B 7440-3 (ISO 10360-3:2000)
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,財団法人日本規格協会(JSA)から,工業標準
原案を具して日本工業規格を制定すべきとの申出があり,日本工業標準調査会の審議を経て,経済産業大
臣が制定した日本工業規格である。
制定に当たっては,日本工業規格と国際規格との対比,国際規格に一致した日本工業規格の作成及び日
本工業規格を基礎にした国際規格原案の提案を容易にするために,ISO 10360-3:2000,Geometrical Product
Specifications(GPS)-Acceptance and reverification tests for coordinate measuring machines(CMM)-Part 3: CMMs
with the axis of a rotary table as the fourth axisを基礎として用いた。
この規格の一部が,技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の
実用新案登録出願に抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会
は,このような技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の実用新
案登録出願にかかわる確認について,責任はもたない。
JIS B 7440-3には,次に示す附属書がある。
附属書A(参考)中間点検
附属書B(参考)GPS マトリックス
JIS B 7440の規格群には,次に示す部編成がある。
JIS B 7440-1 第1部:用語
JIS B 7440-2 第2部:寸法測定
JIS B 7440-3 第3部:ロータリテーブル付き座標測定機
JIS B 7440-4 第4部:スキャン測定
JIS B 7440-5 第5部:マルチスタイラス測定(予定)
JIS B 7440-6 第6部:ソフトウェア検査(予定)
2
B7740-3:2003(ISO 10360-3:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1. 適用範囲 ························································································································ 1
2. 引用規格 ························································································································ 2
3. 定義 ······························································································································ 2
4. 測定特性に対する要求 ······································································································ 2
4.1 指示誤差 ······················································································································ 2
4.2 環境条件 ······················································································································ 2
4.3 ロータリテーブル ·········································································································· 2
4.4 スタイラスシステム ······································································································· 2
4.5 操作条件 ······················································································································ 2
5. 受入検査及び定期検査 ······································································································ 3
5.1 評価原理 ······················································································································ 3
5.2 評価器具 ······················································································································ 3
5.2.1 検査用標準球 ·············································································································· 3
5.3 評価方法 ······················································································································ 3
5.4 回転軸誤差の求め方 ······································································································· 5
6. 仕様との適合 ·················································································································· 7
6.1 受入検査 ······················································································································ 7
6.2 定期検査 ······················································································································ 8
7. 適用事例 ························································································································ 8
7.1 受入検査 ······················································································································ 8
7.2 定期検査 ······················································································································ 8
7.3 中間点検 ······················································································································ 8
附属書A(参考)中間点検 ····································································································· 9
附属書B(参考)GPS マトリックス ······················································································· 10
参考文献 ···························································································································· 11
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 7440-3:2003
(ISO 10360-3:2000)
製品の幾何特性仕様(GPS)−座標測定機(CMM)
の受入検査及び定期検査−第3部:ロータリテーブ
ル付き座標測定機
Geometrical Product Specifications(GPS)-Acceptance and reverification
tests for coordinate measuring machines(CMM)-Part 3: CMM's with the axis
of a rotary table as the fourth axis
序文 この規格は,2000年に第1版として発行されたISO 10360-3,Geometrical Product
Specifications(GPS)-Acceptance and reverification tests for coordinate measuring machines(CMM)-Part 3: CMMs
with the axis of a rotary table as the fourth axisを翻訳し,技術的内容及び規格票の様式を変更することなく作
成した日本工業規格である。
なお,この規格で点線の下線を施してある“参考”は,原国際規格にはない事項である。
この規格は,製品の幾何特性仕様(GPS)規格の一つであり,GPS基本規格(TR B 0007参照)として取り扱
う。この規格は,サイズ,距離,半径,角度,形状,姿勢,位置,振れ及びデータムに関する規格チェー
ンのリンク番号5に関係する。
この規格と他の規格及びGPSマトリックスとの間の詳細な関係は,附属書Bを参照。
この規格で指定する検査は,ロータリテーブルを固定して実施するJIS B 7440-2の検査に加えて実施す
る。この規格の検査は,ロータリテーブルに固定された座標系における測定誤差を検出する。ロータリテ
ーブル単体の誤差を他の座標測定機の機械的な誤差から分離しても意味がない。
1. 適用範囲 この規格は,ロータリテーブル付き座標測定機の性能が,製造業者の仕様に適合している
かどうかを検証するための受入検査及び使用者がロータリテーブル付き座標測定機の性能を定期的に検証
するための定期検査について規定する。
この規格で規定する受入検査及び定期検査は,ロータリテーブル付き座標測定機にだけ適用する。
この規格は,次の事項を規定する。
− 測定特性に対する要求
− 受入検査及び定期検査
− 仕様との適合
− 適用事例
備考 この規格の対応国際規格を,次に示す。
なお,対応の程度を表す記号は,ISO/IEC Guide21に基づき,IDT(一致している),MOD(修
正している),NEQ(同等でない)とする。
ISO 10360-3:2000,Geometrical Product Specifications(GPS)-Acceptance and reverification tests for
2
B7740-3:2003(ISO 10360-3:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
coordinate measuring machines(CMM)-Part 3: CMMs with the axis of a rotary table as the fourth
axis (IDT)
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格のうちで,発行年を付記してあるものは,記載年の版だけがこの規格の規定を構成
するものであって,その後の改正版・追補には適用しない。発効年を付記していない引用規格は,その最
新版(追補を含む。)を適用する。
JIS B 0641-1 製品の幾何特性仕様(GPS)−製品及び測定装置の測定による検査−第1部:仕様に対す
る合否判定基準
備考 ISO 14253-1:1998 Geometrical Product Specifications(GPS)-Inspection by measurement of
workpiece and measuring equipment-Part1: Decision rules for proving conformance or
nonconformance with specifications が,この規格と一致している。
JIS B 7440-1 製品の幾何特性仕様(GPS)−座標測定機(CMM)の受入検査及び定期検査−第1部:用語
備考 ISO 10360-1:2000 Geometrical Product Specifications(GPS)-Acceptance and reverification tests
for coordinate measuring machines(CMM)-Part 1: Vocabularyが,この規格と一致している。
(VIM)International Vocabulary of Basic and General Terms in Metrology, BIPM,IEC, IFCC,ISO,IUPAC,
IUPAP,OIML,2nd edition,1993
3. 定義 この規格で用いる主な用語の定義は,JIS B 7440-1,JIS B 0641-1及びVIMによる。
4. 測定特性に対する要求
4.1
指示誤差 JIS B 7440-1に定義されているように,回転軸の3種類の指示誤差FR,FT,FAは,最大
許容誤差MPEFR,MPEFT,MPEFAを超えてはならない。最大許容誤差は,受入検査の場合には製造業者が
指定し,定期検査の場合には使用者が指定する。
指示誤差FR,FT,FA及び最大許容誤差MPEFR,MPEFT,MPEFAは, マイクロメートル単位で表示する。
4.2
環境条件 測定に影響を与える設置場所の温度条件,空気の湿度,振動などの環境条件の許容限界
は,受入検査の場合には製造業者が指定し,定期検査の場合には使用者が指定する。
いずれの場合にも,使用者は,許容限界内において自由に環境条件を選ぶことができる。
4.3
ロータリテーブル 最大許容誤差MPEFR,MPEFT,MPEFAは,指定された範囲内で,座標測定機上
に置かれた許容される任意の荷重,位置及び姿勢のロータリテーブル並びにロータリテーブル上の任意の
位置の検査用標準球に適用する。
4.4
スタイラスシステム 最大許容誤差MPEFR,MPEFT,MPEFAの指定された値が適用されるスタイラ
スシステム構成に関する限界値は,受入検査の場合には製造業者が指定し,定期検査の場合には使用者が
指定する。
いずれの場合にも,使用者は,指定された範囲内において自由にスタイラスシステム構成を選ぶことが
できる。
スタイラスチップの形状偏差は測定結果に影響するので,仕様との適合を判定するときには十分に考慮
しなければならない。
3
B 7440-3:2003 (ISO 10360-3:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4.5
操作条件 5.の検査を実施する場合には,製造業者の操作手順書の手順で座標測定機を操作しなけれ
ばならない。通常,このような手順書は,例えば,
a) 機械の起動/暖機サイクル
b) スタイラスシステム構成
c) スタイラスチップ及び校正球の清掃手順
d) プロービングシステムのパラメータ設定
e) ロータリテーブルのセットアップ及びパラメータ設定
などを記述している。
備考 スタイラスチップ及び校正球は,プロ−ビングシステムのパラメータ設定の前に,測定又は検
査結果に影響を与え得る油膜を残さないように,清浄しなければならない。
5. 受入検査及び定期検査
5.1
評価原理 評価の原理は,ロータリテーブルに設置された2個の検査用標準球の測定された中心座
標の変動を求め,座標測定機が指定された最大許容誤差MPEFR,MPEFT,MPEFAの範囲内で測定できるか
どうかを決定することである。
誤差のない完全な4軸の座標測定機では,ロータリテーブルが回転しても,検査用標準球の測定中心位
置は,測定物座標系において変動しない。
それぞれの検査用標準球の中心は,3方向(半径方向,接線方向及び軸方向)の座標で表す。それぞれ
の検査用標準球の中心位置は,ロータリテーブルに固定の測定物座標系で表す。
ロータリテーブルに設置されたそれぞれの検査用標準球の中心を,ロータリテーブルの異なる角度位置
で連続的に測定する。
3種類の回転軸誤差FR,FT,FAは,3方向のそれぞれに関して測定結果の最大値と最小値との幅として,
それぞれの検査用標準球に関して別々に計算する。
受入検査では製造業者の仕様及び手順に従って実施し,定期検査では使用者の仕様及び製造業者の手順
に従って実施する。
5.2
評価器具
5.2.1
検査用標準球 呼び直径10mm以上で30mm以下の2個の球(A及びB)。
検査用標準球の中心は,3種類の回転軸誤差を決定するために使われるだけなので,2個の検査用標準球
の直径を校正する必要はない。検査用標準球の形状偏差は検査結果に影響を与え,仕様との適合を判定す
る時には十分考慮しなければならないので,検査用標準球の形状は,校正しなければならない。
検査用標準球は,特にロータリテーブルの回転軸が水平である場合には,変形による影響を避けられる
ように,保持・固定することを推奨する。
5.3
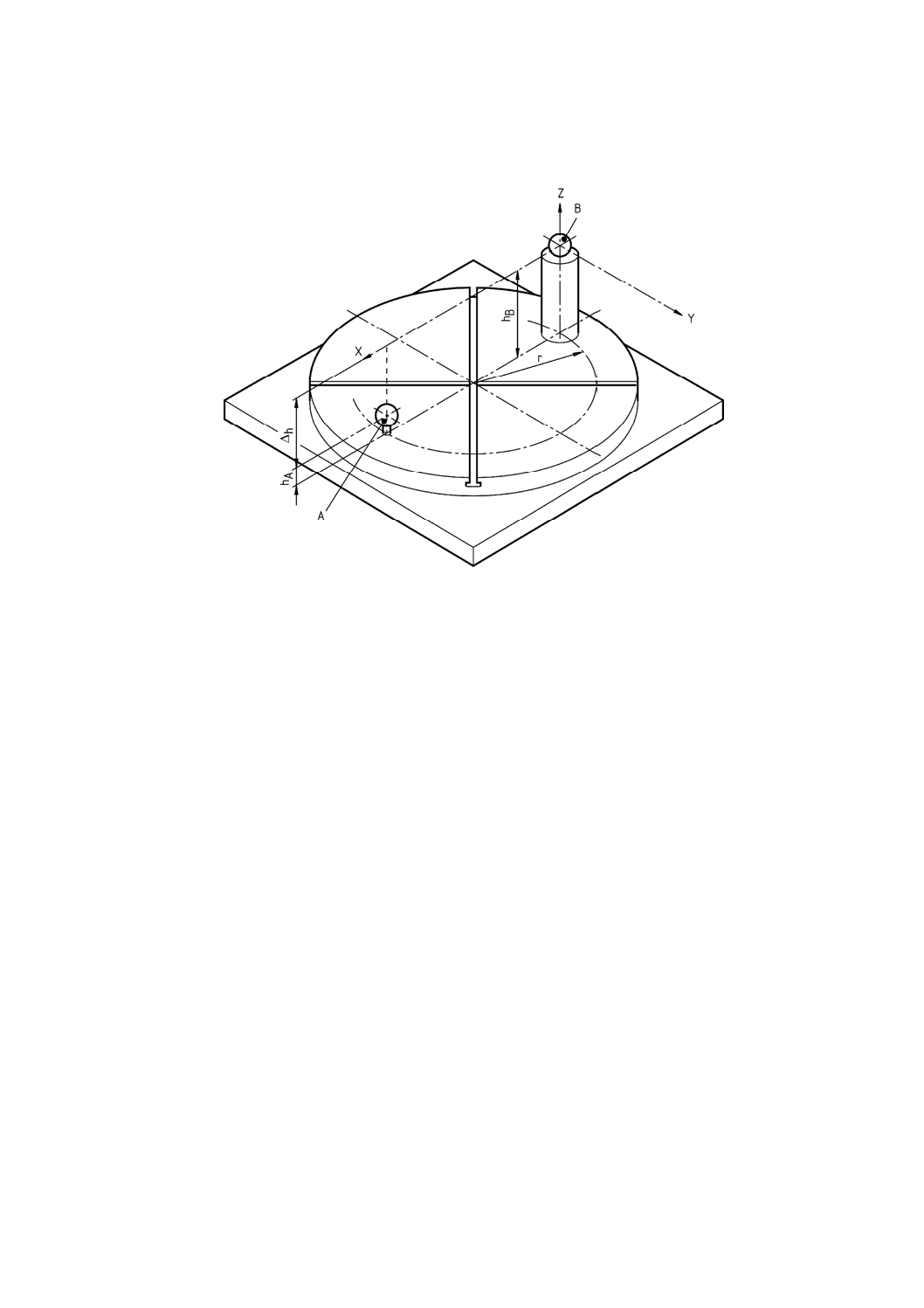
評価方法 検査用標準球Aを表1に従って,半径rの位置で,できるだけロータリテーブル表面に
近くなるように,ロータリテーブル上に設置する。検査用標準球Bをほぼ同じ半径rで検査用標準球Aの
ほぼ反対の位置に,Aに対してΔhの高さの差をもって設置する(表1及び図1参照)。
次の条件に従って,ロータリテーブル(図1参照)に(直交)測定物座標系を定義する。
a) 検査用標準球Bの中心(テーブル表面から最も遠い)を原点とする。
b) 軸方向を定義する第1軸(Z軸)は,ロータリテーブルの回転軸に平行とする。
c) 半径方向を定義する第2軸(X軸)は,第1軸と検査用標準球Aの中心とを含む平面内とする。
備考 第3軸(Y軸)は,接線方向を定義する。
4
B7740-3:2003(ISO 10360-3:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
測定物座標系を確立した後,開始位置(位置番号0)で検査用標準球Bを測定することによって検査を
始める。使用者は,表2の位置番号0に関してロータリテーブルの読みが0度以外のどんな角度位置を選
んでもよい。
次に,ロータリテーブルを一連の七つの角度位置に回転し,検査用標準球Aの位置をそれぞれの角度位
置で測定する。七つの測定位置は, 始点から少なくとも720度を超えることが望ましい。さらに,ロータ
リテーブルは逆方向に七つの角度位置に回転し,それぞれの位置で検査用標準球Aを測定する。ロータリ
テーブルが始点に戻ってきたとき,両方の検査用標準球を位置番号14として測定する。
ロータリテーブルを更に七つの異なる角度位置へ同じ方向で回転し,最後に逆方向に七つの角度位置へ
回転し,検査用標準球Bをそれぞれの位置で測定する。ロータリテーブルが開始位置に戻ったとき,両方
の検査用標準球を位置番号28として測定する(表2参照)。
備考1. 座標測定機同士の比較を容易にするために,表1の高さ及び半径を指定する。
2. 200mmという値は,1秒の角度誤差を約1マイクロメートルの長さ誤差に変換する。異なる
測定空間をもつ機械を比較する場合,また,大きな部品(例えば,テーブルよりも大きな部
品)に関する測定物の公差要求に対して機械の能力が適しているかどうかを評価する場合に
は,上の検査手順から生じる誤差は,使われる高さと距離とに大体比例する。
3. 製造業者によって指定された範囲内で,使用者は,座標測定機上のロータリテーブルの任意
の荷重,位置及び姿勢を選ぶことができる。もし必要ならば,製造業者及び使用者は,異な
る検査用標準球の位置を用いた追加の検査に合意することができる。
4. 測定空間を拡大する手段としてロータリテーブルを用いている座標測定機がある。その場合,
検査用標準球は,360度よりも狭いテーブルの回転角度でプロ−ビングシステムに接触でき
ればよい。また,ロータリテーブルの初めの角度位置は,両方の検査用標準球が測定できる
ように選ぶ。
表 1 ロータリテーブル上の標準球の位置
組合せ番号
高さの差
Δh
mm
半径
r
mm
1
200
200
2
400
200
3
400
400
4
800
400
5
800
800
備考 製造業者は,上の組合せの一つを指定する。製造業者と使用者の間の合意によって他の値を指定しても
よい。
5
B 7440-3:2003 (ISO 10360-3:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
備考 この図において,X,Y,Zの記号はロータリテーブルに関する方向を示すために使われ,機械の軸名称を必ず
しも表現していない。
図 1 受入検査及び定期検査のためのロータリテーブル上の検査用標準
6
B7740-3:2003(ISO 10360-3:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.4
回転軸誤差の求め方 位置番号0から28までの測定結果(検査用標準球Aの座標値をXA,YA,ZA
とし,検査用標準球Bの座標値をXB,YB,ZBとする。)を使って,両方の検査用標準球の中心の半径方向,
接線方向及び軸方向座標値の最大値と最小値との差として,3種類の回転軸誤差FR,FT,FAを計算する
(図2及び表2を参照)。
備考1. XAとXBは,検査用標準球A,Bの中心座標の半径方向成分であり,回転軸半径方向誤差FRA
とFRBの計算に使用する。
2. YAとYBは,検査用標準球A,Bの中心座標の接線方向成分であり,回転軸接線方向誤差FTA
とFTBの計算に使用する。
3. ZAとZBは,検査用標準球A,Bの中心座標の軸方向成分であり,回転軸軸方向誤差FAAと
FABの計算に使用する。
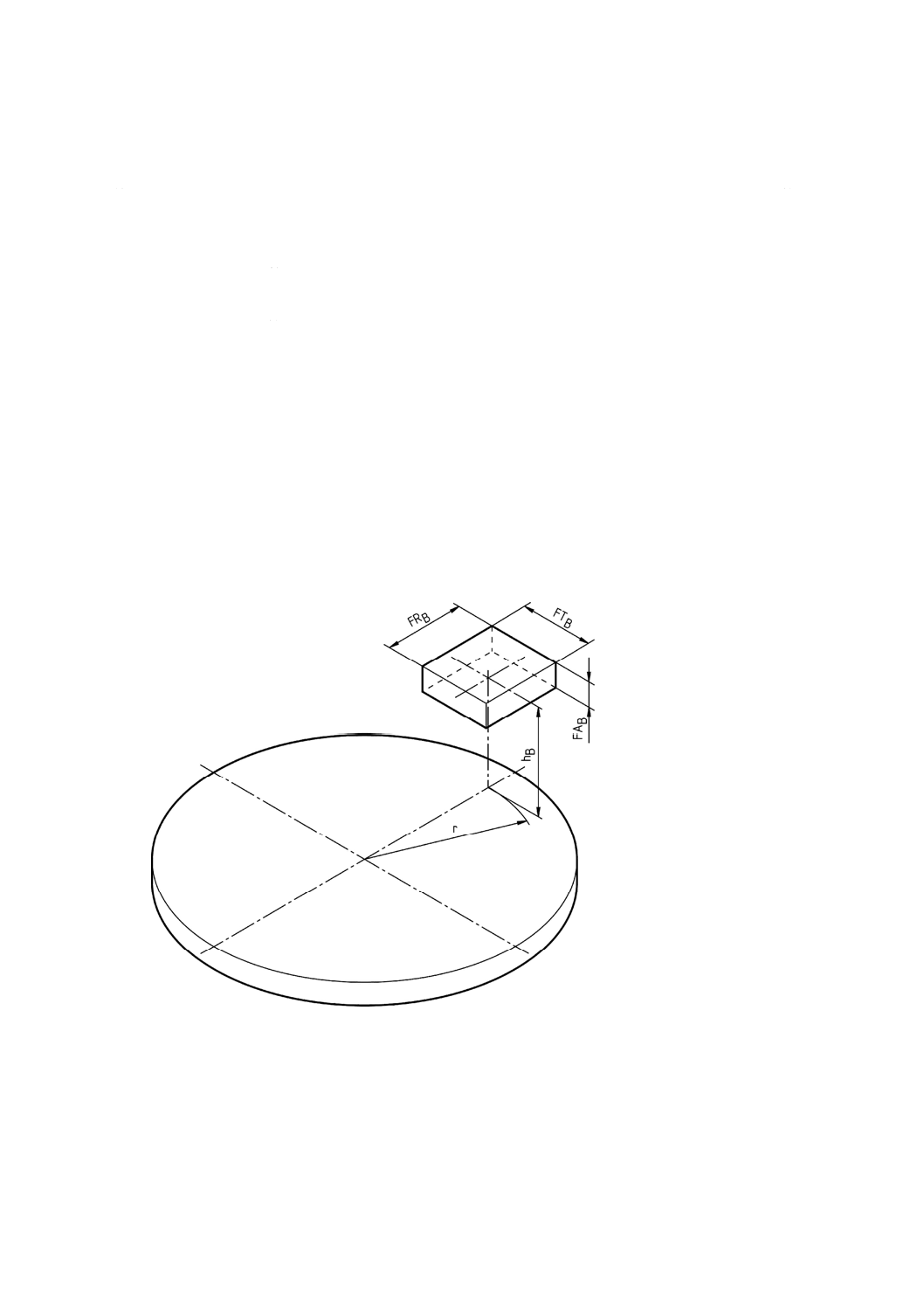
備考1. rは,ロータリテーブルの軸から検査用標準球Bまでの半径である。
2. hBは,ロータリテーブルの測定物を固定する面から検査用標準球Bの中心までの高さである。
3. 検査用標準球Aの位置は,わかりやすくするために示していない。
図 2 4番目の軸としてロータリテーブルの軸をもつ座標測定機の受入検査及び定期検査のための
3種類の回転軸誤差FRB,FTB,FABによって作られた空間の概略図
7
B 7440-3:2003 (ISO 10360-3:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表 2 ロータリテーブル検査のための標準的な角度位置
位置番号
角度位置
度
測定座標値
検査用標準球A
検査用標準球B
W1
W2
XA
YA
ZA
XB
YB
ZB
0
0
0
XA0
YA0=0
ZA0
XB0=0
YB0=0
ZB0=0
1
75
135
XA1
YA1
ZA1
−
−
−
2
125
225
XA2
YA2
ZA2
−
−
−
3
175
315
XA3
YA3
ZA3
−
−
−
4
385
405
XA4
YA4
ZA4
−
−
−
5
410
540
XA5
YA5
ZA5
−
−
−
6
510
630
XA6
YA6
ZA6
−
−
−
7
820
810
XA7
YA7
ZA7
−
−
−
8
510
630
XA8
YA8
ZA8
−
−
−
9
410
540
XA9
YA9
ZA9
−
−
−
10
385
405
XA10
YA10
ZA10
−
−
−
11
175
315
XA11
YA11
ZA11
−
−
−
12
125
225
XA12
YA12
ZA12
−
−
−
13
75
135
XA13
YA13
ZA13
−
−
−
14
0
0
XA14
YA14
ZA14
XB14
YB14
ZB14
15
-75
-135
−
−
−
XB15
YB15
ZB15
16
-125
-225
−
−
−
XB16
YB16
ZB16
17
-175
-315
−
−
−
XB17
YB17
ZB17
18
-385
-405
−
−
−
XB18
YB18
ZB18
19
-410
-540
−
−
−
XB19
YB19
ZB19
20
-510
-630
−
−
−
XB20
YB20
ZB20
21
-820
-810
−
−
−
XB21
YB21
ZB21
22
-510
-630
−
−
−
XB22
YB22
ZB22
23
-410
-540
−
−
−
XB23
YB23
ZB23
24
-385
-405
−
−
−
XB24
YB24
ZB24
25
-175
-315
−
−
−
XB25
YB25
ZB25
26
-125
-225
−
−
−
XB26
YB26
ZB26
27
-75
-135
−
−
−
XB27
YB27
ZB27
28
0
0
XA28
YA28
ZA28
XB28
YB28
ZB28
回転軸誤差
FRA
FTA
FAA
FRB
FTB
FAB
備考 角度位置W1は,ロータリテーブルの一部分を用いる座標測定機に適用する。角度位置W2は,ロー
タリテーブルの全範囲を用いる座標測定機に適用する。これらの列のどちらか一方だけを検査される
特定の座標測定機に適用する。この表中のダッシュ(−)は,その角度位置ではその検査用標準球の
位置を測定しないことを意味する(5.3の備考5参照)。
6. 仕様との適合
6.1
受入検査 JIS B 0641-1に従う測定の不確かさを考慮に入れて,回転軸誤差FRA,FTA,FAA,FRB,
FTB,FABのすべてが,製造業者によって指定された3種類の最大許容誤差MPEFR,MPEFT,MPEFA以下な
らば,4番目の軸としてロータリテーブルの軸をもつ座標測定機は仕様に適合すると判定する。
参考 ここでは,JIS B 0641-1に従う測定の不確かさとして,検査用標準球の形状偏差(5.2.1参照)を
考慮する。
8
B7740-3:2003(ISO 10360-3:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6.2
定期検査 JIS B 0641-1に従う測定の不確かさを考慮に入れて,回転軸誤差FRA,FTA,FAA,FRB,
FTB,FABのすべてが,使用者によって指定された3種類の最大許容誤差MPEFR,MPEFT,MPEFA以下なら
ば,4番目の軸としてロータリテーブルの軸をもつ座標測定機は仕様に適合すると判定する。
参考 ここでは,JIS B 0641-1に従う測定の不確かさとして,検査用標準球の形状偏差(5.2.1参照)を
考慮する。
7. 適用事例
7.1
受入検査
− 購入契約
− 保守契約
− 修理契約
− 仕様変更契約など
に記述されるような製造業者と使用者との契約状況において,この規格で規定する受入検査は,製造業者
と使用者の合意によって指定された最大許容誤差MPEFR,MPEFT,MPEFAに従って,4番目の軸としてロ
ータリテーブルの軸をもつ座標測定機が仕様に適合すると判定する。
もし製造業者がいかなる制限も指定しなかった場合は,3種類の最大許容誤差MPEFR,MPEFT,MPEFA
は,座標測定機のロータリテーブルの任意の荷重,位置及び姿勢に適用する。
7.2
定期検査 組織内の品質保証システムにおいて,この規格で規定する定期検査は,詳細な適用限界
のもとで,使用者によって指定された最大許容誤差MPEFR,MPEFT,MPEFAに従って,4番目の軸として
ロータリテーブルをもつ座標測定機の性能を検証する検査として使用できる。
7.3
中間点検 組織内の品質保証システムにおいて,回転軸誤差が3種類の最大許容誤差MPEFR,MPEFT,
MPEFA以下である可能性を示すために,簡便な点検を定期的にしてもよい。
中間点検では,検査用標準球,角度位置数及び実行する測定数を減らしてもよい。
9
B 7440-3:2003 (ISO 10360-3:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A(参考)中間点検
この附属書Aは、参考として示すもので、規定の一部ではない。
ロータリテーブルが座標測定機に固定されている場合は,規格本体5.で記述した検査は座標測定機のす
べての軸の誤差を定量化するのに十分である。FR,FT,FAの結果が仕様と適合する場合,すべての軸が
良好な動作状態にあると考えられ,寸法測定における指示誤差の中間点検は省略できる。
10
B 7440-3:2003 (ISO 10360-3:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書B(参考)GPS マトリックス
この附属書Bは、参考として示すもので、規定の一部ではない。
GPSマトリックスモデル詳細は,TR B 0007を参照。
B.1
規格及びその利用についての情報 この規格は,座標測定機が指定されたMPEと適合することを示
すための検証方法を規定している。この規格の検査は,
− ロータリテーブル付き座標測定機に適用する。
− ロータリテーブルに固定された座標系における測定誤差を検出する。
− ロータリテーブルを固定して実施するJIS B 7440-2の検査に加えて実施する。
B.2
GPSマトリックスにおける位置付け この規格は,附属書B図1に示すGP基本規格マトリックス
におけるサイズ,距離,半径,角度,形状,姿勢,位置,振れ及びデータムの規格チェーンのリンク番号
5に関係する。
B.3
関連規格 関連規格は,附属書B図1に示す規格チェーンに含まれる規格である。
GPS
原理
規格
GPS共通規格
GPS基本規格
リンク番号
1
2
3
4
5
6
サイズ
距離
半径
角度
データムに無関係な線の形状
データムに関係する線の形状
データムに無関係な面の形状
データムに関係する面の形状
姿勢
位置
円周振れ
全振れ
データム
粗さ曲線
うねり曲線
断面曲線
表面欠陥
くさび
附属書B図1
11
B 7440-3:2003 (ISO 10360-3:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
参考文献
[1] JIS B 7440-2:製品の幾何特性仕様(GPS)−座標測定機(CMM)の受入検査及び定期検査―第2部:
寸法測定
備考 ISO 10360-2:2001, Geometrical Product Specifications(GPS)-Acceptance and reverification tests for
coordinate measuring machines(CMM)-Part 2: CMMs used for measuring sizeが,この規格と一致し
ている。
[2] TR B 0007:製品の幾何特性仕様(GPS)−マスタープラン
備考 ISO/TR 14638:1995, Geometrical Product Specifications(GPS)-Masterplanが,この技術情報と一
致している。