2
B 7526-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
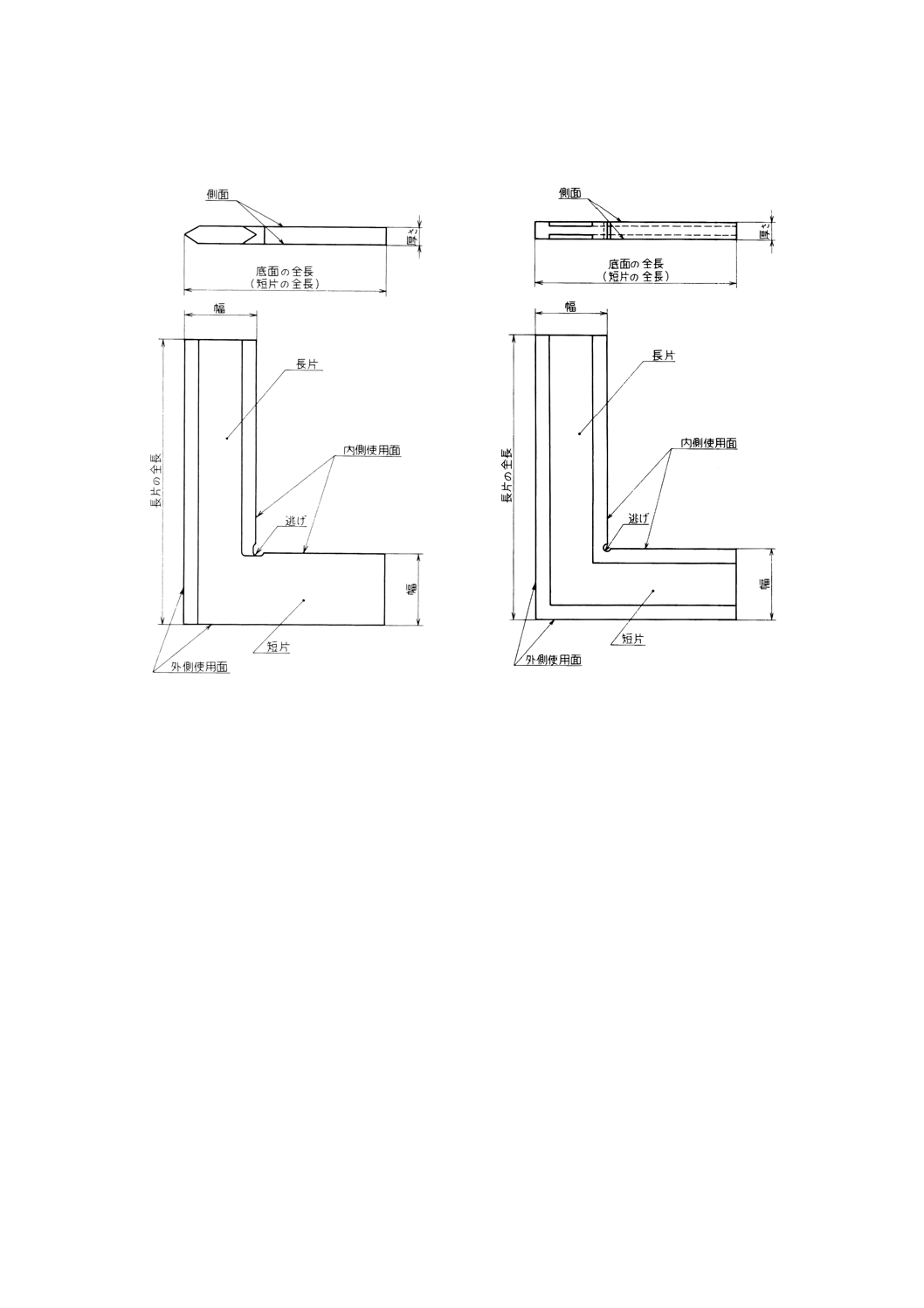
図1 刃形直角定規
図2 I形直角定規
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 7526-1995
直角定規
Squares
1. 適用範囲 この規格は,図1,図2,図3及び図4に示すような構造の鋼製直角定規(以下,直角定規
という。)について規定する。
備考1. この規格の引用規格を,次に示す。
JIS B 7503 ダイヤルゲージ
JIS B 7506 ブロックゲージ
JIS B 7513 精密定盤
JIS B 7514 直定規
JIS G 4303 ステンレス鋼棒
JIS G 4304 熱間圧延ステンレス鋼板及び鋼帯
JIS G 4305 冷間圧延ステンレス鋼板及び鋼帯
JIS G 4401 炭素工具鋼鋼材
2. この規格の中で { } を付けて示してある単位及び数値は,従来単位によるものであって,参
考として併記したものである。
2. 主要部の名称 直角定規の主要部の名称は,図1,図2,図3及び図4による。
2
B 7526-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図1 刃形直角定規
図2 I形直角定規
3
B 7526-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
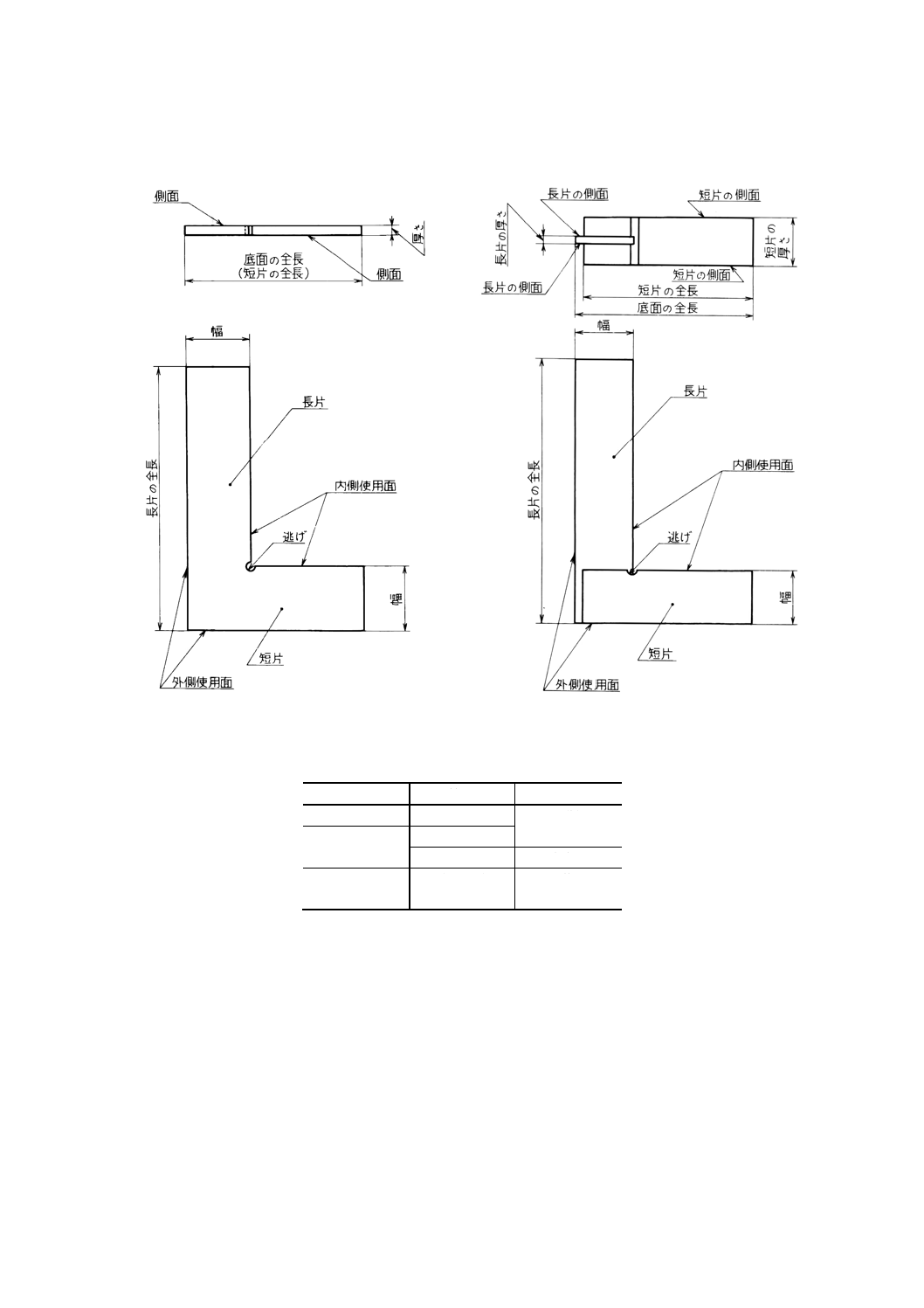
図3 平形直角定規
図4 台付直角定規
3. 種類及び等級 直角定規の種類及び等級は,表1による。
表1
種類
等級
用途(参考)
刃形直角定規
−
標準用
I形直角定規
1級
2級
検査用
平形直角定規
1級・2級
工作用
台付直角定規
4. 直角からの狂い
4.1
外側及び内側使用面の直角からの狂い 外側及び内側使用面の直角からの狂いの許容値は,表2に
よる。
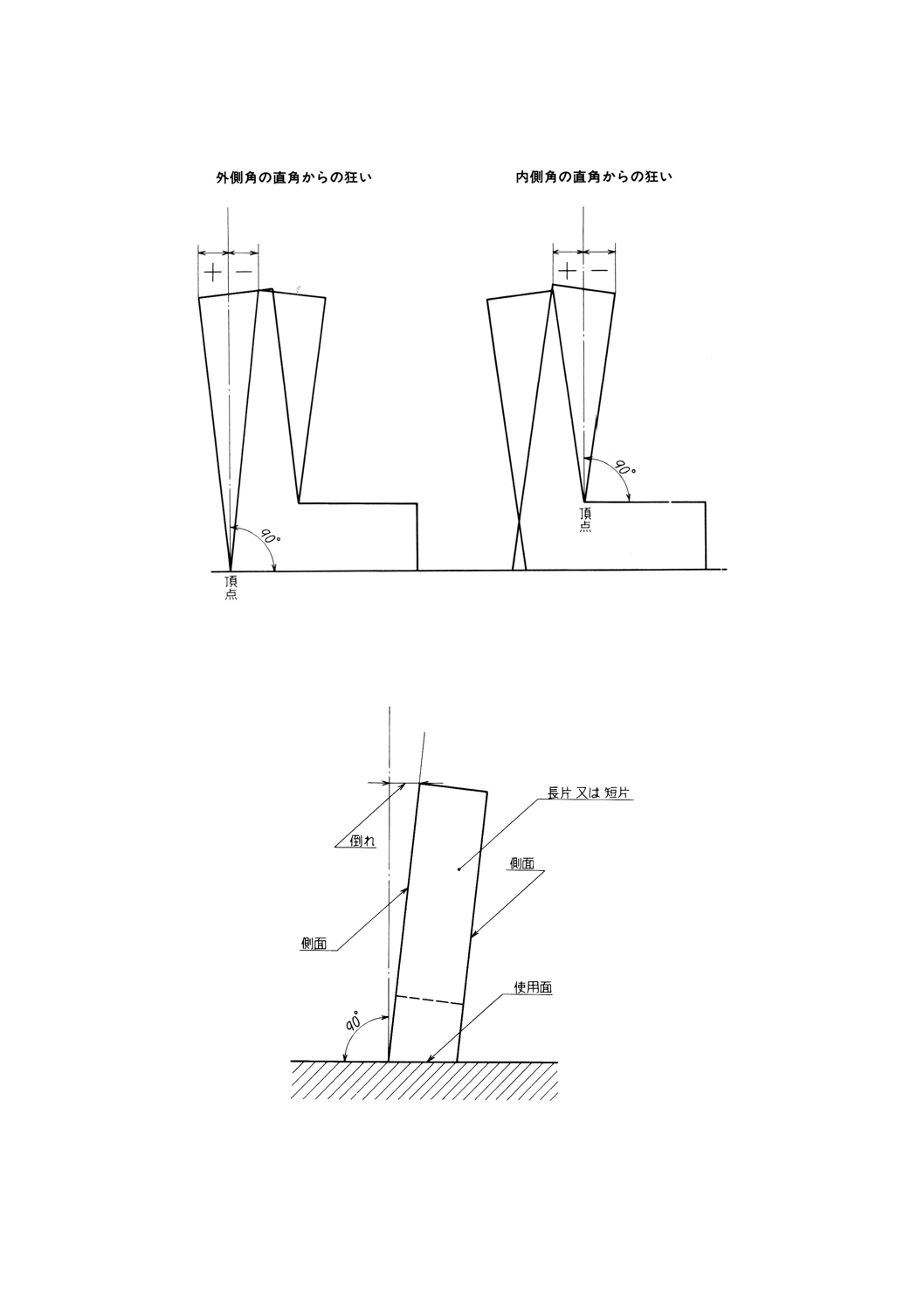
なお,直角からの狂いの符号は,図5による。
4
B 7526-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表2
単位 μm
呼び寸法
直角からの狂いの許容値
刃形直角定規
I形直角定規
平形直角定規
台付直角定規
特級(参考)(1)
(mm)
1級
2級
1級
2級
75
−
−
−
±14
±28
−
100
±3.0
±3.0
±7
±15
±30
−
150
±3.5
±3.5
±8
±18
±35
−
200
±4.0
±4.0
±9
±20
±40
±3.0
300
±5.0
±5.0
±11
±25
±50
±3.5
500
−
±7.0
±15
±35
±70
±4.5
750
−
−
−
±48
±95
−
1 000
−
−
−
±60
±120
−
注(1) 直角定規の特級は,特別な高精度の測定に使用するものであるから,温度及びたわみの影響を受けな
いように,形状,寸法,構造及び材料には特別の考慮を払わなければならない。
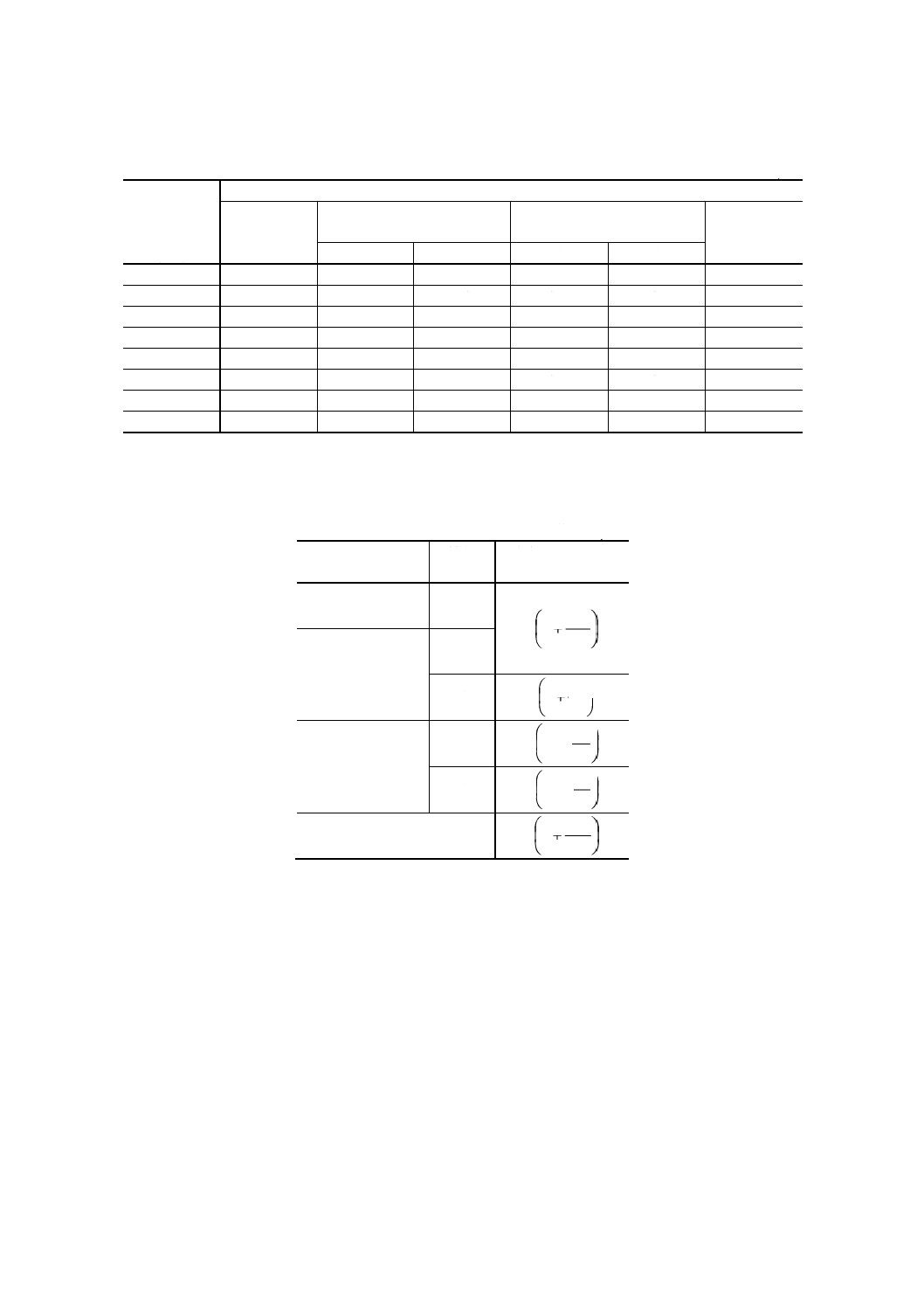
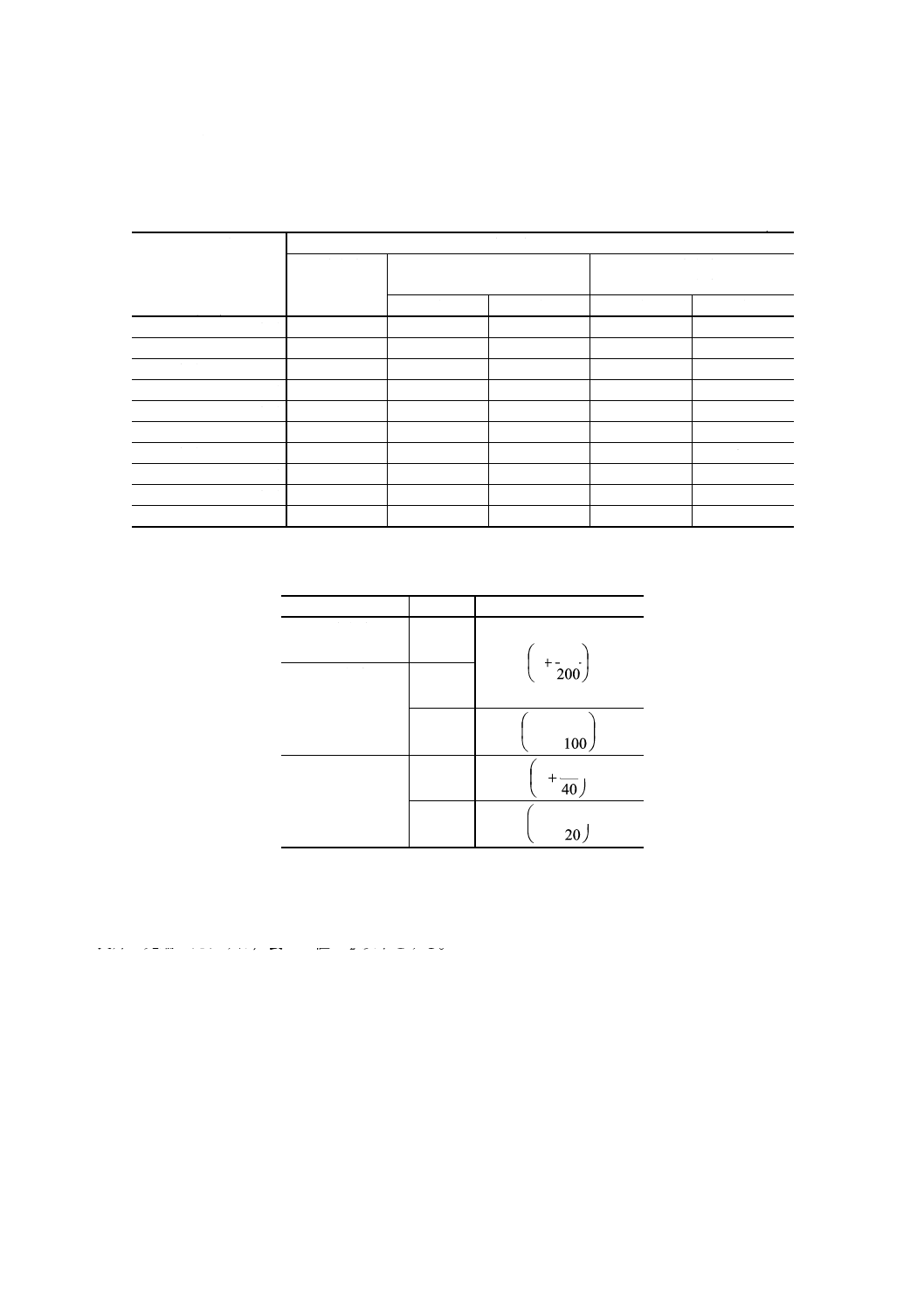
備考 表の値は,次の式で求めたものである。ただし,Lは呼び寸法 (mm) を表す。
単位 μm
種類
等級
直角からの狂い
の許容値の算式
刃形直角定規
−
+
±
100
2
L
I形直角定規
1級
2級
+
±
50
5
L
平形直角定規
台付直角定規
1級
+
±
20
10
L
2級
+
±
10
20
L
特級(参考)
+
±
200
2
L
5
B 7526-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図5
4.2
側面の倒れ 側面の倒れは,表2の値の10倍以下とする(図6参照)。ただし,刃形直角定規と台
付直角定規では,長片の倒れだけに適用する。
図6
6
B 7526-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5. 真直度及び平行度
5.1
真直度 直角定規の使用面の真直度の許容値は,表3による。
表3
単位μm
使用面の全長
真直度の許容値
刃形直角定規
I形直角定規
平形直角定規
台付直角定規
(mm)
1級
2級
1級
2級
100以下
1.5
1.5
3.5
8
15
100を超え
200以下
2.0
2.0
4.5
10
20
200を超え
300以下
2.5
2.5
5.5
13
25
300を超え
400以下
−
3.0
6.5
15
30
400を超え
500以下
−
3.5
7.5
18
35
500を超え
600以下
−
−
−
20
40
600を超え
700以下
−
−
−
23
45
700を超え
800以下
−
−
−
25
50
800を超え
900以下
−
−
−
28
55
900を超え 1000以下
−
−
−
30
60
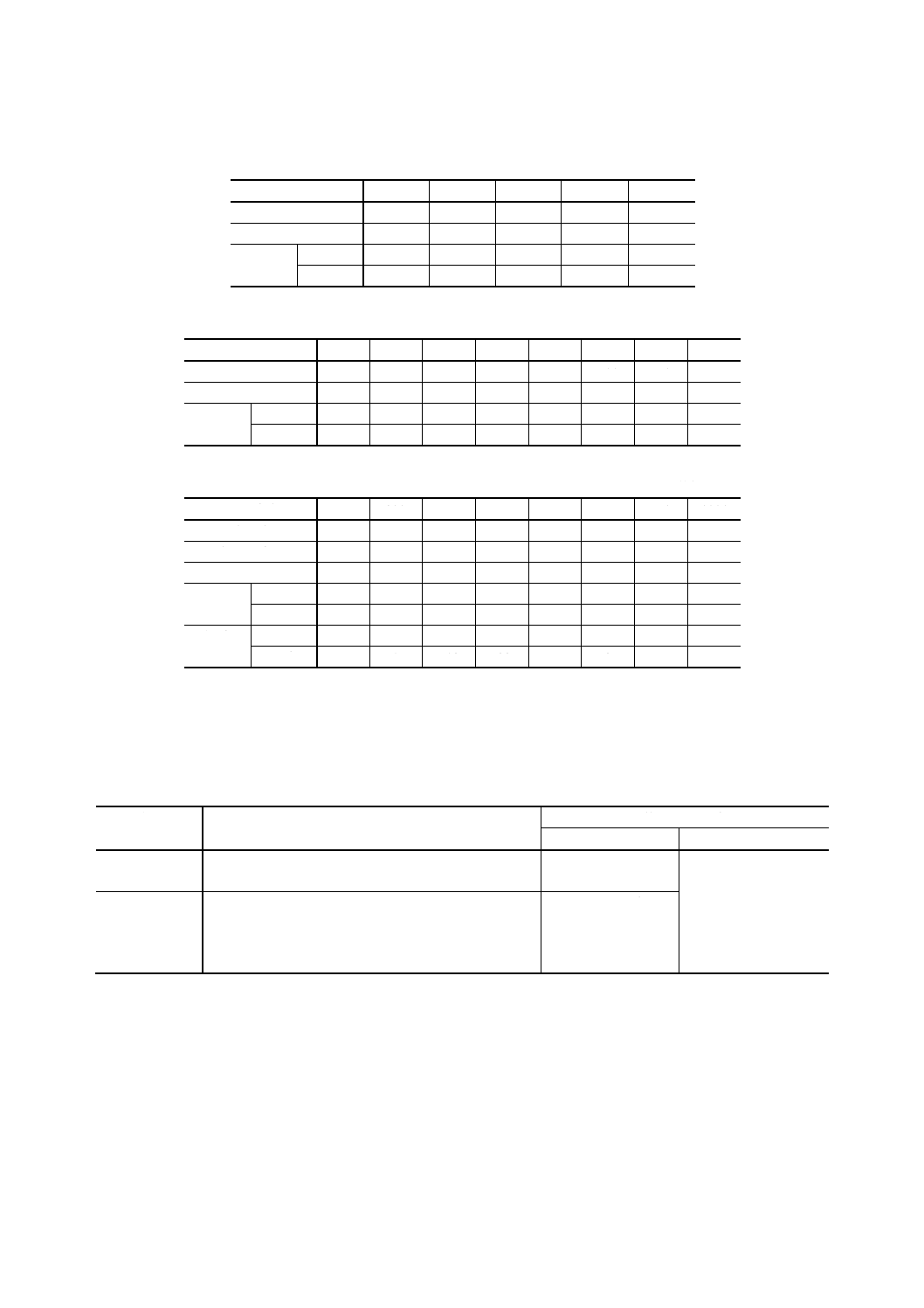
備考 表の値は,次の式で求めたものである。ただし,Lは使用面の全長 (mm) を表す。
単位 μm
種類
等級
真直度の許容値の算式
刃形直角定規
−
+200
1
L
I形直角定規
1級
2級
+100
5.2
L
平形直角定規
台付直角定規
1級
+40
5
L
2級
+20
10
L
5.2
平行度 外側使用面と内側使用面との平行度の許容値は,表3の数値の2倍とする。
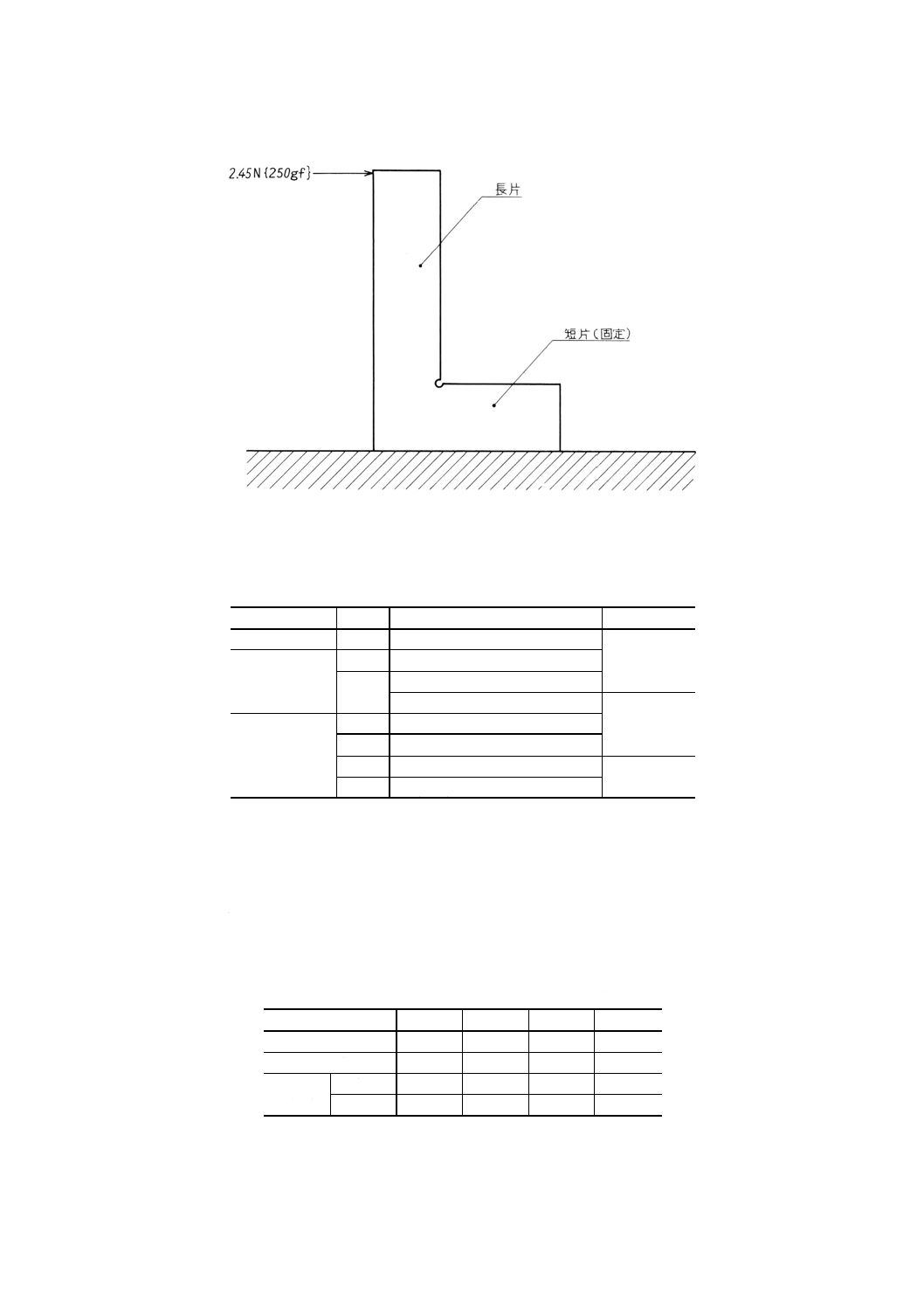
6. 剛性 図7のように短片を固定し,長片の先端に2.45N {250gf} の力を短片の長さ方向に加えたとき,
長片の先端のたわみは,表2の値の21以下とする。
7
B 7526-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図7
7. 表面粗さ 使用面の表面粗さは,表4による。
表4
単位mm
種類
等級
呼び寸法
表面粗さ
刃形直角定規
−
100, 150, 200, 300
0.8S
I形直角定規
1級
100, 150, 200, 300, 500
2級
100, 150, 200, 300
500
1.6S
平形直角定規
台付直角定規
1級
75, 100, 150, 200, 300, 500
2級
75, 100, 150, 200, 300
1級
750, 1000,
3.2S
2級
500, 750, 1000
8. 形状,寸法及び構造
8.1
形状 直角定規の形状は,図1,図2,図3及び図4による。内側使用面の互いに交わる部分には,
適当な形状の逃げを設けることが望ましい。
また,刃形直角定規の刃形りょうは,軽く丸みを付けるか,又は面取りを行う。
8.2
寸法 直角定規の寸法は,表5,表6,表7及び表8による。
表5 刃形直角定規
単位mm
呼び寸法
100
150
200
300
長片の全長
100
150
200
300
底面の全長
70
100
130
200
長片及
び短片
幅
25
30
35
40
厚さ
6
8
10
15
8
B 7526-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表6 I形直角定規
単位mm
呼び寸法
100
150
200
300
500
長片の全長
100
150
200
300
500
底面の全長
70
100
130
200
300
長片及
び短片
幅
25
30
35
40
55
厚さ
6
8
10
15
20
表7 平形直角定規
単位mm
呼び寸法
75
100
150
200
300
500
750
1000
長片の全長
75
100
150
200
300
500
750
1000
底面の全長
50
70
100
130
200
300
400
550
長片及
び短片
幅
18
20
25
25
30
40
50
60
厚さ
3
4
5
6
6
8
10
12
表8 台付直角定規
単位mm
呼び寸法
75
100
150
200
300
500
750
1000
長片の全長
75
100
150
200
300
500
750
1000
底面の全長
50
70
100
130
200
300
400
550
短片の全長
48
67
97
126
196
295
393
540
長片
幅
16
20
24
29
35
46
58
65
厚さ
2
2.5
3
3.5
4
5
7
10
短片
幅
15
18
22
26
32
45
63
80
厚さ
13
15
18
22
27
35
50
65
8.3
構造 直角定規の側面は,任意に肉抜きをしてもよい。
また,台付直角定規の短片と長片は,衝撃に耐えるように堅固に取り付ける。
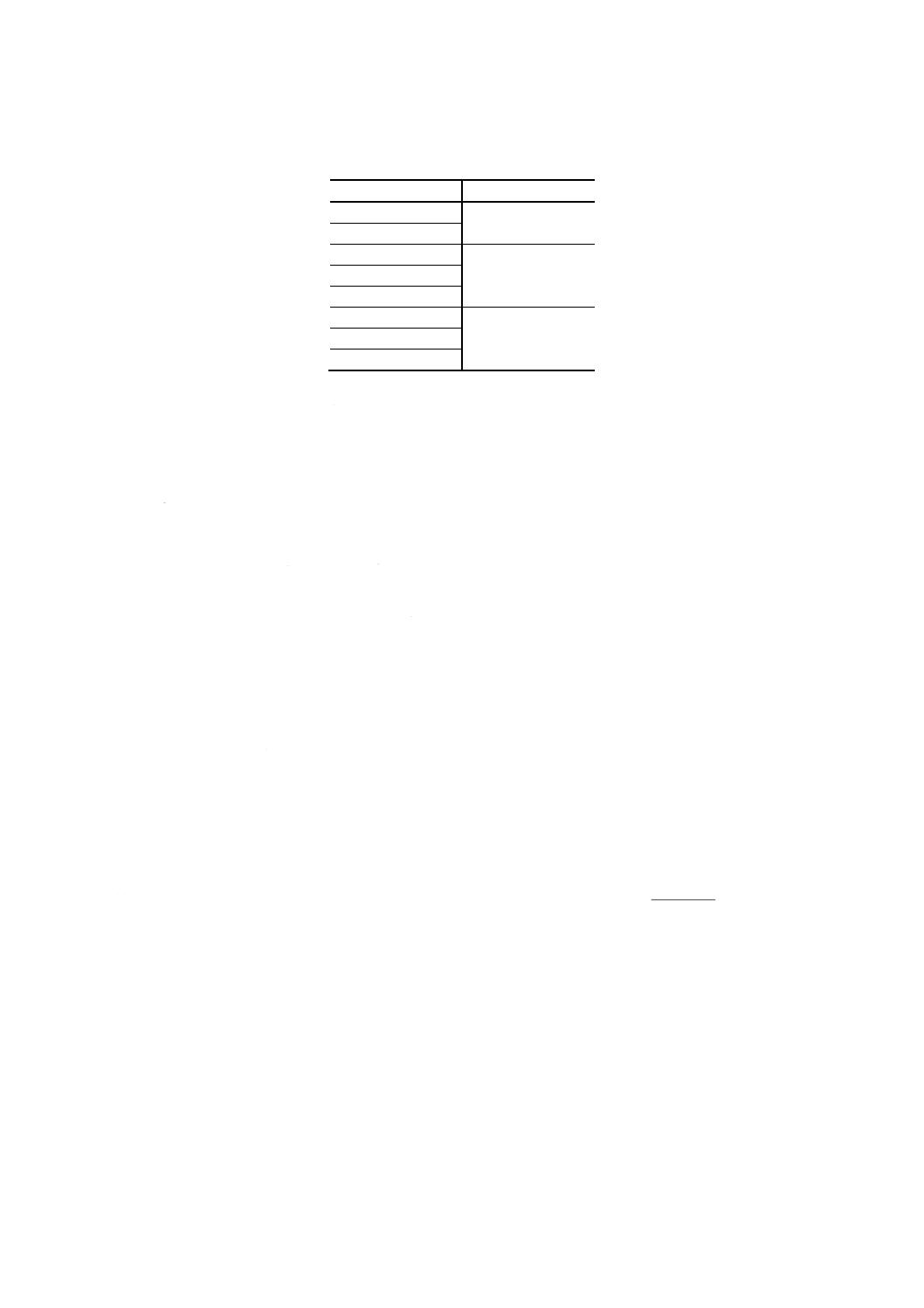
9. 材料及び硬さ 直角定規の材料及び使用面の硬さは,表9による。
表9
分類
材料
使用面の硬さ
焼入したもの
焼入しないもの
鋼
JIS G 4401のSK5又はこれと同等以上の品質のもの
HV450以上
(HS60以上)
HV170(HS25)〜
HV235(HS35)
ステンレス鋼
JIS G 4303のSUS420J2
JIS G 4304のSUS403
JIS G 4305のSUS403
又はこれらと同等以上の品質のもの
HV360以上
(HS50以上)
なお,これらの材料は,狂いの生じないように適当な熱処理を行うものとする。
10. 測定方法
10.1 測定範囲 直角定規の直角度,真直度及び平行度の測定は,測定される面の長さの方向の両端を,
表10に示すaの寸法だけ除外した範囲について行う。
9
B 7526-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表10
単位mm
呼び寸法
a(除外寸法)
75
約2
100
150
約5
200
300
500
約10
750
1 000
10.2 測定用具の精度 測定用具の精度は,次のとおりとする。
(1) 基準直角定規には,通常,円筒直角定規,角形直角定規,I形直角定規が使用される。刃形直角定規
及びI形直角定規の検査に用いる基準直角定規は,直角からの狂いが正確に分かったもの,平形直角
定規及び台付直角定規の検査に使用する基準直角定規は,原則として被測定直角定規の直角からの狂
いの51以下のものとする。
(2) 定盤は,JIS B 7513の1級による。ただし,刃形直角定規又はI形直角定規を測定する場合は,平面
度が正確に分かったもので補正できるものとする。
(3) ブロックゲージは,JIS B 7506の2級による。
(4) ダイヤルゲージは,JIS B 7503による。
(5) オートコリメータは,1秒まで正しく測定できるものとする。
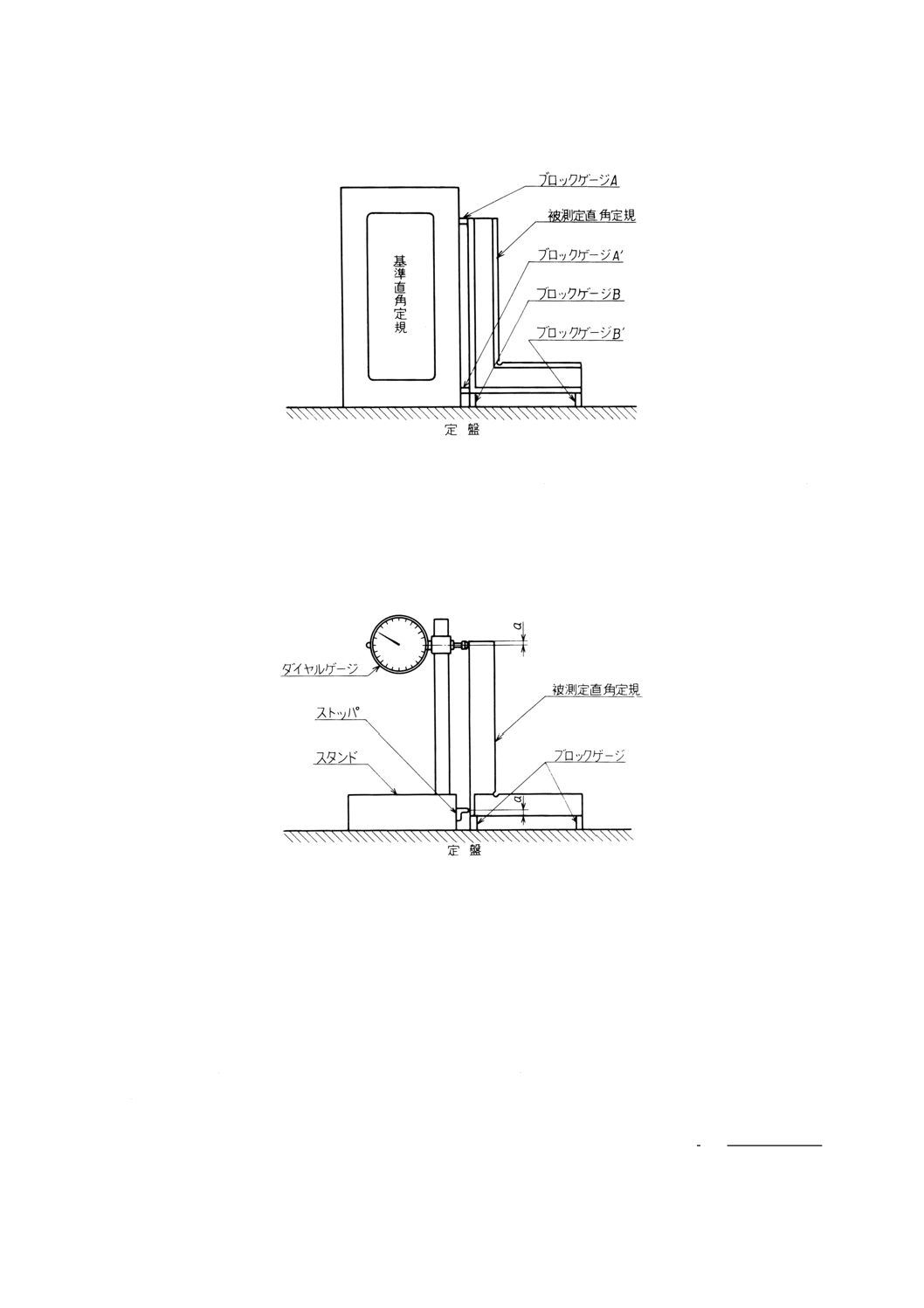
10.3 外側使用面の直角からの狂い 外側使用面の直角からの狂いの測定は,原則として次のいずれかの
方法による。
(1) 基準直角定規とブロックゲージによる方法 図8に示すように,基準直角定規の使用面に寸法の等し
い2個のブロックゲージA・A´を密着させて定盤上に立てる。定盤上の寸法の等しい2個のブロック
ゲージB・B'の上に被測定直角定規を置く。
被測定直角定規の使用面をブロックゲージA・A´に軽く当てる。接触部において目の反対側に置い
た光源からの光が見えなくなれば,この直角定規は正しく直角である。もし,上下いずれか一方のす
きまが残るときには,すきまがなくなるまでブロックゲージB・B´の寸法を変える。このときブロッ
クゲージB・B´の寸法の差とその間隔から,次の計算式で直角度を求める。
(a) 短片を下にした場合 直角からの狂い=(ブロックゲージの寸法の差)
底面の全長
長片の全長
×
(b) 長片を下にした場合 直角からの狂い=(ブロックゲージの寸法の差)
10
B 7526-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図8
(2) 基準直角定規とダイヤルゲージによる方法 図9に示すように,スタンドにダイヤルゲージを取り付
け,定盤上で基準直角定規にストッパを軽く当てたときのダイヤルゲージの読みと,同じ方法で被測
定直角定規に当てたときのダイヤルゲージの読みとの差をとる。
この方法は,ダイヤルゲージの測定力による被測定直角定規の変形を考慮に入れなければならない
から,その変形量が直角からの狂いの許容値に対して十分小さい場合にだけ適用することが望ましい。
図9
備考 図に示すaは,表10による。
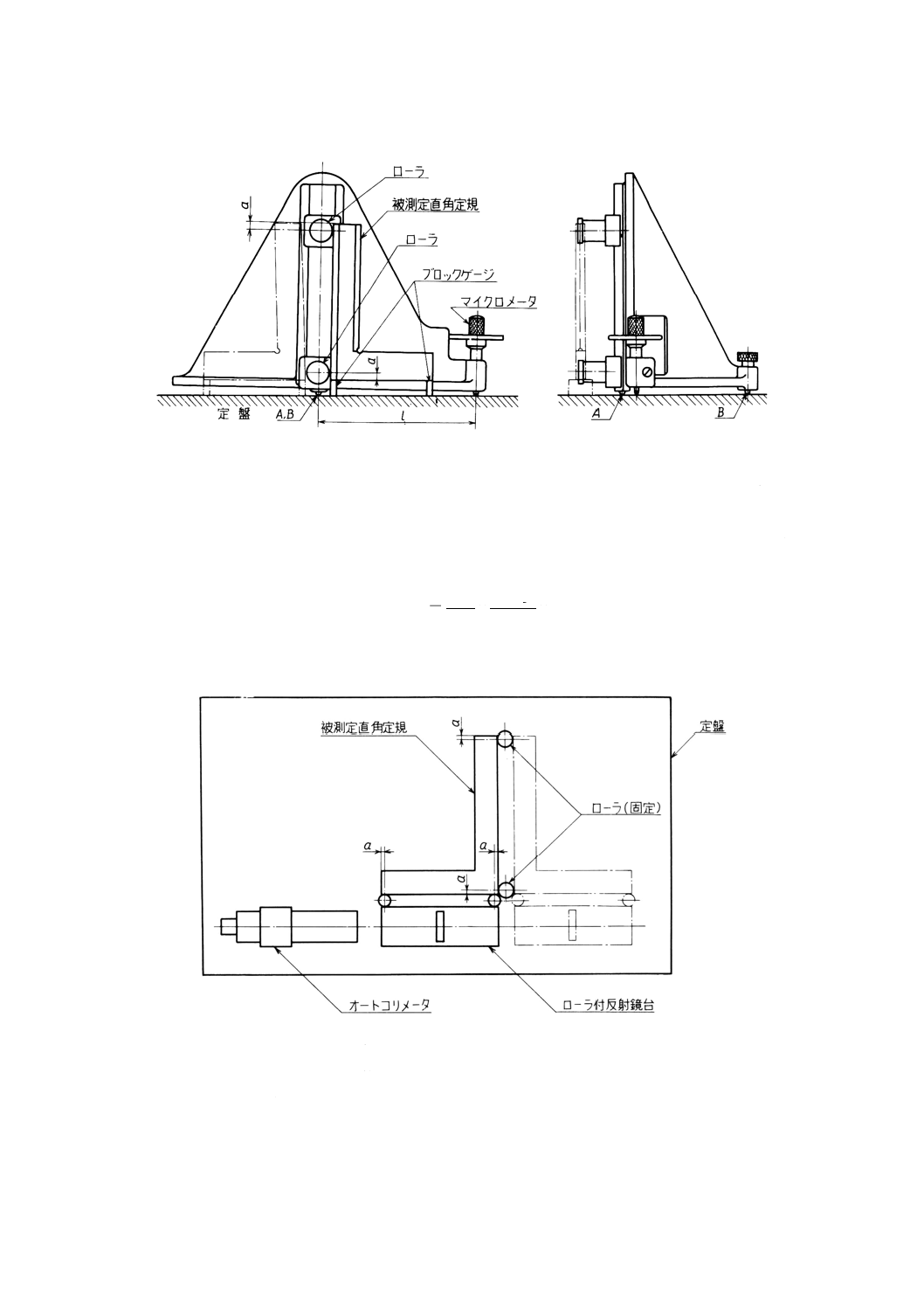
(3) 直角定規検査器による方法 図10にその一例を示す。この検査器は,支持点A,B及びマイクロメー
タのスピンドルの先端の3点で支持される台に,互いに平行で,しかもABにも平行な直径の等しい
2個のローラを取り付け,マイクロメータによってA,Bを軸として傾斜できるようにしたものであ
る。これを定盤上に置き,被測定直角定規の長片を図10に示すように軽くローラに当て,その接触点
でのすきまが上下両点で等しくなるまでマイクロメータを調整する。次に直角定規検査器はそのまま
にし,被測定直角定規とブロックゲージをローラの反対側に移して前と同じようにローラに当て,も
し,すきまが両接触点で等しければ,この直角定規は正しく直角である。もし,この場合すきまが等
しくなければ,等しくなるまで再びマイクロメータを調整すると,直角からの狂いは次の式によって
算出される。
l
長片の全長
)
差の
イクロメータの読みの
直角からの狙い=(マ
×
2
1
11
B 7526-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図10
備考 図に示すaは,表10による。
(4) オートコリメータによる方法 図11に示すように,被測定直角定規の側面を定盤上に置き,長片の使
用面を定盤に固定された直径の等しい2個のローラに当て,短片の使用面にローラ付反射鏡台の2個
のローラを当てたときのオートコリメータの読みをθ1秒とする。次に,被測定直角定規をローラの反
対側に移して同様の測定を行い,その読みをθ2秒とすれば,直角からの狂いは次の式によって算出さ
れる。
L
m
×
×
2
000
1
5
)
(
1
2θ
θ
μ
〜
=
直角からの狙い
ただし,Lは長片の全長をmm単位で表したものである。
図11
備考 図に示すaは,表10による。
10.4 内側使用面の直角からの狂い 内側使用面の直角からの狂いは,外側使用面の直角からの狂い,使
用面の平行度及び使用面の真直度から算出する。
10.5 使用面の真直度及び使用面の平行度 直角定規の使用面の真直度及び使用面の平行度の測定は,JIS
B 7514の7.1(使用面の真直度)及び7.2(高さ不同)の測定方法による。
12
B 7526-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
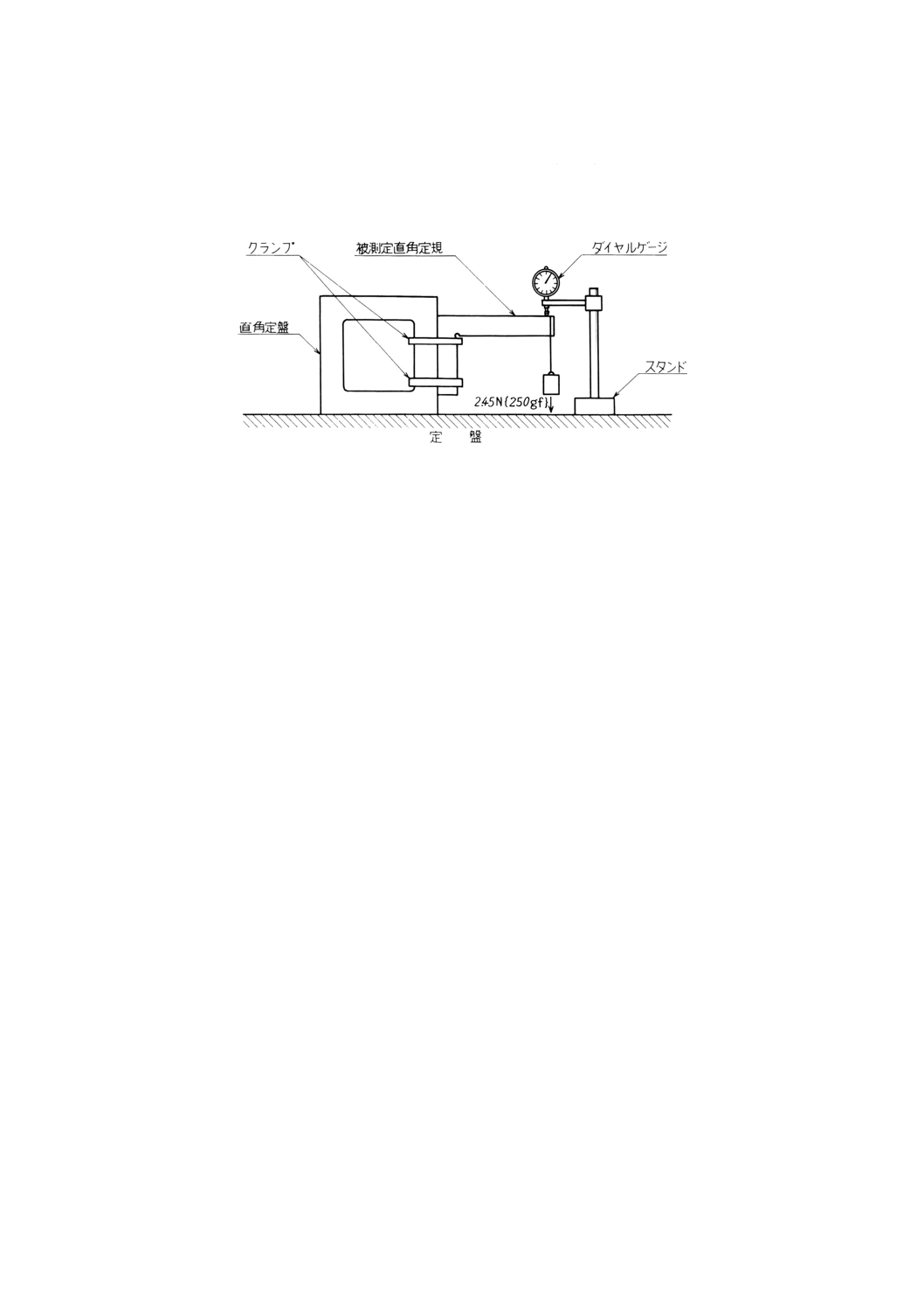
10.6 剛性 図12のように短片を鉛直で固定し,長片の先端にダイヤルゲージの測定子を当て,長片の先
端に荷重をかけないときのダイヤルゲージの読みと,荷重2.45N {250gf} をかけたときの読みとの差を求
める。測定に当たっては,ダイヤルゲージの戻り誤差が入らないように注意しなければならない。
図12
11. 検査 直角定規の検査は,直角からの狂い,真直度,平行度,剛性,表面粗さ,形状,寸法,構造,
材料及び硬さについて行い,4.,5.,6.,7.,8.及び9.の規定に適合しなければならない。
なお,測定は,温度変化のない状態で行う。
12. 表示 直角定規には,製造業者名又はその略号,製造番号,製造年,呼び寸法及び等級を明示する。