2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 6501-1975
木材加工機械の試験方法通則
Test Code for Performance and Accuracy of Wood Working Machinery
1. 適用範囲 この規格は,木材加工機械(1)の運転性能,静的精度,動的精度及び工作精度の試験を行う
場合に共通する基本的事項(試験通則)並びに各試験方法について規定する。
注(1) 特殊な構造,又は特殊な用途に用いられる木材加工機械については,この規格に準ずる方法を
適用する。
備考 各種木材加工機械の試験及び検査は,この規格に規定する各要項の中からその木材加工機械の
目的及び性能に応じ具体的に項目を選定し,かつ検査規格においては許容値の規定を加えたう
え別の規格に定める。
引用規格,関連規格:18ページに示す。
2. 試験通則
2.1
試験は,原則として木材加工機械を製造する工場で行う。
2.2
試験は,木材加工機械の運転に必要な性能及び精度に影響を及ぼさないように,すえ付け及び調整
をした後に行う。
2.3
試験は,原則として木材加工機械を分解しないで行う。
2.4
試験は,その機械に取り付ける電動機,電装品及びその他の装置を装備し潤滑油,作動油などを適
切に満たした状態で行う。
2.5
試験は原則として木材加工機械を各部にわたって運転し,温度,潤滑などの状態がほぼ安定した後
に行う。
2.6
静的精度は,原則として木材加工機械に工作荷重のかかっていない状態で測定する。
2.7
個々の規格で同一の試験項目に対して,二つ以上の方法を規定してあるものでは,そのうちのいず
れか一つの方法による。
2.8
試験に使用する測定器具及びその精度は附属書に規定する。
2.9
この規格に規定する測定器具によれない場合には,精度がこれと同等以上と認められる器具で試験
を行ってもよい。
2.10 試験中に異常を認めたときは,その原因を調べてこれを調整したのち,原則として改ためて初めか
ら試験を行う。ただし,その調整がすでに行った試験結果に影響を及ぼさない項目は,試験を繰り返さな
くてもよい。
2.11 同一設計の木材加工機械の剛性試験は,代表的な1台について行った試験結果で代表させ,他のも
のについては省略してもよい。
2.12 木材加工機械の構造上,その木材加工機械の規格において規定された方法によりにくい場合には,
この規格の要項に示す方法の中から選ぶ。
2
B 6501-1975
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2.13 静的精度の検査に際して,木材加工機械の構造上,測定距離が基準より小さい場合には,規定の許
容値の数値を距離に比例して換算する。この場合,特に指定のない限り,換算した許容値の数値が0.005mm
未満の場合には0.005mmとする。
2.14 試験目的を同じくする静的精度試験の結果と工作精度試験の結果とが異なる場合には,工作精度試
験の結果を重視する。
3. 運転試験方法に関する要項
3.1
運転試験の目的及び項目 運転試験は,木材加工機械の運転に必要な性能を試験するのを目的とし,
機能試験,無負荷運転試験,負荷運転試験及び剛性試験の4項目とする。
3.2
機能試験方法 機能試験は各部を操作し,その作動の円滑さ及び機能の確実さを試験する。試験結
果の表示方法並びに試験事項及び方法は次による。
(1) 表示方法 機能の良否で表す。
(2) 試験事項及び方法
3
B 6501-1975
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
試験事項
番号
方法
代表的な適用例(参考)
主
運
動
始動,停止及び運転操
作
1-11
適当な一つの速度で,始動,停止(制
動,逆転,寸行等を含む)を繰返し
作動させて,作動の円滑さと確実さ
とを試験する。
ホットプレスの熱盤の昇降。
丸のこ盤,かんな盤の主軸の回転。
送材車の運行。
速度の変換操作
1-12
速度を変換し,その操作装置の作動
の円滑さと指示の確実さとを試験す
る。
ベニヤレーススピンドルの回転。
木工旋盤の主軸の回転。.
送
り
運
動
始動,停止及び運転操
作
1-21
適当な一つの速度で,始動,停止(制
動,逆転,寸行等を含む)を繰返し
作動させて,作動の円滑さと確実さ
とを試験する。
スライサのナイフ取付け台,テーブル。
送材車のヘッドストック。
自動かんな盤の送り。
送り速度の変換操作
1-22
送り速度を変換し,作動の円滑さと
指示の確実さとを試験する。
ベニヤナイフ研削盤のテーブル送り速度。
リッパ,自動かんな盤の送り速度。
帯のこ盤送りローラの回転速度。
送り量の変換操作
1-23
送り量を変換し,作動の円滑さと指
示の確実さとを試験する。
ベニヤレースかんな台の送り量。
送材車の歩出し量。
送り込み速度の変換操
作
1-24
送り込み速度を変換し,作動の円滑
さと指示の確実さとを試験する。
ベニヤナイフ研削盤の機動送り込み。
自動逆転の操作
1-25
自動逆転位置の設定及び作動の円滑
さと確実さとを試験する。
ベニヤレースのかんな台の送り。
レースチャージャの走行送り。
かんな刃研削盤のテーブル送り。
自動停止装置の操作
1-26
自動停止位置の設定及び作動の円滑
さと確実さとを試験する。
スライサテーブル昇降送り。
送材車ヘッドストックの自動停止装置。
手送りの操作
1-27
手送りの作動の円滑さと均一さとを
試験する。
グルースプレッダのドクタロールの運動。
木工ボール盤の主軸昇降。
テーブル帯のこ盤の定規。
位
置
調
整
運
動
機動送り及び早送り掛
け外しとその装置の操
作
1-31
機動送り及び早送りの掛け外し位置
の設定並びに作動の円滑さと確実さ
とを試験する。
ベニヤレースの歩出し送り機構。
自動位置決め装置の操
作
1-32
機動送りにおける位置決めのための
自動停止装置の指令位置の設定及び
作動の確実さを試験する。
ダブルサイザのこ刃の位置決め,停止装置。
位置調整及び締付けの
操作
1-33
機動又は手動による動きの作動の円
滑さと均一さを試験する。
また,動きの任意の位置において締
付け,その確実さを試験する。
スライサ原木の木づかみ装置。
ラジアル丸のこ盤アームの旋回及び昇降。
テーブル帯のこ盤の定規の操作。
取
付
け
及
び
取
外
し
工具の取付け及び取外
し
1-41
取付け及び取外しの確実さと円滑さ
とを試験する。
ダブルサイザの丸のこ。
かんな盤のかんな刃。
ルータビット。
工作物の取付け及び取
外し
1-42
取付け及び取外しの確実さと円滑さ
とを試験する。
ベニヤレース,角のみ盤,ダブテールマシン
の工作物取付け。
4
B 6501-1975
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
試験事項
番号
方法
代表的な適用例(参考)
補
助
装
置
電気装置
1-51
運転試験の前後に絶縁状態を試験す
る。
帯のこ盤,かんな盤,ベニヤレースの電気装
置。
安全装置
1-52
作業者の安全と機械防護機能の確実
さとを試験する。
ベニヤレースかんな台の前進後退停止装置。
潤滑装置
1-53
油密,油量の適正な配分など機能の
確実さを試験する。
自動給油装置。
油圧装置
1-54
油密,圧力調整など機能の確実さを
試験する。
帯のこ盤,ポットプレス,ベニヤレースの油
圧装置。
空気圧装置
1-55
気密,圧力調整など機能の確実さを
試験する。
帯のこ盤,ベニヤレース,ベニヤクリッパの
空気圧装置。
附属装置
1-56
機能の確実さを試験する。
その他
1-57
機能の確実さを試験する。
帯のこ盤の集じん装置。
5
B 6501-1975
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.3
無負荷運転試験方法 無負荷運転試験は,木材加工機械を所定の無負荷状態で運転し,その運転状
態(2),温度変化及び所要電力を試験する。試験結果の表示方法並びに試験事項及び測定方法は次による。
注(2) 運転状態とは,速度,行程の数及び長さ並びにそれらの表示との差,振動,騒音,潤滑,気密,
油密などの状態をいう。
(1) 表示方法 各部の運転状態,温度,所要電力などで表す。
(2) 試験事項及び測定方法
試験事項
番号
測定器具
測定方法
代表的な適用例(参考)
主軸速度
2-11
回転速度計
ストロボスコープ
速度の各段階で,主軸回転速度を
測定する。
帯のこ盤ののこ車軸。
ベニヤレース,ルータ,面取り
盤の主軸。
送り速度
(送り量)
2-21
回転速度計
度数計とストップウォッチ
送りの各段階で,送り速度(送り
量)を測定する。
自動ローラ帯のこ盤送りローラ
の回転。
リッパのキャタピラ。
温度
軸受の
温度
2-31
棒状温度計,熱電対温度計,抵
抗温度計
主軸の最低速度から始め,各段階
で運転し,引続き最高速度で運転
を継続し,軸受の温度を測定する。
丸のこ盤,.かんな盤の主軸受。
帯のこ盤ののこ車軸軸受。
ナイフグラインダといし軸軸受
け。
作動油
の温度
2-32
作動油の温度を測定する。
油圧式送材車の作動油。
主軸頭,
歯車箱
などの
温度
2-33
主軸頭,歯車箱などの温度を測定
する。
自動かんな盤の歯車箱。
スライサ,ベニヤレースの歯車
箱。
室温
2-34
木材加工機械周囲の室温を測定す
る。
所要電力
2-41
電力計
電圧計
電流計と力率計
所定の運転条件により所要電力
(電力,電圧,電流)を測定する。
また,運転の終わりに全運転の所
要電力を測定する。
帯のこ盤ののこ車。
かんな盤のかんな胴。
ベニヤレースの主軸。
振動
2-51
振動計,加速度計
官能試験又はJIS B 6003(工作
機械の振動検査方法)に準ずる。
騒音
2-61
指示騒音計
官能試験又はJIS B 6004(工作
機械の騒音レベル測定方法)に準
ずる。
6
B 6501-1975
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.4
負荷運転試験方法 負荷運転試験は,木材加工機械を負荷状態で運転し,その運転状態(3)と所要電
力を試験する。試験結果の表示方法並びに試験事項及び測定方法は次による。
注(3) 運転状態とは,速度,行程の数及び長さ並びにそれらの変動,振動,騒音,潤滑,気密,油密
などの状態をいう。
(1) 表示方法 各部の運転状態及び所要電力で表す。
(2) 試験事項及び測定方法
試験事項
番号
測定器具
測定方法
代表的な適用例(参考)
機
械
の
能
力
電力
3-11
電力計
電圧計
電流計と力率計
負荷を変化させ,各段階の電力を
測定する。
振動
3-21
振動計,加速度計
官能試験又は,JIS B 6003に準
ずる。
騒音
3-31
指示騒音計
官能試験又は,JIS B 6004に準
ずる。
仕上面の状態
3-41
官能試験による。
3.5
剛性試験方法 剛性試験は工作精度に著しい影響を及ぼす部分に荷重を加えて,変形状態を試験す
る。試験結果の表示方法,並びに試験事項及び測定方法は次による。
(1) 表示方法 弾性変形及び機構のすきまの和として現れる変位で表す。
(2) 試験事項及び測定方法
試験事項
番号
測定器具
測定方法
測定方法図
代表的な適用例(参考)
主軸系
の曲げ
の剛性
5-11
テストインジケータ
と荷重計
主軸に直角方向の荷
重 (P) を加え,その
ときの変位を測定値
とする。
丸のこ盤ののこ軸。
ベニヤレース,帯の
こ歯研削盤の主軸。
主軸と
テーブ
ルの総
合剛性
5-21
テストインジケータ
と荷重計
主軸に直角方向又は
軸方向の荷重 (P) を
テーブルを介して加
え,そのときの主軸と
テーブル間の相対変
位を測定値とする。
自動かんな盤のかん
な胴とテーブル。
木工多軸ボール盤の
主軸とテーブル。
ドラムサンダの研削
用ドラムとテーブ
ル。
4. 静的精度試験に関する要項
4.1
静的精度試験の目的及び項目 静的精度試験は,木材加工機械を構成する重要部分の形状及び運動
の幾何学的精度,並びにユニット又は各部品の組立精度のうち,工作精度に影響を及ぼすものについて試
験するのを目的とし,真直度,真円度,円筒度,平行度,平面度,直角度,回転軸の振れ,回転中の軸方
向の動き,同軸度及びねじの進み精度の10項目について行う。
4.2
真直度 真直度の定義,表示方法並びに試験事項及び測定方法は次による。
(1) 定義 直線であるべき機械部分又は運動が,幾何学的直線から狂っている程度。
7
B 6501-1975
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(2) 表示方法 測定される線と基準線との間の距離の最大差,又は基準線となす角度の正接の最大差で表
し,距離は原則として基準線に垂直な方向に測定する。
(3) 試験事項及び測定方法
試験事項
番号
測定器具
測定値の求め方
測定方法図
代表的な適用例(参考)
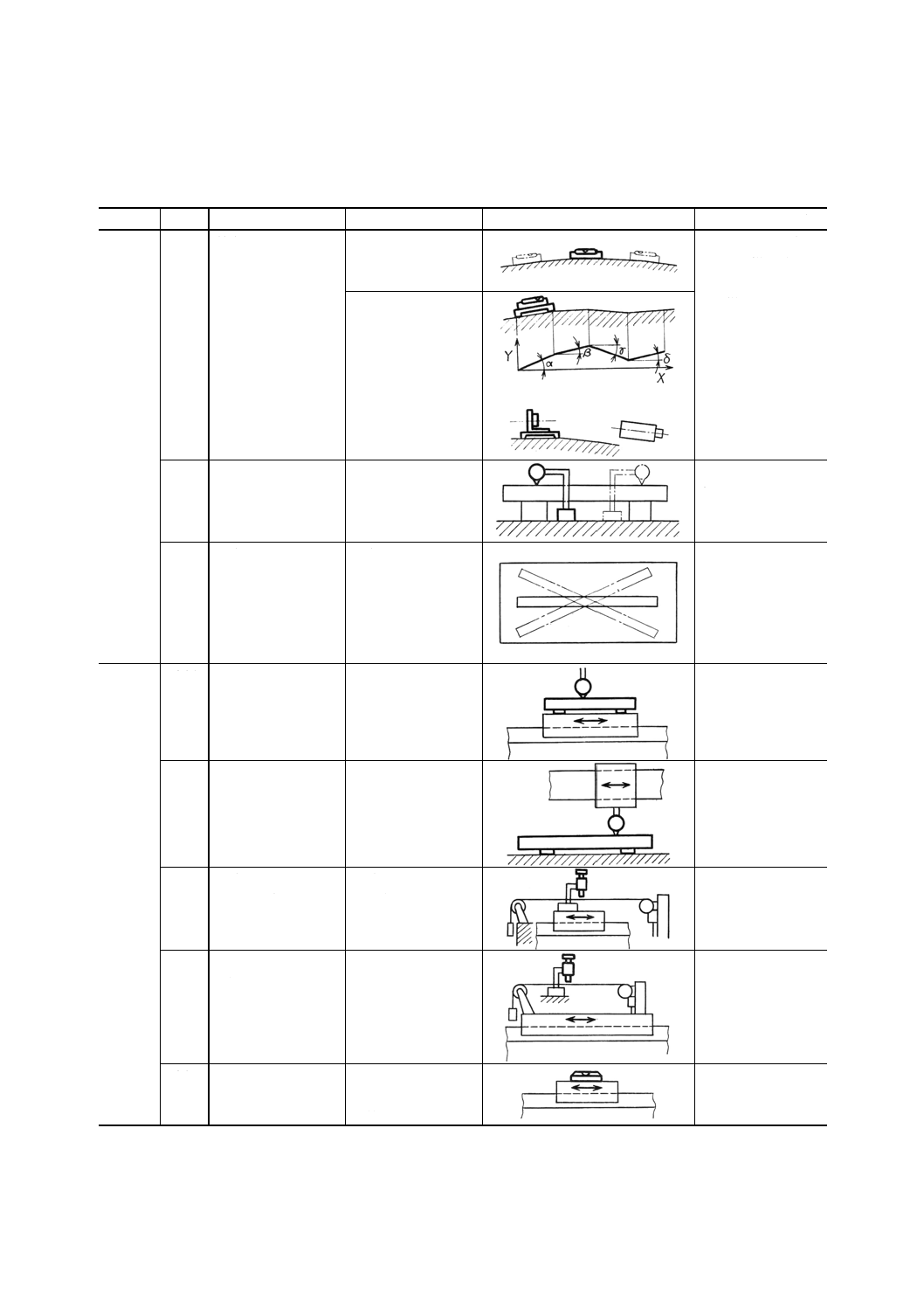
機械部
分の真
直度
6-11
精密水準器,オートコ
リメータ
水平線を基準とする。
数箇所における読み
の最大差。
ベニヤナイフ研削盤
のベッド滑り面。
数値制御ルータのベ
ッド滑り面。
面の詳細な形状を知
りたい場合は,測定方
法図に示す連鎖法で
測る。
6-12
直定規とテストイン
ジケータ
直定規を基準とする。
直定規との読みの最
大差。
ホットプレスの熱
板。
帯のこ盤のこ車の外
周面。
6-13
直定規とすきまゲー
ジ
直定規を基準とする。
直定規と測定物との
すきまの最大値。
手押かんな盤の定規
面。
ベニヤレースナイフ
取付面。
送材車のヘッドブロ
ック滑り面。
運動の
真直度
6-21
直定規(運動部品上に
定置)とテストインジ
ケータ(定置)
直定規を基準とする。
移動距離内の読みの
最大差。
丸のこ装置移動台の
往復運動。
スライサ刃物取付台
の運動。
6-22
直定規とテストイン
ジケータ(運動部品上
に定置)
直定規を基準とする。
移動距離内の読みの
最大差。
ベニヤレースのかん
な台の運動。
丸のこ盤主軸の前後
運動。
6-23
鋼線
測微顕微鏡(運動部品
上に定置)
鋼線の両支持端を結
ぶ直線を基準とする。
移動距離内の読みの
最大差。
ベニヤナイフ研削盤
のといし車取付台の
往復運動。
6-24
鋼線(運動部品上に定
置)
測微顕微鏡
鋼線の両支持端を結
ぶ直線を基準とする。
移動距離内の読みの
最大差。
6-25
精密水準器(運動部品
上に定置)
水平線を基準とする。
数箇所における読み
の最大差。
ダブルサイザのこ取
付台の運動。
4.3
真円度 真円度の定義,表示方法並びに試験事項及び測定方法は次による。
(1) 定義 真円であるべき機械部分の形状が,幾何学的円から狂っている程度。
8
B 6501-1975
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(2) 表示方法 一つの断面形状についての直径の最大差,又は半径の最大差で表す。
(3) 試験事項及び測定方法
試験事項
番号
測定器具
測定値の求め方
測定方法図
代表的な適用例(参考)
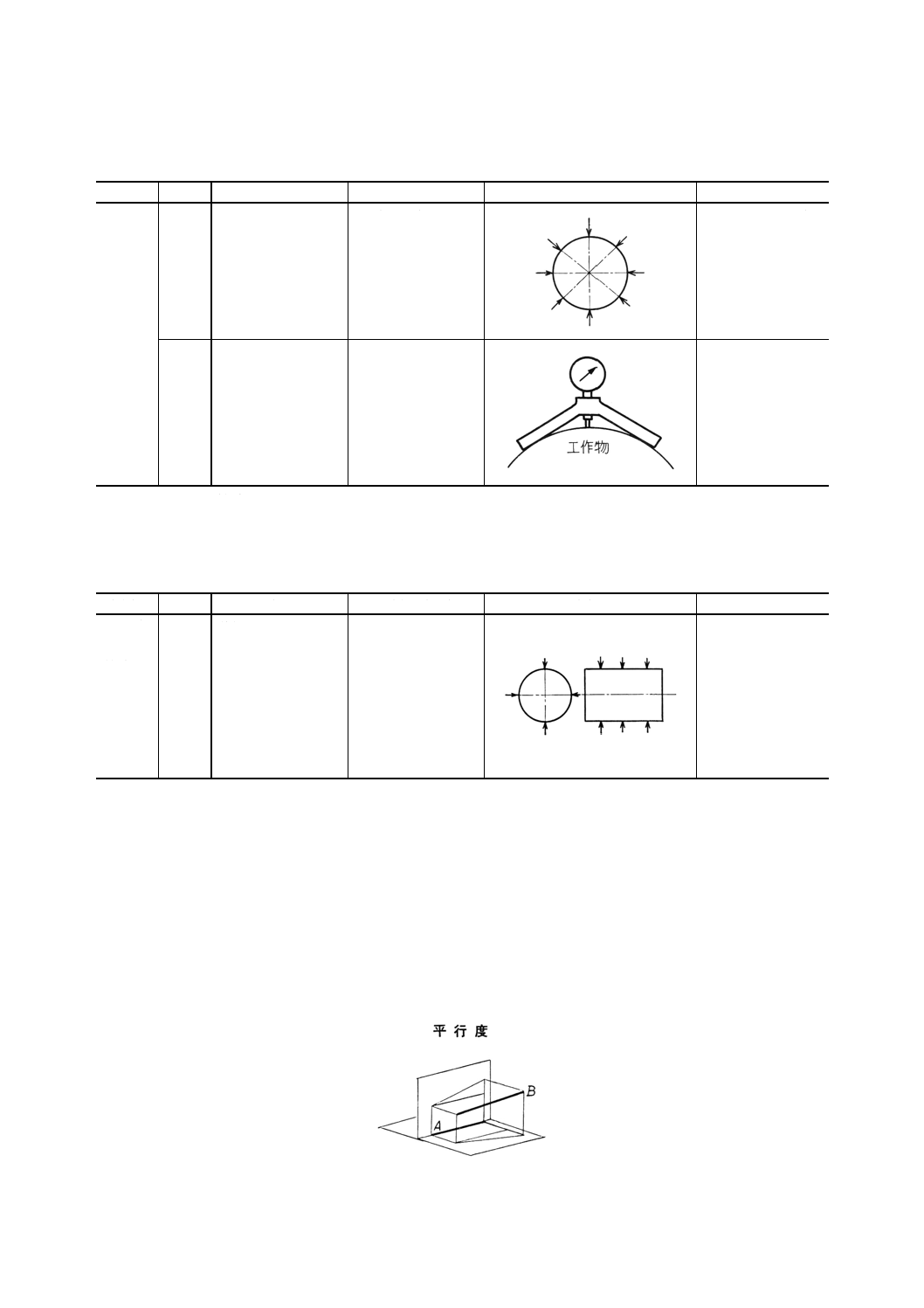
機械部
分の真
円度
7-11
外側マイクロメータ
45度の角度間隔をな
す4直径の最大差。
グルースプレッダの
ドクタロール。
ダブルサイザの送り
ロール。
帯のこ盤,丸のこ盤
の主軸。
7-12
60度〜120度の馬乗り
ゲージ
数個所における半径
の読みの最大差。
丸のこ盤の主軸。
かんな盤のかんな胴
(丸胴)。
4.4
円筒度 円筒度の定義,表示方法並びに試験事項及び測定方法は次による。
(1) 定義 円筒であるべき機械部分の形状が幾何学的円筒から狂っている程度。
(2) 表示方法 円筒の軸を含む一つの平面内において測定した直径の最大差で表す。
(3) 試験事項及び測定方法
試験事項
番号
測定器具
測定値の求め方
測定方法図
代表的な適用例(参考)
機械部
分の円
筒度
8-11
外側マイクロメータ
軸を含み,互いに直角
な二つの平面内にお
いてそれぞれ測定し
た直径の最大差のう
ちの大きい方。
測定箇所は円筒部の
少なくとも両端(4)及
び中央とする。
グルースプレッダの
ドクタロール。
ダブルサイザの送り
ロール。
注(4) だれの部分を避けて測定する。
4.5
平行度 平行度の定義,表示方法並びに試験事項及び測定方法は次による。
(1) 定義 平行であるべき機械部分又は運動が,平行から狂っている程度。
(2) 表示方法
(a) 2線A,Bの平行度の場合は,一方の線Aを基準とした2線A,B間の最大差,又は相対応する位
置における2線A,Bのなす角度の正接の最大差で表し,距離は,原則として基準線に垂直な方向
に測定する。
一般には,基準とする線Aを含み互いに直角をなす2平面に他の線Bを投影し,各の面上におい
て測定する。
9
B 6501-1975
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(b) 線と面との平行度の場合は,いずれか一方を基準としたときの線と面との距離の最大差で表し,原
則として基準線又は基準面に垂直な方向に測定する。
(c) 面と面との平行度の場合は,一方の面を基準とした2面間の距離の最大差で表し,原則として基準
面に垂直な方向に測定する。
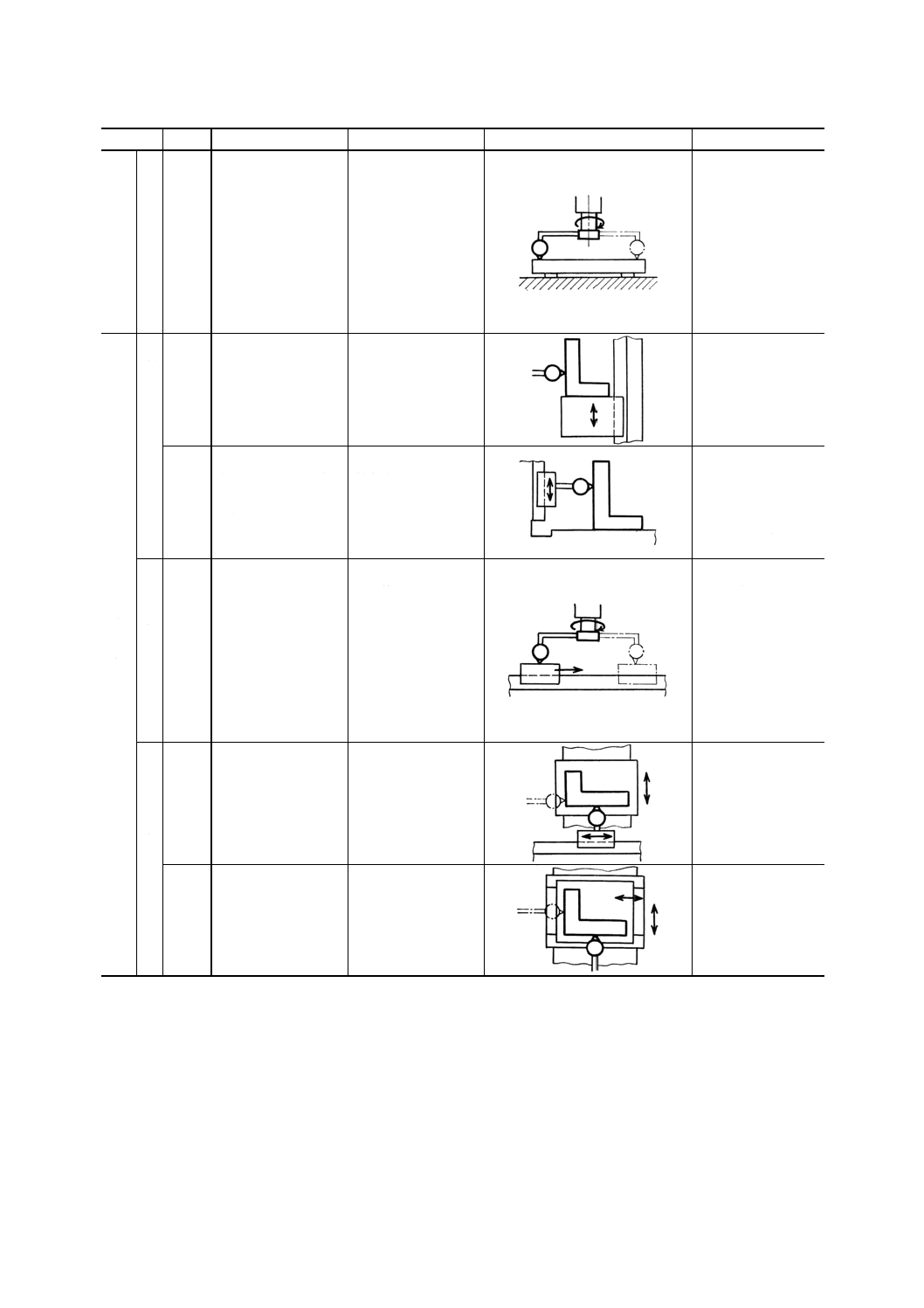
(3) 試験事項及び測定方法
試験事項
番号
測定器具
測定値の求め方
測定方法図
代表的な適用例(参考)
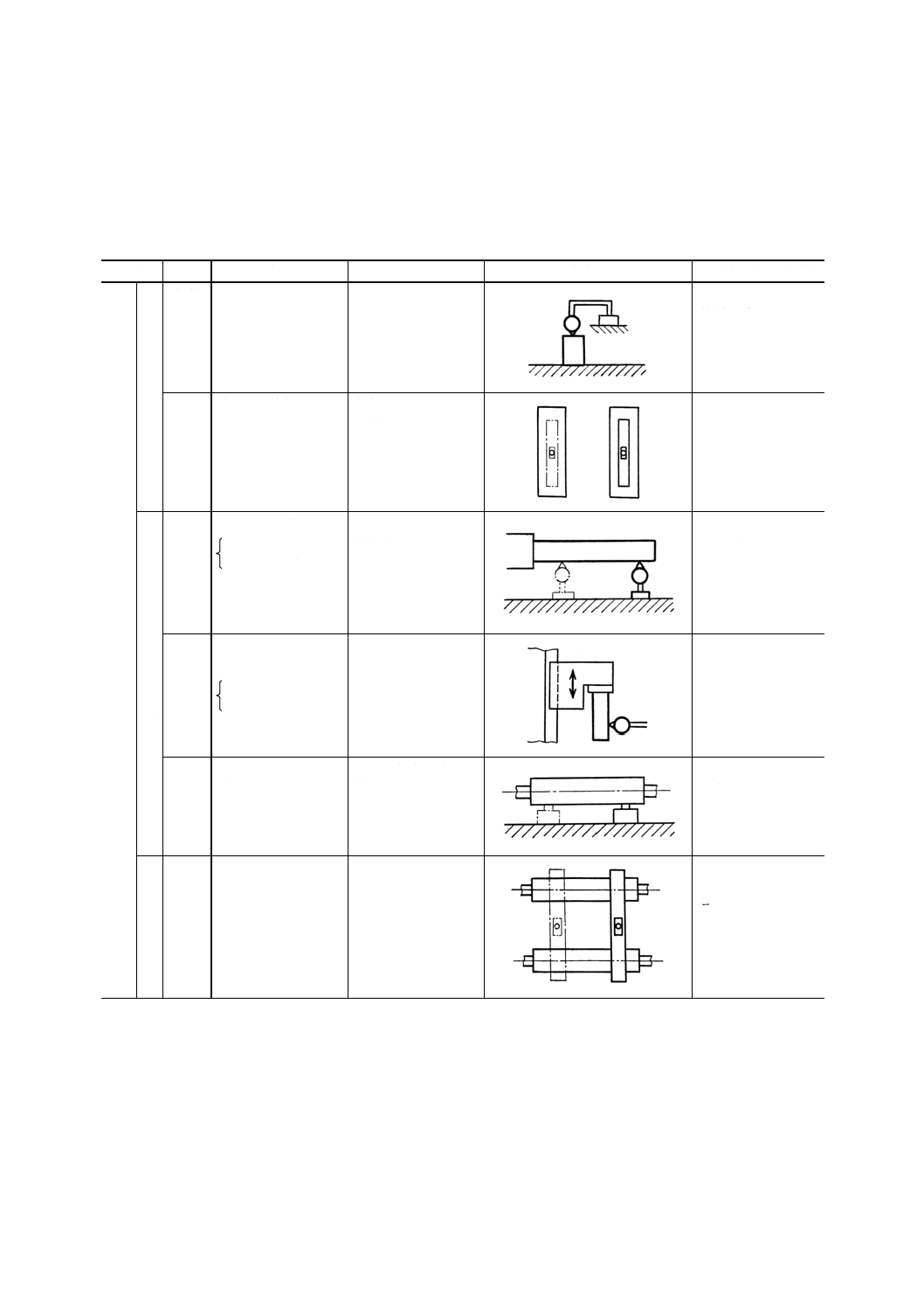
機
械
部
分
の
平
行
度
二
面
間
の
平
行
度
9-11
テストインジケータ
と端度器(補助として
使用してもよい。)
数箇所における読み
の最大差。
ならい面取り盤,
数値制御ルータの
クロスレールとテ
ーブルの間。
9-12
直定規と精密水準器
数箇所における読み
の最大差。
ベニヤレースの左
右固定滑り面。
ベニヤクリッパの
刃物台の左右滑り
面。
軸
と
平
面
と
の
平
行
度
9-21
テストインジケータ
テストバーと
テストインジケータ
移動距離内の読みの
最大差。
帯のこ歯研削盤の
のこ押え面と主
軸。
ギャングリッパの
主軸とキャタピラ
上面。
9-22
テストインジケータ
(定置)
テストバーと
テストインジケータ
(定置)
移動距離内の読みの
最大差。
ルータのテーブル
昇降と主軸。
ベニヤジョインタ
の単版。
クランプ用テーブ
ルの昇降と主軸。
9-23
端度器とすきまゲー
ジ
移動距離内の読みの
最大差。
自動かんな盤の主軸
と定盤。
二
軸
間
の
平
行
度
9-31
直定規と精密水準器
移動距離内の読みの
最大差。
自動ローラ帯のこ盤
のテーブルのロー
ラ。
ダブルサイザの送り
ロール。
10
B 6501-1975
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
試験事項
番号
測定器具
測定値の求め方
測定方法図
代表的な適用例(参考)
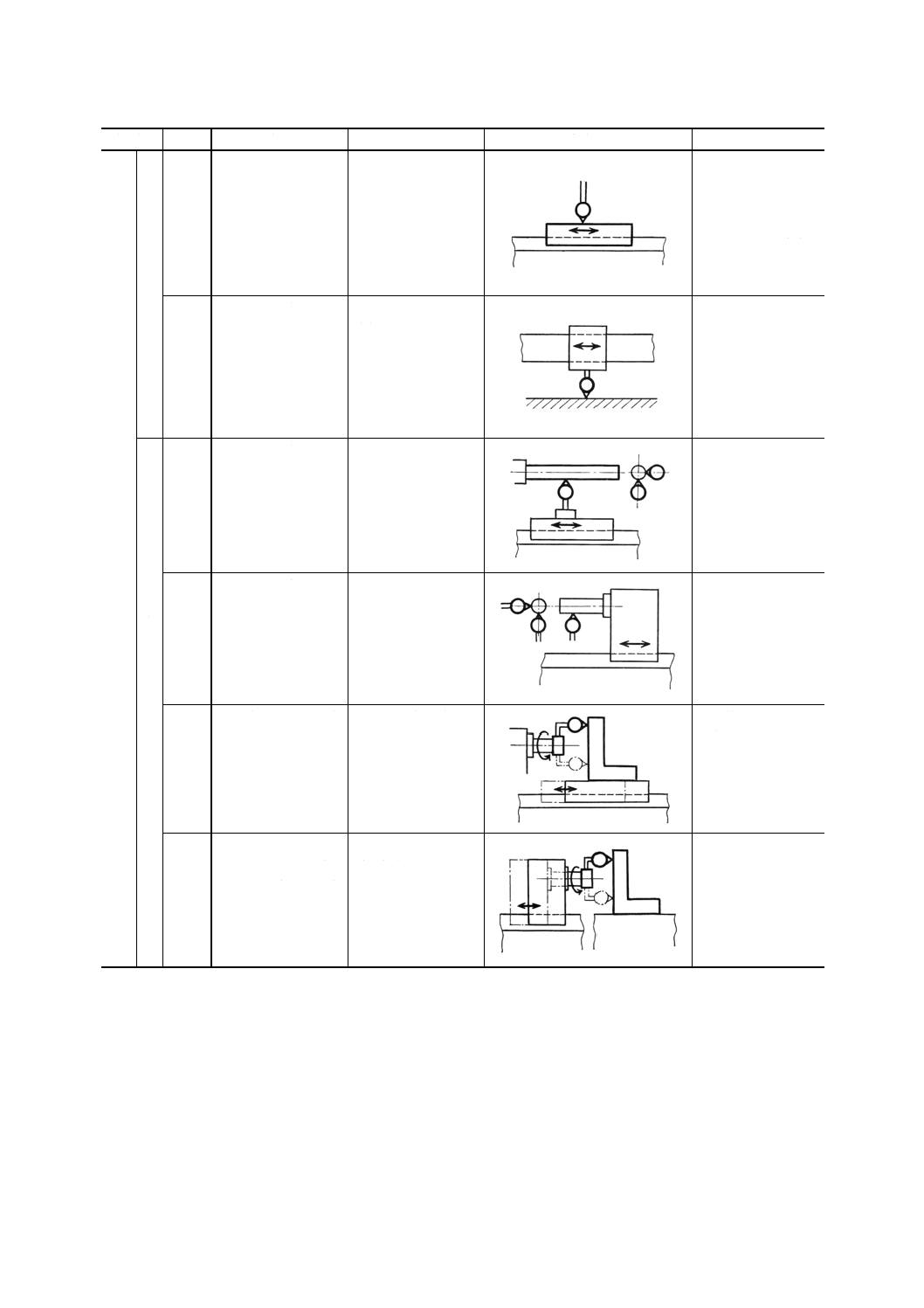
運
動
の
平
行
度
運
動
と
平
面
と
の
平
行
度
9-41
テストインジケータ
(定置)
移動距離内の読み最
大差。
スライサ刃物取付台
の運動。
木工フライス盤のテ
ーブル運動。
ほぞ取り盤,ダブル
サイザのテーブル運
動。
9-42
テストインジケータ
(運動部品上に定置)
移動距離内の読み最
大値。
ベニヤレース主軸と
刃物取付台刃物取付
面。
帯のこ盤ののこせり
と帯のこ面。
数値制御ルータのク
ロスレール。
運
動
と
軸
と
の
平
行
度
9-51
テストバーとテスト
インジケータ
(運動部品上に定置)
移動距離内の読み最
大差。
木工旋盤の刃物台と
主軸。
9-52
テストバーとテスト
インジケータ
(定置)
移動距離内の読み最
大差。
木工旋盤の心押し台
とベッド。
9-53
直角定規又は直角定
盤(運動部品上に定
置)とテストインジケ
ータ
移動距離内の読みの
差の最大差。
木工旋盤の刃物台と
主軸。
9-54
直角定規又は直角定
盤とテストインジケ
ータ(運動部品上に定
置)
移動距離内の読みの
差の最大差。
ほぞ取り盤ののこ軸
とテーブル上面。
11
B 6501-1975
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4.6
平面度 平面度の定義,表示方法並びに試験事項及び測定方法は次による。
(1) 定義 平面であるべき機械部分の表面が幾何学的平面から狂っている程度。
(2) 表示方法 平面上において,互いに直角な2方向についての真直度で表す。
(3) 試験事項及び測定方法
試験事項
番号
測定器具
測定値の求め方
測定方法図
代表的な適用例(参考)
機械部分
の平面度
10-11
精密水準器
水平面を基準とする。
数箇所における読み
の最大差。
テーブル帯のこ盤,
かんな盤のテーブ
ル。
コールドプレスの定
盤又は可動定盤の上
面。
4.7
直角度 直角度の定義,表示方法並びに試験事項及び測定方法は次による。
(1) 定義 直角であるべき機械部分又は運動が,直角から狂っている程度。
(2) 表示方法
(a) 2線A,Bの場合は,一方の線Aに垂直な面を基準とし,基準面と他の線Bとの平行度で表す。
(b) 線と面との場合は,次の二つに分ける。
(i)
線に垂直な面を基準として,他の面との平行度で表す。
(ii)
面に垂直な直線を基準として,他の線との平行度で表す。
(c) 面と面との場合は,一方の面に垂直な直線を基準として,これと他の面との平行度で表す。
(3) 試験事項及び測定方法
試験事項
番号
測定器具
測定値の求め方
測定方法図
代表的な適用例(参考)
機
械
部
分
の
直
角
度
二
面
間
の
直
角
度
11-11
精密角形水準器
数箇所の読みの最大
差。
送材車のヘッドブロ
ック。
ベニヤジョインタの
ベッド滑り面。
11-12
直角定規とすきまゲ
ージ
直角定規と測定物と
のすきまの最大値。
送材車のヘッドブロ
ック。
丸のこ盤,角のみ盤
のテーブルと定規。
軸
と
平
面
と
の
直
角
度
11-21
テストインジケータ
テストバーと
テストインジケータ
180度離れた位置の読
みの差。
丸のこ盤の主軸と定
規面。
木工ボール盤,ルー
タの主軸とテーブル
上面。
12
B 6501-1975
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
試験事項
番号
測定器具
測定値の求め方
測定方法図
代表的な適用例(参考)
軸
と
平
面
と
の
直
角
度
11-22
テストインジケータ
と直定規
180度離れた位置の読
みの差。
立軸ほぞ取り盤のテ
ーブル上面と立軸。
運
動
の
直
角
度
運
動
と
面
と
の
直
角
度
11-31
直角定規又は直角定
盤(運動部品上に定
置)とテストインジケ
ータ(定置)
移動距離内の読みの
最大差。
帯のこ盤のせり。
角のみ盤の主軸上下
運動とテーブル面。
11-32
直角定規又は直角定
盤とテストインジケ
ータ(運動部品上に定
置)
移動距離内の読みの
最大差。
ダブルサイザののこ
軸台とチェーンケー
ス上面。
角のみ盤の主軸上下
運動とテーブル面。
運
動
と
軸
と
の
直
角
度
11-41
直角定盤(運動部品上
に置く)とテストイン
ジケータ
180度離れた位置の読
みの差。
リッパの主軸とキャ
タピラ上面。
二
つ
の
運
動
の
直
角
度
11-51
直角定規(運動部品上
に定置)とテストイン
ジケータ(定置及び運
動部品上に定置)
移動距離内の沈みの
最大差。
角のみ盤の移動テー
ブル。
11-52
直角定規(運動部品上
に定置)とテストイン
ジケータ(定置)
移動距離内の読みの
最大差。
角のみ盤の移動テー
プル。
13
B 6501-1975
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4.8
回転軸の振れ 回転軸の振れの定義,表示方法並びに試験事項及び測定方法は次による。
(1) 定義 回転する円筒形機械部分の回転中心の半径方向の動きの程度。
(2) 表示方法 軸を極めて低速度で回転させ,数回転中の軸表面の半径方向の動きの最大値で表す。この
場合に測定値は表面の不整の合成されたものとする。
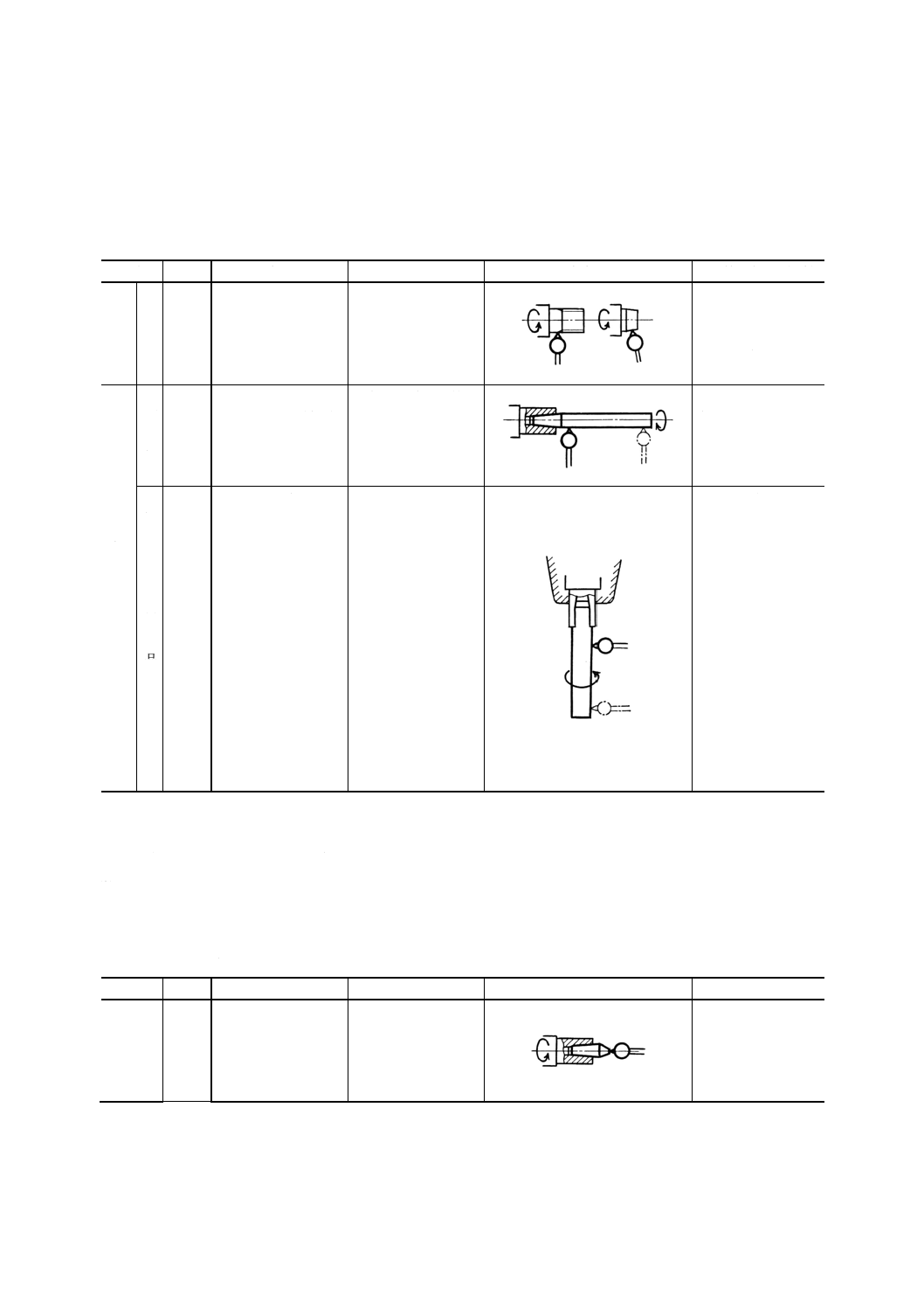
(3) 試験事項及び測定方法
試験事項
番号
測定器具
測定値の求め方
測定方法図
代表的な適用例(参考)
外
面
の
振
れ
外
面
の
振
れ
12-11
テストインジケータ
(定置)
回転中の読みの最大
差。
丸のこ盤,ベニヤレ
ースの主軸。
ベニヤナイフ研削盤
のといし軸。
内
面
の
振
れ
内
面
の
振
れ
12-21
テストバーとテスト
インジケータ(定置)
回転中の読みの最大
差。
木工フライス盤の主
軸。
軸
に
は
め
た
付
属
部
品
の
内
面
の
振
れ
12-31
テストバーとテスト
インジケータ(定置)
回転中の読みの最大
差。
ルータのチャック。
4.9
回転中の軸方向の動き 回転中の軸方向の動きの定義,表示方法並びに試験事項及び測定方法は次
による。
(1) 定義 軸の回転中に軸中心線上の1点が周期的に軸方向に動く程度。
(2) 表示方法 軸を極めて低速度で回転させ,数回転中に軸が軸方向に動く量の最大値で表す。この場合,
主として働く推力の方向に遊びを除くのに要する圧力を加えることが望ましい。
なお,端面で測定する場合の測定値は,端面の不整の合成されたものとする。
(3) 試験事項及び測定方法
試験事項
番号
測定器具
測定値の求め方
測定方法図
代表的な適用例(参考)
軸中心の
回転中に
おける軸
方向の動
き
13-11
テストバーとテスト
インジケータ(定置)
回転中の読みの最大
差。
ダブルサイザののこ
軸。
ベニヤナイフ研削盤
のといし軸。
14
B 6501-1975
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
試験事項
番号
測定器具
測定値の求め方
測定方法図
代表的な適用例(参考)
軸中心線
に垂直な
面の回転
中の軸方
向の動き
13-21
テストインジケータ
(定置)
回転中の読みの最大
差。180度離れた2箇
所の位置における測
定値のうち大きい方
をとる。
ダブルサイザののこ
軸。
ベニヤナイフ研削盤
のといし軸。
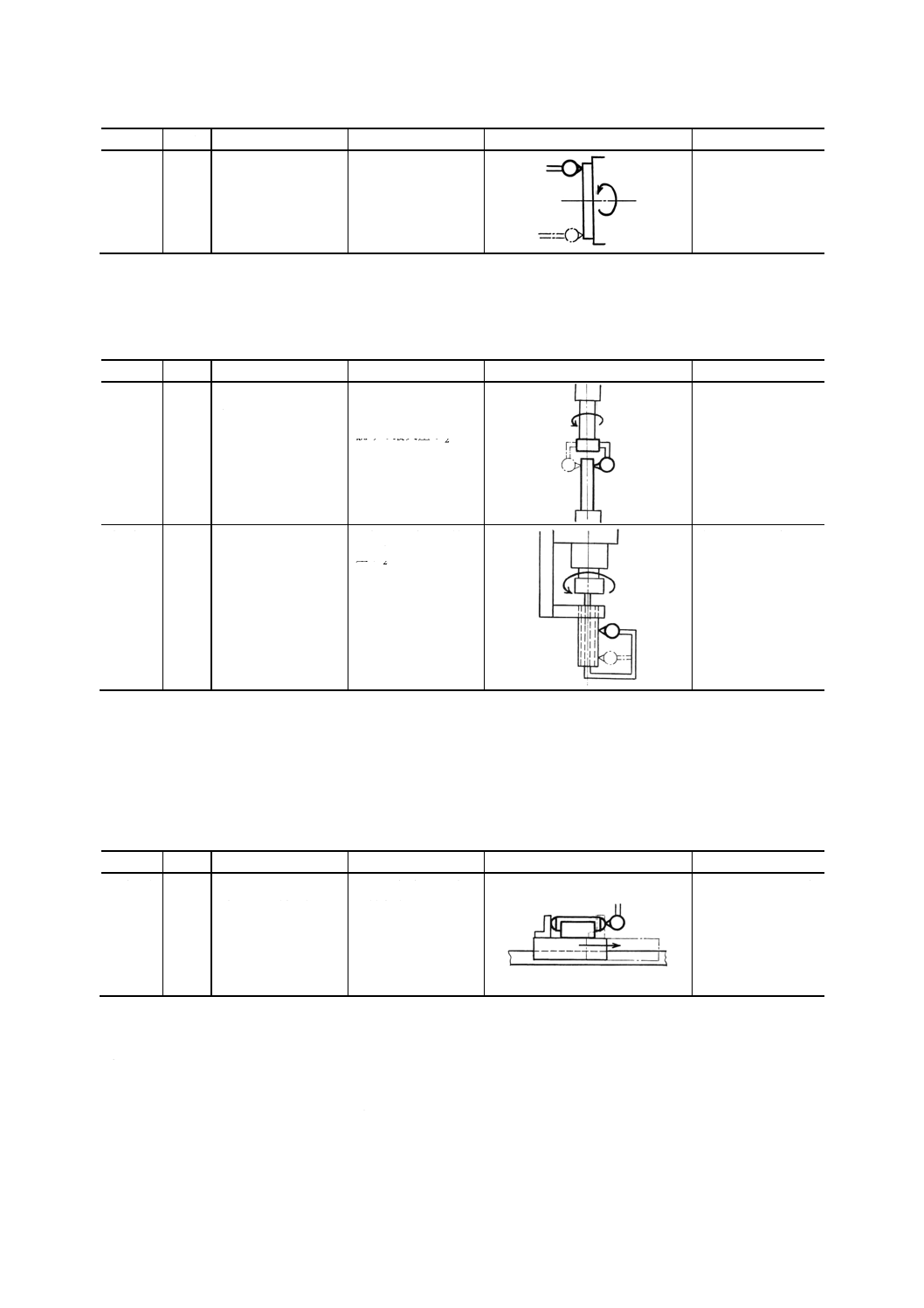
4.10 同軸度 同軸度の定義,表示方法並びに試験事項及び測定方法は次による。
(1) 定義 共通の軸を持つように配置された二つの円筒の軸が一致しない程度。
(2) 表示方法 円筒の軸に直角な断面に現れる二つの円の中心間の距離で表す。
(3) 試験事項及び測定方法
試験事項
番号
測定器具
測定値の求め方
測定方法図
代表的な適用例(参考)
二つの軸
中心線の
片寄り程
度
14-11
テストインジケータ
とテストバー
テストインジケータ
を振り回したときの
読みの最大差の21
ルータのセンターピ
ンと主軸。
内外軸心
の片寄り
14-21
テストバーとテスト
インジケータ
回転中の読みの最大
差の21
角のみ盤の主軸との
み受け。
4.11 ねじの進み精度 ねじの進み精度の定義,表示方法並びに試験事項及び測定方法は次による。
(1) 定義 ねじのねじ部の軸方向寸法又はねじによって送られた機械部分の移動量が正しい寸法から狂っ
ている程度。
(2) 表示方法 一つのつる巻線上の任意の2点間の軸方向寸法又はねじによって送られた機械部分の任意
の移動量と理論的寸法との差で表す。
(3) 試験事項及び測定方法
試験事項
番号
測定器具
測定値の求め方
測定方法図
代表的な適用例(参考)
累積誤差
15-11
端度器とテストイン
ジケータ(定置)
移動距離内での読み
の最大差。
ツィン帯のこ盤の歩
出し。
ダブルサイザの幅決
め。
数値制御ルータの位
置決め。
5. 動的精度試験に関する要項
5.1
動的精度試験の目的及び項目 動的精度試験は木材加工機械を構成する重要部分の運動の動的精度
が工作精度に影響を及ぼすものについて試験するのを目的として次の項目について行う。
5.2
動的つりあい度 動的つりあい度の定義,表示方法並びに試験事項及び測定方法は次による。
(1) 定義 高速回転部分の運動が理想回転運動から狂っている程度。
(2) 表示方法 高速回転体の修正面偏心ε (μ) を求め,回転体の使用最高角速度ω (rad/s) との積を1000で
15
B 6501-1975
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
除した値(つりあい良さmm/s)で表す。
つりあい良さ=1000
εω
(3) 試験事項及び測定方法 回転体の質量M,不つりあいの大きさ (mr) を測定し,修正面偏心量ε (μm) を
計算する。
試験事項
番号
測定器具
測定値の求め方
測定方法図
代表的な適用例(参考)
機械部分
の動的つ
りあい度
16-11
動的つりあい試験機
二面つりあわせの場合
()
2
M
mrL
L=
ε
()
2
M
mrR
R=
ε
――
かんな胴,ドラムサ
ンダのドラム。
一面つりあわせの場合
()
M
mr
=
ε
帯のこ盤ののこ車。
6. 工作精度試験に関する要項
6.1
工作精度試験の目的及び項目 工作精度試験は,工作物を加工してその工作物の精度を試験するの
を目的とし,真直度,平行度,直角度,厚さ精度,相互差の5項目について行う。
6.2
真直度 真直度の定義,表示方法及び測定方法は次による。
(1) 定義 直線であるべき加工部分が幾何学的直線から狂っている程度。
(2) 表示方法 測定される線と基準線との間の距離の最大差で表し,距離は原則として基準線に垂直な方
向に測定する。
(3) 測定方法 次のいずれかの方法による。
(a) 試験材(5)を加工し,その面に直定規を当てて,すきまを測定し,その最大値を測定値とする。
(b) 2個の試験材(5)を同一条件で加工し,それらの加工面を相対して付き合せ,すきまを測定し,その
最大値の2分の1を測定値とする。
6.3
平行度 平行度の定義,表示方法及び測定方法は次による。
(1) 定義 平行であるべき加工部分が平行から狂っている程度。
(2) 表示方法 (a)2面A,Bの平行度の場合は,一方の面Aを基準とした2面A,B間の距離の最大差で
表し,距離は原則として基準面に垂直な方向に測定する。
(3) 測定方法 試験材(5)を加工し,相対する面の距離を少なくとも中央及び両端の3箇所で測定し,その
最大差を測定値とする。
16
B 6501-1975
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図
6.4
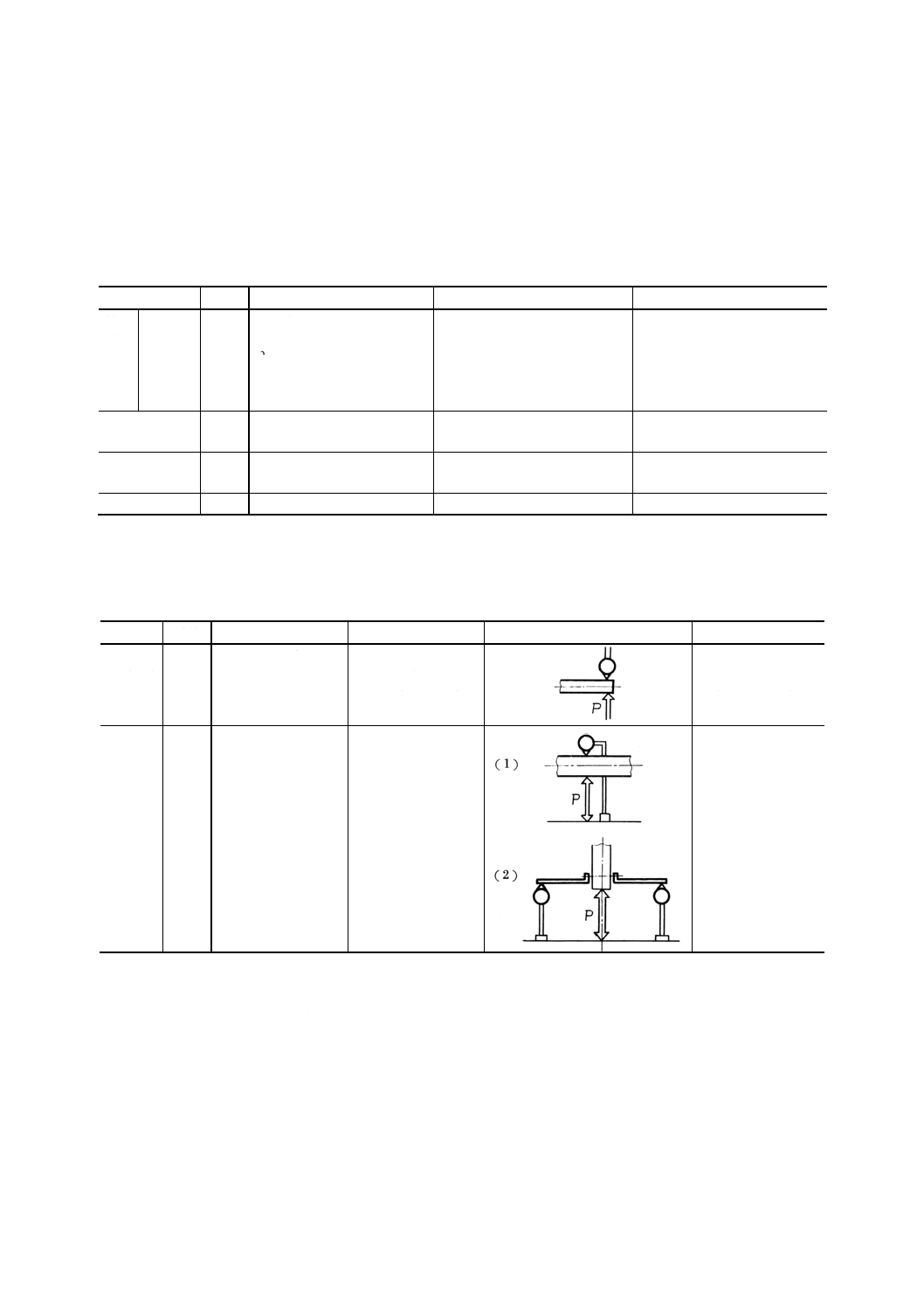
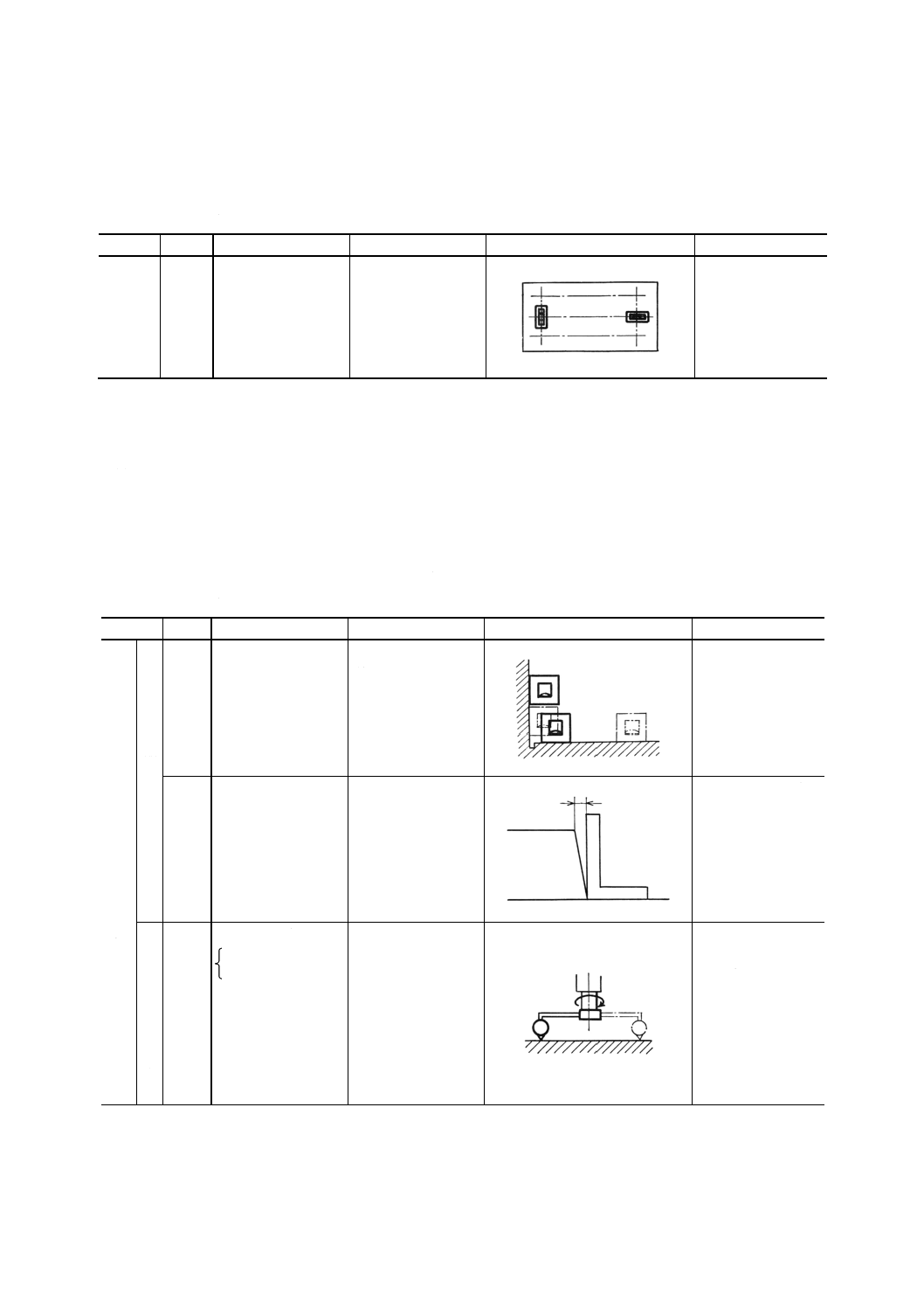
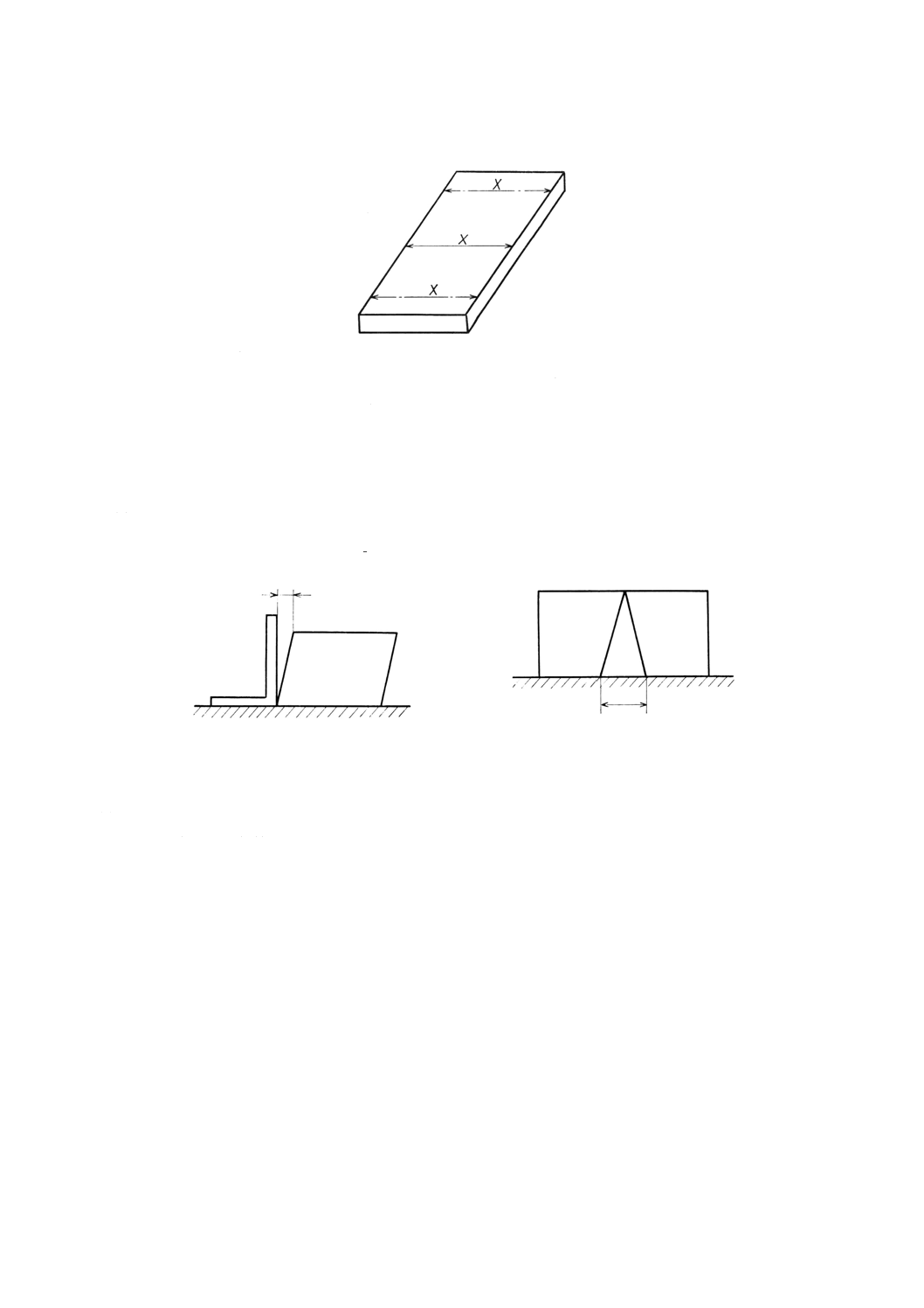
直角度 直角度の定義,表示方法及び測定方法は次による。
(1) 定義 加工された2平面のなす角が,直角から狂っている程度。
(2) 表示方法 一つの平面に直角な直線と他の平面との平行度で表す。
(3) 測定方法 次のいずれかの方法による。
(a) 試験材(5)を加工し,直角定規の一辺と試験材の一辺を一つの基準面にあて,試験材(5)の他の一辺と
直角定規の他の一辺との距離の最大差を測定値とする(図1)。
(b) 2個の試験材(5)を同一条件で加工し,試験材の対応する一辺を基準面にあて他の各一辺をつき当て
そのすきまを測定し,最大値の21を測定値とする(図2)。
図1
図2
6.5
厚さ精度 厚さ精度の定義,表示方法及び測定方法は次による。
(1) 定義 加工された一つの工作物内における厚さの不ぞろいの程度。
(2) 表示方法 厚さの最大値と最小値の差で表す。
(3) 測定方法 少なくとも中央及び両端(6)で測定し,その最大差を測定値とする。
注(5) 試験材は良質材とする。
(6) だれ,ばりなどの部分を避けて測定する。
6.6
相互差 相互差の定義,表示方法及び測定方法は次による。
(1) 定義 同一形状に加工した工作物の当該測定項目についての形状又は寸法の不ぞろいの程度。
(2) 表示方法 工作物全数について当該測定項目に対する測定値(7)の最大値と最小値との差で表す。
注(7) 必要あるときは,一つの工作物についての当該測定項目に対する測定値の平均値とする。
17
B 6501-1975
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書
1 運転試験に使用する測定器具
1. 絶縁抵抗の測定 JIS C 1301〔絶縁抵抗計(発電機式)〕に規定する絶縁抵抗計
2. 線速度の測定 テストインジケータとストップウォッチ,度数計とストップウォッチ又は回転速度計
3. 回転数の測定 JIS B 7521(携帯形時計式回転速度計)に規定する回転速度計又はストロボスコープ
4. 温度の測定 JIS B 7411〔ガラス製棒状温度計(全浸没)〕に規定する棒状温度計,JIS C 1601(指示
熱電温度計)に規定する熱電対温度計,又はJIS C 1603(指示抵抗温度計)に規定する抵抗温度計
5. 電力の測定 JIS C 1102(指示電気計器)に規定する電力計,又はJIS C 1102に規定する電圧計,電
流計と力率計
6. 振動の測定 JIS B 6003に規定する振動計
7. 騒音の測定 JIS B 6004に規定する指示騒音計
8. 剛性の測定 てこ,おもりとテストインジケータ,又は荷重計とテストインジケータ
9. その他 拡大鏡,含水率計など
18
B 6501-1975
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2 精度試験に使用する測定器具の精度
1. テストインジケータの指示の精度は,使用範囲内で0.003mm以下とする。
ダイヤルゲージを使用する場合は,JIS B 7503(0.01mm目盛ダイヤルゲージ)に規定する1級又は,JIS
B 7509(0.001mm目盛ダイヤルゲージ)に規定するものを使用する。
2. テストバーの真直度及び円筒度の許容値は
+200000
001
.0
L
mmとする。ただし,Lは円筒部の有効長さ
(mm) を表す。
3. テストバーの円筒部とテーパ部との振れの許容値は,0.004mmとする。
4. テストバーのセンタ穴と円筒部との振れの許容値は,0.004mmとする。
5. テストバーの直径は,自重によるたわみが測定値に影響を及ぼさないようなものを選ばなければなら
ない。
6. 直定規及び直角定盤の真直度の許容値は
+500000
001
.0
L
mmとする。ただし,Lは有効長さ (mm) を表す。
直定規は,被測定長さより長いものとする。
7. 真直度の測定に使用する鋼線の直径は,0.16mm以下とし,引張った鋼線の真直度は,直定規の場合
に準じなければならない。
なお,鋼線の自重によるたわみが測定値に影響を及ぼす恐れのある場合には,この方法を用いない。
8. 測微顕微鏡の読みの精度は,±0.002mmとする。
9. 端度器の寸法の精度は,JIS B 7506(ブロックゲージ)に規定するB級に準ずる。
10. 直角定規及び直角定盤の直角度の許容値は,頂点より距離Lmmにある辺上の位置で±
+200000
002
.0
L
mm
とする。
11. すきまゲージはJIS B 7524(すきまゲージ)に規定するものを使用する。
12. 精密水準器は,JIS B 7510(精密角形水準器)又はJIS B 7511(精密平形水準器)に規定する第1種又
は第2種を使用する。
19
B 6501-1975
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
引用規格:
JIS B 6003 工作機械の振動検査方法
JIS B 6004 工作機械の騒音レベル測定方法
JIS B 7411 ガラス製棒状温度計(全浸没)
JIS B 7503 0.01mm目盛ダイヤルゲージ
JIS B 7506 ブロックゲージ
JIS B 7509 0.001mm目盛ダイヤルゲージ
JIS B 7510 精密角形水準器
JIS B 7511 精密平形水準器
JIS B 7521 携帯形時計式回転速度計
JIS B 7524 すきまゲージ
JIS C 1102 指示電気計器
JIS C 1301 絶縁抵抗計(発電機式)
JIS C 1601 指示熱電温度計
JIS C 1603 指示抵抗温度計
関連規格:JIS B 7502 外側マイクロメータ
JIS B 7507 ノギス
JIS B 7512 鋼製巻尺
JIS B 7513 精密鋳鉄定盤
JIS B 7514 直定規
JIS B 7526 直角定規
JIS G 3521 硬鋼線
JIS G 3522 ピアノ線
JIS Z 8203 国際単位系 (SI) 及びその使い方
20
B 6501-1975
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
工作機械部会 木工機械専門委員会 構成表
氏名
所属
(委員会長)
林 大九郎
東京農業大学林産科
杉 原 彦 一
京都大学農学部林産工学科
福 井 尚
名古屋大学農学部木材加工学科
野 田 茂
職業訓練大学校木材加工科
鈴 木 寧
農林省林業試験場木材部
安 田 佳 三
通商産業省機械情報産業局
逢 坂 国 一
工業技術院標準部
窪 田 雅 男
工業技術院機械技術研究所
谷 尻 正 三
株式会社中国機械製作所
木 村 荘十三
株式会社筒井工業製作所
上 杉 正
株式会社ウロコ製作所
伊 藤 幸 夫
株式会社菊川鉄工所
大 石 善 策
株式会社富士製作所
内 藤 義 雄
株式会社太平製作所
谷 野 八 郎
庄田鉄工株式会社
児 玉 実
木材加工技術コンサルタント
佐 藤 正 徳
株式会社佐藤製材所
広 瀬 清
野田合板株式会社
池 谷 一 好
日本楽器製造株式会社
酒 巻 高 一
社団法人全国家具工業連合会
村 上 勝
社団法人全国木工機械工業会
(事務局)
藤 田 富 男
工業技術院標準部機械規格課