1
B 6508-
2 : 1
999
解
説
JIS
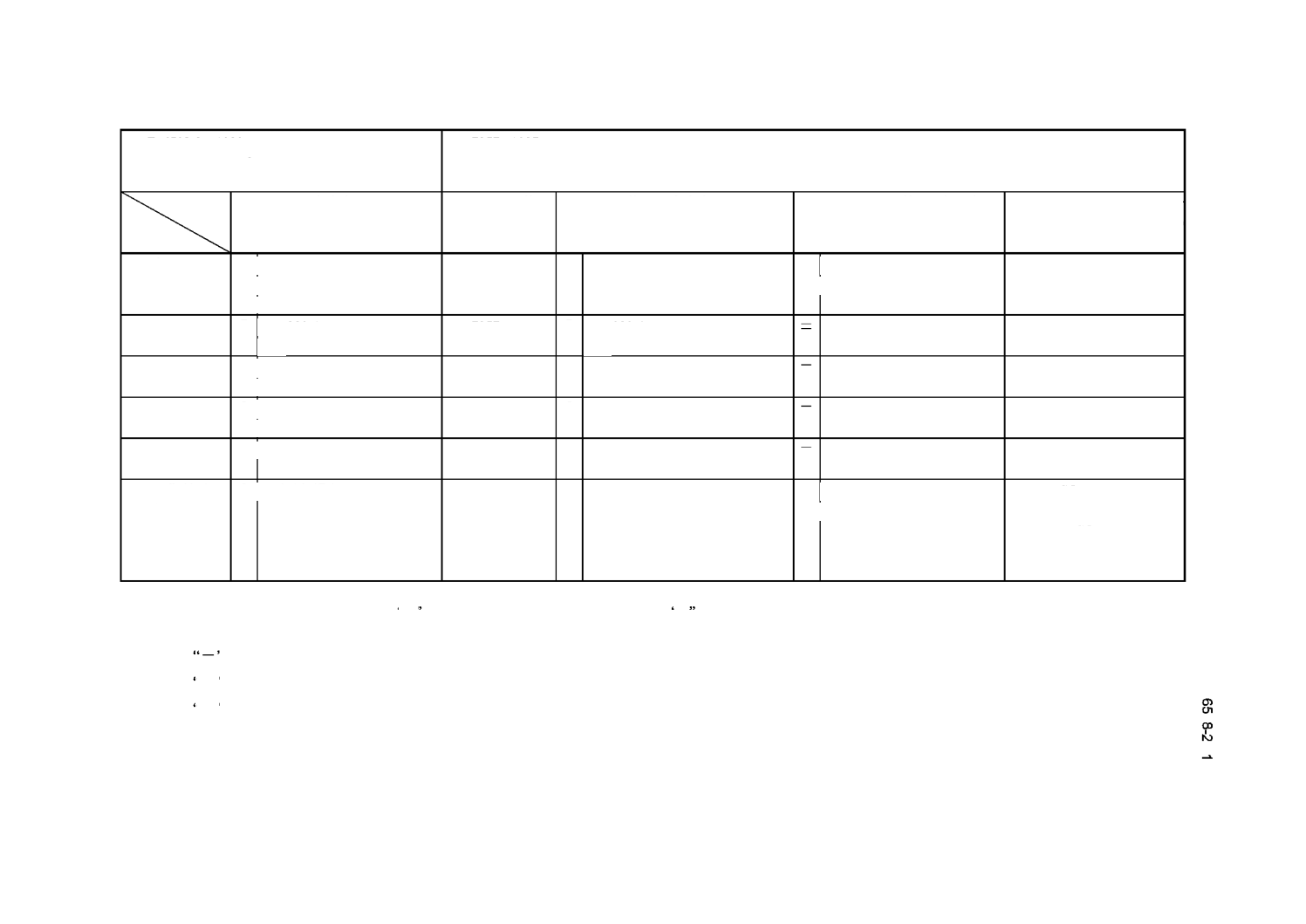
と対応する国際規格との対比表
JIS B 6508-2
: 1999
木材加工機械−丸のこ盤−第
2
部:ラジアル丸のこ盤の名称
及び検査方法
ISO 7957
: 1987
木材加工機械−ラジアル丸のこ盤−各部の名称と検査方法
対比項目
規定項目
(I)
JIS
の規定内容
(II)
国 際 規 格 番
号
(III)
国際規格の規定内容
(IV)
JIS
と国際規格との相違点
(V)
JIS
と国際規格との整合
が困難な理由及び今後の
対策
(1)
適用範囲
○ 各部の名称,静的精度検査及
び工作精度検査について規
定
ISO 7957
○ 各部の名称,静的精度方法につい
て規定
=
ISO
規格には,工作精度検査
が規定されていない。
(6)
項参照。
(2)
引用規格
○
ISO 230-1
ISO 7984
ISO 7957
○
ISO 230-1
ISO 7984
≡
(3)
一般事項
○ 検査に関する一般事項(
7
項
目)を規定
ISO 7957
○ 検査に関する一般事項(
7
項目)
を規定
≡
(4)
各部の名称
○ 機械各部の名称について規
定
ISO 7957
○ 機械各部の名称について規定
≡
(5)
静 的 精 度 検
査
○
9
項目を規定
ISO 7957
○
9
項目を規定
≡
(6)
工 作 精 度 検
査
○
3
項目を規定
ISO 7957
−
−
ISO
規格には規定されてい
ない。
同種の
ISO
規格には現在規
定されているので,規定し
た。また,
ISO
規格の見直し
の際,規定する方向で提案を
考える。
備考
1.
対比項目
(I)
及び
(III)
の小欄で, ○
は該当する項目を規定している場合, −
は規定していない場合を示す。
2.
対比項目
(IV)
の小欄の記号の意味は,次による。
≡ :
JIS
と国際規格との技術的内容は同等である。
= :
JIS
と国際規格との技術的内容は同等である。ただし,軽微な技術上の差異がある。
− :該当項目がない場合。