B 7503:2017
(1)
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義··················································································································· 2
4 設計仕様(設計特性)······································································································· 4
4.1 一般 ···························································································································· 4
4.2 種類 ···························································································································· 4
4.3 名称 ···························································································································· 5
4.4 ダイヤルゲージの保持 ···································································································· 6
4.5 寸法 ···························································································································· 6
4.6 目盛 ···························································································································· 8
4.7 長針 ···························································································································· 8
4.8 短針 ···························································································································· 8
4.9 測定子 ························································································································· 8
4.10 ゼロ点調整 ·················································································································· 8
4.11 プリスパン及びポストスパン ·························································································· 8
4.12 移動可能な限界指標 ······································································································ 9
4.13 製造業者又は供給業者による設計仕様 ·············································································· 9
5 性能(計測特性)············································································································· 9
5.1 最大許容誤差(MPE)及び許容限界(MPL) ····································································· 9
5.2 測定力 ························································································································ 10
6 仕様への適合の検証········································································································· 11
6.1 一般 ··························································································································· 11
6.2 測定方法及び評価方法 ··································································································· 11
6.3 データ処理における移動ゼロ点性能評価法 ········································································ 11
6.4 標準温度 ····················································································································· 11
7 表示······························································································································ 11
附属書JA(規定)測定方法及び評価方法 ················································································· 12
附属書JB(参考)指示誤差曲線の例 ······················································································· 14
附属書JC(参考)移動ゼロ点性能評価法(データ処理による性能評価法) ···································· 15
附属書JD(参考)設計及び性能の仕様表示例 ··········································································· 17
附属書JE(参考)JISと対応国際規格との対比表 ······································································ 18
B 7503:2017
(2)
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,日本精密測定機器
工業会(JMA)及び一般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を改正
すべきとの申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格である。
これによって,JIS B 7503:2011は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
日本工業規格 JIS
B 7503:2017
ダイヤルゲージ
Mechanical dial gauges
序文
この規格は,2006年に第1版として発行されたISO 463を基とし,製造及び使用の実状に見合う合理性
を備えた規格とするため,技術的内容を変更して作成した日本工業規格である。
なお,この規格で側線又は点線の下線を施してある箇所は,対応国際規格を変更している事項である。
変更の一覧表にその説明を付けて,附属書JEに示す。
1
適用範囲
この規格は,目量が0.01 mm,0.005 mm,0.002 mm及び0.001 mmのダイヤルゲージの設計仕様(設計
特性)及び性能(計測特性)について規定する。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 463:2006,Geometrical Product Specifications (GPS)−Dimensional measuring equipment−
Design and metrological characteristics of mechanical dial gauges(MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS B 0641-1 製品の幾何特性仕様(GPS)−製品及び測定装置の測定による検査−第1部:仕様に対
する合否判定基準
注記 対応国際規格:ISO 14253-1,Geometrical Product Specifications (GPS)−Inspection by
measurement of workpieces and measuring equipment−Part 1: Decision rules for proving
conformance or non-conformance with specifications(IDT)
JIS B 0642 製品の幾何特性仕様(GPS)−測定器の一般的な概念及び要求事項
注記 対応国際規格:ISO 14978,Geometrical product specifications (GPS)−General concepts and
requirements for GPS measuring equipment(MOD)
JIS B 0680 製品の幾何特性仕様(GPS)−製品の幾何特性仕様及び検証に用いる標準温度
JIS Z 8103 計測用語
ISO 14253-2,Geometrical product specifications (GPS)−Inspection by measurement of workpieces and
measuring equipment−Part 2: Guidance for the estimation of uncertainty in GPS measurement, in
calibration of measuring equipment and in product verification
2
B 7503:2017
ISO/IEC Guide 98-3,Uncertainty of measurement−Part 3: Guide to the expression of uncertainty in
measurement (GUM:1995)
注記 このガイドは,TS Z 0033:2012として発行されている。
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS B 0641-1,JIS B 0642及びJIS Z 8103によるほか,次による。
3.1
ダイヤルゲージ(mechanical dial gauge)
測定子を備えたプランジャの移動量を機械的に拡大し,アナログの円形目盛上で回転する指針によって
表示する測定器。
注記 長針の回転数又は測定子の移動量を,短針によって表示する機能を備えているものもある。
3.2
多回転ダイヤルゲージ
長針の回転が1回転以上するダイヤルゲージ。
3.3
1回転未満ダイヤルゲージ
長針の回転が1回転未満のダイヤルゲージ。
3.4
指示誤差
ダイヤルゲージの指示値から対応する入力量の真の値を差し引いた値。
注記 真の値は決定できないため,実際には取決めによる真の値を用いる。
3.5
固定ゼロ点法
ダイヤルゲージの指示誤差を得るために行う測定方法。
3.6
移動ゼロ点性能評価法
固定ゼロ点法で得られた指示誤差から,データ処理によって性能を求める方法。
3.7
行き方向
プランジャがステムに入る方向。
3.8
戻り方向
プランジャがステムから出る方向。
3.9
全測定範囲指示誤差
測定範囲の全てで評価した指示誤差。
3.10
1/10回転指示誤差
1/10回転ごとで評価した指示誤差。
注記 1回転未満ダイヤルゲージの場合は,10目盛ごとで評価した指示誤差を1/10回転指示誤差と呼ぶ。
3
B 7503:2017
3.11
1/2回転指示誤差
1/2回転ごとで評価した指示誤差。
3.12
1回転指示誤差
1回転ごとで評価した指示誤差。
3.13
戻り誤差
行き方向と戻り方向の同一測定点で評価した誤差。
3.14
繰返し精密度
指示の繰返し性。
3.15
長針静止点
測定子を押し込んでいない状態において,長針が静止している点。
3.16
長針停止点
測定子が測定範囲を超え,更に測定子を押し込んだ状態において,長針が停止した点。
3.17
始点
測定範囲の下限値。
3.18
終点
測定範囲の上限値。
3.19
測定範囲
始点から終点までの範囲。
3.20
プリスパン
始点から長針静止点までの範囲。
3.21
ポストスパン
終点から長針停止点までの範囲。
4
B 7503:2017
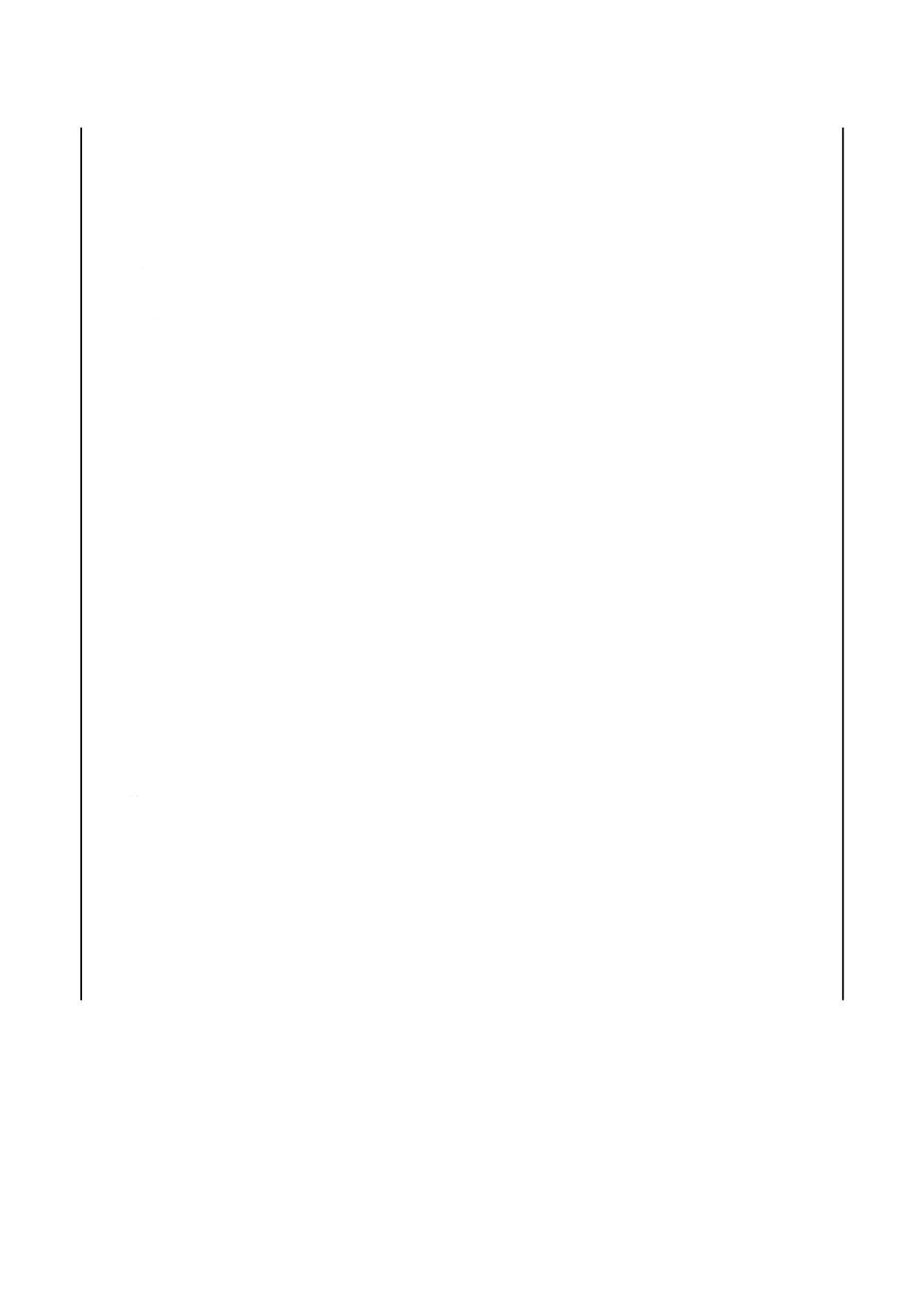
長針静止点
始点
終点
長針停止点
図1−ダイヤルゲージの用語説明図(3.15〜3.21)
4
設計仕様(設計特性)
4.1
一般
ダイヤルゲージの仕様は,使用上の全ての姿勢において,この規格の要求事項を満たさなければならな
い。
4.2
種類
ダイヤルゲージは,次の2種類とする[図2のa) 及びb) 参照]。
a) 縦形(標準形) 測定子が動く面と平行な面に目盛板を取り付けたもの。
b) 横形(バックプランジャ形) 測定子が動く面と垂直な面に目盛板を取り付けたもの。
a) 縦形(標準形)
b) 横形(バックプランジャ形)
図2−ダイヤルゲージの種類
プリスパン
ポストスパン
測定範囲
長針の動く範囲
5
B 7503:2017
4.3
名称
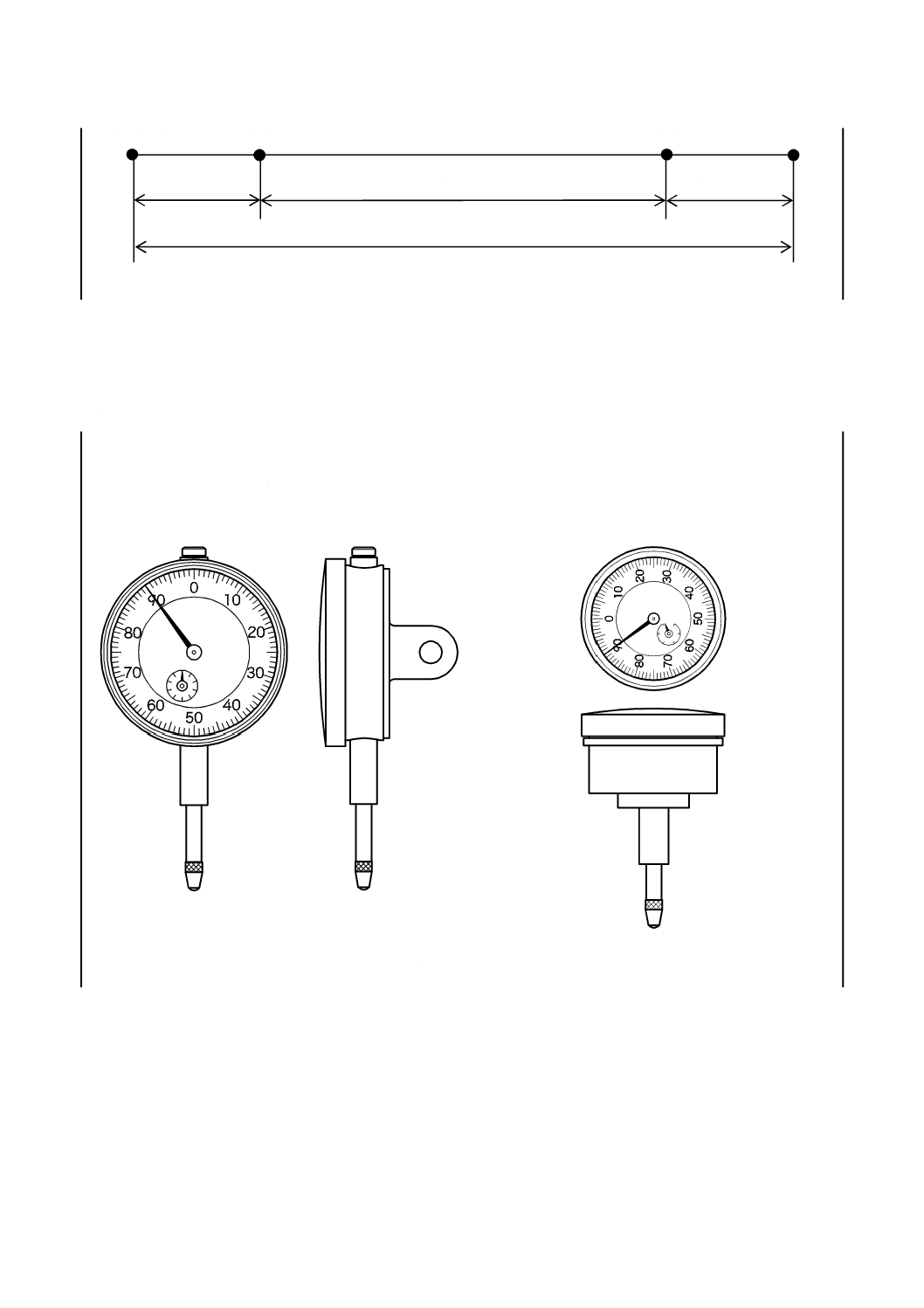
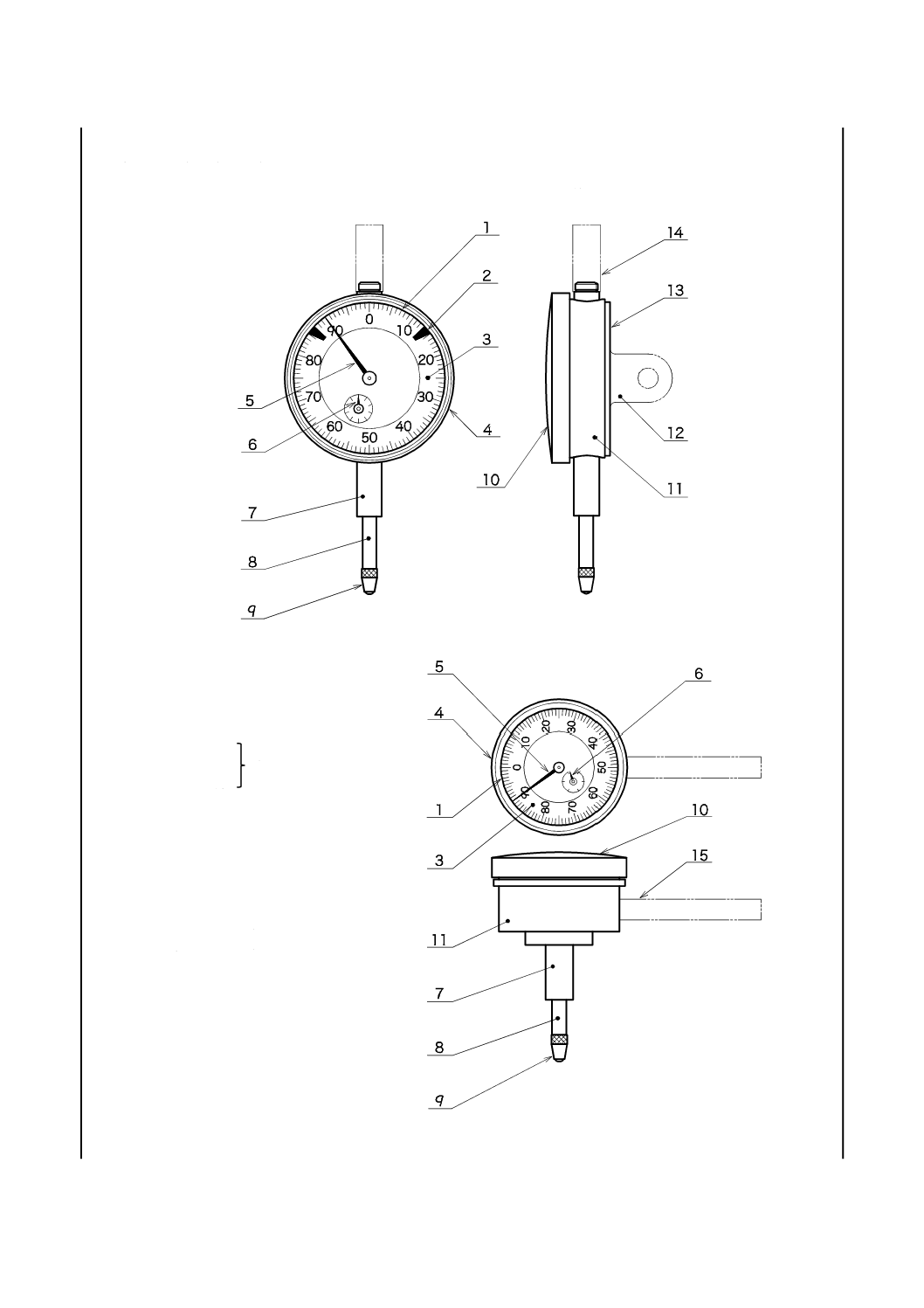
ダイヤルゲージの構成及び主要部の名称は,図3による。
なお,裏蓋(耳金あり),クランプアーム及びキャップは,二点鎖線で示す。
a) 縦形(標準形)
1
目盛
2
限界指標
3
目盛板
4
外枠
5
長針
6
短針
7
ステム
8
プランジャ(スピンドル)
9
測定子
10 覆い板
11 内枠
12 裏蓋(耳金あり)
13 裏蓋(耳金なし)
14 キャップ
15 クランプアーム
b) 横形(バックプランジャ形)
図3−ダイヤルゲージの主要部の名称
指針
6
B 7503:2017
4.4
ダイヤルゲージの保持
ダイヤルゲージは,スタンドなどへ容易に取り付けられる手段をもっており,取付け手段の例としてス
テム及び裏蓋(耳金あり)がある。ステム及び裏蓋(耳金あり)の寸法は,図4及び表1による。ステム
を用いて保持する場合には,プランジャの自由な移動を損なわないように,ステムは十分な剛性がなけれ
ばならない。
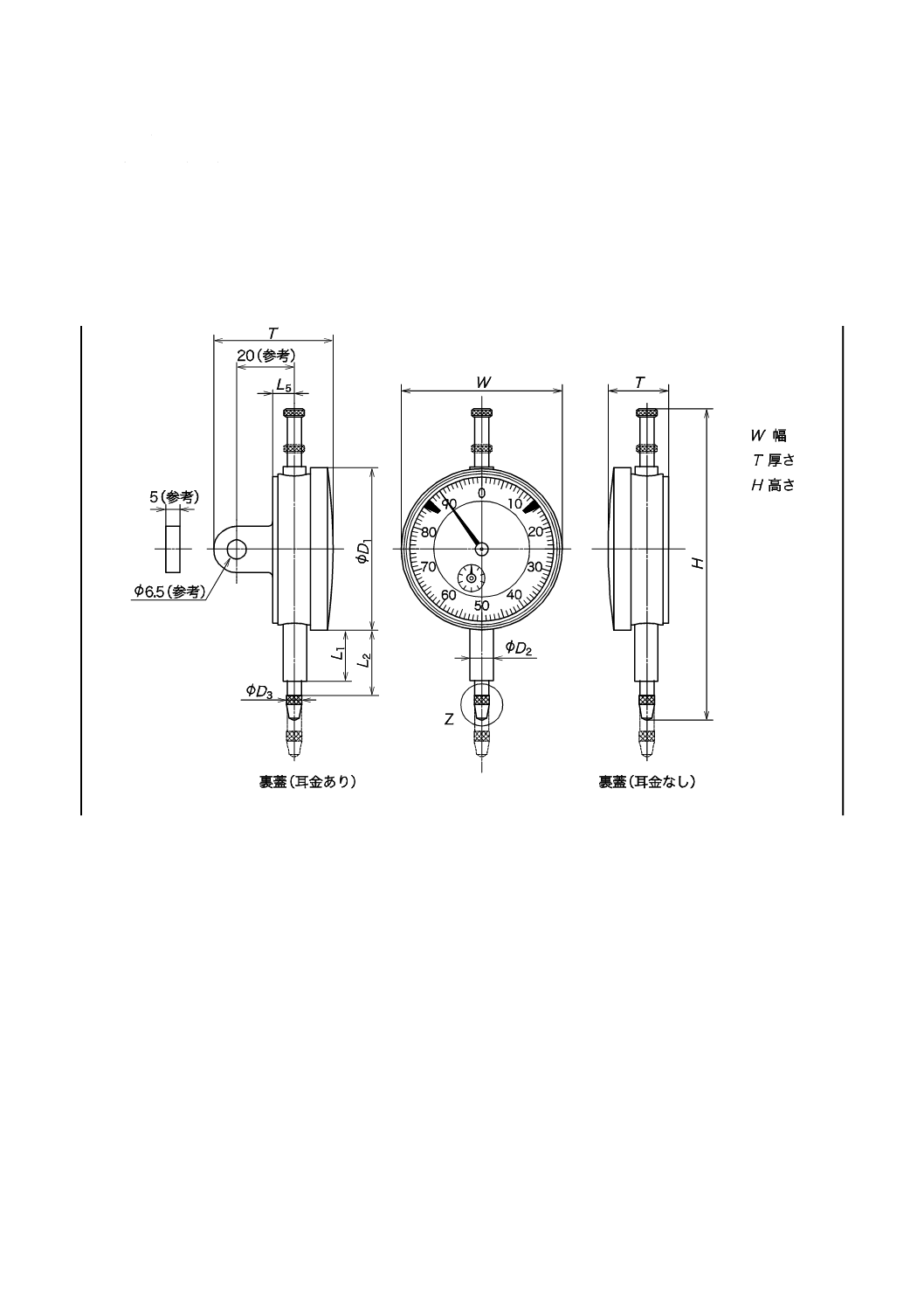
4.5
寸法
ダイヤルゲージは,互換性を確保するために図4及び表1に示す寸法に適合していなければならない。
a) 縦形(標準形)
図4−ダイヤルゲージの寸法
7
B 7503:2017
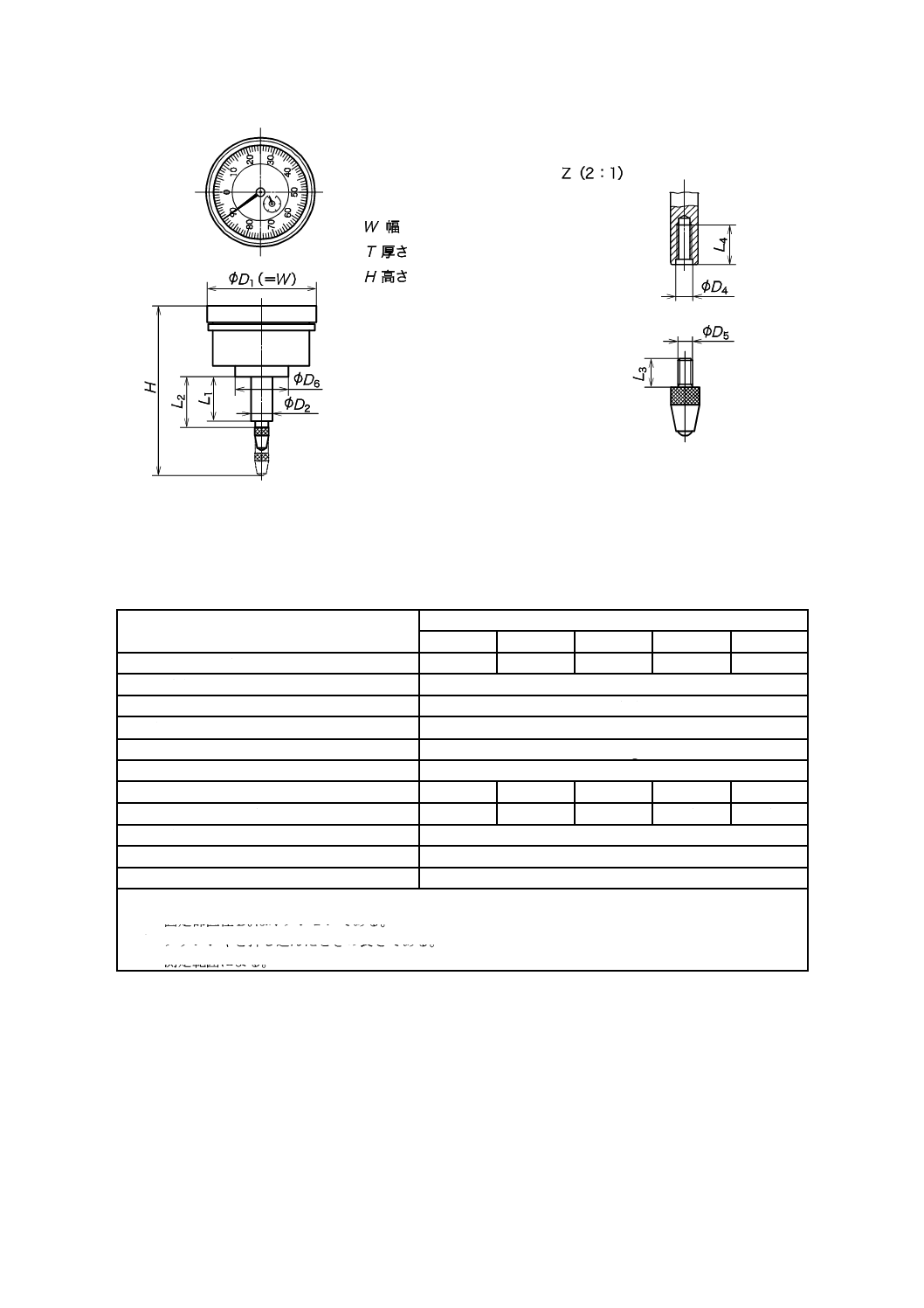
b) 横形(バックプランジャ形)
c) 測定子
図4−ダイヤルゲージの寸法(続き)
表1−主要寸法
単位 mm
部位
外枠直径D1
30
40
60
80
100
直径の範囲 D1 a)
28〜36
37〜50
51〜70
71〜89
90〜115
ステム直径 D2
8 h6
測定子外径 D3
7.5以下
ねじ径 D4
M2.5-6H
ねじ径 D5
M2.5-6g
固定部直径 D6 b)
28 h6
ステム長さ L1
8.5以上
10以上
12以上
15.5以上
9.5以上
プランジャ長さ L2 c)
12以下
28以下
34以下
d)
d)
ねじ長さ L3
5以下
ねじ長さ L4
6以上
測定子中心軸と裏蓋(耳金なし)との距離 L5
10以下
注a) 実際の外枠直径は幅(W)と等しい。
b) 固定部直径D6はオプションである。
c) プランジャを押し込んだときの長さである。
d) 測定範囲による。
8
B 7503:2017
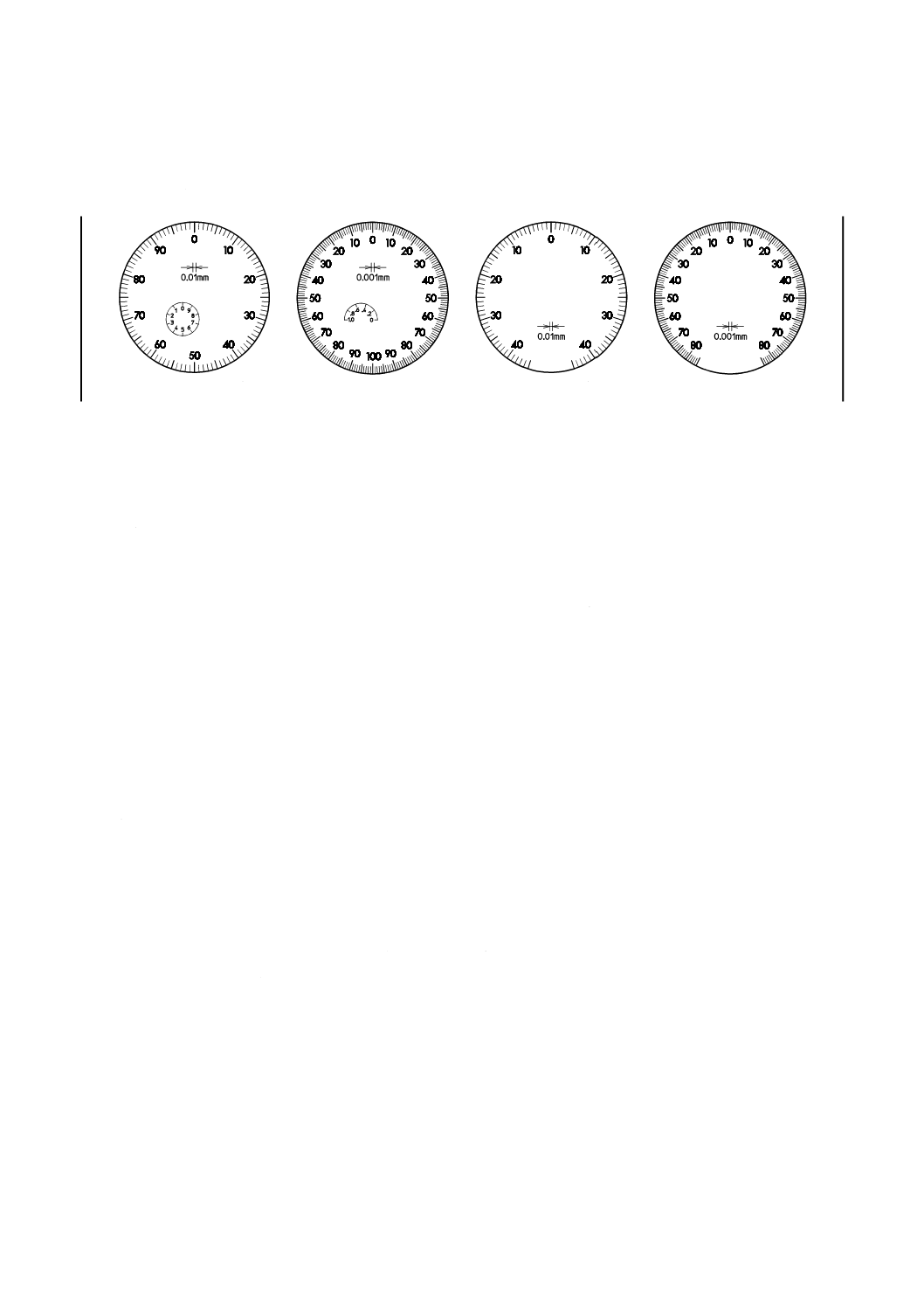
4.6
目盛
目盛板には,目量及びその単位を記載しなければならない。目盛のレイアウト例を,図5に示す(目量
が0.01 mm及び0.001 mmの場合)。
a) 多回転目盛
b) 1回転未満目盛
図5−目盛のレイアウト例
4.7
長針
長針は,プランジャを押し込むときに時計方向に動かなければならない。
注記1 長針先端の幅と目盛線の幅とは,等しいことが望ましい。
注記2 長針先端の幅は,目盛の間を読むことを考慮して,1目盛線間隔の20 %以下が望ましい。
4.8
短針
短針を備えるものにあっては,長針が各回転の開始位置(12時)にあるとき,短針は,長針の回転数に
相当する短針目盛線に対して,1目盛線間隔の±25 %の位置になければならない。
4.9
測定子
測定子は,交換可能でなければならない。
測定子の先端は,球状で硬く耐摩耗性のある面をもち,測定に影響を与える凸凹のない形状及び表面に
仕上げられていなければならない。
4.10 ゼロ点調整
ダイヤルゲージは,ゼロ点合わせのできる手段をもっていなければならない。その手段として,目盛板
に連動させた外枠を回転可能にする場合は,容易に調整可能な構造とする。一般に,摩擦保持構造をもつ
外枠を用いる。
注記1 ゼロ点調整は,調整後に容易に動かないような外枠固定機構などを備えてもよい。
注記2 0目盛の基本位置は図3に示す。
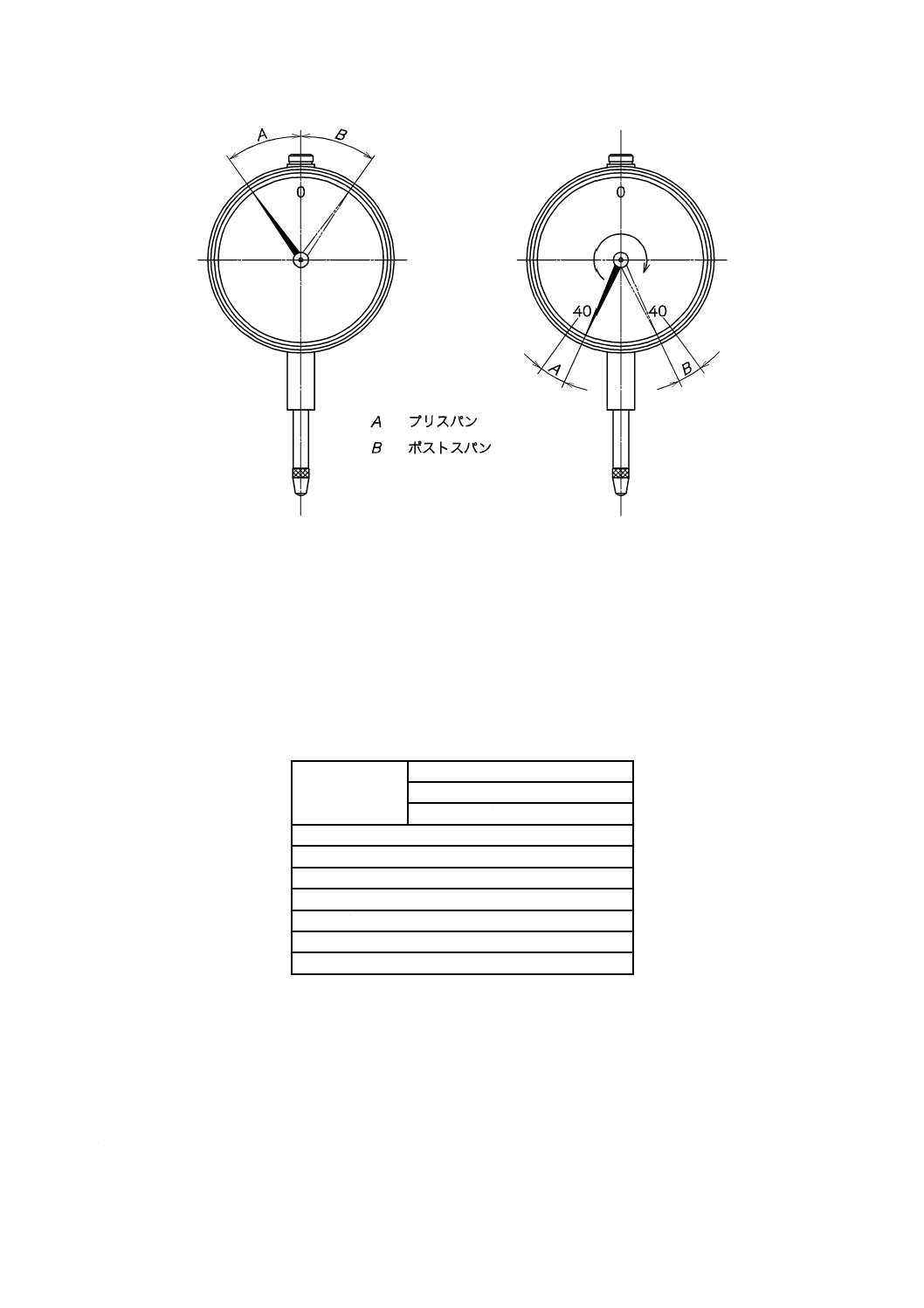
4.11 プリスパン及びポストスパン
プリスパン及びポストスパンは,多回転ダイヤルゲージでは1/10回転以上[図6 a) 参照],1回転未満
ダイヤルゲージでは3目盛以上[図6 b) 参照]なければならない。ただし,プリスパン及びポストスパン
の領域は目盛板上で重複してはならない。
9
B 7503:2017
a) 多回転ダイヤルゲージ
b) 1回転未満ダイヤルゲージ
図6−プリスパン及びポストスパンの例
4.12 移動可能な限界指標
取り付ける限界指標は,目盛線の読取りを過度に妨げない構造にする(図3参照)。
4.13 製造業者又は供給業者による設計仕様
製造業者又は供給業者は,少なくとも表2の設計仕様を明示しなければならない(図4及び附属書JD
参照)。
表2−設計仕様
外形寸法(mm)
幅(W)
厚さ(T)
高さ(H)
測定範囲(mm)
目量(mm)
プランジャ昇降装置(リフタ)
あり・なし
裏蓋
耳金あり・耳金なし
防水・防じん性能a)
あり・なし
ショックプルーフ
あり・なし
注a) IPコード(JIS C 0920参照。)で示してもよい。
5
性能(計測特性)
5.1
最大許容誤差(MPE)及び許容限界(MPL)
ダイヤルゲージの性能は,製造業者又は供給業者による指定がない限り,測定範囲内のいかなる位置及
びいかなる姿勢でも,附属書JAによって測定したとき,表3及び表4に示す指示誤差,戻り誤差及び繰
返し精密度の最大許容誤差(MPE)並びに表5に示す測定力の許容限界(MPL)を満たさなければならな
い。
10
B 7503:2017
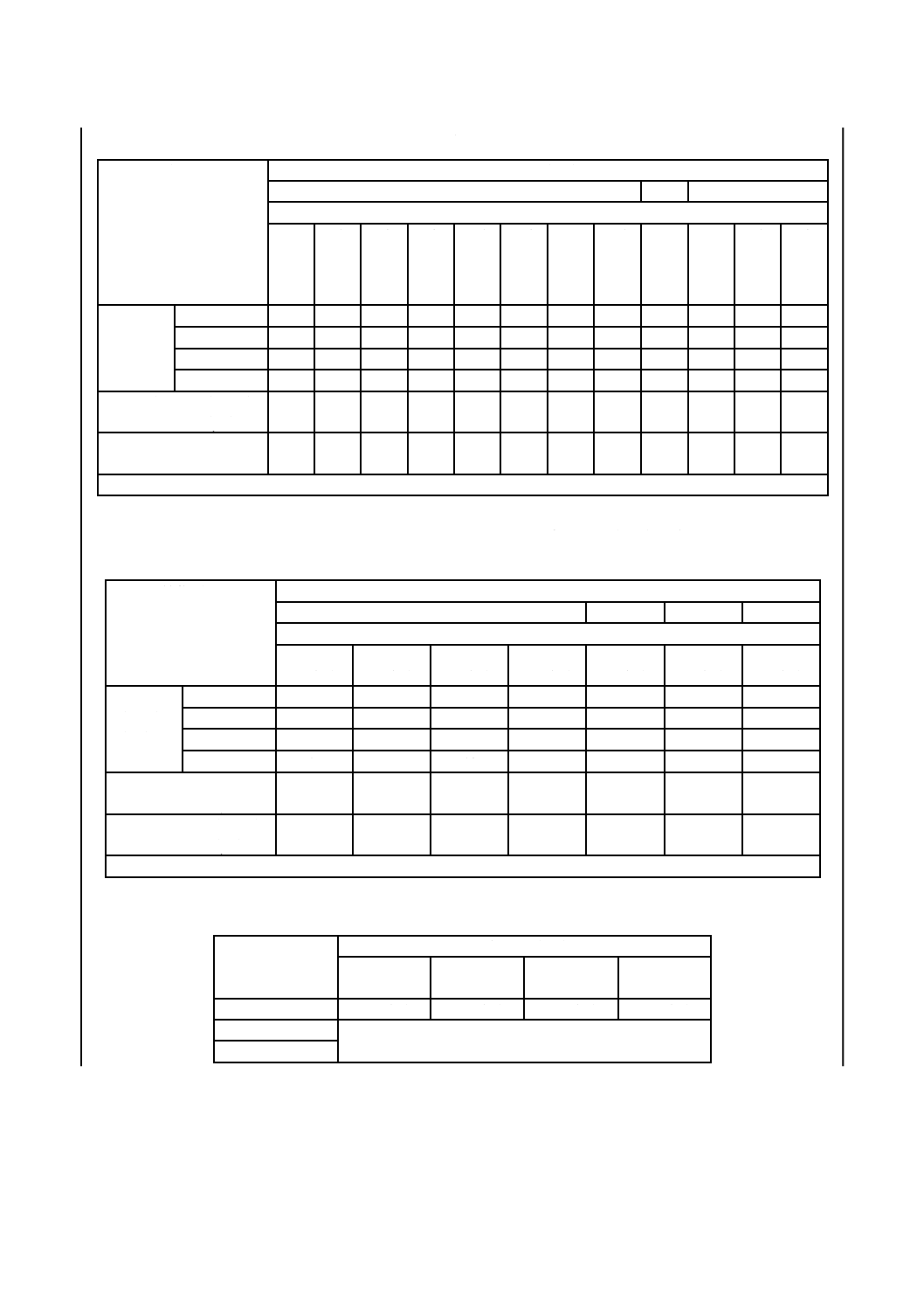
表3−縦形(標準形)外枠径50 mm以上のダイヤルゲージの性能[最大許容誤差(MPE)]
性能項目
目量(mm)
0.01
0.005
0.001
測定範囲(mm)
1
以下
1を
超え
3
以下
3を
超え
5
以下
5を
超え
10
以下
10を
超え
20
以下
20を
超え
30
以下
30を
超え
50
以下
50を
超え
100
以下
5
以下
1
以下
1を
超え
2
以下
2を
超え
5
以下
指示誤差
(MPE)
(μm)
1/10回転
5
5
5
5
8
10
10
12
5
2
2
3.5
1/2回転
8
8
9
9
10
12
12
17
9
3.5
4
5
1回転
8
9
10
10
15
15
15
20
10
4
5
6
全測定範囲
8
10
12
15
25
30
40
50
12
5
7
10
戻り誤差
(MPEH)
(μm)
3
3
3
3
5
7
8
9
3
2
2
3
繰返し精密度 (MPER)
(μm)
3
3
3
3
4
5
5
5
3
0.5
0.5
1
1回転未満ダイヤルゲージのMPEは,1/2回転及び1回転の指示誤差は規定しない。
表4−縦形(標準形)外枠径50 mm未満のダイヤルゲージ及び
横形(バックプランジャ形)ダイヤルゲージの性能[最大許容誤差(MPE)]
性能項目
目量(mm)
0.01
0.005
0.002
0.001
測定範囲(mm)
1以下
1を超え
3以下
3を超え
5以下
5を超え
10以下
5以下
1以下
1以下
指示誤差
(MPE)
(μm)
1/10回転
8
8
8
9
6
2.5
2.5
1/2回転
11
11
12
12
9
4.5
4
1回転
12
12
14
14
10
5
4.5
全測定範囲
15
16
18
20
12
6
5
戻り誤差
(MPEH)
(μm)
4
4
4
5
3.5
2.5
2
繰返し精密度 (MPER)
(μm)
3
3
3
3
3
1
1
1回転未満ダイヤルゲージのMPEは,1/2回転及び1回転の指示誤差は規定しない。
表5−ダイヤルゲージの測定力[許容限界(MPL)]
性能項目
測定範囲(mm)
10以下
10を超え
30以下
30を超え
50以下
50を超え
100以下
最大測定力 (N)
2.0以下
2.5以下
3.0以下
3.5以下
最小測定力 (N) 製造業者の仕様による。
測定力の差 (N)
5.2
測定力
製造業者又は供給業者は表5の最小測定力及び測定力の差を示さなければならない。測定力は,JIS B
0642の7.5.5(計測特性のための両側MPL関数)による。
11
B 7503:2017
6
仕様への適合の検証
6.1
一般
仕様への適合及び不適合の検証は,JIS B 0641-1又は国際的に認められている仕様の範囲と合格の範囲
とが等しい場合の合格基準を用いる。
不確かさの評価は,ISO 14253-2及びISO/IEC Guide 98-3によることが望ましい。
注記 国際的に認められている合格基準とは,ISO/TR 14253-6:2012である。
6.2
測定方法及び評価方法
ダイヤルゲージの性能(計測特性)の測定方法及び評価方法は,附属書JAによる。また,測定によっ
て得られた指示誤差の値を基にして描かれる指示誤差曲線の例を,附属書JBに示す。
6.3
データ処理における移動ゼロ点性能評価法
ダイヤルゲージは,任意の位置から測定を開始する場合が多い。固定ゼロ点法によって求めた指示誤差
の測定値を基に,性能評価のために開始点(ゼロ点)を移動させて行うデータ処理における移動ゼロ点性
能評価法の説明を附属書JCに示す。
この方法は,附属書JBの指示誤差曲線の最大値及び最小値に着目してデータ処理を行う方法であり,
ダイヤルゲージの性能(計測特性)を評価できる。
6.4
標準温度
この規格で規定する性能(計測特性)は,JIS B 0680に規定する標準温度20 ℃における値とする。
7
表示
ダイヤルゲージには,読みやすく,容易に消えることがなく,かつ,品質を損なわない方法で,次の事
項を表示する。
a) 製造番号(英数字の連番)
b) 製造業者名,供給業者名又はそれらの略号
12
B 7503:2017
附属書JA
(規定)
測定方法及び評価方法
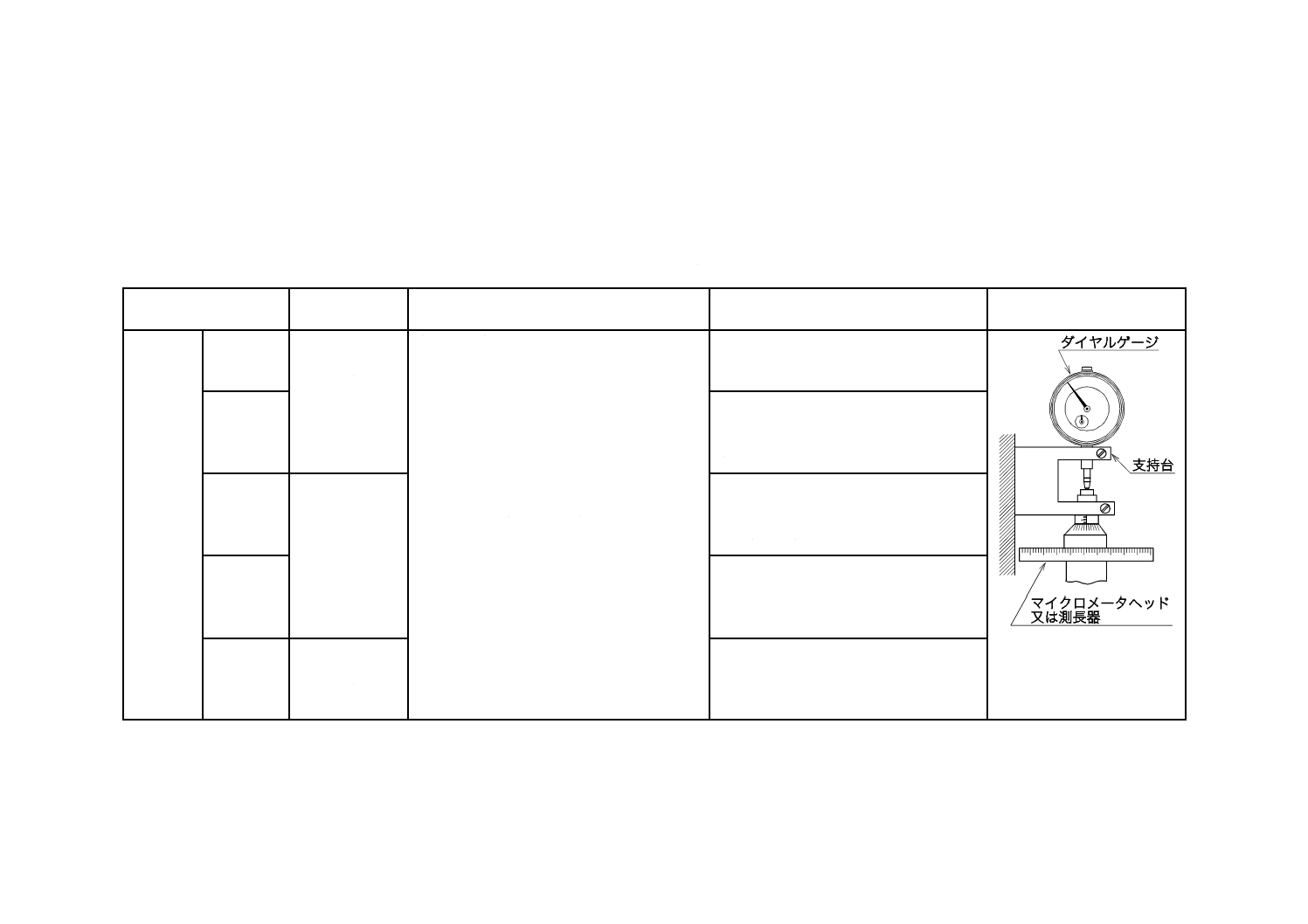
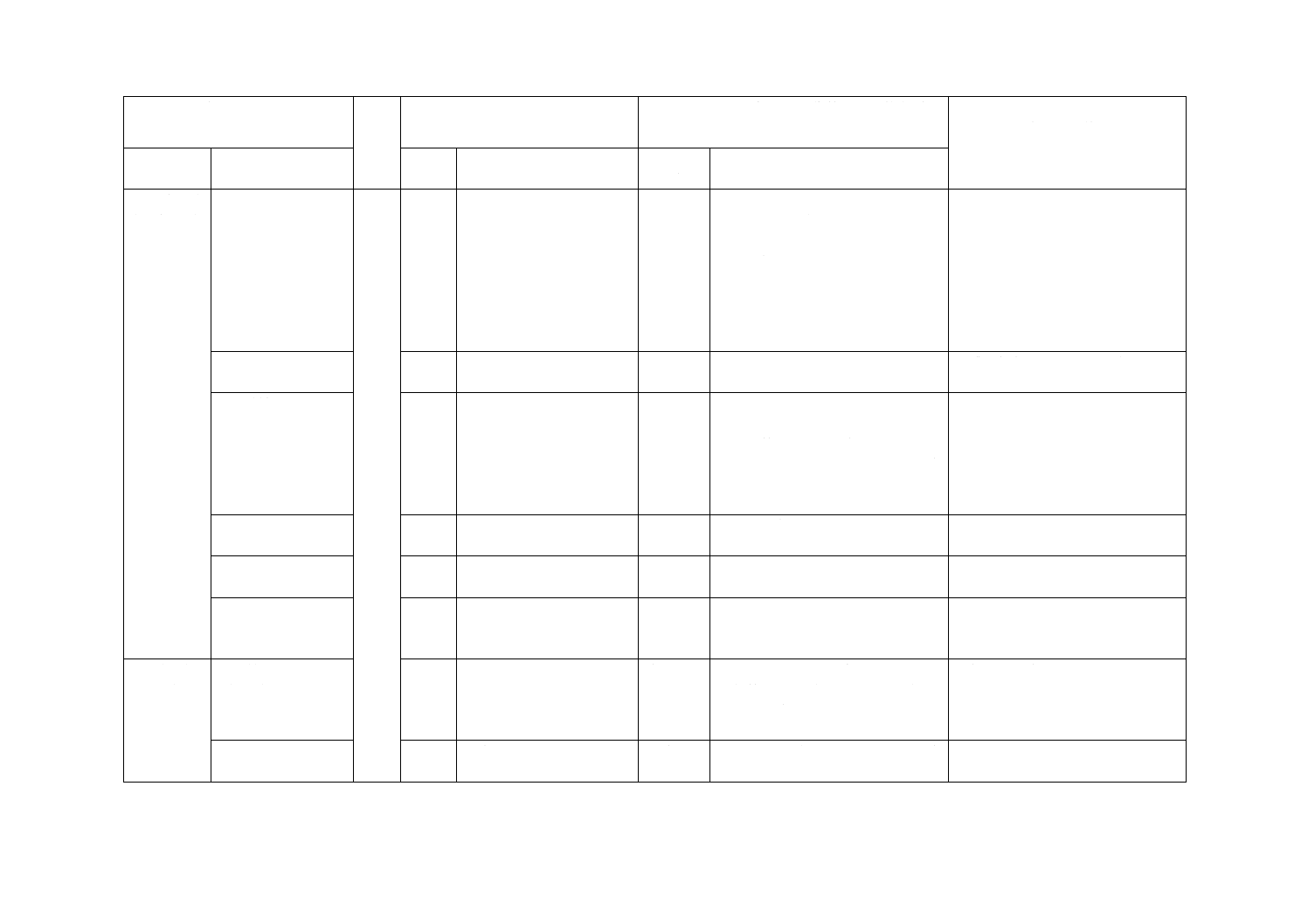
ダイヤルゲージの測定方法及び評価方法を,表JA.1に示す。
表JA.1−測定方法及び評価方法
測定項目
適用機種
測定方法
(固定ゼロ点法)
評価方法
(移動ゼロ点性能評価法)
測定例
指示誤差
全測定範囲
指示誤差
1回転未満ダイ
ヤルゲージ及び
多回転ダイヤル
ゲージ
支持台にダイヤルゲージを保持し,測定子を
行き方向へ順次移動させ,次に示す測定点の
指示誤差を読み取るa)。
・ 始点から2回転までは1/10回転ごとb)
・ 2回転から5回転までは1/2回転ごと
・ 5回転から10回転までは1回転ごと
・ 10回転から50回転までは5回転ごと
・ 50回転からは10回転ごと
次に終点から長針を3目盛以上測定子を押し
込んだ後に測定子を戻り方向へ順次移動させ
て,行き方向と同一の測定点における指示誤
差を読み取る。
行き方向及び戻り方向の全測定点におけ
る指示誤差に対する最大値と最小値との
差を求める。
1/10回転指
示誤差
始点から2回転までの行き方向及び戻り
方向において,隣接する1/10回転ごとの
測定点に対する指示誤差の差の最大値を
求めるc)。
1/2回転指
示誤差
多回転ダイヤル
ゲージ
始点から5回転までの行き方向及び戻り
方向において,1/2回転ごとの測長範囲に
対する指示誤差の最大値と最小値との差
の最大値を求める。
1回転指示
誤差
始点から10回転までの行き方向及び戻り
方向において,1回転ごとの測長範囲に対
する指示誤差の最大値と最小値との差の
最大値を求める。
戻り誤差
1回転未満ダイ
ヤルゲージ及び
多回転ダイヤル
ゲージ
全測定点の行き方向及び戻り方向の同一
測定点における指示誤差に対する差の最
大値を求める。
7
B
7
5
0
3
:
2
0
1
7
13
B 7503:2017
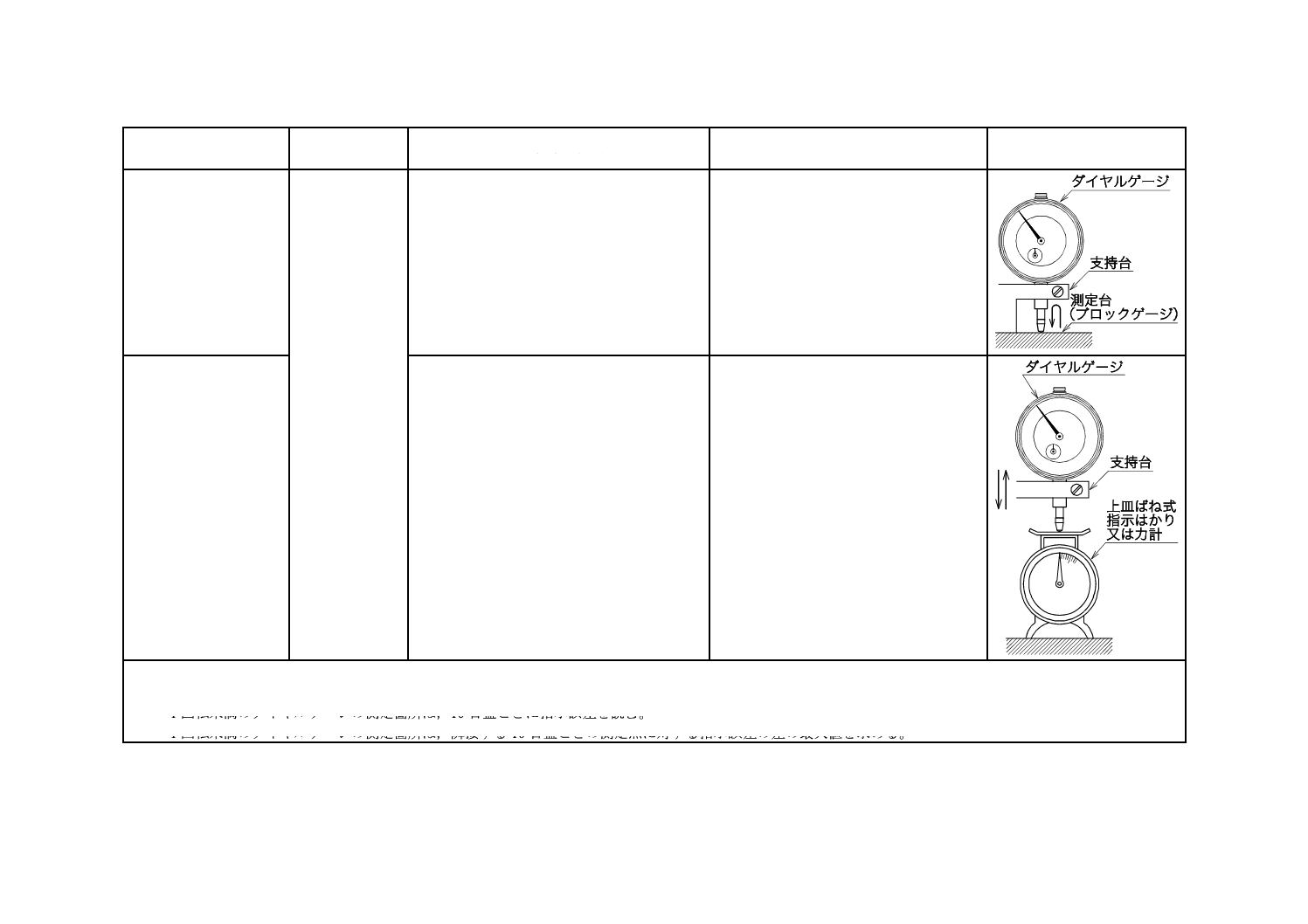
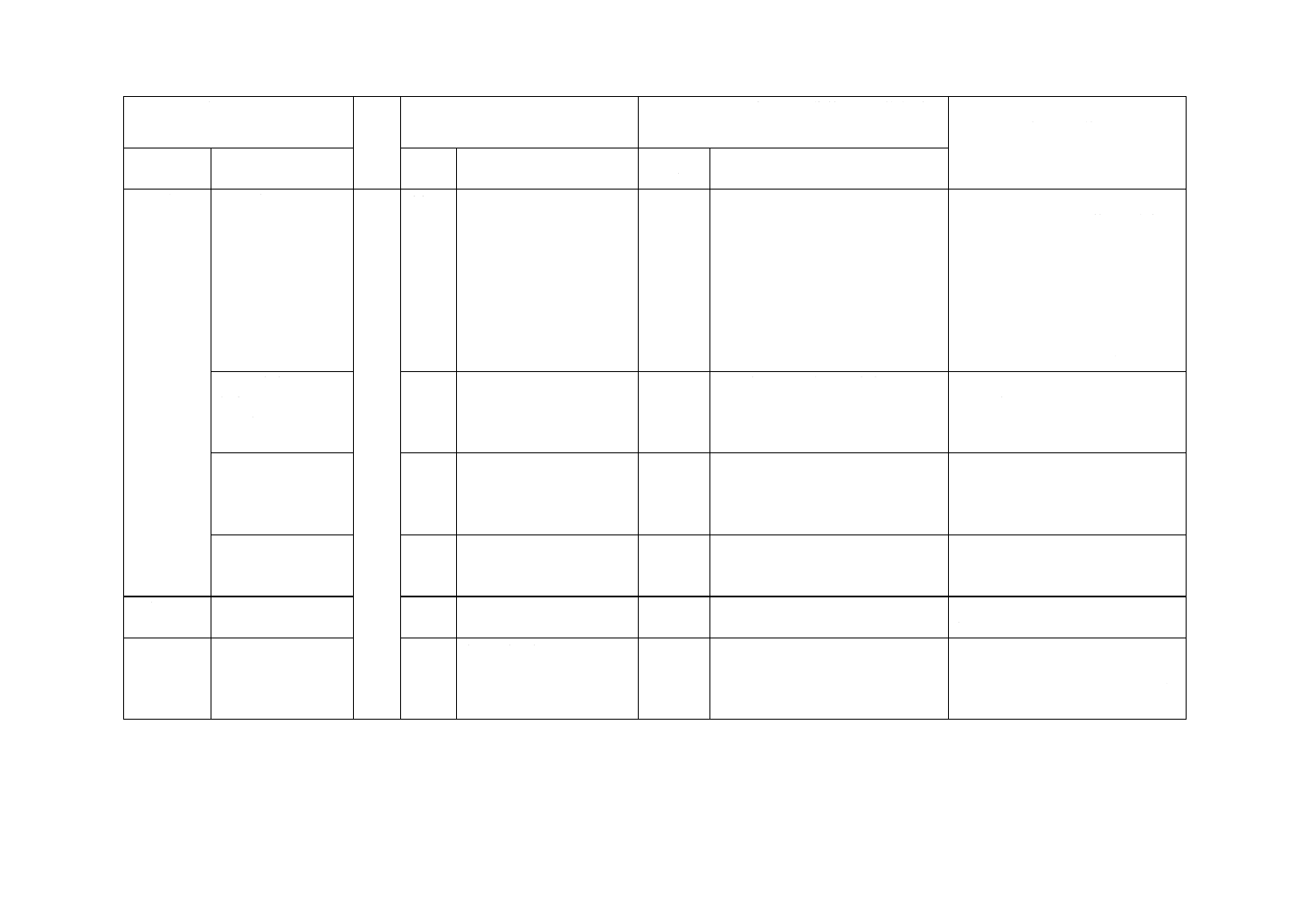
表JA.1−測定方法及び評価方法(続き)
測定項目
適用機種
測定方法
(固定ゼロ点法)
評価方法
(移動ゼロ点性能評価法)
測定例
繰返し精密度
1回転未満ダイ
ヤルゲージ及び
多回転ダイヤル
ゲージ
支持台にダイヤルゲージを保持し,測定範囲
内の任意の位置に測定子を押し込んで戻り方
向に5回,測定子を急激に又は緩やかに作動
させ,各回の指示値を読み取る。
5回の指示値の最大差を求める。
測定力
支持台にダイヤルゲージを保持し,測定子を
行き方向及び戻り方向に連続かつ徐々に移動
させて,始点及び終点の測定力を読み取る。
読み取った測定力の最大値(最大測定力)
及び最小値(最小測定力)並びに同一測
定点の行き方向と戻り方向との測定力の
差を求める。
注a) 指示誤差を読み取る方法は,長針を目盛に合わせて測定器の入力量を読む方法,又は測定器の移動量に合わせてダイヤルゲージの指示を読む方法のどちらを選
択してもよい。
b) 1回転未満のダイヤルゲージの測定箇所は,10目盛ごとに指示誤差を読む。
c) 1回転未満のダイヤルゲージの測定箇所は,隣接する10目盛ごとの測定点に対する指示誤差の差の最大値を求める。
7
B
7
5
0
3
:
2
0
1
7
14
B 7503:2017
附属書JB
(参考)
指示誤差曲線の例
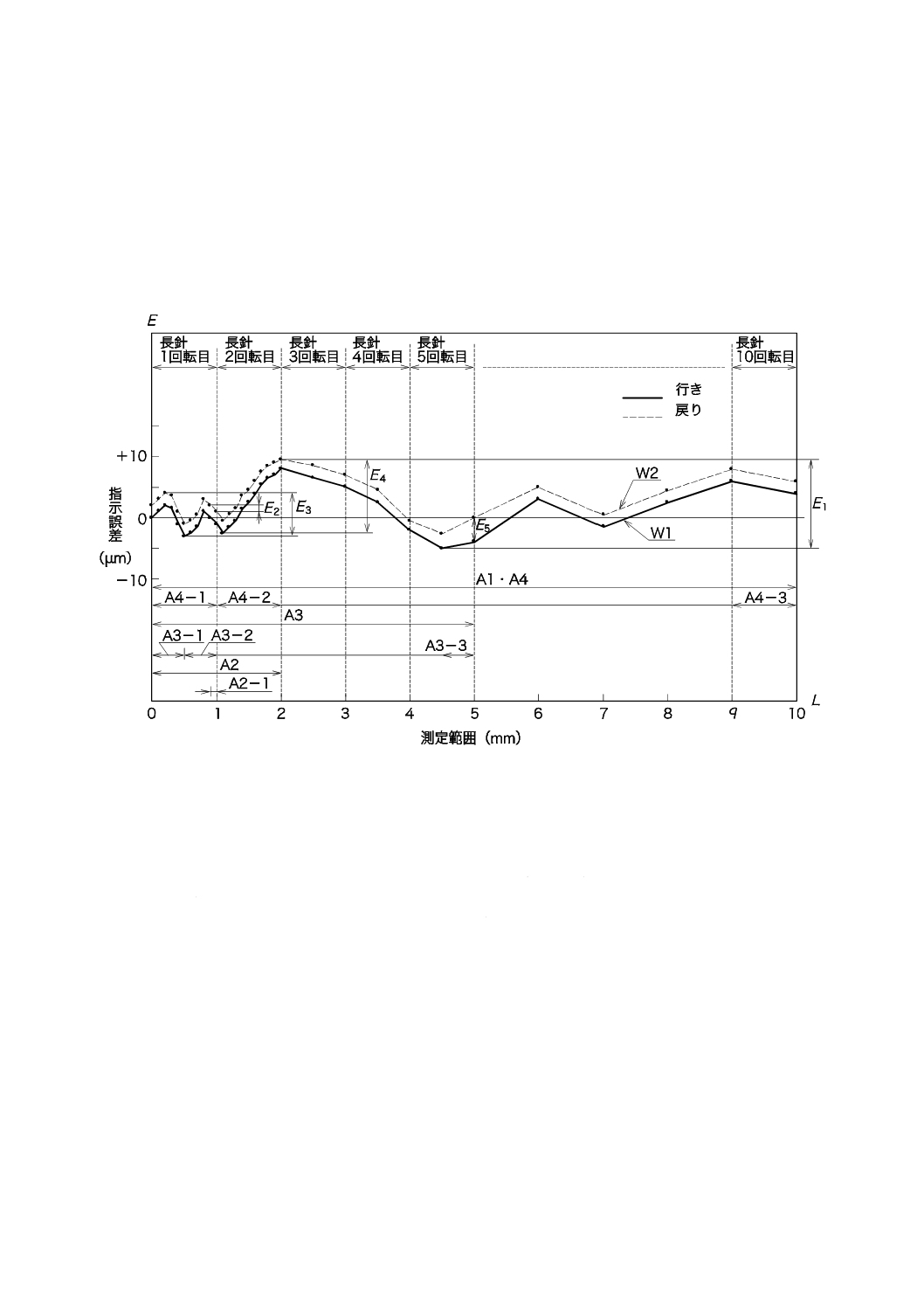
図JB.1は,固定ゼロ点法によるダイヤルゲージの指示誤差曲線の例である。
なお,指示誤差曲線は,誤差線図と呼ぶこともある。
対象機種
・ 目量
0.01 mm
・ 1回転の測長長さ 1 mm
・ 測定範囲
10 mm
・ 回転数
10回転
E
:指示誤差(μm)
W1
:行き指示誤差曲線
W2
:戻り指示誤差曲線
A1
:全測定範囲指示誤差評価範囲
A2
:1/10回転指示誤差評価範囲
A2−1 :ある点における評価範囲
A3
:1/2回転指示誤差評価範囲
A3−1 :0.5回転目の評価範囲
A3−2 :0.5〜1回転までの評価範囲
A3−3 :4.5〜5回転までの評価範囲
A4 :1回転指示誤差評価範囲
A4−1 :1回転目の評価範囲
A4−2 :2回転目の評価範囲
A4−3 :10回転目の評価範囲
E1 :全測定範囲指示誤差(μm)
E2 :1/10回転指示誤差(μm)
(図は戻り方向でのある点での誤差)
E3 :1/2回転指示誤差(図は0.5回転目における誤差)(μm)
E4 :1回転指示誤差(図は2回転目における誤差)(μm)
E5 :戻り誤差(図はある点における誤差)(μm)
図JB.1−固定ゼロ点法による指示誤差曲線の例
15
B 7503:2017
附属書JC
(参考)
移動ゼロ点性能評価法(データ処理による性能評価法)
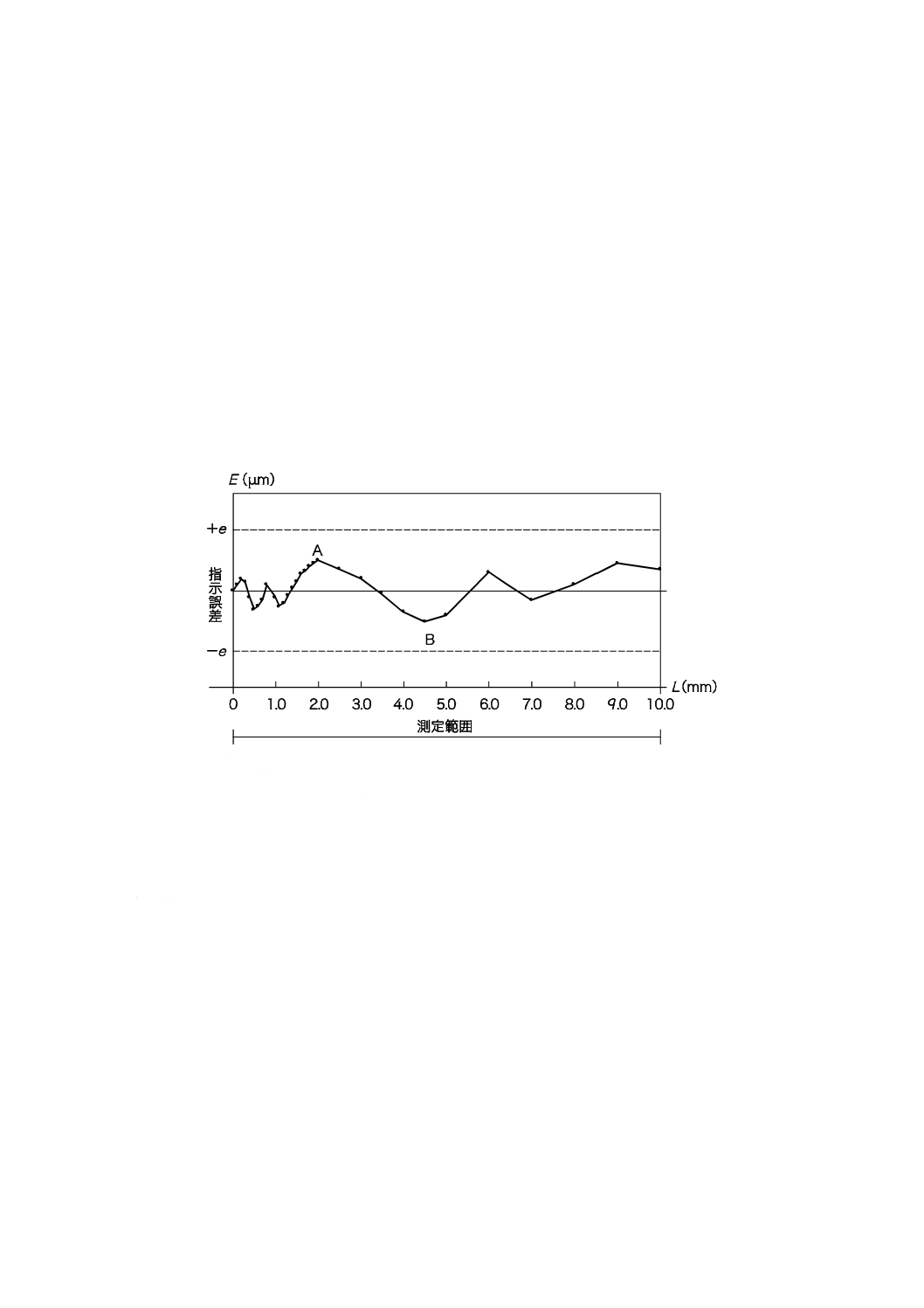
ダイヤルゲージは,任意の位置から測定を開始する場合が多い。したがって,全測定範囲指示誤差を求
めるには,測定の開始点を測定範囲内において順次変えて測定し,指示誤差のばらつく領域を求めること
になるが,これは膨大な測定データが必要となる。そこで,固定ゼロ点法によって求めた指示誤差曲線上
で,測定の開始点を最大指示誤差及び最小指示誤差を得る測定点に移動させるデータ処理によって,指示
誤差がばらつくと想定する領域を求めることができる。この方法をデータ処理における移動ゼロ点性能評
価法という。
さらに,特定の測定範囲における指示誤差も,その範囲内のデータ処理によって,求めることができる
(図JC.1〜図JC.3参照)。
対象機種
・ 目量
0.01 mm
・ 測定範囲
10 mm
・ 1回転の測定長さ 1 mm
・ 回転数
10回転
図JC.1−固定ゼロ点法によって測定して得られた指示誤差曲線例
図JC.1は,固定ゼロ点法によって得られた指示誤差曲線で,最大の指示誤差はA点,最小の指示誤差
はB点の箇所である。
注記 指示誤差曲線は,複雑さを避けるため,行き方向だけ表示している。
16
B 7503:2017
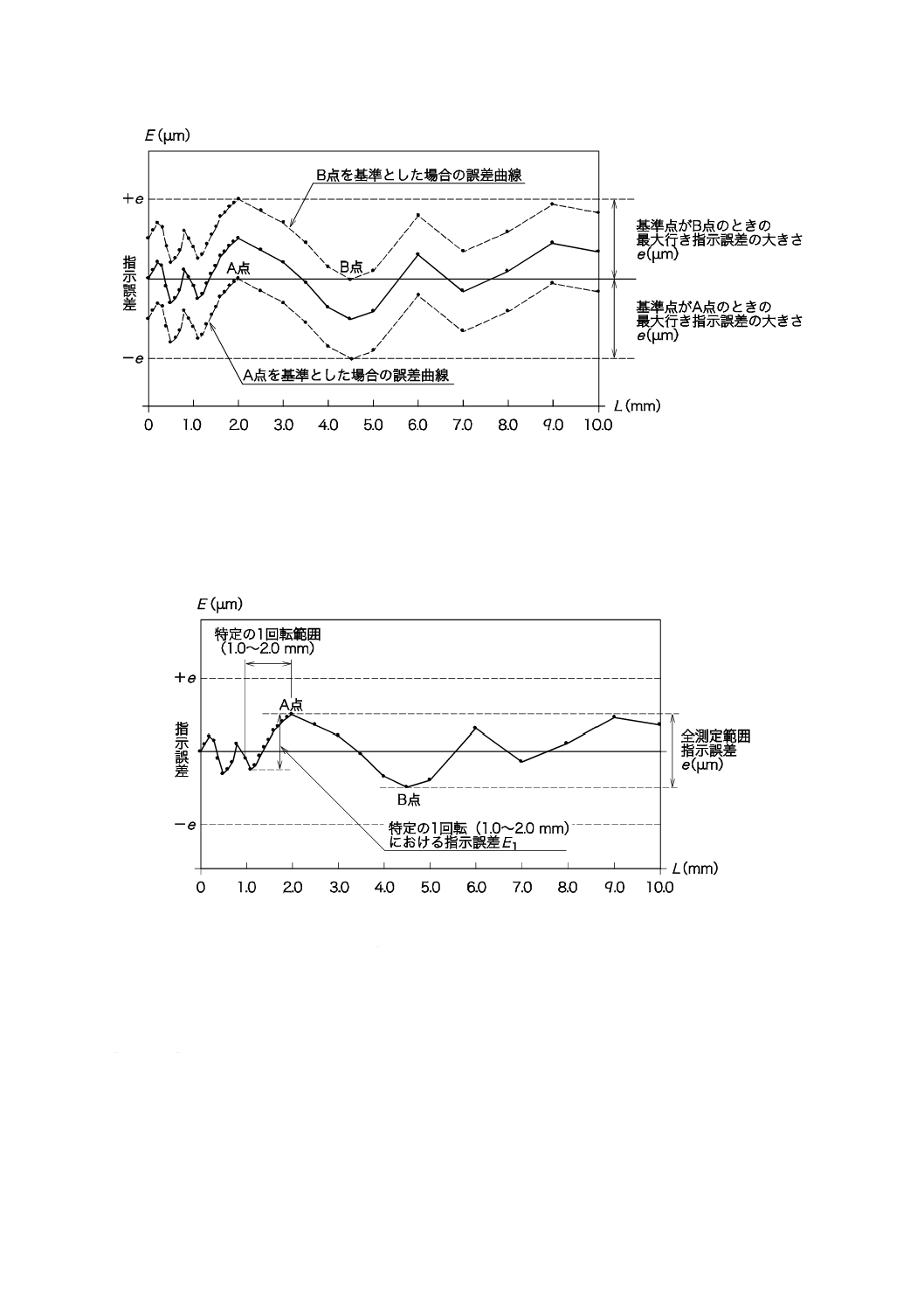
図JC.2−基準点をA点及びB点へ移動した場合の指示誤差曲線例
図JC.2は,図JC.1のような指示誤差特性を示したダイヤルゲージについて,基準点をA点及びB点に
移動させ,測定したときの指示誤差曲線である。この図から,任意の点に基準点を移動させて測定した場
合の指示誤差のばらつきは,e(μm)の範囲内にあり,よって求める全測定範囲指示誤差はe(μm)とな
る。
図JC.3−固定ゼロ点法の指示誤差曲線から移動ゼロ点性能評価法の指示誤差を求める曲線例
図JC.1の固定ゼロ点法の指示誤差曲線から,移動ゼロ点性能評価法の全測定範囲指示誤差を求めるには,
図JC.3の最大指示誤差A点と最小指示誤差B点との差を求めることによって,図JC.2の基準点を任意に
移動させて求めたものと同じe(μm)の値が得られる。また,その他の指示誤差についても,それぞれの
特定区間において同様にして求めることができる[E1は,1回転の測定長(1 mm)に対し,特定区間(2
回転目)の指示誤差を示す。]。
17
B 7503:2017
附属書JD
(参考)
設計及び性能の仕様表示例
次の表示例は,カタログ,パンフレットなどによって,製造業者などから使用者に製品情報を提供する
ときの一例を示している。これらの項目は,一般に寸法図及び一覧表として示す場合が多い。
品 名 : ....................................................................................................................................
製 品 概 要 : ....................................................................................................................................
(目盛仕様,測定子種類,附属品など)
設計仕様(設計特性)
種 類 : ......................................
外 形 寸 法 :
幅 (W) .................... mm
厚さ(T) ..................... mm
高さ(H) ..................... mm
その他の寸法はJIS B 7503に従う。
測定範囲 : ................... mm
目 量 : ................... mm
プランジャ昇降機能 : リフタ あり・なし
裏蓋 : 耳金あり・耳金なし
保護機能 : 防水( )・防じん( )・なし
耐衝撃機能 : ショックプルーフ あり・なし
性能(計測特性)の仕様
戻り誤差(MPEH) : .................... μm 繰返し精密度(MPER): ..................... μm
指示誤差(MPE)
:
全測定範囲 .................. μm
1/10回転
.................. μm
1/2回転
.................. μm
1回転
.................. μm
測定力(MPL) :
最 大 ........ N 最 小 ......... N 測定力の差 ....... N
会社名 .......................................................
日付又は版数など .......................................................
参考文献
JIS C 0920 電気機械器具の外郭による保護等級(IPコード)
TS Z 0033:2012 測定における不確かさの表現のガイド
ISO/TR 14253-6:2012,Geometrical product specifications (GPS)−Inspection by measurement of workpieces
and measuring equipment−Part 6: Generalized decision rules for the acceptance and rejection of instruments
and workpieces
18
B 7503:2017
附属書JE
(参考)
JISと対応国際規格との対比表
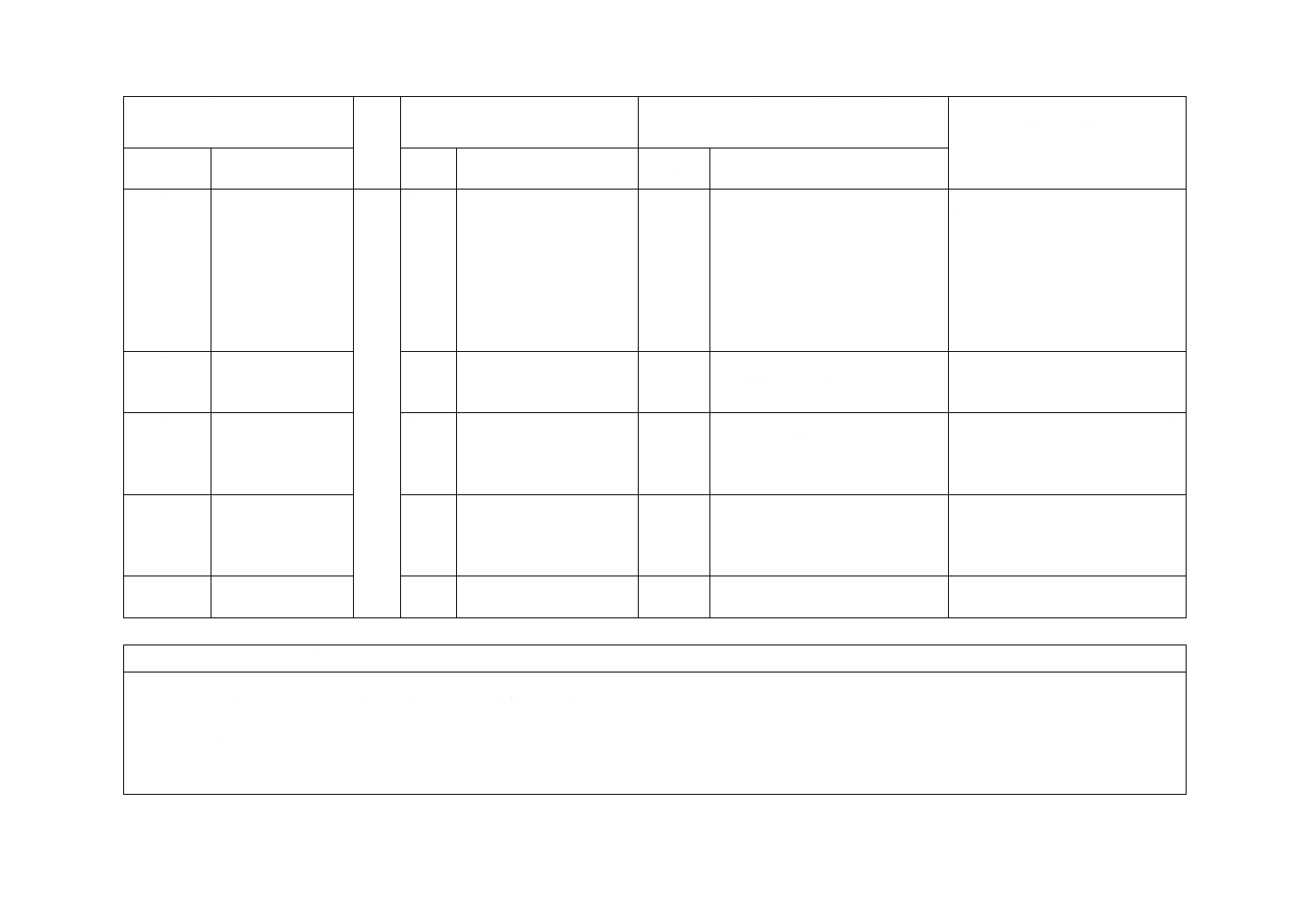
JIS B 7503:2017 ダイヤルゲージ
ISO 463:2006,Geometrical Product Specifications (GPS)−Dimensional measuring
equipment−Design and metrological characteristics of mechanical dial gauges
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差異
の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
2 引用規格
3 用語及び
定義
3
ダイヤルゲージ
追加
ダイヤルゲージのほか,JIS Z 8103
及び3.2〜3.21の20の用語を追加し
た。
指示誤差などの用語の定義を明確
化した。技術的差異はない。
“浮動ゼロ”は測定用語として適さ
ないため“移動ゼロ点性能評価法”
と改めた。
1/10,1/2,1回転指示誤差は規定さ
れた範囲で評価しているため“任
意”の表記はしていない。
4 設計仕様
(設計特性)
4
4
設計特性
変更
設計仕様に変更した。
設計特性の表現が分かりにくいた
め。
4.1 一般
4.1
製造業者によって特に明
記しない限り姿勢は問わ
ない。
変更
使用上の全ての姿勢とした。
JIS B 7533:2015(てこ式ダイヤルゲ
ージ)に合わせた。
4.2 種類
図2
4.2
寸法
JISとほぼ同じ
変更
技術的差異はない。
寸法に種類も記載されており,分か
りやすくするため項目を分けた。
4.3 名称
図3
4.2
寸法
変更
JISでは,図3に裏蓋(耳金あり),
キャップ及びクランプアームを図
示した。
寸法に名称も記載されており,分か
りやすくするため項目を分けた。技
術的差異はない。
4.4 ダイヤルゲージ
の保持
4.1
一般
JISとほぼ同じ
変更
技術的差異はない。
一般に,ダイヤルゲージの保持も記
載されており,分かりやすくするた
め項目を分けた。
7
B
7
5
0
3
:
2
0
1
7
19
B 7503:2017
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差異
の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
4 設計仕様
(設計特性)
4.5 寸法
図4
4.2
寸法
JISとほぼ同じ
変更
・ L2はプランジャを押し込んだ
ときの長さであると明記した。
・ 図4に裏蓋(耳金あり)を追加
した。
・ プランジャ軸-耳金孔中心距離
20 mm(参考)
・ 耳金孔直径6.5 mm(参考)
・ 耳金厚さ5 mm(参考)
互換性上,必要項目を追加した。
4.6 目盛
図5
4.3
目盛及び指針
JISとほぼ同じ
変更
技術的差異はない。
目盛と指針とを分けて明確化した。
4.7 長針
4.3
目盛及び指針
追加
次の注記を追加した。
注記1 長針先端の幅と目盛線の幅
とは,等しいことが望ましい。
注記2 長針先端の幅は,1目盛線
間隔の20 %以下が望ましい。
技術的差異はない。
目盛と指針(長針)とを分けて明確
化した。
読取り誤差を少なくするため,注記
を追記した。
4.8 短針
4.4
短針
JISとほぼ同じ
追加
“1目盛線間隔の±25 %”の許容差
を追加した。
使用の利便を図るため追加した。
4.10 ゼロ点調整
4.6
ゼロ調整
変更
容易に調整可能な構造とする,と表
現した。技術的差異はない。
ゼロ調整が容易にできることで,使
用の利便を図る。
4.11 プリスパン及
びポストスパン
図6
4.3
目盛及び指針
変更
技術的差異はない。
目盛及び指針から分けて明確化し
た。
5 性能(計
測特性)
5.1 最大許容誤差
(MPE)及び許容限
界(MPL)
表3,表4,表5
5.1
計測特性におけるMPE及
びMPL
変更
JISでは,目量・測定範囲に応じた
具体的な数値(MPE及びMPL)を
表として追加した。
規格値を設定することで,使用の利
便を図る。
−
5.2
測定子
削除
JISでは,性能に必要ないので削除
した。
技術的差異はない。
7
B
7
5
0
3
:
2
0
1
7
20
B 7503:2017
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差異
の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
6 仕様への
適合の検証
6.1 一般
仕様への適合不適
合の検証
6.1
仕様への適合,不適合の検
証はISO 14253-1を適用す
る。
追加
合否判定基準として“国際的に認め
られている仕様の範囲と合格の範
囲とが等しい場合の合格基準を用
いる”を追加し,注記に国際的に認
められている合格基準とはISO/TR
14253-6:2012であると示した。
実用的な合否判定基準を選択でき
るようにしたことで,使用の利便を
図る。
不確かさの評価
不確かさの評価はISO
14253-2
及び
ISO/IEC
Guide 98-3を適用する。
変更
不確かさの評価基準を“望ましい”
とし推奨事項にした。
不確かさの評価は専門家の判断及
び過去の知識も用いることができ
るようにして,使用の利便を図る。
6.2 測定方法及び評
価方法
附属書JA
−
追加
附属書JAで性能の測定方法及び評
価方法について詳細に規定し,附属
書JBで指示誤差曲線の線図を例示
した。
具体的に記載することによって使
用の利便を図る。
6.3 データ処理にお
ける移動ゼロ点性
能評価法
附属書JC
−
追加
附属書JCでデータ処理における移
動ゼロ点性能評価法について記載
した。
具体的に記載することによって使
用の利便を図る。
6.4 標準温度
JIS B 0680
標準温度20 ℃
−
追加
寸法・誤差などが標準温度の値であ
ることを明確にした。
具体的に記載することによって使
用の利便を図る。
7 表示
7
JISとほぼ同じ
追加
製造業者名などを追加した。
技術的差異はない。
具体的な事項を追記して,使用の利
便を図る。
附属書
附属書JA〜附属書
JD
Annex A〜Annex C
変更
性能の測定方法及び評価方法,指示
誤差曲線の例,データ処理方法など
を個別の附属書とし,その内容を詳
細に記載した。
測定からデータ処理までの一連の
作業を順序立てて説明することに
よって,使用者による,規格の理解
を容易にした。
7
B
7
5
0
3
:
2
0
1
7
21
B 7503:2017
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差異
の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
附属書JA
(規定)
測定方法及び評価
方法
Annex
C
測定箇所は目量,測定範囲
によって適切に決定する。
評価方法については明確
な記載はない。
変更
測定箇所及び測定方法を詳細に規
定した。
1回転指示誤差を例にすると,行き
方向及び戻り方向の両方向におい
て,始点から10回転までの1回転
ごとの測定範囲に対する指示誤差
の最大値と最小値との差の最大値
と,明確に規定した。
具体的に記載することで,使用の利
便を図った。
附属書JB
(参考)
指示誤差曲線の例
Annex
A
明確な記載はない。
変更
指示誤差曲線図に,求める指示誤差
の評価範囲及び値を例として示し
た。
目量0.01 mm,測定範囲10 mmの機
種を例にして誤差曲線を描き,実用
的なものとした。
附属書JC
(参考)
移動ゼロ点性能評
価法(データ処理に
よる性能評価法)
Annex
C
固定ゼロ,浮動ゼロによる
校正の考え方を,ISO
14978を引用して記載して
いる。
変更
移動ゼロ点性能評価法を具体的に
図を用いて説明した。
目量0.01 mm,測定範囲10 mmの機
種を例にして,移動ゼロ点性能評価
法を分かりやすく説明し,使用の利
便を図った。
附属書JD
(参考)
設計及び性能の仕
様表示例
Annex
B
設計仕様,性能だけでな
く,営業的な項目まで記入
するようになっている。
変更
設計及び性能仕様の項目を明確に
して,製造業者又は供給業者から使
用者への製品情報を提供するとき
の一例であることを明示した。
一般に製品仕様は,製造業者又は供
給業者からカタログなどで図,一覧
表などの形式で提供されるため,実
態に合わせた項目とした。
−
−
Annex
D
GPSマトリックス
削除
−
−
JISと国際規格との対応の程度の全体評価:ISO 463:2006,MOD
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 削除 ················ 国際規格の規定項目又は規定内容を削除している。
− 追加 ················ 国際規格にない規定項目又は規定内容を追加している。
− 変更 ················ 国際規格の規定内容を変更している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD ··············· 国際規格を修正している。
7
B
7
5
0
3
:
2
0
1
7