2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 7432-1985
角度標準用多面鏡
Optical Polygons for Angle Standards
1. 適用範囲 この規格は,角度の標準として用いる多面鏡(以下,多面鏡という。)について規定する。
引用規格:
JIS B 7513 精密定盤
JIS B 7519 指針測微器
JIS B 7536 電気マイクロメータ
JIS B 7538 オートコリメータ
2. 用語の意味 この規格に用いる主な用語の意味は,次による。
(1) 多面鏡 正多角柱のすべての側面を反射面とする反射鏡の総称
正多角柱が正N角柱である場合はN面鏡という。
(2) 底面 反射面に垂直で多面鏡を回転テーブル上等に設置するときに使用する面
(3) 基準反射面 各反射面の呼び角度を表す場合に基準とする反射面
(4) 有効反射面 反射面のうち実際に使用できる範囲。保護ケースなしの場合は反射面全体。保護ケース
付の場合はケースの開口部分
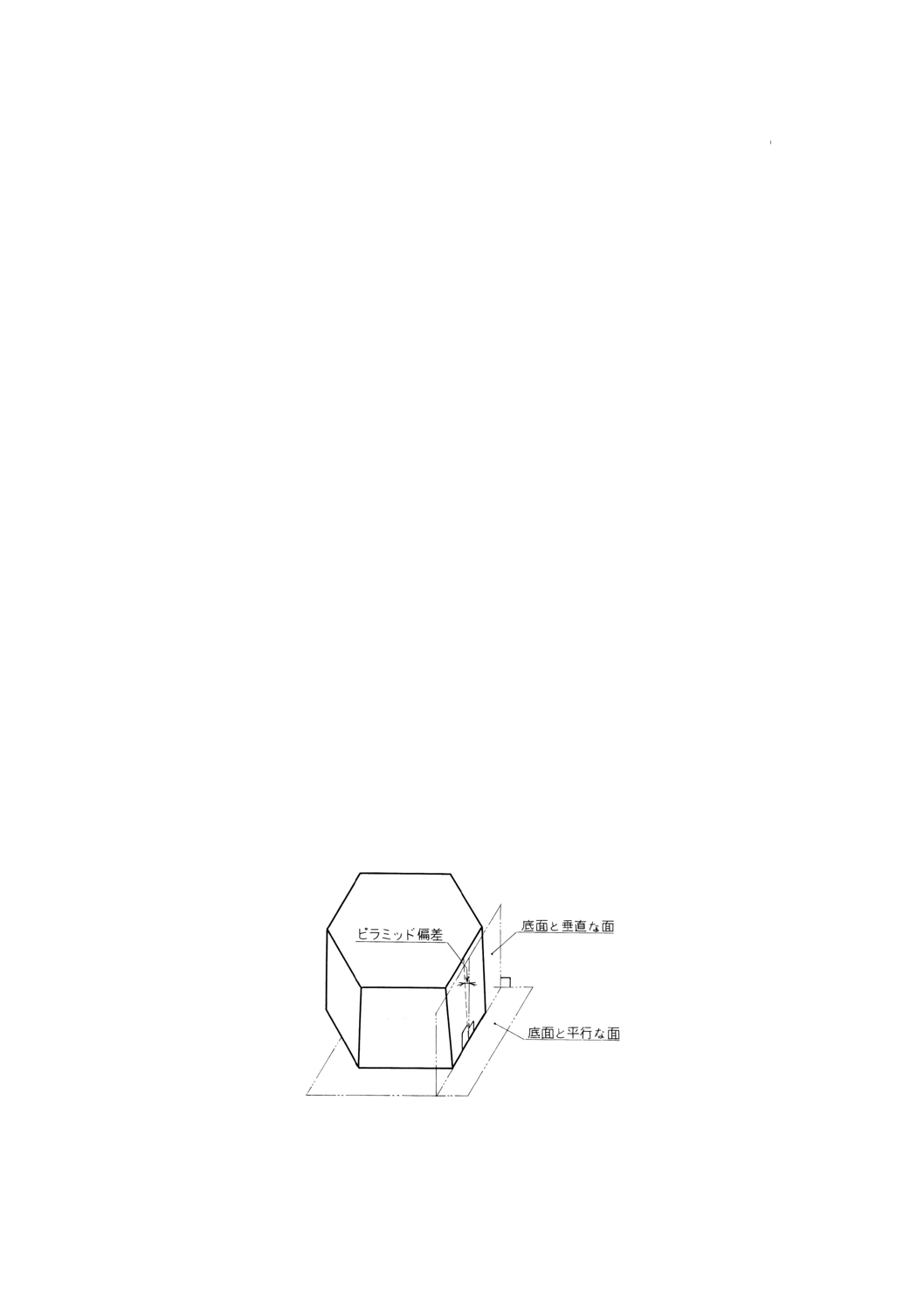
(5) ピラミッド偏差 底面と各反射面のなす角度の直角からのずれ
(6) 角度精度 多面鏡の底面と平行な平面に投影された基準反射面と反射面のそれぞれの法線とがなす角
度の呼び角度からのずれ。
図1 ピラミッド偏差
2
B 7432-1985
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
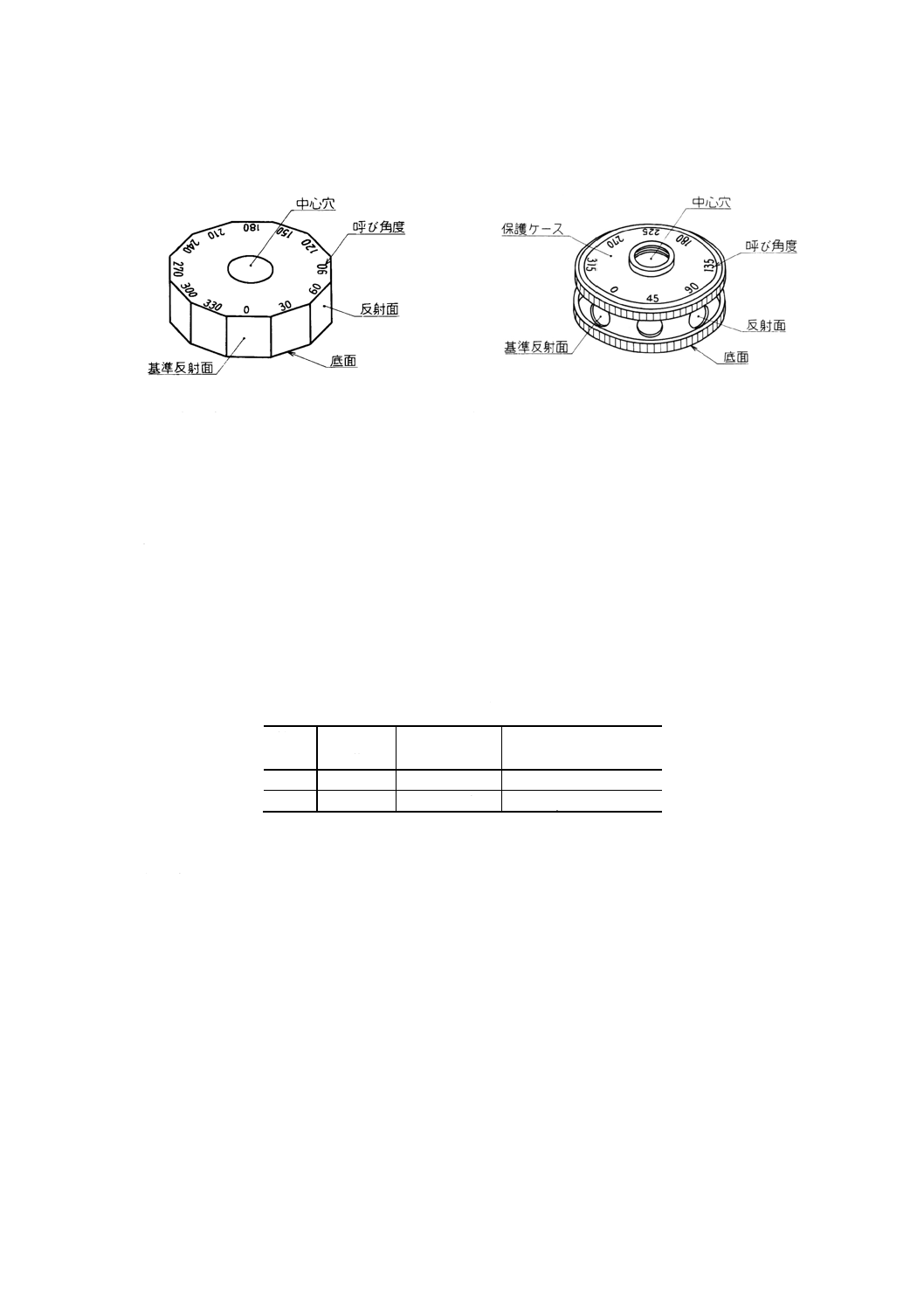
3. 名称 各部の主な名称は,図2,図3による。
図2 保護ケースなしの場合(12面鏡の例)
図3 保護ケース付の場合(8面鏡の例)
4. 種類 多面鏡の種類は,保護ケースの有無及び反射面の数により区別する。
5. 等級 多面鏡の等級は,角度精度及び平面度によって0級及び1級の2等級とする。
6. 性能及び精度
6.1
角度精度 多面鏡の角度精度は,表による。
6.2
ピラミッド偏差 各反射面のピラミッド偏差は,5秒以内とする。
6.3
反射面の平面度 各反射面の平面度は,有効反射面内で表による。
6.4
有効反射面の大きさ 各有効反射面の大きさは,角度精度を保証するのに十分な大きさであること
(参考値を表に示す。)。
6.5
底面の平面度 底面の平面度は10μm以内であり、中凸であってはならない。
表 性能及び精度
等級
角度精度
秒
有効反射面の
平面度μm
有効反射面の大きさ
mm(参考)
0級
2以内
0.025以内
30×20以上
1級
5以内
0.05以内
φ20以上
7. 材料,構造及び機能
7.1
多面鏡は,内部ひずみを十分除去した高品質のクラウンガラス,石英ガラス又はこれらと同等以上
の品質をもつ材料を使用し,必要に応じ反射面にアルミニウムなどの反射膜を施す。
7.2
多面鏡の反射面には実用上差し支えがあるきず,くもり及び変色があってはならない。また普通の
使用状態の温度及び湿度に対し,実用上差し支えがある変化を起こすものであってはならない。
7.3
保護ケース付多面鏡では,保護ケースの各部はいずれも実用上十分な強さ及び耐久性をもつ材料を
使用する。
7.4
保護ケースの構造は堅ろうであって,普通の取扱いに対して,また普通の使用状態の温度及び湿度
の変化に対して,実用上差し支えがある反射面の変化を起こすものであってはならない。
7.5
中心穴をもつ多面鏡では,底面に対する中心穴の直角度は1分以内とする。
3
B 7432-1985
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7.6
本体の見やすい部分に基準反射面の法線に対し,各反射面の法線が上面から見て反時計回りになす
角の呼び角度を表示する。
また底面の表示も行う。ただし,構造上底面が明らかな場合は底面の表示を省略してもよい(図2及び
図3参照)。
8. 測定方法及び検査
8.1
測定条件 測定は室温20±2℃で行う。オートコリメータを使用する測定ではオートコリメータの対
物レンズの近くに多面鏡又は反射鏡を設置する。
また,オートコリメータはJIS B 7538(オートコリメータ)に規定するもの又はそれと同等以上の性能
をもつ光電式オートコリメータ(1)で,最小目盛値が測定する角度精度の許容値の51以下のものを使用する。
注(1) 標線の像の位置を光電的な方法で読み取る方式のオートコリメータ
8.2
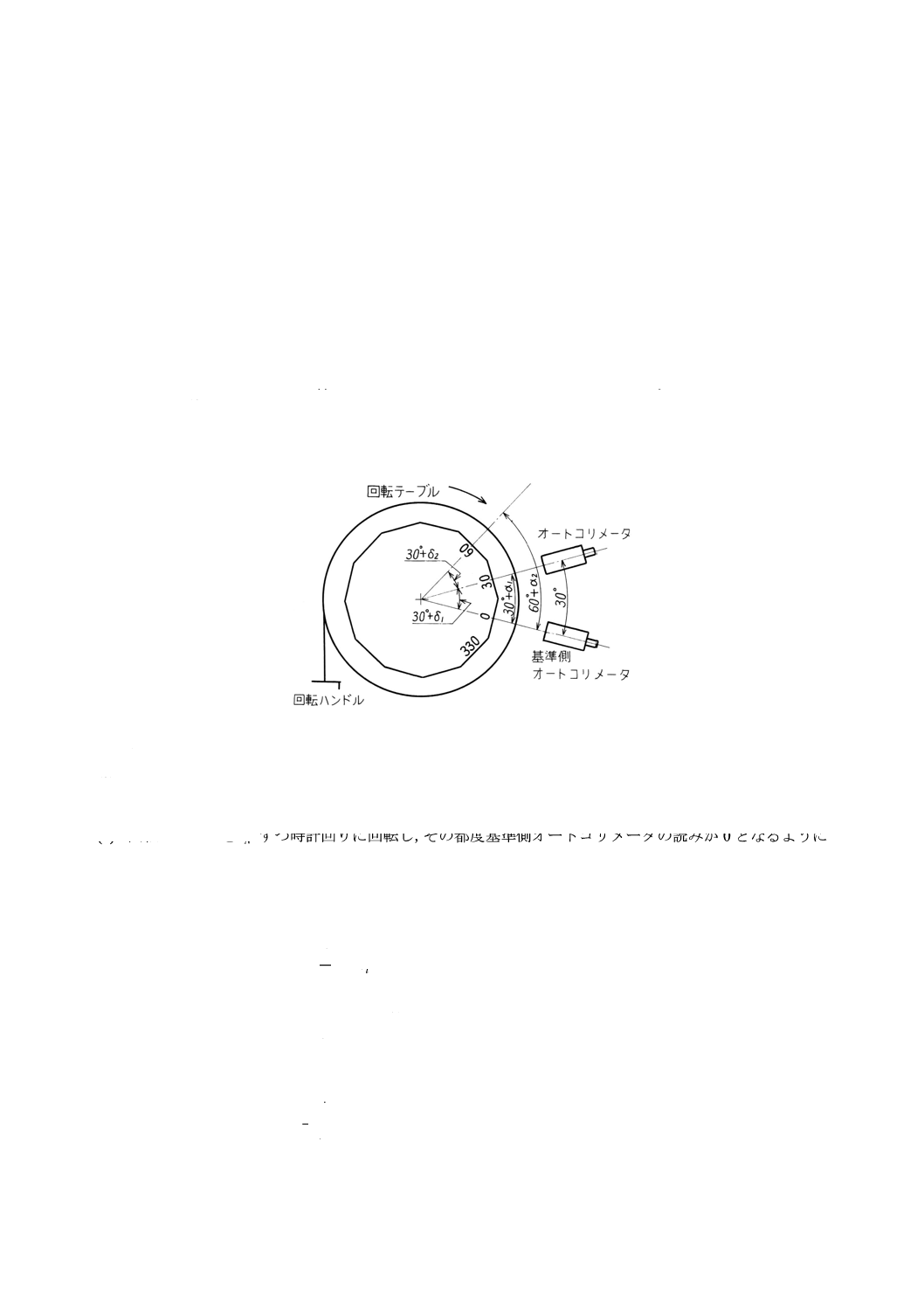
角度精度 N面鏡の角度精度は,次のようにして求める(図4参照)。
図4 角度精度の測定方法(12面鏡の例)
(1) N面鏡を回転テーブル上に設置し,オートコリメータ2台を基準反射面及びその反時計方向の隣接反
射面に正対させる。
(2) 基準反射面側のオートコリメータを基準とし,その読みが0となるように回転テーブルを調節したと
きの他方のオートコリメータの読みf1,を第1面に対する測定値として求める。
(3) 回転テーブルをN°
360ずつ時計回りに回転し,その都度基準側オートコリメータの読みが0となるように
回転テーブルを調節したときの他方のオートコリメータの読みf2,f3………fNを第2面,第3面………
第N面に対する測定値として求める。
(4) 補正値εを,次の式によって算出する。
∑
=
−
=
N
i
if
N
1
1
ε
(5) 隣接角度の誤差δiを,次の式によって算出する。
δi=fi+ε
(6) 第i面の角度精度αiを,次の式によって算出する。
∑
=
=
i
j
j
i
1
δ
α
である。
4
B 7432-1985
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
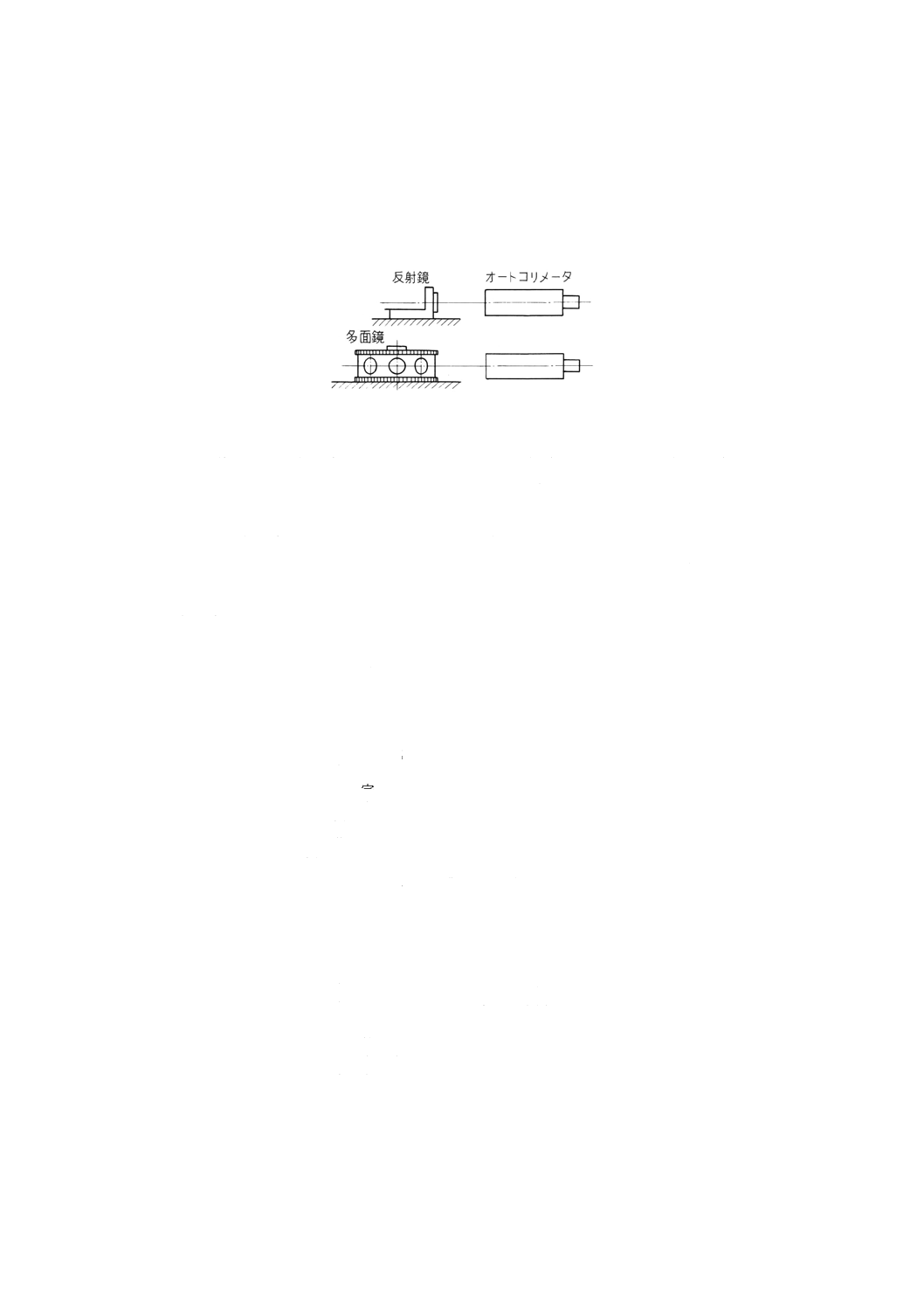
8.3
ピラミッド偏差 JIS B 7513(精密定盤)の1級以上の定盤上に底面に対する反射面の直角度が既知
である反射鏡とオートコリメータを設置し,オートコリメータの読みを測定する。
反射鏡に替えて多面鏡を底面を下にして置き,オートコリメータの読みを測定し,両者の差から求める
(図5参照)。
図5 ピラミッド偏差の測定方法
8.4
反射面の平面度 反射面の平面度は,光波干渉法で測定する。
8.5
底面の平面度 JIS B 7513の1級以上の定盤上に多面鏡の底面を上にして置き,スタンドに取り付
けたJIS B 7519(指針測微器)の指針測微器又はJIS B 7536(電気マイクロメータ)の電気マイクロメー
タを移動して底面の各部に当て,その読みの差から底面の平面度を求める。
9. 製品の呼び方 多面鏡の呼び方は,種類,大きさ(多角柱の内接円直径)及び等級による。
例: 12面鏡(保護ケースなし)90mm 1級,8面鏡(保護ケース付)90mm 1級
10. 表示 多面鏡の本体の一部に製造業者名(又はその略号若しくは商標)及び製造番号を表示する。
精密機械部会 角度標準用多面鏡専門委員会 構成表
氏名
所属
(委員会長)
大 園 成 夫
東京大学工学部
梶 谷 誠
電気通信大学
田 島 秀 雄
通商産業省機械情報産業局
山 崎 宗 重
工業技術院標準部
豊 田 幸 司
工業技術院計量研究所
松 田 浄 史
工業技術院機械技術研究所
内 藤 邦 夫
三井精機工業株式会社
田 中 克 敏
東芝機械株式会社
鈴 木 弘
豊田工機株式会社
菅 野 健 一
津田駒工業株式会社
松 本 純 一
株式会社東芝生産技術研究所
金 子 力
日本国有鉄道鉄道技術研究所
佐 柳 和 男
キヤノン株式会社中央研究所
近 藤 文 雄
東京光学機械株式会社
野 本 徹 志
日本光学工業株式会社
鈴 木 正 根
富士写真工機株式会社
沢 辺 雅 二
株式会社三豊製作所
中 條 義 道
日本光学測定機工業会
(事務局)
松 本 大 治
工業技術院標準部機械規格課
田 中 利 穂
工業技術院標準部機械規格課