B 7285:2016
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 2
4 要求事項························································································································· 2
4.1 一般 ···························································································································· 2
4.2 生理学的適合性 ············································································································· 3
4.3 測定方式 ······················································································································ 4
4.4 寸法許容差 ··················································································································· 4
4.5 小ねじの寸法許容差 ······································································································· 5
4.6 高温での寸法安定性 ······································································································· 5
4.7 耐汗性 ························································································································· 5
4.8 力学的安定性 ················································································································ 5
4.9 難燃性 ························································································································· 6
4.10 耐光性 ························································································································ 6
5 試験サンプルの選定 ·········································································································· 7
5.1 一般 ···························································································································· 7
5.2 ニッケル溶出試験 ·········································································································· 7
5.3 眼鏡フレームモデルの変更 ······························································································ 7
6 試験サンプルの準備及び調整(初期化) ··············································································· 7
6.1 試験用レンズ ················································································································ 7
6.2 試験サンプルの調整(初期化)及び試験条件 ······································································· 7
7 試験及び合否判定 ············································································································· 8
7.1 試験の種類及び試験順序 ································································································· 8
7.2 目視試験 ······················································································································ 8
7.3 合否判定 ······················································································································ 8
8 試験方法························································································································· 9
8.1 一般 ···························································································································· 9
8.2 高温での寸法安定性試験 ································································································· 9
8.3 耐汗性試験 ·················································································································· 10
8.4 ブリッジ変形試験及びレンズ保持試験··············································································· 10
8.5 耐久性試験 ·················································································································· 12
8.6 難燃性試験 ·················································································································· 14
8.7 耐光性試験 ·················································································································· 14
8.8 ニッケル溶出試験 ········································································································· 15
B 7285:2016 目次
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ページ
9 表示······························································································································ 17
10 製品に表示をする製造業者,又は市場で商品を取り扱っている者によって補充される追加情報 ····· 18
附属書A(参考)眼鏡フレーム設計のための推奨事項 ································································ 19
附属書B(参考)試験装置の配置例 ························································································ 21
附属書C(参考)ニッケル溶出試験前のメタルフレームの切断位置の例 ········································· 24
附属書JA(参考)JISと対応国際規格との対比表 ······································································ 26
B 7285:2016
(3)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,福井県眼鏡工業組
合(FOIA)及び一般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を改正すべ
きとの申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格である。こ
れによって,JIS B 7285:2008は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 7285:2016
眼鏡フレーム−基本的要求事項及びその試験方法
Spectacle frames-Requirements and test methods
序文
この規格は,2012年に第3版として発行されたISO 12870を基に作成した日本工業規格であるが,我が
国の実情を反映させるため技術的内容を変更して作成した日本工業規格である。
なお,この規格で側線又は点線の下線を施してある箇所は,対応国際規格を変更している事項である。
変更の一覧表にその説明を付けて,附属書JAに示す。
1
適用範囲
この規格は,屈折補正用眼鏡レンズ(以下,レンズという。)を組み込んで使用する眼鏡フレームのうち,
レンズを組み込む前の眼鏡フレームに関する基本的要求事項及びそれらの試験方法について規定する。こ
の規格は,製造業者1)又は卸売業者が,小売業者に販売する段階での眼鏡フレームに適用する。また,こ
の規格は,天然有機材料で製造した眼鏡フレームにも適用できる。
この規格は,縁なしフレーム,溝掘りフレーム及び折畳みフレームを含む一般的な眼鏡フレームに適用
する。ただし,この規格は,完全なカスタム仕様の眼鏡フレーム又は個人眼保護具(溶接用保護眼鏡,ス
キー用ゴーグルなど)として設計・製造された眼鏡フレームには適用しない。
注記1 眼鏡フレームの設計に関する推奨事項は,附属書Aを参照。
注記2 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 12870:2012,Ophthalmic optics−Spectacle frames−Requirements and test methods(MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
注1) 製造業務を行う小売業者も含む。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格のうちで,西暦年を付記してあるものは,記載の年の版を適用し,その後の改正版(追補を含む。)
は適用しない。西暦年の付記がない引用規格は,その最新版(追補を含む。)を適用する。
JIS B 1119 眼鏡枠用小ねじ及びナット
注記 対応国際規格:ISO 11381,Optics and optical instruments−Ophthalmic optics−Screw threads
(MOD)
JIS B 7280 眼鏡光学−眼鏡フレーム−用語
注記 対応国際規格:ISO 7998,Ophthalmic optics−Spectacle frames−Lists of equivalent terms and
vocabulary(IDT)
2
B 7285:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS B 7281 眼鏡光学−眼鏡フレーム−寸法測定方式及び用語
注記 対応国際規格:ISO 8624:2011,Ophthalmic optics−Spectacle frames−Measuring system and
terminology(MOD)
JIS B 7286 眼鏡光学−玉型板
注記 対応国際規格:ISO 11380,Optics and optical instruments−Ophthalmic optics−Formers(MOD)
JIS K 0557:1998 用水・排水の試験に用いる水
JIS K 8150 塩化ナトリウム(試薬)
JIS K 8726 乳酸(試薬)
JIS L 0804 変退色用グレースケール
注記 対応国際規格:ISO 105-A02,Textiles−Tests for colour fastness−Part A02: Grey scale for
assessing change in colour(MOD)
JIS L 0843 キセノンアーク灯光に対する染色堅ろう度試験方法
注記 対応国際規格:ISO 105-B02,Textiles−Tests for colour fastness−Part B02: Colour fastness to
artificial light: Xenon arc fading lamp test(MOD)
JIS T 7309 視力検査装置
注記 対応国際規格:ISO 8596,Ophthalmic optics−Visual acuity testing−Standard optotype and its
presentation(MOD)
ISO/TS 24348,Ophthalmic optics−Spectacle frames−Method for the simulation of wear and detection of
nickel release from metal and combination spectacle frames
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS B 7280及びJIS B 7281によるほか,次による。
3.1
眼鏡フレームモデル(spectacle frame model)
同一材料(必ずしも,同一の着色を必要としない。)及び同一の表面処理で,共通の設計によって製造さ
れた眼鏡フレーム。
3.2
天然有機材料(natural organic material)
他の有機原料からの合成物ではなく,加工処理された場合でも,元の状態が維持されている材料。
なお,この場合の加工処理とは,切断,形削り,張合せ,接着,曲げ,研磨及び熱処理をいう。
例 天然の角,竹,木材
3.3
カスタム仕様の眼鏡フレーム(custom-made spectacle frame)
特定の使用者のために特別に注文して製造した眼鏡フレーム。
例 特殊な顔の特性のために特別に製造したフレーム
4
要求事項
4.1
一般
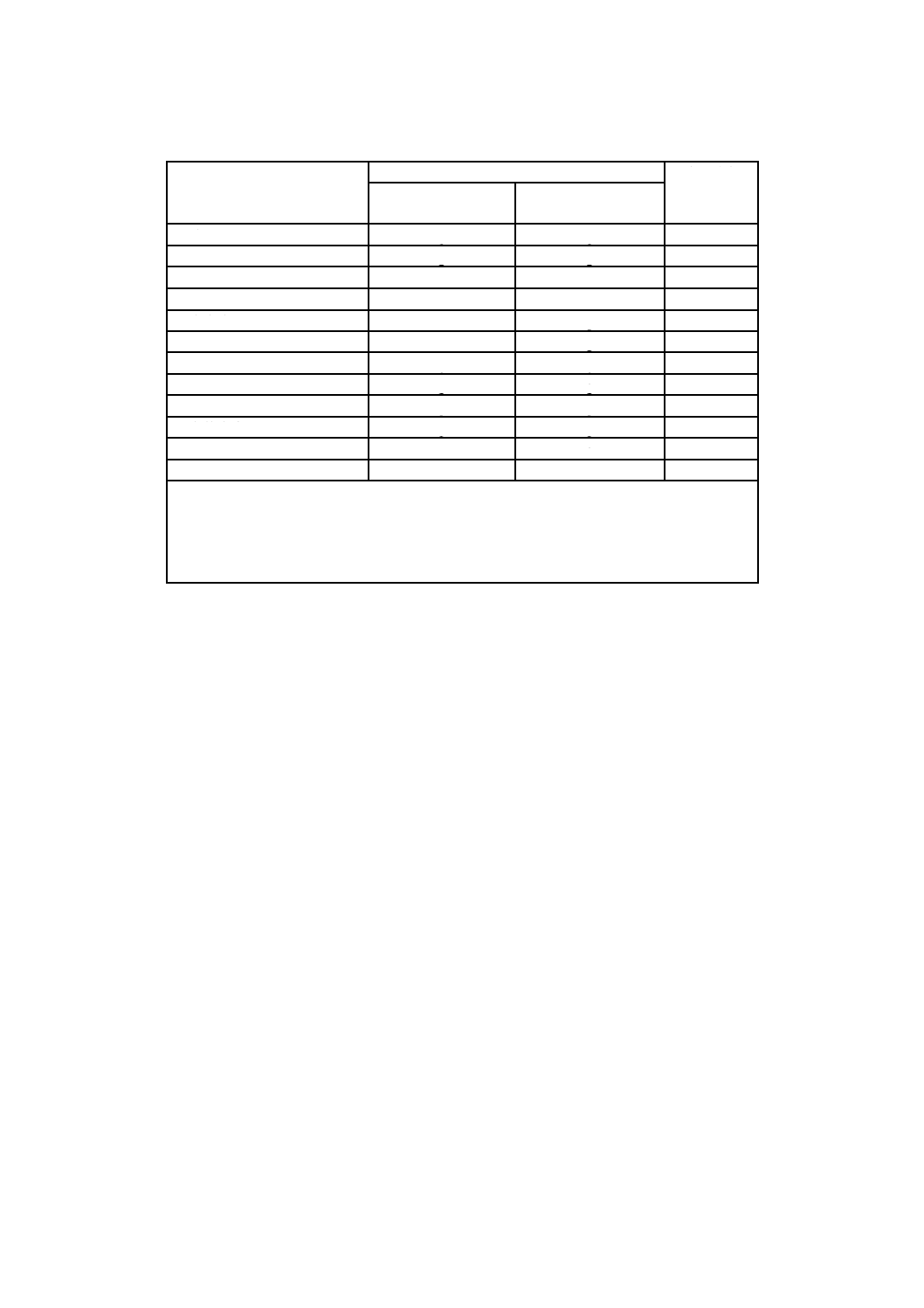
眼鏡フレームに適用する要求事項は,表1による。眼鏡フレームは,“g”と表示した要求事項(必須事
項)によるものとする。“o”と表示した要求事項に対する適用は,受渡当事者間の協定による。
3
B 7285:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表1−各種の眼鏡フレームに適用される要求事項
要求事項
フレームの種類
適用箇条
縁なしフレーム及び
溝掘りフレーム
他の全てのフレーム
タイプa)
構造
g
g
4.2.1
一般的な生理学的適合性
g
g
4.2.2
ニッケル溶出
o
o
4.2.3
医学的評価
o
o
4.2.4
測定方式
o
g
4.3
寸法許容差
o
g
4.4
小ねじの寸法許容差
g
g
4.5
高温での寸法安定性
g
g
4.6
耐汗性
g
g
4.7
力学的安定性
g
g
4.8
難燃性
g
g
4.9
耐光性
o
o
4.10
記号
g:必須要求事項
o:任意事項。適用は,受渡当事者間の協定による。
注a) リムがレンズの全周を取り巻くプラスチック又はメタルの眼鏡フレーム(折畳み式を
含む。)が含まれる。
4.2
生理学的適合性
4.2.1
構造
眼鏡フレームは,7.2に示す条件下で検査を行ったとき,設計上又は事故によって使用者に接触する表面
は,鋭い突起物のない滑らかな面で,全ての角は丸めていなければならない。
4.2.2
一般的な生理学的適合性
眼鏡フレームは,意図した条件及び目的で使用したとき,使用者の健康(安全)を損なわないように設
計・製造しなければならない。肌に長時間接触する可能性がある製品から溶出(移着)する物質による危
険性は,製造業者ができる限り最小限にし,それぞれの材料に対して規定されている要求基準値以下にし
なければならない。アレルギー,発がん性,突然変異性又は毒性があると知られている物質には,特別の
注意を払わなければならない。
なお,適切でない調整による顔面に対する過度の接触圧,化学的な炎症又はアレルギーが生じる場合が
ある。どのような材料でも,まれであるが特異性による反応が生じる場合がある。人によっては,特定な
種類の材料のフレームを避ける必要性があることを示している。
注記 次のリストは,材料の無毒性を確認する場合,調査することができる資料の例である。
− 材料の仕様書(金属材料の場合はミルシート)
− 材料に関する安全性データシート(SDS)
− 食品用,医用,その他の関連する用途における材料の適切性に関する情報
− アレルギー,発がん性,毒性,突然変異性又は生殖への毒性に関する材料についての情報
− 生態毒性又は環境調査による材料の情報
4.2.3
ニッケル溶出
メタルフレームの各部品及びコンビネーションフレームの金属部品の,着用者の肌に直接長時間接触す
4
B 7285:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
る部分を8.8.3によって試験をしたとき,全ての部品に対して綿棒がピンクに変色しない場合は合格した
ものとみなす。8.8.4によって試験をしたとき,ニッケル溶出量は,1週間当たり0.5 μg/cm2以下とする。
試験する部品には,次を含む。
− リムの背面。ただし,フルリムタイプのフレームではリムが同じ材料で同様にデザインされ,リムの
下部を試験すればリムの上部は試験しなくてもよい。
− ブリッジの裏面及び下側表面(非金属製の挿入タイプのブリッジが装着されている場合は除く。)。あ
らゆるブレースバー(brace bar)の裏面及び上側表面,並びに金属性のパッドを含むあらゆる鼻との
接触表面
− 金属製の口金を含むテンプル。ただし,丁番自体,丁番近辺部分,及びテンプルチップによって保護
されている部分を除く。
− プラスチック製のテンプル及びテンプルチップに取り付けられた金属製の装飾部品
これらの部品のそれぞれは,ニッケル溶出試験では別々に試験を行い,フレームが合格するためにはそ
れぞれの部品が合格しなければならない。テンプルを試験する場合,左右のテンプルの平均値ではなくそ
れぞれの結果を,テンプルが合格かどうかを決定するために使用する。
折畳みフレームのねじ頭又は肌に接触するメタルフレームへのプラスチック部品を固定するねじの頭部
は,ねじ止めされたフロント又はテンプルの一部として試験する。
表面被覆されていない均一の合金又は純金属で作られているメタルフレームは,8.8.2に規定する摩耗の
前処理の必要はなく,直接8.8.3又は8.8.4によって試験する。部品が均質で表面被覆されていないと製造
業者が示していない限り,部品は表面被覆されているものと仮定する。
ニッケル溶出の程度に関する8.8.3の試験結果が要求される場合,このような情報は,CEN/CR
12471:2002[3]に規定されている試験の一つを行うことによって求めて,提供する。
4.2.4
医学的評価
眼鏡フレームを,フレーム製造で以前に使用したことのないプラスチック,合金,コーティング,顔料
などの新しい素材で製造する場合は,眼鏡フレーム自体,又は他の医療機器で用いられている同一材料を
用いた研究結果を使用し,適切な試験方法に従って新しい素材の医学的評価を行わなければならない。
4.3
測定方式
眼鏡フレームの称呼寸法の測定方式は,JIS B 7281に規定されている寸法測定方式による。
4.4
寸法許容差
次に示す寸法を0.1 mm以上の精度をもつ長さ測定器を用いて4.3の測定方式で測定したとき,レンズを
組み込んでいない眼鏡フレームの表示寸法に対する寸法許容差は,次による。ただし,縁なしフレームな
ど適用できないものは除く。
a) 玉形幅
±0.5 mm
b) レンズ間距離
±0.5 mm
c) テンプル長さ
±2.0 mm
テンプル長さの測定精度を向上するために,テンプルチップ部分に力を加えて直線にすることが望まし
い。イアベンドより前の,デザイン上の垂直方向の屈曲又は水平方向の著しい湾曲は無視する。テンプル
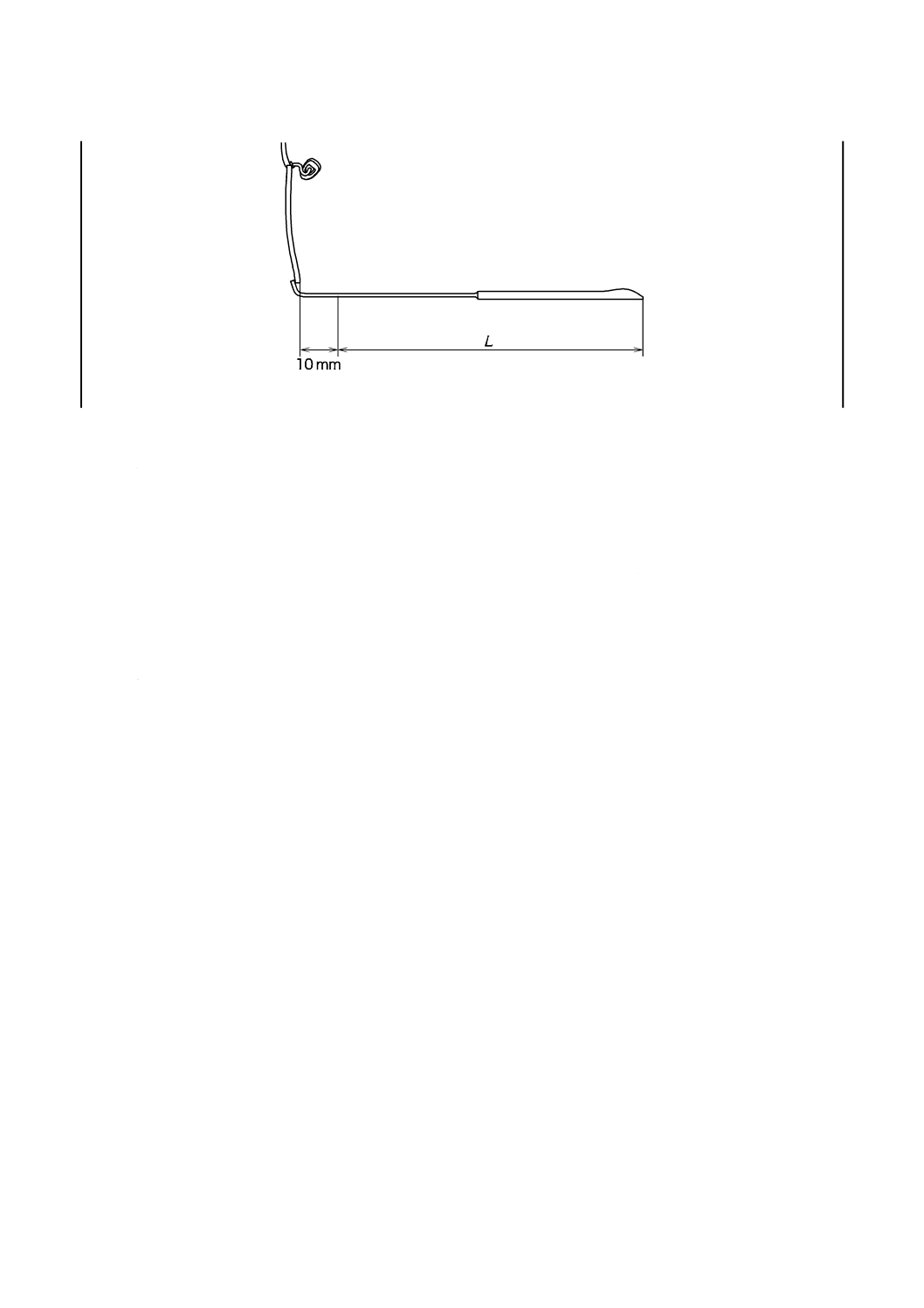
長さは,丁番ねじ穴の中心からテンプルチップ先端までの直線距離を計測する。丁番のないテンプルでは,
テンプルは,フロント又はフロントに取り付けたテンプル部分に対して
0
5
90
°
−°
開く。テンプル長さは,テ
ンプルの先端からフロント面の手前10 mmの位置までの距離(L)を測定する(図1参照)。
5
B 7285:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図1−丁番のない場合のテンプル長さ
レンズ加工を簡単にするために,より厳しいリムサイズごとの寸法許容差が必要な場合は,受渡当事者
間の協定による。
4.5
小ねじの寸法許容差
眼鏡フレームに使用する小ねじの寸法許容差は,JIS B 1119による。
4.6
高温での寸法安定性
眼鏡フレームを8.2によって試験したとき,テンプルチップ間は,+6 mm(外側)又は−12 mm(内側)
以内とする。また,フロントの背面からテンプル先端までの長さが100 mm以下の小さな眼鏡フレームで
は,+5 mm(外側)又は−10 mm(内側)以内とする。
4.7
耐汗性
眼鏡フレームは,8.3によって試験したとき,次の欠点があってはならない。
a) 8.3.2.2の試験の結果,丁番及びねじを除く,眼鏡フレームのあらゆる部分のしみ又は色の変化[ただ
し,表面のグロス(つや)の消失及びつや消しの変化(つや発生)は除く。また,シリコン製のパッ
ド及びテンプルチップの乳白色変化は除く。]。
b) 8.3.2.5の試験の結果,例えば,テンプルの内側,リムの下面及び顔側側面,ブリッジの内側などの(フ
レームの)使用中に肌に長時間接触しやすい部分での腐食,表面劣化,又はコーティング層の剝離。
このような欠点は,7.2に示す条件下で検査する。
眼鏡フレームが天然素材でできていて,製造業者が手入れクリーム又はワックスの使用を推奨している
場合,試験前に製造業者の指示に従ってこのクリーム又はワックスを準備する。色の変化又は表面の劣化
を検査して眼鏡フレームがこの要求事項に不合格となった場合,クリーム又はワックスを使用して1日放
置し,色の変化又は表面の劣化を再度検査する。フレームが最初の外観に回復した場合,眼鏡フレームは
試験に合格したとみなし,眼鏡フレームが変色したまま又は表面が劣化したままであれば,フレームは試
験に不合格とみなす。
4.8
力学的安定性
4.8.1
ブリッジの変形
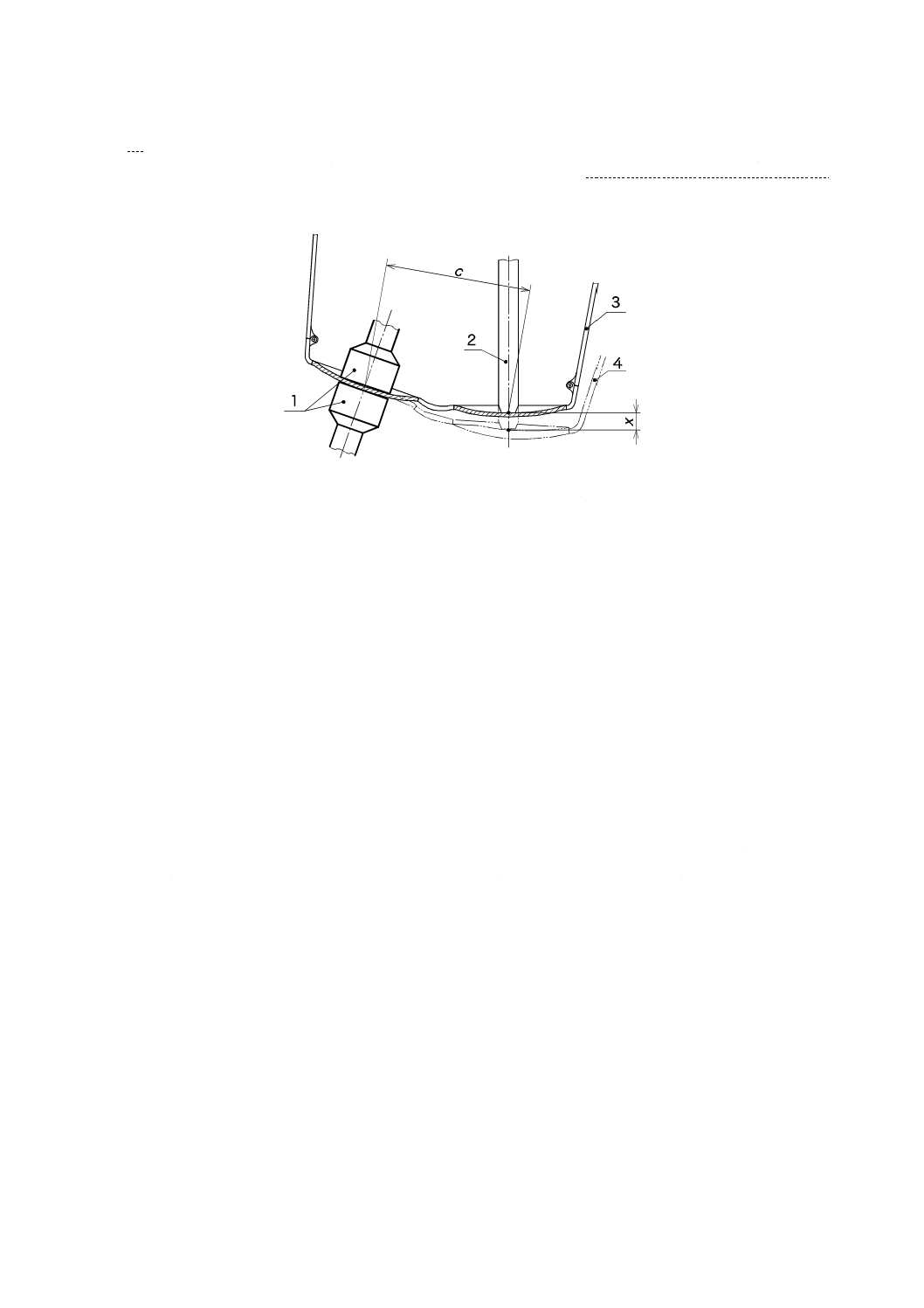
試験用レンズを組み込んだ眼鏡フレームは,8.4によって試験をしたとき,次の欠点があってはならない。
a) あらゆる部分の破断又はひび割れ
b) 眼鏡フレームの玉形中心間距離(c)の2 %を超える永久変形(x)。すなわち,x>0.02cのときは不合
L:テンプル長さ
6
B 7285:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
格(図2参照)。
一例として,玉形中心間距離が70 mmの場合,永久変形が70 mmの2 %(=1.4 mm)以内のときは
合格とする。
1:環状締め具
2:圧力ペグ
3:無負荷初期位置
4:負荷後の残留変形位置
図2−ブリッジの永久変形
4.8.2
レンズの保持特性
眼鏡フレームは,8.4によって試験をしたとき,左右どちらの試験用レンズも,溝,外糸・内糸の最初の
位置から全体に又は部分的に移動しなかった場合,眼鏡フレームは,許容できるレンズの保持特性をもつ
ものとみなす。
4.8.3
耐久性
試験用レンズを組み込んだ眼鏡フレームは,8.5によって試験をしたとき,次による。
a) どの部分でも破壊しない。
b) 500回後に,試験前の形状位置から5 mmを超える永久変形がない。
c) テンプルの開閉に対して軽い指の圧力以上の力を必要としない(ばね丁番を取り付けたフレームを除
く。)。
d) ばね丁番を取り付けていないフレームのテンプルは,開閉繰返しのどの位置においても自重で閉じな
い。ばね丁番を取り付けたフレームのテンプルは,ばね機構が働く範囲外では自重で閉じない(すな
わち,ばね機構が働くことなく,自然の全開状態にある。)。
4.9
難燃性
眼鏡フレームは,8.6によって試験したとき,試験棒を取り去った後に燃え続けてはならない。
4.10 耐光性
眼鏡フレームを8.7によって試験した後,比較参照用サンプルと比較したとき,次の欠点があってはな
らない。
a) JIS L 0804の変退色用グレースケールの3号を超える色の変化
b) 光沢面における輝きの消失
7
B 7285:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5
試験サンプルの選定
5.1
一般
試験に必要な最小限のものとして,それぞれの眼鏡フレームモデルの試験サンプル二つを,ランダムに
選ぶ。これらは,製造業者又は代理者が選び,それぞれ試験サンプル1及び試験サンプル2と名付け,箇
条7及び箇条8に規定する試験の前に,箇条6による調整(初期化)を行う。
5.2
ニッケル溶出試験
メタルフレーム及びコンビネーションフレームでは,試験サンプル1及び試験サンプル2に追加して,
二つの試験サンプル(試験サンプル3及び試験サンプル4)をランダムに選び,8.8に規定する試験の前に,
箇条6による調整(初期化)を行う。
5.3
眼鏡フレームモデルの変更
同一材料で,表面処理を含めた同一工程で製造された一連のフレームは,耐汗性試験(8.3),難燃性試
験(8.6),耐光性試験(8.7)及びニッケル溶出試験(8.8)を各眼鏡フレームモデルの一つについてだけ行
ってもよい。
6
試験サンプルの準備及び調整(初期化)
6.1
試験用レンズ
4.6〜4.10の規定に対する試験を行う前に,試験サンプル1及び試験サンプル2には,一組の適切な試験
用レンズを組み込む。
試験用レンズは,製造業者が提供又は指定しなければならない。試験用レンズが提供又は指定されない
場合は,眼鏡フレームの種類に従って次のa)〜c) のレンズを使用する。
a) 縁なしフレームでは,屈折力が0.00 D(dioptry)±0.25 D,レンズの中心部厚さが2.00 mm±0.200 mm
及び曲率半径が90 mm±10 mmのポリカーボネート製のプラスチックレンズ
b) 溝掘りフレームでは,屈折力が0.00 D±0.25 D,中心部厚さが2.00 mm±0.200 mm及び曲率半径が90
mm±10 mmのアリル ジグリコール カーボネート製のプラスチックレンズ2)又はポリカーボネート
製のプラスチックレンズ
注2) このプラスチックレンズの商品名は,CR 39である。この情報は,この規格の利用者の利便
性のために示したものであり,これらの製品を保証するものではない。もし,同等の結果が
得られることが証明できれば,同等の製品を使用してもよい。
c) 折畳みフレーム及びリムが全周を取り囲んでいる眼鏡フレームを含むその他の眼鏡フレームでは,b)
に規定するプラスチックレンズ,又は屈折力が0.00 D±0.25 D,中心部厚さが2.25 mm±0.25 mm及び
曲率半径が100 mm±20 mmのシリケートガラスレンズ
4.2.3に規定しているニッケル溶出を試験するときの摩耗前処理に先立ち,試験サンプル3及び試験サン
プル4にダミーレンズ又はデモレンズ(demonstration lense)が組み込まれていない場合,屈折力が−1.00 D
〜+1.00 D,周辺部厚さ1.5 mm〜2.5 mmの一組の適切なプラスチック製のレンズを組み込む。
全ての試験サンプルに対して,試験用レンズは,製造業者の電子データ又は個々の試験サンプルの溝を
トレースするデジタル制御玉す(摺)り機(パターンレス エッジャー)又はJIS B 7286に従う玉型板を
用いて玉すりする。
玉すりレンズのやげん角度は,溝付リムのフレームに対して
°°
°
3
2
120
+
−とする。
6.2
試験サンプルの調整(初期化)及び試験条件
試験サンプルは,一連の試験を開始する前に,製造業者又は卸売業者から受け取った状態で調整,調節
8
B 7285:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
又は注油なしに,温度23 ℃±5 ℃に保持した環境下で少なくとも4時間放置して調整(初期化)する。
試験は,同じ温度領域に保持した環境下で行う。
7
試験及び合否判定
7.1
試験の種類及び試験順序
試験は,6.2によって調整(初期化)した試験サンプルを用いて,室温23 ℃±5 ℃で,表2に規定する
試験の順序で行う。
表2−試験順序
試験の種類
要求事項の箇条 試験方法の箇条
試験順序
サンプル1
サンプル2
サンプル3,4
構造
4.2.1
4.2.1
1
*
寸法許容差
4.3及び4.4
4.4
2
*
高温での寸法安
定性
4.6
8.2
3
*
耐汗性
4.7
8.3
4
*
ブリッジの変形
4.8.1
8.4
5
*
レンズ保持力
4.8.2
8.4
6
*
耐久性
4.8.3
8.5
7
*
難燃性
4.9
8.6
8
*
耐光性
4.10
8.7
9
a)
ニッケル溶出
4.2.3
8.8
10
* b)
*印は,実施する試験を示す。
注a) この試験の適用は,任意とする。
b) この試験は,幾つかの国では,必須事項である。
7.2
目視試験
目視試験が必要な場合,試験は,JIS T 7309に規定されている視力検査装置で検査した,少なくとも1.0
の視力をもつ者によって拡大鏡を使用しないで行う。ただし,視力矯正のために眼鏡を着用してもよい。
試験サンプルは,黒いマットの上に置き,1 000 Lx〜2 000 Lxの照度の下で行う。
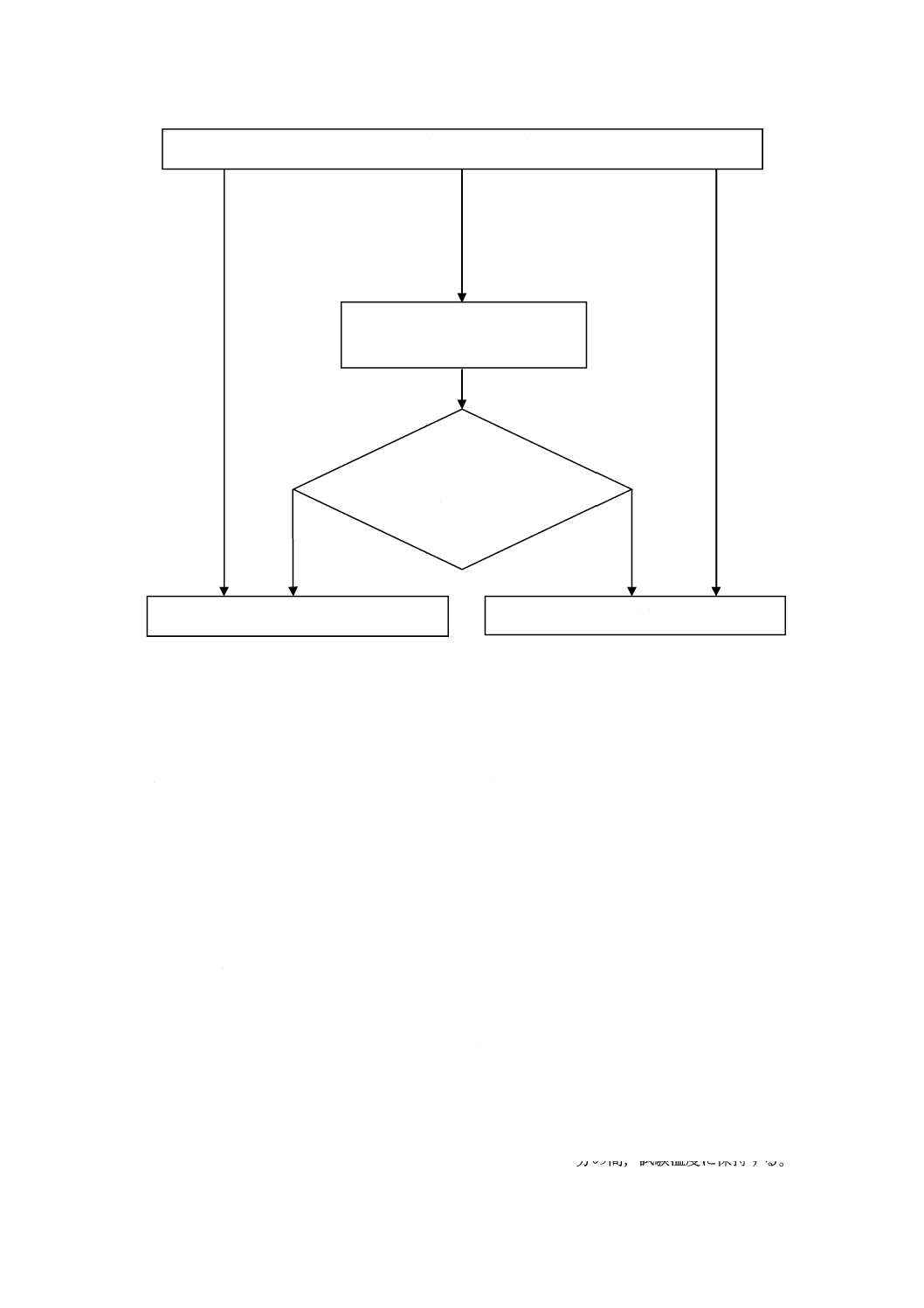
7.3
合否判定
眼鏡フレームモデルの試験サンプルは,表2の試験順序で試験を行うこととし,表1の必須要求事項(任
意の要求事項を選択した場合,その要求事項を含む。)の全ての項目において合格した場合,その製品は,
この規格に適合しているものとみなす(図3参照)。
なお,試験サンプル1又は試験サンプル2のどちらかが,試験順序の中のいずれか1項目の試験に不合
格となった場合,新たな試験サンプルを使用して,不合格となった項目を含む以降の項目について,表2
の試験順序で再試験する。新たな試験サンプルが再試験の全ての項目に合格した場合,眼鏡フレームモデ
ルはこの規格に適合しているものとみなす。この再試験において更に1項目に不合格が発生した場合,眼
鏡フレームモデルはこの規格に不適合とみなす。
試験の最初の組において,二つ以上の試験項目に不合格の場合,再試験は行わず,製品はこの規格に不
適合とみなす。
9
B 7285:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図3−ニッケル溶出を除いた合否判定のフローチャート
8
試験方法
8.1
一般
ここで規定する試験方法は,標準試験方法である。代替試験方法は,その試験結果が対応する標準試験
方法の結果に等価であることが示すことができるという条件下で使用してもよい。
8.2
高温での寸法安定性試験
8.2.1
試験装置
8.2.1.1
恒温槽 温度55 ℃±5 ℃で試験できるもの。
8.2.1.2
平板 恒温槽(8.2.1.1)内の底面上又は底面と平行に設置する,ガラス製又は金属製の平板。
8.2.1.3
測定器具 0.5 mm以上の精度をもつ長さ測定器具。
8.2.2
試験手順
8.2.2.1
室温23 ℃±5 ℃中で,試験サンプル1に試験用レンズを組み込み,テンプルを全開(ばね丁番
付きのフレームの場合には,ばね機構を調節することなく,自然の全開状態まで開く。)にし,両テンプル
チップ先端間の距離(L0)を測定器具(8.2.1.3)を用いて1 mm単位で測定する。
8.2.2.2
試験の開始前に,恒温槽(8.2.1.1)を試験温度55 ℃±5 ℃に安定させる。
テンプルを全開にして,フロントの上端及びテンプルの上端が平板(8.2.1.2)の表面に接するように試
験サンプルを置く。この平板上に置いた試験サンプルを恒温槽に入れ,恒温槽の壁又は他の試験サンプル
と接触していないことを確認する。
8.2.2.3
試験サンプルが試験温度55 ℃±5 ℃に達した後,2時間
5
0
+分の間,試験温度に保持する。
追加の一つの試験サンプルで,
不合格項目及び続く項目を試験
この試験サンプルが不合格
項目及び続く試験項目にお
いて全て合格
適 合
不適合
二つの試験サンプルを試験
一つの試験サンプルがいずれか
1項目の試験に不合格,他の試験
サンプルは各試験項目に合格
左記以外の1
項目以上の不
合格があった
場合
両試験サンプル
ともに,全項目の
試験に合格
はい
いいえ
10
B 7285:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
その後,試験サンプルを載せた平板を恒温槽から取り出す。23 ℃±5 ℃で少なくとも2時間冷却した後,
8.2.2.1の方法で,再度両テンプルチップ先端間の距離(L1)を1 mm単位で測定する。この値を加熱後の
値L1として記録し,差L1−L0を計算する。
8.3
耐汗性試験
8.3.1
試験装置
8.3.1.1
恒温槽 試験温度55 ℃±5 ℃に加熱可能な恒温槽。
8.3.1.2
容器 ガラス製又は不溶性プラスチック製で最小直径200 mm,最低高さ90 mmの密閉式のもの。
8.3.1.3
フラスコ 1 Lのもの。
8.3.1.4
水 JIS K 0557:1998に規定する種別A2以上の水。
8.3.1.5
人工汗液
a) 乳酸 JIS K 8726に規定する乳酸(密度1.21 g/mL,純度85 %を超えるもの)。
b) 塩化ナトリウム JIS K 8150に規定する塩化ナトリウム(純度99.5 %以上)。不純物は,次による。
1) 鉛 0.001 0 %以下
2) 鉄 0.001 0 %以下
3) 臭素 0.020 0 %以下
4) ヨウ素 0.010 0 %以下
適切な容器を用いて,乳酸50 g±0.1 g,塩化ナトリウム100 g±0.1 gを計量し,8.3.1.4に規定する水900
mL中に溶解する。フラスコ(8.3.1.3)を用いて,水で1 Lまで希釈する。
8.3.1.6
フレーム支持台 ガラス製又は不溶性プラスチック製で,人工汗液の上方に試験サンプルを保持
できるように容器(8.3.1.2)を設置できるもの(図B.1参照)。支持台は,数段の棚,又は横に並べて数枚
のサンプルを支持してもよいが,お互いが接触しないようにする。
8.3.2
試験手順
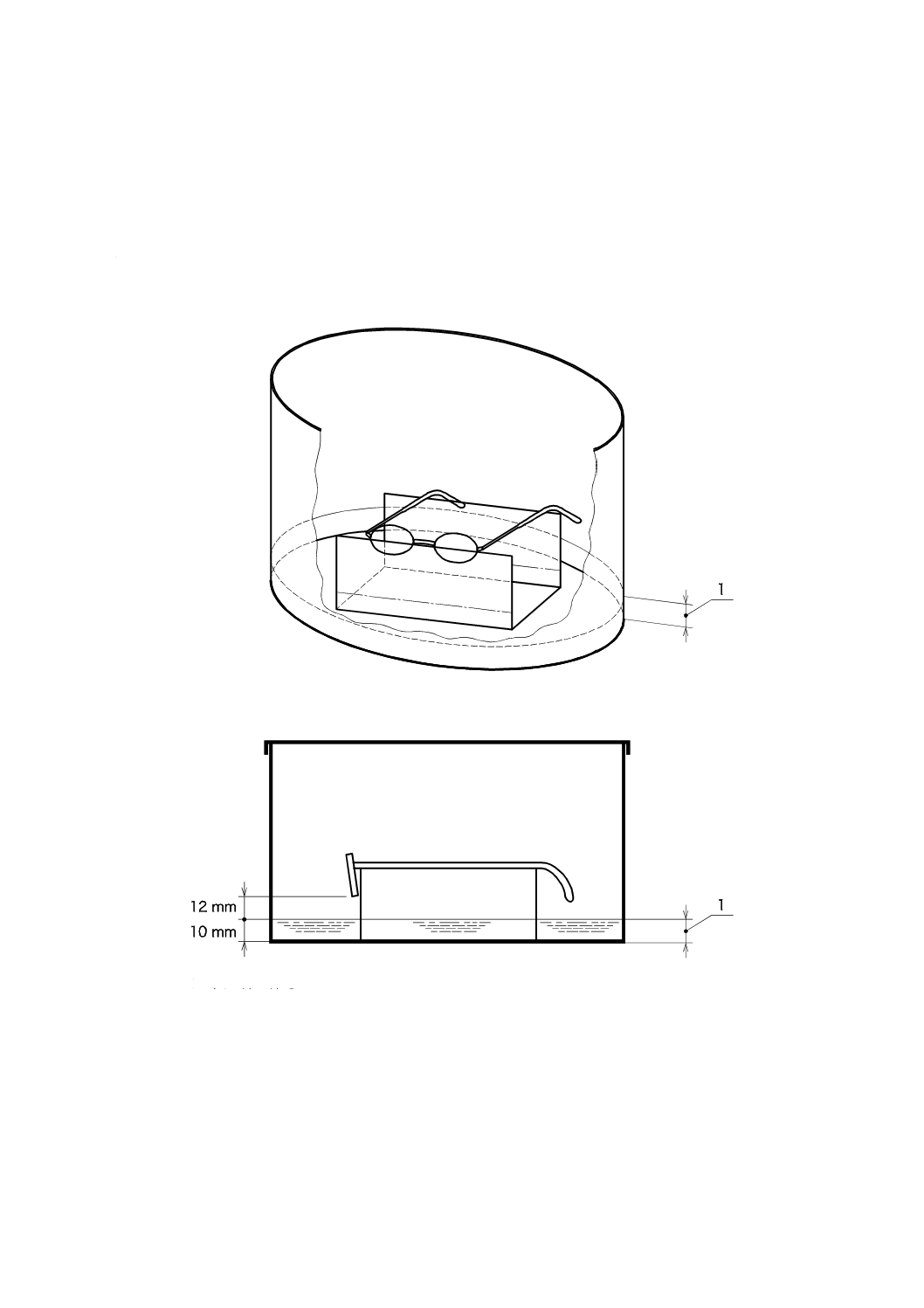
8.3.2.1
容器(8.3.1.2)の底に人工汗液(8.3.1.5)を少なくとも深さ10 mmまで満たし,液面から12 mm
の位置に眼鏡フレーム(多段式の場合は最下段のフレーム)の下端が位置するようにする。
試験用レンズを組み込んだ試験サンプル1を,テンプルを全開にした状態(ばね丁番のフレームの場合
には,ばね機構が作用しない自然の全開状態)で,テンプル下部を支持台の上に置く(図B.1参照)。
眼鏡フレームが,他のサンプル又は容器の壁面に接触していないかを確認する。
容器を密閉し,温度55 ℃±5 ℃の恒温槽(8.3.1.1)に入れ,そのまま保持する。
8.3.2.2
8時間±30分後,試験サンプルを取り出し,直ちに水(8.3.1.4)で洗浄する。乾いた柔らかい布
でこすらずに水分を吸い取って乾かす。
8.3.2.3
30分以内に,試験サンプルを7.2に示す条件下で試験し,同一の未試験の眼鏡フレームと比較す
る。あらゆるしみ又は色の変化を調べて記録する。
8.3.2.4
次に試験サンプルを支持台の上に置き,容器を密閉し,温度55 ℃±5 ℃で,更に16時間±30
分間保持する。この第2回目の試験の後,試験サンプルを取り出し,直ちに水(8.3.1.4)で洗浄し,乾燥
する。
8.3.2.5
30分以内に,着用者の肌に直接長時間接触しやすい試験サンプルの部分を,7.2に示す条件下で
試験し,同一の未試験の眼鏡フレームと比較する。あらゆる腐食,表面劣化及びコーティング層の剝離を
調べて記録する。
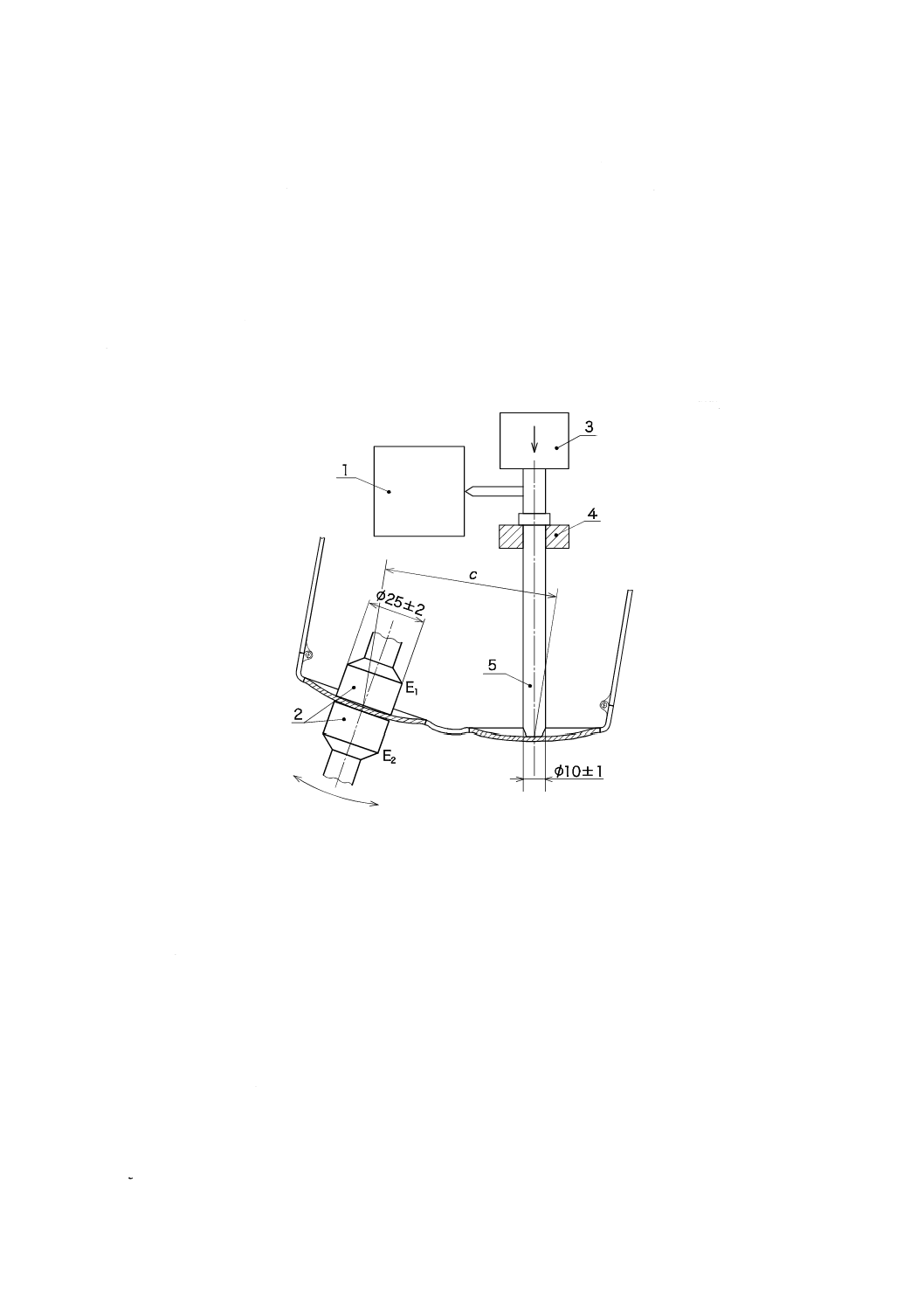
8.4
ブリッジ変形試験及びレンズ保持試験
8.4.1
試験装置 試験装置(図4参照)は,レンズ面に垂直に移動できる環状締め具,下方向に移動でき
11
B 7285:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
る圧力ペグ及び測定装置で構成する。環状締め具は,試験サンプルにゆがみ又は位置ずれを起こすことな
く固定できるもので,直径25 mm±2 mmで,弾性材料(例 ポリアミド)を使用したE1及びE2の二つの
接触面をもつものとする。押下げ用圧力ペグ(図4の5参照)は,直径10 mm±1 mmで,半球状の接触
面をもつものとする。環状締め具面は,水平方向には,左右に10 mm以上調節可能で,圧力ペグは,垂直
方向には上方向に10 mm以上,下方向に8 mm以上移動できるものとする。大きな顔面形成角(フロント
角)のフレームも試験できるように,クランプしていないレンズの玉形中心で圧力ペグがレンズ面に垂直
に負荷できるように,環状締め具は水平軸の回りに回転できるものとする。また,環状締め具と圧力ペグ
との間の距離は,調節可能とする。試験装置は,0.1 mm以上の測定精度をもつ測定装置を備えたものとす
る。
単位 mm
1:測定装置
2:環状締め具
3:力の方向及び作用点(最大5 N)
4:可動ストッパ
5:圧力ペグ
c:玉形中心間距離
図4−ブリッジ変形試験装置
8.4.2
試験手順
8.4.2.1
試験サンプル2のテンプルを全開にし,フロントを下向きにして試験装置に取り付ける。試験サ
ンプルは,片方のレンズの玉形中心と環状締め具の中心との差を2 mm以下とし,環状締め具で固定する
(図4参照)。
圧力ペグを,環状締め具で固定していない側のレンズの裏面(凹面)の玉形中心から半径2 mm以内で,
レンズに接触するまで押し下げる。これを開始位置として記録する。
次の評価値のどちらかに最初に達するまで,力を加えながら,圧力ペグをゆっくりと滑らかに押し下げ
る。
a) 5 Nの力。
12
B 7285:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
b) 玉形中心間距離(c)(JIS B 7281参照)の(10±1)%の距離。
8.4.2.2
8.4.2.1 b) で規定する距離まで圧力ペグを押し下げるのに5 Nの力が不要な場合,玉形中心間距離
の(10±1)%の距離になったときの力を保持して試験を継続して到達した距離を記録する。
最初の変位を5秒間保持し,圧力ペグを最初の位置に戻す。20秒間の無負荷後,圧力ペグがレンズ上に
接触するまで圧力ペグを下げる。
8.4.2.3
開始位置からの圧力ペグの移動距離xをミリメートル(mm)単位で求め,次の式を用いて変形
率を計算するとともに,フレームが破壊していないかを確認する。
100
×
=cx
f
ここに,
f: 変形率(%)
x: 圧力ペグの移動距離(mm)
c: 玉形中心間距離(mm)
8.4.2.4
7.2に示す条件下で,試験用レンズが溝(リムがレンズの全周を取り巻くフレームの場合),ナイ
ロン系などの糸(溝掘りフレームの場合)又はレンズ止め金具(縁なしフレームの場合)によって固定さ
れた最初の位置から,全体又は部分的に移動していないかを確認する。
8.5
耐久性試験
8.5.1
試験装置 試験装置は,テンプルを拘束するために用いるユニバーサルジョイント上に取り付けた
二つの締め具装置及びブリッジ支持台(図5の2参照)と水平棒とを備えた垂直支持台で構成する。試験
装置は,図B.2及び図B.3を参照する。ブリッジ支持台は,三角形の断面形状で,角度30°±2°をもち,
三角形の奥行き厚さ12 mm±1 mmで,上端部を丸くする。
締め具とブリッジ支持台との位置は,水平及び垂直方向に,相互に少なくとも40 mmまで調整可能とす
る。
ユニバーサルジョイントは,テンプルの角運動を制限してはならない。固定位置は,丁番ねじ軸から締
め具固定端までの距離とし,ユニバーサルジョイントの回転中心から55 mm±1 mmとする。
試験装置は,ユニバーサルジョイント上に固定した一方のテンプルに対して毎分40回の速度で,連続的
にスムーズに伝えることができ,他方の固定したテンプルは,ユニバーサルジョイントの運動だけができ
るように固定し,次の繰返し運動を行う。
− 下側に30 mm±0.5 mm
− 外側に60 mm±0.5 mm
− 上側に30 mm±0.5 mm
フレーム開発の試験に対し,製造業者は左右いずれかのテンプルを周期運動させ,他を固定するように,
試験機を修正してもよい。
13
B 7285:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1:調節式垂直支持台 高さ調節を容易にするための長穴のある支持台
2:ブリッジ支持台 垂直支持台の長穴の中にあり,高さ調節できるもの
図5−耐久性試験機ブリッジ支持台の詳細
8.5.2
試験手順
8.5.2.1
試験装置に試験サンプル2を取り付ける前に,試験サンプルの固定位置及び測定位置を確定する。
縄手のテンプルを除き,テンプルを丁番ねじ軸からテンプル(表示)長さの70 %±1 mmの位置で,確
実に固定する。それぞれの測定点は,固定位置から丁番ねじの方向に15 mm±1 mmの位置とする。
縄手のテンプルでは,固定位置は縄手の接合端部から丁番ねじの方向に3 mm±1 mmの位置とする。そ
れぞれの測定点は,固定位置から丁番ねじの方向に10 mm±1 mmの位置とする。
8.5.2.2
試験の前に,眼鏡フレームのテンプルを,負荷のかからない状態で全開にし,テンプル間の距離
を測る。この距離d1を記録する。
次の事項を考慮して,眼鏡フレームを試験装置に取り付ける。
a) 回転締め具(図B.2の5)を静止締め具(図B.2の4)に最も近い位置まで回転させ,静止締め具と同
じ高さにする(図B.2参照)。
b) 眼鏡フレームのブリッジをブリッジ支持台(図B.2の6)上に載せる(図5及び図B.2参照)。
c) 静止締め具とブリッジ支持台及び回転締め具との水平方向の位置関係は,テンプルを完全に開いた状
態で,しかも引張力がかからないように,ブリッジ支持台が両締め具間の中央となるようにする。
d) ブリッジ支持台の高さは,テンプルが締め具軸と一直線で,装置台と平行となる位置にとる。
e) テンプルは,固定位置の1 mm以内で固定する。
f)
ロックねじ(図B.3の5)を一旦緩め,静止締め具がテンプル開き角と一致するようにして,再度締
め付ける(図B.3参照)。
g) カウンターを0に設定する。
8.5.2.3
試験用レンズを組み込んだ試験サンプルを試験装置に固定し,8.5.1に規定する繰返し回転運動を
合計500
1
0
+回まで繰り返す。
500回繰り返した後,運動を停止して試験装置から試験サンプルを取り外す。テンプル間の距離を測定
位置で計測し,ミリメートル単位で表した距離d2を記録する。d1とd2との差を求めるが5 mmを超えてい
ないかを確認する。
フレームの破壊及び破断の有無並びにテンプル開閉動作の変化を確認する。
14
B 7285:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
8.6
難燃性試験
8.6.1
試験装置
8.6.1.1
鋼棒 端面が軸に直角の平面をもつ長さ300 mm±3 mmで直径6 mmの鋼棒。
8.6.1.2
加熱装置
8.6.1.3
熱電対及び温度測定器
8.6.1.4
タイマ 10秒間を±0.1秒の精度で測定できるもの。
8.6.2
試験方法
8.6.2.1
鋼棒(8.6.1.1)の一端は,少なくとも長さ50 mmにわたって,温度650 ℃±20 ℃に加熱する。
鋼棒の温度は,加熱端から20 mm±1 mmの位置に取り付けた熱電対(8.6.1.3)で測定する。鋼棒の加熱面
を(加熱面を下向きに,垂直にして)試験サンプル1の表面に(鋼棒の質量と等しい接触力で)5秒±0.5
秒間押し付けてから取り去る。
この試験を試験サンプル1の各部分で行う。
8.6.2.2
鋼棒を取り除いた後,試験サンプルが燃え続けるかどうかを目視によって調べる。
8.7
耐光性試験
8.7.1
試験装置
8.7.1.1
キセノンアークランプ式試験機 次のいずれかの機器による。
a) 定格450 Wのオゾンレス高圧キセノンランプを,25 A±0.2 Aのランプ電流で安定させて使用できる試
験機。
b) キセノンアークランプ式試験機 新しいランプの場合は,使用前に少なくとも150時間点灯させる。
注記 適切なランプの例としては,XBO-450 OFR又はCSX-450 OFRがある。XBO-450 OFR及び
CSX-450 OFRは,市販されている適切な製品の例である。この情報は,この規格の使用者の
ために与えているが,これらの製品をこの規格が推奨するものではない。同一の結果となる
等価な製品を使用してもよい。
8.7.1.2
ブルースケール JIS L 0843に規定する4級の色票。
8.7.1.3
UV-Bフィルタ 270 nmで遮断し,これ以上の波長だけを透過するもの。
8.7.2
試験手順
8.7.2.1
試験サンプル2を短波長から遮断するために,キセノンアークランプ式試験機[8.7.1.1 a) 又は
b)]にUV-Bフィルタ(8.7.1.3)を挿入する。試験に供する前に,試験サンプル2をブリッジのほぼ中央部
で二つに切断する。一方を検査時の比較参照用として保存しておく。残りの一方を,フロントとテンプル
とに分離する。このフロントの前側表面及びテンプルの外側表面を,8.7.2.2の規定に従ってキセノン放射
にさら(曝)す。試験温度は,23 ℃±5 ℃とする。
注記 強制換気が必要である。
8.7.2.2
次のいずれか一方の方法で行う。
a) 試験に使用する試験サンプル2の一方を,キセノンアークランプ式試験機[8.7.1.1 a)]の中に入れる。
試験サンプルとキセノンランプ軸との最も近い部分の距離を300 mm±10 mmとし,キセノン放射に
25時間±5分間さらす。放射による入射角が試験サンプル外側表面と基本的には垂直であることを確
認する。
b) 試験に使用する試験サンプル2の一方を,ブルースケール(8.7.1.2)とともにキセノンアークランプ
式試験機[8.7.1.1 b)]の中に入れる。“4級”のブルースケールが変退色用グレースケールの“4-5号
の色票”(JIS L 0804参照)に退色するまで,キセノン放射にさらす。
15
B 7285:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
8.7.2.3
放射の終了後,試験サンプルを取り出し,7.2に示す条件下で検査するが,ブリッジの切断表面
付近のあらゆる変化は無視する。露光した試験サンプルと比較参照用試験サンプルとを比較し,変化の状
況を確認する。
8.8
ニッケル溶出試験
8.8.1
準備
試験サンプル3及び試験サンプル4を試験する。テンプルとフロントとを各々取り外し,テンプルチッ
プもテンプルから取り外す。フレームに8.8.2に規定する腐食及び摩耗加速試験を行う場合は,通常の使
用状態をシミュレーション(模擬)するために製造業者のダミーレンズ,デモレンズ,又は6.1に規定す
る試験用レンズを組み込む。
表面に引っかききず及び他の損傷を与えないように注意する。
8.8.2
ニッケル溶出試験前の摩耗加速試験手順
ニッケル溶出試験を行う前に,めっき又は塗装で被覆されたメタルフレーム又はメタルコンビネーショ
ンフレームは,ISO/TS 24348による2年間通常使用の模擬摩耗加速試験を行う。
注記 代替の試験方法は,EN 12472[4]に記載されている。
金属製の接触面をもたない場合,摩耗試験前にパッドを除去する。
フロント及びテンプルを別々に取付具に固定し,回転バレルに挿入する。
8.8.3
ニッケル溶出の兆候的試験方法
試験サンプルがニッケル溶出の要求事項に合格するかどうかについて簡単に又は兆候を得るために,
CEN/CR 12471:2002[3]に規定されているDMG試験を,眼鏡フレームの部品のニッケル溶出試験に適用して
もよい。試験方法は,ニッケルイオンがアンモニアとジメチルグリオキシムとの混合物に接触したときに
色素化合物が形成されることに基づく。CEN/CR 12471:2002には3種類の試験が規定されており,この中
で実験室試験は,ニッケル溶出の最もよい指示性を与えるものとして推奨されている。
全ての部品が綿棒上のピンク色の変色がない場合,フレームが4.2.3の要求事項に一致している可能性が
統計的に高いことを示している。
部品がDMG試験に不合格の場合には,同じロットからの新しいフレームサンプルについて8.8.4によっ
て試験を行う。合格の場合は,8.8.4の試験は不要である。
8.8.4
ニッケル溶出の試験手順
摩耗加速試験の終了後,試験サンプルを取り出し,ISO/TS 24348に従って室温で脱脂液で2分間洗浄す
る。脱イオン水で洗浄し,冷風でゆっくりと乾燥する。脱脂後は,試験サンプルをプラスチック製のピン
セット又は清潔な保護手袋で取り扱う。4.2.3で規定する眼鏡フレームの肌に接近して長時間接触しやすい
部分についてだけニッケル溶出試験を行う。フロントからレンズを取り外す。縁なしフレームは分解する。
その他のフロントは,リムとブリッジとを切断する。リム,ブリッジ,テンプルなどは,部品別に集めて
別々に試験する。肌に接近して長時間接触しない部分からのニッケル溶出を防止するように試験サンプル
をワックス又はラッカーで適切にマスキング(被覆)してもよい。ISO/TS 24348に従って試験を行う。
しかし,簡便のために,製造業者はリムの溝部及びフロント面,ブリッジのフロント面及び上部,並び
にブレースバーのフロント面及び下面をマスキングせずに,ブリッジ,リム及びテンプルを試験してもよ
い。製品がニッケル溶出の要求事項に合格した場合,フレーム表面が4.2.3に示す試験の規定に合格して
いるものとみなす。
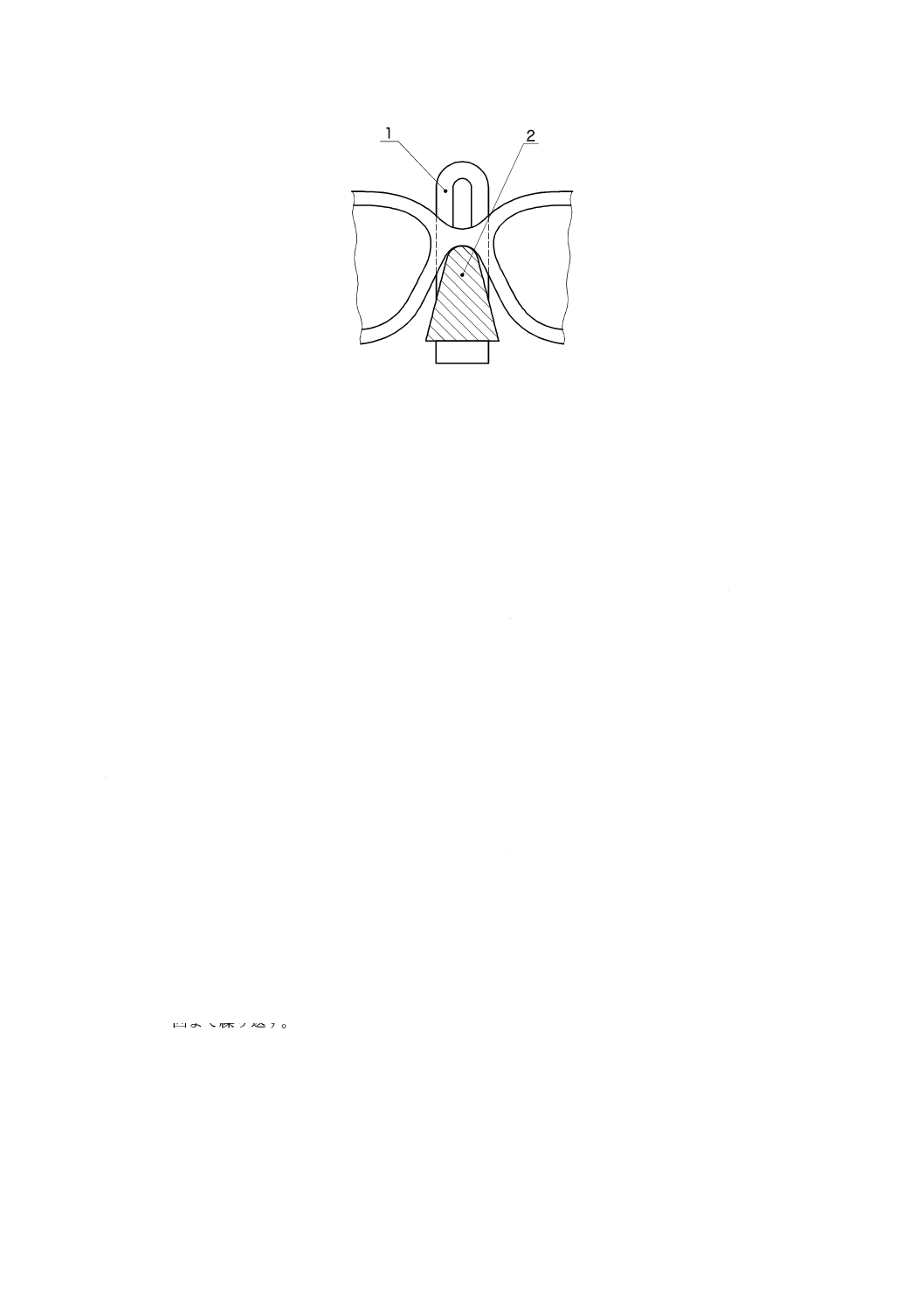
16
B 7285:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1:フロント面
2:溝部
3:裏側表面
4:マスキング(被覆)部分
図6−マスキング(被覆)してもよい部分を示すリム断面図
マスキング(被覆)してもよい代表的な部分は,次のとおりである。
− パッド足
− テンプルの丁番,及び丁番のごく近辺又はプラスチックのテンプルチップで覆われる部分
− リムの溝部及びフロント面(図6参照)
− ブリッジのフロント面及び上部,並びにあらゆるブレースバーのフロント面及び下面
− ろう付け丁番のごく近辺
− 小ねじ
パッド足及びろう付け丁番のごく近辺のマスキング(被覆)を省略するため,附属書Cに示すようにフ
レームを切断し,試験用部品では,切断部分及び試験に必要のない部分をマスキングしてもよい。製品に
切断が必要な場合には,露出端からのニッケル溶出速度に及ぼす有害な影響を除去するために適切な工具
を使用して手で切断する必要がある。一例として,レーザ切断は熱影響部を発生させ,ニッケル溶出速度
に影響することが知られている。
コンビネーションフレームのフロントは分解し,プラスチック部品はニッケル溶出試験の前に取り外す。
肌に直接長時間接触する部品を固定しているねじは,試験の前にフロントから取り外し,露出しているね
じ部はマスキングする。プラスチック製のまゆ又は飾りでカバーされているフロント及びテンプルの部品
はマスキングする。
一貫性のために,めっき業界で一般的に使用されている(有効期限内の)マスキング剤を使用する。他
のマスキング剤を使用してもよい。
利便性のため,製造業者がブリッジ,フレームのリム及びテンプルのマスキング(被覆)なしの溝部,
リムのフロント面,ブリッジのフロント面及び上部,並びにあらゆるブレースバーのフロント面及び下面
を試験し,これらの部分がニッケル溶出要求事項に合格すれば,4.2.3で指定された表面は合格したことと
する。
部品は,溶液の体積(cm3)に対する試験面積(cm2)の比ができるだけ1になるような体積で試験を行
う。容器の大きさ及び形状は,試験部品を完全に浸せき(漬)するために必要な溶液の体積で,かつ,最
小にするように選択する。
眼鏡フレーム特有の複雑な形状のために,又は容器との接触を避けるために,部品をつ(吊)り下げる
17
B 7285:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ことは現実的でない。
試験後は部品を取り除き,試験部品を洗浄する。ニッケル溶出試験を直ちに実施しない場合は,溶液を
酸性化する。溶液の体積を計測し,その後分析する。
試験後,溶液に接触した製品の表面積をノギスで計測する。これは,管,円筒,帯などの一連の単純な
形状として考えてもよい。全体を合計する。
溶出試験の結果を四捨五入して小数点以下第2位まで求める。修正係数0.1を乗じた結果が合否ボーダ
ーラインの場合には,表面積を再度測定する。表面積の異なる結果が得られた場合は,ニッケル溶出速度
を再計算する。
ニッケル溶出の状態は,表3のように報告する。
どちらかのサンプルの部品がニッケル溶出試験に不合格の場合,更に二つのサンプルを選んで試験を行
う。両方のサンプルの部品がニッケル溶出試験に合格した場合は適合とする。
注記 代替方法として許容できる試験方法は,EN 16128[6]に記載されている。
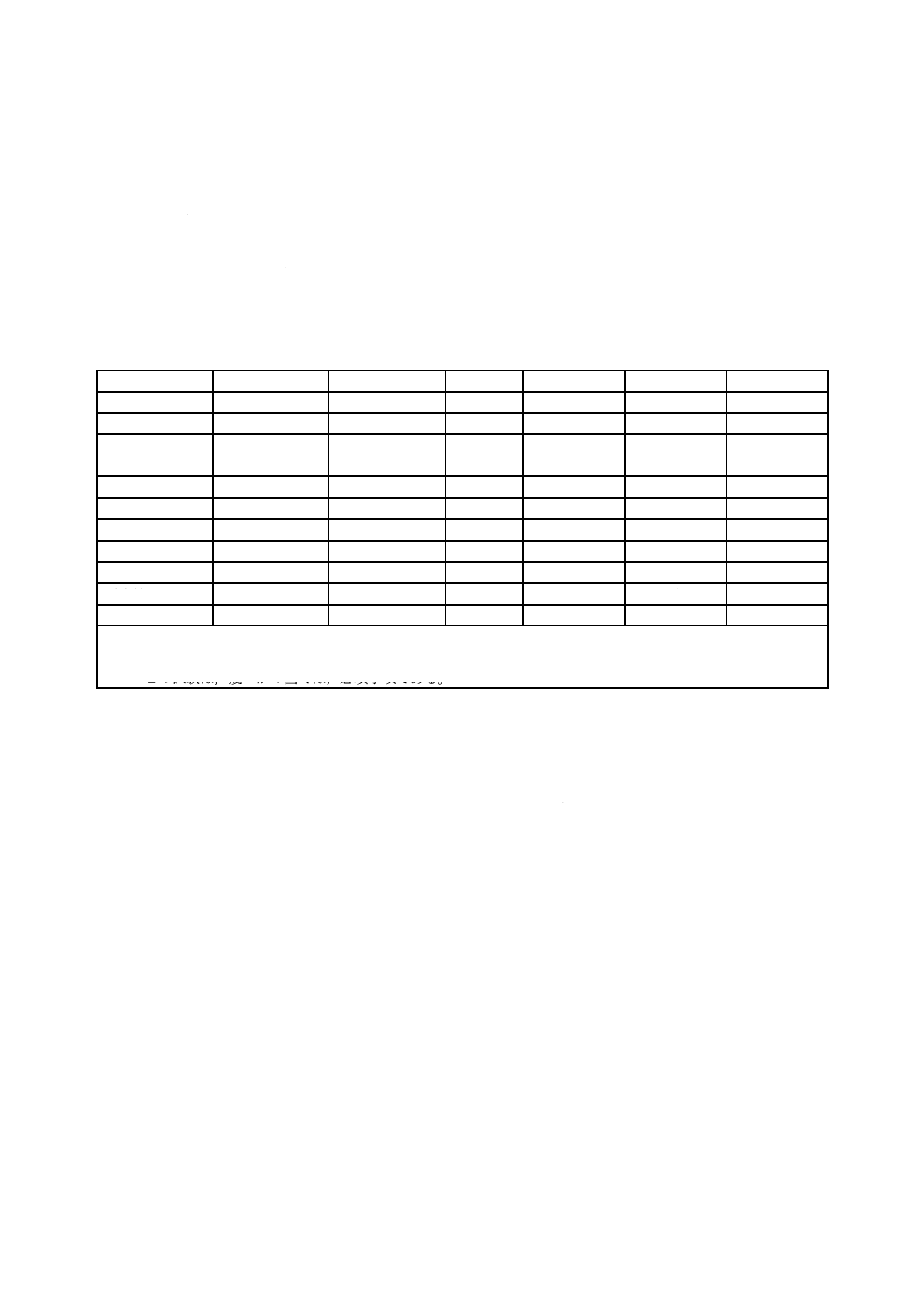
表3−ニッケル溶出試験の試験結果の報告精度
試験結果
(μg/cm2/週)
報告の精度
例
(μg/cm2/週)
0.1 未満
−
−
0.1 以上
1.0 未満
小数点以下第2位まで
0.12
1.0 以上 10 未満
小数点以下第1位まで
1.2
10 以上
整数
12
8.8.5
試験報告書
試験報告書は,少なくとも次の項目を含まなければならない。
− この規格に従って試験を行った旨の記載
− ニッケル溶出試験に先立ってマスキングしたフレーム部品の詳細な記載,及び必要な場合には,“マス
キング除去は製造業者の指示に従って行われた。”と記載する。コンビネーションフレームで部品がマ
スキングされているものを取り扱う場合は,特に注意が必要である。
− 4.2.3に規定されている個々の部品又は部品のセットに対してISO/TS 24348(EN 16128)に要求され
ているニッケル溶出速度の調整値及び非調整値
合否コメントが必要であれば,試験製品に簡単に“合格(pass)”又は“不合格(fail)”と記載する。
9
表示
この規格の全ての要求事項に適合した眼鏡フレームには,表4に規定する表示事項をその表示位置に明
確に表示する。
18
B 7285:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表4−眼鏡フレームの表示
表示事項
表示位置
製造業者,代理店,又は供給業者の識別記号 規定しない
モデル記号
規定しない
色記号
規定しない
玉形幅[ボックス記号(□)とともに]
フロント(表示可能な場合)a)
レンズ間距離(DBL)
フロント(表示可能な場合)a)
テンプル長さ
テンプル
原産国
テンプル
使用する全ての寸法は,JIS B 7281による。
縁なしフレームの場合,玉形幅及びレンズ間距離の表示は任意である。
この規格の全ての要求事項に適合した眼鏡フレームには,包装又はカタログにJIS B 7285
を表示する。
注a) フロントの表示寸法の順は,次による。
50 □ 20
玉形幅
ボックス記号
レンズ間距離(DBL)
10 製品に表示をする製造業者,又は市場で商品を取り扱っている者によって補充される追加情報
10.1 製造業者,代理店又は供給業者は,アレルギーに対処するためのフレームに使用された材料名,及
びレンズ加工時又はフレーム調整時に必要となる可能性がある特定の処理状態に関する情報を,眼鏡フレ
ームとともに提供する。
10.2 寸法及び色の取扱い範囲,並びにテンプル長さの範囲の情報は,カタログで提供する。
10.3 次の情報は,要求に応じて提供する。
a) 玉形高さ(JIS B 7281参照)
b) 鼻幅(パッド間距離)(JIS B 7281参照)
c) ブリッジ高さ(JIS B 7281参照)
d) 有効直径(JIS B 7281参照)
e) 別個に扱っている部品のリスト
f)
主要部品の材料(例えば,プラスチックの種類,保護被膜の有無)
g) めっきの種類及び保護被膜の有無(メタルフレームの場合)
19
B 7285:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A
(参考)
眼鏡フレーム設計のための推奨事項
A.1 設計上の考慮
眼鏡フレームは,眼に対して指定された位置にレンズを正確に保持できるように設計し,不快感なしに,
長時間使用できるようにすることが望ましい。このため,この規格に含まれている要求事項に合致するこ
とに加えて,眼鏡フレームは,A.2〜A.9の性能をもつことが望ましい。
A.2 材料
使用材料は,箇条4の要求事項に合致する十分に安定なものであると同時に,小売店による最終的な調
整が可能で,使用中にその形状の保持(眼鏡使用時に形状が崩れない。)と,相対的な装着位置の保持(レ
ンズの保持位置が変わったりするもの)との両方(の機能)をもつことが望ましい。材料は,合理的な期
間の使用に対して,眼鏡フレームが劣化に対し十分に耐えるものであることが望ましい。
A.3 組立て
組立ては,調整時及び通常の使用中に各部品相互の意図しない脱落(例えば,フロントからのテンプル
又は飾りの脱落)がないように,確実にすることが望ましい。
A.4 寸法の種類及び調節上の利便性
眼鏡フレームは,広範囲の使用者に対応できるように,少なくとも2種類の玉形幅があり,それぞれに
対して少なくとも2種類のレンズ間距離のものを利用可能にすることが望ましい。
A.2に記載する調節のための一般的な要求事項を除き,1種類のフロントに対して,テンプルの長さを変
えることを可能にすることが望ましい。例えば,テンプルチップの切断又はテンプル全体の交換によって,
5 mmごとに,3種類程度の長さに調節が可能であることが望ましい。
A.5 質量
レンズを組み込んでいない眼鏡フレームの質量は,32 g以下であることが望ましい。
A.6 接触面積
眼鏡フレームを支持する面積は,一般に可能な限り広くすることが望ましい。パッド又は(パッドなし
の)鼻当て部分の場合,接触する総面積は,次のような値であることが望ましい。
a) 25 g以下の眼鏡フレームでは,少なくとも200 mm2
b) 25 gを超える眼鏡フレームでは,少なくとも250 mm2
使用中の安全確保は,一部は頭部に作用する横方向(側面)の圧力によって得られる。フロント及びテ
ンプルの両方の弾力に耐久性が必要であり,パッド及びテンプルの接触面積もできるだけ大きくする必要
がある。
20
B 7285:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
A.7 ばね丁番
ばね丁番のばね張力は,テンプルに受けた“たわみ量”が両テンプルにほぼ等しくなるようにすること
が望ましい。テンプルが初期位置(通常停止する位置)から更に曲げられたとき,ばね張力は,即座にテ
ンプルチップに作用することが望ましい。
A.8 眼鏡フレームの対称性
面(左右)対称の眼鏡フレームの設計では,テンプル開き角,テンプル傾斜角及びテンプル長さは,(左
右を)同一にすることが望ましい。
A.9 材料成分の表示
フレームが金張り及びチタン材料から製造されていることを表示する場合は,使用材料は各々,次によ
ることが望ましい。
a) メタルフレーム及びコンビネーションフレームの主要構成部品 リム,ブリッジ,智,テンプル及び
メタル鼻パッド(パッドなしフレームの鼻当て部分を含む。)
注記1 フレームのフロントがプラスチック製であるが,テンプル又は智が金属製の場合,テンプ
ル又は智は主要構成部品とみなすことが望ましい。
b) メタルフレーム及びコンビネーションフレームの非主要構成部品 眼鏡フレームの主要構成部品を
除く,全ての部品。
注記2 非主要構成部品には,次のものを含む。
丁番,ばね丁番,ねじ,リムロック,ろう材,座金,ブシュ,ねじ組合せナット,ピン,
プラスチック鼻パッド,プラスチックカバー,プラスチックの内部芯及び縄手の芯
c) 金張りフレーム 主要構成部品が金張り被覆材で製造されている眼鏡フレーム。
d) 金張り被覆材 金属母材の板又は棒に,金合金の層が圧延変形によって接合される方法で製造された
被覆材。
注記3 金の含有率は,マイクロメートル単位の公称厚さと,金属母材を覆っている金合金の純度
による。例として,公称厚さ40 μm,純度500の金合金。ISO 3160-1[10]に従ってマイクロ
メートル単位の公称厚さの単位は,次のとおりである。5 μm以上,10 μm以上,20 μm以
上,40 μm以上,80 μm以上,100 μm以上,120 μm,許容差は−20 %,純度は金合金中の
金の割合として定義される。通常は,千分比で表示する(41.67/1 000=1カラット)。
注記4 フレームが金張り材から作られていることを明確にするために,フレームにL又はGFと
表示してもよい。
e) チタンフレーム それぞれのメタル主要部品が,質量比で50 %以上のチタンを含む合金で製造された
眼鏡フレーム。
f)
純チタンフレーム それぞれのメタル主要部品が,質量比で90 %以上のチタンで製造された眼鏡フレ
ーム。
21
B 7285:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書B
(参考)
試験装置の配置例
B.1
耐汗性試験のフレーム支持台の例
耐汗性試験のフレーム支持台の例を図B.1に示す。
1:人工汗の深さ
図B.1−代表的なフレーム支持台の例
22
B 7285:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
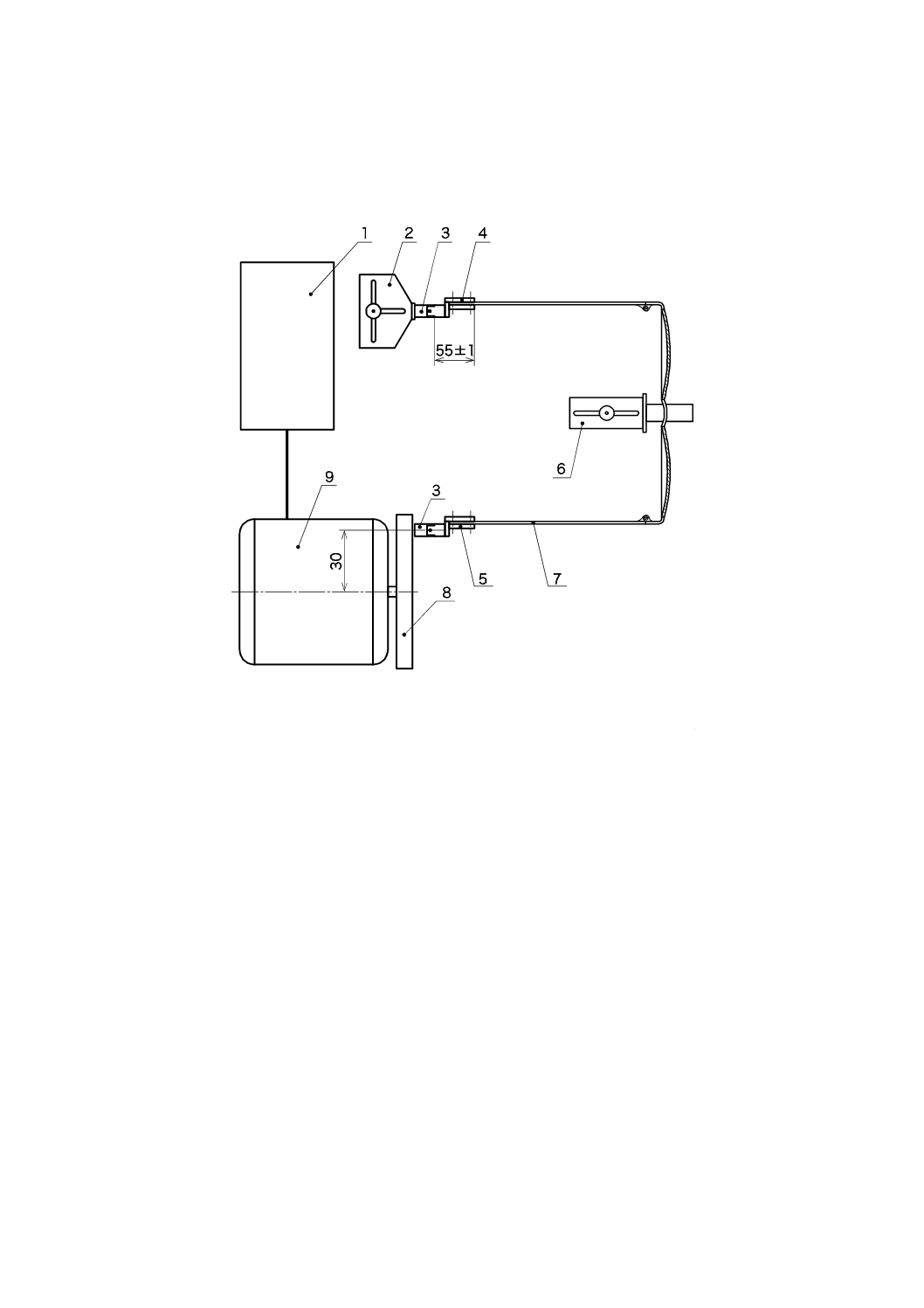
B.2
耐久性試験の装置配置例
耐久性試験の装置の代表的な配置例の概略図を図B.2に,クランプ装置の一般的配置例を図B.3に示す。
単位 mm
1:コントロールパネル(制御盤)及びカウンター(計数器)
2:テンプル締め具調節部
3:ユニバーサルジョイント
4:静止締め具
5:回転締め具
6:調節式ブリッジ支持台
7:試験サンプル
8:回転円板
9:ギヤモータ
図B.2−代表的な試験装置の概略図
23
B 7285:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1: フレームの振幅調整目盛
4: コントロールスイッチ
7: ユニバーサルジョイント
10:固定位置
2:調節ねじ
5:ロックねじ
8:ブリッジ支持台
3:カウンター(計数)窓
6:ボールベアリング
9:調節式垂直支持台
図B.3−クランプ(固定)装置の一般的配置例の外観
24
B 7285:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
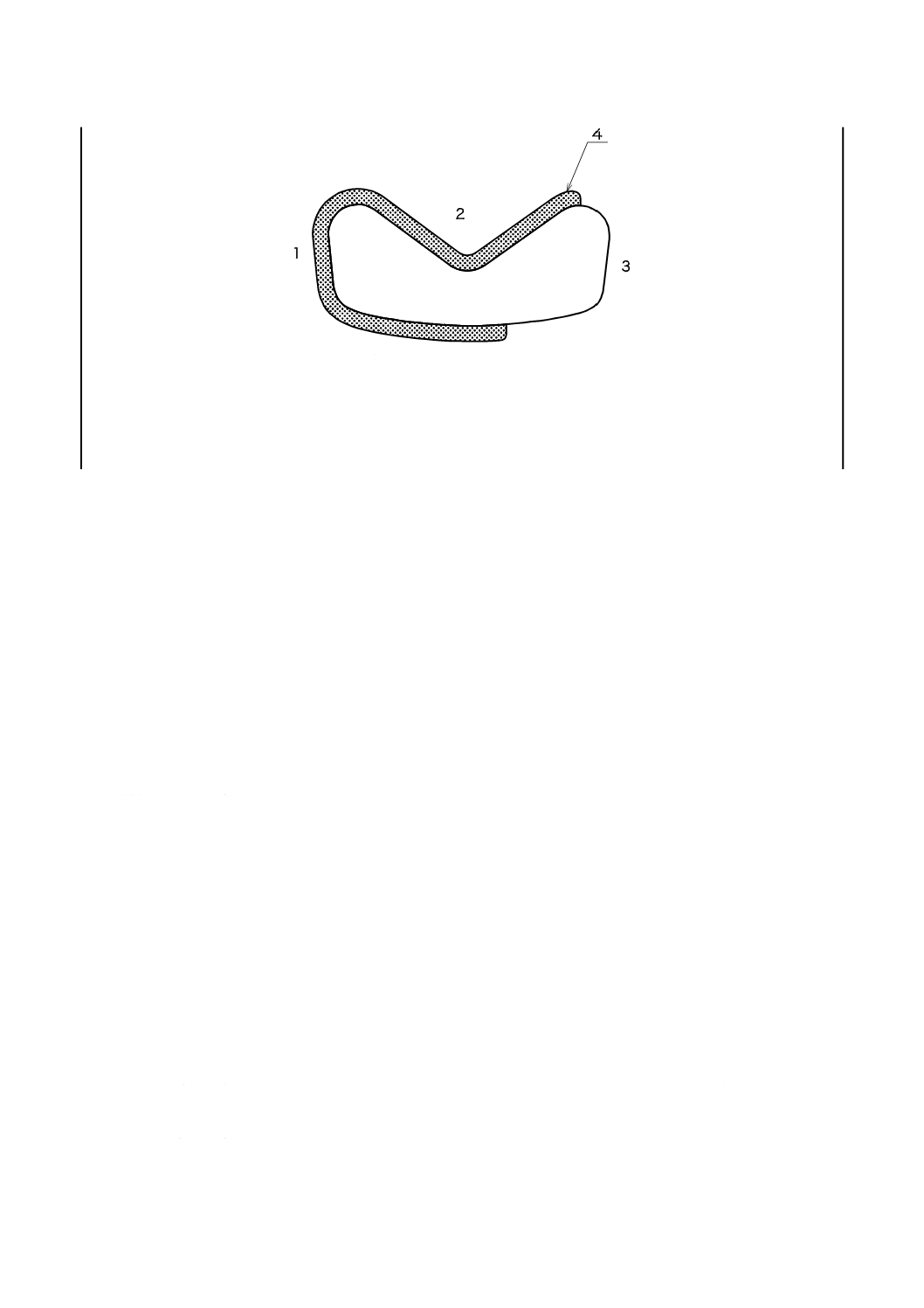
附属書C
(参考)
ニッケル溶出試験前のメタルフレームの切断位置の例
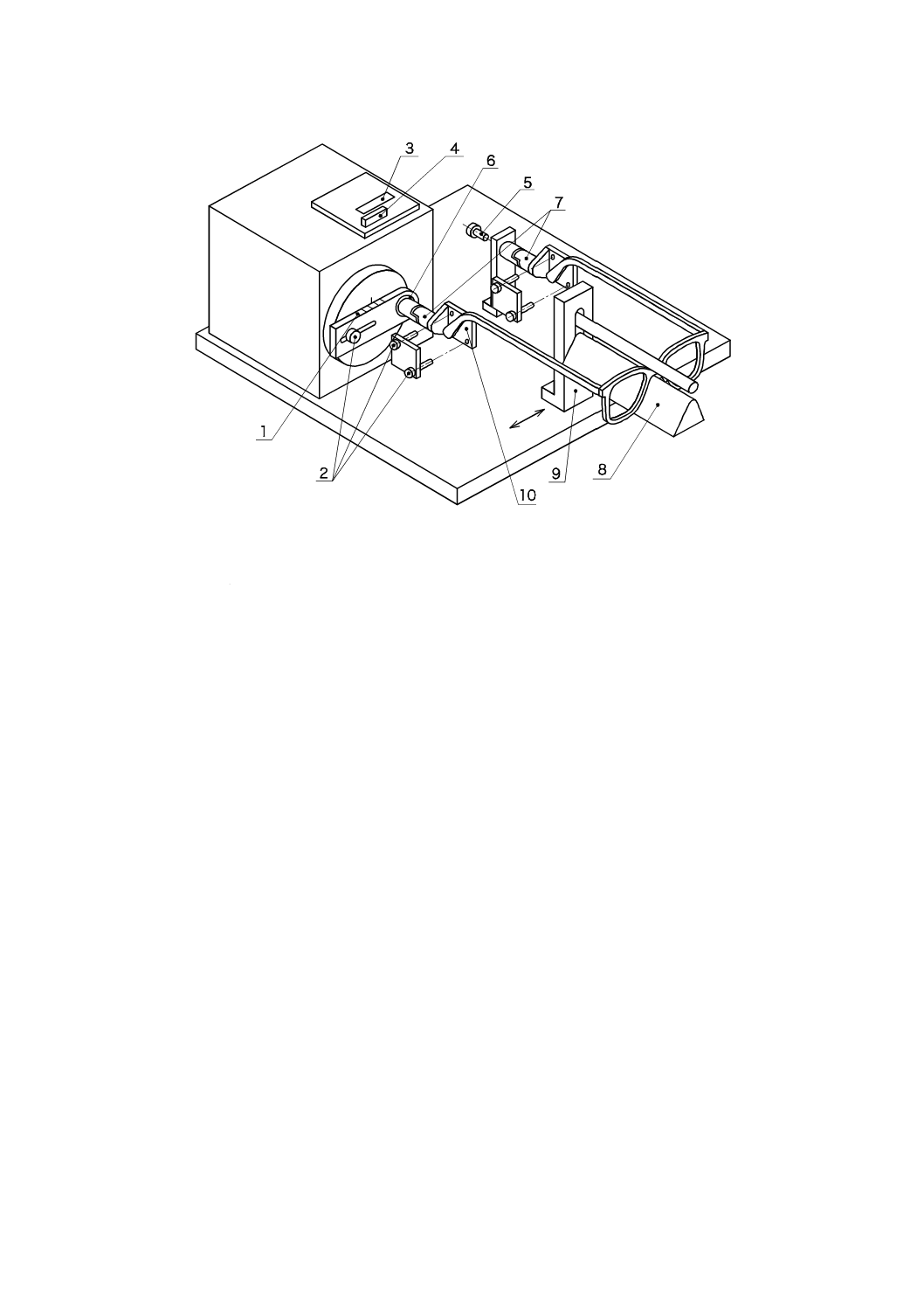
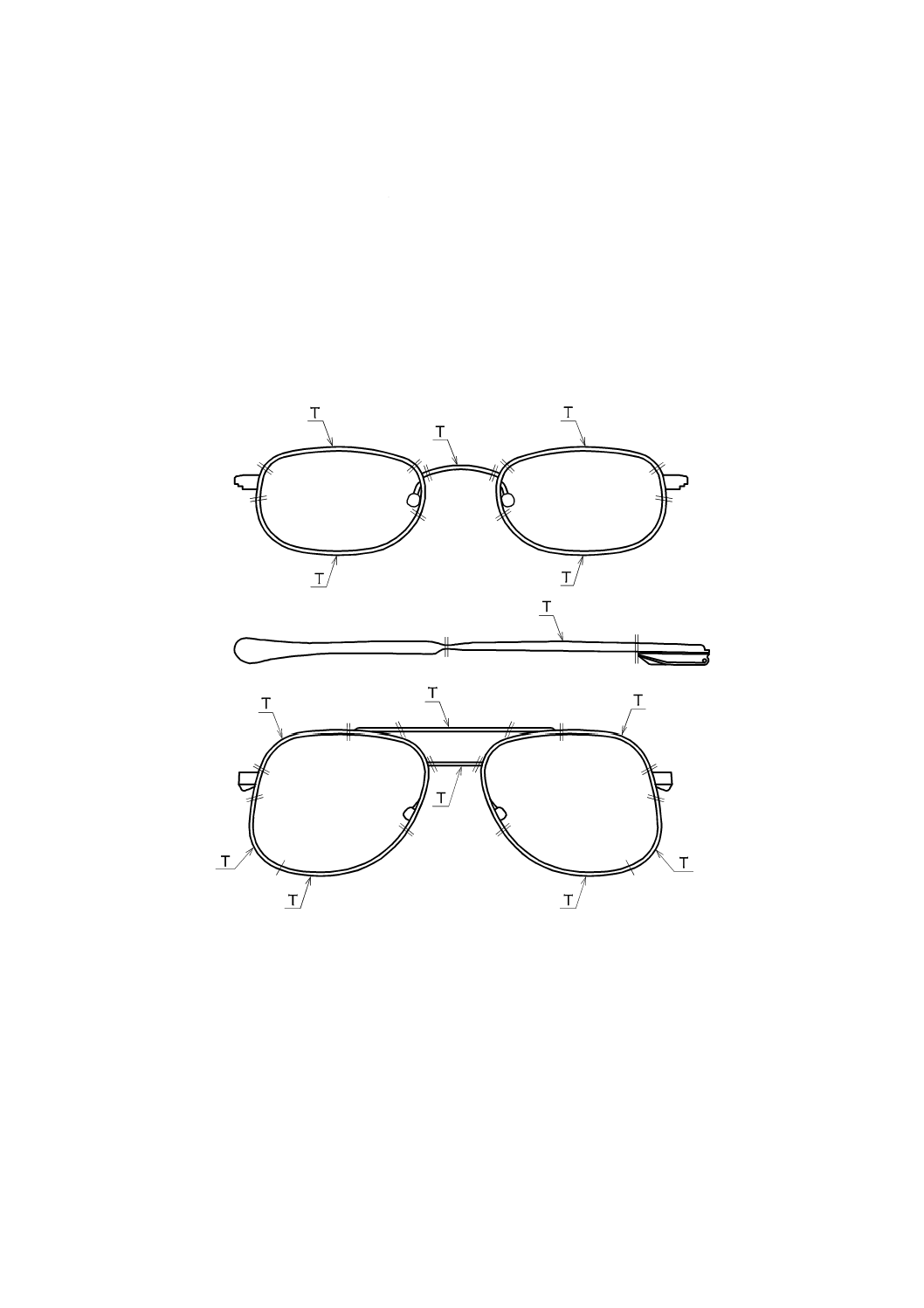
ニッケル溶出試験前のメタルフレームの切断位置の例を図C.1に示す。
図C.1の二重線は,ニッケル溶出試験前に切断(切断面は被覆する。)する箇所を示す。フロント下部の
急激に曲がっているリムは,適切な小体積の溶液中に浸せき(漬)できるように,一重線で示す箇所で切
断し被覆してもよい。ラテン文字の“T”は,試験用部分を示し,リム上部は条件によっては除外しても
よい(4.2.3参照)。
図C.1−ニッケル溶出試験前のメタルフレームの切断位置の例
25
B 7285:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
参考文献
[1] EN 71-1,Safety of toys−Part 1: Mechanical and physical properties
[2] EN 1811,Reference test method for release of nickel from all post assemblies which are inserted into pierced
parts of the human body and articles intended to come into direct and prolonged contact with the skin
[3] CEN/CR 12471:2002,Screening tests for nickel release from alloys and coatings in items that come into
direct and prolonged contact with the skin
[4] EN 12472,Method for the simulation of wear and corrosion for the detection of nickel release from coated
items
[5] EN 14682,Safety of childrenʼs clothing−Cords and drawstrings on childrenʼs clothing−Specifications
[6] EN 16128,Reference test method for release of nickel from those parts of spectacle frames and sunglasses
intended to come into close and prolonged contact with the skin
[7] European REACH Regulations (EC NO.1907/2006), Annex XVII, entry 27. Available at:
http://eur-lex.europa.eu/LexUriServ/LexUriServ.do?uri=OJ:L:2006:396:0001:0849:EN:PDF
[8] ISO 13485,Medical devices−Quality management systems−Requirements for regulatory purposes
[9] ISO 14971,Medical devices−Application of risk management to medical devices
[10] ISO 3160-1,Watch-cases and accessories−Gold alloy coverings−Part 1: General requirements
26
B 7285:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JA
(参考)
JISと対応国際規格との対比表
JIS B 7285:2016 眼鏡フレーム−基本的要求事項及びその試験方法
ISO 12870:2012,Ophthalmic optics−Spectacle frames−Requirements and test
methods
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇
条ごとの評価及びその内容
(V)JISと国際規格との技術的差異
の理由及び今後の対策
箇条番号
及び題名
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
1 適用範囲
1
JISとほぼ同じ
追加
JISには,製造業務を行う小売
業者にも試験の必要性を示し
たが,技術的な差異はない。
4 要求事項 図1−丁番のない場合の
テンプル長さを追加した。
4.4
丁番のない場合のテ
ンプル長さの図はな
い。
追加
図解して理解しやすくした。
実質的な差異はない。
次回ISO規格改訂時に変更を申し入
れる。
耐汗性試験の後,つやの消
失だけでなく,つや消しの
変化(つや発生)を追加。
また,シリコン製パッド及
びテンプルチップの乳白
色変化は除くことにした。
4.7
つや消しの変化(つ
や発生)は規定され
ていない。シリコン
製パッド及びテンプ
ルチップの乳白色変
化の規定はない。
追加
実質的な差異はない。
次回ISO規格改訂時に変更を申し入
れる。
永久変形の計算例を示し
た。
4.8.1
計算例はない。
追加
例示して理解しやすくした。
実質的な差異はない。
次回ISO規格改訂時に変更を申し入
れる。
8 試験方法 図6−マスキング(被覆)
してもよい部分を示すリ
ム断面図
8.8.4
図のマスキング(被
覆)部分が不明瞭。
変更
マスキング(被覆)部分を明
瞭にした。技術的な差異はな
い。
次回ISO規格改訂時に変更を申し入
れる。
9 表示
原産国を追加した。
9
JISとほぼ同じ。た
だし,原産国は表示
項目ではない。
追加
原産国表示は,消費者からの
要望である。
10 追加情
報
材料名に関する情報を提
供することにした。
10
材料名の情報の提供
は規定されていな
い。
追加
アレルギーに対処するための
フレームに使用される材料名
の明記は必要である。
2
B
7
2
8
5
:
2
0
1
6
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
27
B 7285:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JISと国際規格との対応の程度の全体評価:ISO 12870:2012,MOD
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 追加 ················ 国際規格にない規定項目又は規定内容を追加している。
− 変更 ················ 国際規格の規定内容を変更している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD ··············· 国際規格を修正している。
2
B
7
2
8
5
:
2
0
1
6
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。