B 6805:2003
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,社団法人日本溶接
協会(JWES)から,工業標準原案を具して日本工業規格を改正すべきとの申出があり,日本工業標準調査会
の審議を経て,経済産業大臣が改正した日本工業規格である。
これによって,JIS B 6805:1994は改正され,この規格に置き換えられる。
改正に当たっては,日本工業規格と国際規格との対比,国際規格に一致した日本工業規格の作成及び日
本工業規格を基礎にした国際規格原案の提案を容易にするために,ISO 3253:1998,Gas welding equipment
−Hose connections for equipment for welding, cutting and allied processesを基礎として用いた。
B 6805:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1. 適用範囲 ························································································································ 1
2. 引用規格 ························································································································ 1
3. 種類 ······························································································································ 2
4. 構成 ······························································································································ 2
5. 品質 ······························································································································ 2
5.1 外観 ···························································································································· 2
5.2 耐圧性 ························································································································· 2
5.3 気密性 ························································································································· 2
6. 構造 ······························································································································ 2
7. 形状及び寸法 ·················································································································· 2
8. 材料 ······························································································································ 4
9. 試験方法 ························································································································ 4
9.1 耐圧性試験 ··················································································································· 4
9.2 気密性試験 ··················································································································· 4
附属書A(参考)JISと対比する国際規格との対比表 ································································· 13
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 6805:2003
溶断器用ゴムホース継手
Rubber hose connection for equipment for welding,
cutting and allied processes
序文 この規格は,1998年に第1版として発行されたISO 3253:1998,Gas welding equipment−Hose
connections for equipment for welding, cutting and allied processesを元に作成した日本工業規格であるが,対応
国際規格には規定されていない規定内容を日本工業規格として追加している。
なお,この規格で点線の下線を施している箇所は,国際規格にはない事項である。
変更の一覧表をその説明を付けて,附属書A(参考)に示す。
1. 適用範囲 この規格は,溶接・切断及びこれらに関連する作業に用いられる溶断器用ゴムホース継手
(以下,ゴムホース継手という。)に適用する。
備考 この規格の対応国際規格を,次に示す。
なお,対応の程度を表す記号は,ISO/IEC Guide 21に基づき,IDT(一致している),MOD
(修正している),NEQ(同等でない)とする。
ISO 3253:1998 Gas welding equipment−Hose connections for equipment for welding, cutting and
allied processes (NEQ)
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格のうちで,発行年を付記してあるものは,記載の年だけがこの規格を構成するもの
であって,その後の改正版・追補には適用しない。発行年を付記していない引用規格は,その最新版(追
補を含む。)を適用する。
JIS B 0205-1 一般用メートルねじ−第1部:基準山形
JIS B 0205-4 一般用メートルねじ−第4部:基準寸法
JIS B 0209-2 一般用メートルねじ−公差−第2部:一般用おねじ及びめねじの許容限界寸法−中(は
めあい区分)
JIS B 0251 メートルねじ用限界ゲージ
JIS B 0405 普通公差−第1部:個々に公差の指示がない長さ寸法及び角度寸法に対する公差
JIS B 6801 手動ガス溶接器,切断器及び加熱器
JIS B 6803 溶断器用圧力調整器
JIS B 7502 マイクロメータ
JIS B 7507 ノギス
JIS H 3250 銅及び銅合金棒
JIS K 6333 溶断用ゴムホース
2
B 6805:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ISO 9539 : 1988 Materials for equipment used in gas welding, cutting and allied processes
3. 種類 ゴムホース継手の種類は,次のとおりとする。
1号,1W号,2号,3号
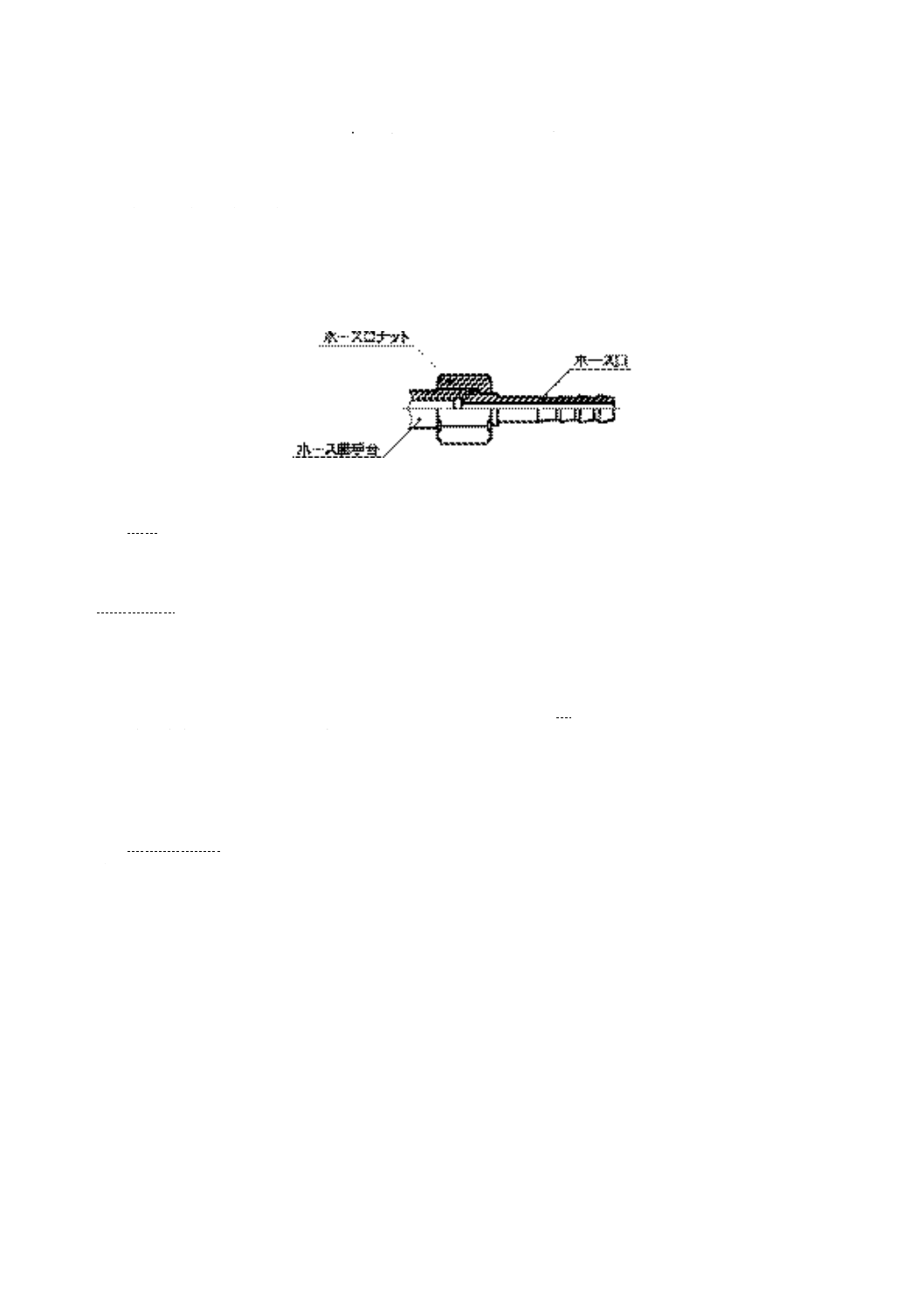
4. 構成 ゴムホース継手は,図1に示すホース継手台,ホース口(ぐち)ナット(以下,ホース口ナッ
トと記す。)及びホース口(ぐち)(以下,ホース口と記す。)によって構成する。
図1 ゴムホース継手
5. 品質
5.1
外観 ゴムホース継手は,目視によって調べ,使用上有害なきず又はさびがあってはならない。
5.2
耐圧性 ゴムホース継手は,9.1によって試験を行い,試験中及び試験後に破損又は変形が生じては
ならない。
5.3
気密性 ゴムホース継手は,9.2によって試験を行い,外部へのガス漏れがあってはならない。
6. 構造 ゴムホース継手の構造は,次による。
a) ホースが適切なクランプでホース口に固定されているとき,JIS K 6333の中圧ゴムホースの耐圧性試
験の試験圧力に耐えなければならない。
b) ホース口は,ホースクランプで固定したとき,変形しない十分な強度をもたなければならない。
c) ホース口及びホース継手台は,確実に気密を保つよう当たるものでなければならない。
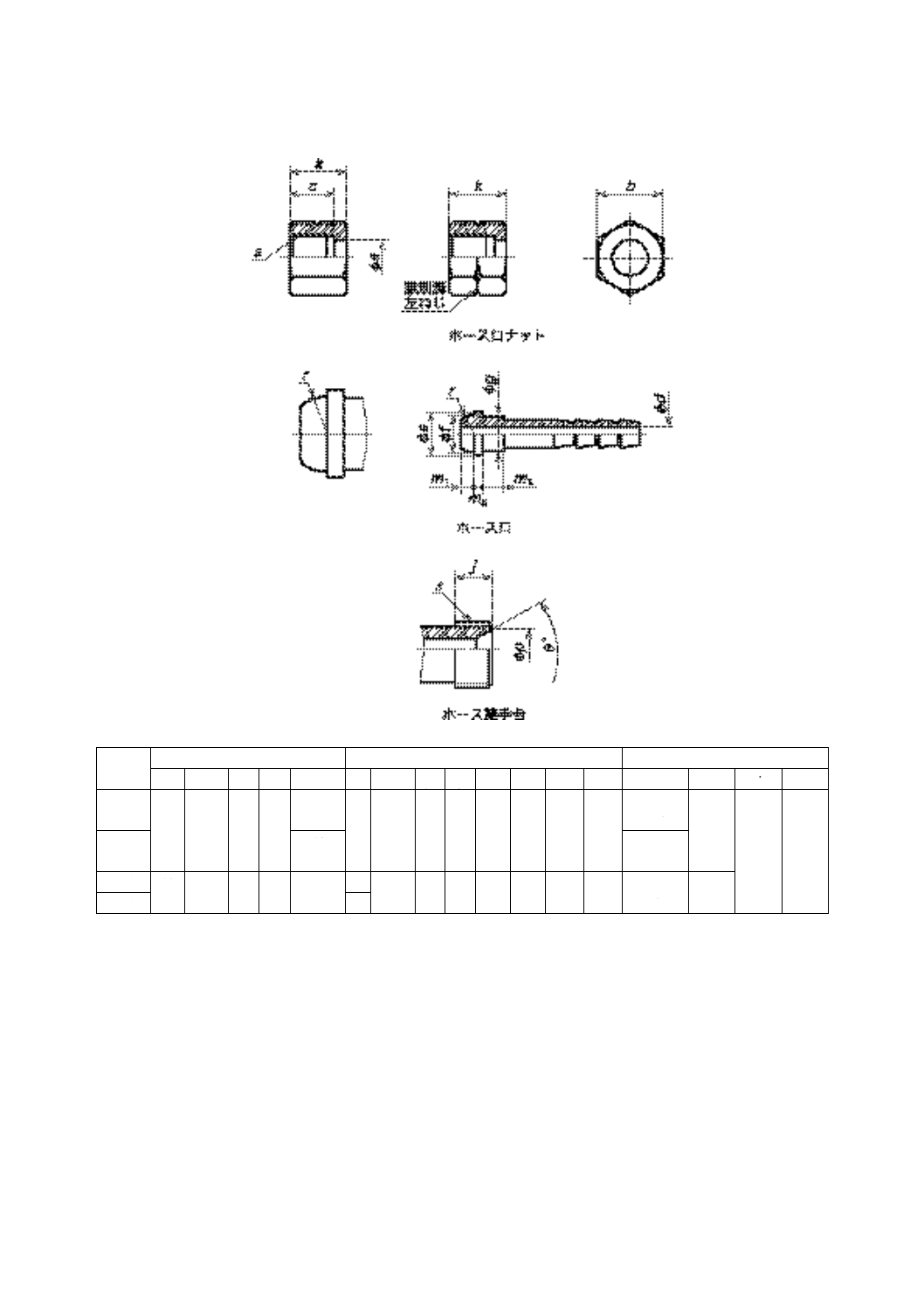
7. 形状及び寸法 ゴムホース継手の形状及び寸法は,次による。
a) 表示されていない寸法及びホース口のゴムホース側の形状は,特に規定しない。
b) ホース口のゴムホース側の寸法は,ホース内径の寸法に対応しなければならない。
c) ゴムホース継手の寸法は,マイクロメータ又はノギスなどを用いて測定し,表1のとおりとする。酸
素及び不活性ガス用は右ねじ,燃料ガス用は左ねじとする。
3
B 6805:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表 1 ホース継手の寸法
単位 mm
種類
ホース口ナット
ホース口
ホース継手台
a
b
c
k
s
d
e
f
g
m1
m2
m3
r
s
p
i
θ°
1号
8.5
15
又は
16
11 14
M12
×1
4
10.5
9
8.5
3
2
5
4.5
M12
×1
9
7
以上
60
1W号
W12.5
山20
W12.5
山20
2号
11
19
11 14
M16
×1.5
5 13〜
13.5
12 11
4
3
5
6
M16
×1.5
11.5
〜12
3号
7
備考1. aの公差は,+0.05〜+0.15とする。
2. gの公差は,−0.05〜−0.15とする。
3. ホース口ナット及びホース継手台のねじの基準山形及び基準寸法は,JIS B 0205-1,JIS B 0205-4及び付表2
による。
4. ホース口ナット及びホース継手台のねじの許容限界寸法及び公差は,JIS B 0209-2及び付表3による。
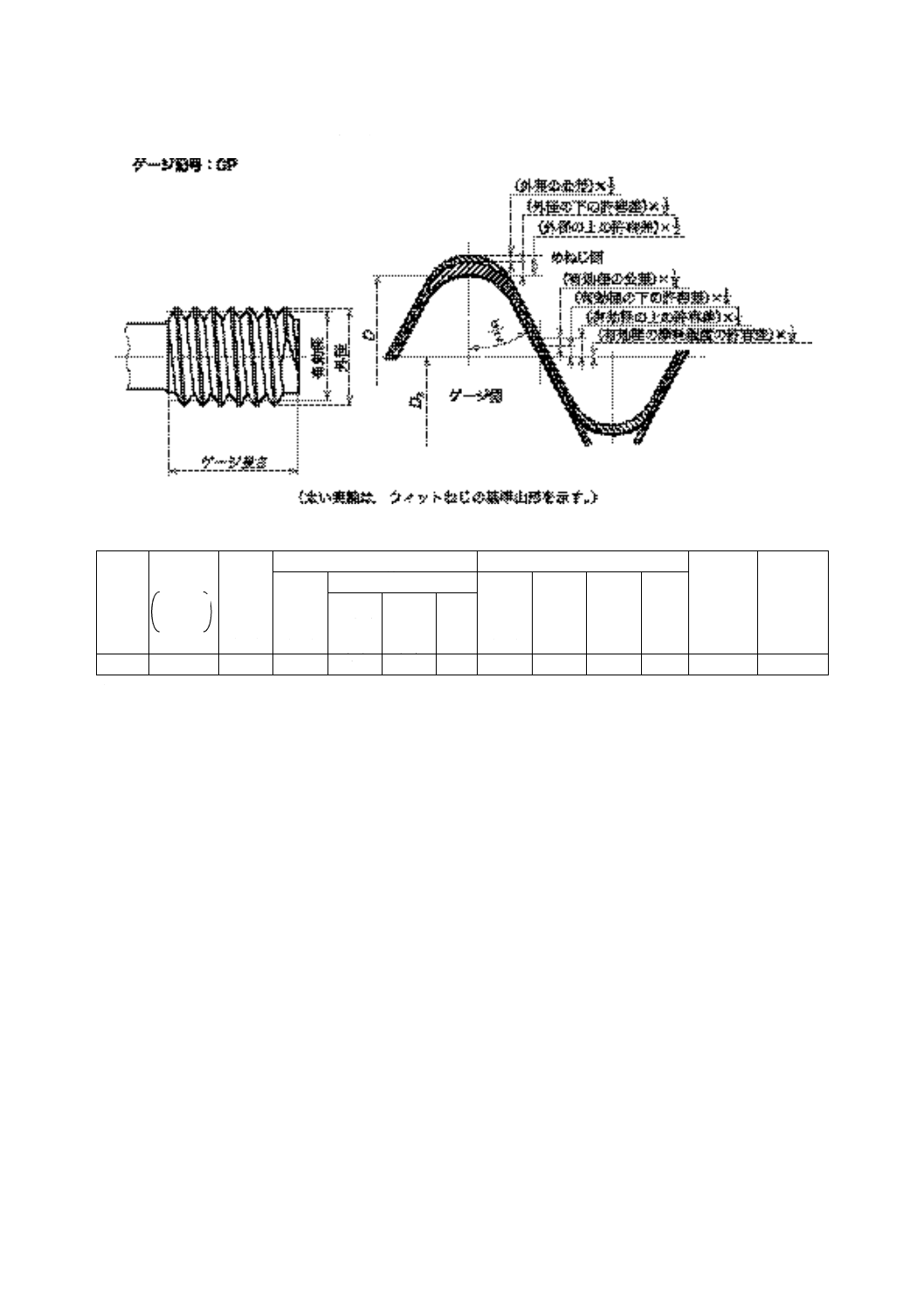
5. sのねじのねじゲージは,JIS B 0251又は付表4〜付表9による。
6. 特に規定していない寸法許容差は,JIS B 0405の公差等級m以上とする。
4
B 6805:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
8. 材料 ゴムホース継手に用いる材料で,各ガスに接触する部分の材料は,正常な使用において,次の
a)〜c) の規定を満足するとともに,ISO 9539又は付表1若しくはこれらと同等以上の機械的性質及び化学
的性質をもつものとする。
a) 酸素に接触する部分には,酸素に対する耐食性のある材料又は耐食性をもつような表面処理を施した
材料を用いなければならない。
b) アセチレンに接触する部分には,銅及び銅合金が70 %(質量比)を超える銅合金を用いてはならな
い。更に,高圧ガス保安法の適用を受ける場合は,銅及び銅含有量が62 %(質量比)を超える銅合
金を用いてはならない。
c) ろうの銀含有量は,46 %(質量比)を,銅の含有量は,37 %(質量比)をそれぞれ超えてはならな
い。
9. 試験方法
9.1
耐圧性試験 ゴムホース継手に4 Mpa以上の静水圧を加え,最低2分間保持する。
9.2
気密性試験 ゴムホース継手に1 Mpa以上のガス圧を加え,2分間以上の時間を保持する。
5
B 6805:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付表 1 ゴムホース継手の材料
品 名
材 料
ホース口ナット
JIS H 3250のC3604
ホース口
ホース継手台
JIS B 6801, JIS B 6803
備考 ゴムホース継手に用いる材料は,正常な使用状態において機械的強度を
もち,各ガスに接触する部分の材料は,使用するガスの化学作用に対し
て十分な耐久性をもつもので,付表1又はこれらと同等以上の性能をも
つものとする。8. 参照のこと
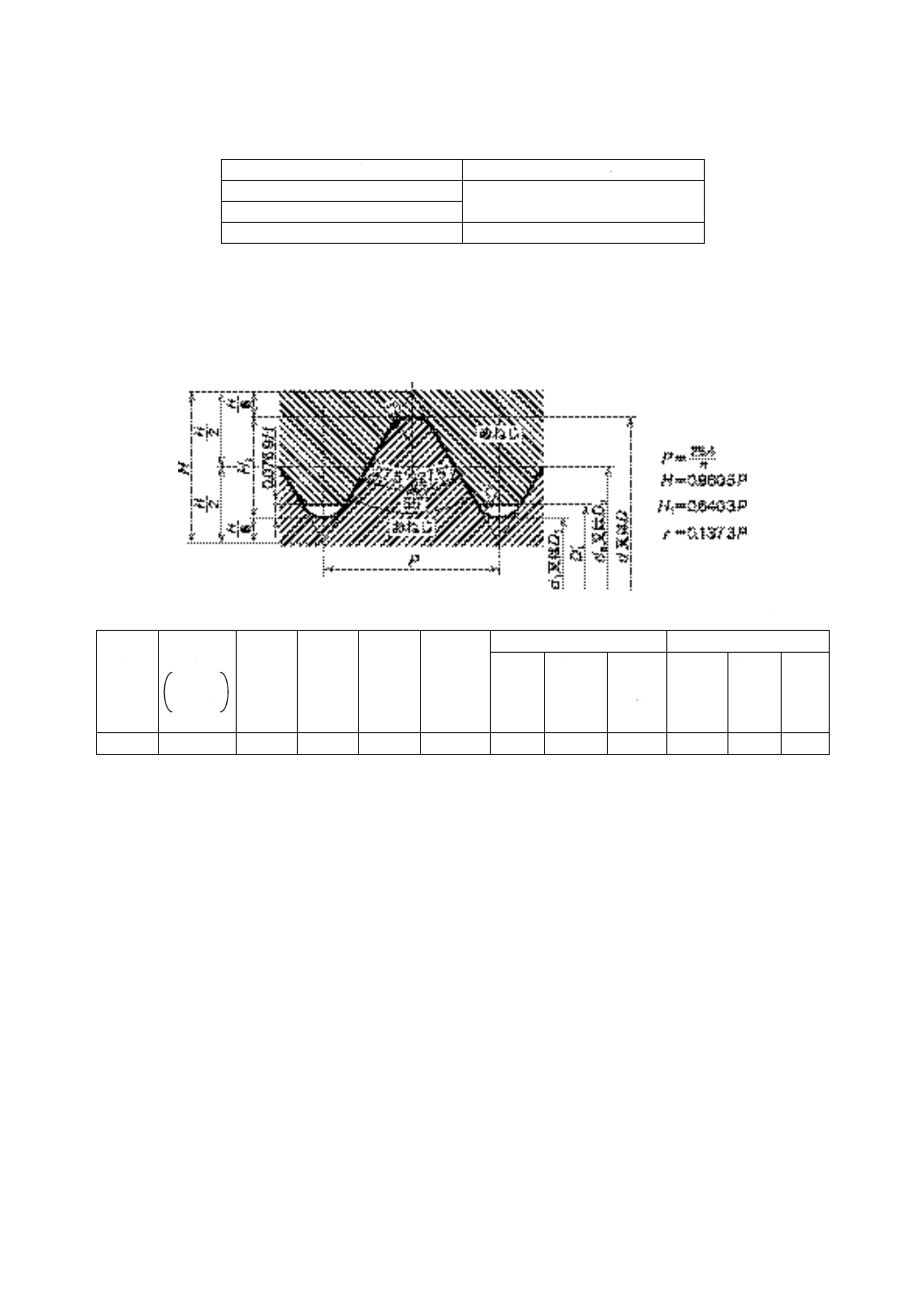
付表 2 ゴムホース継手のウィットねじの基準寸法
単位 mm
ねじの
呼び
ねじ山数
n
25.4 mm
につき
ピッチ
P
ねじ山
角度
おねじ
のねじ
山の高
さ
H1
おねじ
の谷の
丸み
r
おねじ
めねじ
外径
d
有効径
d 2
谷の径
d 1
谷の径
D
有効径
D2
内径
D1
W12.5
20
1.270 0
55°
0.813
0.174
12.500
11.687
10.874
12.500
11.687 11.062
6
B 6805:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
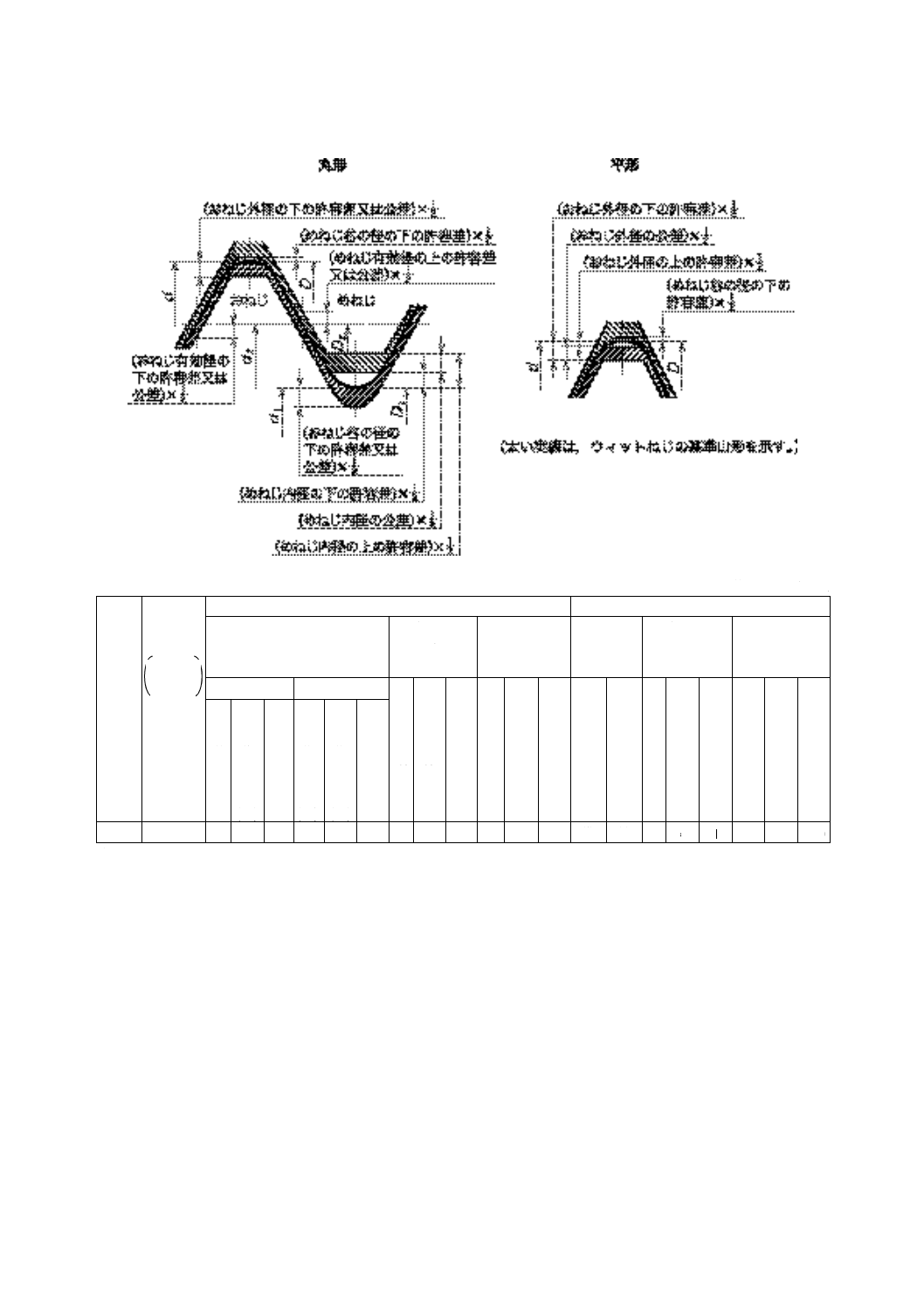
付表 3 ゴムホース継手のウィットねじの許容限界寸法及び公差
単位 0.001 mm
ねじ
の
呼び
ねじ山数
n
25.4 mm
につき
おねじ
めねじ
外径
d
有効径
d2
谷の径
d1
谷の径
D
有効径
D2
内径
D1
丸形
平形
上
の
許
容
差
下
の
許
容
差
(−)
公
差
上
の
許
容
差
下
の
許
容
差
(−)
公
差
下
の
許
容
差
上
の
許
容
差
下
の
許
容
差
上
の
許
容
差
(+)
公
差
下
の
許
容
差
(+)
上
の
許
容
差
(+)
公
差
上
の
許
容
差
下
の
許
容
差
(−)
公
差
上
の
許
容
差
(−)
下
の
許
容
差
(−)
公
差
W12.5
20
0 200 200 80 200 120 0 140 140 0 220 220 (1) (2) 0 140 140 160 360 200
注(1) めねじの谷の径の下の許容差は規定しないが,図に示すように谷底とおねじの外径の最大寸法との間に,原則
として多少のすき間を設ける。
(2) めねじの谷の径の上の許容差は規定しない。
7
B 6805:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
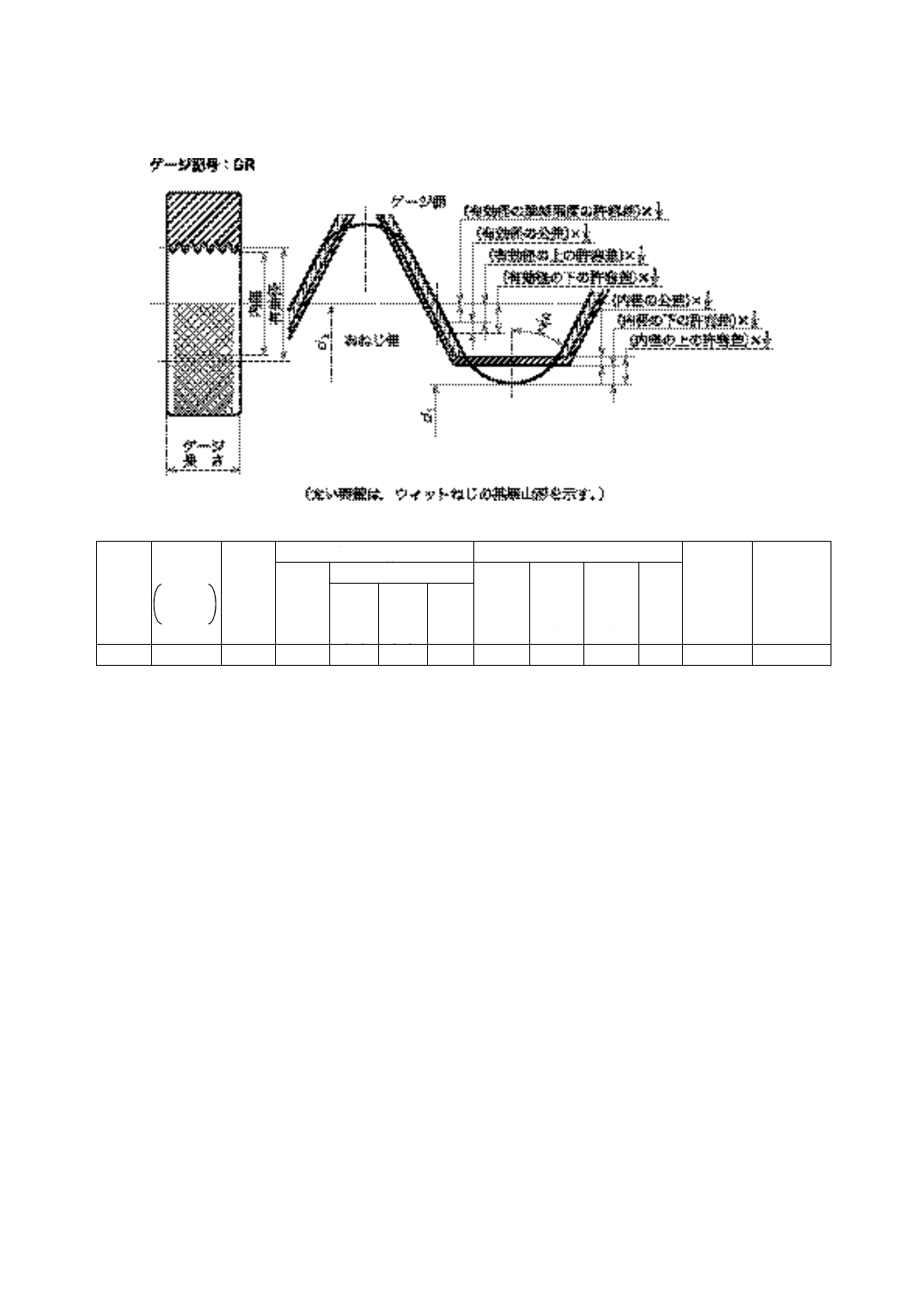
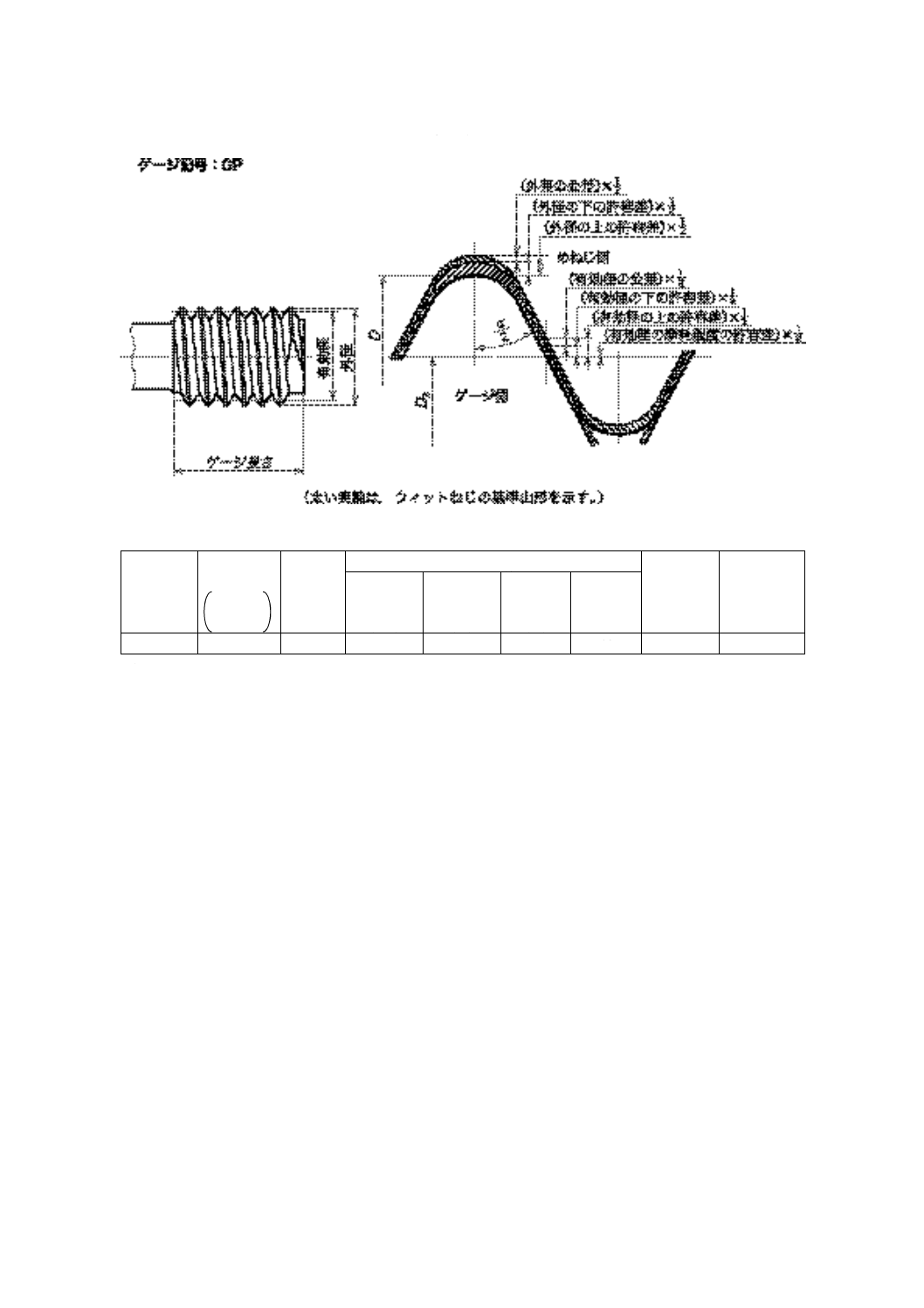
付表 4 通りねじゲージ(工作・検査共用)の形状,許容差及び公差
単位 0.001 mm
検査さ
れるね
じの呼
び
ねじ山数
n
25.4 mm
につき
ピッチ
P
(mm)
有効径 (3) D2
内径 Dl
ピッチの
許容差
(±)
山の半角
α/2の
許容差
(分)
(±)
基準
寸法
(mm)
新製の場合
基準
寸法
(mm)
上の
許容差
(+)
下の
許容差
(+)
公差
上の
許容差
(−)
下の
許容差
(−)
公差
W12.5
20
1.270 0 11.687
5
15
10
10.874
190
174
16
4
14
注(3) この規格では,単独有効径とする。
備考1. 谷底の形状は,図のように,検査されるおねじの外径の最大寸法との間にすき間のできるよう,適宜逃げを
とる。
2. 有効径,ピッチの許容差及び山の半角の許容差の測定は,表の数値に関係がなく,通り側はめあい点検ねじ
プラグゲージが無理なく,また,遊びなくねじ込まれることによって適合するものと判定する。
8
B 6805:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
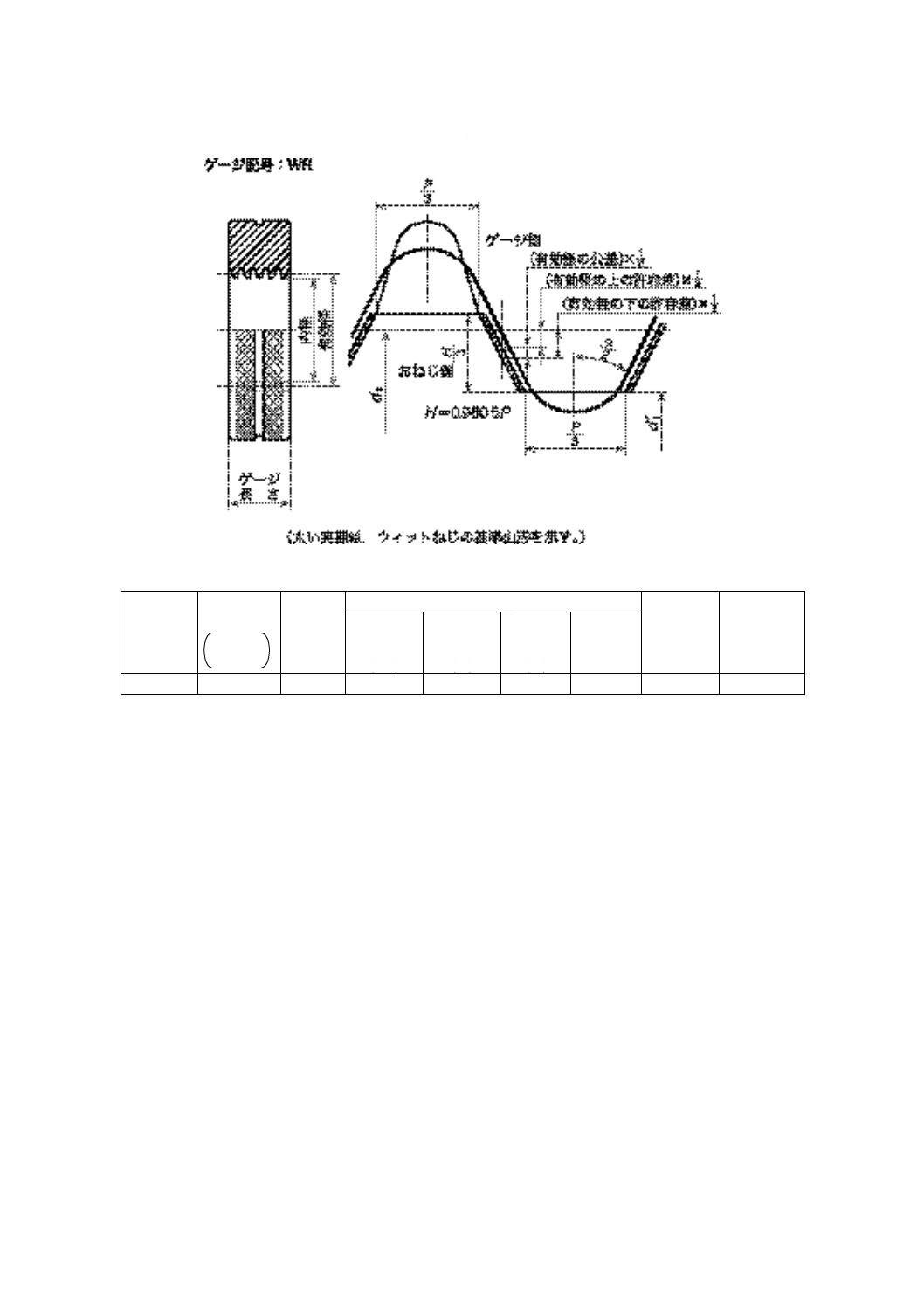
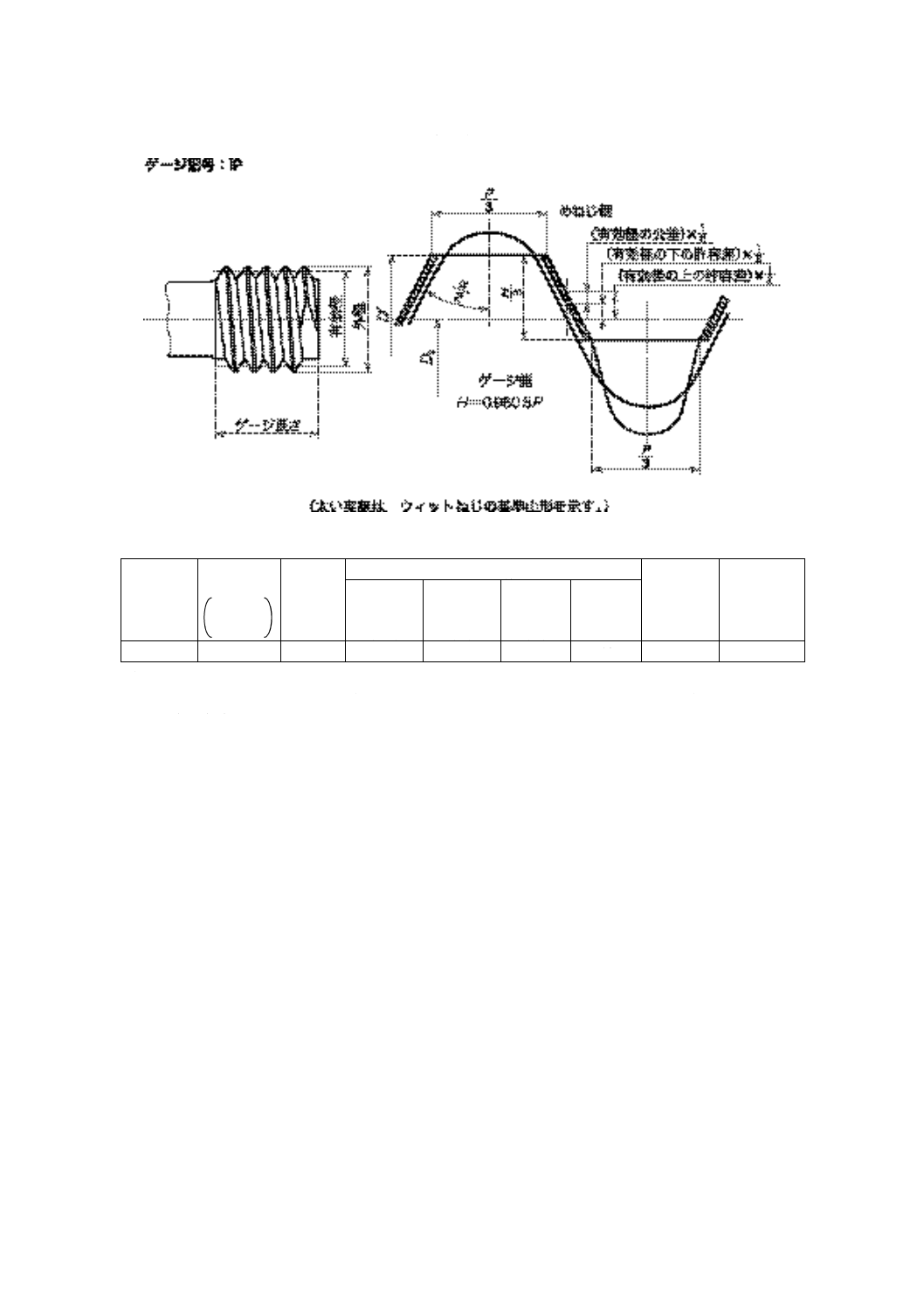
付表 5 工作用止まりねじリングゲージの形状,許容差及び公差
単位 0.001 mm
検査され
るねじの
呼び
ねじ山数
n
25.4 mm
につき
ピッチ
P
(mm)
有効径 (4) D2
ピッチの
許容差
(±)
山の半角
α/2の許
容差(分)
(±)
基準寸法
(mm)
上の
許容差
(−)
下の
許容差
(−)
公差
W12.5
20
1.270 0
11.687
110
120
10
4
19
注(4) この規格では,単独有効径とする。
備考1. 谷底の形状は,図のように,短くしたフランク以外の部分が検査されるおねじと接触しな
いように,適宜逃げをとる。
2. 有効径,ピッチの許容差及び山の半角の許容差の測定は,表の数値に関係がなく,止まり
側はめあい点検ねじプラグゲージが無理なく,また,遊びなくねじ込まれることによって
適合するものと判定する。
9
B 6805:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
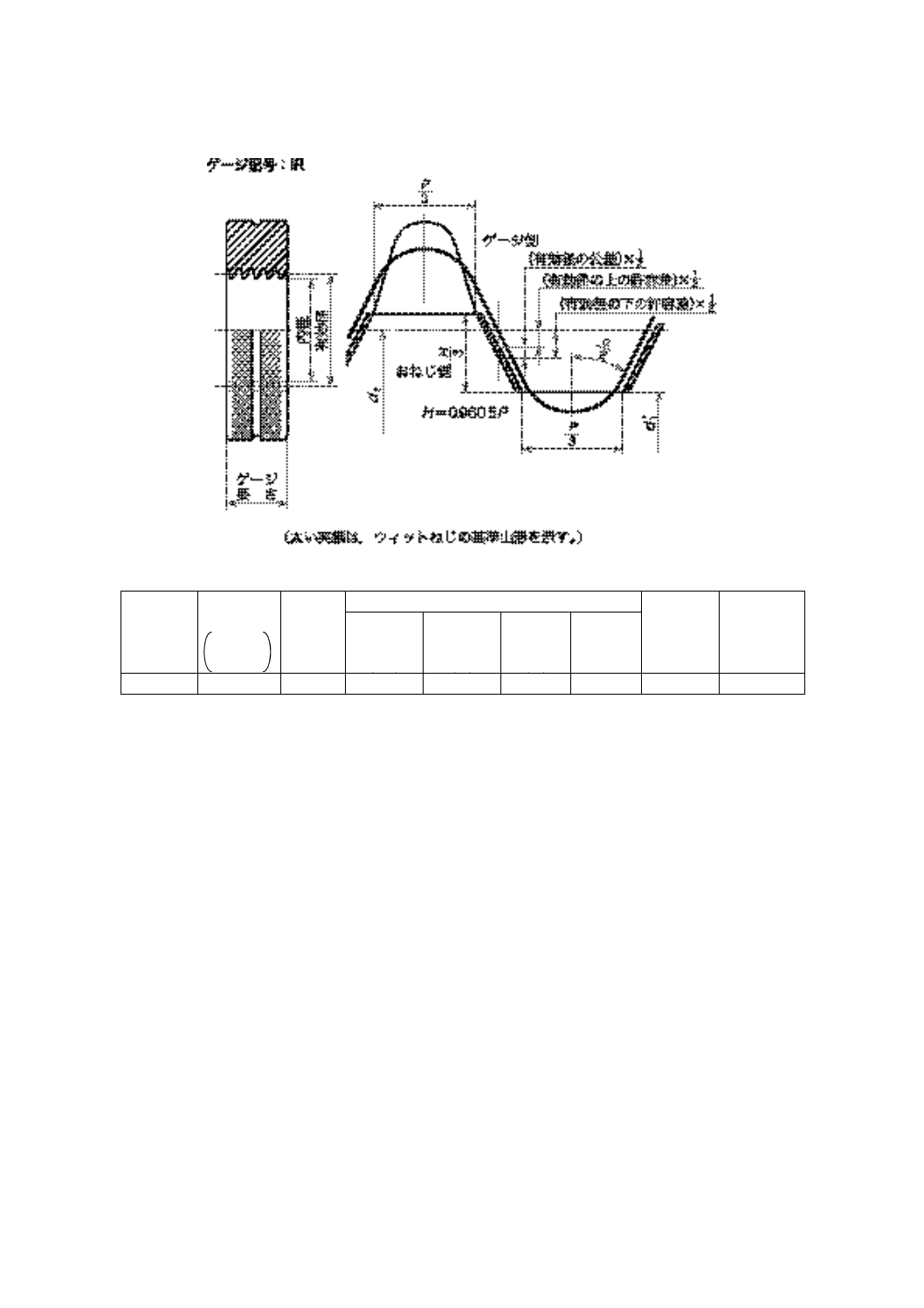
付表 6 検査用止まりねじリングゲージの形状,許容差及び公差
単位 0.001 mm
検査され
るねじの
呼び
ねじ山数
n
25.4 mm
につき
ピッチ
P
(mm)
有効径 (5) D2
ピッチの
許容差
(±)
山の半角
α/2の許
容差(分)
(±)
基準寸法
(mm)
上の
許容差
(−)
下の
許容差
(−)
公差
W12.5
20
1.270 0
11.687
120
130
10
4
19
注(5) この規格では,単独有効径とする。
備考1. 谷底の形状は,図のように,短くしたフランク以外の部分が検査されるおねじと接触しないように,
適宜逃げをとる。
2. 有効径,ピッチの許容差及び山の半角の許容差の測定は,表の数値に関係がなく,止まり側はめあい
点検ねじプラグゲージが無理なく,また,遊びなくねじ込まれることによって適合するものと判定す
る。
10
B 6805:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付表 7 通りねじプラグゲージ(工作・検査共用)の形状,許容差及び公差
単位 0.001 mm
検査さ
れるね
じの呼
び
ねじ山数
n
25.4 mm
につき
ピッチ
P
(mm)
有効径 (6) D2
内径 Dl
ピッチの
許容差
(±)
山の半角
α/2の
許容差
(分)
(±)
基準
寸法
(mm)
新製の場合
基準
寸法
(mm)
上の
許容差
(+)
下の
許容差
(+)
公差
上の
許容差
(+)
下の
許容差
(+)
公差
W12.5
20
1.270 0 11.687
15
5
10
12.500
24
8
16
4
14
注(6) この規格では,単独有効径とする。
備考 谷底の形状は,図のように,検査されるおねじの外径の最大寸法とのすき間のできるよう,適宜逃げをとる。
11
B 6805:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付表 8 工作用止まりねじプラグゲージの形状,許容差及び公差
単位 0.001 mm
検査され
るねじの
呼び
ねじ山数
n
25.4 mm
につき
ピッチ
P
(mm)
有効径 (7) D2
ピッチの
許容差
(±)
山の半角
α/2の許
容差(分)
(±)
基準寸法
(mm)
上の
許容差
(+)
下の
許容差
(+)
公差
W12.5
20
1.270 0
11.687
120
110
10
4
19
注(7) この規格では,単独有効径とする。
備考 谷底の形状は,図のように,検査されるめねじの内径の最小寸法とのすき間のできるよう,適宜逃げ
をとる。
12
B 6805:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付表 9 検査用止まりねじプラグゲージの形状,許容差及び公差
単位 0.001 mm
検査され
るねじの
呼び
ねじ山数
n
25.4 mm
につき
ピッチ
P
(mm)
有効径 (8) D2
ピッチの
許容差
(±)
山の半角
α/2の許
容差(分)
(±)
基準寸法
(mm)
上の
許容差
(+)
下の
許容差
(+)
公差
W12.5
20
1.270 0
11.687
130
120
10
4
19
注(8) この規格では,単独有効径とする。
備考 谷底の形状は,図のように,短くしたフランク以外の部分が検査されるめねじと接触しないように,
適宜逃げをとる。
13
B 6805:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A(参考)JISと対比する国際規格との対比表
この附属書(参考)は,関連する規格を利用する際の参考として作成したものであり,規定の一部では
ない。
JIS B 6805:2003 溶断器用ゴムホース継手
ISO 3253:1998 Gas welding equipment−Hose
connections for equipment for welding, cutting and allied
processes
(Ⅰ) JISの規定
(Ⅱ) 国際
規格番号
(Ⅲ) 国際規格の規定
(Ⅳ) JISと国際規格との技
術的差異の項目ごとの評価
及びその内容
表示箇所:本体,附属書
表示方法:点線の下線
(Ⅴ) JISと国際規格との技
術的差異の理由及び今後
の対策
項目
番号
内容
項目
番号
内容
項目ごと
の評価
技術的差異の
内容
1. 適用
範囲
ISO 3253
1.
JISに同じ
IDT
−
−
2. 引用
規格
JIS:11規格
ISO:1規格
2.
ISO:3規格
MOD/追加 不十分な部分
にJISを採用
するととも
に,一部削除。
現状のままとする。
3. 種類 4種類
表3
6種類
MOD/変更 現行JISの種
類を規定。
現状のままとする。
4. 構成
3.
JISに同じ。
IDT
−
−
5. 品質
表3
JISに同じ。
IDT
−
−
6. 構造
3
JISに同じ。
IDT
−
−
7. 形状
・寸法
ホース継手台
ねじ部
M12,W12.5,
M16
5.
ホース継手台
ねじ部
1/8,1/4,3/8,
1/2,3/4,1
NEQ
現行JISの種
類を規定。
誤接続の可能性があり,
ガス気密が保証できな
い。
現状のままとする。
8. 材料 ISO 9539及び
従来JIS
4.
ISO 9539によ
る。
MOD/追加 現行JISの材
料を追加。
現状の規定による材料
を規定。
9. 試験 形式試験及び
確認試験を規
定。
−
MOD/追加 JISは,耐圧
性試験及び気
密性試験を規
定。
現状のままとする。
JISと国際規格との対応の程度の全体評価:NEQ
備考1. 項目ごとの評価欄の記号の意味は,次のとおりである。
― IDT……………… 技術的差異がない。
― MOD/追加……… 国際規格にない規定項目又は規定内容を追加している。
― MOD/変更……… 国際規格の規定内容を変更している。
2. JISと国際規格との対応の程度の全体評価欄の記号の意味は,次のとおりである。
― IDT……………… 国際規格と一致している。
― NEQ…………… 技術的内容及び構成において,国際規格と同等でない。