) 検定公差が変わる荷重又はその近くの荷重
JA.3.2.4.3 試験方法(懸垂式はかりを除く。)
試験方法は,次による。
a) 試験荷重を荷重受け部に載せる前に零点を確認する。
b) 荷重受け部に使用範囲の下限に相当する試験荷重を負荷する。
c) 指示値又は表示値(I)を確認する。
d) JA.3.1.2によって,器差(E)を算出し,検定公差に適合するかを判断する。
e) 使用範囲の下限からひょう量まで順次段階的に表示が零にならないように試験荷重を載せ,試験荷重
ごとにc)〜d)を繰り返す。
f)
ひょう量から零点まで順次段階的に表示が零にならないように試験荷重を降ろし,試験荷重ごとにc)
〜d) を繰り返し,全ての荷重を降ろした後,零点を確認する。
JA.3.2.4.4 懸垂式はかりの試験方法
試験方法は,次による。
a) 試験荷重を懸垂する前に零点を確認する。
b) 使用範囲の下限に相当する試験荷重を懸垂させ負荷する。
c) 指示値又は表示値(I)を確認する。
d) JA.3.1.2によって,器差(E)を算出し,検定公差に適合するかを判断する。
e) 使用範囲の下限からひょう量まで異なる試験荷重をそれぞれ静かに懸垂させ,試験荷重ごとにc)〜d)
を繰り返す。
JA.3.3 型式承認表示がない精度等級H級,M級及びO級の機械式はかり(ばね式指示はかりを除く。)
の検定の方法
JA.3.3.1 検定公差
検定公差は,表JA.3による。
JA.3.3.2 構造に係る技術上の基準
構造に係る技術上の基準は,JA.3.3.2.1〜JA.3.3.2.3による。
JA.3.3.2.1 表記等
はかりには,JA.3.3.2.1.1及びJA.3.3.2.1.2によって表記事項を記載しなければならない。ただし,金属
製の棒はかり又はひょう量が500 g以下の棒はかりは,JA.3.3.2.1.1のa) 及びc) は省略できる。
JA.3.3.2.1.1 一般的な表記事項
一般的な表記事項は,次による。
134
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a) 製造事業者名,登録商標又は経済産業大臣に届け出た記号
b) 基本的な仕様の表記は,次による。
− 精度等級(表JA.5によって表記する。)
表JA.5−精度等級の表示
精度等級
H級
M級
O級
− ひょう量
− 目量又は感量
c) 製造番号及び製造年
JA.3.3.2.1.2 該当する場合の強制的な表記
次に該当する場合は,表記をしなければならない。
a) 定量増おもりを使用するはかりは,これに組み合わされる定量増おもりの質量と,その定量増おもり
の掛量との比の分数。
b) 不定量おもり及び不定量増おもりを使用するはかりは,その旨。
c) 特殊の計量に使用する場合は,その旨(4.1.2参照)。
d) 風袋引き機構をもつはかりには,減じることができる風袋の最大の質量
e) 使用範囲の表記
f)
合番号は,9.1.2 g) による。
g) 不定量増おもりには,掛量。
JA.3.3.2.2 材質
材質は,次による。
a) 刃,刃受け,刃蓋,はめ込み部品,はめ込み部品の支持台及びリンクの硬さは,少なくともロックウ
ェル硬さ57 HRCでなければならない。
b) 棒はかりの木製部品に関する規定は,8.5.4による。
JA.3.3.2.3 性能
性能は,次による。
a) 目量等の表示の様式は,6.2.2.1による。
b) 多目量はかりの部分計量範囲は,次による。
− 目量の数が100未満の部分計量範囲があってはならない。
− 部分計量範囲における目量は,上位に隣接する部分計量範囲の目量を超えてはならない。
− 各部分計量範囲は,同一の精度等級に属するものでなければならない。
c) はかりの精度等級に関する目量(e),目量の数及び使用範囲の下限は,表JA.6による。
135
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表JA.6−H級,M級及びO級のはかりの精度等級
精度等級
目量(e)
目量の数(n=Max/e)
使用範囲の下限
(Min)
最小
最大
H級
0.01g≦e≦0.05g
2001
−
20 e≦Min
0.1g≦e
10001
−
M級
0.01g≦e≦0.05g
100
2000
20 e≦Min
0.1g≦e≦0.5g
100
10000
20 e≦Min
1g≦e
1001
10000
20 e≦Min
O級
1g≦e
100
1000
10 e≦Min
d) 載せた荷重に対する目量に等しい追加荷重を釣り合った状態のはかりに載せたときには,次の変位を
生じなければならない。
1) 度表によって釣り合いを読み取るはかりは,度表の目盛間の長さの1/2の変位
2) にらみによって釣り合いを読み取るはかりは,にらみの位置において3 mmの変位
3) にらみ窓等(にらみのないにらみ窓又は釣り合いの読取りを兼ねる限界停止装置)によって釣り合
いを読み取るはかりは,にらみ窓等の中心から上端又は下端までの変位
4) 棒はかりは,目盛ざおが角度3度の勾配をなす変位
e) 繰返し性は,5.6.1による。
f)
偏置荷重は,ひょう量の1/4(セクションをもつ車両用はかりは,ひょう量の1/2)に相当する荷重と
する。
はかりのそれぞれの偏った位置に荷重した表示値(静止点)と,載せ台の中央に載せて計ったとき
の表示値(静止点)との差が,検定公差の絶対値を超えてはならない。
g) 傾斜を免れないはかりの場合,傾斜の影響は傾斜の限界値と同等の縦傾斜及び横傾斜の影響下で測定
する。基準位置(水平状態)におけるはかりの表示値と傾斜状態での表示値との差は,次を超えては
ならない。
1) 無負荷において目量の2倍(2 e)。あらかじめ,はかりは,無負荷で表示を零に調整する。
2) ひょう量において検定公差の絶対値。あらかじめ,はかりは,無負荷で表示を零にする。
h) 手動天びんを除くはかりは,通常の使用前後の質量を負荷しないときの表示値の差が,目量等の1/2
(多目量はかりにあっては使用範囲の下限を含む部分計量範囲の目量)を超えてはならない。
i)
使用者に明瞭に見える場所に水平装置又は水準器がなければならない。また,この機能は,質量を負
荷したままはかりを立て又は横方向に傾けるとき,傾ける前後の器差の差が検定公差に相当する値を
超えないうちに水平でなくなったことを示すものとする。ただし,次の場合は,なくてもよい。
1) 固定位置に設置したはかり
2) 自由につり下げられたはかり
3) 縦傾斜及び横傾斜に3度傾けたときに,表示の変化が検定公差に相当する値を超えないはかり
j)
刃及び刃受けは,次による。
1) 刃受け面は,滑らかでなければならない。
2) 刃及び刃受けは,きず,焼ひび又は腐食があってはならない。
3) 刃と刃受けは,その接する面の2/3以上がお互いに接していなければならない。
k) 機械式はかりの目盛線,表示及び指針は,次による。
1) はかりの目盛線の太さは目幅の1/3以下,かつ,0.2 mmを超えるものとする。また,度表の目盛線
136
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
の太さは目幅の1/6以下,かつ,0.1 mmを超えるものとする(いずれも表示機構をレンズによって
拡大して読む場合を除く。)。
2) 最も太い目盛線の太さは,最も細い太さの3倍を超えてはならない。
3) 目盛線の目幅及び度表の目幅は,1 mm以上とする(表示機構をレンズによって拡大して読む場合
を除く。)。
4) 度表及び副尺の目幅は,均一とする。この場合,目幅の1/10以内のばらつきがあってもよい。
5) アナログ指示機構の指針の先端部分の太さは,その指針を使用する最も太い目盛標識の太さと最も
細い目盛標識との間とする。
6) 度表をもつはかりの指針の先端部分の太さは,目幅の1/5を超えてはならない。
7) アナログ指示機構(回転する指針を使用するものを除く。)の指針の先端部分と目盛板との間隔は,
5 mmを超えてはならない。
8) 回転する指針を使用するはかりの指針の先端部分と目盛板との間隔は,指針の回転中心から先端ま
での長さの1/40(指針の回転中心から先端までの長さの1/40が5 mmを超えるときは5 mm,1 mm
以下のときは1 mm)を超えてはならない。
9) アナログ指示機構の指針の先端部分は,全ての目盛標識に重なるか又は全ての目盛標識に達しなけ
ればならない。ただし,指針の先端部分が目盛板と同一平面上にあるはかり(目盛標識又は指針を
光学的に投影するものを除く。)はこの限りでない。
10) 指針の先端部分が目盛板と同一平面上にあるはかりは,指針の先端部分の先端と目盛標識との距離
が1 mm(手動天びんにあっては,0.5 mm)を超えてはならない。
l)
多回転式はかりは,6.3.5による。
m) 度表の指針の先端部分,度表の目盛標識が付されている範囲以上に動くことができなければならない。
n) 棒はかりを除くはかりは,零目盛が明瞭に表示され,かつ,通常の使用状態において,質量を負荷し
ていないときの釣り合い点を視定できなければならない。
o) 目盛ざおは,8.2.2.6による。
p) 零点設定装置は,次による。
1) 非自動零点設定装置は,適切に零点を調整できなければならない。
2) 機械式はかりの非自動零点設定装置は,正又は負のいずれの側にもそれぞれ目量の20倍を超えては
ならない。
3) 機械式はかりの非自動零点設定装置は,正又は負のいずれの側においても目量の5倍を超える側に
ついて設定できる最大限の状態にした後,零点設定をしたときに,使用範囲内の任意の質量におけ
る器差の差が目量の1/2(±0.5 e)を超えてはならない。
4) 零点設定装置は,容易に遊動してはならない。
q) 重心玉は,容易に移動できないように緊着されていなければならない。
r) 送りおもりは,8.2.2.5による。
s)
風袋おもり及び風袋ざおは,8.9による。
t)
減衰機構は,気温の変化,その他による減衰作用の変動を調整できなければならない。
u) 手動天びんの静止点の変化は,8.4.3による。
v) 手動天びんの使用前後の静止点の変化は,8.4.4による。
w) 手動天びんの感じの開きは,8.4.5による。
x) 棒はかりは,次による。
137
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1) 棒はかりの支点は,1個又は2個でなければならない。
2) 支点が2個ある棒はかりは,目盛ざおの表裏に各々の支点があり,かつ,刃及び刃受けが支点ごと
に付されていなければならない。
3) 使用される定量おもりは,8.5.5による。
y) 定量増おもりを使用するはかりは,8.8による。
JA.3.3.3 構造検定の方法
型式承認表示のないはかりの構造検定の方法は,目視及びJA.3.3.3.1〜JA.3.3.3.4によって行う。
JA.3.3.3.1 感じ
JA.3.3.3.1.1 手動指示はかり
試験は,三つの異なる荷重(零付近,ひょう量の1/2及びひょう量付近)において実施する。
試験方法は,次による。
a) はかりが釣り合った状態であることを確認する。
b) 目量に相当する分銅を荷重受け部の上方1 cm(落下させる分銅の質量が5 g以下の場合にあっては約
2 cm,1 kg以上の場合にあっては約5 mm)の位置から落下させる。
なお,手動天びん及び等比皿手動はかりについては,静かに載せるか,荷重を取り除く。
c) はかりが釣り合った状態になった後,表示素子の変位を確認する。
d) 異なった荷重において,a)〜c) を繰り返す。
e) 変位がJA.3.3.2.3 d) に適合するかを判断する。
JA.3.3.3.1.2 自動指示はかり又は手動指示併用はかり
試験は,三つの異なる荷重(零付近,ひょう量の1/2及びひょう量付近)において実施する。
試験方法は,次による。
a) はかりが釣り合った状態であることを確認する。
b) 載せた荷重に対する目量に相当する分銅を荷重受け部の上方1 cm(落下させる分銅の質量が5 g以下
の場合にあっては約2 cm,1 kg以上の場合にあっては約5 mm)の位置から落下させる。
c) 指示値を確認する。
d) 異なった荷重において,a)〜c) を繰り返す。
e) 指示値がJA.3.3.2.3 d) に適合するかを判断する。
JA.3.3.3.2 繰返し性
試験方法は,次による。
a) 試験荷重を荷重受け部に載せる前に表示装置の零点を確認する。
b) ひょう量の約25 %の試験荷重(ひょう量が2 tを超える懸垂式はかりの場合は,2 tの試験荷重とする。)
を負荷する。
c) 表示値(I)を確認する。
d) a)〜c) を2回(計3回)繰り返す。
e) 全ての計量結果の間の差が5.6.1に適合するかを判断する。
JA.3.3.3.3 偏置荷重
試験方法は,はかりの載せ台の中央にJA.3.3.2.3 f)の試験荷重を載せて計ったときの表示値を確認した後
に,次のいずれかによる(懸垂式はかりなどの荷重受け部の偏った位置への荷重がされない構造のはかり
を除く。)。
a) 荷重受け部が一つで支持点が2点以下のはかりの試験方法は,次による。
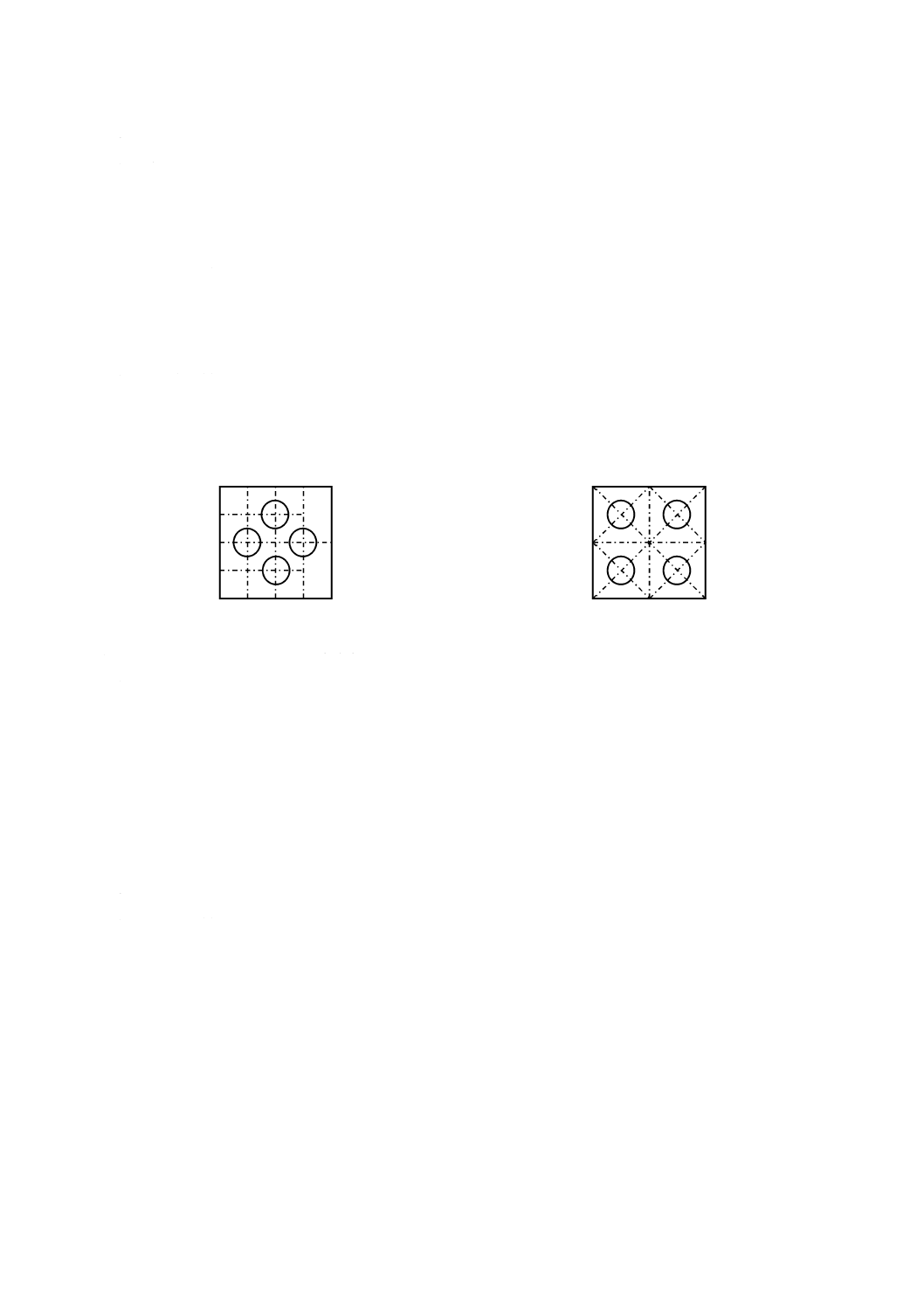
138
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1) 図JA.6の位置に試験荷重を負荷する。
2) 試験荷重は,JA.3.3.2.3 f)による。
3) 表示値(I)を確認する。
4) 表示値(I)と載せ台の中央に試験荷重を載せて計ったときの表示値との差が,JA.3.3.2.3 f)に適合す
るかを判断する。
5) 1)〜4) を繰り返し,他の区分を試験する。
b) 荷重受け部の支持点が3点以上のはかりの試験方法は,次による。
1) 図JA.7の位置に試験荷重を負荷する。
2) 試験荷重は,JA.3.3.2.3 f)による。
3) 表示値(I)を確認する。
4) 表示値(I)と載せ台の中央に試験荷重を載せて計ったときの表示値との差が,JA.3.3.2.3 f)に適合す
るかを判断する。
5) 1)〜4) を繰り返し,他の区分を試験する。
図JA.6−支持点が2点以下の場合
図JA.7−支持点が3点以上の場合
c) セクションが2のはかりの試験方法は,次による。
1) 図JA.8の位置に試験荷重を負荷する。
2) 試験荷重は,JA.3.3.2.3 f)による。
3) 表示値(I)を確認する。
4) 表示値(I)と載せ台の中央に試験荷重を載せて計ったときの表示値との差が,JA.3.3.2.3 f)に適合す
るかを判断する。
5) 1)〜4) を繰り返し,他の区分を試験する。
d) セクションが3以上のはかりの試験方法は,次による。
1) 図JA.9の位置に試験荷重を負荷する。
2) 試験荷重は,JA.3.3.2.3 f)による。
3) 表示値(I)を確認する。
4) 表示値(I)と載せ台の中央に試験荷重を載せて計ったときの表示値との差が,JA.3.3.2.3 f)に適合す
るかを判断する。
5) 1)〜4) を繰り返し,他の区分を試験する。
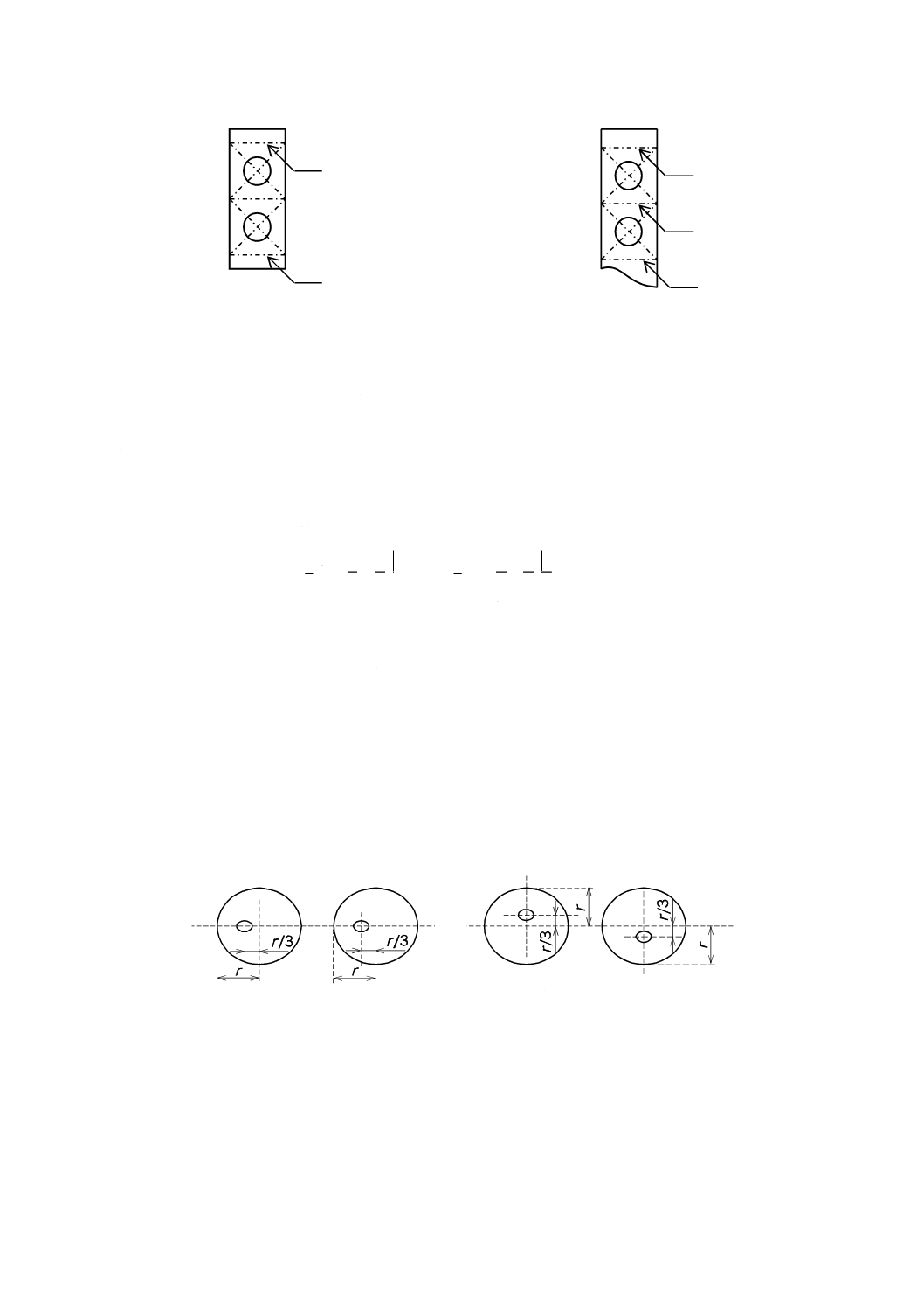
139
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図JA.8−セクションが2の場合
図JA.9−セクションが3以上の場合
e) 荷重受け部が二つのはかりの試験方法は,次による。
1) ひょう量の約1/4に相当する分銅を各荷重受け部の中心に載せ,静止点(n1)を求める。
2) ひょう量の約1/4に相当する分銅を各荷重受け部の中心から図JA.10 a) のように荷重受け部の半径
の1/3の距離だけ離れたところに偏って載せて,静止点(n2)を求める。
3) ひょう量の約1/4に相当する分銅を各荷重受け部の中心から図JA.10 b) のように荷重受け部の半径
の1/3の距離だけ離れたところに偏って載せて,静止点(n3)を求める。
4) 3) の静止点を求めた状態のままで,感量に相当する質量を載せ,静止点(n3Δ)を求める。
5) 次の式によって器差を算出し,JA.3.3.2.3 f) に適合するかを判断する。
(
)
(
)
Δ
Δ
Δ
Δ
3
3
1
3
3
3
3
1
2
2
n
n
n
n
E
n
n
n
n
E
−
−
×
=
−
−
×
=
ここに,
E2: 前後に偏って載せた場合の器差
E3: 左(又は右)に偏って載せた場合の器差
Δ: はかりに表記されている感量
n1: ひょう量の1/4に相当する分銅を両方の荷重受け部に載せた
ときの静止点の値
n2: ひょう量の1/4に相当する分銅を各荷重受け部の中心から前
後に荷重受け部の半径の1/3の距離だけ離れたところに偏っ
て載せたときの静止点の値
n3: ひょう量の1/4に相当する分銅を各荷重受け部の中心から左
右いずれかに荷重受け部の半径の1/3の距離だけ離れたとこ
ろに偏って載せたときの静止点の値
n3Δ: ひょう量の1/4に相当する分銅を各荷重受け部に載せ,感量に
相当する質量の分銅を負荷したときの静止点の値
a) 左(又は右)に偏って載せる場合
b) 前後に偏って載せる場合
図JA.10−偏置荷重
JA.3.3.3.4 手動天びん
JA.3.3.3.4.1 手動天びんの静止点の変化
試験方法は,次による。
a) 休み状態であることを確認する。
b) 休み状態から動作状態に切り替えて,負荷していない状態の静止点を確認する。
140
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
c) 動作状態から休み状態に切り替える。
d) a)〜c)を2回(計3回)繰り返す。
e) 静止点の位置の変化が8.4.3に適合するかを判断する。
f)
ひょう量に相当する分銅を各荷重受け部の中心に載せ,a)〜e) を繰り返す。
JA.3.3.3.4.2 使用前後の静止点の変化
試験方法は,次による。
a) 休み状態であることを確認する。
b) 休み状態から動作状態に切り替えて,負荷していない状態の静止点を確認する。
c) 動作状態から休み状態に切り替える。
d) a)〜c) を2回(計3回)繰り返し,3回測定して求めた値の平均値(A)を算出する。
e) ひょう量に相当する分銅を各荷重受け部の中心に載せ,動作状態に切り替える。
f)
動作状態から休み状態に切り替える。
g) e)〜f) を2回(計3回)繰り返す。
h) b)〜c) を2回繰り返し,2回測定して求めた値の平均値(B)を算出する。
i)
平均値(A)と平均値(B)との差が8.4.4に適合するか判断する。
JA.3.3.3.4.3 感じの開き
試験方法は,次による。
a) 休み状態であることを確認する。
b) 休み状態から動作状態に切り替えて,負荷していない状態の静止点(A)を確認する。
c) いずれかの荷重受け部に感量に相当する分銅を載せ,静止点(A)との変位量(A)を確認する。
d) 動作状態から休み状態に切り替える。
e) ひょう量に相当する分銅を各荷重受け部の中心に載せ,動作状態に切り替える。
f)
静止点(B)を確認する。
g) いずれかの荷重受け部に感量に相当する分銅を載せ,静止点(B)との変位量(B)を確認する。
h) 変位量(A)と変位量(B)との差が8.4.5に適合するかを判断する。
JA.3.3.4 器差検定の方法
JA.3.3.4.1 一般
a) JA.1.1の基準分銅等を用い,JA.3.1.2によって器差の算出を行う。
b) 荷重受け部のあるはかりは,荷重受け部のほぼ中央に基準分銅等を載せて行う。
JA.3.3.4.2 試験荷重
試験荷重は,JA.3.2.4.2によるほか次による。ただし,手動天びん及び等比皿手動はかりは,ひょう量及
びひょう量の1/4に相当する荷重とする。
a) 目盛ざおに刻み目(ノッチ)をもつはかりは,JA.3.2.4.2 c)の“検定公差が変わる荷重又はその近くの
荷重”を“検定公差が変わる荷重又はその近くの刻み目の値に相当する荷重”と読み替える。
b) 目盛ざおをもつはかり又は手動指示併用はかりは,JA.3.2.4.2以外にも,各目盛ざおの最大値又は手動
指示併用はかりの自動表示目盛の最大値に相当する荷重を含む。
JA.3.3.4.3 手動指示はかり及び手動指示併用はかり
試験方法は,次による。
a) 荷重受け部のあるはかりは,荷重受け部のほぼ中央に基準分銅等を載せて行う。また,懸垂式はかり
は,計量物を懸垂する部分に基準分銅等を正しく懸垂して行う。
141
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
b) 荷重受け部が二つある手動指示はかりの器差の計算は,JA.3.1.2 b) で行う。
JA.3.4 精度等級の表記がないはかりの検定の方法
JA.3.4.1 検定公差
JA.3.4.1.1 一般
次の精度等級の表記がないはかりの検定公差は,表JA.7〜表JA.15による。
a) 平成9年10月31日までに検定の申請をし,かつ,これに合格したはかり
b) 平成5年11月以前に型式の承認がされ,その型式承認表示があるはかり
JA.3.4.1.2 アナログ指示機構をもつ特定大型はかり[ひょう量が2 tを超えるはかりのうち,平方メートル
で表した載せ台面積をトンで表したひょう量で除した値(以下,載せ台面積比という。)が0.2を超えるは
かり。以下同じ。]
アナログ指示機構をもつ特定大型はかりの検定公差は,表JA.7又は表JA.8による。
表JA.7−目量の数が2 000を超えるはかり
表す量
検定公差
ひょう量の1/2以下
ひょう量の1/4 000
ひょう量の1/2を超え
表す量の1/2 000
表JA.8−目量の数が2 000以下のはかり
表す量
検定公差
ひょう量の1/2以下
±0.5 e
ひょう量の1/2を超え
±1 e
JA.3.4.1.3 デジタル表示機構をもつ特定大型はかり
デジタル表示機構をもつ特定大型はかりの検定公差は,表JA.9又は表JA.10による。
表JA.9−目量の数が2 000を超えるはかり
表す量
検定公差
ひょう量の1/2以下
ひょう量の1/4 000
ひょう量の1/2を超え
表す量の1/2 000
表JA.10−目量の数が2 000以下のはかり
表す量
検定公差
ひょう量の1/2以下
±1 e
ひょう量の1/2を超え
±1.5 e
JA.3.4.1.4 加除すい(錐)機構又は多回転指示機構をもつ指示はかり
加除すい機構又は多回転指示機構をもつ指示はかり検定公差は,表JA.11による。
表JA.11−加除すい機構又は多回転指示機構をもつ指示はかり
表す量
検定公差
加除すい機構をもつ指示はかりは加除すい機構を操作しないで,多回転指
示機構をもつ指示はかりは指針又は目盛板の最初の一回転で,それぞれ計
ることができる最大の質量(以下,目盛板ひょう量という。)の1/2以下
±0.5 e
目盛板ひょう量の1/2を超え
±1 e
142
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JA.3.4.1.5 JA.3.4.1.2〜JA.3.4.1.4を除くはかり
JA.3.4.1.2〜JA.3.4.1.4を除く,次のはかりの検定公差は,表JA.12又は表JA.13による。
− 手動天びん
− 等比皿手動はかり
− 棒はかり
− 載せ台の面積比が0.1を超えるもの
表JA.12−ひょう量が30 kg以下のはかり
表す量
検定公差
ひょう量の1/4以下
±0.5 e
ひょう量の1/4を超え
±1 e
表JA.13−ひょう量が30 kgを超えるはかり
表す量
検定公差
ひょう量の1/2以下
±0.5 e
ひょう量の1/2を超え
±1 e
JA.3.4.1.6 デジタル表示機構をもつはかり
デジタル表示機構をもつ載せ台の面積比が0.1を超えるはかりの検定公差は,表JA.14又は表JA.15に
よる。
表JA.14−ひょう量が30 kg以下のはかり
表す量
検定公差
ひょう量の1/4以下
±1 e
ひょう量の1/4を超え
±1.5 e
表JA.15−ひょう量が30 kgを超えるはかり
表す量
検定公差
ひょう量の1/2以下
±1 e
ひょう量の1/2を超え
±1.5 e
JA.3.4.2 構造に係る技術上の基準
構造に係る技術上の基準は,JA.3.3.2による[JA.3.3.2.1.1 b) 並びにJA.3.3.2.3のb) 及びc) は除く。]。
JA.3.4.3 構造検定の方法
構造検定の方法は,JA.3.3.3によって行う。
JA.3.4.4 器差検定の方法
器差検定の方法は,JA.3.3.4によって行う。
143
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JB
(規定)
使用中検査
JB.1 性能に係る技術上の基準
性能に係る技術上の基準は,次による。ただし,本体の引用箇所にある“検定公差”は,JB.2における
“使用公差”に読み替える。
a) 補助的な表示装置は,5.4及び6.13.7による。
b) 繰返し性は,5.6.1による。また,繰返し性は,結果のどのような変動が許容されていても,いずれの
単一計量結果の器差も,単独でその荷重に対する使用公差を超えてはならない。
c) 偏置荷重は,5.6.2及び8.1.2による。
d) 複数の表示装置は,5.6.3による。
e) 感じは,次による。
1) 手動指示はかり又は棒はかりの感じは,8.1.1による。
2) 自動指示はかり又は手動指示併用はかりのアナログ指示の感じは,5.8.2.1による。
3) 自動指示はかり又は手動指示併用はかりのデジタル表示の感じは,目量の2倍(2 e)に等しい追加
荷重を釣り合った状態のはかりに静かに載せ降ろししたときに,その表示値を明らかに変えなけれ
ばならない。補助的な表示装置又は拡張表示装置をもつはかりは,実目量の2倍(2 d)に等しい追
加荷重とする。ただし,実目量(d)が5 mg未満(d<5 mg)のはかりには適用しない。
f)
使用者に明瞭に見える場所に水平装置,水準器又は自動傾斜センサがなければならない。ただし,次
の場合,なくてもよい。
− 精度等級1級のはかり
− 固定位置に設置したはかり
− 懸垂式はかりなどの自由につり下げられたはかり
− 水平を示す装置が不要である旨があるはかり
g) アナログ指示装置は,6.3.1 a),6.3.2,6.3.5及び次による。
回転する指針を使用するものを除くアナログ指示装置の指針の先端部分と目盛板との間隔は,8 mm
を超えてはならない。
h) 拡張表示装置は,6.4.3及び6.13.7による。
i)
表示装置の複合使用は,6.4.4による。
j)
印字装置は,6.4.5による。
k) 半自動零点設定装置,非自動零点設定装置又は自動零点設定装置は,次による。
1) 零点設定装置の効果は,はかりのひょう量を変えてはならない。
2) 半自動零点設定装置又は非自動零点設定装置の精度は,零点設定後,計量結果に対する零点の偏差
の影響が,目量の1/2(±0.5 e)を超えてはならない。
3) 複目量はかりの場合は,6.5.3による。
4) 零点設定装置の制御は,6.5.4による。
5) 自動零点設定装置は,6.5.6による。
l)
風袋引き装置は,次による。
144
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1) 正味量は,5.5.3.3による。
2) 風袋計量装置は,5.5.3.4による。
3) 風袋引き装置は,次の精度以内に零点を設定できなければならない。ただし,多目量はかりは,目
量(e)を最下位の部分計量範囲の目量(e1)に置き換えなければならない。
− 電気式はかり及びアナログ指示をもつはかりは,目量の1/2(±0.5 e)。
− デジタル表示をもつ機械式はかりは,目量(±1 e)。
4) 風袋引き装置の作動の可視性は,6.6.5による。
5) 減算式風袋引き装置は,6.6.6による。
6) 半自動風袋引き装置又は自動風袋引き装置は,6.6.8による。
7) 連続的な風袋引きの作動は,6.6.10による。
8) 計量結果の印字は,6.6.11による。
m) 対面販売用はかりは,次による。
1) プリセット風袋引き装置を含む風袋引き装置をもつ荷重受け部が一つの対面販売用はかりは,買い
手から次のことが確認できなければならない。
− プリセット風袋引き装置を含む風袋引き装置の作動状態
− 風袋量又はプリセット風袋量の変更
2) 対面販売用はかりにおける6.13.1の全ての主表示(対面販売用料金算出はかりの場合は,6.14.1も
適用する。)は,売り手側及び買い手側の両方に対して同時に,かつ,明確に表示しなければならな
い。これが1台の表示装置で不可能な場合は,売り手側及び買い手側にそれぞれ表示装置が必要と
なる。
3) チケット(伝票)又はラベル(値札)を印刷するセルフサービスはかりは,そのはかりが別製品の
販売に使用される場合には,主表示にその製品を指定する表示を含めなければならない。
4) 対面販売用料金算出はかりの印字は,6.14.3 e) による。
5) 対面販売用料金算出はかりの特例は,次による。
− 対面販売用料金算出はかりの追加機能の実施は,6.14.4.0Aによる。
− 接続している全てのはかりの料金の目盛間隔が同一であれば,6.14.4.0Aによって,直接的に又は
間接的に他のはかりにおいて行った取引を合計してもよい。
− 対面販売用料金算出はかりの追加情報の印字は,6.14.4.5による。
n) 値付けはかりは,次による。
1) 値付けはかりの印字は,6.14.3 e) 及び6.14.4.5による。
2) ラベルプリンタが付いた値付けはかりには,質量値用に少なくとも一つの表示がなければならない。
o) 手動指示はかりは,8.2.2.2,8.2.2.4,8.3.1及び8.9による。
p) 手動天びんは,o) によるほか,次による。
1) 静止点の変化 手動天びんは,質量を負荷していない状態及び質量を負荷した状態において,休み
装置によって休み状態と動作状態とを交互に繰り返したときに,動作状態の静止点の位置の変化の
最大が,その質量において感量に相当する質量を負荷したときに生じる変位の大きさの1/3を超え
てはならない。
2) 使用前後の静止点の変化 手動天びんは,使用する前及び使用した後において,質量を負荷してい
ない状態の静止点の位置の変化が,質量を負荷していない状態において感量に相当する質量を負荷
したときに生じる変位の大きさを超えてはならない。
145
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3) 感じの開き 手動天びんは,質量を負荷していない状態において感量に相当する質量を負荷したと
きに生じる変位の大きさと,ひょう量に相当する質量を負荷した状態において感量に相当する質量
を負荷したときに生じる変位の大きさとの差が,変位の大きさのうち小さいものを超えてはならな
い。
q) 電気式はかりの場合,ソフトウェア識別番号が製造時のソフトウェア番号と一致しなければならない。
ただし,9.1.2 j) の表記のない電気式はかりは除く。
JB.2 使用公差
使用公差は,表JB.1による。
表JB.1−使用公差
使用公差
目量(e)で表した質量(m)
精度等級1級
精度等級2級
精度等級3級
精度等級4級
±1 e
0<m≦50000
0<m≦5000
0<m≦500
0<m≦50
±2 e
50000<m≦200000
5000<m≦20000
500<m≦2000
50<m≦200
±3 e
200000<m
20000<m≦100000
2000<m≦10000
200<m≦1000
注記 使用公差は,検定公差の2倍である。
JB.3 性能に関する検査の方法
JB.3.1 一般
性能に関する検査の方法は,目視,その他の必要と認められる適切な方法及び次による。また,JB.4.1
に規定される基準分銅等及びJB.4.1.2によって,管理された車両等を性能に関する検査に使用してもよい。
JB.3.2 器差の算出
JB.3.2.1 荷重受け部が二つある手動指示はかりを除くはかりの器差の算出
荷重受け部が二つある手動指示はかりを除くはかりの性能に関する検査における器差の算出は,次によ
る。
a) アナログ指示のはかりにおける器差は,次の式によって算出する。
E=I−L
ここに,
E: 器差
I: はかりの指示値
L: 試験荷重
b) 目量の1/5(0.2 e)以下の実目量を表示する補助的な表示装置又は拡張表示装置をもつデジタル表示の
はかりは,器差を算出するために,これらの装置を用いてもよい。
c) 目量の1/5(0.2 e)を超える実目量を表示する補助的な表示装置又は拡張表示装置をもつデジタル表示
のはかり又は実目量をもたないはかりは,丸める前のはかりの計量値を決定する。
d) 試験荷重を荷重受け部に載せる前に,零点設定を行うか又は零トラッキング装置を作動させてもよい。
e) デジタル表示のはかりにおける器差は,次の式によって算出する。
L
L
e
I
E
−
−
+
=
Δ
2
1
ここに,
E: 器差
I: はかりの表示値
e: 目量
L: 試験荷重
146
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ΔL: 追加荷重
注記 上記の式の追加荷重(ΔL)は,試験荷重において表示値が明らかに1目量増加するまで加え
た荷重である。
f)
次の条件下の場合,デジタル表示のはかりの器差の算出式は,JB.3.2.1 a) としてもよい。ただし,
JB.3.2.1 a) の“指示値”は,“表示値”に置き換える。
− 目量の1/5(0.2e)以下の補助的な表示装置又は拡張表示装置を器差の算出に使用する場合
− 試験荷重を載せ,表示値(I)と試験荷重(L)との差が,0の場合
− 使用公差が±2目量(±2e)及び±3目量(±3e)の試験の際に,試験荷重を載せ,表示値(I)と
試験荷重(L)との差が,±1目量(±1e)の場合
− 使用公差が±3目量(±3e)の試験の際に,試験荷重を載せ,表示値(I)と試験荷重(L)との差
が,±2目量(±2e)の場合
JB.3.2.2 荷重受け部が二つある手動指示はかりの器差の算出
荷重受け部が二つある手動指示はかりの器差の算出は,次のうち,いずれかによる。
a) 度表によって釣り合いを読み取るはかりは,次の式によって算出する。
Δ
2
0
2
1
2
2
Δ
n
n
n
n
n
E
〜
−
+
×
=
ここに,
Δ: はかりに表記されている感量
n0: 空掛けの状態で3回測定したときの静止点の平均値
n1: ひょう量又はひょう量の1/4に相当する分銅を両方の荷重受
け部に載せたときの静止点の値
n2: n1を求めたときの分銅を交換して,両方の荷重受け部に載せ
たときの静止点の値
nΔ: n2を求めたときの状態で,感量に相当する質量の分銅を一方
の荷重受け部に載せたときの静止点の値
b) 度表以外によって釣り合いを読み取るはかりは,両方の荷重受け部に質量が同じ分銅を載せたときの
計量値と質量を負荷していないときの計量値との差を算出する。
JB.3.3 繰返し性
試験方法は,次による。ただし,手動天びん,等比皿手動はかり及び棒はかりは,試験を省略してもよ
い。
a) 試験荷重を荷重受け部に載せる前に表示装置の零点を確認する。ただし,JB.3.2.1 d) によって,自動
零点設定装置又は零トラッキング装置を作動させてもよい。
b) ひょう量の約1/4の試験荷重(ひょう量が8 tを超える懸垂式はかりの場合は,2 tの試験荷重として
もよい。)を負荷する。
c) 表示値(I)を確認する。
d) JB.3.2によって器差(E)を算出し,JB.1 b) に適合するかを判断する。
e) a)〜d) を2回(計3回)繰り返す。ただし,精度等級1級及び精度等級2級のはかりは,a)〜d) を5
回(計6回)繰り返す。
f)
全ての計量結果の間の差がJB.1 b) に適合するかを判断する。
表示の読みは,はかりに荷重を負荷したとき及び各計量の間で荷重を取り除き,はかりが停止したとき
に読み取らなければならない。
試験中に零点が変動した場合には,はかりを零点に再設定しなければならない。
147
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JB.3.4 偏置荷重
JB.3.4.1 一般
試験方法は,次のいずれかによる(棒はかり,懸垂式はかりなどの荷重受け部の偏った位置への荷重が
されない構造のはかりを除く。)。
a) 荷重受け部の支持点が4点以下のはかりは,JB.3.4.3による。
b) 荷重受け部の支持点が4点を超えるはかりは,JB.3.4.4による。
c) 特殊な荷重受け部をもつはかり(タンク,ホッパなど)は,JB.3.4.5による。
d) 車両用はかり(トラックスケールなど)及び架空式はかりは,JB.3.4.6による。
e) 手動天びん及び等比皿手動はかりは,JB.3.4.7による。
f)
移動式はかり(フォークリフトに搭載するはかりなど)は,JB.3.4.3〜JB.3.4.6までの方法による偏置
荷重の位置が適用可能である場合,該当する方法で試験を実施する。ただし,適用が不可能な場合に
は,偏置荷重の位置を使用動作条件によって決めて試験を実施する。
例 荷重からの力を伝達する荷重受け部の支持点は,次のいずれかによる。
− 荷重受け部によって直接3個のロードセルに力を伝達する場合は,3点支持
− 荷重受け部に四つの機械的接続要素でてこの作用を介して伝達する場合は,4点支持
− 一つのロードセルで構成されている場合は,1点支持
JB.3.4.2 試験荷重の載せ方
試験荷重の載せ方は,次による。
a) 幾つかの小さな分銅の組合せではなく,より大きな分銅を用いる。極力分銅の数を減らすことが望ま
しい。
b) 小さい分銅は大きな分銅の上に載せるが,不必要な分銅の積み重ねは避けなければならない。
c) 一つの分銅を使用する場合には,その試験区分の中心に分銅を載せる。幾つかの小さな分銅を使用す
る場合には,その試験区分の全体に均一に載せる。
JB.3.4.3 荷重受け部の支持点が4点以下のはかり
試験方法は,次による。
a) 試験荷重を荷重受け部に載せる前に零点を確認する。ただし,JB.3.2.1 d) によって,自動零点設定装
置又は零トラッキング装置を作動させてもよい。
b) 荷重受け部の表面の1/4におおよそ等しい四つの区分(図JB.1を参考とする。)の一つに試験荷重(ひ
ょう量と対応する最大加算風袋量との和の1/3に相当する荷重)を負荷する。
c) 表示値(I)を確認する。
d) JB.3.2によって器差(E)を算出し,5.6.2及び8.1.2に適合するかを判断する。
e) b)〜d) を繰り返し,他の区分を試験する。
148
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図JB.1−偏置試験
JB.3.4.4 荷重受け部の支持点が4点を超えるはかり
試験方法は,次による。
a) 支持点の数(n)を確認する。
b) 荷重受け部の表面をn個に等しい区分(荷重受け部の表面の1/nと同じ面積)におおまかに分割し,
その区分の各支持上に試験荷重(L)を載せられるか確認する。ただし,二つの支持点があまりにも
接近しすぎて,試験荷重が各支持上に負荷できない場合は,二つの支持点を結ぶ軸線の両側で2倍の
面積の区分に分散して2倍の試験荷重を負荷する。
c) 試験荷重(L)は,次の式によって算出する。
1
T
Max
max
−
+
=
+
n
L
ここに,
L: 試験荷重
Max: ひょう量
T+max: 最大加算式風袋量
n: 支持点の数
d) 試験荷重を荷重受け部に載せる前に零点を確認する。ただし,JB.3.2.1 d) によって,自動零点設定装
置又は零トラッキング装置を作動させてもよい。
e) 荷重受け部の一つの区分に試験荷重を負荷する。
f)
表示値(I)を確認する。
g) JB.3.2によって器差(E)を算出し,5.6.2及び8.1.2 に適合するかを判断する。
h) e)〜g) を繰り返し,他の区分を試験する。
JB.3.4.5 特殊な荷重受け部があるはかり(タンク,ホッパなど)
試験方法は,次による。
a) 試験荷重(L)は,次の式によって算出する。
10
T
Max
max
+
+
=
L
ここに,
L: 試験荷重
Max: ひょう量
T+max: 最大加算式風袋量
b) 試験荷重を荷重受け部に載せる前に零点を確認する。ただし,JB.3.2.1 d) によって,自動零点設定装
置又は零トラッキング装置を作動させてもよい。
c) 各支持点の一つの支持点に試験荷重を負荷する。
d) 表示値(I)を確認する。
e) JB.3.2によって器差(E)を算出し,5.6.2及び8.1.2に適合するかを判断する。
149
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
f)
c)〜e) を繰り返し,他の支持点を試験する。
JB.3.4.6 車両用はかり(トラックスケールなど)及び架空式はかり
試験方法は,次による。
a) 試験荷重を荷重受け部の異なる位置に加えるために,通常の使用状態において計量物が動いていく通
常の方向に対して,荷重受け部の初め(位置A),中間(位置B)及び終わり(位置C)の位置を決め
る。
b) 試験荷重を荷重受け部に載せる前に零点を確認する。ただし,JB.3.2.1 d) によって,自動零点設定装
置又は零トラッキング装置を作動させてもよい。
c) 荷重受け部の初め(位置A)に試験荷重(ひょう量と最大加算風袋量との和の0.5倍から0.8倍の間に
相当する任意の荷重)を負荷する。
d) 表示値(I)を確認する。
e) JB.3.2によって器差(E)を算出し,5.6.2及び8.1.2に適合するかを判断する。
f)
c)〜e) を繰り返し,荷重受け部の中間(位置B),終わり(位置C)の位置の順に試験する。
g) 試験した方向の逆方向にも使用することができる場合は,荷重受け部の終わり(位置C),中間(位置
B),初め(位置A)の位置の順にc)〜e) を繰り返す。
JB.3.4.7 手動天びん及び等比皿手動はかり
試験方法は,JE.2.4.2による。
JB.3.5 感じ
JB.3.5.1 一般
試験は,任意の荷重において実施する。
JB.3.5.2 手動指示はかり
試験方法は,次による。
a) はかりが釣り合った状態であることを確認する。
b) 目量の2倍に相当する分銅を荷重受け部の上方1 cm(落下させる分銅の質量が5 g以下の場合にあっ
ては約2 cm,1 kg以上の場合にあっては約5 mm)の位置から落下させる。
c) はかりが釣り合った状態になった後,表示素子の変位を確認する。
d) 変位が8.1.1に適合するかを判断する。
JB.3.5.3 自動指示はかり又は手動指示併用はかり
JB.3.5.3.1 アナログ指示の場合
試験方法は,次による。
a) はかりが釣り合った状態であることを確認する。
b) 目量の2倍に相当する分銅を荷重受け部の上方1 cm(落下させる分銅の質量が5 g以下の場合にあっ
ては約2 cm,1 kg以上の場合にあっては約5 mm)の位置から落下させる。
c) 指示値を確認する。
d) 指示値が5.8.2.1に適合するかを判断する。
JB.3.5.3.2 デジタル表示の場合
試験方法は,次による。
a) 試験荷重を荷重受け部に載せる前に零点を確認する。ただし,JB.3.2.1 d) によって,自動零点設定装
置又は零トラッキング装置を作動させてもよい。
b) 任意の質量の試験荷重を負荷する。
150
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
c) 表示値(I)を確認する。
d) 目量の2倍(2e)に等しい試験荷重を静かに荷重受け部に載せる。補助的な表示装置又は拡張表示装
置をもつはかりの場合,実目量の2倍(2d)に等しい試験荷重を静かに荷重受け部に載せる。
e) 表示値(I)が増加した結果を表示されたかを確認する。
f)
JB.1.e) 3) に適合するかを判断する。
JB.3.5.4 手動天びん及び等比皿手動はかり
試験方法は,次による。
a) はかりが正常に振れていることを確認する。
b) 追加荷重を載せないときの静止点を確認する。
c) 感量の2倍に等しい追加荷重をはかりが振れている状態で荷重受け部に載せる。
d) 追加荷重を載せたときの静止点を確認する。
e) b)とd)との静止点の差を算出し,8.1.1に適合するかを判断する。
JB.3.5.5 棒はかり
試験方法は,次による。
a) はかりが釣り合った状態(水平状態)であることを確認する。
b) 目量の2倍に等しい追加荷重を静かに加える。また,追加荷重を加えることが難しいときには,おも
り糸などをさおの上で移動させてもよい。
c) 釣り合った状態(水平状態)からはかりの傾きを確認し,8.1.1に適合するかを判断する。
JB.3.6 正味量
試験方法は,次による。
a) 任意の荷重を負荷する。
b) 風袋引き装置を作動させ,零点を確認する。
c) 任意の試験荷重を負荷する。
d) 表示値(I)を確認する。
e) JB.3.2によって器差(E)を算出し,5.5.3.3に適合するかを判断する。
JB.3.7 手動天びん
手動天びんは,次の試験も実施する。また,他の試験での試験荷重と同じ場合,感量に相当する質量の
分銅を載せたときの変位量を適用してもよい。
a) 手動天びんの静止点の変化 試験方法は,次による。
1) 休み状態であることを確認する。
2) 休み状態から動作状態に切り替えて,負荷していない状態の静止点を確認する。
3) 動作状態から休み状態に切り替える。
4) 1)〜3) を2回(計3回)繰り返す。また,いずれかの静止点を求めた状態において,感量に相当す
る質量の分銅をはかりが振れている状態で荷重受け部に載せ,変位量を確認する。
5) 静止点の位置の変化がJB.1 p) 1) に適合するかを判断する。
6) ひょう量に相当する分銅を各荷重受け部の中心に載せ,1)〜5) を繰り返す。
b) 手動天びんの使用前後の静止点の変化 試験方法は,次による。
1) 休み状態であることを確認する。
2) 休み状態から動作状態に切り替えて,負荷していない状態の静止点を確認する。
3) 動作状態から休み状態に切り替える。
151
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4) 1)〜3) を2回(計3回)繰り返し,3回測定して求めた値の平均値(A)を算出する。また,いず
れかの静止点を求めた状態において,感量に相当する質量の分銅をはかりが振れている状態で荷重
受け部に載せ,変位量を確認する。
5) ひょう量に相当する分銅を各荷重受け部の中心に載せ,動作状態に切り替える。
6) 動作状態から休み状態に切り替える。
7) 5)〜6) を2回(計3回)繰り返す。
8) 2)〜3) を2回繰り返し,2回測定して求めた値の平均値(B)を算出する。
9) 平均値(A)と平均値(B)との差がJB.1 p) 2) に適合するかを判断する。
c) 手動天びんの感じの開き 試験方法は,次による。
1) 休み状態であることを確認する。
2) 休み状態から動作状態に切り替えて,負荷していない状態の静止点(A)を確認する。
3) いずれかの荷重受け部に感量に相当する質量の分銅を載せ,静止点(A)との変位量(A)を確認す
る。
4) 動作状態から休み状態に切り替える。
5) ひょう量に相当する分銅を各荷重受け部の中心に載せ,動作状態に切り替える。
6) 静止点(B)を確認する。
7) いずれかの荷重受け部に感量に相当する質量の分銅を載せ,静止点(B)との変位量(B)を確認す
る。
8) 変位量(A)と変位量(B)との差がJB.1 p) 3) に適合するかを判断する。
JB.4 器差検査の方法
JB.4.1 基準分銅等
JB.4.1.1 器差検査に使用する基準分銅等
器差検査に使用する基準分銅等は,JA.1.1による。
JB.4.1.2 基準分銅等との置換
次の条件下では,附属書JDによって管理された車両等を基準分銅等の荷重に置換してもよい。
− ひょう量が2 tを超え20 t以下のはかりであって,ひょう量の1/4(ひょう量の1/4が2 t未満の場合は
2 tの荷重)を超える試験箇所。
− ひょう量が20 tを超えるはかりであって,5 tを超える試験検査箇所。
JB.4.2 器差検査
JB.4.2.1 一般
器差検査は,次の点に留意して行う。
a) JB.4.1の基準分銅等を用い,JB.3.2によって器差の算出を行う。
b) 分銅を載せ降ろしするときには,荷重を段階的に増加又は減少するように(器差検査中に表示が零に
ならないように)注意する。ただし,懸垂式はかりは,異なった試験荷重をそれぞれ静かに載せる。
c) デジタル表示のはかりは,質量を負荷していない状態において,表示が零となる位置を基点として行
う。ただし,零点表示装置を同一の視野において視定できるはかりは,その零点表示装置によって零
点が正しく設定されていることを示す位置を基点とする。
d) 荷重受け部のあるはかりは,荷重受け部のほぼ中央に基準分銅等を載せて行う。
e) 懸垂式はかりは,計量物を懸垂する部分に基準分銅等を正しく懸垂して行う。
152
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
f)
手動天びん及び等比皿手動はかりの器差検査の方法は,JB.4.2.5による。
JB.4.2.2 試験荷重
試験荷重は,最小測定量からひょう量までの間から少なくとも三つの異なった試験荷重を選定する。ま
た,次の試験荷重を含まなければならない。
a) ひょう量が1 t以下のはかりは,ひょう量付近,最小測定量及び使用公差が切り換わる値又はその近
くの値。
b) ひょう量が1 tを超え10 t未満のはかりは,ひょう量の3/4(ひょう量の3/4が1 t未満のときは,1 t
の荷重)付近,最小測定量及び使用公差が切り換わる値又はその近くの値。
c) ひょう量が10 t以上のはかりは,ひょう量の3/5(ひょう量の3/5が8 t未満のときは,8 tの荷重)付
近,最小測定量及び使用公差が切り換わる値又はその近くの値。
ただし,次の条件のはかりは,次の試験荷重とする。
d) 手動天びん及び等比皿手動はかり ひょう量及びひょう量の1/4付近とする。
e) 目盛ざおに刻み目(ノッチ)をもつはかり a)〜c) の“使用公差が切り換わる値又はその近くの値”
を“使用公差が切り換わる値又はその近くの刻み目の値”と読み替える。
f)
目盛ざおをもつはかり又は手動指示併用はかり a) に加え,各目盛ざおの最大値又は手動指示併用は
かりの自動表示目盛の最大値を含む。
g) ひょう量が2 t超える懸垂式はかり b) のひょう量の3/4又はc) のひょう量の3/5は,2 t付近の荷重
としてもよい。
h) 多目量はかり 部分計量範囲のひょう量も含まなければならない。ただし,ひょう量が1 tを超え10 t
未満のときは,ひょう量の3/4(ひょう量の3/4が1 t未満の場合は,1 t)付近,ひょう量が10 t以上
のときは,ひょう量の3/5(ひょう量の3/5が8 t未満の場合は,8 t)付近とする。
JB.4.2.3 試験方法(懸垂式はかりを除く。)
試験方法は,次による。
a) 試験荷重を荷重受け部に載せる前に零点を確認する。ただし,JB.3.2.1 d) によって,自動零点設定装
置又は零トラッキング装置を作動させてもよい。
b) 荷重受け部の最小測定量に相当する試験荷重を負荷する。
c) 表示値(I)を確認する。
d) JB.3.2によって器差(E)を算出し,使用公差に適合するかを判断する。
e) 最小測定量から最大試験荷重まで順次段階的に表示が零にならないように試験荷重を載せ,試験荷重
ごとにc)〜d) を繰り返す。
f)
最大試験荷重から零点まで順次段階的に表示が零にならないように試験荷重を下ろし,試験荷重ごと
にc)〜d) を繰り返し,全ての荷重を降ろした後,零点を確認する。
JB.4.2.4 懸垂式はかりの試験方法
試験方法は,次による。
a) 試験荷重を懸垂する前に零点を確認する。ただし,JB.3.2.1 d) によって,自動零点設定装置又は零ト
ラッキング装置を作動させてもよい。
b) 最小測定量に相当する試験荷重を懸垂させ負荷する。
c) 表示値(I)を確認する。
d) JB.3.2によって器差(E)を算出し,使用公差に適合するか判断する。
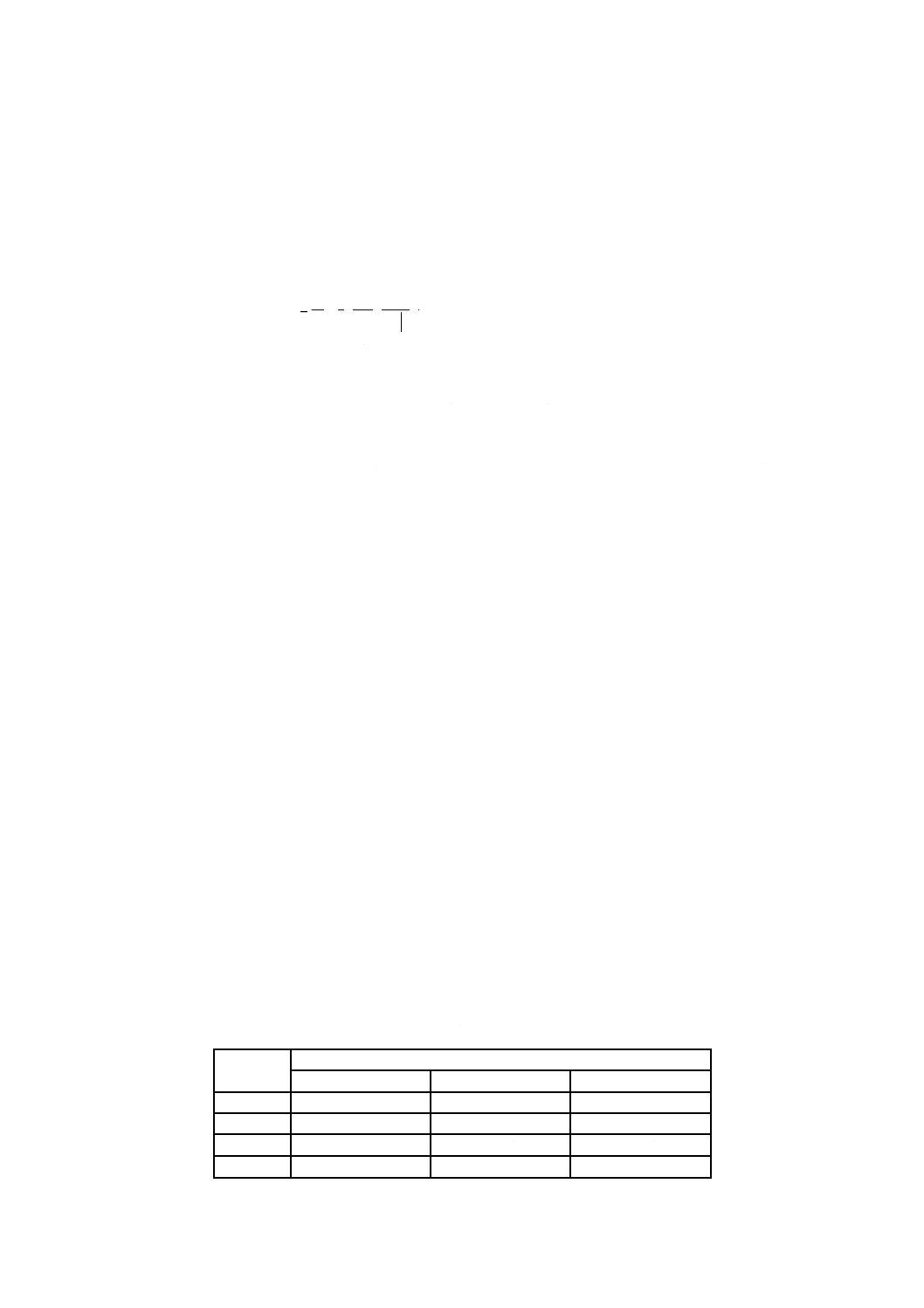
153
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
e) 最小測定量からひょう量付近までそれぞれ静かに懸垂させ,試験荷重ごとにc)〜d) を繰り返す。
JB.4.2.5 手動天びん及び等比皿手動はかりの試験方法
試験方法は,次による。
a) 荷重受け部のあるはかりは,荷重受け部のほぼ中央に基準分銅等を載せて行う。
b) 荷重受け部が二つある手動指示はかりの器差の算出は,次のうち,いずれかで行う。
1) 度表によって釣り合いを読み取るはかりは,次の式によって算出する。
Δ
2
0
2
1
2
2
Δ
n
n
n
n
n
E
〜
−
+
×
=
ここに,
Δ: はかりに表記されている感量
n0: 空掛けの状態で3回測定したときの静止点の平均値
n1: ひょう量又はひょう量の1/4に相当する分銅を両方の荷重受
け部に載せたときの静止点の値
n2: n1を求めたときの分銅を交換して,両方の荷重受け部に載せ
たときの静止点の値
nΔ: n2を求めたときの状態で,感量に相当する質量の分銅を一方
の荷重受け部に載せたときの静止点の値
2) 度表以外によって釣り合いを読み取るはかりは,両方の荷重受け部に質量が同じ分銅を載せたとき
の計量値と質量を負荷していないときの計量値との差を算出する。
JB.4.3 おもりを取り付けた状態のはかり
おもりを取り付けた状態のはかりの器差が使用公差を超えたときは,おもりを取り外した状態で器差検
査を行う。
JB.4.4 使用場所における器差検査
はかりの使用場所の表記がされているはかりは,はかりの使用場所で器差検査を行う。
JB.5 精度等級1級〜精度等級4級を除くはかりの使用中検査
JB.5.1 一般
この箇条は,既に使用されている平成12年8月9日に施行された検則以前の基準で製造されているはか
りの使用中検査について規定する。
JB.5.1.1 基準分銅及び実用基準分銅
器差検査に使用する基準分銅等は,JA.1.1による。また,車両等を使用する場合は,JB.4.1.2による。
JB.5.1.2 器差の算出
器差の算出は,JA.3.1.2による。
JB.5.2 精度等級H級,M級及びO級のはかりの使用中検査の方法
JB.5.2.1 使用公差
使用公差は,表JB.2による。
表JB.2−H級,M級及びO級のはかりの使用公差
使用公差
目量(e)で表した質量(m)
精度等級H級
精度等級M級
精度等級O級
±1 e
0<m≦2000
0<m≦500
0<m≦50
±2 e
2000<m≦10000
500<m≦2000
50<m≦200
±3 e
−
2000<m≦10000
200<m≦1000
0.02 %
10000<m
−
−
154
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JB.5.2.2 性能に係る技術上の基準
JB.5.2.2.1 一般
使用中検査における性能に係る技術上の基準は,次による。
ただし,引用箇所にある“検定公差”は,JB.5.2.1における“使用公差”に読み替える。
JB.5.2.2.2 感じ
a) 手動指示はかりは,載せた荷重に対する目量の2倍に等しい追加荷重を釣り合った状態のはかりに静
かに載せたときには,次の変位を生じなければならない。
1) 度表によって釣り合いを読み取るはかりは,度表の目盛間の長さの1/2の変位
2) にらみによって釣り合いを読み取るはかりは,にらみの位置において3 mmの変位
3) にらみ窓等(にらみのないにらみ窓又は釣り合いの読取りを兼ねる限界停止装置)によって釣り合
いを読み取るはかりは,にらみ窓等の中心から上端又は下端までの変位
4) 棒はかりは,目盛ざおが角度3度の勾配をなす変位
b) アナログ指示のはかりは,載せた荷重に対する目量の2倍に等しい追加荷重を釣り合った状態のはか
りに静かに載せたときには,追加荷重の0.7倍以上に相当する一定した変位を生じなければならない。
c) デジタル表示のはかりは,目量の2.4倍(2.4 e)に等しい追加荷重を釣り合った状態のはかりに静か
に載せたとき又は取り除いたときには,目量に相当する変位を生じなければならない。
JB.5.2.2.3 繰返し性
繰り返し性は,5.6.1による。
JB.5.2.2.4 偏置荷重
手動天びん及び等比皿手動はかりの偏置荷重は,JA.3.3.2.3 f) による。それ以外のはかりは,JA.3.2.2.3
による。
JB.5.2.2.5 水平器
水平器は,JA.3.3.2.3 i) による。
JB.5.2.2.6 質量以外の表示
質量以外の値を同じデジタル表示装置に表示することができる場合,質量以外の値が適切な計量単位若
しくはその記号又はその他の標識を付すことによって質量から識別しなければならない。
JB.5.2.2.7 補助的な表示装置
補助表示機構(はかりの目量よりも小さい目量の表示機構であって,器差の測定に用いるもの)は,表
示機構と容易に識別できるものでなければならない。
電気式はかりの補助表示装置の目量は,その結果を表す1×10k,2×10k又は5×10k単位の形式でなけれ
ばならない。ここで,指数kは正若しくは負の整数又は零に等しい。
多目量はかりには補助的な表示装置を取り付けてはならない。
また,精度等級M級又はO級の電気式はかりは,ある操作キーを押している場合だけは,補助表示装
置の目量の表示を可能とする。
JB.5.2.2.8 印字装置
安定した釣り合いの状態にあるときに印字してもよい。
補助表示装置は,いかなる場合も印字は不可とする。
JB.5.2.2.9 電気式はかりの風袋引き装置
a) 風袋引き装置をもつはかりは,風袋引き装置の操作によって風袋引きしているときに,風袋引きをし
ている旨が表示され,かつ,必要に応じて風袋量を表示することができるものでなければならない。
155
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ただし,風袋を取り除いたときに,その風袋の質量が負の符号とともに表示されるものは,この限り
ではない。
b) 半自動風袋引き装置は,6.6.8による。
c) 連続的な風袋引きの作動は,6.6.10による。
JB.5.2.2.10 機械式はかりの目盛標識等
機械式はかりの目盛標識等は,JA.3.3.2.3のk)〜n) による。
JB.5.2.2.11 目盛ざおの釣り合い
目盛ざおの釣り合いは,8.2.2.6による。
JB.5.2.2.12 零点設定装置
a) 非自動零点設定装置は,適切に零点を調整できるものでなければならない。
b) 機械式はかりの非自動零点設定装置の場合は,正又は負のいずれの側にもそれぞれ目量の20倍を超え
てはならない。
c) 零点設定装置は,容易に遊動するものであってはならない。
JB.5.2.2.13 重心玉
重心玉は,JA.3.3.2.3 q) による。
JB.5.2.2.14 送りおもり
送りおもりは,8.2.2.5による。
JB.5.2.2.15 風袋おもり及び風袋ざお
風袋おもり及び風袋ざおは,8.9による。
JB.5.2.2.16 料金はかり
a) 料金はかりは,単価を表示する部分に単価の基準となる単位質量を表示できなければならない。
b) 被計量物の料金が質量及び単価と同一の視野において読み取ることができるものでなければならな
い。
c) 単料金はかりは,被計量物の単価が単価の設定と同時に適正に表示され,かつ,計量中明示されてい
るものでなければならない。
JB.5.2.2.17 手動天びん
JB.5.2.2.17.1 手動天びんの静止点の変化
質量を負荷していない状態及び任意の質量を負荷した状態において,休み装置によって休み状態と動作
状態とを交互に繰り返したときに,動作状態の静止点の位置の変化の最大が,その質量において感量に相
当する質量を負荷したときに生じる変位の大きさの1/3を超えるものであってはならない。
JB.5.2.2.17.2 手動天びんの使用前後の静止点の変化
使用する前及び使用した後において,質量を負荷していない状態の静止点の位置の変化が,質量を負荷
していない状態において感量に相当する質量を負荷したときに生じる変位の大きさを超えるものであって
はならない。
JB.5.2.2.17.3 手動天びんの感じの開き
質量を負荷していない状態において感量に相当する質量を負荷したときに生じる変位の大きさと,ひょ
う量に相当する質量を負荷した状態において感量に相当する質量を負荷したときに生じる変位の大きさと
の差が変位のうち小さいものを超えるものであってはならない。
JB.5.2.2.18 棒はかり
棒はかりは,JA.3.3.2.3 x) による。
156
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JB.5.2.2.19 定量増おもり
定量増おもりを使用する非自動はかりは,8.8による。
JB.5.2.2.20 外部機器の接続
電子計量器,電気通信回路,販売時点情報処理装置,その他の外部の機器を接続して使用する電気式は
かりは,これらの外部機器との接続によって性能及び器差に支障が生じるものであってはならない。
JB.5.2.3 性能に関する検査の方法
JB.5.2.3.1 感じ
試験方法は,三つの異なる荷重(零付近又は使用範囲の下限,ひょう量の1/2,及びひょう量相当)に
おいて実施する。
a) 手動指示はかりの試験方法は,次による。
1) はかりが釣り合った状態であることを確認する。
2) 載せた荷重に対する目量の2倍に相当する分銅を荷重受け部の上方1 cm(落下させる分銅の質量が
5 g以下の場合は約2 cm,1 kg以上の場合は約5 mm)の位置から落下させる。
なお,手動天びん及び等比皿手動はかりについては,静かに載せるか取り除く。
3) はかりが釣り合った状態になった後,表示素子の変位を確認する。
4) 異なった荷重において,1)〜3) を繰り返す。
5) 変位がJB.5.2.2.2 a) に適合するかを判断する。
b) アナログ指示はかりの試験方法は,次による。
1) はかりが釣り合った状態であることを確認する。
2) 載せた荷重に対する目量の2倍に相当する分銅を荷重受け部の上方1 cm(落下させる分銅の質量が
5 g以下の場合は約2 cm,1 kg以上の場合は約5 mm)の位置から落下させる。
3) 指示値を確認する。
4) 異なった荷重において,1)〜3) を繰り返す。
5) 指示値がJB.5.2.2.2 b) に適合するかを判断する。
c) デジタル表示のはかりの試験方法は,次による。
1) 試験荷重を荷重受け部に載せる前に零点を確認する。自動零点設定装置をもつ場合は,試験荷重を
荷重受け部に載せる前に装置を作動させてもよい。
2) 任意の質量の試験荷重を負荷する。
3) 表示値(I)を確認する。
4) 目量の2.4倍(2.4e)に等しい試験荷重を静かに荷重受け部の上方1 cm(落下させる分銅の質量が5
g以下の場合にあっては約2 cm,1 kg以上の場合にあっては約5 mm)の位置から落下させる。
5) 表示値(I)を確認する。
6) 表示値が,JB.5.2.2.2 c) に適合するかを判断する。
7) 異なった荷重において,1)〜6) を繰り返す。
JB.5.2.3.2 繰返し性
試験方法は,次による。
a) 試験荷重を荷重受け部に載せる前に表示装置の零点を確認する。
b) ひょう量の約25 %の試験荷重(ひょう量が2 tを超える懸垂式はかりの場合は,2 tの試験荷重とする。)
を負荷する。
c) 表示値(I)を確認する。
157
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
d) a)〜c)を2回(計3回)繰り返す。
e) 全ての計量結果の間の差が5.6.1に適合するか判断する。
JB.5.2.3.3 偏置荷重
試験方法は,はかりの載せ台の中央にJB.5.2.2.4の試験荷重を載せて計ったときの表示値を確認した後
に,次のいずれかによる(懸垂式はかりなどの荷重受け部の偏った位置への荷重がされない構造のはかり
を除く。)。
a) 荷重受け部の支持点が2点以下のはかりの試験方法は,次による。
1) 図JA.2の位置に試験荷重を負荷する。
2) 試験荷重は,JB.5.2.2.4による。
3) 表示値(I)を確認する。
4) 表示値(I)と載せ台の中央に試験荷重を載せて計ったときの表示値との差が,JB.5.2.2.4に適合す
るかを判断する。
5) 1)〜4) を繰り返し,他の区分を試験する。
b) 荷重受け部の支持点が3点以上のはかりの試験方法は,次による。
1) 図JA.3の位置に試験荷重を負荷する。
2) 試験荷重は,JB.5.2.2.4による。
3) 表示値(I)を確認する。
4) 表示値(I)と載せ台の中央に試験荷重を載せて計ったときの表示値との差が,JB.5.2.2.4に適合す
るかを判断する。
5) 1)〜4) を繰り返し,他の区分を試験する。
c) セクションが2のはかりの試験方法は,次による。
1) 図JA.4の位置に試験荷重を負荷する。
2) 試験荷重は,JB.5.2.2.4による。
3) 表示値(I)を確認する。
4) 表示値(I)と載せ台の中央に試験荷重を載せて計ったときの表示値との差が,JB.5.2.2.4に適合す
るかを判断する。
5) 1)〜4) を繰り返し,他の区分を試験する。
d) セクションが3以上のはかりの試験方法は,次による。
1) 図JA.5の位置に試験荷重を負荷する。
2) 試験荷重は,JB.5.2.2.4による。
3) 表示値(I)を確認する。
4) 表示値(I)と載せ台の中央に試験荷重を載せて計ったときの表示値との差が,JB.5.2.2.4に適合す
るかを判断する。
5) 1)〜4)を繰り返し,他の区分を試験する。
JB.5.2.4 器差検査の方法
器差検査の方法等はJB.4.2〜JB.4.4による。
JB.5.3 精度等級の表記がないはかりの使用中検査の方法
JB.5.3.1 使用公差
JB.5.3.1.1 一般
精度等級のない次のはかりの使用公差は,表JB.3〜表JB.11による。
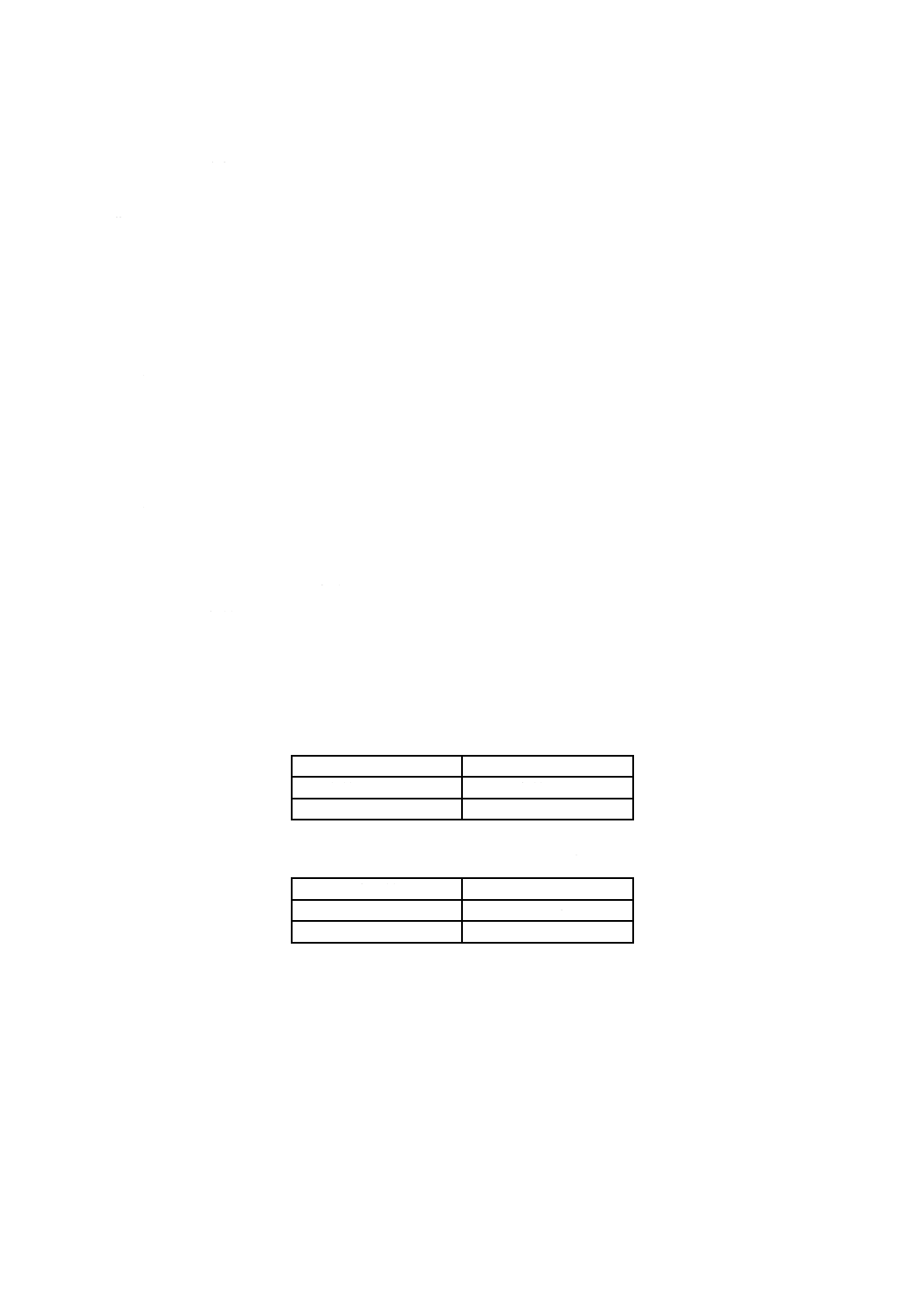
158
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a) 機械式はかり(ばね式指示はかりを除く。)であって,平成9年10月31日までに検定の申請をし,か
つ,これに合格したもの
b) 平成14年8月31までに検定の申請をし,かつ,これに合格した次のはかり
1) 次の電気抵抗線式はかり
− ひょう量が30 kg以下で2 tを超えるもの(載せ台をもち載せ台面積比が0.2以下のものを除く。)
2) 次の光電式のばね式指示はかり
2.1) 型式承認表示がないもの
2.2) ひょう量が30 kg以下であって,他の質量計又は次の器具,機械若しくは装置と構造上一体となっ
ているはかり
2.2.1) 自動搬出入装置
2.2.2) 選別機械
2.2.3) 印字機構
2.2.4) 自動包装機械又は自動荷造機械
2.2.5) 金銭登録機械又はその他類似の機械
2.2.6) 医療用又は医療関連器具,機械又は装置
2.2.7) 2.2.1)〜2.2.6) に類する器具,機械又は装置
2.3) 次の光電式以外のばね式指示はかり
− ひょう量が150 kgを超えるもの
− ひょう量が150 kg以下であって直線目盛だけがあるもの及び他の質量計と構造上一体となって
いるもの
JB.5.3.1.2 アナログ指示機構をもつ特定大型はかり
アナログ指示機構をもつはかり特定大型はかりの使用公差は,表JB.3又は表JB.4による。
表JB.3−目量の数が2 000を超えるはかり
表す量
使用公差
ひょう量の1/2以下
ひょう量の1/2 000
ひょう量の1/2を超え
表す量の1/1 000
表JB.4−目量の数が2 000以下のはかり
表す量
使用公差
ひょう量の1/2以下
±1 e
ひょう量の1/2を超え
±2 e
JB.5.3.1.3 加除すい機構又は多回転指示機構をもつ指示はかり
加除すい機構又は多回転指示機構をもつ指示はかりの使用公差は,表JB.5による。
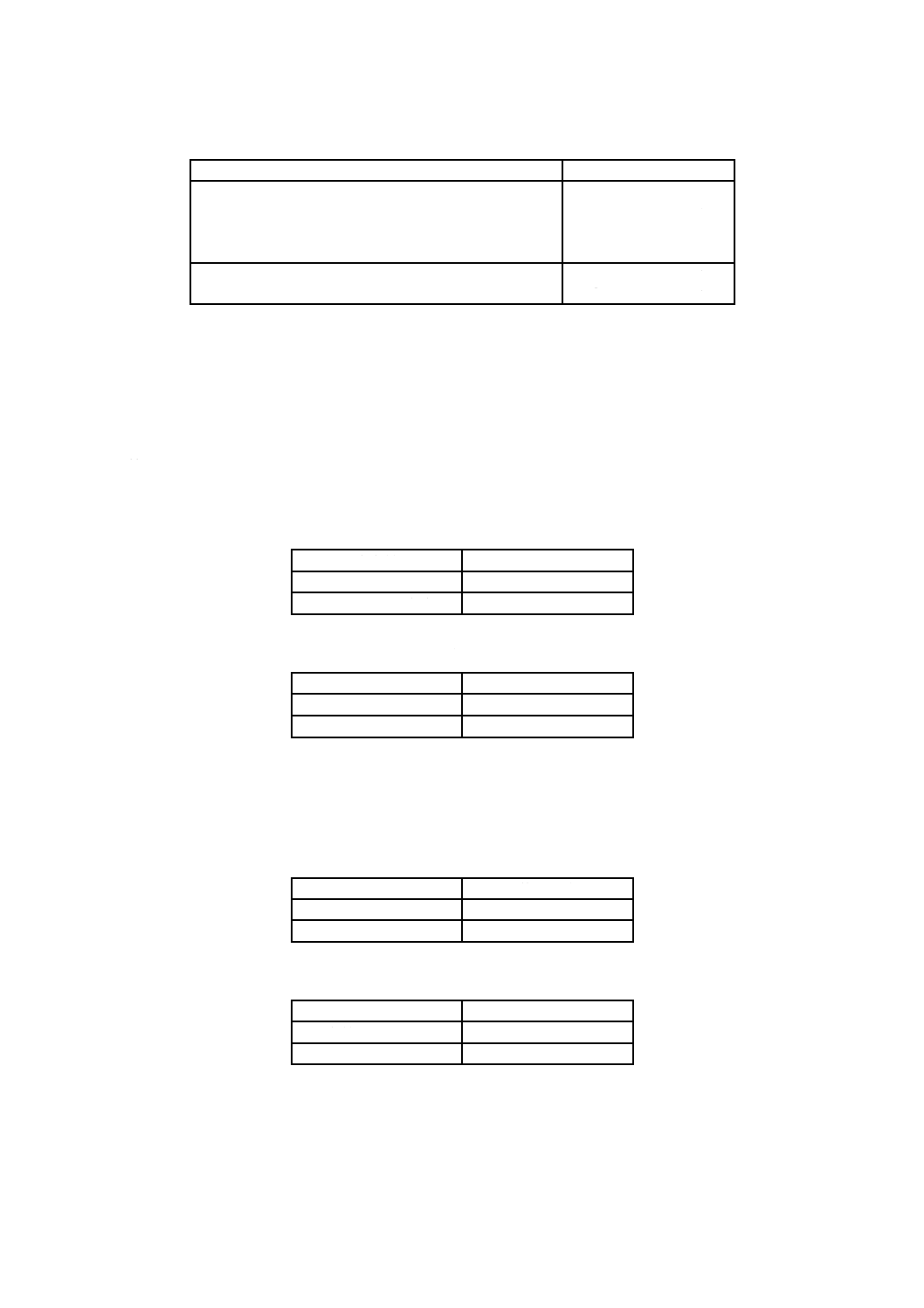
159
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表JB.5−加除すい機構又は多回転指示機構をもつ指示はかり
表す量
使用公差
加除すい機構をもつ指示はかりは加除すい機構を操作し
ないで,多回転指示機構をもつ指示はかりは指針又は目盛
板の最初の一回転で,それぞれ計ることができる最大の質
量(以下,目盛板ひょう量という。)の1/2以下
アナログ指示:±1 e
デジタル表示:±2 e
目盛板ひょう量の1/2を超え
アナログ指示:±2 e
デジタル表示:±3 e
JB.5.3.1.4 JB.5.3.1.2及びJB.5.3.1.3を除くアナログ指示機構をもつはかり
アナログ指示機構をもつ次のはかり(JB.5.3.1.2及びJB.5.3.1.3を除く。)の使用公差は,表JB.6又は表
JB.7による。
− 手動天びん
− 等比皿手動はかり
− 棒はかり
− 載せ台面積比が0.1を超えるもの
表JB.6−ひょう量が30 kg以下のはかり
表す量
使用公差
ひょう量の1/4以下
±1 e
ひょう量の1/4を超え
±2 e
表JB.7−ひょう量が30 kgを超えるはかり
表す量
使用公差
ひょう量の1/2以下
±1 e
ひょう量の1/2を超え
±2 e
JB.5.3.1.5 デジタル表示機構をもつはかり(JB.5.3.1.2及びJB.5.3.1.3を除く。)
デジタル表示機構をもつはかり(JB.5.3.1.2及びJB.5.3.1.3を除く。)の使用公差は,表JB.8又は表JB.9
による。
表JB.8−ひょう量が30 kg以下のはかり
表す量
使用公差
ひょう量の1/4以下
±2 e
ひょう量の1/4を超え
±3 e
表JB.9−ひょう量が30 kgを超えるはかり
表す量
使用公差
ひょう量の1/2以下
±2 e
ひょう量の1/2を超え
±3 e
JB.5.3.1.6 デジタル表示機構をもつ特定大型はかり
デジタル表示機構をもつ特定大型はかりの使用公差は,表JB.10又は表JB.11による。
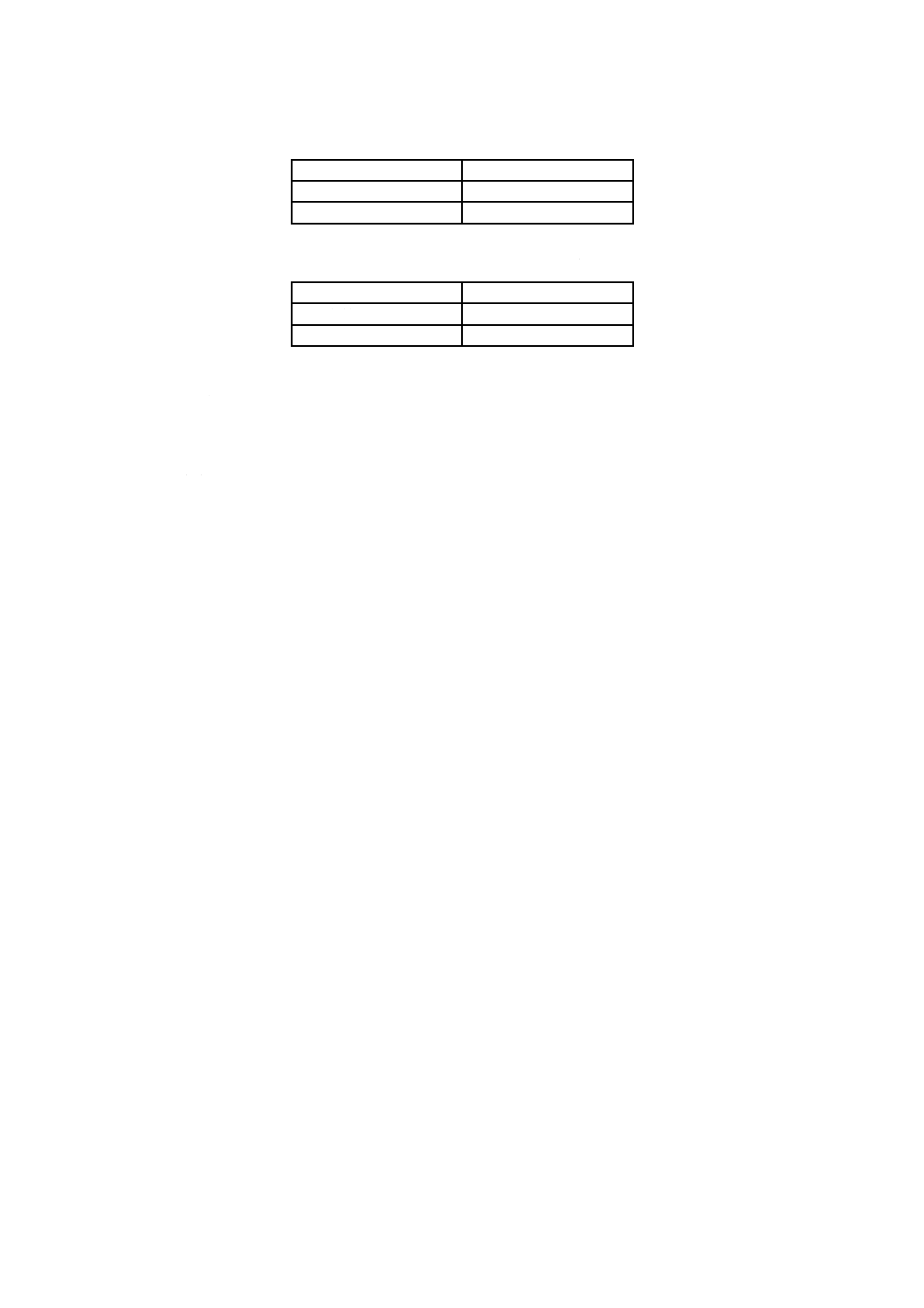
160
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表JB.10−目量の数が2 000を超えるはかり
表す量
使用公差
ひょう量の1/2以下
ひょう量の1/2 000
ひょう量の1/2を超え
表す量の1/1 000
表JB.11−目量の数が2 000以下のはかり
表す量
使用公差
ひょう量の1/2以下
±2 e
ひょう量の1/2を超え
±3 e
JB.5.3.2 性能に係る技術上の基準の検査方法等
性能に係る技術上の基準は,JB.5.2.2による。
JB.5.3.3 性能に関する検査の方法等
性能に関する検査の方法は,JB.5.2.3によって行う。
JB.5.3.4 器差検査の方法
器差検査の方法は,JB.5.2.4によって行う。
161
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JC
(規定)
実用基準分銅の管理方法
JC.1 実用基準分銅の管理方法
実用基準分銅を使用する場合は,具体的細則を定め,器差検定又は器差検査の種類に応じて,表JC.1
の者に通知し,承認を受け,管理しなければならない。定めるべき細則の内容は,次による。
a) 調整及び検査 実用基準分銅の調整及び検査は,b) のいずれかの分銅,及びc) のいずれかのはかり
を用いて行う。
b) 分銅 分銅は,次による。
− JA.1.1 a) に適合する基準分銅(3級基準分銅を除く。)
− 上位の基準分銅によって検査された実用基準分銅1)(JC.1の規定に基づき管理された分銅)
− 登録事業者(計量法第143条第1項)による計量法第144条第1項の証明書に係る校正をされた計
量器
注1) 一般的には,次のように精度等級が一つ下位の実用基準分銅として使用することができる。
− 特級基準分銅によって検査された分銅は,1級実用基準分銅
− 1級基準分銅によって検査された分銅は,2級実用基準分銅
− 2級基準分銅によって検査された分銅は,3級実用基準分銅
c) はかり はかりは,次による。
− 計量法第103条の規定によって基準器検査に合格し,かつ,有効期間内にある基準はかり
− JC.2の管理基準に適合するはかり
JC.2 実用基準分銅の検査に用いるはかりの管理基準
はかり(基準はかりを除く。)の管理基準は,次による。ただし,目量又は感量が10 mg以上のものは,
5.5.1に規定する検定公差,5.8に規定する感じ,5.6.1に規定する繰返し性及び5.6.2に規定する偏置荷重
に適合したものでなければならない(目量の数が100 000以上のデジタル指示のはかりを除く。)。
a) アナログ指示のはかり 目量の1/10又は感量の1/10が,実用基準分銅として許容される器差2)の1/5
以下のもの。
b) デジタル表示のはかり 目量(実目量がある場合は,その実目量)が実用基準分銅として許容される
器差2) の1/5以下のもの。
注2) 一般的には,次のように精度等級が一つ下位の実用基準分銅の公差が許容される。
− 特級基準分銅によって検査した分銅は,1級実用基準分銅の公差
− 1級基準分銅によって検査した分銅は,2級実用基準分銅の公差
− 2級基準分銅によって検査した分銅は,3級実用基準分銅の公差
162
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表JC.1−実用基準分銅の細則の通知先
検定又は検査の種類
細則の通知先
都道府県知事又は指定検定機関が行う検定
独立行政法人産業技術総合研究所
都道府県知事又は特定市町村の長が行う検査
独立行政法人産業技術総合研究所
指定定期検査機関又は指定計量証明検査機関が行う検査
都道府県知事又は特定市町村の長
計量法第19条第2項(適正計量管理事業所)又は同法第116条第2
項(適正計量管理事業所の指定を受けた計量証明事業者)に基づき
計量士が行う検査
計量士が検査を行う質量計が所在する場所を
管轄する都道府県知事又は特定市町村の長
適正計量管理事業所(計量法第19条第2項)の計量士が行う検査
であって,国の事業者において使用する質量計の検査
独立行政法人産業技術総合研究所
定期検査又は計量証明検査に代わるものとして計量士が行う検査
計量士が検査を行う質量計が所在する場所を
管轄する都道府県知事又は特定市町村の長
計量法第43条の規定に基づき届出製造事業者が行う検査
届出製造事業者の工場又は事業場の所在地を
管轄する都道府県知事
計量法第47条の規定に基づき届出製造事業者又は届出修理事業者
が行う検査
届出製造事業者又は届出修理事業者の工場又
は事業場の所在地を管轄する都道府県知事
計量法第95条第2項の規定に基づき指定製造事業者が行う検査
指定製造事業者の工場又は事業場の所在地を
管轄する都道府県知事
計量法第101条第3項の規定に基づき指定外国製造事業者が行う検
査
独立行政法人産業技術総合研究所
163
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JD
(規定)
車両等の管理方法
JD.1 一般
この附属書は,基準分銅等の荷重に置換することができる車両等の管理方法について規定する。
JD.2 車両等の管理方法
性能に関する検査又は器差検査に車両等を使用する場合の管理は,具体的細則を定め,表JD.1の検査の
種類に応じて,表JD.1の者に通知し,承認を受け,管理しなければならない。定めるべき細則の内容は,
次による。
a) 調整 車両等の調整は,b) 又はc) の分銅,及び器差検査を行うはかりを用いて行う。
b) 基準分銅 JA.1.1 a) に適合する基準分銅
c) 実用基準分銅 JA.1.1 b) に適合する実用基準分銅
表JD.1−車両等の細則の通知先
検査の種類
細則の通知先
都道府県知事又は特定市町村の長が行う検査
独立行政法人産業技術総合研究所
指定定期検査機関又は指定計量証明検査機関が行う検査
都道府県知事又は特定市町村の長
計量法第19条第2項(適正計量管理事業所)又は同法第116条第2
項(適正計量管理事業所の指定を受けた計量証明事業者)に基づき
計量士が行う検査
計量士が検査を行う質量計が所在する場所を
管轄する都道府県知事又は特定市町村の長
定期検査又は計量証明検査に代わるものとして計量士が行う検査
計量士が検査を行う質量計が所在する場所を
管轄する都道府県知事又は特定市町村の長
164
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JE
(規定)
機械式はかり(ばね式指示はかりを除く。)の検定の方法
JE.1 一般
この附属書は,機械式はかり(ばね式指示はかりを除く。以下,同じ)の検定の方法について規定する。
JE.2 構造検定の方法
JE.2.1 一般
機械式はかりにおける構造検定の方法は,JE.2.2〜JE.2.5による(JA.3の機械式はかりの適用は除く。)。
JE.2.2 感じ
JE.2.2.1 手動指示はかり(手動天びん,等比皿手動はかり及び棒はかりを除く。)
試験は,三つの異なる荷重(最小測定量,ひょう量の1/2,及びひょう量付近)において実施する。
試験方法は,次による。
a) はかりが釣り合った状態であることを確認する。
b) 目量に相当する分銅を荷重受け部の上方1 cm(落下させる分銅の質量が5 g以下の場合にあっては約
2 cm,1 kg以上の場合にあっては約5 mm)の位置から落下させる。
c) はかりが釣り合った状態になった後,表示素子の変位を確認する。
d) 異なった荷重において,a)〜c) を繰り返す。
e) 変位が8.1.1に適合するかを判断する。
JE.2.2.2 自動指示はかり又は手動指示併用はかり
試験は,三つの異なる荷重(最小測定量,ひょう量の1/2,及びひょう量付近)において実施する。
a) アナログ指示の場合 アナログ指示のはかりの試験方法は,次による。
1) はかりが釣り合った状態であることを確認する。
2) 目量に相当する分銅を荷重受け部の上方1 cm(落下させる分銅の質量が5 g以下の場合にあっては
約2 cm,1 kg以上の場合にあっては約5 mm)の位置から落下させる。
3) 指示値を確認する。
4) 異なった荷重において,1)〜2) を繰り返す。
5) 指示値が5.8.2.1に適合するか判断する。
b) デジタル表示の場合 デジタル表示のはかりの試験方法は,次による。
1) 試験荷重を荷重受け部に載せる前に零点を確認する。自動零点設定装置をもつ場合は,試験荷重を
荷重受け部に載せる前に装置を作動させてもよい。
2) 任意の質量の試験荷重を負荷する。
3) 表示値を確認する。
4) 表示値が明らかに1目量増える値まで順次追加荷重を載せる。補助的な表示装置又は拡張表示装置
をもつはかりの場合,表示値が1実目量だけ明らかに増加するまで順次追加荷重を載せる。
5) さらに,目量の1.4倍(1.4e)に等しい試験荷重を静かに荷重受け部に載せる。補助的な表示装置又
は拡張表示装置をもつはかりの場合,実目量の1.4倍(1.4d)に等しい試験荷重を静かに荷重受け部
に載せる。
165
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6) 表示値が5.8.2.2に適合するかを判断する。
JE.2.2.3 手動天びん及び等比皿手動はかり
試験方法は,次による。
a) はかりが正常に振れていることを確認する。
b) 分銅を載せないときの静止点を確認する。
c) 感量に相当する質量の分銅をはかりが振れている状態で荷重受け部に載せる。
d) 分銅を載せたときの静止点を確認する。
e) b) とd) との静止点の差を算出し,8.1.1に適合するかを判断する。
JE.2.2.4 棒はかり
試験は,ひょう量付近を含む二つの異なった荷重で実施する。
試験方法は,次による。
a) はかりが釣り合った状態(水平状態)であることを確認する。
b) 目量に相当する追加荷重を静かに加える。また,追加荷重を加えることが難しい場合は,おもり糸等
をさおの上で移動させてもよい。
c) 釣り合った状態(水平状態)からはかりの傾きを確認する。
d) 異なった荷重において,a)〜c) を繰り返す。
e) 8.1.1に適合するか判断する。
JE.2.3 繰返し性
試験方法は,JA.2.1.2.3又は次による(手動天びん,等比皿手動はかり及び棒はかりを除く。)。
a) 零点を確認する。
b) ひょう量の1/2以上の試験荷重(ひょう量が2 tを超える懸垂式はかりの場合は,2 tの試験荷重とし
てもよい。)を負荷する。
c) 表示値(I)を確認する。
d) E=I−Lによって器差(E)を算出し,5.6に適合するかを判断する。
e) a)〜d) を2回(計3回)繰り返す。ただし,精度等級1級及び精度等級2級のはかりは,a)〜d)を5
回(計6回)繰り返す。
f)
全ての計量結果の間の差が5.6.1に適合するか判断する。
表示の読みは,はかりに荷重を負荷したとき及び各計量の間で荷重を取り除きはかりが釣り合ったとき
に,読み取らなければならない。
試験中に零点が変動した場合には,零点に再設定する。
JE.2.4 偏置荷重
JE.2.4.1 一般
試験方法は,JA.2.1.2.4又はJE.2.4.2による(棒はかり,懸垂式はかりなどの荷重受け部の偏った位置へ
の荷重がされない構造のはかりを除く。)。
JE.2.4.2 手動天びん及び等比皿手動はかり
試験方法は,次による。
a) ひょう量の1/4に相当する分銅を各荷重受け部の中心に載せ,静止点(n1)を求める。
b) ひょう量の1/4に相当する分銅を各荷重受け部の中心から図JE.1 a) のように荷重受け部の半径の1/3
の距離だけ離れたところに偏って載せて,静止点(n2)を求める。
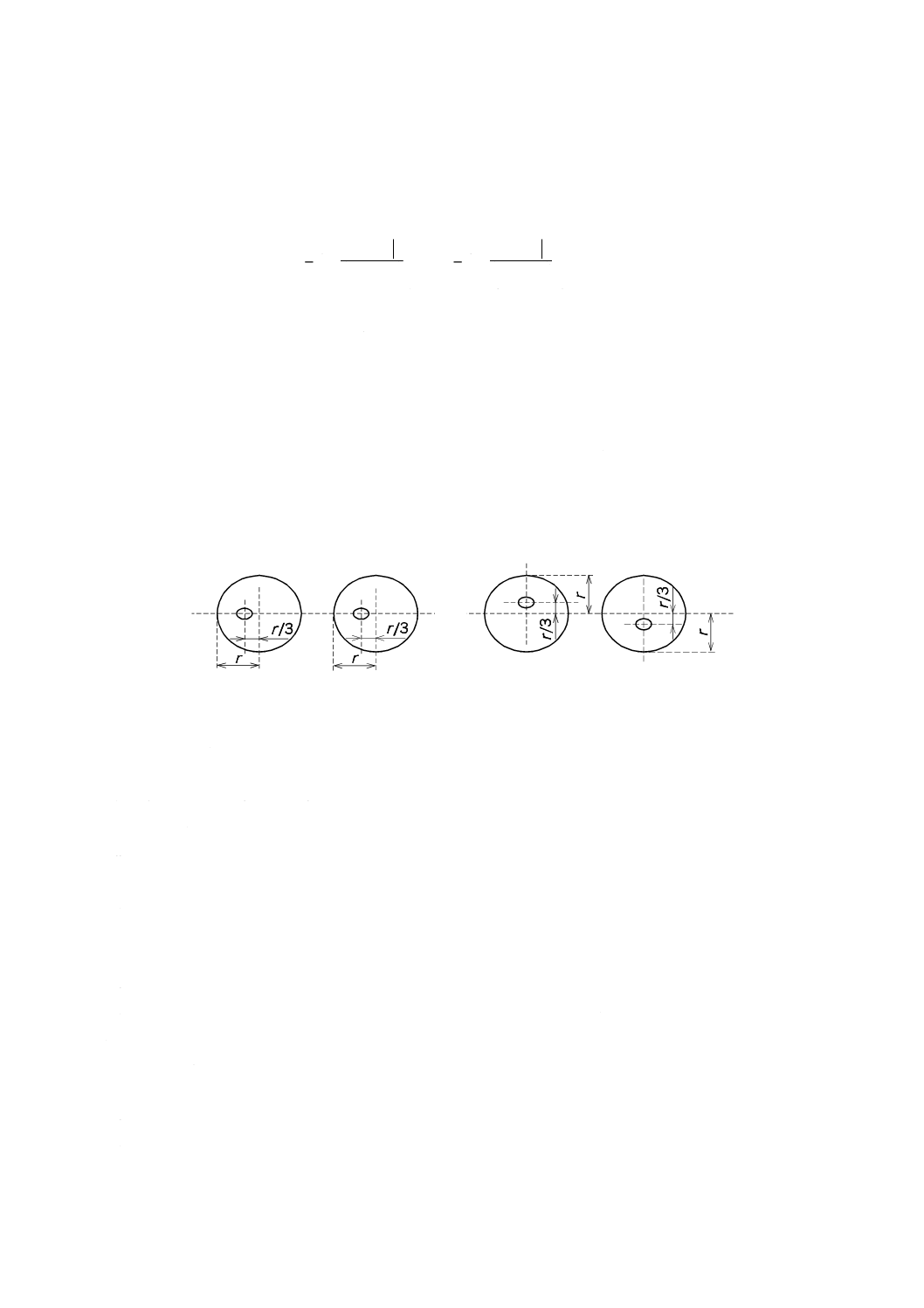
166
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
c) ひょう量の1/4に相当する分銅を各荷重受け部の中心から図JE.1 b) のように荷重受け部の半径の1/3
の距離だけ離れたところに偏って載せて,静止点(n3)を求める。
d) c) の静止点を求めた状態のままで,感量に相当する質量の分銅を載せ,静止点(n3Δ)を求める。
e) 次の式によって器差を算出し,8.1.2に適合するかを判断する。
(
)
(
)
Δ
Δ
Δ
Δ
3
3
1
3
3
3
3
1
2
2
n
n
n
n
E
n
n
n
n
E
−
−
×
=
−
−
×
=
ここに,
E2: 前後に偏って載せた場合の器差
E3: 左(又は右)に偏って載せた場合の器差
Δ: はかりに表記されている感量
n1: ひょう量の1/4に相当する分銅を両方の荷重受け部に載せた
ときの静止点の値
n2: ひょう量の1/4に相当する分銅を各荷重受け部の中心から前
後に荷重受け部の半径の1/3の距離だけ離れたところに偏っ
て載せたときの静止点の値
n3: ひょう量の1/4に相当する分銅を各荷重受け部の中心から左
右いずれかに荷重受け部の半径の1/3の距離だけ離れたとこ
ろに偏って載せたときの静止点の値
n3Δ: ひょう量の1/4に相当する分銅を各荷重受け部に載せ,感量に
相当する質量の分銅を負荷したときの静止点の値
a) 左(又は右)に偏って載せる場合
b) 前後に偏って載せる場合
図JE.1−分銅の載せ方
JE.2.5 手動天びん
手動天びんは,次の試験も実施する。また,他の試験での試験荷重と同じ場合,感量に相当する質量の
分銅を載せたときの変位量を適用してもよい。
a) 手動天びんの静止点の変化 試験方法は,次による。
1) 休み状態であることを確認する。
2) 休み状態から動作状態に切り替えて,負荷していない状態の静止点を確認する。
3) 動作状態から休み状態に切り替える。
4) 1)〜3) を2回(計3回)繰り返す。また,いずれかの静止点を求めた状態において,感量に相当す
る質量の分銅をはかりが振れている状態で荷重受け部に載せ,変位量を確認する。
5) 静止点の位置の変化が8.4.3に適合するかを判断する。
6) ひょう量に相当する分銅を各荷重受け部の中心に載せ,1)〜5) を繰り返す。
b) 手動天びんの使用前後の静止点の変化 試験方法は,次による。
1) 休み状態であることを確認する。
2) 休み状態から動作状態に切り替えて,負荷していない状態の静止点を確認する。
3) 動作状態から休み状態に切り替える。
4) 1)〜3)を2回(計3回)繰り返し,3回測定して求めた値の平均値(A)を算出する。また,いずれ
167
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
かの静止点を求めた状態において,感量に相当する質量の分銅をはかりが振れている状態で荷重受
け部に載せ,変位量を確認する。
5) ひょう量に相当する分銅を各荷重受け部の中心に載せ,動作状態に切り替える。
6) 動作状態から休み状態に切り替える。
7) 5)〜6) を2回(計3回)繰り返す。
8) 2)〜3) を2回繰り返し,2回測定して求めた値の平均値(B)を算出する。
9) 平均値(A)と平均値(B)との差が8.4.4に適合するかを判断する。
c) 感じの開き 試験方法は,次による。
1) 休み状態であることを確認する。
2) 休み状態から動作状態に切り替えて,負荷していない状態の静止点(A)を確認する。
3) いずれかの荷重受け部に感量に相当する質量の分銅を載せ,静止点(A)との変位量(A)を確認す
る。
4) 動作状態から休み状態に切り替える。
5) ひょう量に相当する分銅を各荷重受け部の中心に載せ,動作状態に切り替える。
6) 静止点(B)を確認する。
7) いずれかの荷重受け部に感量に相当する質量の分銅を載せ,静止点(B)との変位量(B)を確認す
る。
8) 変位量(A)と変位量(B)との差が8.4.5に適合するか判断する。
JE.3 器差検定の方法
JE.3.1 一般
器差検定に使用する分銅は,JA.1.1による。
JE.3.2 試験荷重
試験荷重は,JA.2.3.1.2によるほか,次による。ただし,手動天びん及び等比皿手動はかりは,ひょう量
及びひょう量の1/4に相当する荷重とする。
a) 目盛ざおに刻み目(ノッチ)をもつはかりは,JA.2.3.1.2 c)の“検定公差が変わる荷重又はその近くの
荷重”を“検定公差が変わる荷重又はその近くの刻み目の値に相当する荷重”と読み替える。
b) 目盛ざおをもつはかり又は手動指示併用はかりは,JA.2.3.1.2以外にも,各目盛ざおの最大値又は手動
指示併用はかりの自動表示目盛の最大値に相当する荷重を含む。
JE.3.3 手動指示はかり及び手動指示併用はかり
試験方法は,次による。
a) 荷重受け部のあるはかりは,荷重受け部のほぼ中央に基準分銅等を載せて行う。また,懸垂式はかり
は,計量物を懸垂する部分に基準分銅等を正しく懸垂して行う。
b) 荷重受け部が二つある手動指示はかりの器差の計算は,次のいずれかによる。
1) 度表によって釣り合いを読み取るはかりは,次の式によって算出する。
Δ
2
0
2
1
2
2
Δ
n
n
n
n
n
E
〜
−
+
×
=
ここに,
Δ: はかりに表記されている感量
n0: 空掛けの状態で3回測定したときの静止点の平均値
n1: ひょう量又はひょう量の1/4に相当する分銅を両方の荷重受
168
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
け部に載せたときの静止点の値
n2: n1を求めたときの分銅を交換して,両方の荷重受け部に載せ
たときの静止点の値
nΔ: n2を求めたときの状態で,感量に相当する質量の分銅を一方
の荷重受け部に載せたときの静止点の値
2) 度表以外によって釣り合いを読み取るはかりは,両方の荷重受け部に質量が同じ分銅を載せたとき
の計量値と質量を負荷していないときの計量値との差を算出する。
JE.3.4 自動指示はかり
自動指示はかりの型式外検定における器差検定の方法は,JA.2.3による。
169
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JF
(参考)
検定用表示装置
JF.1 一般
この附属書は,附属書JAで要求される試験に用いることができる検定用表示装置の標準的な基準につ
いて記載する。
JF.2 一般要件
JF.2.1 検定用表示装置の目盛標識
検定用表示装置の目盛標識(多目量はかりを除く。)は,目量(e)を分割した数値であり,目量(e)の
1/5以下(1/5,1/10,1/20の分割が推奨される。)の質量表示でなければならない。
多目量はかりは,通常,最下位の部分計量範囲の目量(e1)の1/5以下(1/5,1/10,1/20の分割が推奨
される。)の質量表示でなければならない。
JF.2.2 表示の制御
表示の制御は,次による。
a) 検定用表示装置は,附属書JAの検定を実施する際作動してもよい。ただし,はかりが通常の使用状
態の場合は,作動してはならない。
b) 検定用表示装置は,次のいずれかの操作によって,作動してもよい。
− ソフトウェア制御
例 パスワード入力又は複雑なキー操作によって作動させる。
− ハードウェア制御
例 きょう体内の機械的又は物理的なキー(ボタン,スイッチなど)操作によって作動させる。
c) 零点設定装置及び風袋引き装置を備えるはかりは,検定用表示装置の作動中に,これらの装置が作動
可能でなければならない。
d) 検定用補助表示目盛の表示桁数が不足する場合,最も左の桁を一時的に表示を消してもよい。ただし,
計量結果の全ての桁が容易かつ明瞭に読み取れるように設計されていなければならない。
170
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
参考文献
JIS C 60068-2-78 環境試験方法−電気・電子−第2-78部:高温高湿(定常)試験方法
JIS C 60068-3-4 環境試験方法−電気・電子−第3-4部:高温高湿試験の指針
JIS C 61000-4-2 電磁両立性−第4-2部:試験及び測定技術−静電気放電イミュニティ試験
JIS C 61000-4-3 電磁両立性−第4-3部:試験及び測定技術−放射無線周波電磁界イミュニティ試験
JIS C 61000-4-4 電磁両立性−第4-4部:試験及び測定技術−電気的ファストトランジェント/バース
トイミュニティ試験
JIS C 61000-4-5 電磁両立性−第4-5部:試験及び測定技術−サージイミュニティ試験
JIS C 61000-4-6 電磁両立性−第4-6部:試験及び測定技術−無線周波電磁界によって誘導する伝導妨
害に対するイミュニティ
JIS C 61000-4-11 電磁両立性−第4-11部:試験及び測定技術−電圧ディップ,短時間停電及び電圧変
動に対するイミュニティ試験
ISO 7637-1:2002,Road vehicles−Electrical disturbances from conduction and coupling−Part 1: Definitions and
general considerations
ISO 7637-2:2004,Road vehicles−Electrical disturbances from conduction and coupling−Part 2: Electrical
transient conduction along supply lines only
ISO 7637-3:2007,Road vehicles−Electrical disturbances from conduction and coupling−Part 3: Electrical
transient transmission by capacitive and inductive coupling via lines other than supply lines
OIML R 34:1979,Accuracy classes of measuring instruments
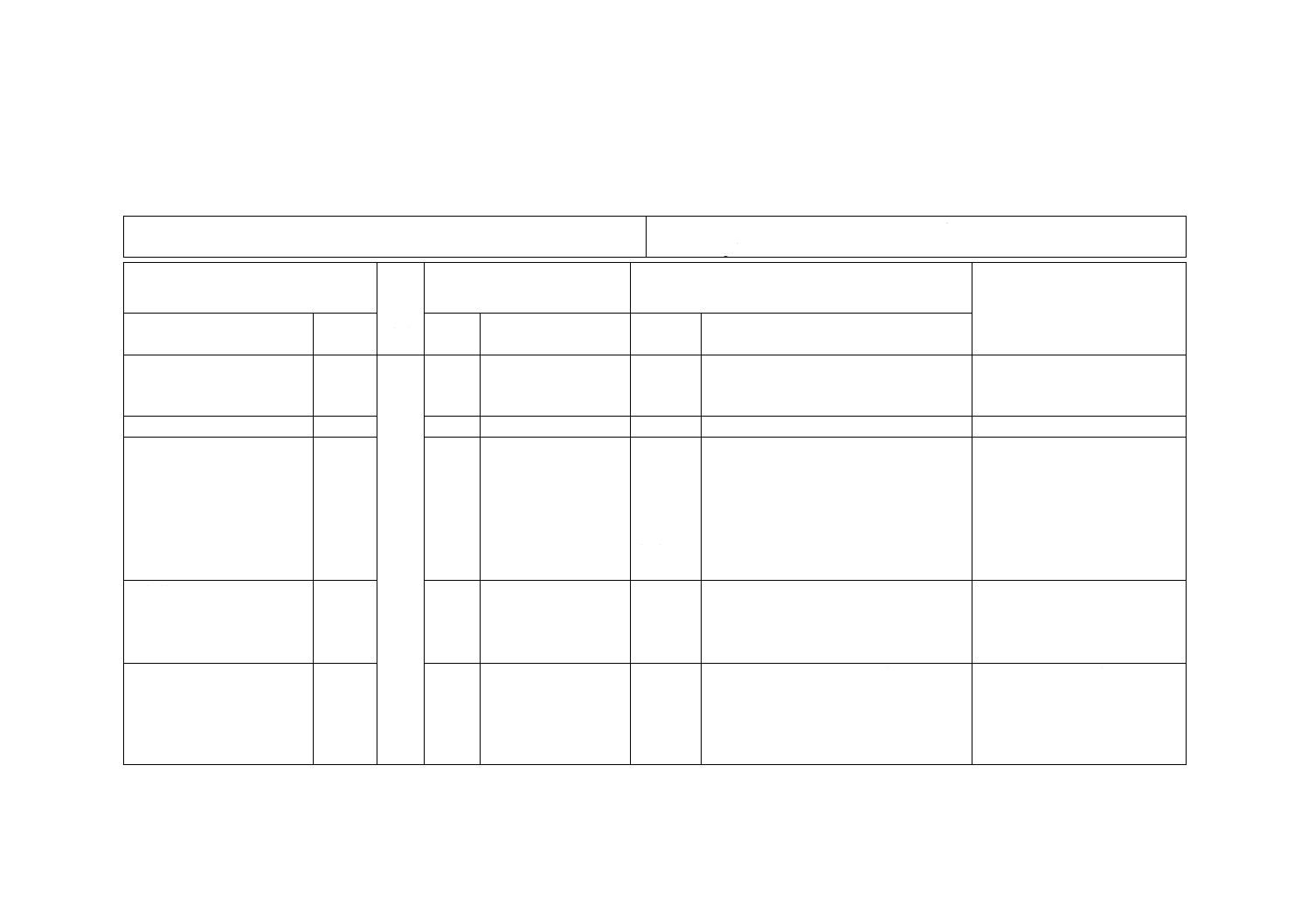
171
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JG
(参考)
JISと対応国際規格との対比表
JIS B 7611-2:2015 非自動はかり−性能要件及び試験方法−第2部:取引又は証
明用
OIML R 76-1:2006,Non-automatic weighing instruments−Part 1: Metrological and
technical requirements−Tests
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごとの評
価及びその内容
(V)JISと国際規格との技術的
差異の理由及び今後の対策
箇条番号及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
1 適用範囲
1
3.2
具体的な適用範囲の
数値は,3.2精度等級
分類表で分かる。
変更
適用範囲の目量は,0.01 g以上に変更
国内法による規定に対応
2 引用規格
3 用語及び定義
T.1〜
T.7
JISとほぼ同じ
追加
国内特有の機械式はかりなどの用語及
び定義を追加
国内特有の機械式はかりの要
件があるため,その用語及び定
義が必要。
国内特有の検定用表示装置の用語及び
定義を追加
国内産業の要求によって,検定
用表示装置を追加。
削除
感度の規定を削除
感度の定義が規定の内容との
関連性がないため削除。
4 規格の原則
2
JISとほぼ同じ
追加
特殊な計量の単位として,もんめ及びト
ロイオンスを追加
国内産業の要求によって,真珠
及び金貨の計量の単位として,
もんめ及びトロイオンスを許
容
5 計量要件
5.1 精度等級の原則
3
3.1
JISとほぼ同じ
変更
目盛付きはかりであって,補助的な表示
装置なしの場合の目量については,精度
等級の分類の要件による旨に,また,目
盛なしはかりについては,目量又は感量
にそれぞれ変更
OIML勧告では,補助的な表示
装置なしの場合は,目量と実目
量が等しい(e=d)として,実
目量があるような記載のため,
表現を変更
1
7
1
B
7
6
11
-2
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
172
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごとの評
価及びその内容
(V)JISと国際規格との技術的
差異の理由及び今後の対策
箇条番号及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
5.2 精度等級の分類
3.2
JISとほぼ同じ
変更
精度等級1級及び精度等級2級の目量を
0.01 g以上に,また,精度等級4級の目
量を1 g以上に,それぞれ変更
国内法による規定に対応。
5.3 多目量はかりに対する
追加要件
3.3
一致
技術的差異はないが,OIML勧告の規定
内容を分かりやすくするために図4に示
した。
5.4 補助的な表示装置
3.4
変更
検定目量を変更
国内法による規定に対応
5.5 公差
3.5
一致
5.6 結果の間の許容差
3.6
JISとほぼ同じ
追加
複数の表示装置について,国内法による
特定計量器の一般的な規定との関係を
注記として追加
国内法による規定に対応
複数の表示装置の要件は,国内
法とOIML勧告とでは,表示間
の差の規定などに差異がある。
そのため,注記として,国内法
による規定と必ずしも一致す
るものではない旨を追加
変更
手動天びんなどの偏置荷重について,箇
条8を引用
手動天びんなどの偏置荷重の
規定を国内の実情を考慮する
ため箇条8を引用
5.7 分銅
3.7
補助検査装置,標準分
銅の代替の規定あり
削除
補助検定装置及び代替分銅の規定を削
除
国内法による規定に対応
5.8 感じ
3.8
変更
手動指示はかりの感じについて,箇条8
を引用
手動指示はかりの感じの規定
を国内の実情を考慮するため
箇条8を引用
自動指示はかり又は手動指示併用はか
りのうち,アナログ指示の感じの規定の
はかりに載せ降ろしする追加荷重を検
定公差の絶対値から目量に変更
アナログ指示の感じの規定を
国内の実情を考慮するため目
量に変更
1
7
2
B
7
6
11
-2
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
173
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごとの評
価及びその内容
(V)JISと国際規格との技術的
差異の理由及び今後の対策
箇条番号及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
5.9 影響量及び時間による
変動
3.9
JISとほぼ同じ
変更
屋外使用の移動式はかりにおける自動
傾斜センサなどをもつ要求事項を推奨
事項に変更
自動傾斜センサなどは,国内で
浸透していないため,現状では
推奨事項として運用
削除
その他の影響量及び制限の規定を削除
国内法による規定に対応
5.10 型式承認試験及び審査
3.10
JISとほぼ同じ
追加
OIML証明書に加えて,NMIJ試験成績
書の活用を追加し,OIML証明書は,
MAA及びMoUの参加発行機関に限定
国内では,はかりのモジュール
評価について,NMIJ試験成績
書も活用
6 自動指示はかり及び手動
指示併用はかりの技術要件
6.1 構造の一般要件
4.1
JISと同じ
変更
ソフトウェアによる封印の要求事項を
推奨事項に変更
ソフトウェアによる封印は,現
状の方法と大きな差異があり,
推奨事項として運用
追加
荷重受け部と表示装置との接続の要件
を追加
国内法による規定に対応
6.2 計量結果の表示
4.2
一致
技術的差異はないが,OIML勧告の規定
内容を分かりやすくするために図8及び
図9に示した。
6.3 アナログ指示装置
4.3
JISとほぼ同じ
変更
目盛標識の様式の規定を変更。目盛標識
の数字付けの要件を推奨事項から要求
事項に変更。指針について要件を追加
国内法による規定に対応
追加
多回転式はかりの要件を追加
6.4 デジタル表示装置及び
印字装置
4.4
一致
6.5 零点設定装置及び零ト
ラッキング装置
4.5
JISとほぼ同じ
追加
機械式はかりの非自動零点設定装置の
最大効果の要件を追加
国内法による規定に対応
6.6 風袋引き装置
4.6
一致
6.7 プリセット風袋引き装
置
4.7
一致
6.8 休み位置
4.8
一致
6.9 補助検査装置(分離可能
形又は固定形)
4.9
一致
1
7
3
B
7
6
11
-2
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
174
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごとの評
価及びその内容
(V)JISと国際規格との技術的
差異の理由及び今後の対策
箇条番号及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
6.10 複目量はかりの計量範
囲の選択
4.10
一致
6.11 荷重受け部と荷重計量
装置との間の選択装置又は
切替装置
4.11
一致
6.12 正及び負の比較はかり
4.12
正及び負の比較はか
りの規定あり
変更
比較はかりは,この規格の要件から除外 国内法による規定に対応
6.13 対面販売用はかり
4.13
一致
6.14 対面販売用料金算出は
かりに対する追加要件
4.14
一致
6.15 通常は対面販売用に使
用されるものと類似するは
かり
4.15
一致
6.16 値付けはかり
4.16
一致
6.17 一つのおもり受けを備
えた機械式計数はかり
4.17
一つのおもり受けを
備えた機械式計数は
かりの規定あり
変更
計数はかりは,この規格の要件から除外 国内法による規定に対応
6.18 移動式はかりに対する
追加技術要件
4.18
JISとほぼ同じ
変更
移動式はかりに対する追加技術要件を
推奨事項に変更
国内法を考慮して,移動式はか
りから車両の積載物を計量す
る自重計は除外したが,自重計
の取扱いを検討中であること,
自動傾斜センサ又はカルダン
(ジンバル式)懸架装置は浸透
していないことなどから,現状
では推奨事項として運用
6.19 車両計量用の携帯式は
かり
4.19
携帯式のトラックス
ケールについての規
定あり
削除
携帯式のトラックスケールについて,型
式承認時のように,又はOIML証明書に
あるように識別する規定を削除
型式承認時及びOIML証明書
で対応する要件は,国内法の規
定には合わない。
変更
適切な設置方法の提示は,推奨事項に変
更
設置面に対する要件は,OIML
勧告でも明確な確認方法がな
いため,推奨事項として運用
1
7
4
B
7
6
11
-2
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
175
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごとの評
価及びその内容
(V)JISと国際規格との技術的
差異の理由及び今後の対策
箇条番号及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
6.20 動作モード
4.20
一致
7 電気式はかりの技術要件
7.1 一般要件
5
5.1
JISとほぼ同じ
追加
5.4に規定する性能試験を満足する場
合,スパン安定性試験及び電気式はかり
の各種の妨害における試験も適合する
ため,該当する箇条番号を追加
−
7.2 有意な誤りへの対処
5.2
一致
7.3 機能要件
5.3
一致
7.4 性能試験及びスパン安
定性試験
5.4
JISとほぼ同じ
追加
性能試験におけるレベル分けを追加
国内で新技術基準での型式承
認が遅れている大型はかりへ
の対応のため,性能試験におけ
るレベル分けを実施。型式承認
の対応が進み次第,レベルの一
本化を検討
7.5 ソフトウェア制御の電
子装置の追加要件
5.5
JISとほぼ同じ
追加
性能試験におけるレベルLのはかりに
は,ソフトウェア制御の要件を満足しな
くてもよい旨を追加
同上
8 手動指示はかりの技術要
件
8.1.1 感じ
6
6.1
削除
追加
最小感度の規定を削除
感じの規定を追加
手動天びん及び等比皿手動はかりにお
ける偏置荷重の規定を追加
国内の実情を考慮するため,手
動指示はかりの最小感度を感
じに変更
国内の実情を考慮するため,手
動天びん及び等比皿手動はか
りにおける偏置荷重の規定を
追加
8.2 表示装置に対する受入
れ可能な解決策
6.2
追加
目盛ざおの要件を追加。また,技術的差
異はないが,OIML勧告の規定内容を分
かりやすくするために図12に示した。
国内法による規定に対応
8.3 構造条件
6.3
JISとほぼ同じ
追加
平衡表示素子の要件について,棒はかり
の除外規定を追加
国内法による規定に対応
削除
風袋引き装置の要件を削除
1
7
5
B
7
6
11
-2
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
176
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごとの評
価及びその内容
(V)JISと国際規格との技術的
差異の理由及び今後の対策
箇条番号及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
8.4 手動天びん
6.4
JISと同じ
変更
取り外し可能な部品には合番号を付す
ように変更零点設定装置を付ける場所
は,推奨事項に変更
国内法による規定に対応
追加
静止点の変化に関する規定及び感じの
開きの規定を追加
8.5 棒はかり
6.6
JISとほぼ同じ
削除
刃,表示素子などの要件を削除
国内法による規定に対応
変更
支点と重点との距離,零点設定装置及び
目盛の要件を推奨事項に変更
追加
木製部品,定量おもりの要件を追加技術
的差異はないが,OIML勧告の規定内容
を分かりやすくするために図13に示し
た。
8.6 等比皿手動はかり
6.7
JISと同じ
変更
刃の長さの要件は,推奨事項に変更
技術的差異はないが,OIML勧告の規定
内容を分かりやすくするために図14及
び図15に示した。
国内法による規定に対応
8.7 さおはかり,皿手動はか
り,懸垂手動はかり及び台
手動はかり
6.9
JISとほぼ同じ
変更
最小の目幅,さおの休み及び木製部品の
要件を推奨事項に変更。また,増おもり
台に載せる増おもりとはかりの荷重と
の比を変更
技術的差異はないが,OIML勧告の規定
内容を分かりやすくするために図17〜
図20に例を示した。
国内法による規定に対応
8.8 定量増おもり
−
追加
定量増おもりの要件を追加
国内法による規定に対応
8.9 風袋おもり及び風袋ざ
お
−
追加
風袋おもり及び風袋ざおの要件を追加
国内法による規定に対応
1
7
6
B
7
6
11
-2
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
177
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごとの評
価及びその内容
(V)JISと国際規格との技術的
差異の理由及び今後の対策
箇条番号及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
9 はかり及びモジュールの
表記
7
9.1 表記
7.1
JISとほぼ同じ
追加
棒はかりの除外規定,型式承認番号,製
造年,重力加速度の範囲,使用場所の表
記及び特殊な計量,おもりを使用するは
かり,電気式はかりの試験レベル,サー
ジ試験の適用などの表記規定を追加
国内法による規定に対応
9.2 検定証印又は基準適合
証印
7.2
一致
10 検定
−
追加
国内法による規定に対応
11 使用中検査
−
追加
国内法による規定に対応
12 対応関係
−
追加
国内法による規定に対応
13 索引
T.8〜
T.9
一致
附属書A(規定)非自動は
かりの試験手順
Annex
A
JISとほぼ同じ
追加
懸垂式はかりの試験荷重などの適用事
項を追加
アナログ指示の零点設定の精度試験の
方法を追加
手動天びん及び等比皿手動はかりの試
験荷重,器差の算出方法,偏置試験の方
法,刃及び刃受けの硬さの試験方法,手
動天びんの各試験を追加
国内法による規定に対応
削除
車両用はかりなどの偏置試験について,
荷重受けの各区分による試験の適用を
削除
1
7
7
B
7
6
11
-2
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
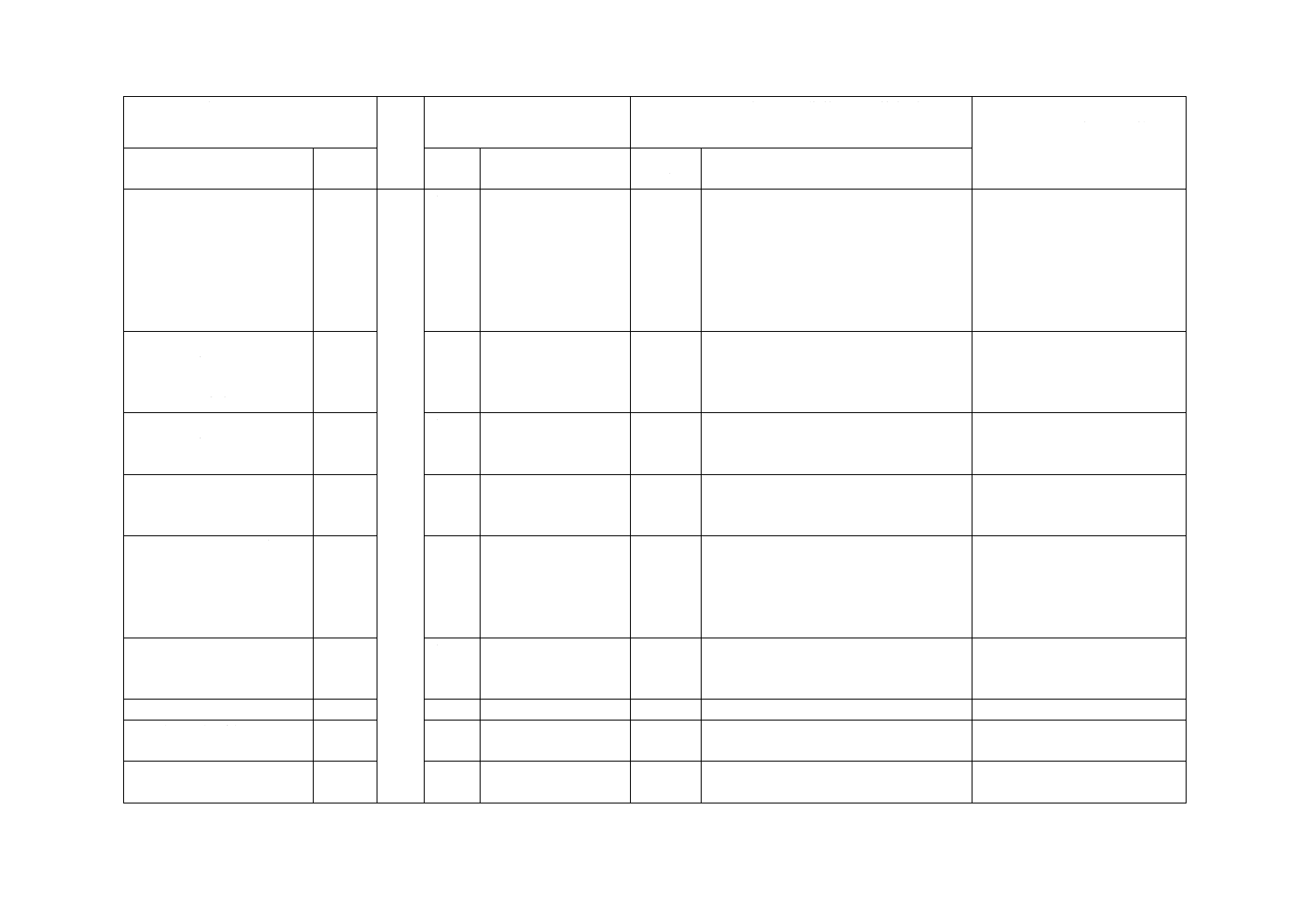
178
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごとの評
価及びその内容
(V)JISと国際規格との技術的
差異の理由及び今後の対策
箇条番号及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
附属書B(規定)電気式は
かりに対する追加試験
Annex
B
JISと同じ
一致
技術的差異はないが,AC主電源の電圧
ディップ及び短時間停電試験において,
参照する規格をOIML D 11から具体的
なIEC 61000シリーズの対応JISに変更
及びサージ試験において,試験器物の設
置状況による試験の対応が分かるよう
に表B.3に示した。
附属書C(規定)非自動は
かり用モジュールとしての
指示計及びアナログデータ
処理装置の試験
Annex
C
JISと同じ
一致
附属書D(規定)非自動は
かり用モジュールとしての
デジタル装置の試験
Annex
D
JISと同じ
一致
附属書E(規定)非自動は
かり用モジュールとしての
計量部モジュールの試験
Annex
E
JISと同じ
一致
附属書F(規定)非自動は
かり用モジュールとしての
適合性チェック
Annex
F
JISとほぼ同じ
変更
OIML証明書をOIML証明書又はNMIJ
試験成績書に変更
MAA又はMoUにおける相互承
認によって,OIML証明書の受
入れは可能であるが,国内法に
おいては,モジュールの評価を
NMIJ試験成績書でも対応
附属書G(規定)ソフトウ
ェア制御のデジタル装置及
びはかりに対する追加試験
Annex
G
JISと同じ
一致
附属書JA(規定)検定
附属書JB(規定)使用中検
査
附属書JC(規定)実用基準
分銅の管理方法
1
7
8
B
7
6
11
-2
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
179
B 7611-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごとの評
価及びその内容
(V)JISと国際規格との技術的
差異の理由及び今後の対策
箇条番号及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
附属書JD(規定)車両等の
管理方法
附属書JE(規定)機械式は
かり(ばね式指示はかりを
除く。)の検定の方法
附属書JF(参考)検定用表
示装置
JISと国際規格との対応の程度の全体評価:OIML R 76-1:2006,MOD
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 一致 ················ 技術的差異がない。
− 削除 ················ 国際規格の規定項目又は規定内容を削除している。
− 追加 ················ 国際規格にない規定項目又は規定内容を追加している。
− 変更 ················ 国際規格の規定内容を変更している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD ··············· 国際規格を修正している。
1
7
9
B
7
6
11
-2
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。