B 7440-1:2003(ISO 10360-1:2000)
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,財団法人日本規格協会(JSA)から,工業標準
原案を具して日本工業規格を制定すべきとの申出があり,日本工業標準調査会の審議を経て,経済産業大
臣が制定した日本工業規格である。
制定に当たっては,日本工業規格と国際規格との対比,国際規格に一致した日本工業規格の作成及び日
本工業規格を基礎にした国際規格原案の提案を容易にするために,ISO 10360-1:2000,Geometrical product
specifications (GPS) - Acceptance and reverification tests for coordinate measuring machines (CMM) - Part 1:
Vocabularyを基礎として用いた。
この規格の一部が,技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の
実用新案登録出願に抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会
は,このような技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の実用新
案登録出願にかかわる確認について,責任はもたない。
JIS B 7440-1には,次に示す附属書がある。
附属書A(参考)座標測定機本体の各種形式
附属書B(参考)GPSマトリックス
JIS B 7440の規格群には,次に示す部編成がある。
JIS B 7440-1 第1部:用語
JIS B 7440-2 第2部:寸法測定
JIS B 7440-3 第3部:ロータリテーブル付き座標測定機
JIS B 7440-4 第4部:スキャンニング測定
JIS B 7440-5 第5部:マルチスタイラス測定(予定)
JIS B 7440-6 第6部:ソフトウェア検査(予定)
7440-1:2003 (ISO 10360-1:2000)
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1. 適用範囲 ························································································································ 1
2. 一般用語 ························································································································ 1
2.1 座標測定機(三次元測定機) CMM ··················································································· 1
2.2 座標測定 ······················································································································ 1
2.3 測定範囲(測定空間) ···································································································· 1
2.4 測定物座標系(ワーク座標系)························································································· 1
2.5 機械座標系(マシン座標系)···························································································· 1
2.6 プロービングシステム ···································································································· 2
2.7 プロービング ················································································································ 2
2.8 離散点プロービング ······································································································· 2
2.9 スキャニング測定(ならい測定)······················································································ 2
2.10 プログラム点 ··············································································································· 2
2.11 中間点 ························································································································ 2
2.12 補正前測定点 ··············································································································· 2
2.13 補正後測定点 ··············································································································· 2
2.14 目標点 ························································································································ 2
2.15 実接触点 ····················································································································· 2
2.16 チップ補正ベクトル T ·································································································· 2
2.17 (CMMの)受入検査 ··································································································· 6
2.18 (CMMの)定期検査 ···································································································· 6
2.19 (CMMの)中間点検 ···································································································· 6
2.20 最小二乗球の中心からの距離 R ······················································································· 6
2.21 範囲 ··························································································································· 6
2.22 ヒステリシス ··············································································································· 6
2.23 ラム ··························································································································· 6
3. プロービングシステムに関連する用語 ················································································· 6
3.1 プローブ ······················································································································ 6
3.2 接触プロービングシステム······························································································· 6
3.3 非接触プロービングシステム···························································································· 6
3.4 光プロービングシステム ································································································· 6
3.5 マルチプローブシステム ································································································· 6
3.6 回転式プロービングシステム···························································································· 6
3.7 プロービングシステムのパラメータ設定 ············································································· 6
3.8 マルチスタイラス ·········································································································· 6
B 7440-1:2003(ISO 10360-1:2000)
(3)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4. スタイラスに関連する用語 ································································································ 9
4.1 スタイラス(測定子) ···································································································· 9
4.2 スタイラスチップ(接触子)···························································································· 9
4.3 スタイラス部品 ············································································································· 9
4.4 スタイラスシステム ······································································································· 9
4.5 スタイラス長さ ············································································································· 9
4.6 スタイラスチップオフセット···························································································· 9
5. ロータリテーブルに関連する用語 ······················································································ 10
5.1 ロータリテーブル ········································································································· 10
5.2 ロータリテーブルのセットアップ····················································································· 10
6. 座標測定機の操作に関連する用語 ······················································································ 10
6.1 離散点プロービング速度 ································································································ 10
6.2 スキャニング(測定)速度······························································································ 10
6.3 戻り距離 ····················································································································· 10
7. スキャニングに関連する用語 ···························································································· 10
7.1 補正後スキャン点 ········································································································· 10
7.2 目標スキャン線 ············································································································ 10
7.3 補正後スキャン線 ········································································································· 10
7.4 目標スキャン面 ············································································································ 10
7.5 既定経路スキャニング ··································································································· 10
7.6 未定経路スキャニング ··································································································· 10
7.7 スキャンシーケンス ······································································································ 10
7.8 (CMMの)高密度測定 ································································································· 10
7.9 (CMMの)低密度測定 ································································································· 10
8. 標準器に関連する用語 ····································································································· 10
8.1 標準器 ························································································································ 10
8.2 寸法標準器 ·················································································································· 10
8.3 校正球 ························································································································ 11
8.4 検査用標準球 ··············································································································· 11
9. 指示誤差又は誤差に関連する用語 ······················································································ 11
9.1 寸法測定における座標測定機の指示誤差 E ········································································ 11
9.2 寸法測定における座標測定機の最大許容指示誤差 MPEE ······················································· 11
9.3 プロービング誤差 P ······································································································ 12
9.4 最大許容プロービング誤差 MPEP ····················································································· 13
9.5 回転軸半径方向誤差 FR ································································································· 13
9.6 回転軸接線方向誤差 FT ································································································· 13
9.7 回転軸軸方向誤差 FA ····································································································· 13
9.8 最大許容回転軸半径方向誤差 MPEFR················································································· 13
9.9 最大許容回転軸接線方向誤差 MPEFT ················································································· 13
9.10 最大許容回転軸軸方向誤差 MPEFA ·················································································· 13
7440-1:2003 (ISO 10360-1:2000)
(4)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
9.11 スキャニングプロービング誤差 Tij ·················································································· 14
9.12 最大許容スキャニングプロービング誤差 MPETij ································································ 14
9.13 スキャニング検査時間 τij ···························································································· 14
9.14 最大許容スキャニング検査時間 MPTτij············································································ 14
9.15 固定マルチスタイラスプロービングシステム形状誤差 MF ·················································· 14
9.16 固定マルチスタイラスプロービングシステムサイズ誤差 MS ················································ 14
9.17 固定マルチスタイラスプロービングシステム位置誤差 ML ··················································· 14
9.18 最大許容固定マルチスタイラスプロービングシステム形状誤差 MPEMF ·································· 15
9.19 最大許容固定マルチスタイラスプロービングシステムサイズ誤差 MPEMS ······························· 15
9.20 最大許容固定マルチスタイラスプロービングシステム位置誤差 MPEML ·································· 15
9.21 回転式プロービングシステム形状誤差 AF ········································································ 15
9.22 回転式プロービングシステムサイズ誤差 AS ····································································· 15
9.23 回転式プロービングシステム位置誤差 AL ········································································ 15
9.24 最大許容回転式プロービングシステム形状誤差 MPEAF ······················································· 15
9.25 最大許容回転式プロービングシステムサイズ誤差 MPEAS ···················································· 15
9.26 最大許容回転式プロービングシステム位置誤差 MPEAL ······················································· 15
10. 形体に関連する用語 ······································································································ 16
10.1 最小二乗当てはめ形体 ·································································································· 16
11. ソフトウェアに関連する用語 ··························································································· 16
11.1 形体のパラメータ表現 ·································································································· 16
11.2 基準データセット ········································································································ 16
11.3 基準パラメータ値 ········································································································ 16
11.4 基準パラメータ表現 ····································································································· 16
11.5 基準残差 ···················································································································· 16
11.6 基準ソフトウェア ········································································································ 16
11.7 残差 ·························································································································· 16
11.8 変換規則 ···················································································································· 16
11.9 変換被検パラメータ値 ·································································································· 16
11.10 被検パラメータ値 ······································································································· 16
11.11 被検パラメータ表現 ···································································································· 16
11.12 被検残差··················································································································· 16
11.13 データセットの存在範囲 ······························································································ 16
11.14 基準対······················································································································ 17
附属書A(参考)座標測定機本体の各種形式 ············································································ 18
附属書B(参考)GPSマトリックス ························································································ 26
参考文献 ···························································································································· 27
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 7440-1:2003
(ISO 10360-1:2000)
製品の幾何特性仕様(GPS)−座標測定機(CMM)
の受入検査及び定期検査−第1部:用語
Geometrical product specifications (GPS) - Acceptance and reverification
tests for coordinate measuring machines (CMM) - Part 1: Vocabulary
序文 この規格は,2000年に第1版として発行されたISO 10360-1,Geometrical product specifications (GPS)
- Acceptance and reverification tests for coordinate measuring machines (CMM) - Part 1: Vocabularyを翻訳し,技
術的内容及び規格票の様式を変更することなく作成した日本工業規格である。
なお,この規格で点線の下線を施してある“参考”は,原国際規格にはない事項である。
この規格は,製品の幾何特性仕様(GPS)規格の一つであり,GPS基本規格(TR B 0007参照)として
取り扱う。この規格は,サイズ,距離,半径,角度,形状,姿勢,位置,振れ及びデータムに関する規格
チェーンのリンク番号5に関係する。
この規格と他の規格及びGPSマトリックスとの間の詳細な関係は,附属書Bを参照。
1. 適用範囲 この規格は,座標測定機(CMM)の受入検査及び定期検査に関係する用語について規定す
る。
備考 この規格の対応国際規格を,次に示す。
なお,対応の程度を表す記号は,ISO/IEC Guide21に基づき,IDT(一致している),MOD(修
正している),NEQ(同等でない)とする。
ISO 10360-1:2000,Geometrical product specifications (GPS) - Acceptance and reverification tests for
coordinate measuring machines (CMM) - Part 1: Vocabulary (IDT)
2. 一般用語
2.1
座標測定機(三次元測定機) CMM (coordinate measuring machine) プロービングシステム(2.6)
を移動させ,測定物表面上の空間座標を決定する能力がある測定システム。
備考 幾つかの一般的な座標測定機及びその物理座標軸の表現については,附属書Aを参照。
参考 座標測定機は,一般には三次元測定機と呼ばれることが多いが,本質的な性質を考えてこの規
格では座標測定機と呼ぶ。
2.2
座標測定 (coordinate measurement)座標測定機(2.1)によって行われる空間座標の測定。
2.3
測定範囲(測定空間) (measuring volume) 座標測定機によって3軸同時に測定できる空間座標
の限界として表現された,座標測定機(2.1)の測定可能な領域。
2.4
測定物座標系(ワーク座標系) (workpiece coordinate system) 測定物に対して固定された座標系。
2.5
機械座標系(マシン座標系) (machine coordinate system) 座標測定機(2.1)の物理的又は計算
上の軸に対して固定された座標系。
2
B 7440-1:2003(ISO 10360-1:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
備考 幾つかの一般的な座標測定機及びその物理座標軸の表現については,附属書Aを参照。
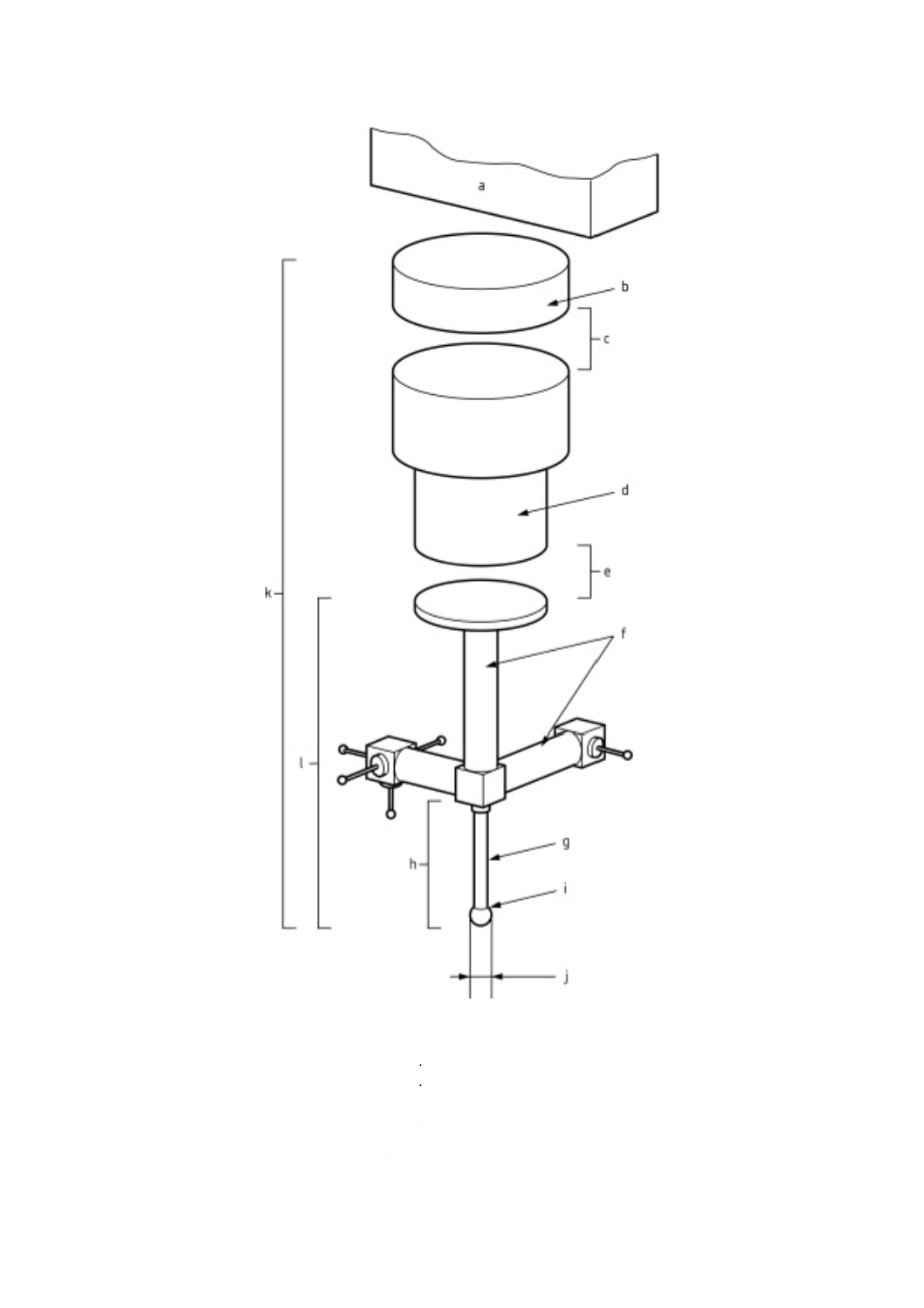
2.6
プロービングシステム (probing system) プローブ(3.1)並びに存在すればプローブエキステン
ション,プローブ交換システム,スタイラス(4.1),スタイラス交換システム及びスタイラスエキステン
ションで構成されるシステム。図1及び図2参照。
備考1. プロービングシステムは,ラム(2.23)につながっている。
2. プロービングシステムは,接触プロービングシステム(3.2)に限定されない。
2.7
プロービング [probing (to probe)] 座標値を決定させる動作。
2.8
離散点プロービング (discrete-point probing) 中間点(2.11)から離れた後,すぐに補正前測定点
(2.12)の記録を評価する特定なプロービング(2.7)モード。
2.9
スキャニング測定(ならい測定) (scanning) 測定表面上の線を連続した測定点によって特徴づ
けるプロービング(2.7)モード。
2.10 プログラム点 (program point)プロービングシステム(2.6)を指定した点へ移動制御するために
用いる座標値で表現された点。
2.11 中間点 (intermediate point)プロービング(2.7)がなされない特別なプログラム点(2.10)。
備考 中間点は,プロービングシステム(2.6)の動作を制御するため,移動速度又は方向を変更する
ため,逃げる動作のためなどに用いる。
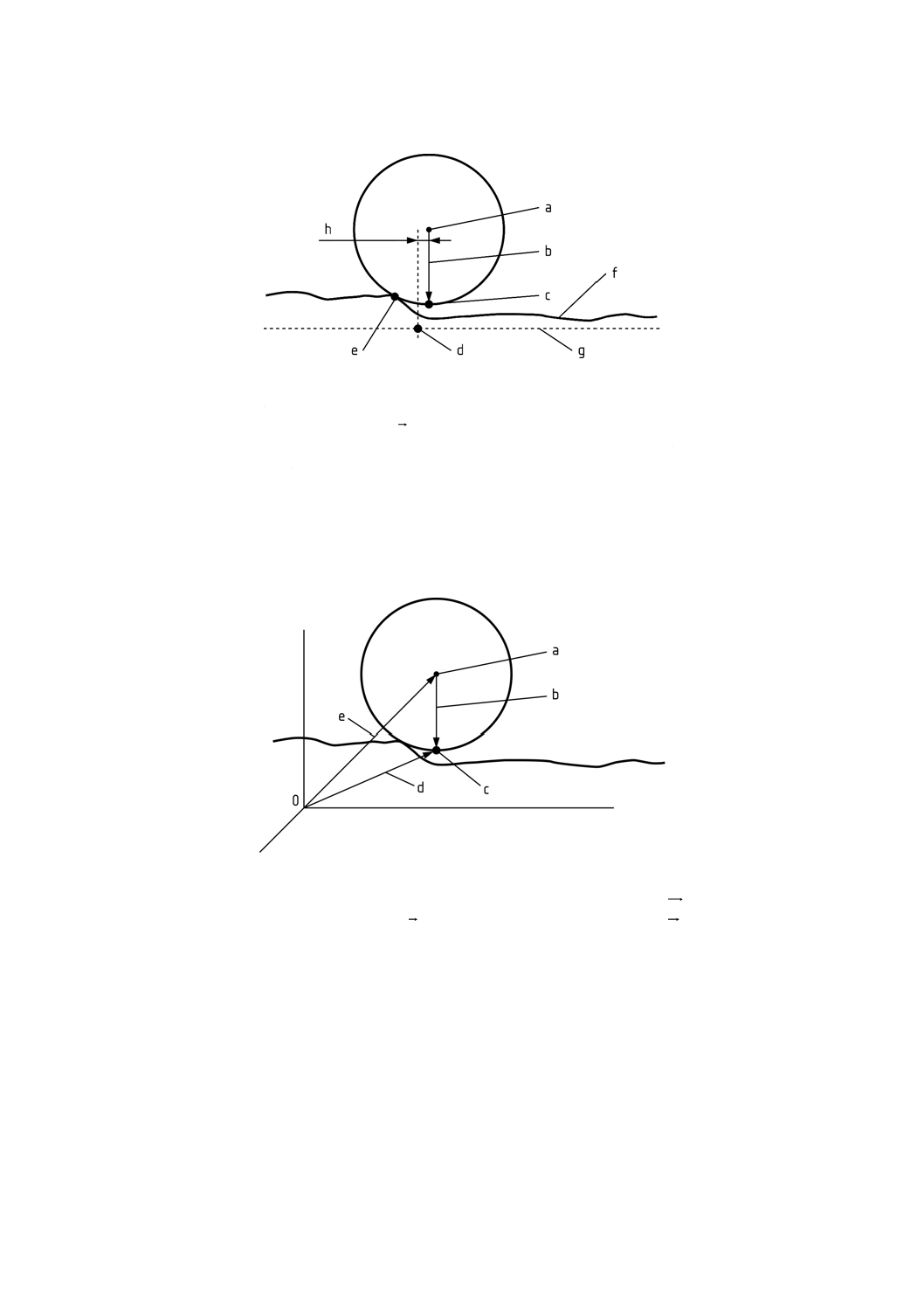
2.12 補正前測定点 (indicated measured point) プロービング(2.7)がおこった瞬間の座標値によって
示されるプロービングシステム(2.6)の特定の点。図3参照。
備考 この点は,一般的にスタイラスチップ(4.2)の中心又はその近くである。
2.13 補正後測定点 (corrected measured point) 補正前測定点(2.12)に基づいて推定された測定物上
の点。図3及び図4参照。
備考 プローブ(3.1)にスタイラスシステム(4.4)が附属していない場合[例えば,光プロービング
システム(3.4)の場合],補正前測定点(2.12)は補正後測定点と等しくてよい。
2.14 目標点 (target contact point) 図示外殻形体上の接触を意図した点。図3参照。
備考 図示外殻形体は,JIS B 0672-1 に従った,理論的に正確な面である。
2.15 実接触点 (actual contact point) スタイラスチップ(4.2)と実形体が接触した点。図3参照。
備考 実形体は,JIS B 0672-1 に従った,外殻形体で測定物の実表面の一部である。
2.16 チップ補正ベクトル T (tip correction vector) 補正前測定点(2.12)を補正後測定点(2.13)へ
変換するのに使用するベクトル。図3及び図4を参照。
備考1. チップ補正ベクトルは,一般的にチップの物理的な寸法(例えば,半径)とプロービングシ
ステム(2.6)の系統的な誤差の補正とを含んでいる。補正前測定点(2.12)から補正後測定
点(2.13)への変換は,次の式で表現される。
M=D+T
ここに,
Mは,補正後測定点のベクトル
Dは,補正前測定点のベクトル
T は,チップ補正ベクトル
2. 通常は,このベクトルの大きさとして近似のスタイラスチップ(4.2)半径を用い,このベク
トルの方向としては推定される面法線を用いる。チップ直径は,スタイラスシャフトのたわ
みなどの補正効果を含んでいて,通常“実効チップ直径”と呼ばれる。
3
B 7440-1:2003(ISO 10360-1:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a ラム
b プローブエキステンション
c プローブ交換システム
d プローブ
e スタイラス交換システム
f スタイラスエキステンション
g スタイラスシャフト
h スタイラス
i スタイラスチップ
j チップ直径
k プロービングシステム
l スタイラスシステム(スタイラス部品で構成)
図 1 プロービングシステム
4
B 7440-1:2003(ISO 10360-1:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a ラム
b 回転システム
c プローブエキステンション
d プローブ交換システム
e プローブ
f スタイラスエキステンション
g スタイラス
h 回転式プロービングシステム
図 2 回転式プロービングシステム
5
B 7440-1:2003(ISO 10360-1:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a 補正前測定点
b チップ補正ベクトル T
c 補正後測定点
d 目標点
e 実接触点
f 実形体
g 図示形体,目標スキャン線
h 位置決め誤差
図 3 プロービングに関連する用語
a 補正前測定点
b チップ補正ベクトル T
c 補正後測定点
d 補正後測定点のベクトル M
e 補正前測定点のベクトル D
図 4 チップ補正ベクトル
6
B 7440-1:2003(ISO 10360-1:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2.17 (CMMの)受入検査 (acceptance test) 座標測定機(2.1)の性能が,製造業者の仕様に適合す
るかどうかを検証するための検査。
2.18 (CMMの)定期検査 (reverification test) 座標測定機(2.1)の性能を,使用者が定期的に検証
するための検査で,受入検査(2.17)と同じ手順で行う。
2.19 (CMMの)中間点検 (interim check) 座標測定機(2.1)による測定の信頼性を保つために定期
検査の間に使用者によって実行される検査。
2.20 最小二乗球の中心からの距離 R (Gaussian radial distance) 球形の寸法標準器(8.2)上の有限個
の補正後測定点(2.13)によって当てはめ形体である最小二乗球を求め,その中心とその標準器上の補正
後測定点との距離。
備考 すべての測定点が測得形体を表現し,当てはめ形体が計算され,最小二乗球の中心からの距離
R の範囲を決定する。JIS B 0672-1参照。
2.21 範囲 (range) 名目上の同じ量における最大値と最小値の違い。
2.22 ヒステリシス (hysteresis) 与えられた刺激に対する応答が,測定の前歴に依存する測定機器の
性質。
備考 ヒステリシスは,普通は測定値との関連で考えられるが,影響する量との関連として考えても
よい。
2.23 ラム (ram) プロービングシステム(2.6)を移動する座標測定機(2.1)の構成要素。
3. プロービングシステムに関連する用語
3.1
プローブ (probe) プロービング(2.7)中に信号を発生する装置。
3.2
接触プロービングシステム (contacting probing system) 測定する表面と機械的な接触を必要とす
るプロービングシステム(2.6)。
3.3
非接触プロービングシステム (non-contacting probing system) 測定する表面と機械的な接触を必
要としないプロービングシステム(2.6)。
備考 光プロービングシステム(3.4)は,非接触プロービングシステムである。
3.4
光プロービングシステム (optical probing system) 光システムを用いたプロービング(2.7)によ
って補正後測定点(2.13)を決定する非接触プロービングシステム(3.3)。
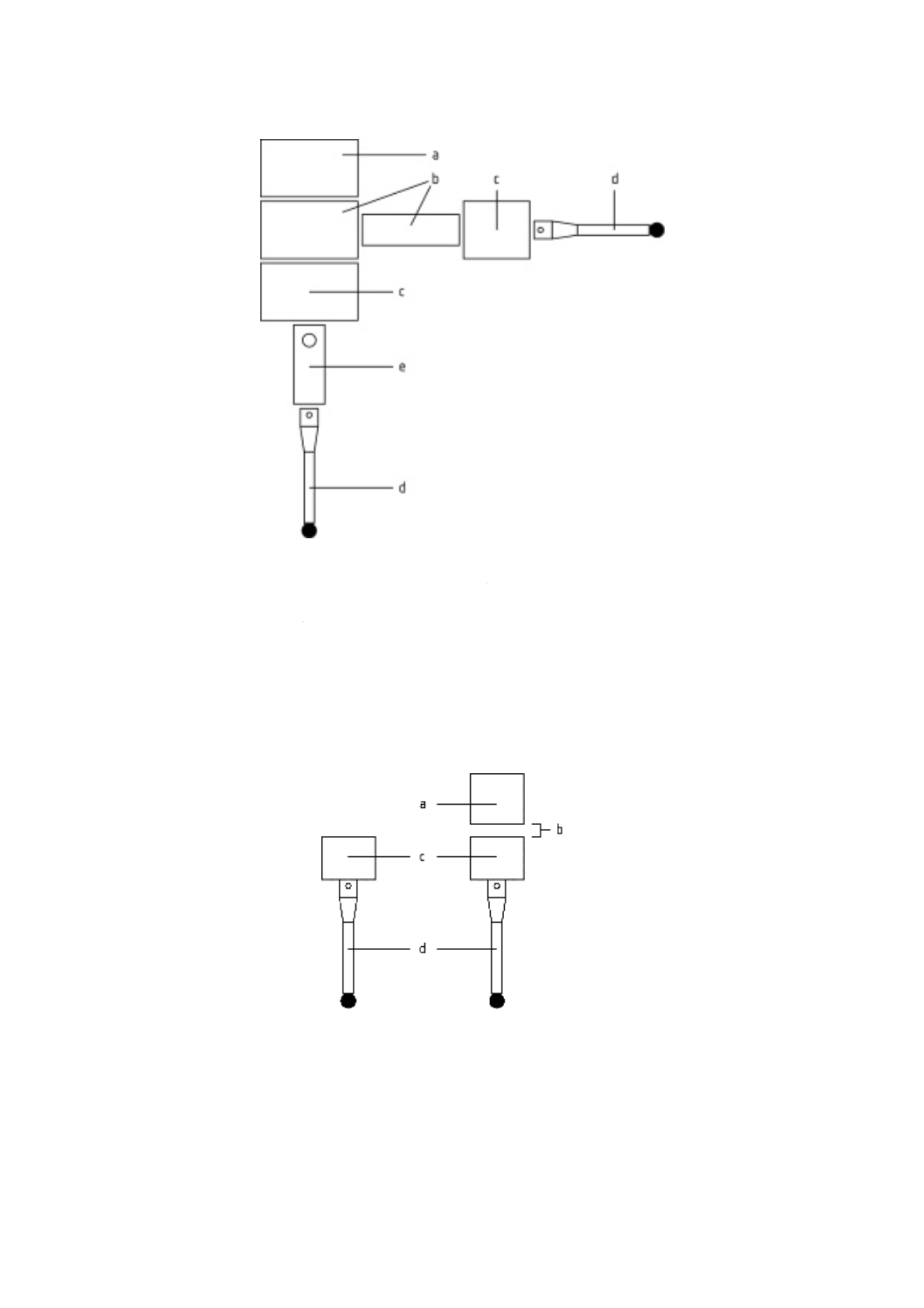
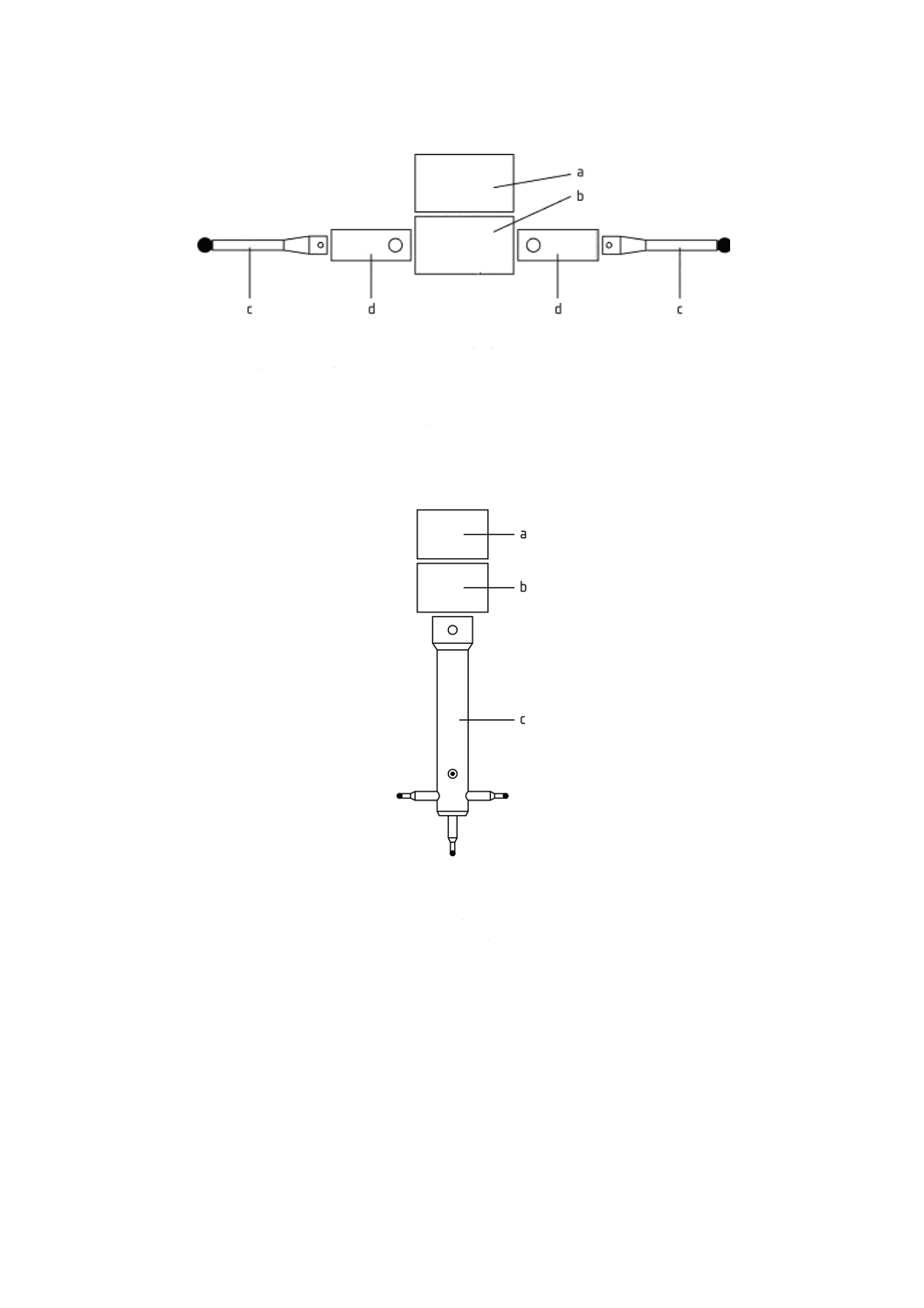
3.5
マルチプローブシステム (multi-probe system) 二つ以上のプローブ(3.1)をもつプロービング
システム(2.6)。図5及び図6を参照。
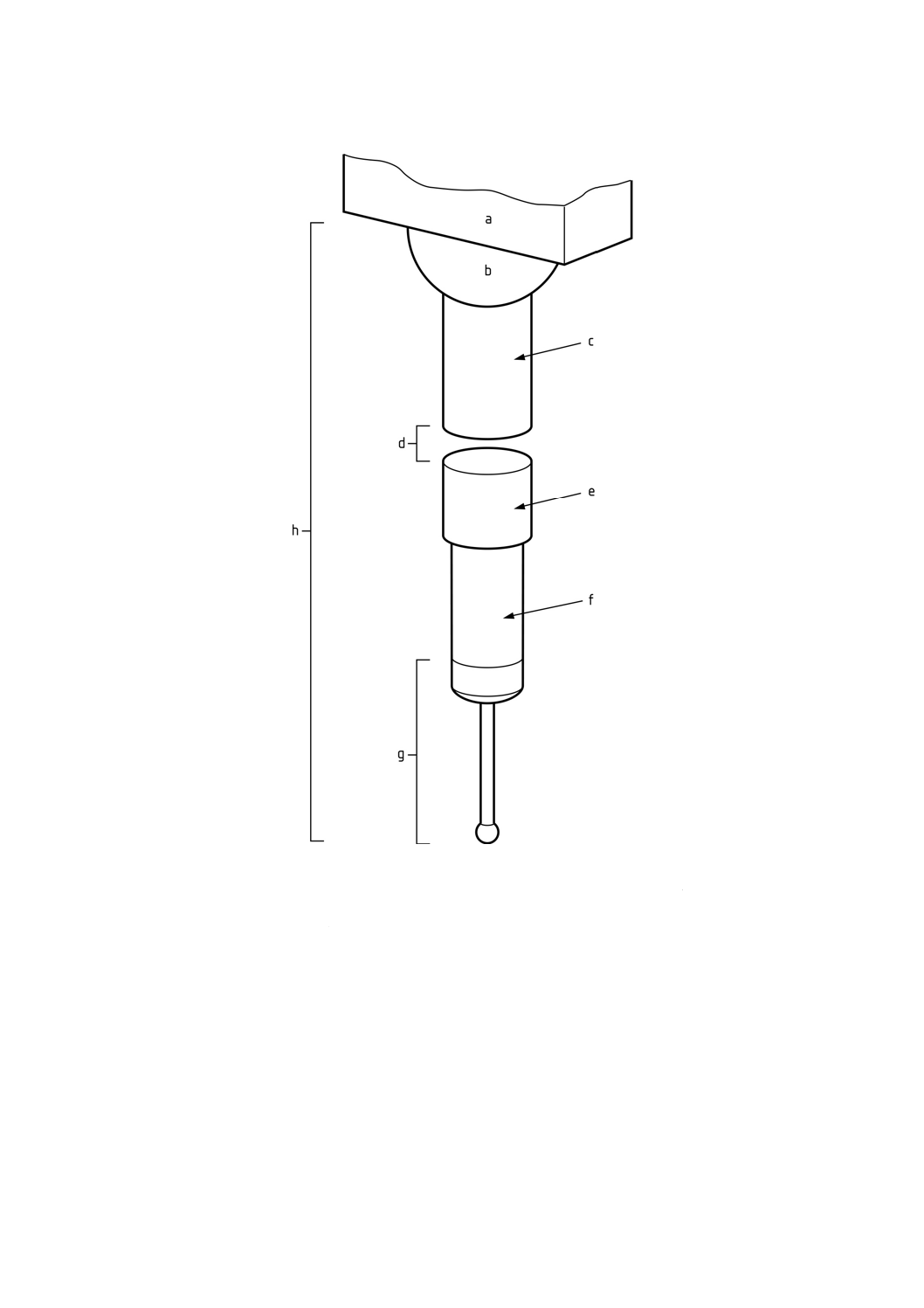
3.6
回転式プロービングシステム (articulating probing system) マニュアル式又はモータ駆動式の位
置決め装置によって,種々の空間角度位置に設定できるプロービングシステム(2.6)。図2参照。
3.7
プロービングシステムのパラメータ設定 (probing system qualification) その後の測定のために,
プロービングシステム(2.6)のパラメータを確定する作業。
3.8
マルチスタイラス (multiple styli,multiple stylus) スタイラス(4.1)が二つ以上あるプロービン
グシステム又はスタイラスを複数の方向へ回転できるプロービングシステム(2.6)。図5〜図9を参照。
7
B 7440-1:2003(ISO 10360-1:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a ラム
b プローブエキステンション
c プローブ
d スタイラス
e スタイラスエキステンション
図 5 マルチスタイラス及びマルチプローブシステムをもつプロービングシステム
(二つのプローブ及び二つのスタイラス)
a ラム
b プローブ交換システム
c プローブ
d スタイラス
図 6 マルチスタイラス,マルチプローブ及びプローブ交換システムをもつプロービングシステム
(二つのプローブ,二つのスタイラス及びプローブ交換システム)
8
B 7440-1:2003(ISO 10360-1:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
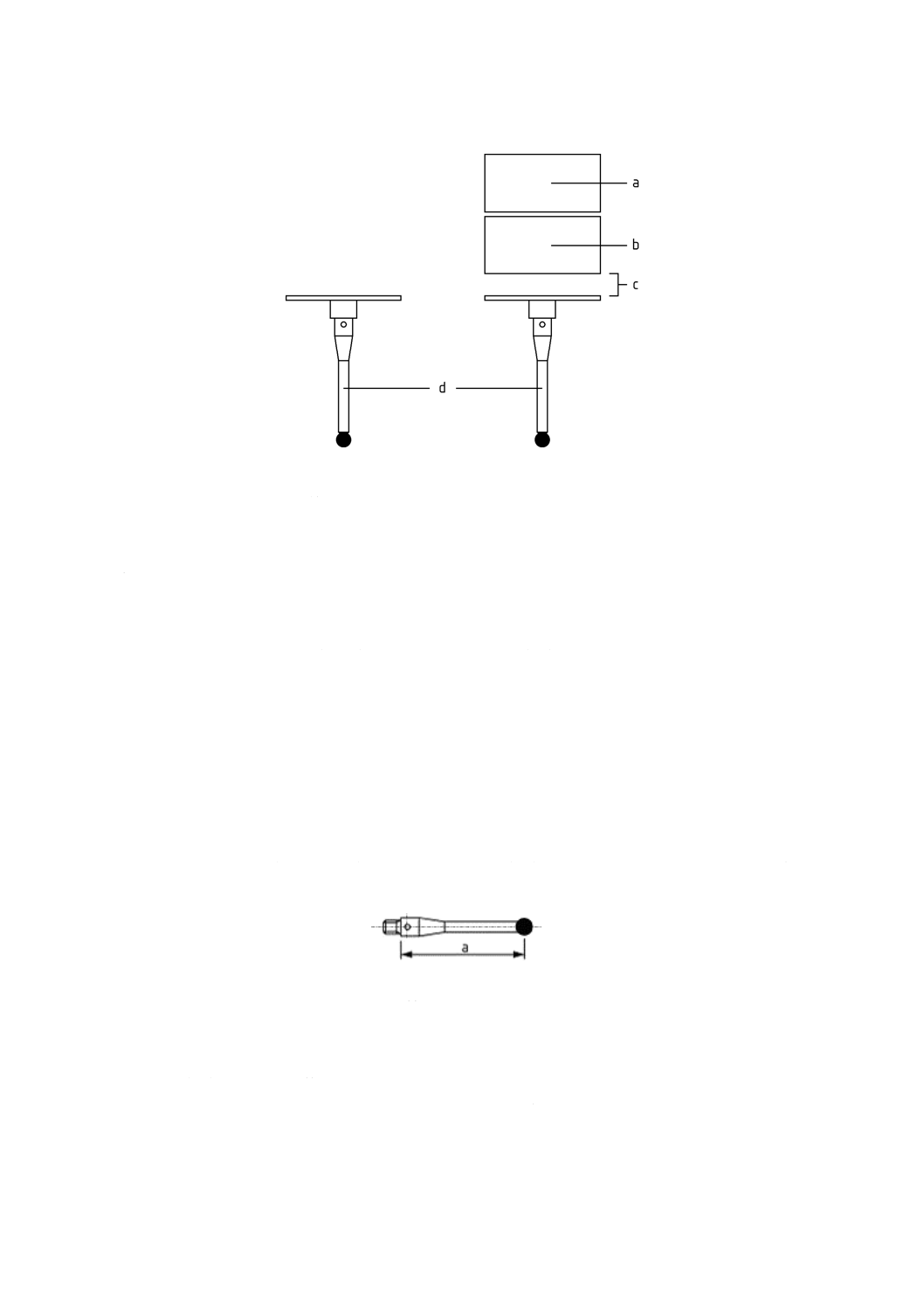
a ラム
b プローブ
c スタイラス
d スタイラスエキステンション
図 7 マルチスタイラスをもつプロービングシステム(二つのスタイラス)
a ラム
b プローブ
c スタースタイラス
図 8 マルチスタイラスをもつプロービングシステム(一つのスタースタイラス)
9
B 7440-1:2003(ISO 10360-1:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a ラム
b プローブ
c スタイラス交換システム
d スタイラス
図 9 マルチスタイラスをもつプロービングシステム(二つのスタイラス及びスタイラス交換システム)
4. スタイラスに関連する用語
4.1
スタイラス(測定子) (stylus) スタイラスチップ(4.2)とスタイラスシャフトとからなる機械
的な装置。
4.2
スタイラスチップ(接触子) (stylus tip) 測定物と接触する機械的な要素。
備考 スタイラスチップは,球,円筒,円板,円すいなどである。
4.3
スタイラス部品 (stylus system components) スタイラスエクステンション,測定物に機械的に接
触するスタイラスなどの機械的な要素。
4.4
スタイラスシステム (stylus system) 少なくとも一つのスタイラス(4.1)を含むスタイラス部品
(4.3)の組合せ。
4.5
スタイラス長さ (stylus length)スタイラスチップ(4.2)の中心からシャフトの肩までの距離。図
10参照。
a :スタイラス長さ
図 10 スタイラス長さ
4.6
スタイラスチップオフセット (stylus tip offset) 機械座標系(2.5)のデータムに対する,スタイ
ラスチップ(4.2)中心の相対的な座標。
備考 最初に設定されたスタイラス(4.1)の中心にそのデータムを確立してもよい。
10
B 7440-1:2003(ISO 10360-1:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5. ロータリテーブルに関連する用語
5.1
ロータリテーブル (rotary table) 座標測定機(2.1)の直線移動軸に対して測定物を回転させる
マウント装置。
備考 回転テーブルは,インデックスタイプ又は連続割り出しタイプである。
5.2
ロータリテーブルのセットアップ (rotary table setup) 座標測定機(2.1)の直線移動軸に対して
ロータリテーブル(5.1)の軸を(物理的又はソフトウェア上で)方向出しをするため,製造業者が指示し
た手続き。
6. 座標測定機の操作に関連する用語
6.1
離散点プロービング速度 (discrete-point probing speed) 離散点プロービング(2.8)するとき,測
定物に対するプロービングシステム(2.6)の速度。
6.2
スキャニング(測定)速度 (scanning speed) スキャニング測定(2.9)するとき,測定物に対す
るプロービングシステム(2.6)の速度。
6.3
戻り距離 (back off distance) 新しいプログラム点(2.10)から中間点(2.11)までの距離。ここ
で,スタイラスチップ(4.2)の戻り動作のための中間点は,直前のプログラム点によって確立される。
7. スキャニングに関連する用語
7.1
補正後スキャン点 (corrected scan point) スキャニング測定(2.9)において得られる補正後測定
点(2.13)。
7.2
目標スキャン線 (target scan line) 目標点(2.14)がそれに沿う線。
7.3
補正後スキャン線 (corrected scan line) スキャン測定(2.9)において得られた補正後測定点(2.13)
によって表現される線。
7.4
目標スキャン面 (target scan plane) 目標点(2.14)が存在する面。
7.5
既定経路スキャニング (pre-defined path scanning) 二つの定義された端点の間のプロービングシ
ステム(2.6)の動作が,目標スキャン線(7.2)によって決められるスキャニング測定(2.9)。
備考 端点は,目標点(2.14)か補正後測定点(2.13)のいずれかである。
7.6
未定経路スキャニング (not pre-defined path scanning) 二つの定義された端点の間におけるプロ
ービングシステム(2.6)の動作が,プロービングシステムからのフィードバックによって決められるスキ
ャニング測定(2.9)。
7.7
スキャンシーケンス (scan sequence) 中間点(2.11)から次の中間点へスキャニング測定(2.9)
するまでの座標測定機(2.1)の一組の連続した自動的な動作。
7.8
(CMMの)高密度測定 (high point density) 連続した二つのスキャン点の間隔が0.1 mm以下の
補正後スキャン点(7.1)分布となる測定。
7.9
(CMMの)低密度測定 (low point density) 連続した二つのスキャン点の間隔が1 mm以上の補
正後スキャン点(7.1)分布となる測定。
8. 標準器に関連する用語
8.1
標準器 (material standard) 形体の寸法量のトレーサブルな値が再現された標準。
8.2
寸法標準器 (material standard of size) サイズ形体を再現している標準器(8.1)。
備考 JIS B 0672-1参照。
11
B 7440-1:2003(ISO 10360-1:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
8.3
校正球 (reference sphere) プロービングシステムのパラメータ設定(3.7)のために座標測定機
(2.1)の測定範囲(2.3)に置かれた球形の寸法標準器(8.2)。
8.4
検査用標準球 (test sphere) 受入検査(2.17)及び定期検査(2.18)のために用いられる球形の寸
法標準器(8.2)。
9. 指示誤差又は誤差に関連する用語
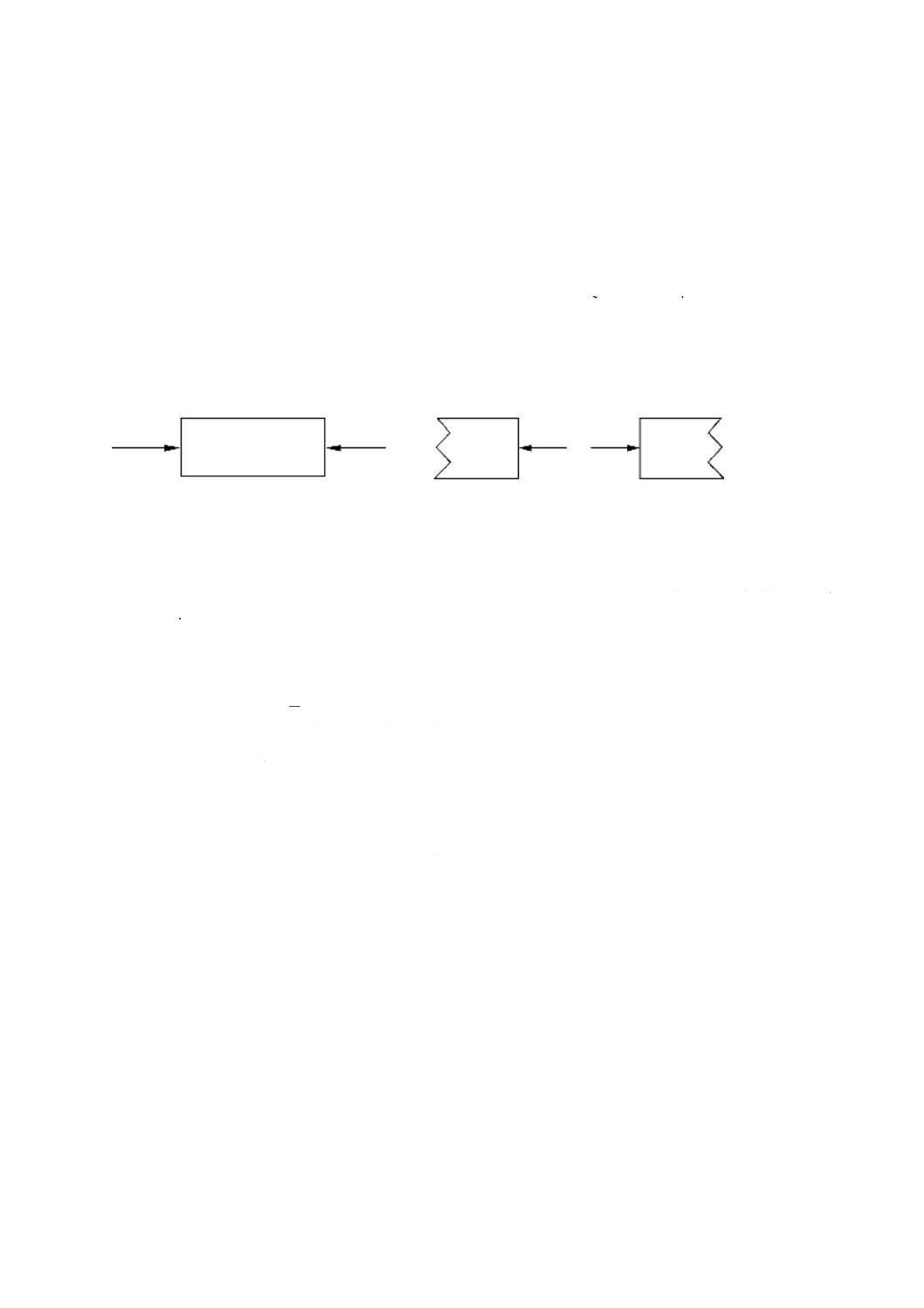
9.1
寸法測定における座標測定機の指示誤差 E (error of indication of a CMM for size measurement) 寸
法標準器(8.2)の寸法を座標測定機(2.1)で測定したときの指示誤差。測定は,二つの名目的に平行な
面を,互いに反対方向から一方の面に垂直にプロービングすることで行う。
備考 図11のa)及びb)を参照。
a) b)
図 11 測定方向
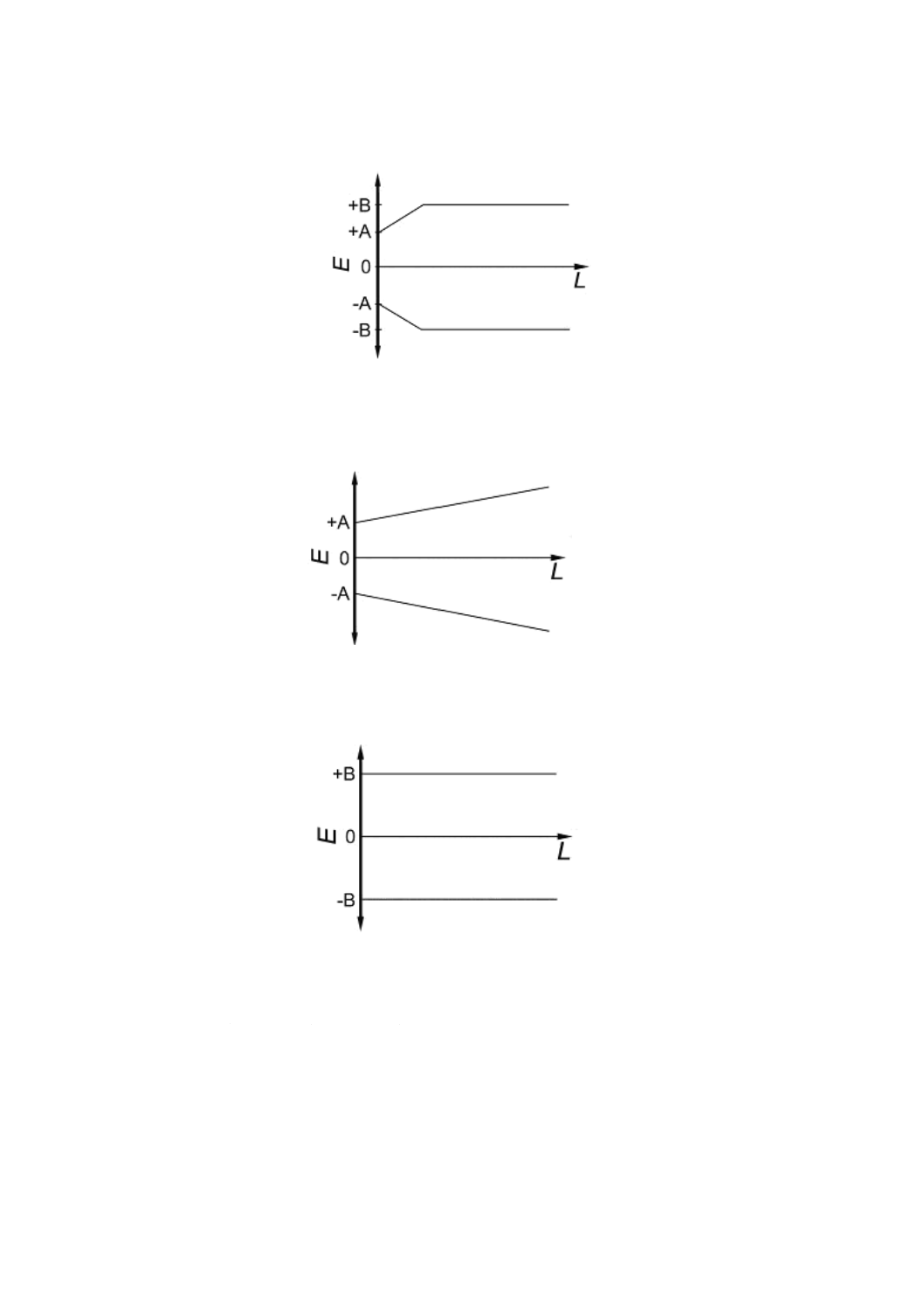
9.2
寸法測定における座標測定機の最大許容指示誤差 MPEE (maximum permissible error of indication of
a CMM for size measurement) 座標測定機(2.1)の仕様,規定などによって許される,寸法測定における
座標測定機の指示誤差 E(9.1)の限界値。
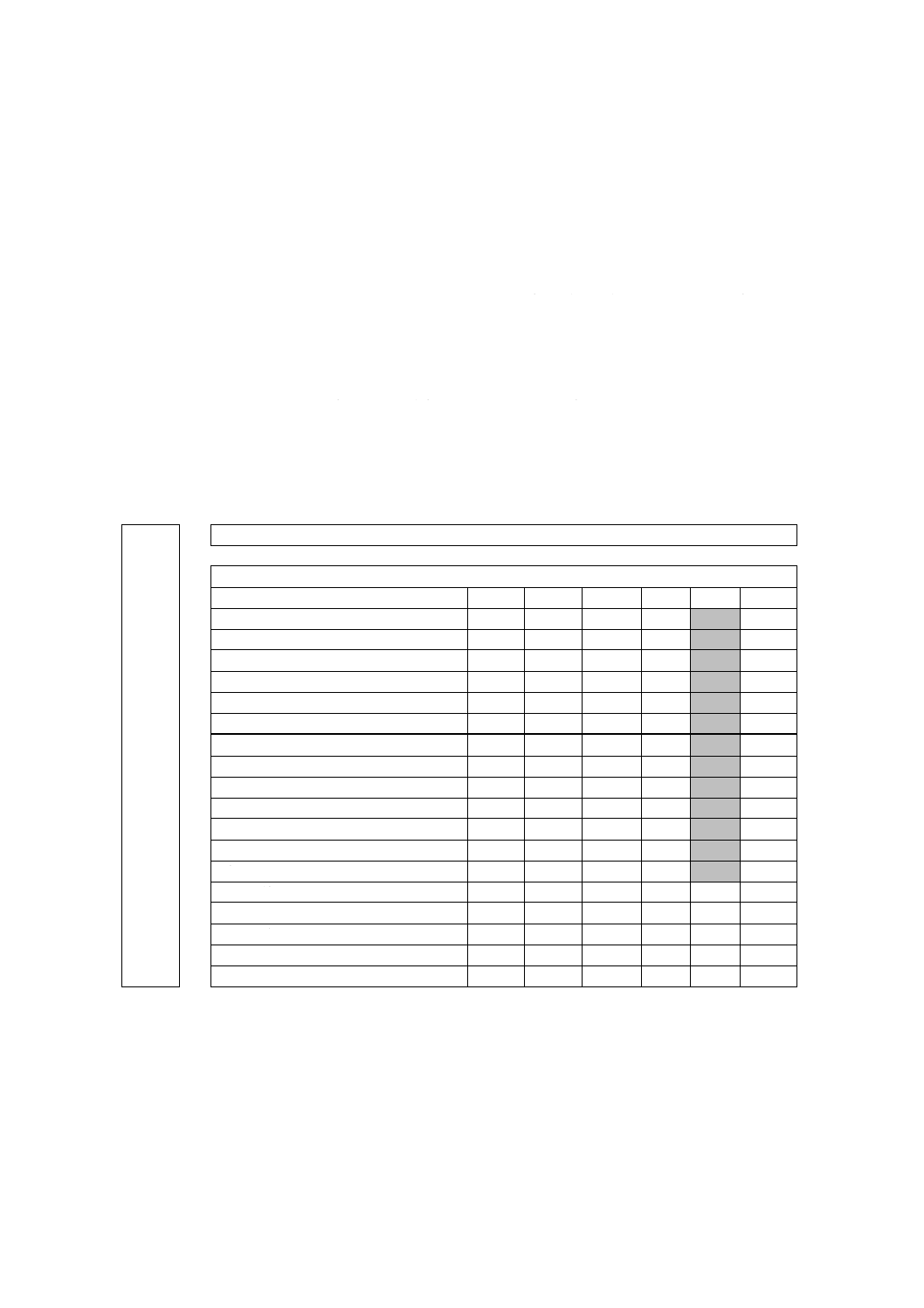
備考1. 寸法測定における座標測定機の最大許容指示誤差 MPEE は,三つの表現の一つで記述される。
a) MPEE = ± [(A + L/K)と B の最小値](図12参照)
b) MPEE = ±(A + L/K)(図13参照)
c) MPEE = ±B(図14参照)
ここに,
A:製造業者が提供するマイクロメートル単位で表示される正の定数
K:製造業者が提供する単位のない正の定数
L:ミリメートルで表現される測定寸法
B:製造業者が示すマイクロメートル単位で表示される最大許容誤差 MPEE
2. この表現は,座標測定機の測定範囲(2.3)内で,寸法標準器(8.2)のどんな位置及び/又は
方向にも適用される。
12
B 7440-1:2003(ISO 10360-1:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図 12 寸法測定における座標測定機の最大許容指示誤差 MPEE [9.2 備考1.a)を参照]
図 13 寸法測定における座標測定機の最大許容指示誤差 MPEE [9.2 備考1.b)を参照]
図 14 寸法測定における座標測定機の最大許容指示誤差 MPEE [9.2 備考1.c)を参照]
9.3
プロービング誤差 P (probing error) 球形の寸法標準器(8.2)の半径を座標測定機(2.1)によ
って測定したときの指示誤差。測定は,検査用標準球(8.4)を一つのスタイラス(4.1)で離散点プロー
ビング(2.8)することで行う。図15参照。
備考 P は,正の量である。
13
B 7440-1:2003(ISO 10360-1:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
備考 P≦MPEP
図 15 プロービング誤差 P
9.4
最大許容プロービング誤差 MPEP (maximum permissible probing error) 座標測定機(2.1)の仕
様,規定などによって許される,プロービング誤差 P(9.3)の限界値。図15参照。
備考1. 座標測定機の最大許容プロービング誤差MPEP は,MPEP = A と表現される。ここで,A は
正の定数で,マイクロメートル単位で表示される。
2. MPEP の値は,座標測定機の測定範囲(2.3)内で,球形の寸法標準器(8.2)のどんな位置及
び方向にも適用される。
9.5
回転軸半径方向誤差 FR (radial four-axis error) 測定物座標系(2.4)の中でロータリテーブル(5.1)
の軸を第4軸として使った場合の,座標測定機(2.1)によって測定した検査用標準球(8.4)の中心位置
に対する指示誤差の半径方向の範囲。
9.6
回転軸接線方向誤差 FT (tangential four-axis error) 測定物座標系(2.4)の中でロータリテーブ
ル(5.1)の軸を第4軸として使った場合の,座標測定機(2.1)によって測定した検査用標準球(8.4)の
中心位置に対する指示誤差の接線方向の範囲。
9.7
回転軸軸方向誤差 FA (axial four-axis error) 測定物座標系(2.4)の中でロータリテーブル(5.1)
の軸を第4軸として使った場合の,座標測定機(2.1)によって測定した検査用標準球(8.4)の中心位置
に対する指示誤差の軸方向の範囲。
9.8
最大許容回転軸半径方向誤差 MPEFR (maximum permissible radial four-axis error) ロータリテー
ブル(5.1)の軸を第4軸として使った場合に,座標測定機(2.1)の仕様,規定などによって許される,
回転軸半径方向誤差 FR(9.5)の限界値。
9.9
最大許容回転軸接線方向誤差 MPEFT (maximum permissible tangential four-axis error) ロータリテ
ーブル(5.1)の軸を第4軸として使った場合に,座標測定機(2.1)の仕様,規定などによって許される,
回転軸接線方向誤差 FT(9.6)の限界値。
9.10 最大許容回転軸軸方向誤差 MPEFA (maximum permissible axial four-axis error) ロータリテーブル
(5.1)の軸を第4軸として使った場合に,座標測定機(2.1)の仕様,規定などによって許される,回転
軸軸方向誤差 FA(9.7)の限界値。
14
B 7440-1:2003(ISO 10360-1:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
9.11 スキャニングプロービング誤差 Tij (scanning probing error) 座標測定機(2.1)によって決定さ
れる球形の寸法標準器(8.2)の半径の範囲を示す指示誤差。測定は,検査用標準球(8.4)を一つのスタ
イラス(4.1)でスキャニング測定(2.9)することで行う。
備考 高密度測定(7.8)又は低密度測定(7.9)及び既定経路スキャニング(7.5)又は未定経路スキ
ャニング(7.6)の異なった組合せによって,四つのスキャニングプロービング誤差が存在する。
組合せを次に示す。
測定密度
既定経路
(j = P)
未定経路
(j = N)
高密度(i = H)
THP
THN
低密度(i = L)
TLP
TLN
9.12 最大許容スキャニングプロービング誤差 MPETij (maximum permissible scanning probing error) 座
標測定機(2.1)の仕様,規定などによって許される,スキャニングプロービング誤差 Tij(9.11)の限界
値。
備考1. MPETij の値は正の定数で,座標測定機の測定範囲(2.3)内で,検査用標準球(8.4)のどん
な位置及びプロービング方向にも適用される。
2. MPETij の値は,四つの組合せに対して,それぞれ違った値を示すことができる。
9.13 スキャニング検査時間 τij (time for scanning test) 決められた手順に従って行う最初のスキャン
シーケンス(7.7)から最後のスキャンシーケンスの終了までの経過時間。
参考 高密度測定(7.8)又は低密度測定(7.9)及び既定経路スキャニング(7.5)又は未定経路スキ
ャニング(7.6)の異なった組合せによって四つのスキャニング検査時間が存在する。組合せは
9.11参照。
9.14 最大許容スキャニング検査時間 MPTτij (maximum permissible time for scanning test) 座標測定機
(2.1)の仕様,規定などの範囲で許される,スキャニング検査時間 τij(9.13)の限界値。
9.15 固定マルチスタイラスプロービングシステム形状誤差 MF (fixed multiple-stylus probing system
form error) 座標測定機(2.1)において,球形の寸法標準器(8.2)上の測定点の最小二乗近似によって
決定される半径の範囲を示す指示誤差。測定は,検査用標準球(8.4)を固定マルチスタイラス(3.8)で
離散点プロービング(2.8)することで行う。
9.16 固定マルチスタイラスプロービングシステムサイズ誤差 MS (fixed multiple-stylus probing system
size error) 座標測定機(2.1)において,球形の寸法標準器(8.2)上の測定点の最小二乗近似によって決
定される直径の指示誤差。測定は,検査用標準球(8.4)を固定マルチスタイラス(3.8)で離散点プロー
ビング(2.8)することで行う。
9.17 固定マルチスタイラスプロービングシステム位置誤差 ML (fixed multiple-stylus probing system
location error) 座標測定機(2.1)において,球形の寸法標準器(8.2)上の測定点の最小二乗近似によっ
て決定される中心位置の範囲を示す指示誤差。測定は,検査用標準球(8.4)を固定マルチスタイラス(3.8)
で離散点プロービング(2.8)することで行う。
15
B 7440-1:2003(ISO 10360-1:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
9.18 最大許容固定マルチスタイラスプロービングシステム形状誤差 MPEMF (maximum permissible
fixed multiple-stylus probing system form error) 座標測定機(2.1)の仕様,規定などによって許される,固
定マルチスタイラスプロービングシステム形状誤差 MF(9.15)の限界値。
備考 MPEMF は,スタイラス長さ(4.5)及びスタイラスシステム(4.4)によって指示される。
9.19 最大許容固定マルチスタイラスプロービングシステムサイズ誤差 MPEMS (maximum permissible
fixed multiple-stylus probing system size error) 座標測定機(2.1)の仕様,規定などによって許される,固
定マルチスタイラスプロービングシステムサイズ誤差 MS(9.16)の限界値。
備考 MPEMS は,スタイラス長さ(4.5)及びスタイラスシステム(4.4)によって指示される。
9.20 最大許容固定マルチスタイラスプロービングシステム位置誤差 MPEML (maximum permissible
fixed multiple-stylus probing system location error) 座標測定機(2.1)の仕様,規定などによって許される,
固定マルチスタイラスプロービングシステム位置誤差 ML(9.19)の限界値。
備考 MPEML は,スタイラス長さ(4.5)及びスタイラスシステム(4.4)によって指示される。
9.21 回転式プロービングシステム形状誤差 AF (articulated probing system form error) 座標測定機(2.1)
において,球形の寸法標準器(8.2)上の測定点の最小二乗近似によって決定される半径の存在範囲を示す
指示誤差。測定は,検査用標準球(8.4)を回転式プロービングシステム(3.6)で離散点プロービング(2.8)
することで行う。
9.22 回転式プロービングシステムサイズ誤差 AS (articulated probing system size error) 座標測定機
(2.1)において,球形の寸法標準器(8.2)上の測定点の最小二乗近似によって決定される直径の指示誤
差。測定は,検査用標準球(8.4)を回転式プロービングシステム(3.6)で離散点プロービング(2.8)す
ることで行う。
9.23 回転式プロービングシステム位置誤差 AL (articulated probing system location error) 座標測定機
(2.1)において,球形の寸法標準器(8.2)上の測定点の最小二乗近似によって決定される中心位置の存
在範囲を示す指示誤差。測定は,検査用標準球(8.4)を回転式プロービングシステム(3.6)で離散点プ
ロービング(2.8)することで行う。
9.24 最大許容回転式プロービングシステム形状誤差 MPEAF (maximum permissible articulated probing
system form error) 座標測定機(2.1)の仕様,規定などによって許される,回転式プロービングシステム
形状誤差 AF(9.21)の限界値。
備考 MPEAF は,プローブエキステンション長さ及びスタイラスシステム(4.4)によって指示され
る。
9.25 最大許容回転式プロービングシステムサイズ誤差 MPEAS (maximum permissible articulated probing
system size error) 座標測定機(2.1)の仕様,規定などによって許される,回転式プロービングシステム
サイズ誤差 AS(9.22)の限界値。
備考 MPEAS は,プローブエキステンション長さ及びスタイラスシステム(4.4)によって指示される。
9.26 最大許容回転式プロービングシステム位置誤差 MPEAL (maximum permissible articulated probing
system location error) 座標測定機(2.1)の仕様,規定などによって許される,回転式プロービングシス
テム位置誤差 AL(9.23)の限界値。
備考 MPEAL は,プローブエキステンション長さ及びスタイラスシステム(4.4)によって指示され
る。
16
B 7440-1:2003(ISO 10360-1:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
10. 形体に関連する用語
10.1 最小二乗当てはめ形体 (least-squares associated feature) 残差の二乗和を最小にする当てはめ形体。
11. ソフトウェアに関連する用語
11.1 形体のパラメータ表現 (parametrization of a feature) 形体を表現するために選択した代数的な変
数。
備考1. パラメータ表現は,形体の種類に依存する。
2. どの特定の形体の種類に対しても,パラメータ表現の選択は単一ではない。例えば,三次元
的な直線又は円筒若しくは円すいの軸線は,軸上の1点と軸の方向余弦でも軸上の2点でも
表現できる。
3. どの形体に対してもパラメータ表現の選択は,その形体の性質に依存する。例えば,円すい
では頂角が大きいか小さいかに依存する。
11.2 基準データセット (reference data set) 最小二乗当てはめ形体(10.1)の当てはめソフトウェアを
検査する目的で作られたデータセット。
11.3 基準パラメータ値 (reference parameter values) 比較の基準として検査機関が作成した基準データ
セット(11.2)に対応する基準パラメータ表現(11.4)によるパラメータの数値。
11.4 基準パラメータ表現 (reference parametrization) 検査機関が使用する形体のパラメータ表現(11.1)。
備考 基準パラメータ表現におけるパラメータは,位置(ミリメートル表示),方向(単位のない方向
余弦),寸法(ミリメートル表示)及び角度(ラジアン表示)でよい。
11.5 基準残差 (reference residual) 基準データセット(11.2)に対する残差(11.7)。
11.6 基準ソフトウェア (reference software) データセットに対応する最小二乗当てはめ形体(10.1)
の基準パラメータ値(11.3)及び基準残差(11.5)を計算するソフトウェア。
11.7 残差 (residual) 当てはめ形体からデータセットの点までの最小垂直距離。
備考 当てはめ形体(例えば,円筒)によっては,対応するデータ点が形体のどちら側にあるかによ
って,残差が正又は負の符号をもつものがある。その他の当てはめ形体(例えば,三次元直線)
では,残差は符号をもたない。
11.8 変換規則 (conversion rule) 被検パラメータ表現(11.11)におけるパラメータの数値を基準パラ
メータ表現(11.4)における数値へ変換する規則。
備考 この変換は,ソフトウェアで実行してもよい。
11.9 変換被検パラメータ値 (converted test parameter values) 被検パラメータ値(11.10)へ変換規則
を適用することで得られたパラメータの数値。
備考 被検ソフトウェアが基準パラメータ表現(11.4)を使っている場合は,被検パラメータ値(11.10)
は変換被検パラメータ値と等しいので,変換は不要である。
11.10 被検パラメータ値 (test parameter values) 被検ソフトウェアによって計算され,被検パラメータ
表現(11.11)で表されるパラメータの数値。
11.11 被検パラメータ表現 (test parametrization) 被検ソフトウェアが使う形体のパラメータ表現(11.1)。
11.12 被検残差 (test residual) 被検ソフトウェアによって計算された残差(11.7)。
11.13 データセットの存在範囲 [extent (of a data set)] サンプリングされた当てはめ形体の点の存在範
囲。
17
B 7440-1:2003(ISO 10360-1:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
備考 存在範囲は,次の方法で表現する。
a) 二次元又は三次元の線の存在範囲は,その線の一部である。
b) 平面の存在範囲は,その面を含むく(矩)形の領域である。
c) 二次元又は三次元の円の存在範囲は,その円の弧である。
d) 球の存在範囲は,その球の部分で,その球の中心を原点とする極座標系 (ρ,θ,ϕ) で表現
した角度パラメータ (θ,ϕ) の区間で定義される。
e) 円筒の存在範囲は,その円筒の部分で,その円筒軸をz軸とした円筒座標系 (r,θ,z) で
表現した角度及び長さパラメータ (θ,z) の区間で定義される。
f) 円すいの存在範囲は,その円すい(頂点を含まない。)の部分で,その円すいの軸をz軸と
した円筒座標系 (r,θ,z) で表現した角度及び長さパラメータ (θ,z) の区間で定義される。
g) トーラスの存在範囲は,そのトーラスの部分で,角度パラメータ (θ,ϕ) の区間で定義さ
れる。θ は,そのトーラスの軸をz軸とした円筒座標系 (r,θ,z) で表現した角度パラメータ
である。トーラス上の与えられた点を点pとすると,円はpを含みトーラス軸を境界としても
つ半平面によるトーラスの断面によって定義される。ϕ は,トーラスの中心からこの円の中心
への方向と,この円の中心から点pへのベクトルの間の角度として定義される。
11.14 基準対 (reference pair) 基準データセット(11.2)及び対応する基準パラメータ値(11.3)。
18
B 7440-1:2003 (ISO 10360-1:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A(参考)座標測定機本体の各種形式
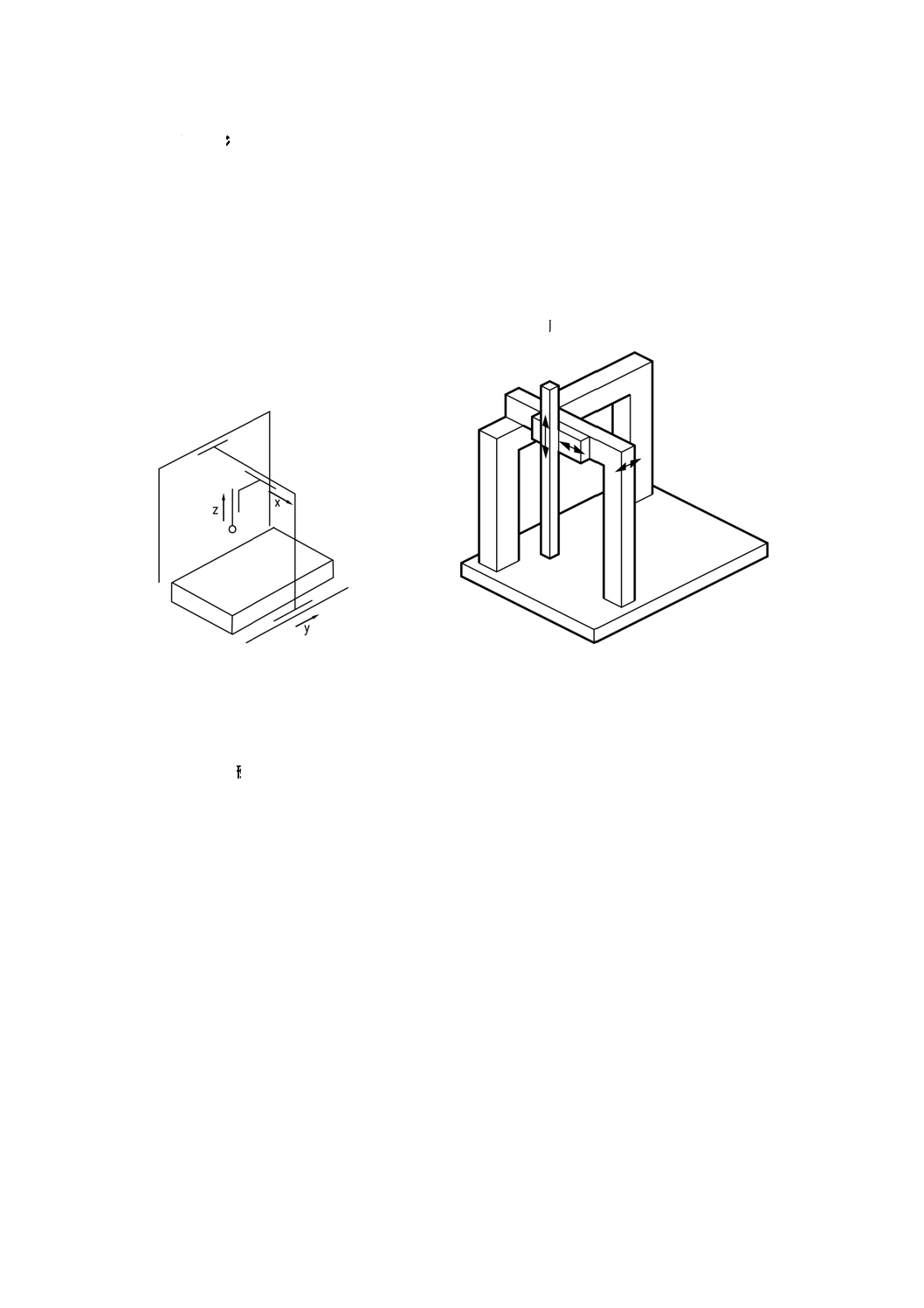
A.1 カンチレバー,固定テーブル形 (fixed table cantilever CMM)
A.1.1 互いに垂直な案内面に添って移動する三つの構成要素をもつ座標測定機。プロービングシステムが取り
付けてある1番目の構成要素は,2番目の構成要素に対して上下に移動する。
A.1.2 一体として組み立てられた1番目と2番目の構成要素は,3番目の構成要素に対して水平に移動する。
A.1.3 3番目の構成要素は,カンチレバーのように一端だけが支持され,測定物が保持されている測定機のベ
ースに対して水平に移動する。附属書A図.1参照。
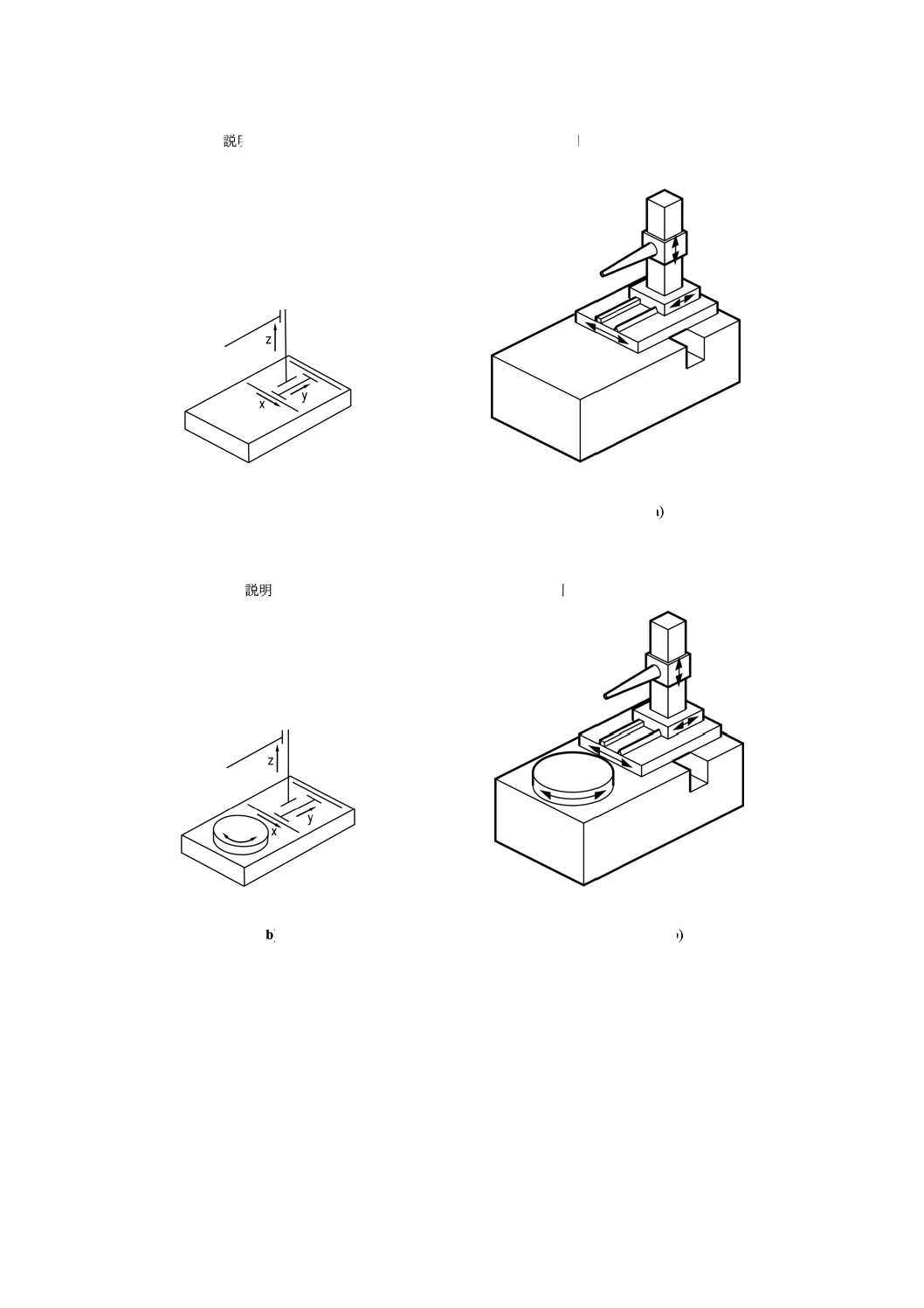
説明図 例
備考 この図示されている方向は,参考のためだけに与えられている。他の方法も存在する。
附属書A図.1 カンチレバー,固定テーブル形
A.2 ブリッジ,門移動形 (moving bridge CMM)
A.2.1 互いに垂直な案内面に添って移動する三つの構成要素をもつ座標測定機。プロービングシステムが取
り付けてある1番目の構成要素は,2番目の構成要素に対して上下に移動する。
A.2.2 一体として組み立てられた1番目と2番目の構成要素は,3番目の構成要素に対して水平に移動する。
A.2.3 測定機のベースの両端にある二つの足で支持され3番目の構成要素は,測定物が保持されている測定
機のベースに対して水平に移動する。附属書A図.2参照。
19
B 7440-1:2003 (ISO 10360-1:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
説明図 例
備考 この図示されている方向は,参考のためだけに与えられている。他の方法も存在する。
附属書A図.2 ブリッジ,門移動形
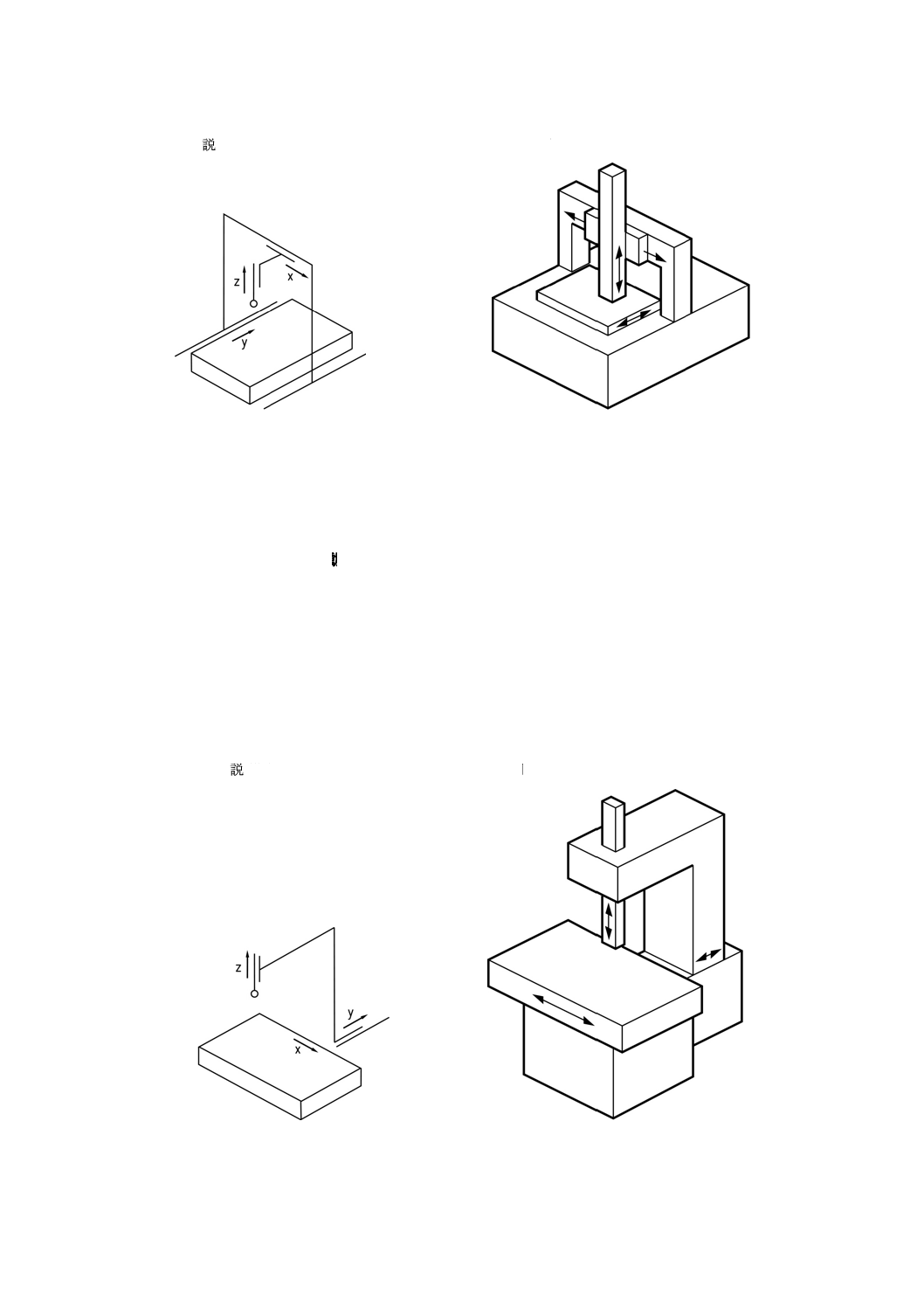
A.3 ブリッジ,フロア形(ガントリー形) (gantry CMM)
A.3.1 互いに垂直な案内面に添って移動する三つの構成要素をもつ座標測定機。プロービングシステムが取
り付けてある1番目の構成要素は,2番目の構成要素に対して上下に移動する。
A.3.2 一体として組み立てられた最初と2番目の構成要素は,3番目の構成要素に対して水平に移動する。
A.3.3 3番目の構成要素は,二つの案内面の上を水平に移動する。二つの案内面は,測定物が保持されている
測定機のベースに対してもち上がっている。附属書A図.3参照。
説明図 例
備考 この図示されている方向は,参考のためだけに与えられている。他の方法も存在する。
附属書A図.3 ブリッジ,フロア形(ガントリー形)
20
B 7440-1:2003 (ISO 10360-1:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
A.4 L形ブリッジ形 (L-shaped bridge CMM)
A.4.1 互いに垂直な案内面に添って移動する三つの構成要素をもつ座標測定機。プロービングシステムが取り
付けてある1番目の構成要素は,2番目の構成要素に対して上下に移動する。
A.4.2 一体として組み立てられた1番目と2番目の構成要素は,3番目の構成要素に対して水平に移動する。
A.4.3 3番目の構成要素は,二つの案内面の上を水平に移動する。案内面の一方は,測定物が保持されている
測定機のベースに対して持ち上がっている。 附属書A図.4参照。
説明図 例
備考 この図示されている方向は,参考のためだけに与えられている。他の方法も存在する。
附属書A図.4 L形ブリッジ形
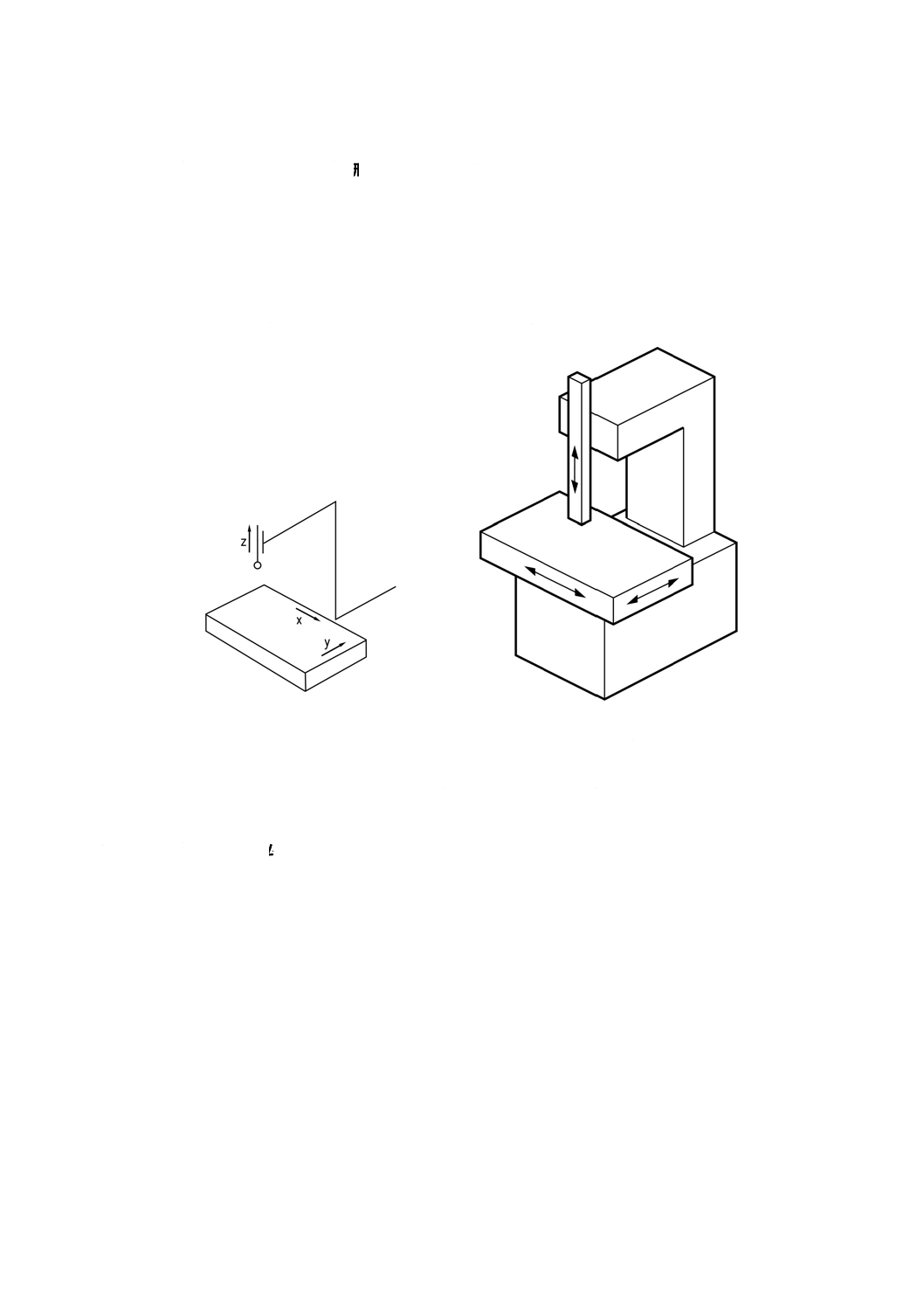
A.5 固定ブリッジ形 (fixed bridge CMM)
A.5.1 互いに垂直な案内面に添って移動する三つの構成要素をもつ座標測定機。プロービングシステムが取
り付けてある1番目の構成要素は,2番目の構成要素に対して上下に移動する。
A.5.2 一体として組み立てられた1番目と2番目の構成要素は,両端が測定機のベースに固定されているブ
リッジ構造上を水平に移動する。測定物は,3番目の構成要素上に保持されている。附属書A図.5参照。
21
B 7440-1:2003 (ISO 10360-1:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
説明図 例
備考 この図示されている方向は,参考のためだけに与えられている。他の方法も存在する。
附属書A図.5 固定ブリッジ形
A.6 シングルコラム,コラム移動形 (moving table cantilever CMM)
A.6.1 互いに垂直な案内面に添って移動する三つの構成要素をもつ座標測定機。プロービングシステムが取
り付けてある1番目の構成要素は,2番目の構成要素に対して上下に移動する。
A.6.2 2番目の構成要素は,カンチレバーのように一端だけが支持され,測定機のベースに対して水平に移動
する。
A.6.3 測定物が保持されている3番目の構成要素は,測定機のベースに対して水平に移動する。附属書A図.6
参照。
説明図 例
備考 この図示されている方向は,参考のためだけに与えられている。他の方法も存在する。
22
B 7440-1:2003 (ISO 10360-1:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A図.6 シングルコラム,コラム移動形
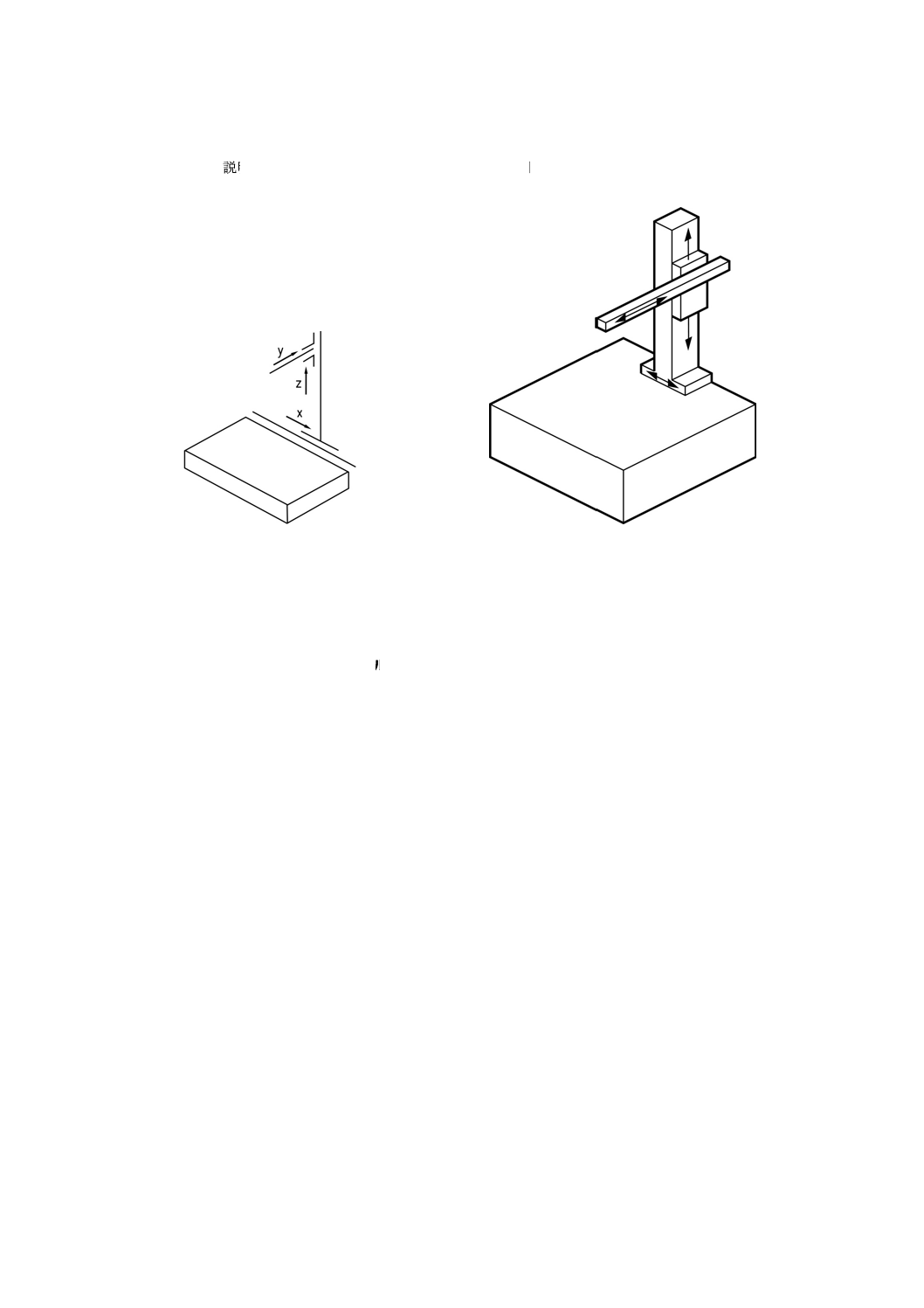
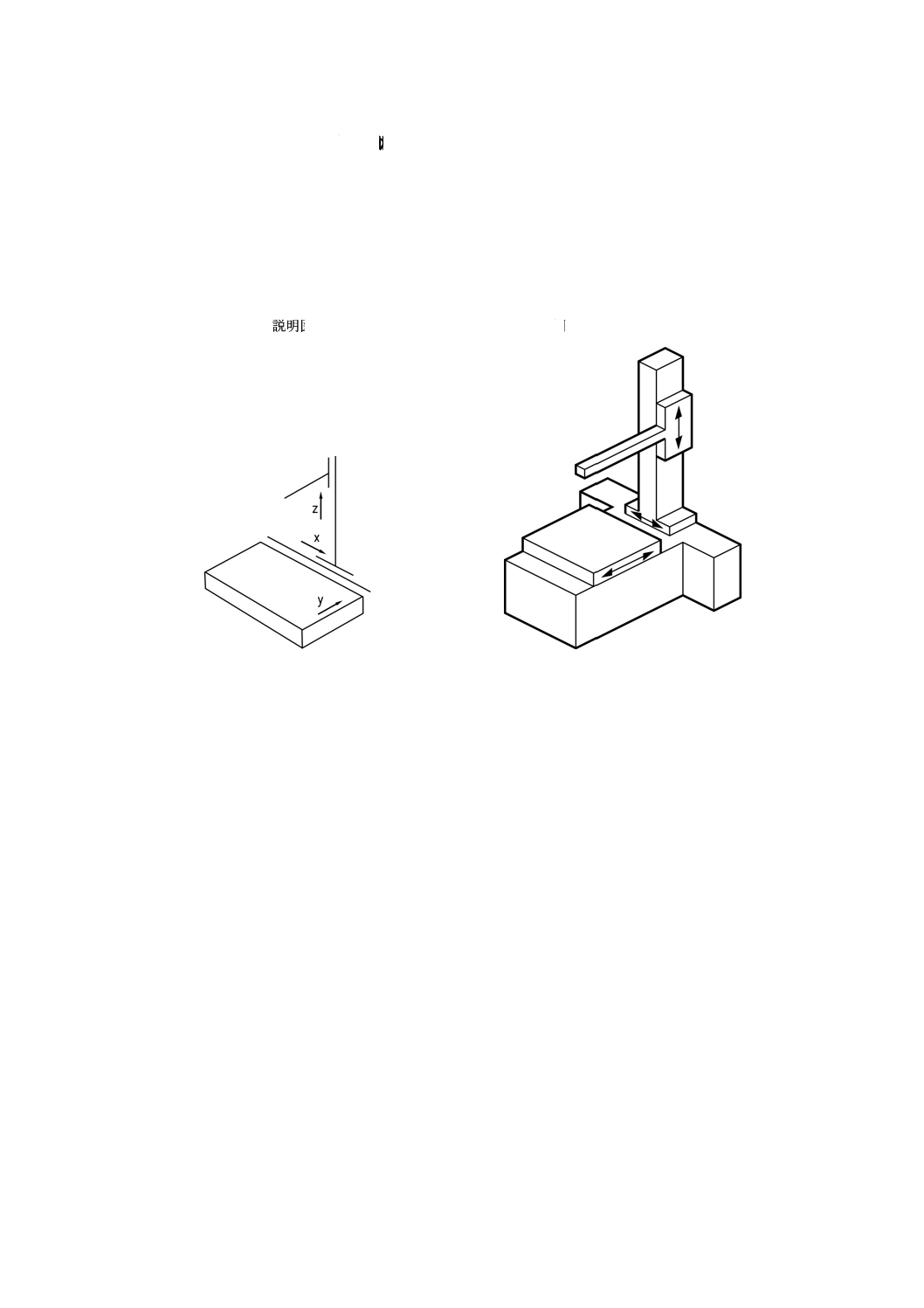
A.7 シングルコラム,XYテーブル形 (column CMM)
A.7.1 二つの移動する構成要素をもつ座標測定機。プロービングシステムが取り付けてある1番目の構成要
素は,測定機ベースに対して上下に移動する。
A.7.2 測定物が保持されている2番目の構成要素は,測定機のベースに対して水平面上を移動する。附属書
A図.7参照。
説明図 例
備考 この図示されている方向は,参考のためだけに与えられている。他の方法も存在する。
附属書A図.7 シングルコラム,XYテーブル形
A.8 ホリゾンタルアーム形 (moving table horizontal-arm CMM)
A.8.1 互いに垂直な案内面に添って移動する三つの構成要素をもつ座標測定機。プロービングシステムが取
り付けてある1番目の構成要素は,2番目の構成要素に対して水平に移動する。
A.8.2 一体として組み立てられた1番目と2番目の構成要素は,3番目の構成要素に対して上下に移動する。
A.8.3 3番目の構成要素は,測定物が保持されている測定機のベースに対して水平に移動する。附属書A図.8
参照。
23
B 7440-1:2003 (ISO 10360-1:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
説明図 例
備考 この図示されている方向は,参考のためだけに与えられている。他の方法も存在する。
附属書A図.8 ホリゾンタルアーム形
A.9 ホリゾンタルアーム,固定テーブル形 (fixed table horizontal-arm CMM)
A.9.1 互いに垂直な案内面に添って移動する三つの構成要素をもつ座標測定機。プロービングシステムが取
り付けてある1番目の構成要素は,カンチレバーのように一端だけが支持され,2番目の構成要素に対して上
下に移動する。
A.9.2 2番目の構成要素は,3番目の構成要素に対して水平に移動する。
A.9.3 3番目の構成要素は,測定物が保持されている測定機のベースに対して水平に移動する。附属書A
図.9a)参照。
A.9.4 別の構成方法として,軸が垂直方向のロータリテーブルを測定機のベースに組み込む方法がある。こ
の場合は,測定物は,ロータリテーブルに保持される。附属書A図.9b)は,ロータリテーブルが測定機に対し
て,どのように構成されているかを示している。この附属書に示した他の測定機の形式に対しても,ロータリ
テーブルを組み込むことができる。附属書A図.9b)参照。
24
B 7440-1:2003 (ISO 10360-1:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
説明図 例
a) a)
説明図 例
b) b)
備考 この図示されている方向は,参考のためだけに与えられている。他の方法も存在する。
附属書A図.9 ホリゾンタルアーム,固定テーブル形
25
B 7440-1:2003 (ISO 10360-1:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
A.10 ホリゾンタルアーム,テーブル移動形 (moving table horizontal-arm CMM)
A.10.1 互いに垂直な案内面に添って移動する三つの構成要素をもつ座標測定機。プロービングシステムが取
り付けてある1番目の構成要素は,カンチレバーのように一端だけが支持され,2番目の構成要素に対して上
下に移動する。
A.10.2 一体として組み立てられた1番目及び2番目の構成要素は,測定機のベースに対して水平に移動する。
測定物が保持されている3番目の構成も,測定機ベースに対して水平に移動する。附属書A図.10参照。
説明図 例
備考 この図示されている方向は,参考のためだけに与えられている。他の方法も存在する。
附属書A図.10 ホリゾンタルアーム,テーブル移動形
26
B 7440-1:2003 (ISO 10360-1:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書B(参考)GPSマトリックス
この附属書Bは、参考として示すもので、規定の一部ではない。
GPSマトリックスモデルの詳細は,TR B 0007を参照。
B.1
規格及びその利用についての情報 この規格は,座標測定機(CMM)の受入検査及び定期検査に関
係する用語について規定している。
B.2
GPSマトリックスモデルにおける位置付け この規格は,附属書B図1に示すようにGPS基本規格
のうち,サイズ,距離,半径,角度,形状,姿勢,位置,振れ及びデータムの規格チェーンのリンク番号
5に関係する。
B.3
関連規格 関連規格は,附属書B図1に示す規格チェーンに含まれる規格である。
GPS
原理
規格
GPS共通規格
GPS基本規格
リンク番号
1
2
3
4
5
6
サイズ
距離
半径
角度
データムに無関係な線の形状
データムに関係する線の形状
データムに無関係な面の形状
データムに関係する面の形状
姿勢
位置
円周振れ
全振れ
データム
粗さ曲線
うねり曲線
断面曲線
表面欠陥
くさび
附属書B図1
27
B 7440-1:2003 (ISO 10360-1:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
参考文献
[1] ISO 8402:1994,Quality management and quality assurance - Vocabulary
[2] JIS B 0641-1 製品の幾何特性仕様(GPS)−製品及び測定装置の測定による検査−第1部:仕様に
対する合否判定基準
備考 ISO 14253-1:1998,Geometrical Product Specifications (GPS) - Inspection by measurement of
workpieces and measuring instruments - Part 1: Decision rules for proving conformance or
non-conformance with specificationが,この規格と一致している。
[3] TR B 0007 製品の幾何特性仕様(GPS)−マスタープラン
備考 ISO/TR 14638:1995, Geometrical Product Specification (GPS) - Masterplanが,この技術情報と一
致している。
[4] JIS B 0672-1 製品の幾何特性仕様(GPS)−形体−第1部:一般用語及び定義
備考 ISO 14660-1:1999,Geometrical Product Specifications (GPS) - Geometrical features - Part 1: General
terms and definitionsが,この規格と一致している。
[5] JIS B 0672-2 製品の幾何特性仕様(GPS)−形体−第2部:円筒及び円すいの測得中心線,測得中
心面並びに測得形体の局部寸法
備考 ISO 14660-2:1999, Geometrical Product Specifications (GPS) - Geometrical features - Part 2:
Extracted median line of a cylinder and a cone,extracted median surface,local size of an extracted
featureが,この規格と一致している。
[6] International Vocabulary of Basic and General Terms in Metrology (VIM),BIPM,IEC,IFCC,ISO,IUPAC,
IUPAP,OIML,2nd edition,1993
[7] Guide to the expression of uncertainty in measurement (GUM),BIPM,IEC,IFCC,ISO,IUPAC,IUPAP,
first edition,1993
[8] BS 6808-1:1987,CMMs - Part 1: Glossary of terms
[9] ASME B89.1.12M:1990,Methods for performance evaluation of CMMs
[10] EA-10/05:1995,Coordinate measuring machine calibration. Issued in January 1995 by the European
cooperation for Accreditation of Laboratories (EA)