2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 7515-1982
シリンダゲージ
Cylinder Gauges
1. 適用範囲 この規格は,測定範囲18mm以上400mm以下のシリンダゲージについて規定する。
なお,シリンダゲージに用いる換えロッド及び換え座金については,附属書による。
備考 この規格の中で{ }を付けて示してある単位及び数値は,重力単位系によるものであって,
参考として併記したものである。
引用規格:
JIS B 1501 玉軸受用鋼球
JIS B 7509 0.001mm目盛ダイヤルゲージ
JIS G 4401 炭素工具鋼鋼材
JIS G 4404 合金工具鋼鋼材
JIS Z 8103 計測用語
2. 用語の意味 この規格で用いる用語の意味は,JIS Z 8103(計測用語)によるほか,次による。
(1) シリンダゲージ 測定子の変位を機械的に直角方向に伝達し,長さの基準と比較することによって,
取り付けてあるダイヤルゲージなどの指示器で,測定子の変位を読みとる内径測定器。
(2) 有効測定範囲 シリンダゲージの性能を保証する測定子の作動範囲。一般には,測定子を0.1mm押し
込んだ位置を基点とし,更に1.2mm押し込んだ位置までの範囲。
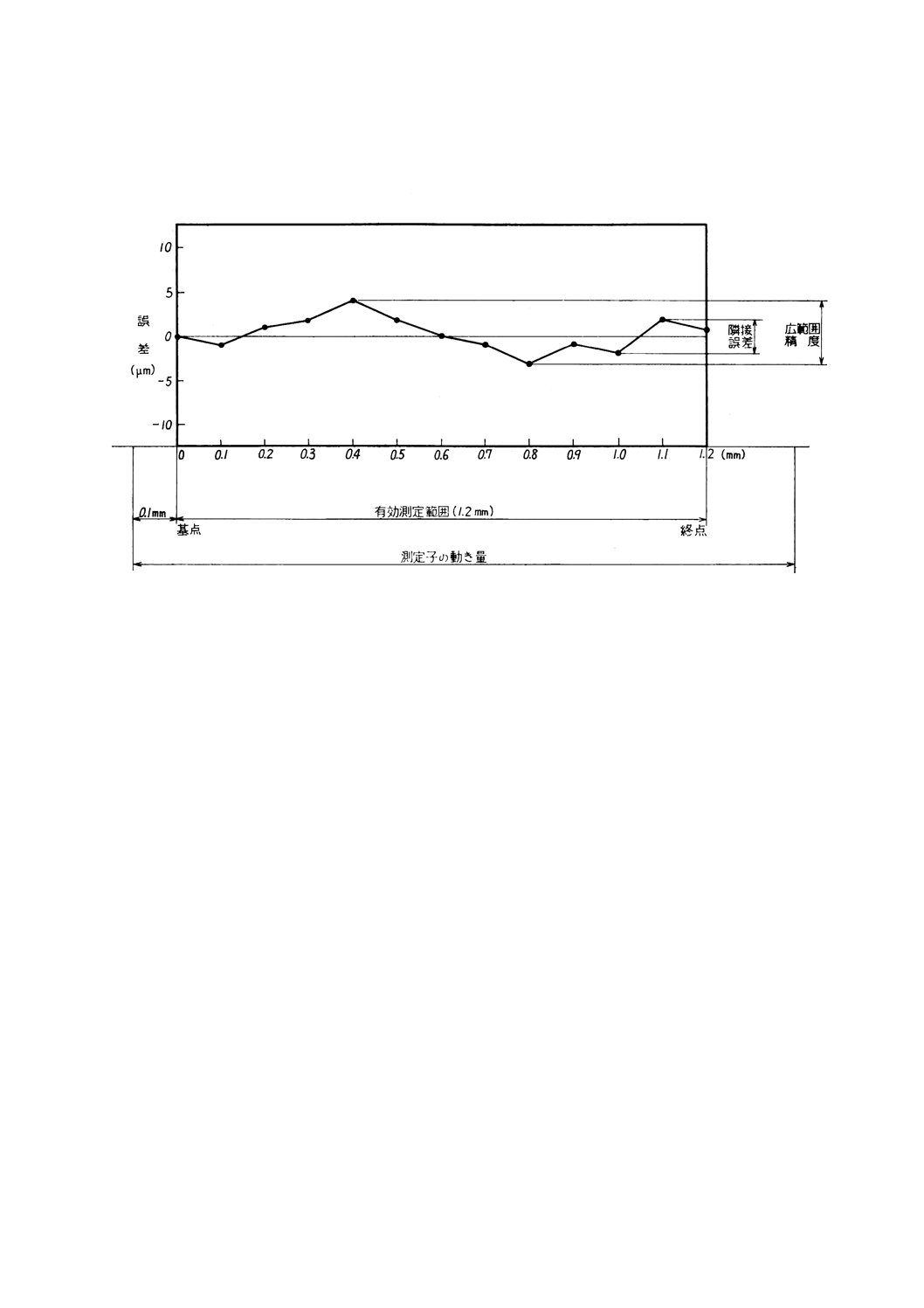
(3) 広範囲精度 測定子が入っていくときの有効測定範囲における誤差線図(付図参照)の最高点と最低
点との縦座標の差。
(4) 隣接誤差 測定子が入っていくときの有効測定範囲内で0.1mmだけ離れた二つの位置における誤差
の差(付図参照)。
(5) 繰返し精密度 有効測定範囲の任意の位置において,測定子と換えロッドとを接触させたリングゲー
ジ内で,測定子と外筒の中心線を含む平面内で揺り動かして繰り返し測定した場合の最大値と最小値
との差。
(6) 案内板による誤差 リングゲージに案内板を接触させた状態と接触させない状態との指示の差。
(7) 基準指示器 シリンダゲージの性能を検査するときの指示器。
(8) 基準指示器の器差 基準指示器のスピンドルが入っていくときに長針の静止点から0.1mm動いた位
置を基点とし,基準指示器の読みから示すべき真の値を差し引いた値。
3. 等級 シリンダゲージの等級は,その性能により,A級及びB級の2等級とする。
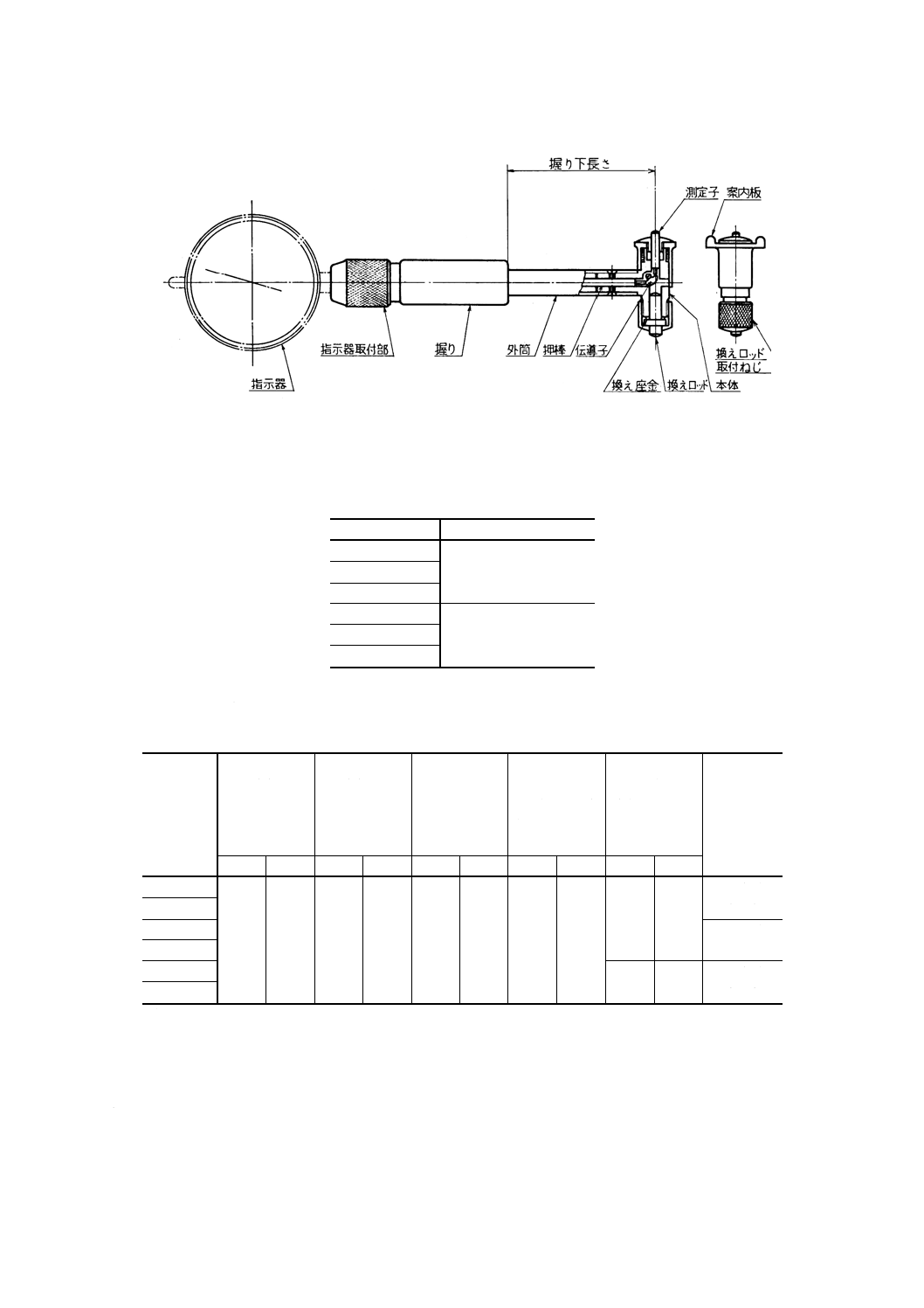
4. 名称 シリンダゲージの主要部の名称は,図1のとおりとする。
2
B 7515-1982
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図1 主要部の名称
備考 この図は,単に名称を示すものであって,形状・構造の基準を示すものではない。
5. 測定範囲 シリンダゲージの測定範囲及び握り下長さは,原則として表1による。
表1 測定範囲
単位 mm
測定範囲
握り下長さ
18〜 35
50, 100, 150
35〜 60
50〜100
100〜160
150, 250, 400
160〜250
250〜400
6. 性能 シリンダゲージの性能は表2による。
表2 シリンダゲージの性能
測定範囲
mm
広範囲精度
の許容値
隣接誤差の
許容値
繰返し精密
度の許容値
測定子(1)の
回転による
誤差の許容
値
案内板によ
る誤差の許
容値
測定力
N {gf}
μm
μm
μm
μm
μm
A級
B級
A級
B級
A級
B級
A級
B級
A級
B級
18〜 35
5
10
2
4
2
3
2
4
1
2
4以下
{408}
35〜 60
50〜100
5以下
{510}
100〜160
160〜250
2
3
6以下
{612}
250〜400
注(1) 測定子の回転するものについて適用する。
備考 この表の値は20℃におけるものとする。
7. 形状・寸法
7.1
指示器取付部 指示器取付部の端面から押棒までの深さは31〜33mmとし,その穴の直径は8mm又
は9.5mmとする。
3
B 7515-1982
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7.2
測定子 測定子の測定面は滑らかな球面であって,その曲率半径は,測定範囲の最小寸法の31以下と
する。
8. 外観及び機能 シリンダゲージの外観及び機能は,次による。
(1) 各部の塗装及びめっきは,強固で容易に色あせ,脱落,さびなどを生じないこと。
(2) 各部は,普通の使用状態の温度及び湿度の変化に対して実用上差し支えがある狂いを生じないこと。
(3) 各部の形状及び仕上げ状態並びに刻印,表示などに欠点がないこと。
(4) 外筒は測定に影響のない程度の十分な強さを持っており,握りは,実用上体温の影響を与えないもの
であること。
(5) シリンダゲージを任意の姿勢に保持し,測定子及び案内板を作動範囲全域にわたって作動させたとき,
作動は滑らかであり,有害ながたがないこと。
(6) 測定子の動き量は,1.4mm以上とし,測定子を0.1mm押し込んだ位置を有効測定範囲の基点とし,更
に1.2mm押し込んだ位置を有効測定範囲の終点とする。
(7) 案内板の支持力は測定力より大きく,かつ,測定に支障がない大きさであること。
参考表
測定範囲
mm
案内板の支持力
N {gf}
18〜 35
6以下
35〜 60
{612}
50〜100
10以下
100〜160
{1020}
160〜250
15以下
250〜400
{1530}
備考
案内板の支持力は,上ざらばね式指示ばか
りの上ざらにのせたU形補助台に,案内板
の接触面を当てて測定する。
(8) 換えロッド及び換え座金の差し換えは容易であって,その取付けは確実にできること。
(9) 測定子に鋼球又は超硬合金球を取り付けたものは,その取付けが確実であって,容易に回転又は脱落
しないこと。
(10) 指示器の取付けは,簡単かつ確実であって,その性能に支障を与えないこと。
9. 材料及び硬さ シリンダゲージの主要部の材料及び硬さは,表3に示すもの又は機械的性質がそれと
同等以上のものとする。
表3 材料及び硬さ
名称
材料
硬さ
測定子
JIS G 4404(合金工具鋼鋼材)のSKS 3(S3種) HV 600以上
測定子の測定面及び
伝導子の両端部
鋼球を用いる場合
JIS B 1501(玉軸受用鋼球)
鋼球を用いない場合 JIS G 4404のSKS 3(S3種)
HV 600以上
案内板
JIS G 4401(炭素工具鋼鋼材)のSK 4(4種)
端部HV 600以上
押棒
両端部HV 600以上
10. 性能の測定方法 シリンダゲージの性能の測定方法は,表4による。
なお,測定に当たっては基準指示器を取り付けて行う。基準指示器にはJIS B 7509(0.001mm目盛ダイ
ヤルゲージ)による測定範囲2mmのダイヤルゲージ,又はこれと同等以上のものを用いる。
4
B 7515-1982
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
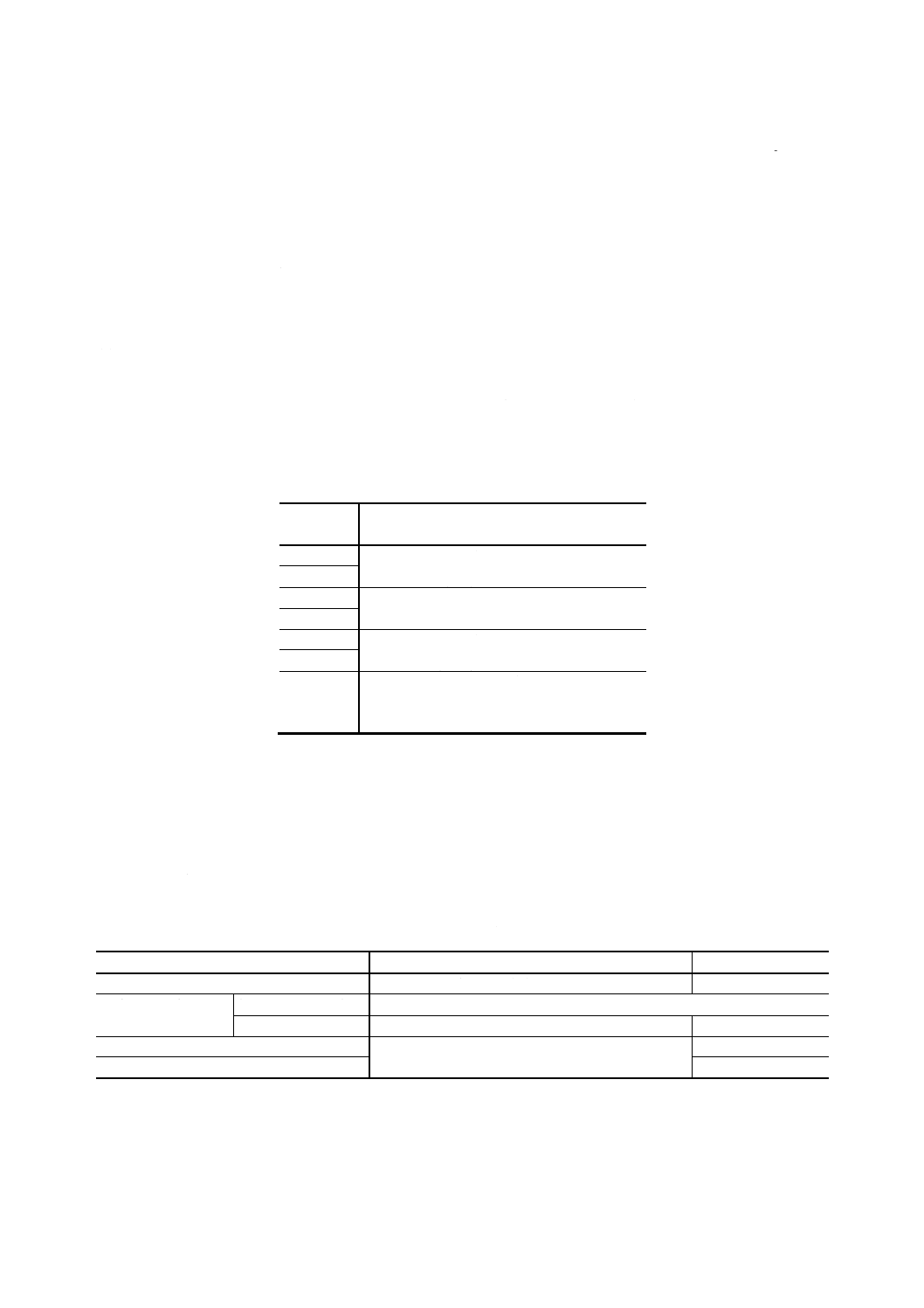
表4 性能の測定方法
番号 項目
測定方法
図例
測定用具
1
広
範
囲
精
度
シリンダゲージの外筒を鉛直に
保持し,基準指示器の読みを基
準として,基点から0.1mmずつ,
測定子を有効測定範囲の終点ま
で押し込んで基準指示器の読み
からマイクロメータヘッド又は
測長器の読みを差し引いて描い
た誤差線図(付図参照)などか
ら求める。
なお,測定に当たっては本体を
固定し,する。基準指示器の器
差を補正する。
マイクロメータヘッド
又は測長器(目量1μm
以下,器差±1μm以内)
基準指示器
2
隣
接
誤
差
3
繰
返
し
精
密
度
リングゲージに本体を入れ,測
定子と外筒の中心線を含む平面
内で外筒を3往復揺り動かし,
各行き(又は帰り)の場合の最
小指示値を読み取り,リングゲ
ージから抜き取る。この操作を
3回繰り返して行い,得られた9
個の読みの最大値と最小値との
差を求める。
なお測定に当たっては,リング
ゲージの同一箇所に当てて測定
する。
基準指示器
リングゲージ
4
測
定
子
の
回
転
に
よ
る
誤
差
(2)
番号3と同様に外筒を3往復揺
り動かして,各最小指示値を読
み取り,リングゲージから抜き
取る。
測定子を90度ずつ回した位置
でこの操作を繰り返し,それぞ
れの読みの平均値の最大値と最
小値との差を求める。
5
B 7515-1982
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
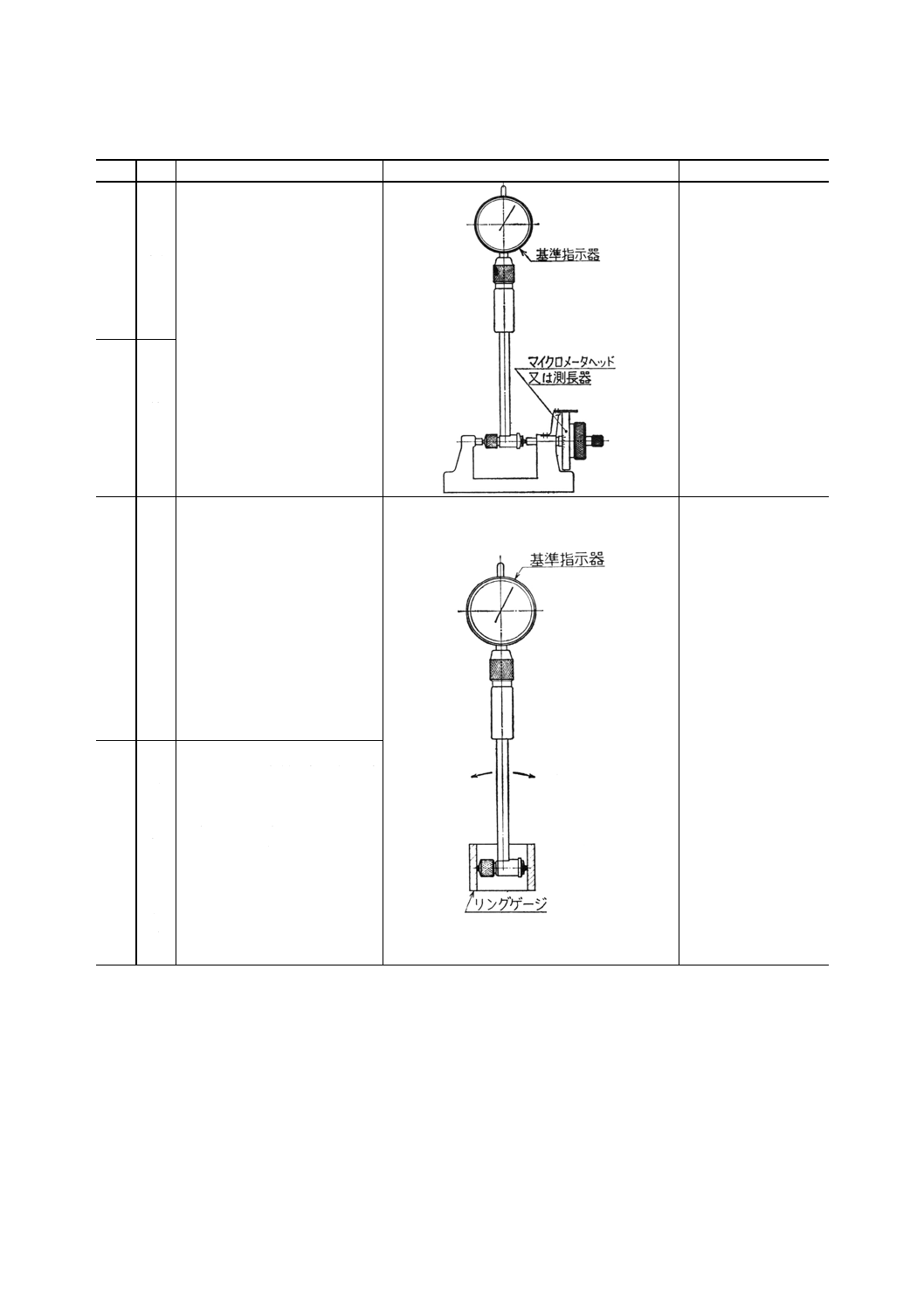
番号 項目
測定方法
図例
測定用具
5
案
内
板
に
よ
る
誤
差
案内板をリングゲージに接触さ
せた状態と接触させない状態と
でリングゲージを各3回測定
し,それぞれの読みの平均値の
差を求める。
基準指示器
リングゲージ
6
測
定
力
外筒を水平位置に保持し,測定
子を連続的に押し込んで,有効
測定範囲の基点と終点において
測定し,基準指示器の測定力を
差し引いて求める。
基準指示器
上ざらばね式指示ばか
り(目量20g以下)
又は力計(感度0.2N
{20gf} 以下)
注(2) 測定子の回転するものについて行う。
11. 検査 シリンダゲージの検査は,測定範囲,性能,形状,外観及び機能,並びに材料について行い,
5., 6., 7., 8.及び9.の規定に適合しなければならない。
12. 製品の呼び方 シリンダゲージの呼び方は,規格番号又は規格名称,測定範囲,握り下長さ及び等級
による。
例: JIS B 7515 35〜60×150mm A
シリンダゲージ 100〜160×250mm B
13. 表示 シリンダゲージには,次の事項を表示しなければならない。
(1) 等級
(2) 測定範囲
(3) 製造番号
(4) 製造業者名又はその略号
14. 取扱上の注意 シリンダゲージの取扱いにおいては,主として次に示す注意が必要である。
(1) A級には,0.001mm目盛ダイヤルゲージ,B級には0.01mm目盛ダイヤルゲージを使用することが望
ましい。
(2) 測定において外筒を揺り動かす場合,換えロッドの先端を内径の同一箇所に当て,測定子の方を動か
すようにすることが望ましい。
6
B 7515-1982
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(3) 長さの標準器と比較して内径を測定する場合,標準器より寸法が短いと,一般の測定の場合と反対に,
指示器の指針が時計方向に動くから,標準器に対する正負の取り方の配慮が必要である。
付図 誤差線図
7
B 7515-1982
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書
1. 適用範囲 この附属書は,シリンダゲージ用の換えロッド及び換え座金について規定する。
2. 形状・寸法 換えロッドの測定面の形状・寸法は,次による。
(1) 換えロッドの測定面はJIS B 1501(玉軸受用鋼球)に適合するもの,又は滑らかな球面とする。
(2) 換えロッドの測定面の曲率半径は測定範囲の最小寸法の31以下とする。
3. 換えロッドの呼び寸法 換えロッドの呼び寸法は,換えロッドを本体に取り付けて測定子を有効測定
範囲の中央まで押し込んだときの測定寸法に近いミリメートルの単位の整数値とする。
4. 機能 換えロッド及び換え座金の機能は,次による。
(1) 換えロッド及び換え座金を取り付けたとき,シリンダゲージの測定範囲内で有効測定範囲はそれぞれ
互いに重なり合っていること。
(2) 換えロッドに鋼球を取り付けたものは,その取付けが確実であって,容易に回転又は脱落しないこと。
5. 材料及び硬さ 換えロッドの測定面の材料及び硬さは附属書表に示すもの,又は機械的性質がそれと
同等以上のものとする。
附属書表
−
材料
硬さ
測定面に鋼球を用いる場合
JIS B 1501(玉軸受用鋼球)
−
測定面に鋼球を用いない場合 JIS G 4404(合金工具鋼鋼材)のSKS 3(S3種) 測定面部HV 600以上
6. 表示 換えロッドには呼び寸法(単位は省略してもよい。)を表示しなければならない。ただし,格納
箱に呼び寸法を表示する場合には,それに対応する記号に代えることができる。
8
B 7515-1982
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
精密機械部会 精密測定機器専門委員会 構成表
氏名
所属
(委員会長)
沢 辺 雅 二
工業技術院計量研究所
大 園 成 夫
東京大学工学部
石 神 政 司
財団法人機械振興協会
大 村 昌 弘
通商産業省機械情報産業局
吉 沢 均
工業技術院標準部
朝 倉 利 雄
東京測範株式会社
市 川 忠 治
日本精密測定機器工業会
井 上 宏
日本測定工具株式会社
川 口 廣
株式会社科学計器研究所
矢 島 宣 明
株式会社東京精密
羽 田 勝 彦
株式会社津上
柳 沢 兵 平
株式会社三豊製作所
矢 島 忠 夫
株式会社テクロック
吉 木 汎
黒田精工株式会社
板 野 信 彌
三菱重工業株式会社
津 川 浩 造
日本精工株式会社
堤 俊 忠
石川島汎用機械株式会社
内 藤 邦 夫
三井精機工業株式会社
本 間 顕
日産自動車株式会社
畑 明
株式会社日立製作所
松 永 輝 雄
日本光学工業株式会社
高 内 国 士
株式会社猪俣製作所
森 吉 雄
東京芝浦電気株式会社
(事務局)
横 溝 眞一郎
工業技術院標準部機械規格課
富 永 潤 一
工業技術院標準部機械規格課