2
B 6702-1992
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図1 圧縮成形磯の各部の名称
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 6702-1992
プラスチック圧縮成形機及び
トランスファ成形機の金型関連寸法
Dimensions relating to molds for plastics compression molding machines
and plastics transfer molding machines
1. 適用範囲 この規格は,金型を取り付けてプラスチックの成形に使用する型締力196〜4 903kN {20〜
500tf} の圧縮成形機及びトランスファ成形機(以下,圧縮成形機及びトランスファ成形機という。)の金
型取付寸法などの金型に関連する寸法について規定する。
備考1. この規格の中で { } を付けて示してある単位及び数値は,従来単位によるものであって,
参考として併記したものである。
2. この規格の引用規格を,次に示す。
JIS B 1180 六角ボルト
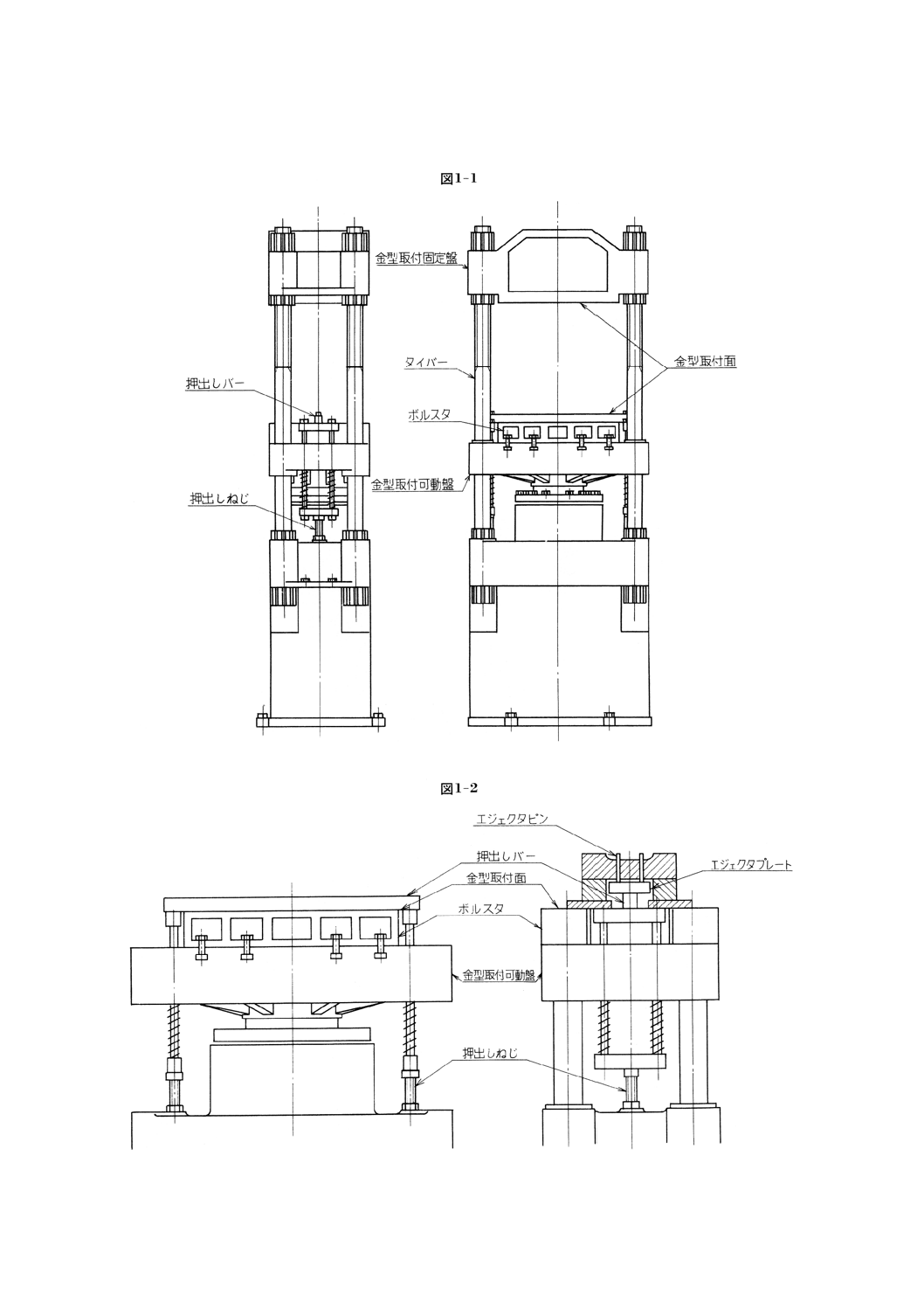
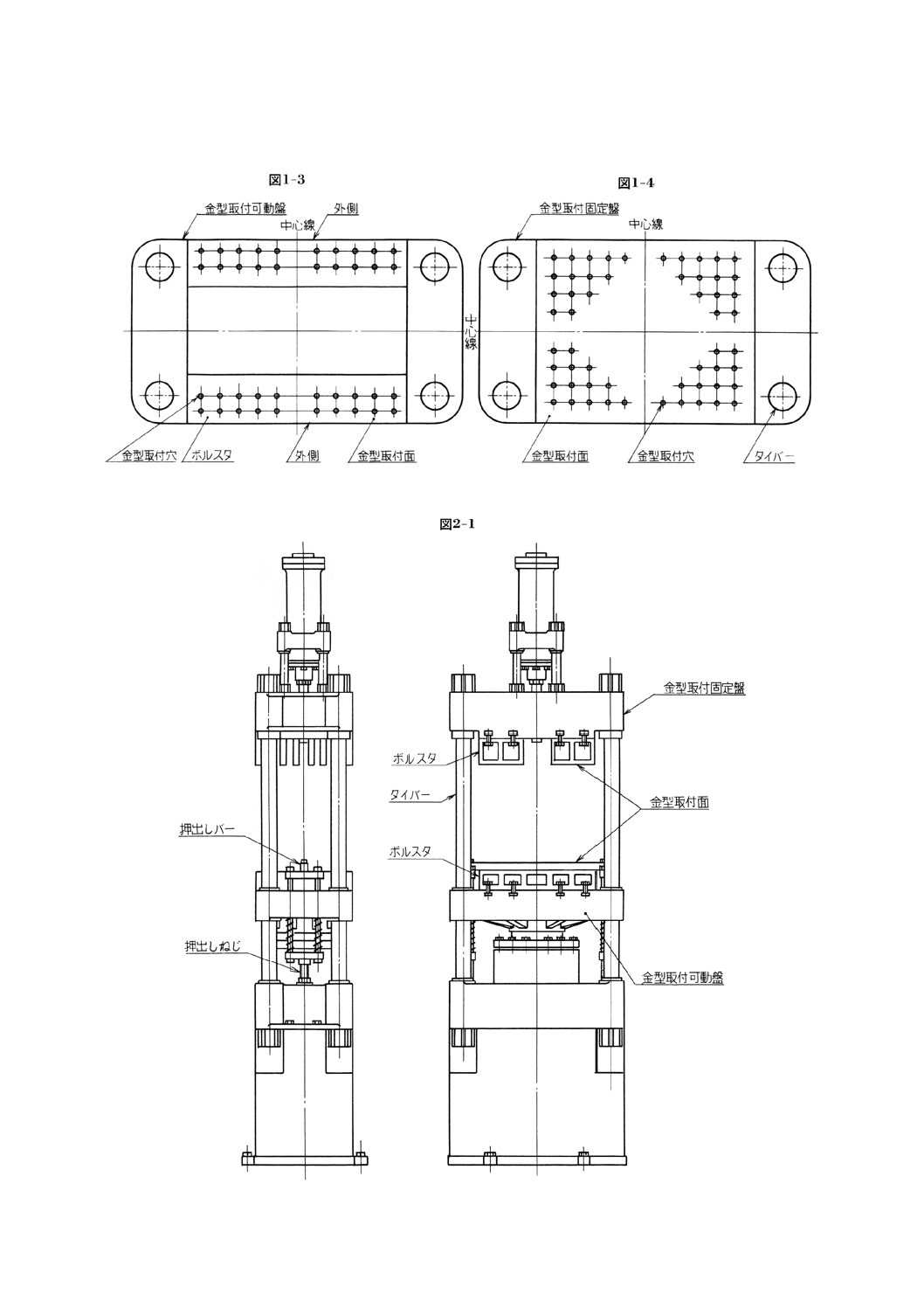
2. 各部の名称 この規格で用いる圧縮成形機及びトランスファ成形機の各部の名称は,図1-1〜1-4及び
図2-1〜2-4による。
備考 これらの図は,単に名称を示すもので,形状,構造の基準を示すものではない。
2
B 6702-1992
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図1 圧縮成形磯の各部の名称
3
B 6702-1992
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図1 (続き)
図2 トランスファ成形機の各部の名称
4
B 6702-1992
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図2 (続き)
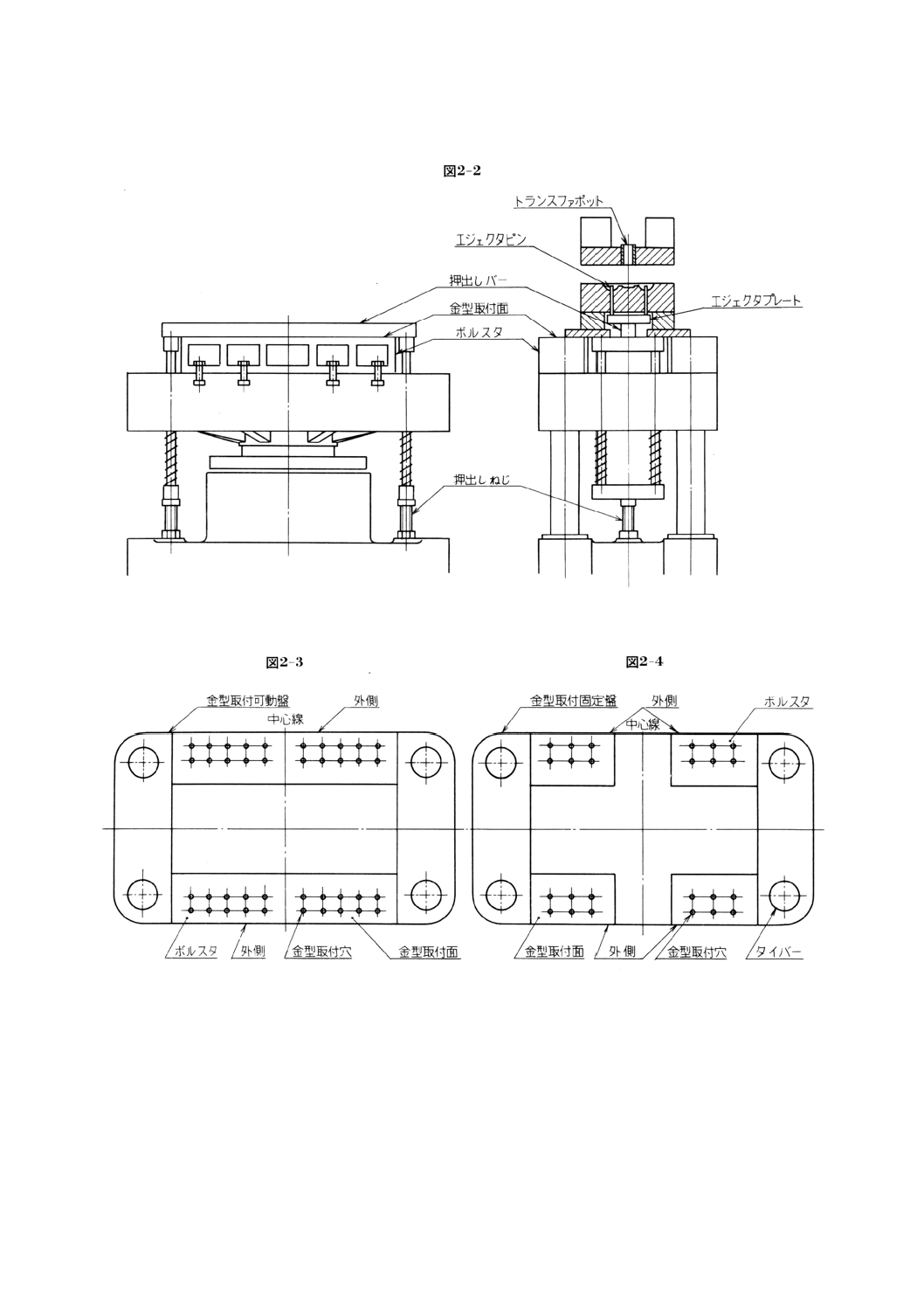
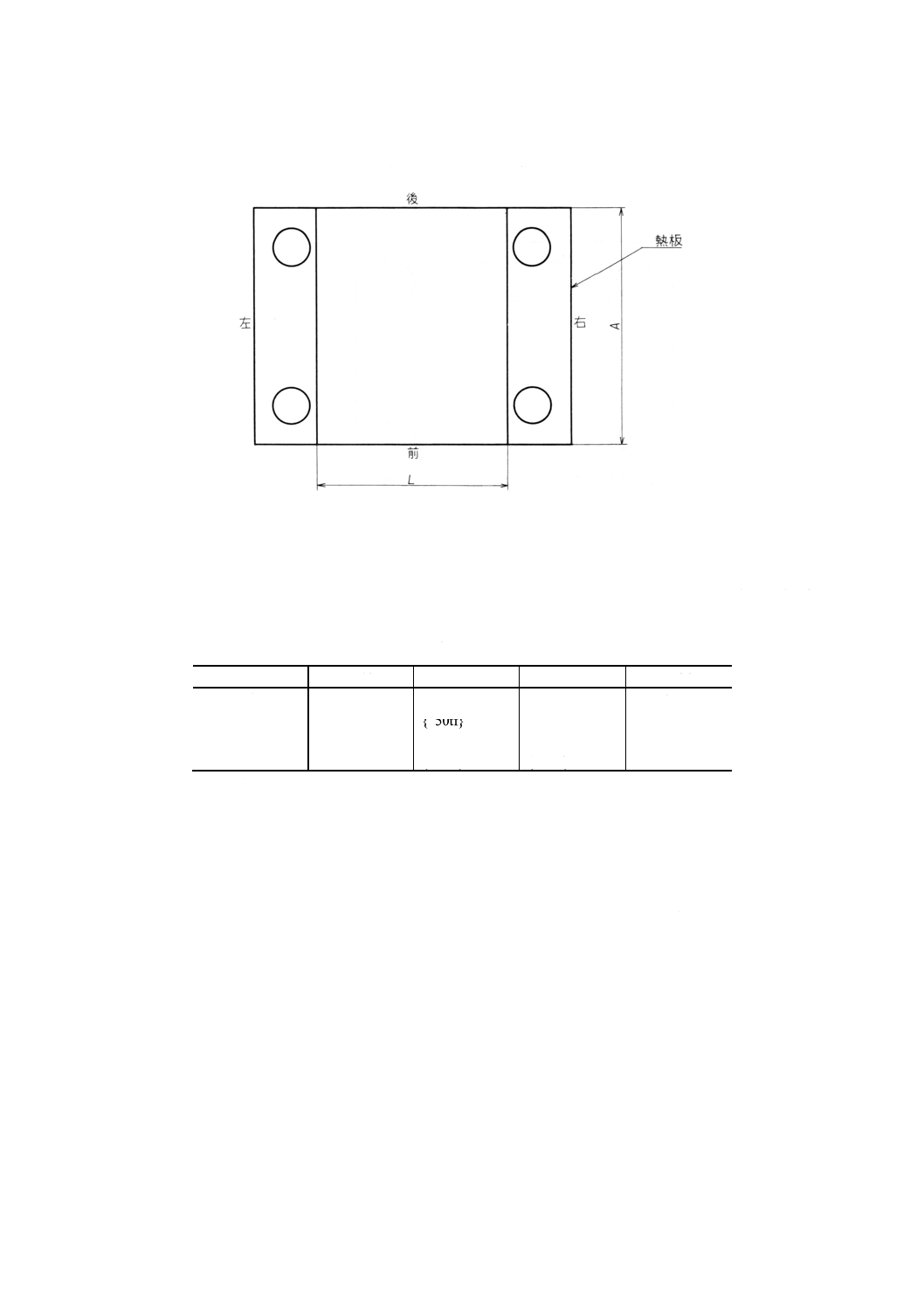
3. 金型取付面に関する各部の寸法
3.1
図3に示す金型取付固定盤及び金型取付可動盤の前後方向の寸法A及びボルスタの長さLは,表1
による。
5
B 6702-1992
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図3 金型取付固定盤及び金型取付可動盤の前後方向の寸法A及びボルスタの長さL
表1 金型取付盤の前後方向の寸法,ボルスタの長さ並びに熱板の前後方向及び左右方向の寸法
単位mm
呼び
A・Lの基準寸法
許容差
200
200
+20
0
250
250
+20
0
300
300
+20
0
350
350
+20
0
400
400
+30
0
450
450
+30
0
500
500
+30
0
550
550
+30
0
600
600
+30
0
650
650
+30
0
700
700
+30
0
750
750
+30
0
800
800
+30
0
900
900
+30
0
1 000
1 000
+30
0
1 100
1 100
+30
0
1 200
1 200
+30
0
備考 呼びは,金型の一辺の寸法を示す。
6
B 6702-1992
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.2
図4に示す熱板の前後方向の寸法A及び左右方向の寸法Lは,表1による。
図4 熱板の前後方向の寸法A及び左右方向の寸法L
4. 金型取付面の取付穴及び取付ボルト
4.1
金型の取付けは,取付ボルトと取付穴とによる。
4.2
金型取付ボルト 金型取付ボルトは,JIS B 1180のM12,M16,M20又はM24とし,金型取付ボル
トと型締力との関係は,表2による。
表2 金型取付ボルトと型締力との関係
金型取付ボルト
M12
M16
M20
M24
型締力
490kN未満
{50tf}
490kN以上
{ 50tf}
1 961kN未満
{200tf}
1 961kN以上
{200tf}
3 922kN未満
{400tf}
3 922kN
{400tf}
4.3
金型取付穴及びその配置
4.3.1
金型取付固定盤,金型取付板(1),熱板及びボルスタの金型取付面に金型を取り付けるため,原則と
して取付穴を設ける。
なお,ボルスタを取り付ける場合には,金型固定盤又は可動盤にTみぞを設けて取り付ける。ただし,
Tみぞの形状及び寸法は,規定しない。
注(1) 金型取付板は,Tみぞを設けた機械において,ボルスタを使用しない場合に金型を取り付ける
ために使用する。
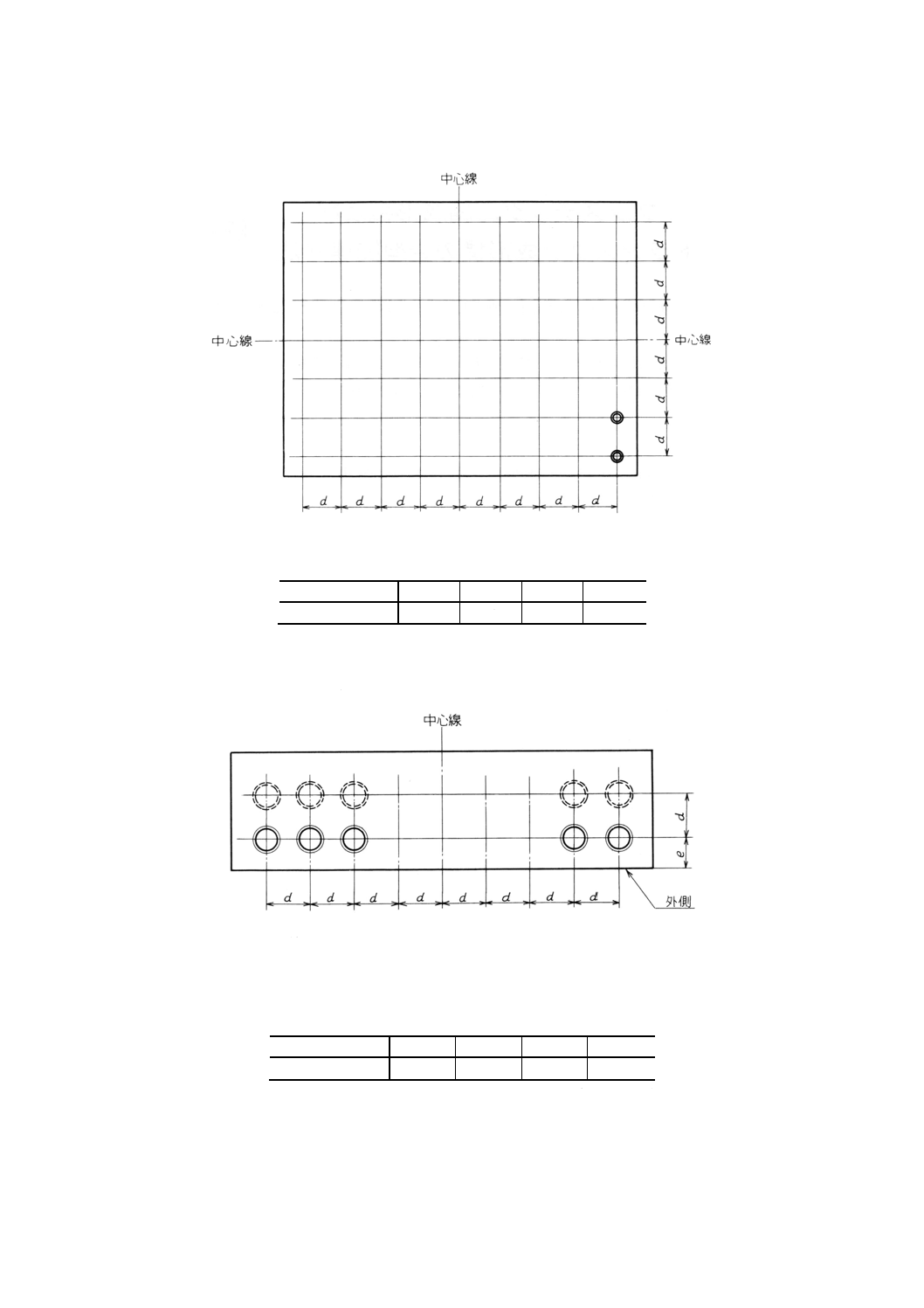
4.3.2
金型取付固定盤,金型取付板及び熱板の金型取付面に設ける取付穴の中心は,図5に示すように,
等間隔の縦・横の平行線の交点とする。ただし,金型取付面の中心部及びタイバー付近では省略してもよ
い。
なお,平行線の間隔dは,25mm,50mm又は75mmとし,金型取付ボルトと平行線の間隔dとの関係は,
表3による。
7
B 6702-1992
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図5 金型取付面における取付穴の配置
表3 金型取付ボルトと平行線の間隔dとの関係
単位mm
金型取付ボルト
M12
M16
M20
M24
間隔d
25
50
50
75
4.3.3
ボルスタの金型取付面に設ける取付穴の配置は,図6によって,金型取付ボルトと平行線の間隔d
及びボルスタの外側からの距離eとの関係は,表3及び表4による。
図6 ボルスタの金型取付面における取付穴の配置
備考1. 破線の列の取付穴は,省略してもよい。
2. 中心線付近では,取付穴を省略してもよい。
表4 金型取付ボルトとボルスタの外側からの距離eとの関係
単位mm
金型取付ボルト
M12
M16
M20
M24
距離e
25
35
35
50
4.3.4
取付穴のねじ部の深さ 取付穴のねじ部の深さは,使用するボルトの外径の1.5倍以上とする。