B 7533:2015
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲 ························································································································· 1
2 引用規格 ························································································································· 1
3 用語及び定義 ··················································································································· 2
4 設計仕様 ························································································································· 3
4.1 一般 ···························································································································· 3
4.2 種類 ···························································································································· 3
4.3 名称 ···························································································································· 4
4.4 ステム及びあり板の形状及び寸法······················································································ 4
4.5 目盛及び長針 ················································································································ 5
4.6 短針 ···························································································································· 5
4.7 長針回転方向 ················································································································ 5
4.8 測定子 ························································································································· 5
4.9 ゼロ点調整 ··················································································································· 6
4.10 製造業者(又は供給業者)による設計仕様 ········································································ 6
4.11 主要部の設計仕様 ········································································································· 7
5 性能······························································································································· 8
5.1 最大許容誤差及び許容限界······························································································· 8
5.2 測定力 ························································································································· 8
6 仕様への適合の検証 ·········································································································· 9
6.1 一般 ···························································································································· 9
6.2 測定方法 ······················································································································ 9
6.3 性能の評価 ··················································································································· 9
6.4 データ処理における移動ゼロ点性能評価法 ·········································································· 9
6.5 標準温度 ······················································································································ 9
7 表示······························································································································· 9
附属書A(規定)測定方法 ···································································································· 10
附属書B(規定)評価方法 ···································································································· 12
附属書C(参考)指示誤差曲線の例 ························································································ 13
附属書D(参考)移動ゼロ点性能評価法(データ処理による性能評価法) ······································ 14
附属書E(参考)設計及び性能の仕様表示例 ············································································· 16
附属書F(参考)使用上の注意 ······························································································· 17
附属書G(参考)GPSマトリックス ························································································ 18
附属書JA(参考)JISと対応国際規格との対比表 ······································································ 20
B 7533:2015
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,日本精密測定機器
工業会(JMA)及び一般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を改正
すべきとの申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格である。
これによって,JIS B 7533:1990は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 7533:2015
てこ式ダイヤルゲージ
Dial test indicators (lever type)
序文
この規格は,2010年に第1版として発行されたISO 9493を基とし,製造及び使用の実状に見合う合理
性を備えた規格とするため,技術的内容を変更して作成した日本工業規格である。
なお,この規格で側線又は点線の下線を施してある箇所は,対応国際規格を変更している事項である。
変更の一覧表にその説明を付けて,附属書JAに示す。
1
適用範囲
この規格は,てこ式ダイヤルゲージの設計仕様及び性能について規定する。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 9493:2010,Geometrical product specifications (GPS)−Dimensional measuring equipment: Dial
test indicators (lever type)−Design and metrological characteristics(MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS B 0641-1 製品の幾何特性仕様(GPS)−製品及び測定装置の測定による検査−第1部:仕様に対
する合否判定基準
注記 対応国際規格:ISO 14253-1,Geometrical Product Specifications (GPS)−Inspection by
measurement of workpieces and measuring equipment−Part 1: Decision rules for proving
conformance or non-conformance with specifications(IDT)
JIS B 0642 製品の幾何特性仕様(GPS)−測定器の一般的な概念及び要求事項
注記 対応国際規格:ISO 14978,Geometrical product specifications (GPS)−General concepts and
requirements for GPS measuring equipment(MOD)
JIS B 0680 製品の幾何特性仕様(GPS)−製品の幾何特性仕様及び検証に用いる標準温度
JIS Z 8103 計測用語
ISO 14253-2,Geometrical product specifications (GPS)−Inspection by measurement of workpieces and
measuring equipment−Part 2: Guidance for the estimation of uncertainty in GPS measurement, in
calibration of measuring equipment and in product verification
ISO/TR 14253-6,Geometrical product specifications (GPS)−Inspection by measurement of workpieces and

2
B 7533:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
measuring equipment−Part 6: Generalized decision rules for the acceptance and rejection of instruments
and workpieces
ISO/IEC Guide 98-3,Uncertainty of measurement−Part 3: Guide to the expression of uncertainty in
measurement (GUM:1995)
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS B 0641-1,JIS B 0642及びJIS Z 8103によるほか,次による。
3.1
てこ式ダイヤルゲージ[dial test indicators (lever type)]
てこの一部を形成する測定子の移動量を機械的に拡大し,円形目盛板上で回転する指針によって表示す
る測定器。
3.2
指示誤差
てこ式ダイヤルゲージの指示値から対応する入力量の真の値を差引いた値。
注記 真の値は決定できないため,実際には取決めによる真の値を用いる。
3.3
固定ゼロ点法
てこ式ダイヤルゲージの指示誤差を求めるために行う方法で,測定子の各変位行程において指針静止点
に近く,指示及び指示誤差をゼロになるように定めた起点を基準点として行程間の指示誤差を求め,表す
方法。
3.4
任意基準点
測定物の大きさに合わせて,てこ式ダイヤルゲージ指示範囲内の任意の点をゼロにして変位を測定する
一般的使用方法における基準点。
注記 てこ式ダイヤルゲージは,任意基準点を用いて比較測定を行うことが多い。
3.5
移動ゼロ点性能評価法
データ処理による性能評価法であって,固定ゼロ点法によって得られた指示誤差線図上で,基準点を最
大指示誤差又は最小指示誤差を得る測定点に移動させるデータ処理によって,指示誤差を求める方法。
3.6
全測定範囲行き指示誤差
全測定範囲における行き方向で評価した指示誤差。
3.7
10目盛指示誤差
隣接する10目盛ごとの範囲で評価した指示誤差。
3.8
1回転指示誤差
1回転ごとの範囲で評価した指示誤差。
3
B 7533:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.9
戻り誤差
測定子を作動させたときの行き方向と戻り方向との,測定子の同一の位置における指示の差の最大値。
3.10
繰返し精密度
測定範囲内における任意の同一位置において,数回繰り返して測定したときの指示の繰返し性。
4
設計仕様
4.1
一般
てこ式ダイヤルゲージの仕様は,使用上の全ての姿勢において,この規格の要求事項を満たさなければ
ならない。
4.2
種類
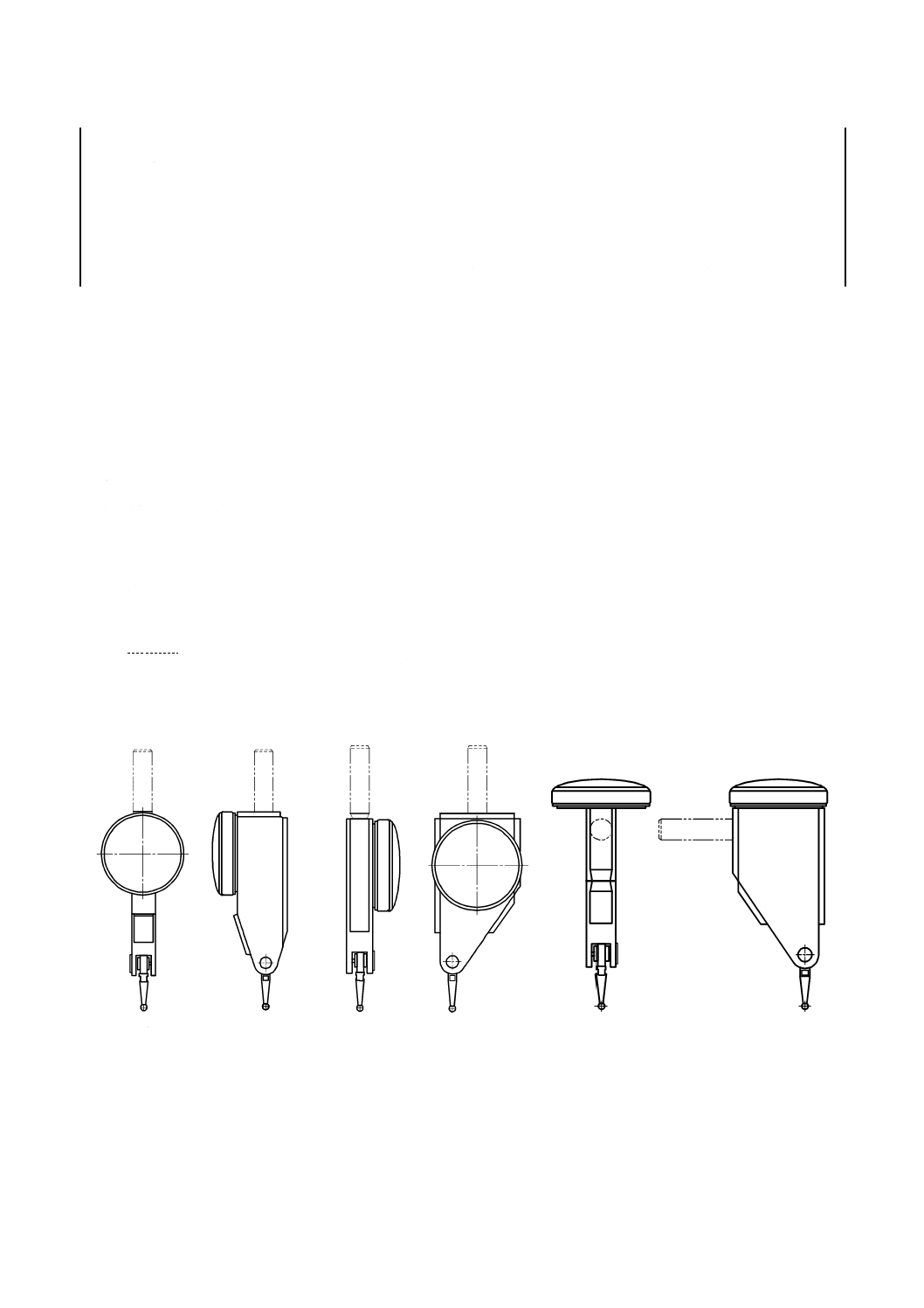
てこ式ダイヤルゲージは,通常3種類がある[図1のa)〜c) 参照]。この3種類は,次のように呼ばれ
る。
a) 縦形(標準形) 測定子が動く面に垂直な面で,本体に目盛板が取り付けられている。
b) 横形(水平形) 測定子が動く面に平行な面で,本体に目盛板が取り付けられている。
c) 垂直形 測定子が取り付いている反対側で,本体に目盛板が取り付けられている。
注記1 上記のa)〜c) は,最も一般的なものを示した。一般的ではないが,この3種類以外の目盛板
配置もある。
注記2 ステムは2点鎖線で示す。
注記3 てこ式ダイヤルゲージは,切換えレバーがなく両方向が測定できる機種と切換えレバーによ
って測定方向を切り換える機種とがある。
a) 縦形(標準形)
b) 横形(水平形)
c) 垂直形
図1−てこ式ダイヤルゲージの種類
4
B 7533:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4.3
名称
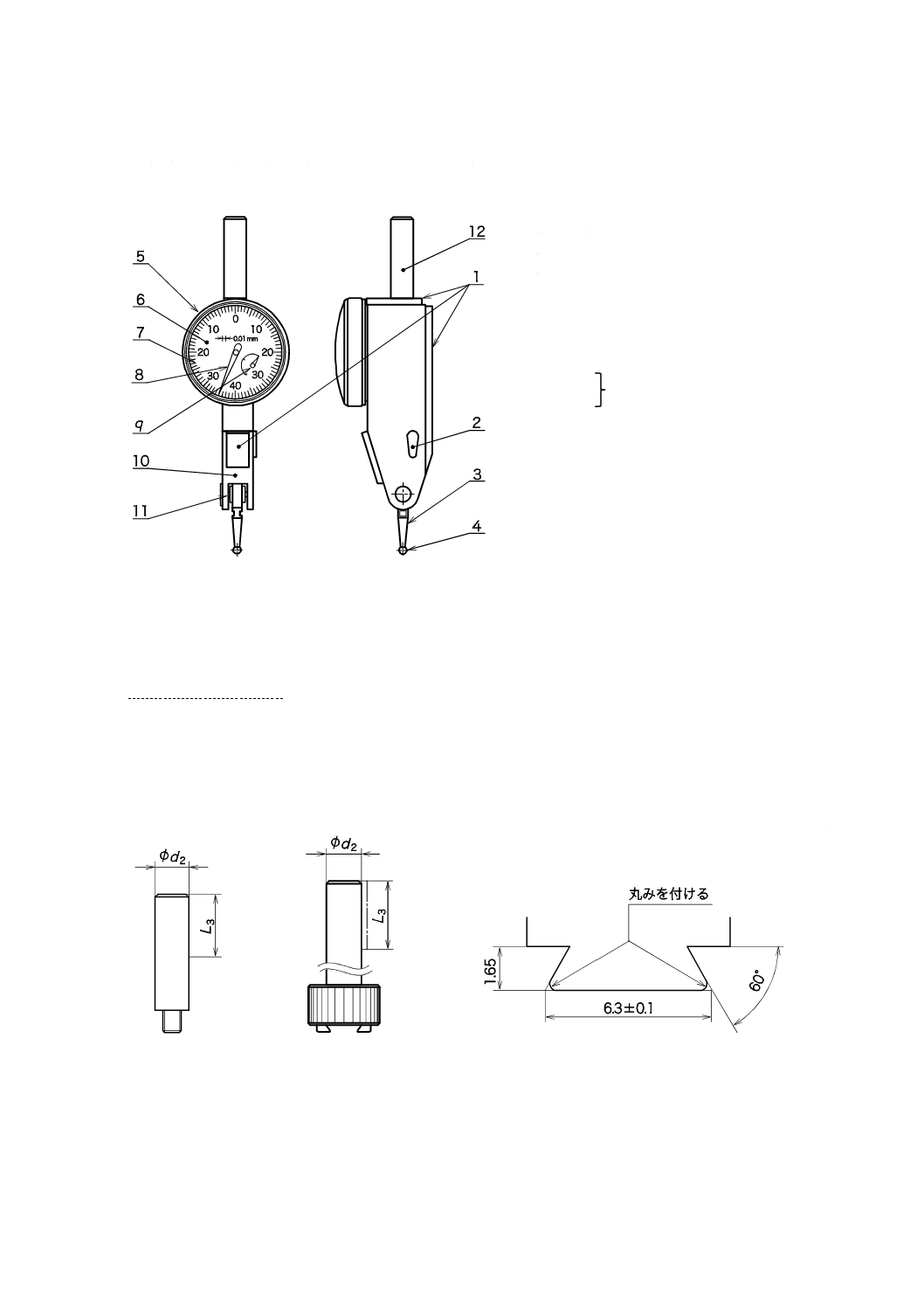
てこ式ダイヤルゲージの構成を図2に示す。この規格では,図2に示す主要部の名称を使用する。
1 あり板
2 切換えレバー(測定方向切換え用)
3 測定子
4 測定先端子
5 外枠
6 目盛板
7 目盛
8 長針
9 短針
10 本体
11 測定子固定部
(摩擦力保持機構,ラチェット機構など)
12 ステム
(ねじ込み,あり溝タイプなど)
図2−てこ式ダイヤルゲージの主要部の名称
4.4
ステム及びあり板の形状及び寸法
てこ式ダイヤルゲージは,スタンドなどへ容易に取り付けられる手段をもっており,取付け手段の例と
してねじ込みステム[図3 a)]及びあり溝ステム[図3 b)]がある。
固定するステムの直径は,6 mm及び8 mmで,ステム径部分の寸法許容差はh8,公差を適用する長さ
L3は12 mm以上でなければならない(図3及び表2参照)。
ステムを本体に固定するあり板の位置は,製造業者が決める(あり板の寸法は,図4参照。)。
単位 mm
a) ねじ込みステム
b) あり溝ステム
図3−固定用ステムの例
図4−あり板の寸法
指針
5
B 7533:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4.5
目盛及び長針
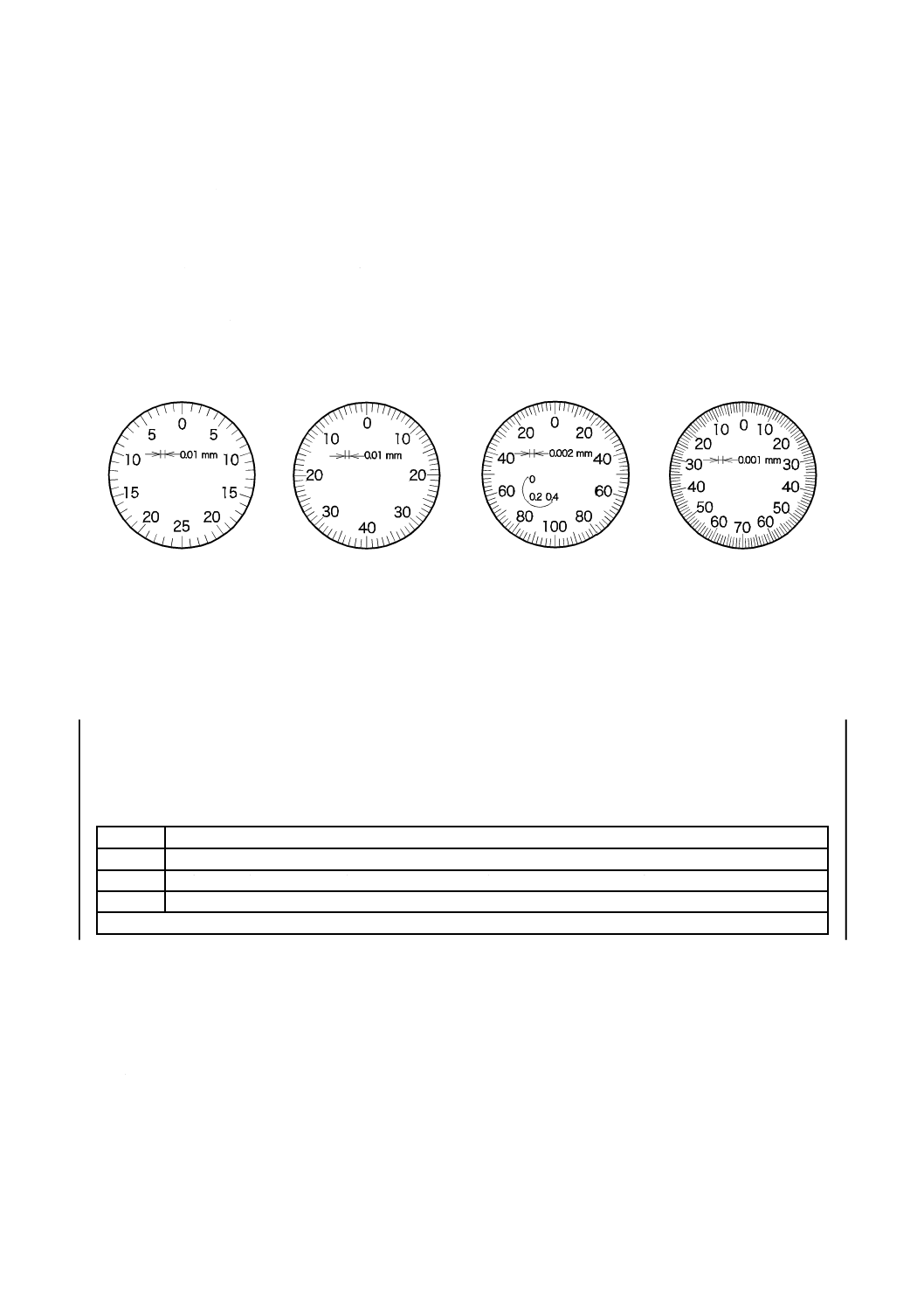
目盛板には目量及びその単位を記載しなければならない。目盛のレイアウト例を図5に示す(目量0.01
mm,0.002 mm及び0.001 mm)。静止位置において,長針は,測定開始の位置より少なくとも5目盛以上
戻った位置になければならない。この測定開始位置は,通常,目盛板の12時又は6時の位置である。長針
は,測定範囲の開始位置から少なくとも1回転し,更に最終位置までに5目盛以上動かなければならない。
測定範囲の前をプリ・スパン,フル回転後をポスト・スパンと呼ぶ。プリ・スパン及びポスト・スパンは,
てこ式ダイヤルゲージの測定範囲に含めない。
注記1 目盛線の幅及び長針先端の幅は,等しいことが望ましい。
注記2 長針先端の幅は,目盛の間を読むことを考慮して,1目盛の幅の20 %以下が望ましい。
例1
例2
例3
例4
図5−目盛のレイアウト例
4.6
短針
短針を備える場合,長針が各回転の測定開始位置(12時又は6時)にあるときに,短針は,長針の回転
数に相当する短針目盛線に対して,目盛線間隔の±25 %以内の位置になければならない。
4.7
長針回転方向
てこ式ダイヤルゲージの測定子の運動方向と長針の回転方向との関係は,表1による。
表1−測定子の運動方向と長針の回転方向との関係
種類
回転方向
縦形
測定子を目盛板に向かって後方から前方に向けて作動させたとき,長針は時計回りとする。
横形
測定子を目盛板に向かって右側から左側に向けて作動させたとき,長針は時計回りとする。
垂直形
測定子をねじ込みステム取付け側からその反対方向に作動させたとき,長針は時計回りとする。
上記と反対方向に作動させたときの,長針回転方向は問わない。
4.8
測定子
4.8.1
一般
測定子は,交換可能でなければならない。
測定先端子は,球状で硬く耐摩耗性のある面をもち,測定に影響を与える凸凹のない形状及び表面に仕
上げられていなければならない。
測定子の長さは,測定器の精度維持に不可欠な部分である。測定子を取り替えるとき,使用者はもとの
長さと同じ取替え用測定子を用いなければならない。
6
B 7533:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4.8.2
摩擦保持力
てこ式ダイヤルゲージの測定子は,広範囲な位置に動かすことができ,かつ,セットできるように,摩
擦又はラチェット機構によって固定する。
摩擦又はラチェット機構による保持力は,測定子がどのような位置にあっても,また,本体のいかなる
姿勢においても,測定に差し支えないように,測定力より十分に大きくなければならない。
注記 測定に差し支えない保持力(摩擦力)とは,測定先端子にかかる力で,通常2〜8 Nである。
4.8.3
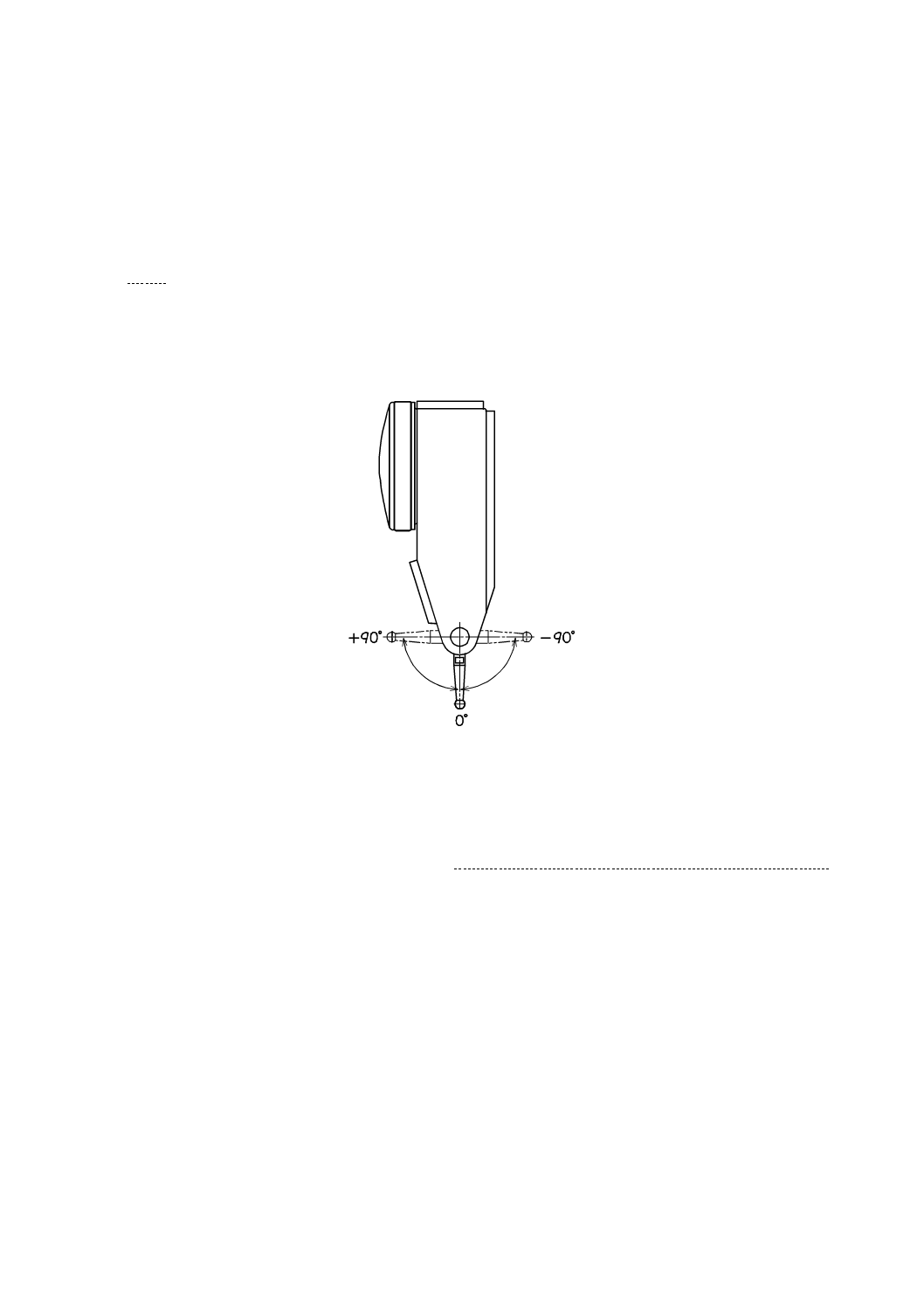
調整範囲
てこ式ダイヤルゲージには,図6に示すように,−90°〜0°,0°〜+90°の範囲のいかなる位置にも
測定子をセットできる調整機構(固定機構)を備えていなければならない。
図6−調整範囲
4.9
ゼロ点調整
てこ式ダイヤルゲージは,ゼロ点合わせのできる手段をもっていなければならない。その手段として,
目盛板に連動させた外枠を回転可能にする場合は,容易に調整可能な構造とする。一般に,摩擦保持構造
をもつ外枠を用いる。
4.10
製造業者(又は供給業者)による設計仕様
製造業者(又は供給業者)は,少なくとも4.11の設計仕様を明示しなければならない。
7
B 7533:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
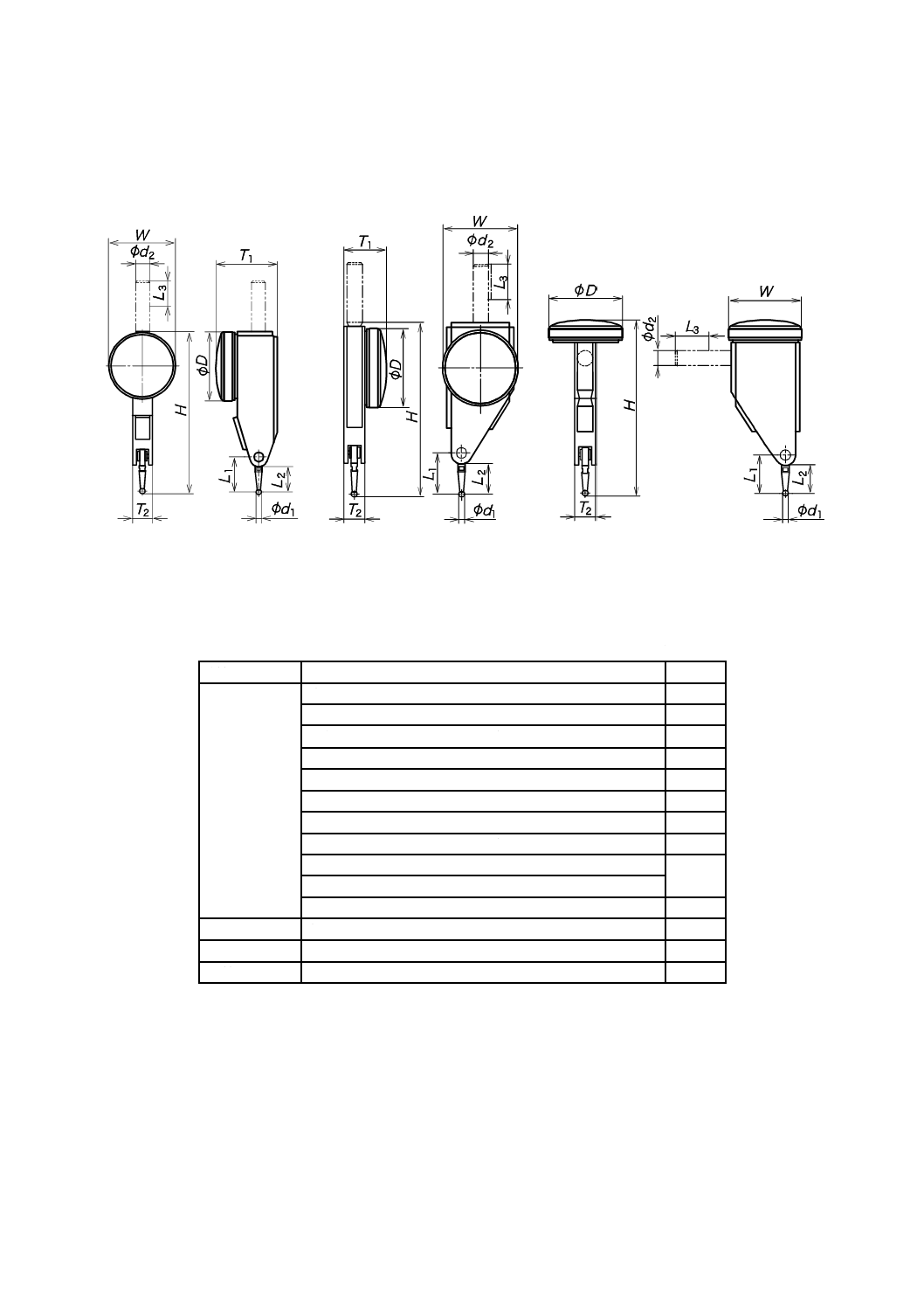
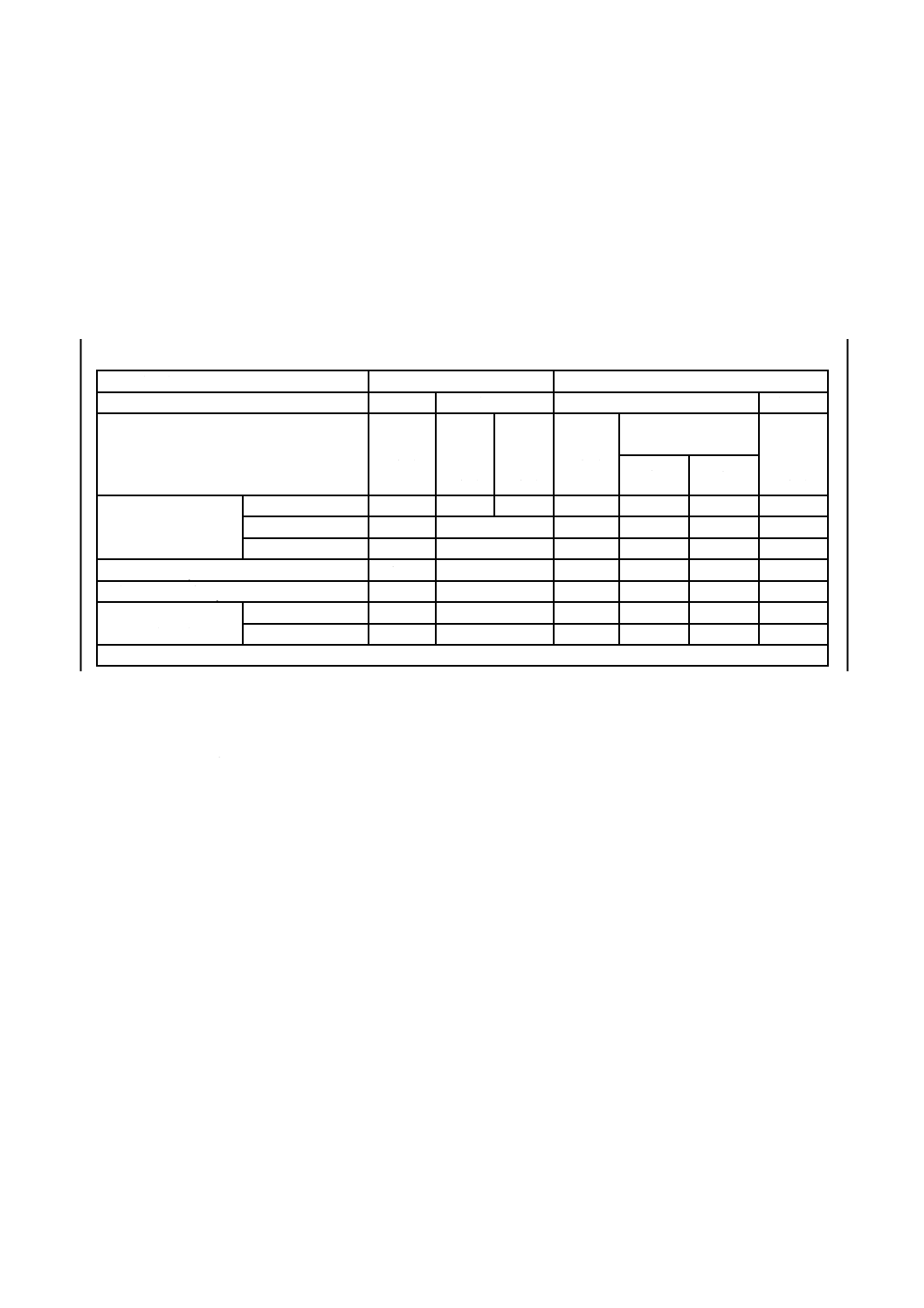
4.11
主要部の設計仕様
主要部の設計仕様は,図7及び表2による。
a) 縦形(標準形)
b) 横形(水平形)
c) 垂直形
図7−寸法図
表2−設計仕様
単位 mm
種類
縦形(標準形),横形(水平形),垂直形,その他
−
外径
寸法
全高さ
H
全幅
W
全体の厚さ(全幅と異なる場合)
T1
本体の厚さ
T2
測定子の長さ(測定先端子中心から回転中心まで)
L1
測定子の長さ(測定先端子中心から本体の肩まで)
L2
測定先端子の球径
φd1
外枠の直径(全幅と異なる場合)
φD
ステムの直径
φd2
例:φ6h8,φ8h8
ステムの最小長さ
L3
測定範囲
例:0.8
−
目量
例:0.01
−
切替レバー
あり,なし
−
8
B 7533:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5
性能
5.1
最大許容誤差及び許容限界
製造業者(又は供給業者)は,表3に示すてこ式ダイヤルゲージの仕様に対して,最大許容誤差(MPE)
及び許容限界(MPL)を指定しなければならない。てこ式ダイヤルゲージの性能は製造業者(又は供給業
者)による指定がない限り,測定範囲内のいかなる位置及びいかなる姿勢でも,測定子の両可動方向にお
いて,表3に示す戻り誤差,繰返し精密度,指示誤差のMPE及び測定力のMPLを満たさなければならな
い。
表3−性能(MPE/MPL)
目量(mm)
0.001/0.002
0.01
回転数
1回転
多回転
1回転
多回転
測定範囲(mm)
0.3
以下
0.3
を超え
0.5
以下
0.5
を超え
0.6
以下
0.5
以下
0.5を超え
1.0以下
1.0
を超え
1.6
以下
L1≦35 a)
35<L1 a)
指示誤差(µm)
(MPE)
全測定範囲行き
4
6
7
6
9
10
16
1回転
−
5
−
−
−
10
10目盛
2
2
5
5
5
5
戻り誤差(μm)
(MPEH)
3
4
4
4
5
5
繰返し精密度(μm)
(MPER)
1
1
3
3
3
3
測定力(N)
(MPL)
最大
0.5
0.5
0.5
0.5
0.5
0.5
最小
0.01
0.01
0.01
0.01
0.01
0.01
注a) 測定子の長さを表す。
5.2
測定力
測定力は,最大測定力及び最小測定力を示さなければならない。MPLは,附属書Eに基づいてもよい。
測定力は,JIS B 0642の7.5.5(計測特性のための両側MPL関数)に基づかなければならない。
9
B 7533:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6
仕様への適合の検証
6.1
一般
仕様への適合及び不適合の検証は,JIS B 0641-1又はISO/TR 14253-6による合格基準を適用する。
不確かさの評価は,ISO 14253-2及びISO/IEC Guide 98-3によるのが望ましい。
6.2
測定方法
てこ式ダイヤルゲージの測定方法は,附属書Aによる。また,測定によって得られた指示誤差の値を基
にして描かれる指示誤差曲線の例を,附属書Cに示す。
6.3
性能の評価
てこ式ダイヤルゲージの性能の評価方法は,附属書Bによる。
6.4
データ処理における移動ゼロ点性能評価法
てこ式ダイヤルゲージは,任意に基準点を設定し,部品寸法などを測定する比較測定に使用することが
多い。固定ゼロ点法によって求めた指示誤差の測定値を基に,性能評価のために基準点(ゼロ点)を移動
させて行うデータ処理における移動ゼロ点性能評価法について附属書Dに示す。
この方法は,附属書Cの指示誤差曲線の最大値及び最小値に着目してデータ処理を行う方法であり,て
こ式ダイヤルゲージの性能を評価できる。
6.5
標準温度
この規格で規定する性能は,JIS B 0680に規定する標準温度20 ℃における値とする。
7
表示
てこ式ダイヤルゲージには,読みやすく,容易に消えることがなく,かつ,品質を損なわない方法で,
次の事項を表示する。製造番号は,英数字の連番表示で識別できなければならない。
a) 製造番号(英数字の連番)
b) 製造業者名(又は供給業者名)又はその略号
10
B 7533:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A
(規定)
測定方法
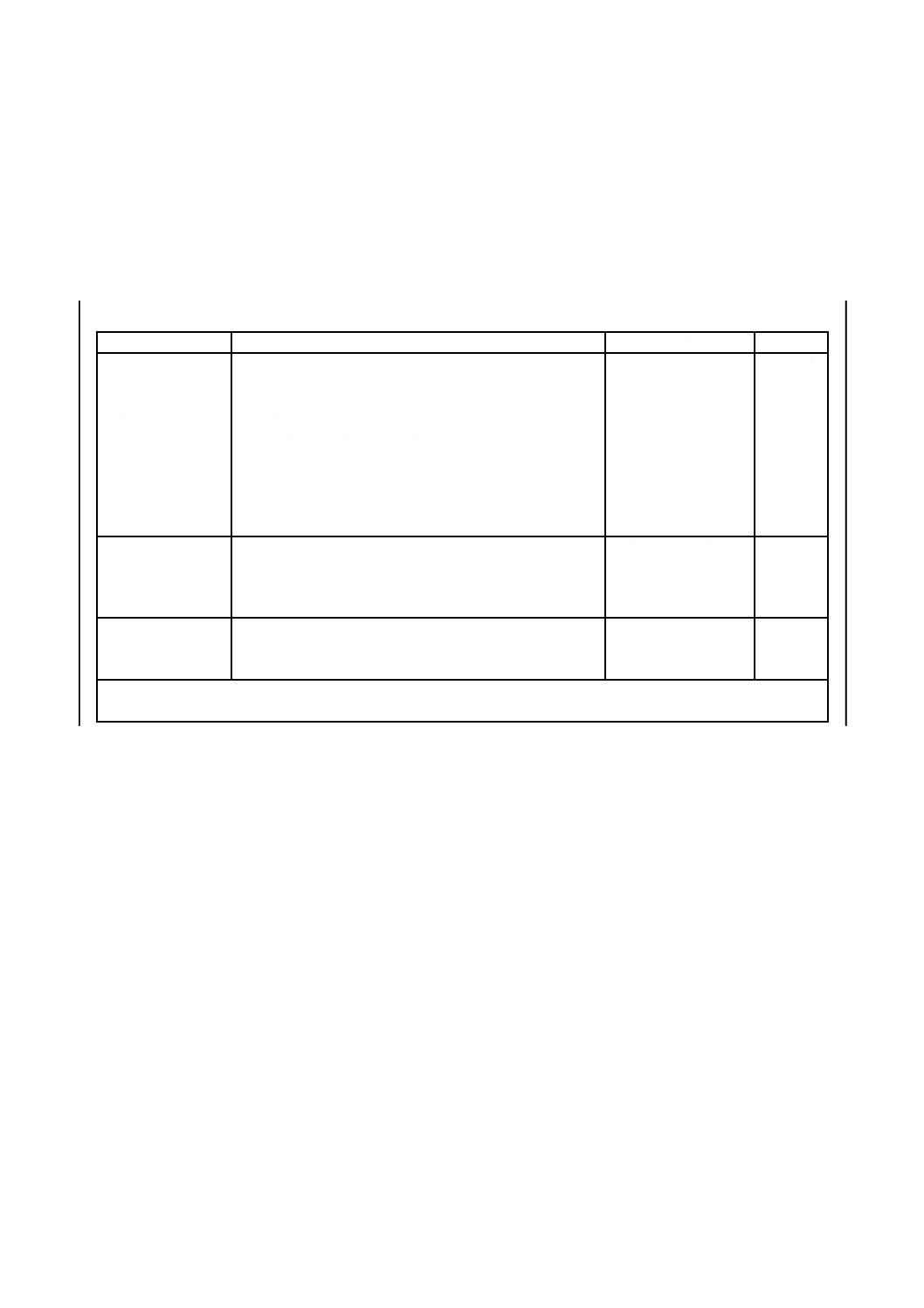
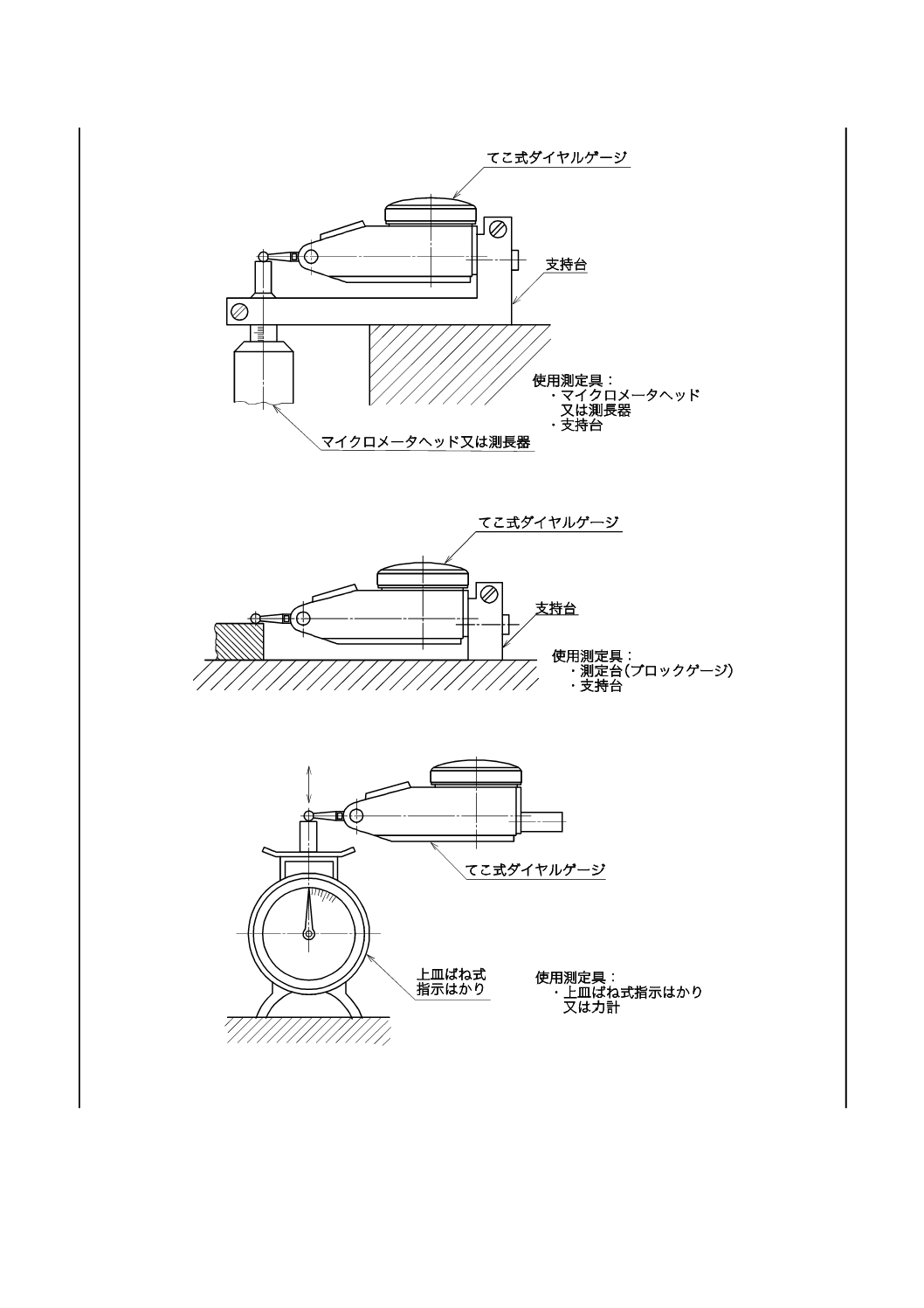
てこ式ダイヤルゲージの性能の測定方法は,表A.1による。
表A.1−性能の測定方法
測定項目
測定方法
測定箇所
参照図
(1)指示誤差
固定ゼロ点法によ
る指示誤差
てこ式ダイヤルゲージを保持し,測定子静止点付近に指示
及び指示誤差をゼロとなるように定めた起点を基準点と
した後,測定子を行き方向へ移動させ,各測定点の指示誤
差を読み取るa)。
次に測定子を測定範囲の終点から3目盛以上移動させた
後に測定子を戻し方向へ移動させて,行き方向と同一の測
定点における指示誤差を読み取る。
(行き方向とは,てこ式ダイヤルゲージの測定子に対する
反測定力方向,戻り方向とは測定力方向をいう。)
起点から終点までの
行きと戻り両方向で
10目盛ごと
図A.1 a)
(2)繰返し精密度
測定子が測定台上面に平行となるように,てこ式ダイヤル
ゲージを保持し,測定範囲内の任意の位置で5回測定子を
急激に又は緩やかに作動させて,そのときの各回の指示の
大きさを読み取る。
測定範囲の任意の位
置
図A.1 b)
(3)測定力
てこ式ダイヤルゲージを保持し,測定子を行き方向及び戻
り方向に連続かつ徐々に移動させて,測定範囲の測定力を
読み取る。
測定範囲内の基点と
終点
図A.1 c)
注a) 指示誤差を読み取る方法は,長針を目盛に合わせて測定器の入力量を読む方法,又は測定器の移動量に合わ
せててこ式ダイヤルゲージの指示を読む方法のどちらを選択してもよい。
11
B 7533:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a) 指示誤差測定の例
b) 繰返し精密度測定の例
c) 測定力測定の例
図A.1−測定方法の例
12
B 7533:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書B
(規定)
評価方法
てこ式ダイヤルゲージの性能の評価方法は,表B.1による。
表B.1−移動ゼロ点性能評価法
性能名
適用機種
評価方法
全測定範囲行き指示誤差
1回転及び
多回転機種
表A.1(1)で読み取った,行き方向の全測定点における指示誤差に対す
る最大値と最小値との差を求める。
10目盛指示誤差
表A.1(1)で読み取った,起点から終点までの行き方向において,隣接
した10目盛ごとの測定点に対する指示誤差の差の最大値を求める。
1回転指示誤差
多回転機種
表A.1(1)で読み取った,起点から終点までの行き方向において,固定
ゼロ点法で測定した,1回転ごとの測長範囲に対する指示誤差の最大値
と最小値との差の最大値を求める。
戻り誤差
1回転及び
多回転機種
表A.1(1)で読み取った,全測定点の行きと戻りの同一測定点における
指示誤差に対する差の最大値を求める。
繰返し精密度
表A.1(2)で読み取った,5回の測定値の最大差を求める。
測定力
表A.1(3)で読み取った,測定力の大きさに対する最大値及び最小値を
求める。
13
B 7533:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書C
(参考)
指示誤差曲線の例
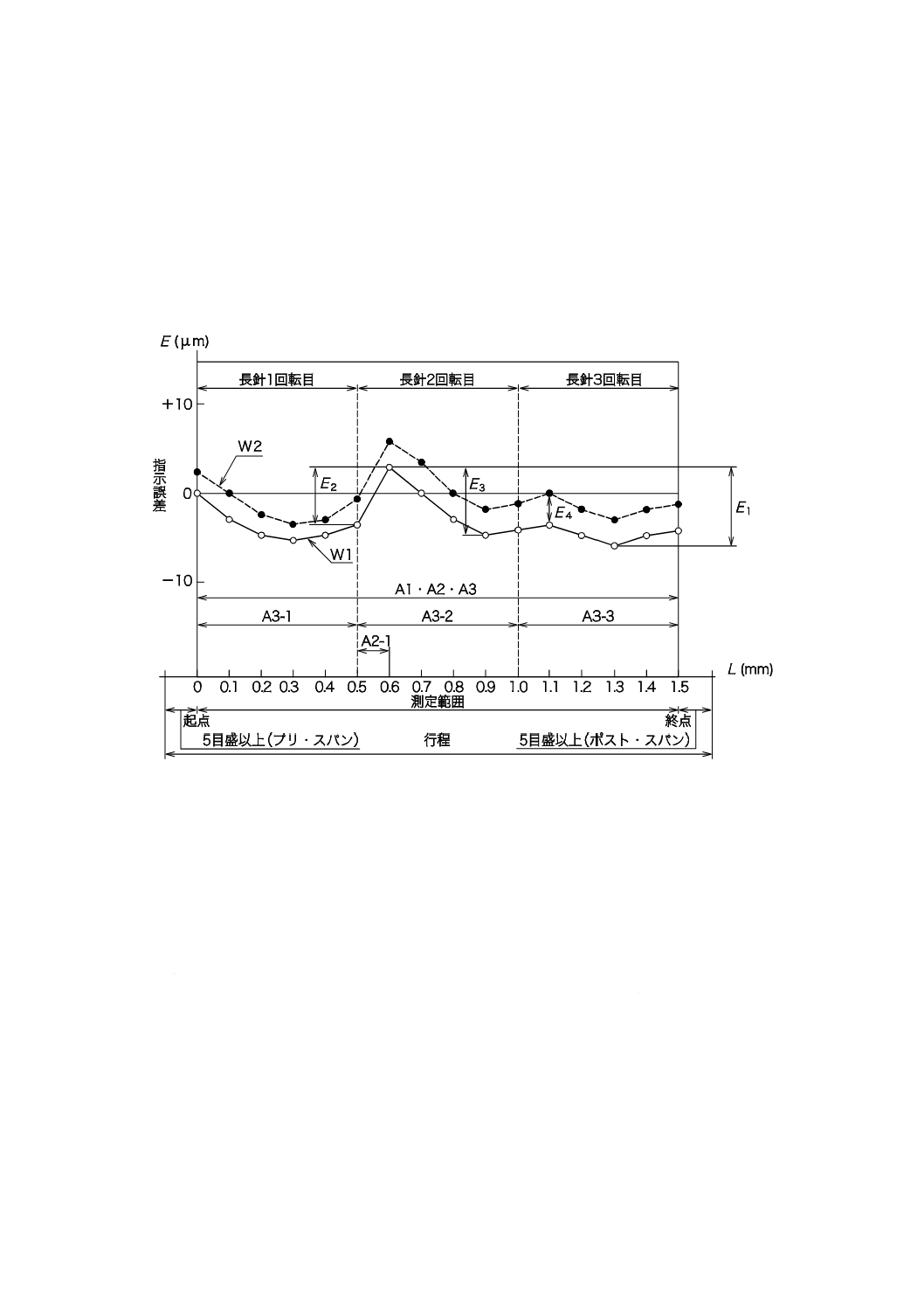
図C.1は,固定ゼロ点法によるてこ式ダイヤルゲージの指示誤差曲線の例である。
なお,指示誤差曲線は,誤差線図と呼ぶこともある。
図C.1−固定ゼロ点法による指示誤差曲線の例
<対象機種>
・目量
0.01 mm
・測定範囲
1.5 mm
・1回転の測長長さ
0.5 mm
・回転数
3回転
L: 指示長さ(mm)
E: 指示誤差(μm)
W1: 行き誤差曲線
W2: 戻り誤差曲線
A1: 全測定範囲行き指示誤差評価範囲
A2: 10目盛指示誤差評価範囲
A2-1:ある点における評価範囲
A3: 1回転指示誤差評価範囲
A3-1:1回転目の評価範囲
A3-2:2回転目の評価範囲
A3-3:3回転目の評価範囲
E1:全測定範囲行き指示誤差
E2:10目盛指示誤差(図はある点での誤差)
E3:1回転指示誤差(図は2回転目における誤差)
E4:戻り誤差(図はある点での誤差)
14
B 7533:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書D
(参考)
移動ゼロ点性能評価法(データ処理による性能評価法)
てこ式ダイヤルゲージは,任意の基準点を用いて比較測定を行うことが多い。したがって,全測定範囲
行き指示誤差を求めるには,基準点を全測定範囲内において順次変えて測定し,指示誤差のばらつく領域
を求めることになるが,これは膨大な測定データが必要となる。そこで,固定ゼロ点法によって求めた指
示誤差曲線上で,基準点を最大指示誤差又は最小指示誤差を得る測定点に移動させるデータ処理によって,
指示誤差がばらつくと想定する領域を求めることができる。この方法をデータ処理における移動ゼロ点性
能評価法という。
また,特定の測定範囲における指示誤差も,その範囲内のデータ処理によって,求めることができる(図
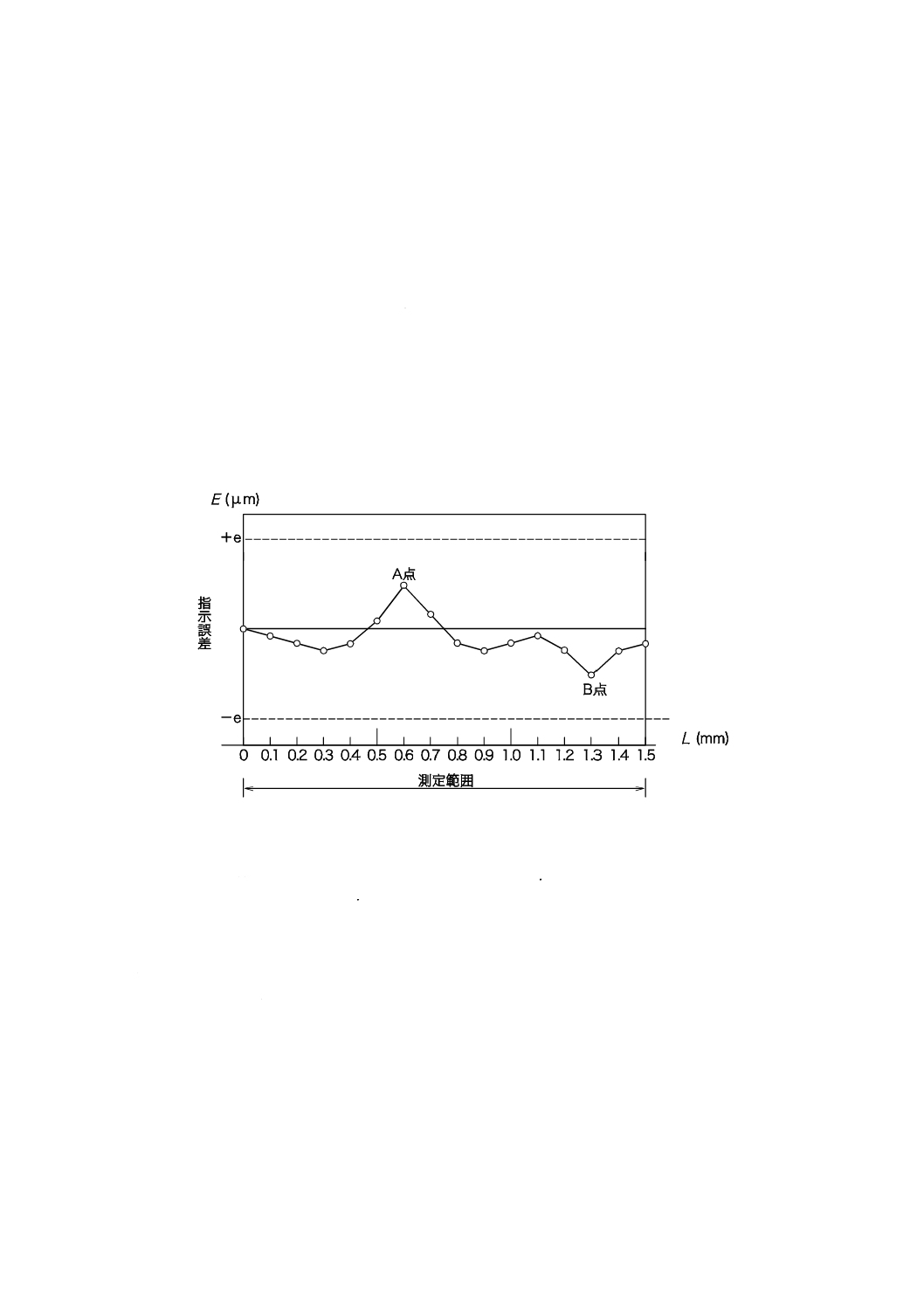
D.1〜図D.3参照)。
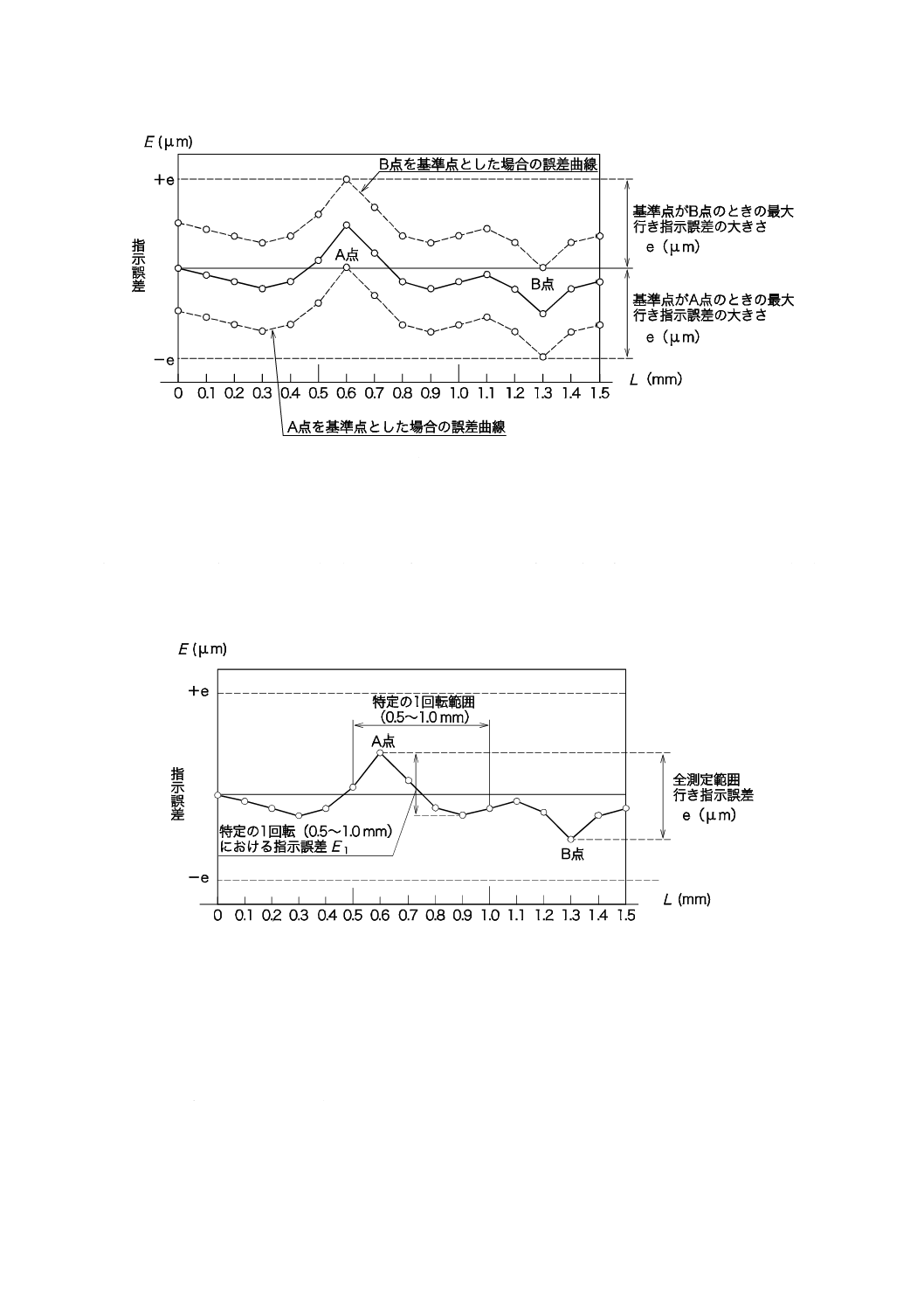
図D.1−固定ゼロ点法によって測定して得られた指示誤差曲線例
<対象機種>
・目量
0.01 mm
・測定範囲 1.5 mm
・1回転の測定長さ 0.5 mm
・回転数
3回転
図D.1は固定ゼロ点法によって得られた指示誤差曲線で,最大の指示誤差はA点,最小の指示誤差はB
点の箇所である。
注記 指示誤差曲線は複雑さを避けるため,行き方向だけ表示している。
15
B 7533:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図D.2−基準点をA点及びB点へ移動した場合の指示誤差曲線例
図D.2は,図D.1のような指示誤差特性を示したてこ式ダイヤルゲージについて,基準点をA点及びB
点に移動させ測定したときの指示誤差曲線である。この図から任意の点に基準点を移動させて測定した場
合の指示誤差のばらつきは,e(μm)の範囲内にあり,よって求める全測定範囲行き指示誤差はe(μm)
となる。
図D.3−固定ゼロ点法の指示誤差曲線から移動ゼロ点法の指示誤差を求める曲線例
図D.1の固定ゼロ点法の指示誤差曲線から,移動ゼロ点法の全測定範囲行き指示誤差を求めるには,図
D.3の最大指示誤差A点と最小指示誤差B点との差を求めることによって,図D.2の基準点を任意に移動
させて求めたものと同じe(μm)の値が得られる。
1回転指示誤差についても,その区間において同様にして求めることができる(E1は,測定長0.5〜1.0 mm
における1回転指示誤差を示す。)。
16
B 7533:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書E
(参考)
設計及び性能の仕様表示例
次の表示例は,カタログ,パンフレットなどによって,製造業者などから使用者に製品情報を提供する
ときの一例を示している。これらの項目は,一般に寸法図及び一覧表として示す場合が多い。
品 名 :
製 品 概 要 :
設計仕様
タ イ プ :
外 形 寸 法
全高さ(H)
: mm
全幅(W)
: mm
全体の厚さ(T1) : mm
本体の厚さ(T2) : mm
測定子の長さ(測定先端子中心から回転中心まで)(L1): mm
測定子の長さ(測定先端子中心から本体の肩まで)(L2): mm
測定先端子の球径(φd1) : mm 外枠の直径(φD)(全幅と異なる場合) : mm
ステムの直径(φd2)
: mm ステムの最小長さ(L3)
: mm
測定範囲
: mm
目 量
: mm
性能の仕様
戻り誤差(MPEH)
: μm 繰返し精密度(MPER): μm
指示誤差(MPE)
全測定範囲行き: μm
10目盛: μm
1回転(多回転の場合): μm
測定力(MPL)
最 大: N 最 小: N
会社名
日付又は版数など
17
B 7533:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書F
(参考)
使用上の注意
F.1
一般
てこ式ダイヤルゲージの使用に当たり,次の点に注意する。
a) てこ式ダイヤルゲージは,自身の測定力によって影響されることのない剛性のある取付具で保持する。
b) てこ式ダイヤルゲージは,通常指示器スタンドに取り付け,表面が平面な基準面に静止保持し,被測
定物を指示器に当てて測定する。基準面の表面が平面でない場合は,測定結果の内容を評価するとき,
基準面の平行度を考慮する必要がある。
c) 指示器スタンドを使用する場合,てこ式ダイヤルゲージの測定先端子とスタンドの保持部との位置は,
できるだけ近く保たなければならない。
d) 測定中の姿勢変化は測定値に影響を与えるため,注意が必要である。
e) 校正を行う場合に使用する基準器は,国家標準にトレーサブルな基準器を使用しなければならない。
F.2
測定子の長さ
測定子の長さは,測定の入力と出力との伝達比に影響するため,測定値にも影響を及ぼす。測定子を交
換するときは,同じ長さのものを使用しなければならない。
F.3
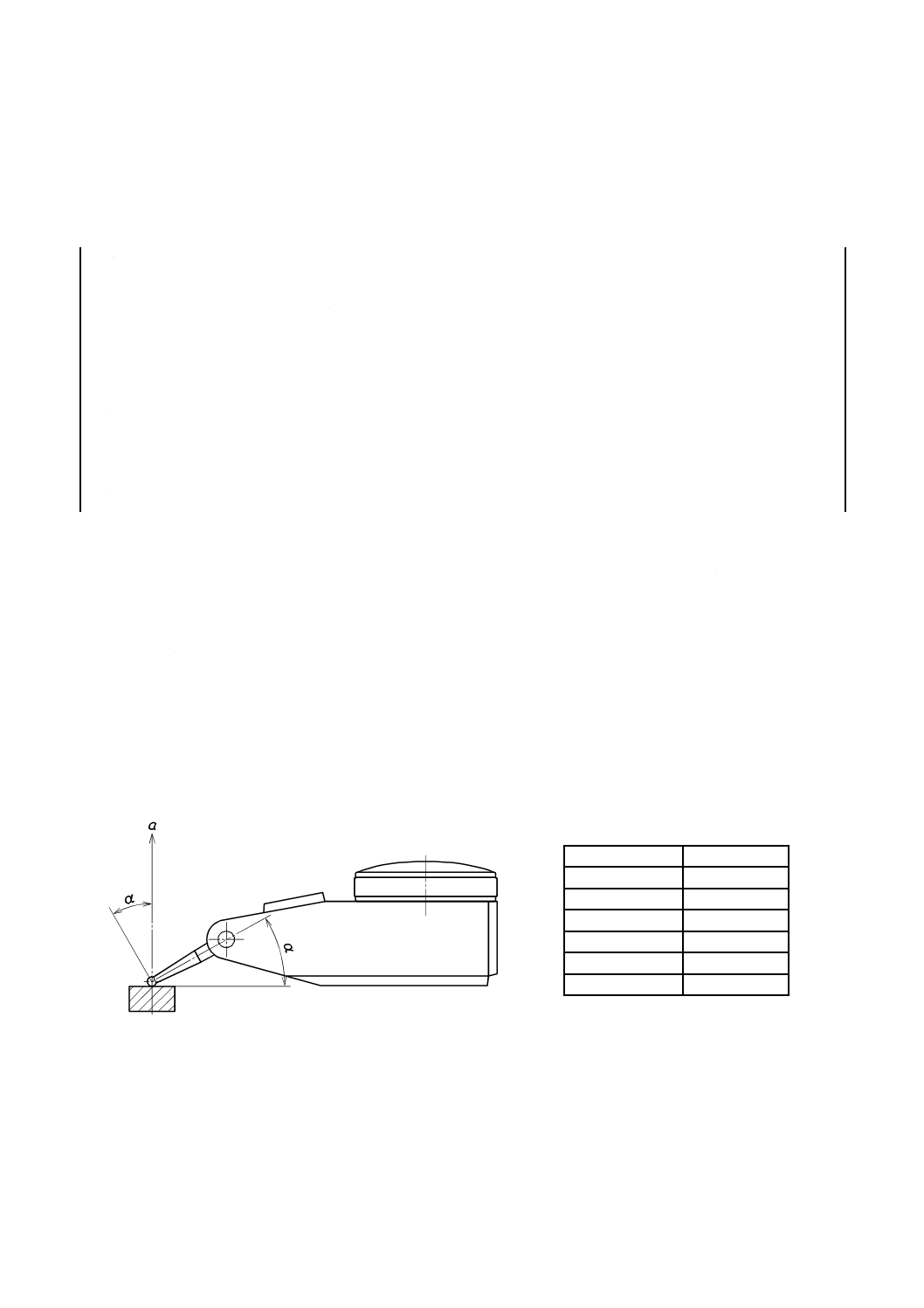
取付角度による補正
測定に当たっては,測定方向が測定子の中心線に直角になるようにして保持する。
直角でない場合には,次の式によって補正しなければならない(図F.1及び表F.1参照)。
変位量=指針の移動量×cos α
a: 変位量
表F.1−取付角度による補正
角度(α)
cos α
5°
0.996
10°
0.985
15°
0.966
30°
0.866
45°
0.707
60°
0.500
図F.1−取付角度αの影響
18
B 7533:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書G
(参考)
GPSマトリックス
G.1
一般
GPSマトリックスの詳細は,ISO/TR 14638を参照。
G.2
標準の概要及びその利用についての情報
この規格は,てこ式ダイヤルゲージの最も重要な設計仕様及び計測性能について記載する。
これらの設計仕様は,互換性に影響する項目である。
G.3
GPSマトリックスにおける位置付け
この規格は,一般的なGPS規格であり,図G.1に示す。GPSマトリックスにおける寸法,距離,データ
ムに無関係な線の形状,データムに関係する線の形状,データムに無関係な表面の形状,データムに関係
する表面の形状,姿勢,位置,円周振れ及び全振れに関係する規格チエーンのリンク番号5に関係する基
本規格である。
G
P S
原
理
規
格
GPS共通規格
GPS基本規格マトリックス
リンク番号
1 2 3 4 5 6
寸法
X
距離
X
半径
角度
データムに無関係な線の形状
X
データムに関係する線の形状
X
データムに無関係な表面の形状
X
データムに関係する表面の形状
X
姿勢
X
位置
X
円周振れ
X
全振れ
X
データム
粗さ曲線
うねり曲線
断面曲線
表面欠陥
エッジ
注記 リンク番号の意味は,次による。
リンク番号1:製品の文書指示−コード化
リンク番号4:部品の偏差の評価−公差限界との比較
リンク番号2:公差の定義−理論的定義及び数値
リンク番号5:測定器の要求事項
リンク番号3:実形体の定義−特性又はパラメータ
リンク番号6:測定に関わる要求事項−測定標準
図G.1−GPSマトリックス
19
B 7533:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
G.4
関連規格
関連規格は,図G.1に示す規格チエーンに含まれる規格である。
参考文献 ISO 286-2,Geometrical product specifications (GPS)−ISO code system for tolerances on linear sizes
−Part 2: Tables of standard tolerance classes and limit deviations for holes and shafts
ISO/TR 14638,Geometrical product specification (GPS)−Masterplan
20
B 7533:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JA
(参考)
JISと対応国際規格との対比表
JIS B 7533:2015 てこ式ダイヤルゲージ
ISO 9493:2010,Geometrical product specifications (GPS)−Dimensional measuring
equipment: Dial test indicators (lever type)−Design and metrological characteristics
(I)JISの規定
(II)
国際規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
2 引用規
格
3 用語及
び定義
JIS Z 8103
指示誤差,固定ゼロ
点法,任意基準点,
全測定範囲行き指
示誤差,10目盛指示
誤差,1回転指示誤
差,戻り誤差,繰返
し精密度,移動ゼロ
点性能評価法(デー
タ処理による性能
評価法)
3
てこ式ダイヤルゲージ
追加
技術的差異はない。
指示誤差などの用語の定義を明
確化した。
“浮動ゼロ”は測定する上で不適
切なので“移動ゼロ点性能評価
法”と改めた。
4 設計仕
様
4.2 種類
4.2
JISとほぼ同じ
全ての種類でねじ込みス
テムの取付位置を省略
追加
取付位置を図で明記した。
技術的差異はない。
標準形及び水平形と異なり,垂直
形はステムを上部に取り付けら
れないので,取付位置を図で指定
した。
4.4 ステム及びあり
板の形状及び寸法
4.4
あり溝ステムだけ規定。
種類φ4,φ6及びφ8
ステムの外径公差 h6
変更
ねじ込みステムを追加した。
φ4を削除。技術的差異はな
い。
公差 h8
我が国ではねじ込みステムが主
流であるため追加した。
我が国では通常φ4ステムは使用
しない。
公差 h8でもクランプは十分可能
である。
2
0
B
7
5
3
3
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
21
B 7533:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
4 設計仕
様(続き)
4.5 目盛及び長針
4.5
−
追加
次の注記を追加した。
注記1 目盛線の幅及び長針
先端の幅は,等しいことが望ま
しい。
注記2 長針先端の幅は,目盛
の間を読むことを考慮して,1
目盛の幅の20 %以下が望まし
い。
技術的差異はない。
読取り誤差を少なくするため及
び使用の利便を図るために追記
した。
プリ・スパン又はポス
ト・スパンが1/10回転未
満のてこ式ダイヤルゲー
ジがあることを記載して
いる。
削除
技術的差異はない。
特殊な場合を表したものであり,
規格から削除した。
プリ・スパン又はポス
ト・スパンが1/10回転以
上あること。
変更
5目盛以上あることとした。
旧規格に合わせて規定した。
4.6 短針
−
−
追加
“目盛線間隔の±25 %以内”の
許容差を追加した。技術的差異
はない。
使用の利便を図るため追加した。
4.7 長針回転方向
−
−
追加
技術的差異はない。
旧規格に合わせて規定した。
4.8.2 摩擦保持力
4.6.3
JISとほぼ同じ
追加
“注記 測定に差し支えない保
持力(摩擦力)とは,測定先端
子にかかる力で,通常2〜8 N
である。”として具体的数値を
記載した。
技術的差異はない。
使用時の統一性を考慮し,旧規格
の表記に合わせて規定した。
極端に弱い保持力になることを
避けるために,旧規格を踏襲した
保持力とした。
4.9 ゼロ点調整
4.7
JISとほぼ同じ
変更
容易に調整可能であること,と
表現した。技術的差異はない。
ゼロ点調整が容易にできること
で,使用の利便を図る。
2
1
B
7
5
3
3
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
22
B 7533:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
5 性能
5.1 最大許容誤差及
び許容限界
5.1
JISとほぼ同じ
変更
JISでは,目量・測定範囲に応
じた具体的な数値(MPE及び
MPL)を表として追加した。
任意の1/2回転指示誤差の項目
を削除した。
規格値を設定することで,使用の
利便を図ることと,規格要件を満
足させた。
我が国で製造されている製品の
中には1/2回転に該当する測定ポ
イントのない機種がある。
6 仕様へ
の適合の
検証
6.1 一般
6.1
不確かさの評価は,GUM
などによる。
変更
GUMなどを,不確かさの評価
を行う際の推奨規格とした。
JIS B 0642附属書A.7に示されて
いる表現に準拠した。
6.2 測定方法
6.2
JISとほぼ同じ
変更
附属書Aで性能の測定方法に
ついて詳細に規定し,附属書C
で指示誤差曲線の線図を例示
した。
具体的に記載することによって
使用の利便を図る。
技術的差異はない。
6.3 性能の評価
−
−
追加
附属書Bで性能の評価方法に
ついて詳細に規定した。
技術的差異はない。
6.4 データ処理にお
ける移動ゼロ点性
能評価法
−
−
追加
附属書Dデータ処理における
移動ゼロ点性能評価法につい
て記載した。
具体的に記載することによって
使用の利便を図る。
6.5 標準温度
−
−
追加
寸法・誤差などが標準温度の値
であることを明確にした。
具体的に記載することによって
使用の利便を図る。
7 表示
7
JISとほぼ同じ
追加
製造番号及び製造業者名を追
加した。
技術的差異はない。
具体的な事項を追記して,使用の
利便を図る。
附属書
附属書A〜附属書G
附属書A〜附属書E
変更
性能の測定方法,評価方法,指
示誤差線図及びデータ処理方
法などを個別の附属書とし,そ
の内容を詳細に規定又は記載
した。
測定からデータ処理までの一連
の作業を順序立てて説明するこ
とによって,使用者による,規格
の理解を容易にした。
2
2
B
7
5
3
3
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
23
B 7533:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
附属書A
(規定)
測定方法
Annex C
ブロックゲージ,マイク
ロメータ,万能測長器を
使用した測定方法をそれ
ぞれ記載している。指示
誤差の読取り方法の記載
はない。
変更
測定方法の詳細を記述した。
具体的な事例を記載することに
よって,使用の利便を図る。
附属書B
(規定)
評価方法
−
明確な記載はない。
追加
1回転指示誤差を例にすると,
行き方向において,起点から終
点までの1回転ごとの測定長
さにおける指示誤差の最大値
と最小値との差の最大値を,明
確に規定した。
使用の利便を図るため,指示誤差
の求め方を具体的に記載した。
附属書C
(参考)
指示誤差曲線の例
Annex A
全測定範囲指示誤差
変更
行き方向だけの評価であるた
め,誤解を招かないように“行
き”の文字を追加した。図C.1
を修正した。技術的差異はな
い。
表現の明確化を図る。
0.01 mm及び0.002 mmの例では
なく,多回転機種の例でまとめ
た。
附属書D
(参考)
移動ゼロ点性能評
価法(データ処理に
よる性能評価法)
Annex C
固定ゼロ,浮動ゼロによ
る校正の考え方を,ISO
14978を引用して記載し
ている。
変更
移動ゼロ点性能評価法を理解
しやすいように分離して別の
附属書とし,詳細に記載した。
使用の利便を図る。
附属書E
(参考)
設計及び性能の仕
様表示例
Annex B
設計仕様,性能だけでな
く,営業項目まで記入す
るようになっている。
変更
製造業者から使用者への情報
提供するときの一例であるこ
とを明示した。
実際の販売形態(カタログ販売)
に応じた仕様表示例とした。
附属書F
(参考)
使用上の注意
Annex D
JISとほぼ同じ
追加
一般的注意事項を追加した。
技術的差異はない。
測定中の注意を喚起するために
追加した。
附属書G
(参考)
GPSマトリックス
Annex E
−
一致
−
−
2
3
B
7
5
3
3
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
24
B 7533:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JISと国際規格との対応の程度の全体評価:ISO 9493:2010,MOD
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 一致……………… 技術的差異がない。
− 削除……………… 国際規格の規定項目又は規定内容を削除している。
− 追加……………… 国際規格にない規定項目又は規定内容を追加している。
− 変更……………… 国際規格の規定内容を変更している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD…………… 国際規格を修正している。
2
4
B
7
5
3
3
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。