1
B
7
4
5
1
:
1
9
9
7
解
説
JISと対応する国際規格との対比表
JIS番号:JIS B 74151-1991 真円度測定機
国際規格番号:ISO 4291 : 1985 Methods for the assessment of departure from roundness−Measurement of variations in radius
(真円度の評価方法−半径偏差の測定)
:ISO 6318 : 1985 Measurement of roundness−Terms, definitions and parameters of roundness(真円度測定−
用語,定義,真円度のパラメータ
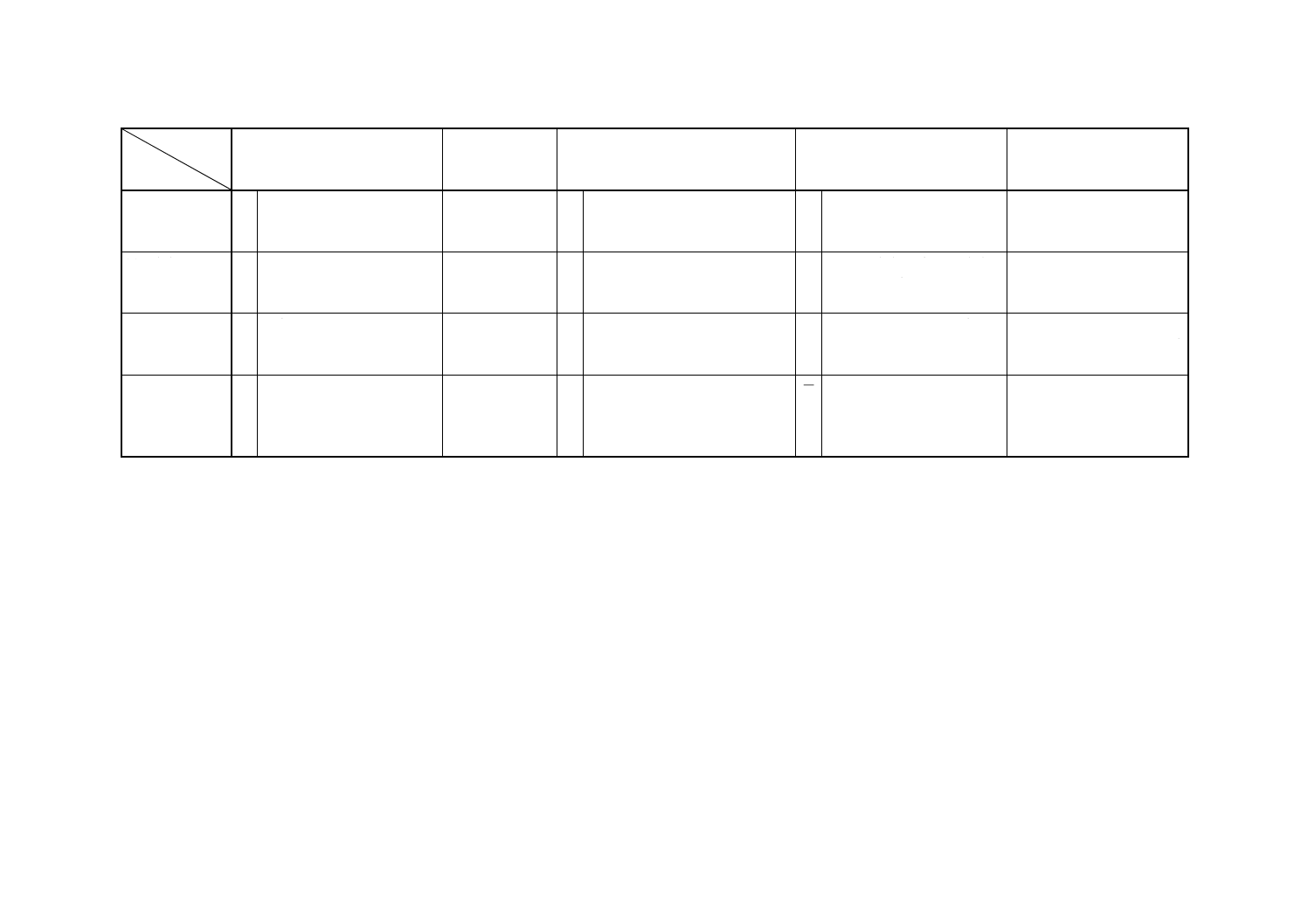
対比項目
規定項目
(I) JISの規定内容
(II) 国際規格番
号
(III) 国際規格の規定内容
(IV) JISと国際規格との相違点
(V) JISと国際規格との整合
が困難な理由及び今後の
対策
(1) 適用範囲
○ 検出器によって対象物の円
形形体の円周方向の半径の
変化を測定する接触式真円
度測定機について規定して
いる。
ISO 4291
○ 接触式検出器を用いた真円度測
定の際の,真円度評価方法につい
て規定している。
≠ ISOが真円度の評価方法に
関する規定であるのに対し,
JISは真円度測定機の規定で
ある。
ISO規格と規定範囲が異な
る。基本的には測定機の規定
とする。
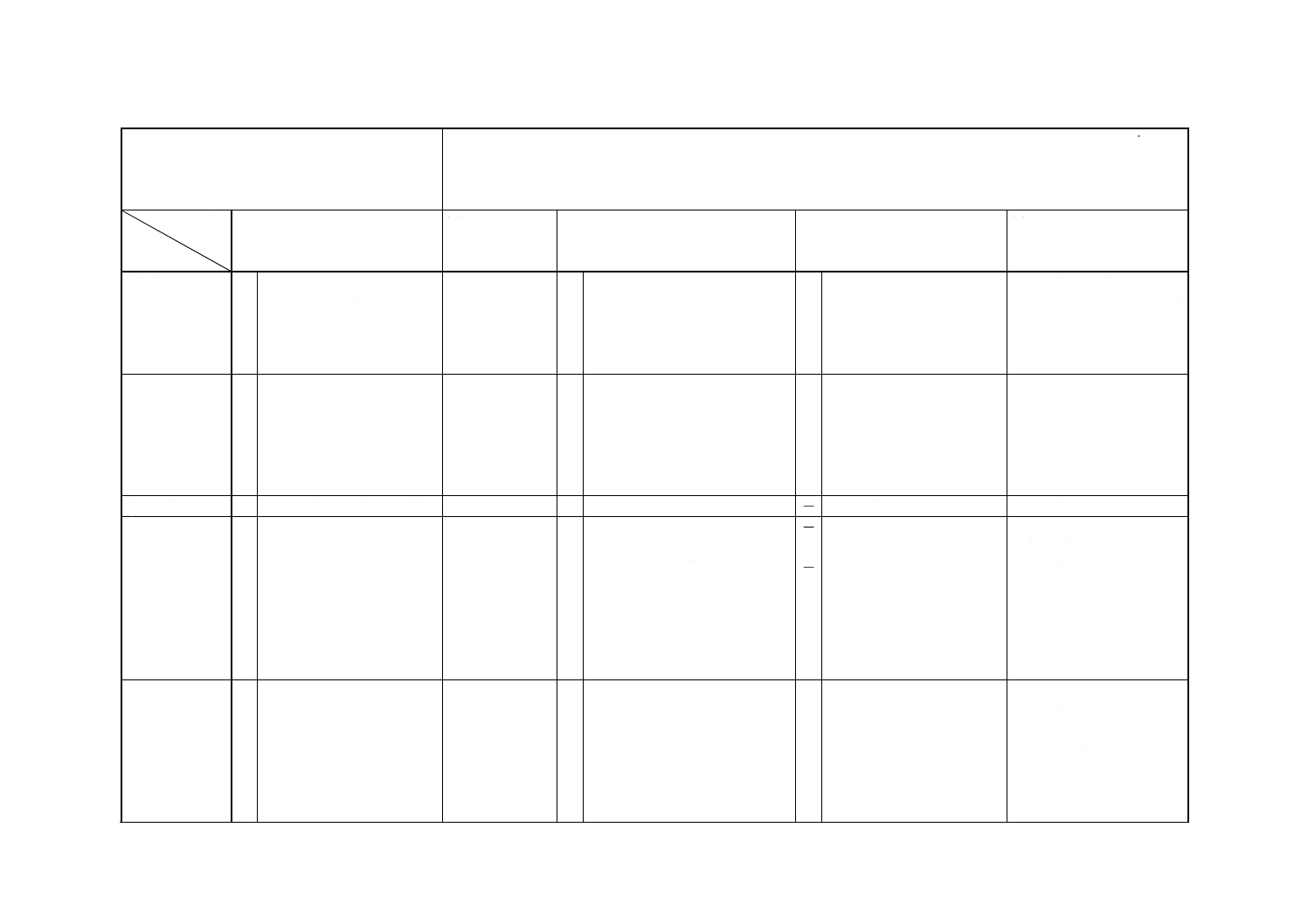
(2) 用語の定
義・記号
○ 回転精度(半径方向/軸方
向)
ISO 4291
○ 測定機の回転誤差(ラジアル/ア
キシャル方向)
= 記述はほぼ一致しているが,
ISOは誤差要因として述べ
ている。
記述はISOに合わせる。
JISは測定磯の規格である
ため,精度を規定する内容と
する。
○ 実写円度曲線,測定真円度曲
線等
ISO 6318
○ 実真円度曲線,測定真円度曲線等 = 内容的にほぼ一致している。 ISOに合わせる。
(3) 形式
○ 検出器回転形・載物台回転形 ISO 4291
○ 検出器回転形・載物台回転形
= ほほ一致している。
ISOに合わせる。
(4) 構造
○ 測定機の構成
ISO 4291
○ 出力仕様について規定
= ほほ一致している。
ISOに合わせるが,測定機の
構成図を加える。
○ 測定子(形状,曲率半径) ISO 4291
○ 測定子(形状,曲率半径)
= ほぼ一致している。
ISOに合わせる。
○ 載物台
−
ADP ISOは載物台の機構を規定
していない。
JISは測定器の規格である
ため,載物台の機能について
規定する。
○ フィルタ(種類とカットオフ
値)
ISO 4291
○ フィルタ(種類とカットオフ値) = ほほ一致している。
ISOに合わせる。
(5) 性能
○ 測定子の測定力
ISO 4291
○ 測定子の測定力
= ほぼ一致している。
ISOに合わせる。
○ 回転精度(半径方向/軸方
向)
ISO 4291
○ 測定機の回転誤差(ラジアル/ア
キシャル方向)
= 記述はほぼ一致しているが,
ISOは誤差要因として述べ
ている。
ISOに合わせるが,JISは測
定磯の規格であるため,許容
差を規定に加える。
○ 拡大倍率
−
ADP ISOは拡大倍率を規定して
いない。
JISは測定機の規格である
ため,許容差と呼び値の数列
を規定に加える。