B 6901 : 1998
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
1.
この規格は,工業標準化法に基づいて,日本工業標準調査会の審議を経て,通商産業大臣が,改
正した日本工業規格である。これによって,JIS B 6901-1987は改正され,この規格に置き換えられる。
今回の改正では,有効加熱帯の試験方法,加熱設備の保持温度許容差などについての改正及びプラズマ
熱処理設備の有効処理帯試験方法,加熱設備の保持温度許容差,有効加熱帯及び有効処理帯の判定方法を
追加した。
2.
この規格の一部が,技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公
開後の実用新案登録出願に抵触する可能性があることに注意を喚起する。通商産業大臣及び日本工業標準
調査会は,このような技術的性質をもつ特許権,出願公開後の特許出願,実用新案件又は出願公開後の実
用新案登録出願にかかわる確認について,責任はもたない。
JIS B 6901には,次に示す附属書がある。
附属書1(規定) プラズマ熱処理加熱設備の有効処理帯試験方法
附属書2(規定) 加熱設備の保持温度許容差
附属書3(規定) 有効加熱帯及び有効処理帯の判定方法
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 6901 : 1998
金属熱処理設備−有効加熱帯
及び有効処理帯試験方法
Heat treatment furnaces of metals−Test methods
of effective working zone and effective treating zone
1. 適用範囲 この規格は,金属熱処理設備(以下,熱処理設備という。)の有効加熱帯の試験方法につい
て規定する。プラズマ熱処理加熱設備の有効処理帯試験方法については,附属書1による。加熱設備の保
持温度許容差は,附属書2,有効加熱帯及び有効処理帯の判定方法は,附属書3による。
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格は,その最新版を適用する。
JIS B 6905 金属製品熱処理用語
JIS C 1602 熱電対
JIS C 1605 シース熱電対
JIS C 1610 熱電対用補償導線
JIS Z 8704 温度測定方法−電気的方法
3. 定義 この規格で用いる主な用語の定義は,JIS B 6905によるほか,次による。
a) 加工材料 加工の対象となる部品又は材料。部品とは,鉄鋼及び非鉄金属からなる機械部品,ジグ,
工具,金型などの金属製品。材料とは,圧延,鋳造,鍛造などによる金属材料及び半成品。
b) 目的温度 加工材料の加熱目標として,熱処理及び加工材料の種類によって定める温度。
c) 保持温度 加工材料を加熱するとき,目的温度に達してから,必要時間保持する間における,加工材
料又は加熱雰囲気若しくは熱浴の温度。
d) 有効加熱帯 熱処理の目的に応じて,加工材料を温度許容範囲内に保持できる加熱設備における装入
領域。
e) 有効処理帯 プラズマ熱処理加熱装置において,加工材料に均一なグロー放電を発生させ,熱処理の
目的に応じて,加熱温度に要求される温度許容範囲で保持できるように,あらかじめ類似形状品の温
度測定によって設定した装入領域。
f)
無負荷試験 加工材料を加熱設備に装入しないで,有効加熱帯の温度測定を行う試験。
g) 負荷試験 加工材料又はこれに代わるものを加熱設備に装入して,有効加熱帯及び有効処理帯の温度
測定を行う試験。
h) 加熱設備 金属熱処理設備において,熱処理を行うために,加工材料を加熱する設備。
2
B 6901 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
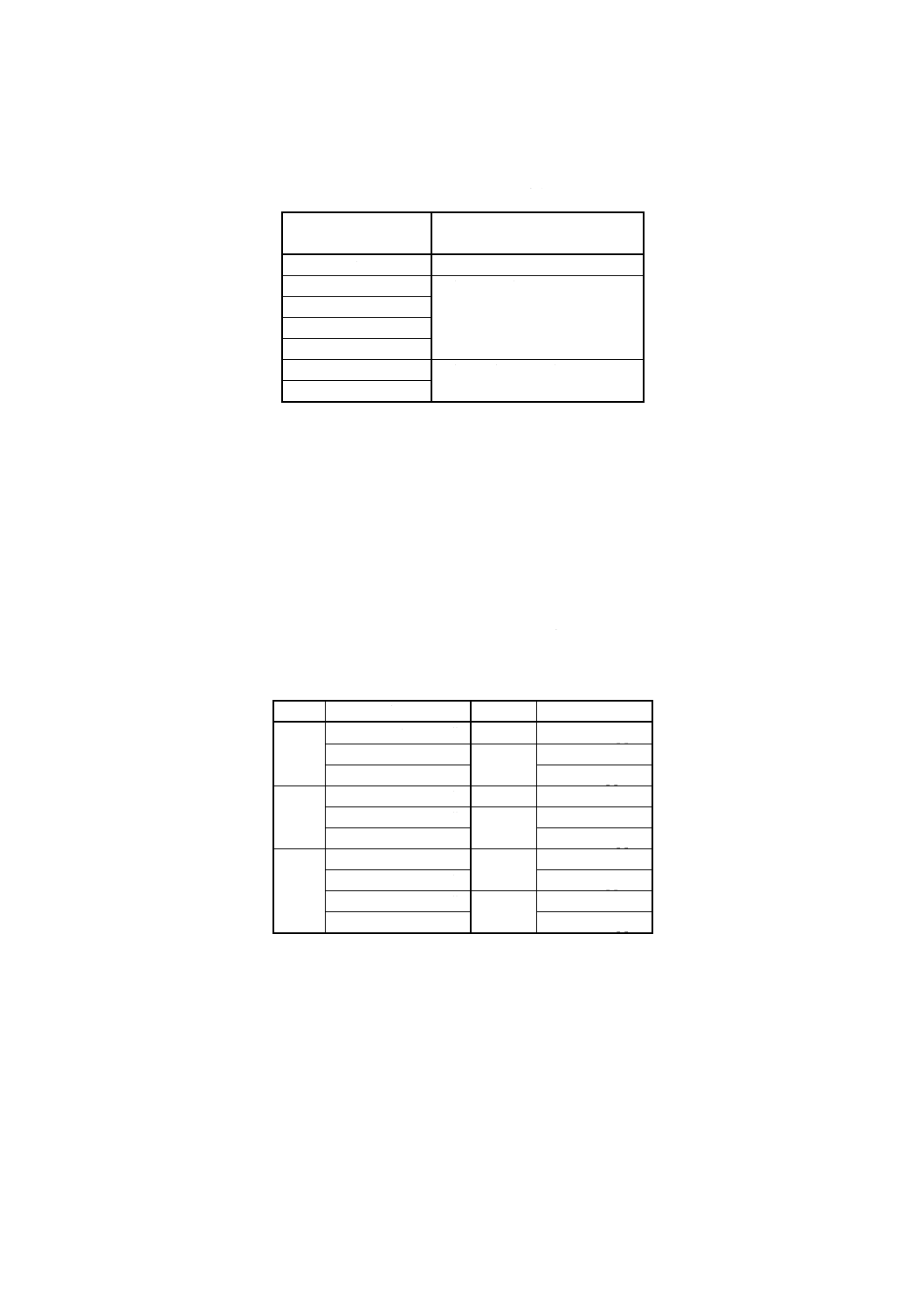
4. 温度測定方式の等級 温度測定方式の等級は,附属書2に規定する保持温度許容差のクラスによって,
表1による。
表1 温度測定方式の等級
保持温度許容差
のクラス
温度測定方式の等級
1
受渡当事者間の協定による。
2
A級又はB級
3
4
5
6
A級,B級又はC級
7
備考 熱電対を用いる温度測定方式の等級は,JIS Z
8704によって,A級:±1℃,B級:測定範囲の
±0.5%,C級:測定範囲の±1〜1.5%である。
5. 温度測定装置
5.1
構成 温度測定装置は,熱電対又はこれと補償導線とからなる検出器,電位差計,デジタル電圧計
などの計測器,基準接点及び切換スイッチで構成する。
5.2
検出器 検出器は,次による。
a) 熱電対 熱電対は,目的温度及び保持温度許容差によって,表2及び表3から選定する。熱電対の常
用限度及び規準熱起電力は,JIS C 1602及びJIS C 1605の規定による。
表2 熱電対
単位℃
種類
温度範囲
クラス
許容差
B
600以上 1 700未満
2
±0.002 5・ [t]
600以上 800未満
3
±4
800以上 1 700未満
±0.005・ [t]
R
0以上 1 100未満
1
±1
0以上 600未満
2
±1.5
600以上 1 600未満
±0.002 5・ [t]
N
K
−40以上 +375未満
1
±1.5
375以上 1 000未満
±0.004・ [t]
−40以上 +333未満
2
±2.5
333以上 1 200未満
±0.007 5・ [t]
備考1. JIS C 1602による。
2. tは,測定温度を示す。
3
B 6901 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表3 シース熱電対
単位℃
種類
温度範囲
クラス
許容差
SN
SK
−40以上+375未満
1
±1.5
375以上1 000未満
±0.004・ [t]
−40以上+333未満
2
±2.5
333以上1 200未満
±0.007 5・ [t]
備考1. JIS C 1605による。
2. tは,測定温度を示す。
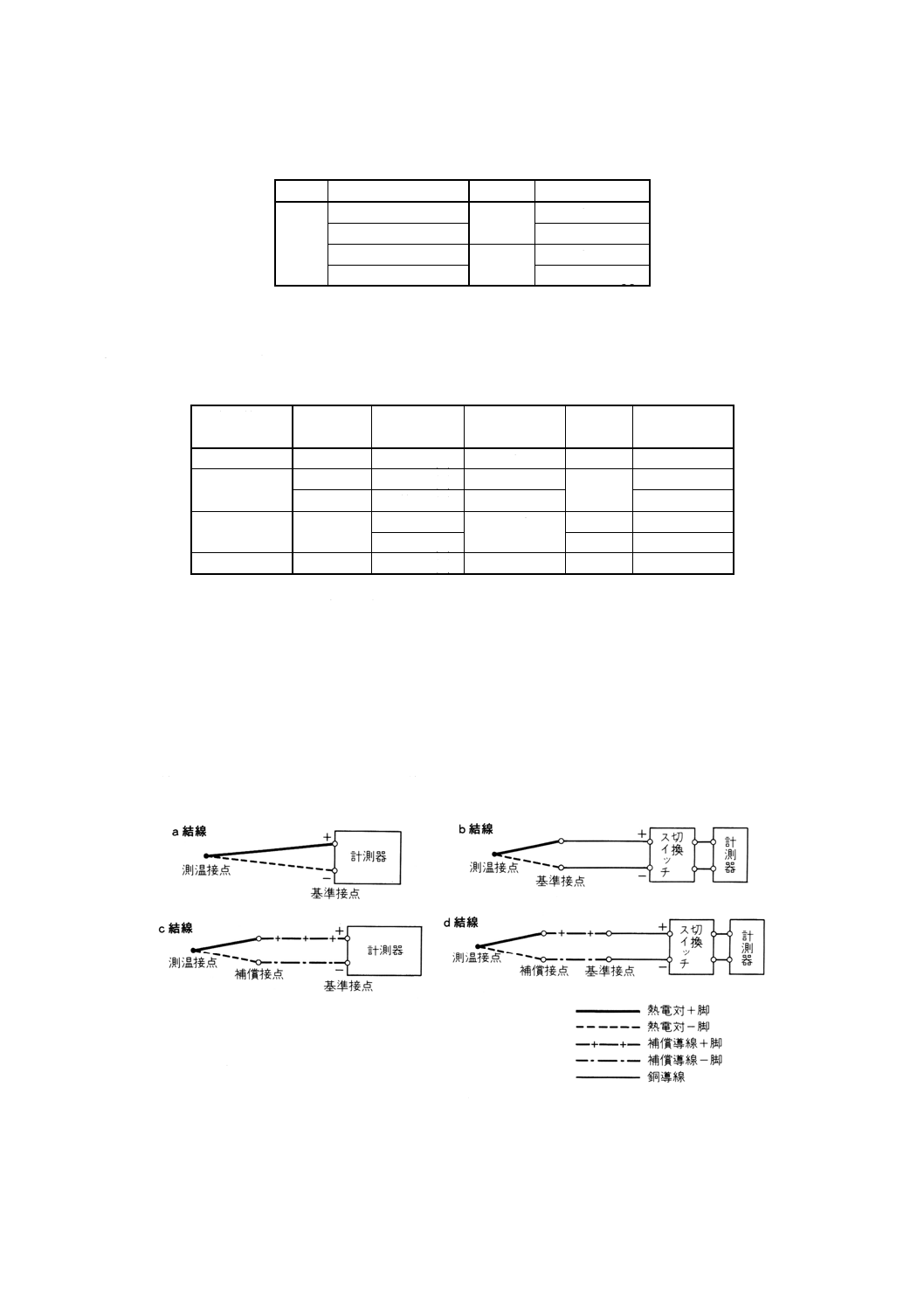
b) 補償導線 補償導線は,測定環境によって,表4から選定する。
表4 補償導線
組合せ熱電対
の種類
補償導線
の種類
使用区分
(記号)
補償接点温度
℃
クラス
補償導線の許
容差 (μV)
B
BC
一般用 (G)
0〜+100
−
−
R
RCA
一般用 (G)
0〜+100
2
±30
RCB
耐熱用 (H)
0〜+200
±60
K
KX
一般用 (G)
−25〜+200
1
±60
耐熱用 (H)
2
±100
N
NC
一般用 (G)
0〜+150
2
±100
備考1. JIS C 1610による。
2. 表4以外の補償導線の使用については,受渡当事者間の協定による。
5.3
計測器 計測器の種類は,JIS Z 8704の10.5(計測器)の規定による。
5.4
基準接点 基準接点は,JIS Z 8704の10.3(基準接点)の規定による。
5.5
切換スイッチ 切換スイッチは,1個の計測器によって,数箇所の温度を測定するときの切換えに使
用するもので,手動又は自動の適切な構造のものとする。
5.6
測定回路の結線方式 熱電対,計測器,基準接点,切換スイッチ,銅導線及び補償導線による測定
回路の結線方式は,図1のa,b,c又はd結線による。
備考 切換スイッチは,省略してもよい(JIS Z 8704の図1参照)。
図1 測定回路の結線方式
4
B 6901 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6. 試験方法
6.1
試験の負荷 有効加熱帯の温度測定は,無負荷試験による。ただし,受渡当事者間の協定によって,
負荷試験を行ってもよい。
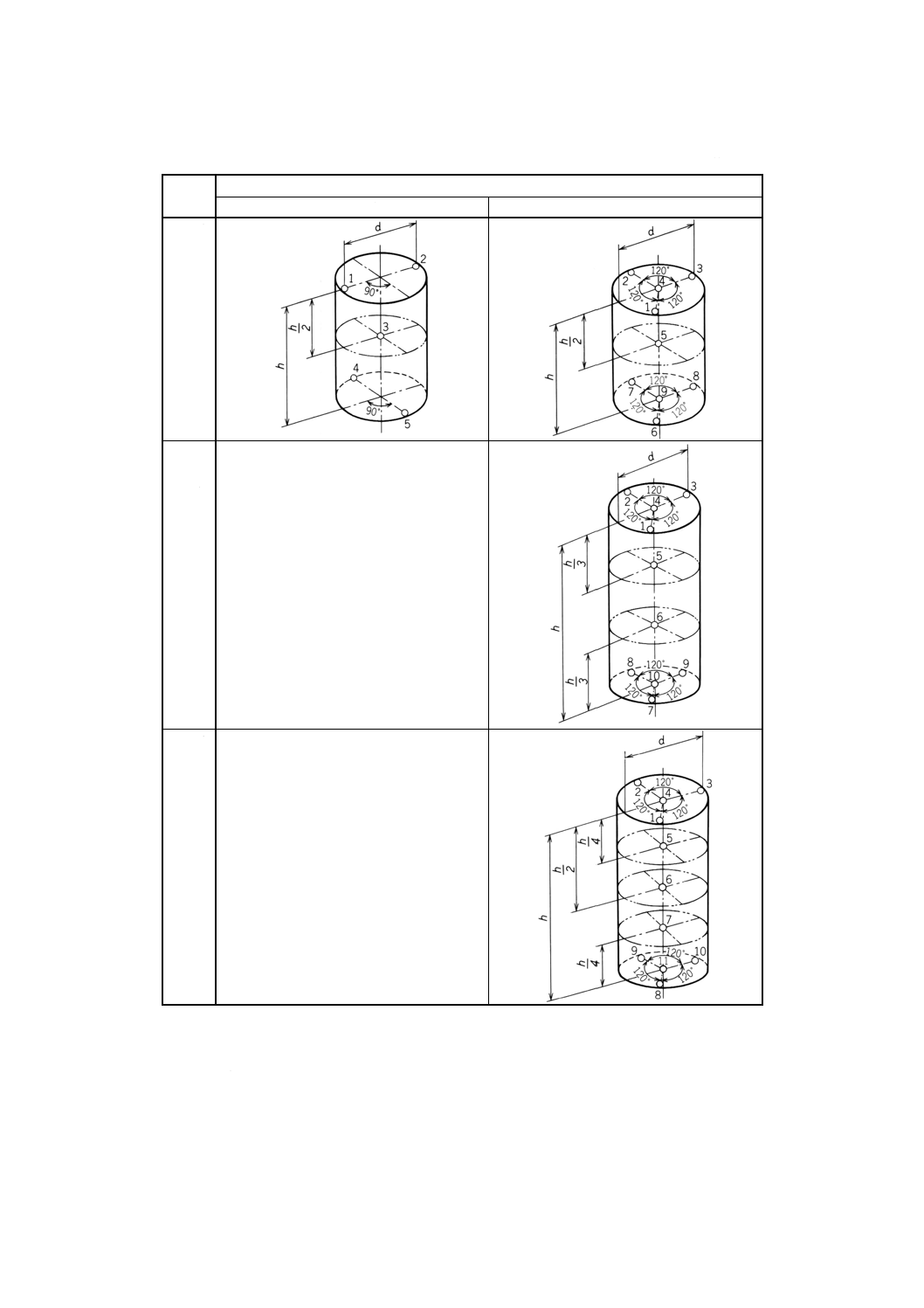
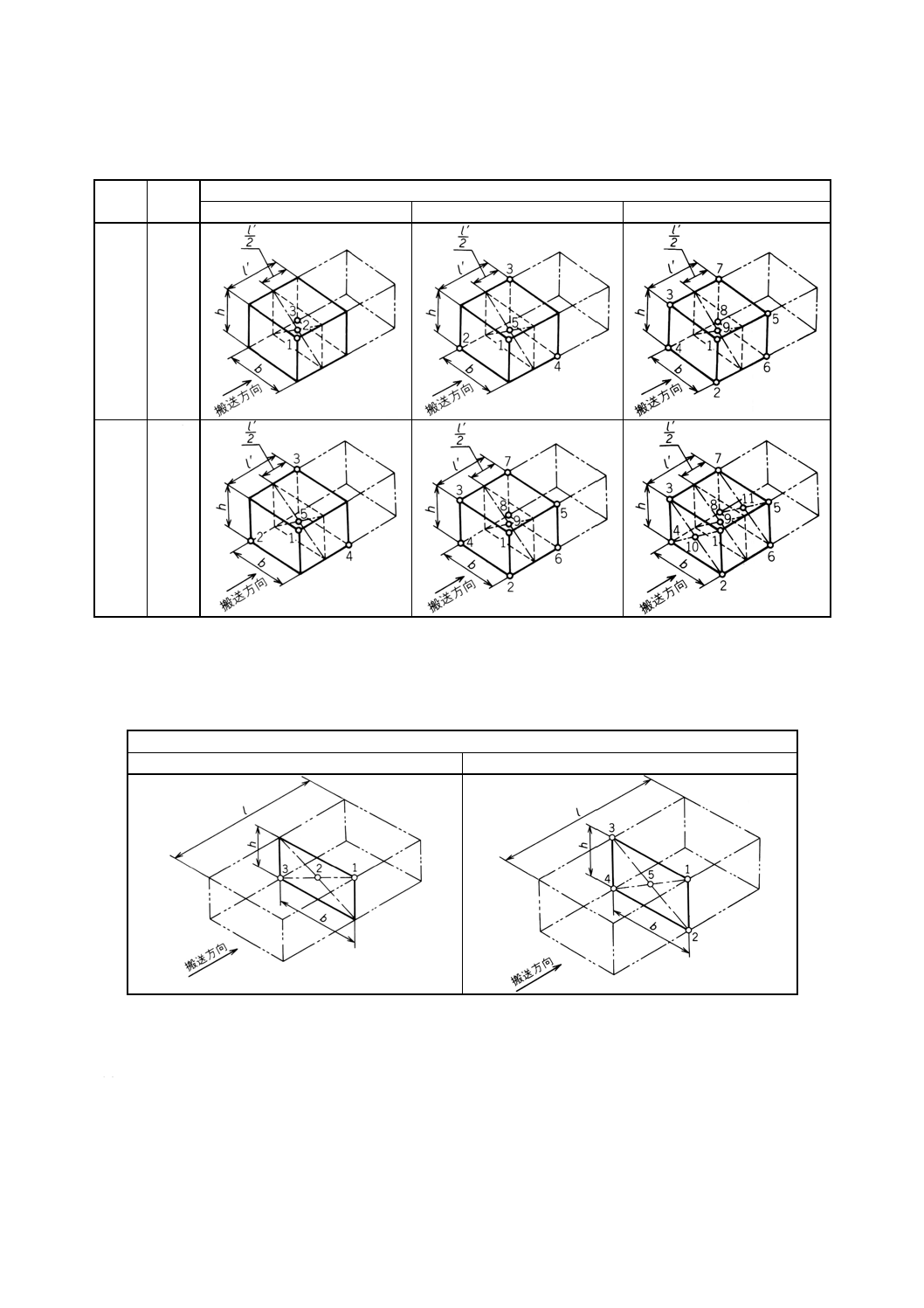
6.2
保持温度測定位置 保持温度測定位置は,加熱設備の形式によって,図2〜5の図中に示す○印とす
る。
a) バッチ式加熱設備
1) バッチ式円筒形加熱設備(図2)。
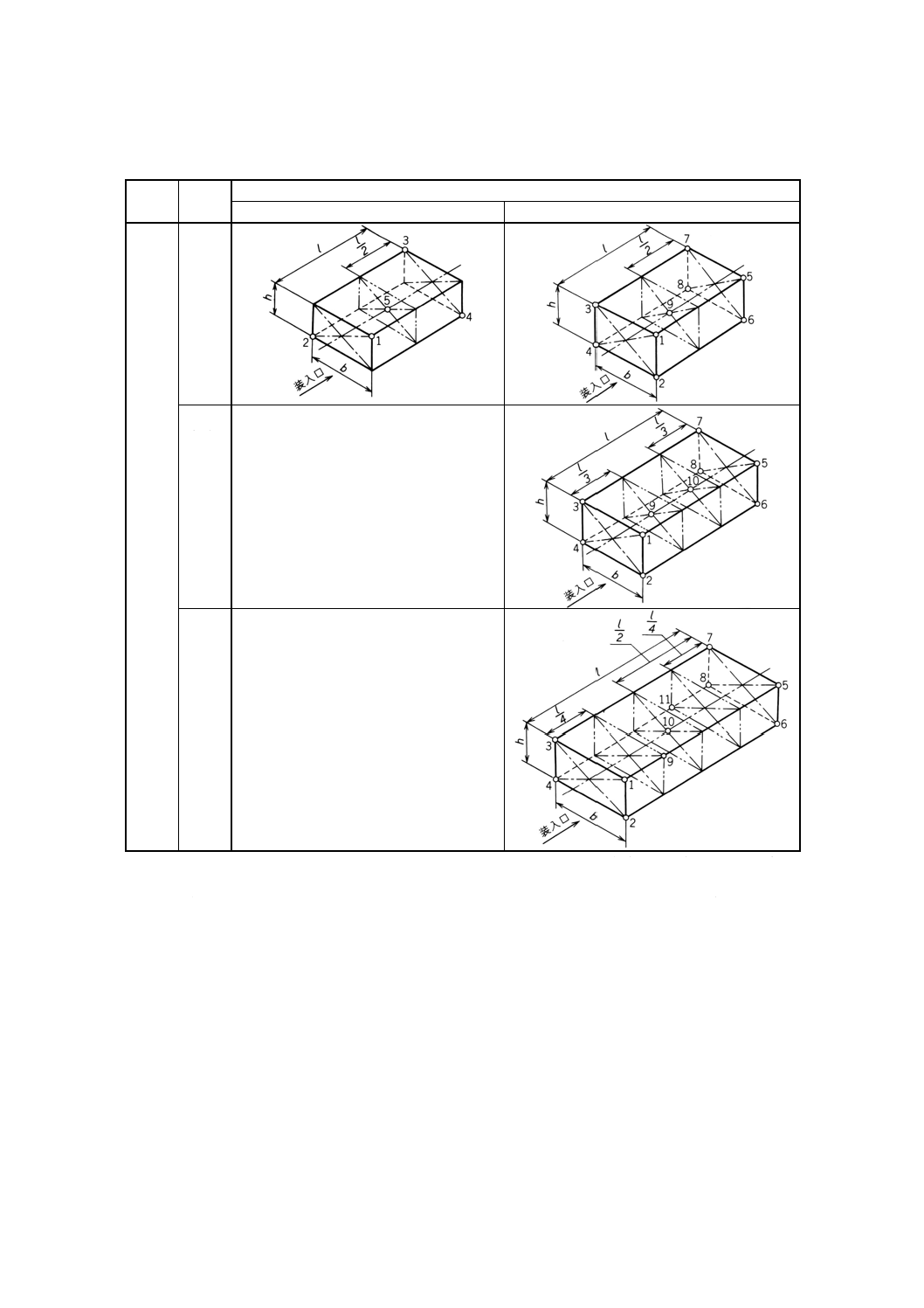
2) バッチ式箱形加熱設備(図3)。
b) 連続式加熱設備
1) プッシャー式などの連続式加熱設備(図4)。
2) コンベヤ式などの連続式加熱設備(図5)。
備考 図中に示す次の記号は,それぞれの有効加熱帯の寸法とする。
直径d,幅b,高さh,長さl。ただし,l' は,トレー,バスケットなどの長さ。
5
B 6901 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位m
h
d
0.5以下
0.5を超え2.0以下
1.0以
下
1.0を
超え
2.0未
満
−
2.0以
上
−
備考1. 図2以外の寸法のものについては,図2に準じて高さ及び円周の各方向に,釣合いのと
れた適切な位置を選ぶ。
2. 塩浴加熱設備及び流動層加熱設備は,d及びhの寸法に関係なく,※印の保持温度測
定位置とする。
図2 バッチ式円筒形加熱設備の保持温度測定位置
6
B 6901 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位m
b
l
h
0.5以下
0.5を超え
1.5以
下
2.0以
下
2.0を
超え
3.5以
下
−
3.5を
超え
5.0以
下
−
備考1. 図3以外の寸法のものについては,図3に準じて高さ,長さ及び幅の各方向に釣合いのとれた適切
な位置を選ぶ。
2. 塩浴加熱設備及び流動層加熱設備は,b,l及びhの寸法に関係なく,※印の保持温度測定位置と
する。
図3 バッチ式箱形加熱設備の保持温度測定位置
7
B 6901 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位m
b
l'
h
0.3以下
0.3を超え1.0以下
1.0を超え
1.5以
下
1.0以
下
1.5を
超え
1.0を
超え
備考1. 図4以外の寸法のものについては,図3の該当するものの規定に準じる。
2. 加熱設備で,中間扉のあるものは,図3によってもよい。
図4 プッシャー式などの連続式箱形加熱設備の保持温度測定位置
単位m
h
0.1以下
0.1を超え
備考 l及びbの寸法は,規定しない。
図5 コンベヤ式などの連続式箱形加熱設備の保持温度測定位置
6.3
試験温度 試験温度は,目的温度とする。複数の目的温度がある場合は,その温度の差の範囲によ
って,表5による。
8
B 6901 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表5 試験温度
目的温度の温度差の範囲
℃
試験温度
100未満
最高及び最低の目的温度間の任意温度
100以上
最高及び最低の目的温度
6.4
試験の手順 試験の手順は,次による。
a) 検出器の補正 検出器の補正は,次による。
1) 熱電対は,起電力既知の標準熱電対を使用して,同一熱源の温度を測定し,両者の指示値から,熱
電対ごとの補正値を求める。
2) 補償導線と組み合わせて補正値を求める。
3) 補正する温度は,試験温度を含み,その近傍とする。
b) 温度測定装置の結線 検出器の設置及び温度測定装置の結線は,次による。
1) 熱電対の測温接点を,保持温度測定位置ごとに,適切な方法で固定する。
2) 熱電対素線の端子をまとめて,加熱設備の外に配線し温度を測定しやすい位置で,切換スイッチを
通じて計測器に接続する。
c) 温度測定 温度測定は,次による。
1) バッチ式加熱設備は,常用の条件で昇温保持し,表6の間隔及び回数を基準として,それぞれの保
持温度測定位置における温度を測定する。
2) 雰囲気炉(1)では,雰囲気ガスの装入の有無は,受渡当事者間の協定による。
注(1) 流動層加熱設備では,流動用ガスは装入する。
3) 連続式加熱設備は,すべての測定位置の温度が,試験温度又は目的とする保持温度許容差の最低温
度に達するまでは,適切な時間ごとに,それぞれの位置の温度を測定し,目的とする保持温度許容
差に,入ってからは,表6の間隔及び回数を基準として,それぞれの位置の温度を測定する。
備考 温度測定は,加熱設備の長さlにわたり,移動させながら測定する。
表6 温度測定の基準
保持時間・測定
時間・測定回数
加熱設備の形式
バッチ式加熱設備
連続式加熱設備
常用保持時間(分) 30以下
30を超え
30以下
30を超え
120以下
120を超え
等間隔測定時間(分) 5以下
5を超え
10以下
5以下
5を超え
10以下
10を超え
15以下
保持時間終了までの
測定回数
3以上
6以上
3以上
6以上
8以上
4) それぞれの位置の温度測定から得られた計測値は,a)によって補正して,保持温度表示値とする。
5) 保持温度許容差は,目的とする保持温度から保持温度表示値を差し引いた値から求める。
7. 有効加熱帯の判定 有効加熱帯の判定は,附属書3による。
9
B 6901 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
8. 記録 試験成績について,次の項目を記録する。
a) 無負荷試験,負荷試験及び雰囲気ガスの有無
b) 加熱設備の名称,形式,主要仕様,製造年月日及び略歴
c) 加熱設備の目的温度及び試験温度
d) 温度測定方式及び温度測定装置
e) 加熱設備の有効加熱帯及び保持温度測定位置の図示
f)
試験結果及び保持温度許容差のクラス(附属書2及び附属書3)
g) 試験年月日及び試験担当者
関連規格 JIS B 6911 鉄鋼の焼ならし及び焼なまし加工
JIS B 6912 鉄鋼の高周波焼入焼戻し加工
JIS B 6913 鋼の焼入焼戻し加工
JIS B 6914 鋼の浸炭及び浸炭窒化焼入焼戻し加工
JIS B 6915 鉄鋼の窒化及び軟窒化加工
JIS G 0201 鉄鋼用語(熱処理)
JIS H 3130 ばね用ベリリウム銅,りん青銅及び洋白の板及び条
JIS H 3270 ベリリウム銅,りん青銅及び洋白の棒及び線
JIS H 4000 アルミニウム及びアルミニウム合金の板及び条
JIS H 4040 アルミニウム及びアルミニウム合金の棒及び線
JIS H 5202 アルミニウム合金鋳物
JIS H 5203 マグネシウム合金鋳物
JIS Z 8710 温度測定方法通則
DIN 17052 : 1985 Temperature uniformity in heat treatment furnaces, Requirements
SAE AMS 2750 : 1990 Pyrometry
10
B 6901 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書1(規定) プラズマ熱処理加熱設備の有効処理帯試験方法
1. 適用範囲 この附属書は,プラズマ浸炭,プラズマ窒化などプラズマ熱処理に用いる加熱設備の有効
処理帯(以下,有効処理帯という。)の試験方法について規定する。
2. 引用規格 引用規格は,本体2.による。
3. 定義 定義は,本体3.による。
4. 温度測定方法 温度測定方式は,本体4.による。
5. 温度測定装置 温度測定装置は,本体5.による。
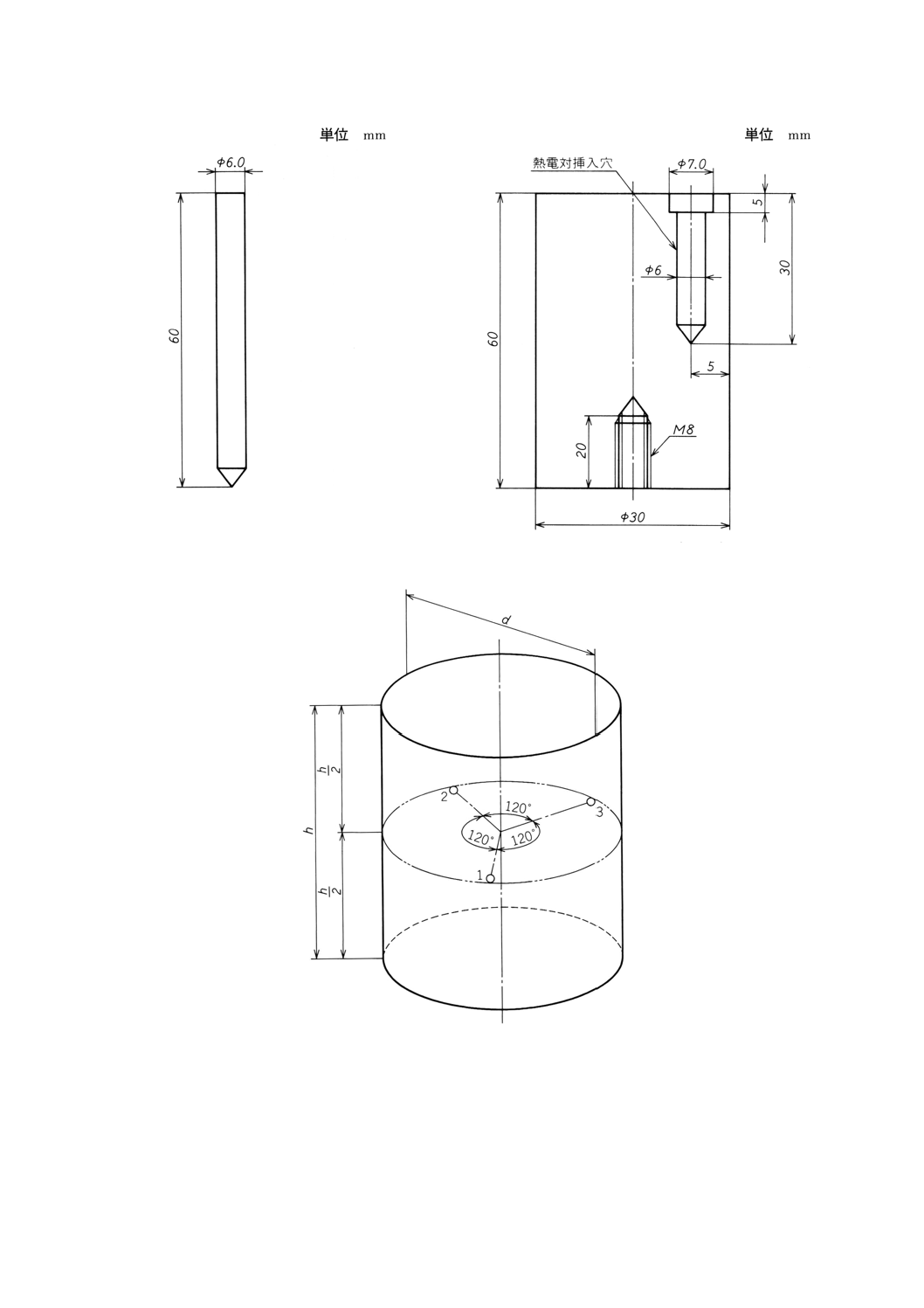
備考 熱電対の保護管は,附属書1図1による。
6. 試験方法
6.1
試験の負荷 有効処理帯の温度測定は,負荷試験による。
備考 加工材料に代わる試験片としては,附属書1図2のものを使用する。
6.2
保持温度測定位置 保持温度測定位置は,附属書1図3の図中に示す○印とし,円周方向で3等分
の位置とする。
6.3
試験温度 試験温度は,目的温度とする。複数の目的温度がある場合には,試験温度は最高及び最
低の目的温度とする。
6.4
試験の手順 試験の手順は,次による。
a) 検出器の補正 本体6.4 a)による。
b) 温度測定装置の結線 温度測定装置の結線は,本体6.4 b)による。
c) 温度測定 温度測定の手順は,次による。
1) 試験片を附属書1図3の測定位置の3か所に装入し,熱電対の測温接点を固定する。
2) 検出器の両素線の端子端を適切な方法で加熱装置の外に配線し,計測器に接続する。
3) 加熱設備の加熱温度制御装置の放射温度計などを,加熱設備に装入した試験片の1個に位置,照準
合わせなどの設定をする。
4) 昇温を開始する。
5) 温度の保持は,60分とし,その間10分ごとに温度を測定する。
6) それぞれの位置の温度測定から得られた計測値は,本体6.4 a)によって補正して,保持温度表示値
とする。
7) 保持温度許容差は,目的とする保持温度から保持温度表示値を差し引いた値から求める。
備考 この条件以外で,温度を測定する場合は,受渡当事者間の協定による。
7. 有効処理帯の判定 有効処理帯の判定は,附属書3による。
8. 記録 試験成績についての記録は,本体8.による。
11
B 6901 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書1図1 熱電対の保護管(例)
附属書1図2 試験片(例)
備考1. dは,有効処理帯の直径とする。
2. 保持温度測定位置は,炉壁から100mm以上離して設定
する。
3. 試験片の取付け位置は,中心のM8穴を有効処理帯の外
周から10mm内側に設定し,取付け方向は,熱電対挿入
穴を外側に設定する。
附属書1図3 保持温度設定位置(例)
12
B 6901 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書2(規定) 加熱設備の保持温度許容差
1. 適用範囲 この附属書は,加熱設備の有効加熱帯及び有効処理帯における保持温度許容差(以下,保
持温度許容差という。)について規定する。
2. 定義 定義は,本体3.による。
3. 保持温度許容差
a) 保持温度許容差の求め方は,本体6.4の規定による。
b) 保持温度許容差は,クラスごとに,附属書2表1に規定する。
附属書2表1 保持温度許容差
保持温度許容差のクラス
保持温度許容差 ℃
1
± 3
2
± 5
3
± 7.5
4
±10
5
±15
6
±20
7
±25
備考 クラス1は,実験用加熱設備などに適用する。
c) 保持温度許容差のクラスの選定は,加熱設備の使用目的に応じて,受渡当事者間の協定による。
13
B 6901 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書3(規定) 有効加熱帯及び有効処理帯の判定方法
1. 適用範囲 加熱設備の有効加熱帯及び有効処理帯の判定方法について規定する。
2. 定義 定義は,本体3.による。
3. 有効加熱帯及び有効処理帯の判定方法
a) 目的温度及び試験温度の確認 目的温度に対して,試験温度が適正かどうかを確認する。
b) 保持温度許容差の確認 有効加熱帯及び有効処理帯の保持温度測定位置における,試験温度に対する
保持温度表示値[(本体6.4 c)4)]が,すべて目的とするクラスの保持温度許容差に適合していること
を確認しなければならない。
14
B 6901 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS B 6901改正原案作成委員会 構成表
氏名
所属
(委員長)
○ 金 武 典 夫
金属技術研究所
杉 上 孝 二
通商産業省機械情報産業局素形材産業室
本 間 清
工業技術院標準部
○ 藤 田 富 男
工業技術院標準部
鳥 阪 泰 憲
工業技術院機械技術研究所
藤 木 栄
東京都立工業技術センター
山 村 修 蔵
財団法人日本規格協会
滝 島 延 雄
財団法人日本熱処理技術協会
○ 鎌 田 正 彦
日本電子工業株式会社
○ 神 田 輝 一
関東冶金工業株式会社
○ 殿 塚 文 彦
同和鉱業株式会社
○ 長 野 泰 久
社団法人日本工業炉協会
○ 南 俊 美
中外炉工業株式会社
○ 向 井 硯 戴
大同特殊鋼株式会社
○ 飯 田 雅
石川島播磨重工業株式会社
○ 上 村 正
社団法人自動車技術会(いすゞ自動車株式
会社)
○ 菅 浦 幸 雄
三菱重工業株式会社
○ 浜 坂 直 治
株式会社小松製作所
○ 森 定 祝 雄
日立協和エンジニヤリング株式会社
○ 喜 多 正 吉
田村工業株式会社
○ 香 田 剛 昌
田中熱工株式会社
○ 酒 井 正 光
桜井興産株式会社
○ 鈴 木 健 司
株式会社オーネックス
○ 塚 原 和 俊
東武冶金株式会社
○ 山 方 三 郎
オリエンタルエンジニヤリング株式会社
(関係者)
○ 神 田 雄 三
株式会社チノー
(事務局)
○ 山 口 弘 造
日本金属熱処理工業会
備考 ○印は,分科会委員を兼ねる。
(文責 金武典夫)