B 6410:2009
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲 ························································································································· 1
2 引用規格 ························································································································· 1
3 用語及び定義 ··················································································································· 2
4 サーボプレスに特有な危険源の同定及びリスクアセスメント ···················································· 7
5 安全要求事項及び保護方策 ································································································· 8
5.1 一般 ···························································································································· 8
5.2 基本要求事項 ················································································································ 8
5.3 サーボシステムの安全関連部··························································································· 10
5.4 停止機能 ····················································································································· 10
5.5 スライド位置検出器 ······································································································ 13
5.6 監視機能 ····················································································································· 13
5.7 起動前存在検知 ············································································································ 14
5.8 上昇無効 ····················································································································· 15
5.9 ソフトウェア安全要求事項······························································································ 15
5.10 制動機構 ···················································································································· 15
5.11 スライド拘束手段 ········································································································ 16
5.12 運転モード ················································································································· 17
5.13 表示装置 ···················································································································· 19
6 使用上の情報 ·················································································································· 19
6.1 一般 ··························································································································· 19
6.2 表示 ··························································································································· 19
6.3 電気電子装置・部品の寿命······························································································ 20
附属書A(規定)サーボプレスに特有な危険源の一覧································································· 21
附属書B(参考)サーボプレスのリスクアセスメント結果の例 ····················································· 22
附属書C(参考)停止機能の実装とその実現手段との比較 ··························································· 27
附属書D(参考)電源遮断方法の分類及び冗長化設計例······························································ 32
附属書E(参考)静的な制動性能監視機能の実装例 ···································································· 36
附属書F(参考)ソフトウェアに適用する方策の例 ···································································· 37
附属書G(参考)参考文献 ···································································································· 38
B 6410:2009
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,一般社団法人日本鍛圧機械工業会 (JFMA) 及
び財団法人日本規格協会 (JSA) から,日本鍛圧機械工業会規格TI 103:2006を基に作成した工業標準原案
を具して日本工業規格を制定すべきとの申出があり,日本工業標準調査会の審議を経て,厚生労働大臣及
び経済産業大臣が制定した日本工業規格である。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に
抵触する可能性があることに注意を喚起する。厚生労働大臣,経済産業大臣及び日本工業標準調査会は,
このような特許権,出願公開後の特許出願,実用新案権及び出願公開後の実用新案登録出願にかかわる確
認について,責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 6410:2009
プレス機械−サーボプレスの安全要求事項
Presswork machinery−Safety requirements of servo presses
序文
この規格は,サーボプレスに特有な危険源を認識して作成したものである。この規格で対象とする機械
及び危険源は,この規格の適用範囲で示す。
この規格は,JIS B 9700-1に規定したタイプC規格である。この規格の規定が,関連するタイプA規格
又はタイプB規格の規定と異なる場合は,この規格の規定を優先する。
サーボプレスは,プログラムの変更によってスライドの作動の始点及び終点,作動経路並びに作動速度
を任意に設定できる特徴をもつ新しい形態のプレス機械である。しかし,サーボプレスの使用から生じる
危険源及びそれに起因するリスクは,この規格で取り扱うものを除き,従来の動力プレス機械(機械プレ
ス及び液圧プレス)で既に認識されているものと共通している。これらのリスクに対しては,関係する諸
法規を遵守して機械を設計・製作・提供することで,リスクを適切に除去又は低減しなければならない。
注記 サーボプレスが遵守しなければならない諸法規には,労働安全衛生法,労働安全衛生法施行令,
労働安全衛生規則,動力プレス機械構造規格及びプレス機械又はシャーの安全装置構造規格が
ある。
1
適用範囲
この規格は,サーボプレスに特有な危険源を規定し,これらの危険源を除去する又はこれらの危険源に
かかわるリスクを適切に低減するための要求事項について規定する。
この規格は,サーボプレスの加圧能力,ストローク数,寸法などの仕様によって適用範囲を制限しない。
ただし,リニヤサーボ機構を用いた機械プレス及びサーボ弁を用いた液圧プレスには適用しない。
製造業者又は使用者は,この規格に従ったサーボプレスの使用中,この規格に適合しているという事実
によって人の安全及び健康に関する法的義務が免除されるものではない。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格のうちで,西暦年を付記してあるものは,記載の年の版を適用し,その後の改正版(追補を含む。)
は適用しない。西暦年の付記がない引用規格は,その最新版(追補を含む。)を適用する。
JIS B 0111 プレス機械−用語
JIS B 8361 油圧システム通則
JIS B 9700-1:2004 機械類の安全性−設計のための基本概念,一般原則−第1部:基本用語,方法論
JIS B 9700-2:2004 機械類の安全性−設計のための基本概念,一般原則−第2部:技術原則
JIS B 9702:2000 機械類の安全性−リスクアセスメントの原則
2
B 6410:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS B 9703 機械類の安全性−非常停止−設計原則
JIS B 9704-1:2006 機械類の安全性−電気的検知保護設備−第1部:一般要求事項及び試験
JIS B 9705-1:2000 機械類の安全性−制御システムの安全関連部−第1部:設計のための一般原則
JIS B 9960-1:1999 機械類の安全性−機械の電気装置−第1部:一般要求事項
JIS C 4421 可変速駆動システム (PDS)−電磁両立性 (EMC) 要求事項及び試験方法
IEC 61800-5-1,Adjustable speed electrical power drive systems−Part 5-1: Safety requirements−Electrical,
thermal and energy
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS B 0111及びJIS B 9700-1によるほか,次による。
3.1
サーボプレス (servo press)
サーボシステム(3.2参照)によってスライドの作動を制御する機械又は液圧プレス。
3.1.1
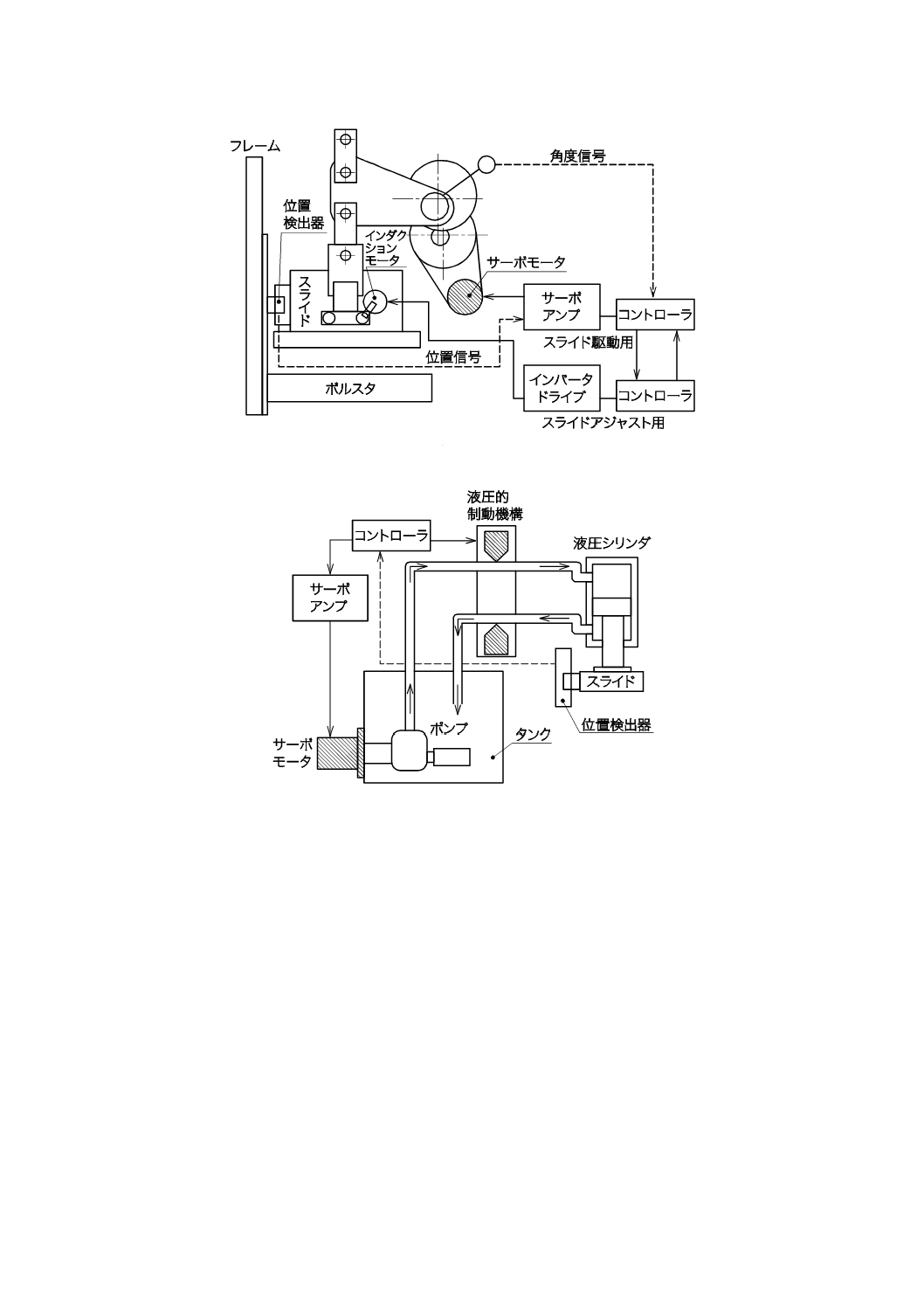
機械サーボプレス (mechanical servo press)
サーボモータの動力をクランクなどの回転式機構又はボールねじなどの直動式機構によってスライドに
伝達する構造のサーボプレス。そのシステム構成の例を,図1に示す。
注記 機械サーボプレスは,JIS B 0111の定義1000“機械プレス”に含まれる。
3.1.2
機械サーボプレスブレーキ (mechanical servo press brake)
主として,板状加工材の曲げに使用する構造をもつ機械サーボプレス。
3.1.3
液圧サーボプレス (hydraulic servo press)
サーボモータの動力を液圧によってスライドに伝達する構造のサーボプレス。そのシステム構成の例を,
図2に示す。
注記 液圧サーボプレスは,JIS B 0111の定義2000“液圧プレス”に含まれる。
3.1.4
液圧サーボプレスブレーキ (hydraulic servo press brake)
主として,板状加工材の曲げに使用する構造をもつ液圧サーボプレス。
3
B 6410:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図1−機械サーボプレスのシステム構成の例
図2−液圧サーボプレスのシステム構成の例
3.2
サーボシステム (servo system)
スライドを作動させるサーボモータ,サーボアンプ(インバータ回路),フィードバック用検出器,電気
制動装置及び制御装置(コントローラ)を含めた体系。
3.3
制動機構 (brake system)
サーボシステムに依存せずに,スライドを減速及び停止させ,停止後その状態を保持する機構。機械的
制動機構と液圧的制動機構とがある。
3.3.1
機械的制動機構 (mechanical brake system)
機械的摩擦を利用してスライドを減速及び停止させ,停止後その状態を保持する制動機構。
4
B 6410:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.3.2
液圧的制動機構 (hydraulic brake system)
サーボモータの動力を伝達する液体の圧力若しくは流量を遮断又は調節することによってスライドを減
速及び停止させ,停止後その状態を保持する制動機構。シリンダ,液体の圧力又は流量を制御するための
電磁弁及びこれらの配管からなる。
注記1 液圧式重力拘束装置ともいう。
注記2 液圧的制動機構は,3.12.1に定義する機械的拘束装置には含まれない。
3.4
電気制動 (electrical braking)
電気・電子・プログラマブル電子回路及び/又は要素などの電気的手段を利用して,スライドを減速及
び停止させるサーボシステムの機能。
注記1 電気制動は,スライドの停止状態を保持できなくてもよい。
注記2 電源遮断(3.5参照)を行う場合に限り,JIS B 9960-1の9.2.2(停止機能)の停止カテゴリ1
の停止となる。
3.5
電源遮断 (power shutdown)
サーボモータへの電力供給を遮断若しくは防止する操作又はサーボシステムの機能。原理の違いから,
次の方式に分類する。
注記1 JIS B 9960-1の9.2.2の停止カテゴリ0又は1の停止は,電源遮断の実行を伴う。
注記2 電源遮断方式の分類に関する詳細な説明を,附属書Dに示す。
3.5.1
主電源遮断 (main supply shutdown, disconnecting)
サーボシステム全体の電源をプレス制御盤内の回路遮断器を用いて遮断(断路)する方式の電源遮断。
注記 JIS B 9960-1の5.3.5に規定する“例外回路”及び検査,修理などで必要な情報を提供するため
の表示装置は,JIS B 9960-1の関連要求事項に適合する限り,電源を遮断(断路)しなくても
よい。
3.5.2
動力回路遮断 (power circuit shutdown)
サーボアンプへの電力供給を,分岐回路とサーボアンプとの間で接触器を用いて遮断する方式の電源遮
断。
3.5.3
インバータ回路遮断 (invertor circuit shutdown)
外部機器からの信号に基づき,信号入力部からインバータ回路までの間にプログラマブル電子回路を含
まずに(介さずに)半導体接触器などを用いてインバータ回路の作動を不能にする方式の電源遮断。
注記1 用いる半導体素子によって,ゲートオフ,ベース電流遮断などともいう。
注記2 外部機器からの信号をサーボアンプ内部の制御回路で処理するものは,電子的遮断に含まな
い(附属書D参照)。
3.5.4
負荷回路遮断 (load circuit shutdown)
サーボモータへの電力供給を,サーボアンプとモータとの間で接触器を用いて遮断する方式の電源遮断。
5
B 6410:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.6
停止 (stop)
3.6.1
非常停止 (emergency stop)
非常停止装置の操作によってスライドが停止した状態。
注記 JIS B 0111の定義5008“非常停止”を修正。
3.6.2
急停止 (protective stop)
安全防護の目的で検出信号によって自動的にスライドが停止した状態。インタロック,能動的光電保護
装置,両手操作制御装置などの保護装置からの信号による急停止と,サーボシステム又は制動機構の異常
などを監視する内部サブシステムからの信号による急停止とがある。
注記 JIS B 0111の定義5007“急停止”を修正。
3.6.3
通常停止 (normal stop)
プログラムされた任意の位置(例えば,上死点,待機位置,予定停止位置)でスライドが停止した状態。
加工物の搬入出などのために,身体の一部が危険限界に進入することを意図した状態。
注記 通常停止中,ガードのインタロック装置,能動的光電保護装置,両手操作制御装置などの保護
装置は,ミューティング(3.8参照)され,リスク低減はスライドを確実に保持する機能及び/
又は機構によって達成される。
3.6.4
一時停止 (temporal stop)
プログラムによる待機指令若しくは方向転回指令のため又は起動操作を中断したため(例えば,起動ボ
タンから手を離したため又は足踏みスイッチから足を離したため)にスライドが一時的に停止した状態。
身体の一部が危険限界に進入することを意図していない。
注記 ガードのインタロック装置,能動的光電保護装置,両手操作制御装置などの保護装置は,ミュ
ーティング(3.8参照)されず,身体の一部の進入を検知したときに急停止に移行する。
3.7
急上昇機能 (protective open)
安全防護の目的で,保護装置からの信号による急停止に代えて,直ちに,上型と下型との間隔が広がる
方向(開き方向)へスライドを作動する安全機能。
注記 開き行程がスライドの上昇に,閉じ行程がスライドの下降に対応していない場合にも,このよ
うな特殊な安全防護作動に“急上昇”の用語を用いる。
3.8
ミューティング (muting)
制御システムの安全関連部による安全機能の一時的自動停止。
注記 JIS B 9705-1の定義3.7を参照。
3.8.1
上昇無効 (muting during slide opening)
作業一行程において,スライドが,身体の一部が危険限界に達する前に上型と下型との間隔が狭まる方
向への作動(閉じ行程)が終了する位置に達したときから,上型と下型との間隔が広がる方向への作動(開
6
B 6410:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
き行程)を経て,終点で停止するまでの間に実行する保護装置のミューティング。
注記 開き行程がスライドの上昇に,閉じ行程がスライドの下降に対応していない場合にも,このよ
うな特殊なミューティングに“上昇無効”の用語を用いる。
3.9
設定ストローク長さ (programmed slide stroke)
実行中の行程でプログラムされた通常停止を行う位置での上型と下型との間隔。
3.10
監視機能 (monitoring function)
監視している危険状態の発生を検出して急停止機能を開始し,異常を表示する安全機能。
3.10.1
起動/停止監視 (start/stop monitoring)
スライドの起動/停止にかかわる起動(操作)装置及び保護装置からの起動開始,運転許可及び停止の
信号とサーボモータ,制動機構及びスライドの作動状態との関係を比較し,不一致を検出する監視機能。
3.10.2
オーバラン監視 (overrun monitoring)
通常停止機能の実行時に,スライドの停止時間又は停止距離を監視し,許容値を超えたことを検出する
監視機能。
3.10.3
保持監視 (standstill monitoring)
通常停止中に,プログラムされた停止位置でスライドを保持していることを監視し,意図しない起動(誤
作動)を検出する監視機能。
3.10.4
制動性能監視 (brake performance monitoring)
制動機構の作動及び制動性能を静的又は動的に検査して,不作動又は性能低下を検出する監視機能。
3.11
起動前存在検知 (presence sensing before initiation)
スライド起動前に,危険限界内の操作者以外の人の存在を検知し,警告する機能,装置及び/又は手続
き。
3.12
スライド拘束手段 (slide restraint means)
調整,清掃,検査,保全などの作業中に,スライドの危険な作動及び落下を防止するためにスライドを
拘束する装置又は障害物。
3.12.1
機械的拘束装置 (mechanical slide restraint device)
機械的障害物(例えば,くさび,スピンドル,支柱)を組み込んだ機構で,その強度によってスライド
の危険な作動を防止するスライド拘束手段。
注記1 JIS B 9700-1の定義3.26.7を修正。
注記2 JIS B 0111の定義4063“スライド落下防止装置”は,機械的拘束装置に含まれる。
注記3 機械式重力拘束装置ということもあるが,機械的摩擦を利用する原理の装置(例えば,ウォ
ーム減速機のセルフロックを利用するもの)は,機械的拘束装置に含まれない。
7
B 6410:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.12.2
安全ブロック (safety block)
スライド又は上型と,ボルスタ又は下型との間に,スライドの危険な作動を防止するために挿入するス
ライド拘束手段。
注記 JIS B 0111の定義4085“安全ブロック”を修正。
3.13
運転モード (operation mode)
3.13.1
作業一行程 (operational single stroke)
起動操作を行うと,スライドがプログラムされた軌道を始点から終点まで一度だけ移動し,終点に達す
ると起動操作を続けていてもスライドが停止する運転モード。
3.13.2
寸動行程 (inching stroke)
起動操作を続けている間はスライドがプログラムされた軌道を移動し,起動操作を断つと直ちにスライ
ドが停止する運転モード。
3.13.3
連続行程 (continuous stroke)
一度起動操作を行うと,停止操作を行うまでスライドが中断することなくプログラムされた軌道を繰り
返し往復する運転モード。
3.14
サイクル (cycle)
プログラムされた始点から終点までのスライドの作動又は行程周期。
3.15
手動パルス発生器 (manual pulse generator)
手動送りに用いるハンドルを手動で回転して指令パルスを発生させる機器。
3.16
ハンドインダイ (hand in die, manual feed and removal)
加工材の搬入出を手作業で行うプレス機械又はプレス作業の形態。
3.17
ノーハンドインダイ (no hand in die, automatic feed and removal)
加工材の搬入出を機械化及び自動化し,加工中に身体の一部が危険限界に進入しないプレス機械又はプ
レス作業の形態。
4
サーボプレスに特有な危険源の同定及びリスクアセスメント
この規格で取り扱うサーボプレスに特有な危険源の一覧を,附属書Aに示す。
危険源分析では,将来発生する可能性のあるあらゆる危険源を同定しなければならない。同定したそれ
らの危険源に対し,次のすべてを考慮してリスクアセスメントを行わなければならない。
a) 設定,調整,金型交換,段取り,掃除,保守及び修理を含むサーボプレスの意図する運転
b) 予期しない起動
c) すべての方向からの要員のアクセス
8
B 6410:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
d) 無資格者及び未熟練者の使用
e) 合理的に予見可能な誤使用
f)
制御システム及び構成品の故障の影響
g) 運搬,据付け及び立ち上げの局面
h) 使用停止及び廃棄の局面
i)
特定の用途又は運用方法に関連した危険源
リスクは,最初に設計(例えば,危険限界に人又は身体の一部が進入しない構造とするなど)によって,
次に安全防護及び他の付加方策(例えば,インタロック付きガード又は保護装置を備えるなど)によって
除去又は低減しなければならない。あらゆる残留リスクは,他の方策(例えば,警告,標識,訓練など)
によって低減しなければならない。
箇条5の安全要求事項は,附属書Aで規定する危険源に対して,リスクアセスメントを実施し,JIS B
9700-1の図1,図2及びJIS B 9700-2に規定するリスク低減プロセスを繰り返し適用することによって得
られたものである。
注記1 意図する使用の異なるサーボプレスのリスクアセスメント結果の例を,附属書Bに示す。
注記2 JIS B 9700-1,JIS B 9700-2及びJIS B 9702は,危険源の同定及びリスク低減を実行する場合
の要求事項及び指針を与える。
5
安全要求事項及び保護方策
5.1
一般
サーボプレスは,箇条4に規定する危険源に対して,この箇条の要求事項に適合するよう設計・製作し
なければならない。箇条4に規定したもの以外の危険源及びリスクについては,労働安全衛生規則,動力
プレス機械構造規格などの関係する諸法規,及びJIS B 9700-1に従って機械を設計・製作することによっ
て除去又は低減しなければならない。
5.2
基本要求事項
5.2.1
動力伝達部分の防護
モータ軸,歯車,ベルト又はリンクのような動力伝達に関連する構成品に起因する危険源への暴露は,
固定式又は可動式ガードによって防止しなければならない。可動式ガードには,危険源に接触する前に危
険な作動が停止するようにインタロックを備えなければならない。インタロックシステムの安全性能は,
リスクアセスメントの結果に基づいて,5.3に適合するように設計しなければならない。
5.2.2
ベルト駆動の機能不良
スライドを制動するための力又はトルクをベルトによって伝達する構造のサーボプレスは,ベルトの破
断などの単一障害が停止機能の喪失につながってはならない。単一障害は,直ちに検出されなければなら
ず,検出したときは,電源遮断を行い,スライドを制動機構で保持し,障害が修復されるまで再起動を防
止しなければならない。
注記1 考慮しなければならない単一障害には,ベルトの破断の他,ベルトの延び,緩み,脱落,ベ
ルトプーリの空転,歯飛びなどがある。
注記2 制動力又は制動トルクをベルトに依存せずに伝達する構造として,例えば,電磁ブレーキを
被駆動側機構部に設置して制動トルクをスライドに機械的に伝達する構造がある。
5.2.3
電気設備
直接接触及び間接接触による感電を防止するために,サーボプレスの電気設備は,JIS B 9960-1及びIEC
9
B 6410:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
61800-5-1の関連要求事項に従って設計・製作しなければならない。
5.2.4
供給電力の消失及び変動
停電などの供給電力の消失及び瞬時停電などの供給電力の変動が危険源となってはならない。特に,5.3
に規定するサーボシステムの安全関連部は,JIS B 9704-1の4.3.2(電気的妨害)に規定された電源電圧変
動及び瞬時停電の要求事項に適合するように設計することが望ましい。
停電後の通電再開は,いかなるスライドの作動も引き起こしてはならない。例えば,惰走の影響でサー
ボ偏差を生じた状態でも,再起動のための安全条件が成立するまで起動を許可してはならない。
5.2.5
蓄電器を使用したエネルギー制御
制動時などにおいて,サーボモータのエネルギーを変換・蓄電するサーボプレスは,電源遮断を伴うス
ライドの停止後,蓄電器の放電によってスライドが作動しないように設計しなければならない。
エンクロージャの開放などに対し,蓄電器に残留したエネルギーによる感電又は火傷のリスクを低減す
るために,蓄電器及び蓄電機能に関連する回路は,JIS B 9960-1の6.2.4(残留電圧に対する保護)に適合
しなければならない。
5.2.6
電磁両立性 (EMC)
電磁妨害 (EMI),無線周波妨害 (RFI) 及び静電気放電 (ESD) の影響による危険なスライドの作動を防
止するために,サーボシステムは,JIS C 4421の関連要求事項に従って設計・製作しなければならない。
さらに,5.3に規定するサーボシステムの安全関連部については,JIS B 9704-1の4.3.2.3〜4.3.2.7の一般要
求事項及び追加要求事項に適合するように設計することが望ましい。
放電加工機,溶接機,大電流容量の開閉器などに接近した場所にサーボプレスを設置することが予見で
き,耐ノイズ性の高い部品を使用する回路対策とは別にノイズ対策が必要となる場合は,適切な警告及び
指示を使用上の情報に含めなければならない。ノイズ対策は,カバー,シールド,ノイズフィルタ及びサ
ージアブソーバの使用などによるのがよい。
注記 危険なスライドの作動には,誤作動(誤起動)のほか,所定の位置で停止しないことも含まれ
る。
5.2.7
高温保護
サーボモータ,抵抗器など,異常高温となって危険な状態を引き起こす可能性のあるサーボシステムの
構成品又は回路は,次のいずれかによって保護しなければならない。
a) 適切な応答性をもつ検出手段を設けて,異常高温状態の発生を回避する設計とする。
b) 高温となる箇所に直接接触することを,ガードによって防止する。
上記の保護方策によっても残留するリスクは,警告しなければならない。
注記 ISO 13732-1及びIEC 61800-5-1を参照。
5.2.8
意図しない起動の防止
サーボプレスは,5.12.5に規定する保護装置の信号によってスライドが起動する行程及び5.12.6に規定
する外部装置の信号によってスライドが起動する行程が選択された場合を除き,意図しないスライドの起
動を防止するために,所定の起動(操作)装置以外のスイッチ操作でスライドが作動してはならない。
注記1 JIS B 9714を参照。
注記2 5.12.5の“保護装置の信号によってスライドが起動する行程”及び5.12.6の“外部装置の信
号によってスライドが起動する行程”は必す(須)の運転モードではない。
5.2.9
予期しない圧力の防止
サーボプレスの液圧システムは,JIS B 8361の関連要求事項に従って設計・製作しなければならない。
10
B 6410:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
最高使用圧力を超える圧力の発生を,サーボシステムによる圧力又は流量制御機能に依存して回避する場
合,関連するサブシステムは,5.3に適合しなければならない。
5.3
サーボシステムの安全関連部
安全防護を目的とし,障害の発生がリスクの増大に直ちにつながる制御機能は,安全機能である[JIS B
9705-1の箇条5(安全機能の特性)参照]。安全機能の達成にかかわるサブシステム,コンポーネント及び
デバイスは,サーボシステムの安全関連部として同定し,使用上の情報として附属文書に明示しなければ
ならない。
サーボシステムの安全関連部は,JIS B 9705-1の6.2.5(カテゴリ4)に規定されるカテゴリ4の要求事
項に従わなければならない。すなわち,次のように設計しなければならない。
a) いずれの部品の単一障害も,安全機能の喪失に至らない。
b) すべての単一障害を,次の安全機能の作動要求時又はその前までに検出する。
c) 単一障害発生時に安全機能を常に実行し,検出した障害が修復されるまで安全状態を維持する。
d) 検出が不可能な場合,障害の蓄積が安全機能の喪失に至らない。
同等なリスク低減レベルの達成を保証できる限り,性能レベル (performance level) 及び/又は安全度水
準 (safety integrity level) などを用いてもよい。ただし,意図する用途(例えば,ノーハンドインダイでの
使用)などのために,必要な場合は,個別のリスクアセスメント結果に基づいてカテゴリ4以外の性能基
準(すなわち,カテゴリ2又は3)を選択できる。この場合は,カテゴリ4以外を選択したことを明示し,
適切な制限事項及び警告を使用上の情報に含めなければならない。サーボプレスのリスクアセスメント結
果の例を,附属書Bに示す。
5.4
停止機能
5.4.1
一般
サーボプレスは,5.4.2に規定する非常停止機能をもたなければならない。
保護装置(例えば,ガードのインタロック装置,能動的光電保護装置,両手操作制御装置)からの停止
信号及びサーボシステム又は制動機構の異常を検出する監視機能からの停止信号による安全防護を目的と
した停止は,5.4.3に適合する急停止機能によって達成しなければならない。
加工物の搬入出のための停止は,5.4.5に適合する通常停止機能によって達成しなければならない。
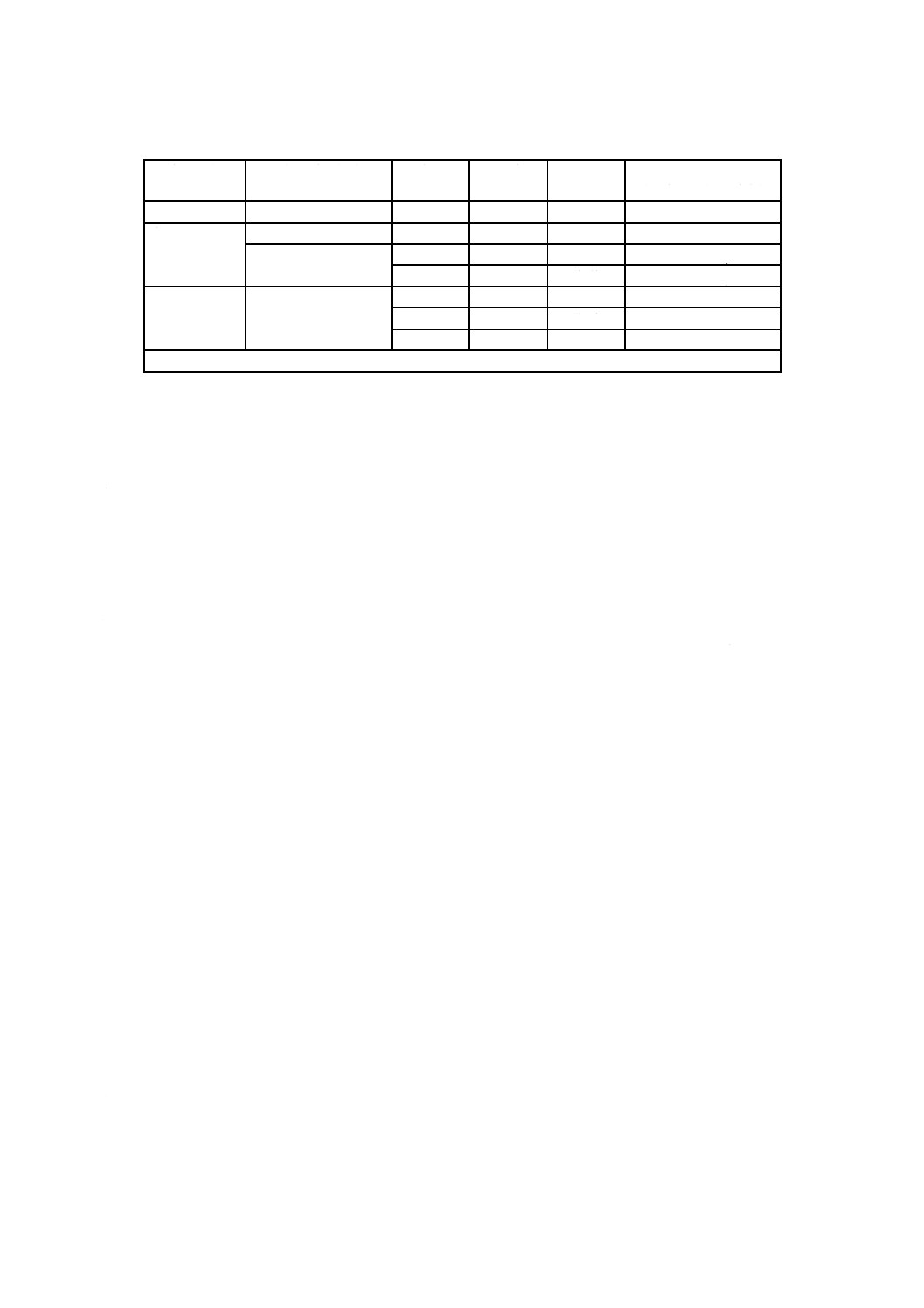
以上を要約したものを表1に,また,停止機能の実装とその実現手段との比較を附属書Cに示す。
11
B 6410:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表1−5.4停止機能で規定する要求事項の要約
停止機能
機能要求/開始
停止
カテゴリ
保持時の
電源遮断
保持時の
制動機構
注記
(関連する細分箇条)
非常停止機能 手動による
0又は1
実行
作動
5.4.2
急停止機能
監視機能による
0又は1
実行
作動
5.4.3.2
保護装置による
0又は1
実行
作動
5.4.3.3 a)
−
−
作動
5.4.3.3 b)
通常停止機能 プログラムによる,
意図した操作による
0又は1
実行
作動
5.4.5.2
−
−
作動
5.4.5.3
2
−
−
5.4.5.4
注記 “−”の項目は,この規格では規定しない。
5.4.2
非常停止機能
サーボプレスは,人の単一動作で開始できる次の非常停止機能をもたなければならない。
a) JIS B 9960-1に規定する停止カテゴリ0又は1の停止として機能する。
b) JIS B 9960-1の関連要求事項及びこの規格の5.3に適合する。
c) 直ちに又はスライド制動後,スライドを制動機構で保持する。
d) 他のすべての操作,制御及び機能に優先する。
e) 非常停止指令の出力された位置でだけ手動でリセットできる。手動リセットは再起動を許可するだけ
で,リセットによって直ちにスライドを再起動しない。
f)
手動リセット後,スライドを始点位置に戻すまでは,寸動行程以外の運転モードを開始しない。
非常停止装置は,JIS B 9960-1の10.7(非常停止用機器)及びJIS B 9703によらなければならない。
5.3に適合することを意図した電源遮断システムの冗長化設計の例を,附属書Dに示す。
5.4.3
急停止機能
5.4.3.1
一般
サーボプレスは,本質的安全設計方策によって押しつぶしの危険源を除去又はそれによるリスクを適切
に低減していない限り,5.4.3.2及び5.4.3.3に適合する急停止機能をもたなければならない。これらの停止
カテゴリは異なってもよい。
急停止機能にかかわるサブシステムは,5.3に適合しなければならない。
急停止機能の作動要求から完了までの時間(急停止時間)は,5.4.3.4に適合しなければならない。
5.4.3.2
監視機能による急停止
5.6に規定する監視機能の信号によって開始する急停止機能及びその他サーボシステムの異常を検知し
たために開始する急停止機能は,停止カテゴリ0又は1の停止として機能し,制動機構でスライドを保持
しなければならない。
注記 監視機能が危険状態を検出したときのその他の要求事項については,5.6.1を参照。
5.4.3.3
保護装置による急停止
保護装置の信号によって開始する急停止機能は,次のいずれか一つに適合しなければならない。
a) 停止カテゴリ0又は1の停止として機能し,制動機構でスライドを保持する。
b) サーボモータの最大起動トルクが印加されてもスライドを保持できる能力をもつ制動機構によって,
スライドを保持する。スライドの制動に電気制動を用いてもよい。電源遮断は必す(須)ではないが,
サーボモータのトルクを印加し続けると,過負荷によって危険状態(例えば,予期しないスライドの
12
B 6410:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
滑り)又は新たな危険源(例えば,極度の高温,高圧流体の噴出)を生じる可能性がある場合,保護
方策として電源遮断を検討しなければならない。
保護装置の信号によって急停止した場合,保護装置が手動リセットされるまで急停止機能を維持するよ
うに設計することが望ましい。
5.4.3.4
急停止時間
急停止機能の完了とは,次のすべてを達成した状態である。
a) スライドの移動速度を10 mm/s以下に減速している。
b) 制動機構を作動している。
c) 停止カテゴリ0又は1の停止として機能する場合,電源遮断を行っている。
急停止機能の作動要求から完了までの時間(急停止時間)は,いかなる単一障害が起こっても,6.2で表
示する急停止時間を超えてはならない。例えば,急停止機能が停止カテゴリ1の停止として機能する場合,
電源障害の影響で急停止状態の達成が遅れてはならない。このため,製造業者は,停止に要する時間が最
も長くなる単一障害状態(すなわち,ワーストケース)を特定し,その状態での停止時間を急停止時間と
して表示しなければならない。
注記1 急停止時間は,JIS B 9715の定義3.2“総合システム停止性能t”において,機械の最大応答
時間t2に相当する時間であり,保護装置の検知機能が作動してから出力信号開閉機器がオフ
状態になるまでの最大時間t1を含まない。
注記2 急停止時に電気制動(減速制御)を行うサーボプレスでは,ワーストケースを明らかにする
ために,サーボシステムのハードウェア及び/又はソフトウェアの解析が要求される場合が
ある(IEC 61800-5-2参照)。
5.4.4
急上昇機能
5.4.3.3に規定する保護装置による急停止機能に代えて,急上昇機能を実行してもよい。ただし,急上昇
機能にかかわるサブシステムは,5.3に適合しなければならない。さらに,身体の一部がスライド及び/又
は金型に到達する前にスライドの移動方向を開き方向に転じられなければならず,かつ,急上昇機能の実
行中,スライドの閉じ方向への移動を確実に防止できなければならない。また,作動方向の急激な反転に
起因する危険源(例えば,金型の落下など)は,設計によって除去しなければならない。
5.4.3.2に規定する監視装置による急停止機能は,急上昇機能に代えてはならない。
5.4.5
通常停止機能
5.4.5.1
一般
通常停止機能は,加工物の搬入出を行う目的でスライドを停止させる機能であり,5.4.5.2〜5.4.5.4のい
ずれか一つに適合しなければならない。
通常停止中に保護装置のミューティングを行う場合,ミューティングによっていかなる人も危険状態に
さらすことがあってはならない[JIS B 9705-1の5.9(ミューティング)参照]。このため,ミューティン
グにかかわるサブシステムは,5.3に適合しなければならない。また,ミューティングの開始タイミングは,
5.4.5.2〜5.4.5.4に適合しなければならず,ミューティングが終了し,すべての安全機能が回復するまで,
スライドの再起動が可能になってはならない。
通常停止機能の実行に要する時間は,6.2で表示する急停止時間以下に設計しなければならない。毎回の
通常停止時の停止時間又は停止距離は,5.6.3に規定するオーバラン監視機能で監視しなければならない。
通常停止を行う位置をスライドが行き過ぎると,その移動方向が開き方向から閉じ方向へ反転するサー
ボプレス(例えば,クランクプレスと同様の機構をもつ機械サーボプレス)は,5.4.5.5の追加要求事項に
13
B 6410:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
適合しなければならない。
5.4.5.2
停止カテゴリ0又は1の停止
通常停止機能は,停止カテゴリ0又は1の停止として機能し,制動機構でスライドを保持する。
通常停止機能を急停止機能と同じサブシステムで行わない場合,保護装置のミューティングは,電源遮
断と同時に開始できる。
5.4.5.3
十分な保持能力をもつ制動機構による保持
サーボモータの最大起動トルクが印加されてもスライドを保持できる能力をもつ制動機構でスライドを
保持する。スライドの制動に電気制動を用いてもよい。また,電源遮断は必す(須)ではないが,過負荷
が新たな危険源又は危険状態を生じる場合,保護方策として実行しなければならない。
通常停止機能を急停止機能と同じサブシステムで行わない場合,保護装置のミューティングは,制動機
構の作動と同時に開始できる。
5.4.5.4
保持監視を伴った停止カテゴリ2の停止
停止カテゴリ2の停止(サーボ停止)として機能する。ただし,5.6.4に適合する保持監視機能を実行し,
スライドの誤作動を検出したときは,急停止に移行する。このとき,次のいずれかに適合しなければなら
ない。
a) 人体部位の押しつぶしを回避できるとみなせる十分なすき間を金型間に確保して,スライドを停止さ
せ,保持する。すき間は,設定ストローク長さの98 %以上とすることが望ましい。
b) スライドを停止させ,保持するまでの金型が閉じる方向へのスライドの移動量が,押しつぶしの危険
源とならないほど小さい。移動量は,2 mm以下とすることが望ましい。
保護装置のミューティングは,保持監視機能の実行と同時に開始できる。
注記 JIS B 9714の6.4(停止条件カテゴリ2の自動監視)を参照。
5.4.5.5
追加要求事項
通常停止を行う位置をスライドが行き過ぎるとスライドの移動方向が開き方向から閉じ方向に反転する
構造のサーボプレスにおいて,このような反転が予見される位置に停止位置がプログラム設定された場合,
いかなる単一障害が起こっても,スライドの行き過ぎ量(オーバシュート)が設定ストローク長さの2 %
を超えたときは急停止機能を開始しなければならない。これは,設定ストローク長さの2 %を許容値とす
る5.6.3に規定するオーバラン監視機能によって達成できる。
注記 この規定に該当する場合として,例えば,クランクプレスと同様の機構をもつ機械サーボプレ
スにおいて,予定停止位置が上死点に設定された場合があるが,これに限らない。
5.5
スライド位置検出器
エンコーダ,リミットスイッチなどのスライドの位置を検出する検出器の信号に基づいて実行される安
全機能は,スライド位置検出器の障害のために,5.3によって定めた性能基準に適合できなくなってはなら
ない。
注記 スライド位置検出器の障害には,検出機能の喪失のほか,スライドに連動する機構部分の異常
(例えば,チェーン切れ,カップリングの脱落)などがある。
安全機能にかかわるスライド位置検出器の設置位置は,使用者によって容易に変更できてはならない。
変更を防止する方策として,設置部分にかぎ(鍵)のかかる覆いを設けてもよい。
5.6
監視機能
5.6.1
一般
5.6.2〜5.6.5に規定する監視機能は安全機能であり,関連するサブシステムは,5.3に適合するために,
14
B 6410:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
それ自身も互いに正常作動を監視し合う冗長系として構成し,一方の系は他方の状態に関係なく,独立し
て電源遮断を実行でき,制動機構を作動できなければならない。どちらか一方の系の機能を喪失させる単
一障害は,直ちに又は次のサイクル開始前までに検出しなければならず,障害の蓄積が機能の喪失に至っ
てはならない。
監視している危険状態を検出したときは,5.4.3.2に適合する急停止機能を開始し,異常を表示し,その
後,再起動のための安全条件が成立するまで停止状態を維持しなければならない。
スライドの作動状態は,直接計測することが望ましい。例えば,スライドの実際の状態を直接計測せず,
サーボモータの回転状態又は通電状態の計測結果から推定する場合,サーボモータの作動とスライドの作
動とが一致しなくなる動力伝達部分の単一障害(不具合)は,監視機能の喪失に至る。
5.6.2
起動/停止監視
スライドの起動,運転許可及び停止にかかわる起動(操作)装置並びに保護装置からの信号とサーボモ
ータ,制動機構及びスライドの作動状態との関係を比較し,不一致などの異常を検出しなければならない。
起動/停止監視機能は,少なくとも1サイクルに1回以上,すべての信号の関係を検査しなければならな
い。
5.6.3
オーバラン監視
サーボプレスは,毎回の通常停止時,停止時間又は停止距離を監視し,設計した許容値を超えたときは
急停止機能を開始しなければならない。許容値は,使用者によって容易に変更できてはならない。停止後,
スライドを始点位置に戻すまでは,寸動行程以外の運転モードを開始できてはならない。
注記 通常停止機能と急停止機能とを同じサブシステムで行うサーボプレスにおいてオーバランが発
生した場合は,スライド停止後,スライドを始点位置に戻すまで寸動行程以外の運転モードを
開始できないようにするだけでよい。
5.6.4
保持監視
5.4.5.4の通常停止機能を行うサーボプレスは,通常停止中にスライドの停止位置を監視し,設計した許
容値を超える誤作動を検出しなければならない。
注記 JIS B 9714の6.4を参照。
5.6.5
制動性能監視
通常停止機能でスライドの制動に制動機構を使用せず,急停止機能でスライドの制動に制動機構を使用
するサーボプレスは,制動機構単独での制動性能を定期的に確認するために,次のいずれかの制動性能監
視機能をもたなければならない。
a) スライドが停止した状態のまま制動機構を作動させて,制動性能を確認する静的な監視。
b) スライドが最大速度で作動している状態で制動機構を作動させて,制動性能を確認する動的な監視。
複数の制動機構をもつサーボプレスは,個々の制動機構の性能を独立に確認できなければならない。
制動性能監視機能は,例えば,スライドの起動シーケンスに組み込むなどの方法によって,自動的に開
始するように設計することが望ましい。手動でしか開始しない場合,仕様に定めた頻度で実行されないと
きは,運転継続を不能にするか又は視覚表示,視覚信号及び/又は聴覚信号で警告しなければならない。
実行頻度は,サーボプレスの始動時及び静的な監視の場合はその後8時間に1回以上,動的な監視の場
合はその後24時間に1回以上とすることが望ましい。
注記 静的な制動性能監視機能の実装例を,附属書Eに示す。
5.7
起動前存在検知
操作者が危険限界内に人が立ち入っていることを操作位置からスライド起動前に確認できないことが予
15
B 6410:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
見されるサーボプレス(例えば,危険限界内に立ち入れる又は検知保護設備と危険限界との間に立ち入れ
るような大形のサーボプレス)は,危険限界内に人が存在するときにスライドの再起動が可能にならない
よう,補助光軸,レーザスキャナ,マットスイッチなどの検知保護設備を設け,危険限界内を直接監視す
るインタロックを構成しなければならない。
意図する用途,使用環境又は運用上の制約のために,検知保護設備の使用が合理的に実施可能でない場
合は,ロックアウト手段を提供し,これを用いて危険限界内への人の立ち入りを管理する旨の指示事項を
使用上の情報に含めなければならない。
側面及び/又は背面の防護に能動的光電子保護装置などの検知保護設備を使用する場合,それらの信号
によって急停止した後の再起動に対して,起動前存在検知の必要性を考慮して設計しなければならない。
例えば,作動した検知保護設備の検知領域を十分確認できる位置で,それを手動リセットするまで急停止
機能を維持するように設計してもよい(5.4.3.3参照)。
5.8
上昇無効
上昇無効を行うサーボプレスは,開き行程中,スライドの移動速度(上昇で開く場合は,上昇速度)を
監視し,サーボシステムの誤作動による意図しない移動速度の減少(上昇速度の減少)を検出しなければ
ならない。この速度監視機能にかかわるサブシステムは,5.3に適合しなければならず,互いに監視し合う
冗長系として構成され,いかなる単一障害も機能喪失に至ってはならない。また,少なくとも一つの系は,
スライドの移動速度を直接計測する構成で設計しなければならない。
意図しない速度の減少を検出したときは,急停止機能を開始する。このとき,次のいずれかに適合しな
ければならない。
a) 人体部位の押しつぶしを回避できるとみなせる十分なすき間を金型間に確保して,スライドを停止さ
せ,保持する。すき間は,設定ストローク長さの98 %以上とすることが望ましい。
b) スライドを停止させ,保持するまでの金型が閉じる方向へのスライドの移動量が,押しつぶしの危険
源とならないほど小さい。移動量は,2 mm以下とすることが望ましい。
作業一行程で開き方向への作動が複数回行われる軌道がプログラムされた場合は,最終の開き作動以外
のときに上昇無効を行って,危険状態を引き起こしてはならない。
注記 上昇無効のシステム制御及び保護方策の適切なカテゴリについては,附属書B参照。
5.9
ソフトウェア安全要求事項
サーボプレスで使用するソフトウェアは,それによってサーボシステムの安全関連部がこの規格の要求
事項に適合できなくなってはならず,信頼でき,かつ,障害発生時の挙動が許容できるよう,試験し,評
価し,証明しなければならない。また,ソフトウェアを複数の安全機能で使用する場合には,ソフトウェ
アは最も高い性能基準の安全機能の要求事項に適合しなければならない。
この目的を達成するために推奨するソフトウェアに適用する方策の例を,附属書Fに示す。
5.10 制動機構
5.10.1 一般
サーボプレスは,サーボシステムに依存せずに(これとは独立した系として),スライドを減速,停止及
び停止後その状態を保持する機械的又は液圧的制動機構を備えなければならない。
制動機構は,サーボモータの最大起動トルクが印加された状態でもスライドの停止状態を保持できなけ
ればならない。これが満足できない場合には,制動機構を利用する停止機能の実行中,サーボモータのト
ルクをスライドに伝達させてはならない。サーボモータのトルクをスライドに伝達させない方法に,電源
遮断を行ってトルク出力を0とする方法があるが,これに限らない。
16
B 6410:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.10.2 機械的制動機構
機械的制動機構は,次の事項に適合するように設計・製作しなければならない。
a) バンドブレーキを用いてはならない。
b) 入力されるエネルギーが高い状態から低い状態へ移行(例えば,エネルギー供給の中断,入力信号の
OFF又は除去)したときに,ばねによってスライドを制動するばねリターン式ノーマリクローズド形
でなければならない。
c) ばねは複数使用され,すべてのばねの50 %が破損しても制動機能を喪失してはならない。
d) ばねに負荷を与える機構は,適切に調節された状態でばねの位置が固定され,かつ,緩むことがない
構造でなければならない。
e) 電磁弁を用いて操作する場合,電磁弁は,複式でなければならない。単一障害が生じた場合には,ス
ライドを停止させ,かつ,再起動を防止しなければならない。
f)
単一障害で制動機能及び保持機能を喪失してはならない。考慮しなければならない単一障害には,液
圧又は空気圧の遮断又は低下,電力供給の遮断,断線,乾式ブレーキのブレーキ面への油脂類の侵入
などがある。
5.10.3 液圧的制動機構
液圧的制動機構は,次の事項に適合するように設計・製作しなければならない。
a) 入力されるエネルギーが高い状態から低い状態へ移行したとき,スライドを制動するノーマリクロー
ズド形でなければならない。
b) 複数の電磁弁を,スライド閉じ側の出口ポートに直列に配置した冗長系として構成しなければならな
い。
c) 単一障害は,次の安全機能の作動要求時又はその前までに検出されなければならない。検出した場合
は,急停止機能を開始し,かつ,障害が修復されるまで再起動が可能になってはならない。
d) 電磁弁のうち,スライド閉じ側の出口ポートに近い位置に配置する弁は,シリンダに直接溶接にて又
はフランジを介して接続しなければならない。
複数のシリンダで構成される液圧制動機構においては,電磁弁のうち,スライド閉じ側の出口ポートか
ら遠い方に配置する弁を複数のシリンダで共用する構成としてもよい。
5.11 スライド拘束手段
5.11.1 一般
調整,清掃,検査及び保全の作業中,サーボシステムを電源遮断し,スライドを拘束するための適切な
手段として,5.11.2に適合する機械的拘束装置及び/又は5.11.3に適合する安全ブロックを備えなければ
ならない。さらに,これらのスライド拘束手段を使用しないで調整,清掃,検査及び保全の作業を行うこ
との危険性は,マーキング,取扱説明書などによって警告しなければならない。
危険限界内又は検知保護設備と危険限界との間に人が立ち入れるような大形のサーボプレスは,電源再
投入後の起動/再起動に対して,5.7の起動前存在検知の必要性を考慮して設計しなければならない。
5.11.2 機械的拘束装置
機械的拘束装置は,次の事項に適合するように設計・製作しなければならない。
a) 入力される制御信号のエネルギーの高い状態から低い状態への移行(すなわち,入力信号のOFF又は
除去)によってスライドの拘束を開始するノーマリクローズド形である。
b) 重力又はばねによって機械的障害物を作動させる。
c) 機械的障害物の強度によってスライド及びこれに付随する金型(例えば,上型)の合計質量を支える。
17
B 6410:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
d) サーボシステムを電源遮断するインタロックと連携する。
e) 意図しない機械的拘束装置の作動に起因する危険源(例えば,衝撃による金型の落下)が,解析され,
除去されている。
機械的拘束装置が,ある特定の位置(拘束可能位置)でしかスライドを拘束できない構造の場合,視覚
表示,視覚信号及び/又は聴覚信号を用いて,拘束可能位置に正しくセットされたことを通知する又は機
械的障害物が有効に機能していないことを警告する手段を備えなければならない。
5.11.3 安全ブロック
安全ブロックは,次の事項に適合するように設計・製作しなければならない。
a) スライド及びこれに付随する金型(例えば,上型)の合計質量を支えられる。
b) スライド又は上型とボルスタ又は下型との間に挿入して使用できる形状(寸法)である。
c) サーボシステムを電源遮断するインタロックと連携する。
5.12 運転モード
5.12.1 一般
サーボプレスには,作業一行程及び寸動行程の運転モードを設けなければならない。これらの切替えは,
5.12.2に適合する運転モード選択機構で行われなければならない。用途に応じて,連続行程などの他の運
転モードを設けてもよい。特別な運転モードについては,スライドの動き,起動(操作)装置の操作及び
/又は保護装置の機能制限などの関連事項を使用上の情報として提供しなければならない。
5.12.2 運転モード選択
サーボプレスの運転モードは,選択した位置で確実に固定でき,自重の影響,軽微な振動などの影響で
意図せずに切り替わらないモード切替装置(例えば,キー操作式スイッチ)によって選択できなければな
らない。モード切替装置には,選択可能な運転モードに加え,任意でサーボシステムを電源遮断するため
の“OFF”,“○”又は“切”と表示した切替位置を備えなければならない。
運転モードに付随して起動(操作)装置及び/又は保護装置を切り替える場合,これらの選択は,次の
いずれかの切替装置及び/又は機構によって行わなければならない。
a) キー操作式の直接開路(強制開離)動作機能付制御スイッチ(JIS C 8201-5-1の附属書K参照)。選択
していない位置(スイッチ接点)は,強制開離動作によってサーボシステムから確実に隔離される。
b) キー操作式スイッチ及び監視機能付き冗長化ハードウェア。
c) 5.3に適合する安全関連部(該当する場合,ソフトウェアを含む。)。運転モードの選択を画面上で行う
場合は,選択した内容を表示する前にスライドを起動できてはならない。
5.12.3 寸動行程
寸動行程を選択した場合は,寸動行程中の一時停止時(寸動停止時)も含めて,身体の一部が危険限界
に進入したことを検知し,急停止機能を開始しなければならない。すなわち,寸動停止を標準の制御機能
で達成してもよいが,保護装置のミューティングを実行してはならない。ただし,機械又は液圧サーボプ
レスブレーキにおいて,意図する用途の制約上,保護装置を使用することが合理的に実施可能でない場合,
次のすべてに適合するサーボプレスブレーキに限り,保護装置をミューティングしてもよい。
a) 寸動停止を5.4.5.2〜5.4.5.4のいずれか一つに適合する通常停止機能で達成する。
b) 寸動行程時,スライドとボルスタとの間隔が狭まる方向へ作動させる操作と広がる方向へ作動させる
操作とが独立しており,各々の操作のための制御器を個別に備える。
寸動行程は,スライドがいずれの位置にあってもスライドを起動できる。ただし,危険限界内に人が立
ち入れる又は検知保護設備と危険限界との間に人が立ち入れるような大形のサーボプレスでは,5.7の起動
18
B 6410:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
前存在検知の必要性を考慮しなければならない。
5.12.4 連続行程
連続行程では,いかなるミューティングも実行してはならない。
連続行程を設ける場合,誤操作による意図しない連続行程への切替えを防止しなければならない。これ
は,5.12.2の運転モード選択機構とは別に,連続入・切スイッチ,連続行程起動専用スイッチ,セットア
ップボタンなどの機器を備え,連続行程を開始する条件操作を行うようにすることで達成できる。この条
件操作には制限時間を設け,運転モードを連続行程に切り替えた後,制限時間内にスライドが起動されな
い場合は,開始指令をキャンセルし,再度操作しなければ行程を開始できないようにしなければならない。
条件操作のための機器を別に備えず,一定時間起動ボタンを押し続けるなどの操作で,この条件操作を代
替してはならない。
5.12.5 保護装置の信号によってスライドが起動する行程
特別な保護装置(例えば,制御式ガード)からの信号によるスライドの起動制御は,そのための専用の
運転モードでだけ実行できてもよい。ただし,次のすべてに適合しなければならない。
a) サーボプレスの構造上のストローク長さが600 mmを超えてはならない。
b) ボルスタの奥行きが1 000 mmを超えてはならない。
c) スライドを起動する保護装置が起動機能インタロック付きガード(制御式ガード)の場合,JIS B 9700-2
の5.3.2.5の要求事項に適合するように設計しなければならない。
d) スライドを起動する保護装置が電気的検知保護設備の場合,JIS B 9704-1のA.8(機械の再始動)の要
求事項に適合するように設計しなければならない。電気的検知保護設備で防護する開口部の下端は,
床面から750 mm以上高くなければならない。
5.12.6 外部装置の信号によってスライドが起動する行程
起動装置及び特別な保護装置とは別の外部装置からの信号によるスライドの起動制御は,そのための専
用の運転モードでだけ実行できてもよい。ただし,本質的安全設計方策によって押しつぶしの危険源を除
去又はそれによるリスクを適切に低減していない限り,次のすべてに適合しなければならない。
a) この専用の運転モードでは,いかなるミューティングも実行してはならない。
b) 外部装置からの信号は,保護装置の停止信号に優先してはならない。
c) 5.12.2の運転モード選択機構とは別に,この専用の運転モードを開始する条件操作を行う機構(例え
ば,セットアップボタン,回路リセット装置)を備えなければならない。
d) 連続行程の場合と同様に,この条件操作を行う装置には制限時間を設け,外部装置からの信号待ちで
制限時間以上放置された場合には,開始指令をキャンセルするようにしなければならない。
e) 外部装置からの信号は冗長入力され,冗長系で処理しなければならない。
5.12.7 手動パルス発生器を用いてスライドを作動させる行程
手動パルス発生器による手動送りは,そのための専用の運転モードでだけ実行できてよい。この専用の
運転モードでは,次のいずれかによって,押しつぶしの危険源を除去又はそれによるリスクを適切に低減
しなければならない。
a) 本質的安全設計方策を実施する。
b) ガード及び/又は保護装置を使用する。
c) スライドの移動速度を10 mm/s以下に制限する。さらに,ホールド・ツウ・ラン制御装置又はイネー
ブル機器を備え,これを継続操作していないとき,5.4.3.3に規定する急停止機能を開始する。
注記1 ホールド・ツウ・ラン制御装置又はイネーブル機器は,足踏み操作式のものでもよい。
19
B 6410:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
手動パルス発生器は,次のすべてに適合するように設計・製作しなければならない。
d) 手動パルス発生器を選択(有効に)したときは,他の装置によってスライドを起動できない。
e) 自重の影響,軽微な振動などによって,意図しないパルスが発生しない。
f)
意図的な操作を行わない限り,選択(有効に)できない。
注記2 例えば,操作盤の照光式押ボタンを押したときだけ,手動パルス発生器が有効になり,押
ボタンの点灯で,操作者に手動パルス発生器が有効であることを通知することで,意図し
ない選択を防止できる。
5.13 表示装置
5.13.1 ストローク表示装置
サーボプレスは,操作者及び作業関係者が認知しやすい位置に,設定したストロークにおけるスライド
の現在の位置を表示する装置を備えなければならない。さらに,合理的に実施可能な場合には,次の項目
を表示することが望ましい。
a) スライドの移動方向(上昇,下降など)
b) 設定ストロークの上限位置,下限位置又はこれらを設定しているリミットスイッチなどの位置
c) オーバラン監視機能の設定パラメータ(許容停止距離など)及びその実行結果(ただし,連続運転中
を除く。)
5.13.2 停止状態表示装置
サーボプレスは,調整,清掃,検査及び保全の作業中,操作者及び作業関係者がサーボモータへの電力
供給状態又は制動機構の作動状態若しくは開放状態を誤認識することを防止するために,スライドの停止
状態が電源遮断によるものか,サーボ停止によるものか,制動機構が作動しているかを明りょう(瞭)に
表示する装置又は点灯若しくは消灯によって通知する装置を備えなければならない。
6
使用上の情報
6.1
一般
機械の表示(例えば,標識,記号)及び指示資料(例えば,運転及び保全のマニュアル)の提供は,JIS
B 9700-1,JIS B 9700-2及びJIS B 9960-1の関連要求事項によらなければならない。警告装置を備える場合
は,JIS B 9700-2及びJIS B 9960-1に適合しなければならない。
6.2
表示
サーボプレスには,明確で読みやすく耐久性のある方法で,機械本体に次の項目を表示しなければなら
ない。
a) 製造番号
b) 製造業者名
c) 製造年月
d) 種別(機械サーボプレス,機械サーボプレスブレーキ,液圧サーボプレス又は液圧サーボプレスブレ
ーキのいずれか)
e) 急停止時間
f)
専用の用途を意図して設計した場合,意図する使用方法(例えば,ノーハンドインダイ又は自動)
“ノーハンドインダイ”を意図して設計したサーボプレスは,“ハンドインダイ”で使用されることを技
術的に防止できない場合には,マーキング,取扱説明書又は適切な媒体によって,その危険性を警告しな
ければならない。また,設置,試運転,分解などの局面におけるリスク低減のために,次の項目を追加し
20
B 6410:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
なければならない場合がある。
g) 最大停止時間(保護装置の検知機能が作動してから急停止機能を完了するまでの時間の最悪値)
h) 加圧能力(圧力能力)
i)
構造上のストローク長さ
j)
機械質量
k) 輸送及び設置のためのつり上げ箇所
注記 上記以外の項目の表示が,法的に義務付けられている場合がある。
6.3
電気電子装置・部品の寿命
電気電子装置・部品の寿命及びこれらの点検・交換周期に関する指示事項を,取扱説明書又は適切な媒
体によって明示しなければならない。必要な場合は,部品交換に関する専門知識の要求又は推奨部品以外
の部品を使用することの危険性に関する情報を含めなければならない。合理的に実施可能な場合には,構
成品の作動回数又は稼働時間を計測する装置を,サーボプレスに備えることが望ましい。
21
B 6410:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A
(規定)
サーボプレスに特有な危険源の一覧
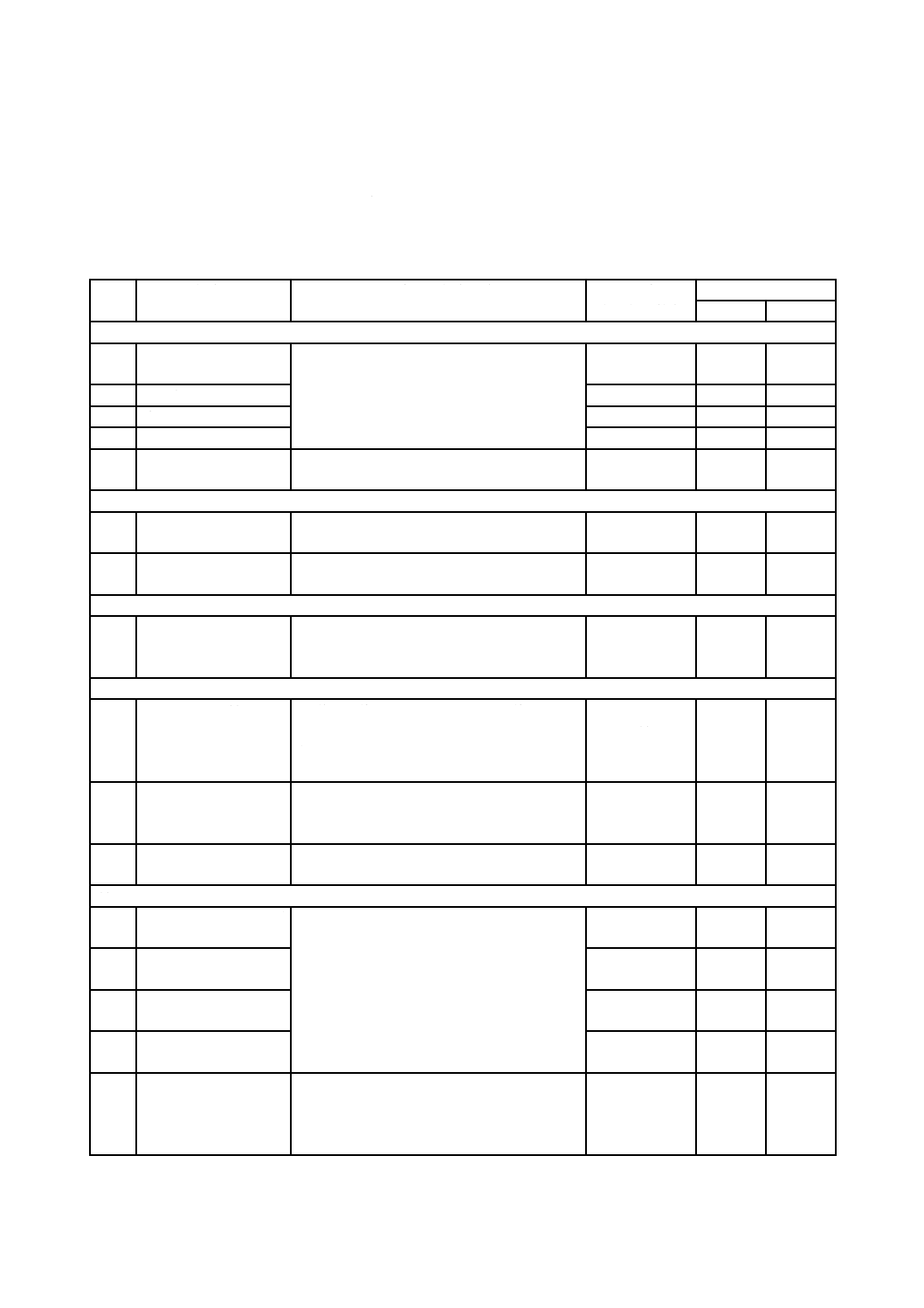
表A.1−危険源リスト(JIS B 9702の附属書Aを引用)
No.
危険源
関連する危険区域
この規格の
参照細分箇条
JIS B 9700
第1部
第2部
1. 機械的危険源
1.1
押しつぶし
上型と下型との間,スライドと上型との間,
ボルスタと下型との間,ワークと金型との間
モータ回転軸,歯車,ベルトなどの動力伝達
部
5.2.2,5.3〜5.6,
5.10
4.2.1
4.2
1.2
せん断
5.2.2,5.3〜5.6
4.2.1
4.2
1.4
巻き込み
5.2.1
4.2.1
4.2
1.6
衝撃
5.2.2,5.3〜5.6
4.2.1
4.2
1.9
高圧流体の噴出
液圧システム(ポンプ,シリンダ,配管など)
及びその周辺
5.2.9
4.2.1
4.10
2. 電気的危険源
2.1
充電部に人が接触(直
接接触)
電気キャビネット,端子ボックス,制御パネ
ル
5.2.3
4.3
4.9,5.5.4
2.2
不具合状態下で充電部
に人が接触(間接接触)
露出導電性部分,
保守中の電気装置
5.2.3
5.2.5
4.3
4.9
3. 熱的危険源
3.1
極度の高温による火
傷,熱傷及びその他の
傷害
モータ,抵抗器及びその周辺
5.2.7
4.4
8. 設計時に人間工学的原則の無視から起こる危険源
8.6
ヒューマンエラー,
人間挙動
上型と下型との間,スライドと上型との間,
ボルスタと下型との間,安全ブロックの設置
位置
5.2.8,5.7,
5.8,5.11
4.9
4.8,
5.5.4,
5.5.5,
箇条6
8.7
手動制御器の不適切な
設計又は配置
両手操作制御装置,
非常停止装置,
操作位置
5.4.2,
5.12.2〜5.12.4,
5.12.7
4.11.8,
4.11.10,
5.5.2
8.8
視覚表示装置の不適切
な設計又は配置
ストローク表示装置,
操作位置
5.12.7,
5.13
4.8.8
10. 次の事項から起こる予期しない始動,予期しない超過走行・超過速度(又は類似不調)
10.1
制御システムの故障/
混乱
上型と下型との間,スライドと上型との間,
ボルスタと下型との間,ワークと金型との間
モータ回転軸,歯車,ベルトなどの動力伝達
部
5.4〜5.6,5.11
4.11,
5.5.4
10.2
エネルギー供給の中断
後の回復
5.2.4,5.2.5
4.11.4
10.3
電気設備に対する外部
影響(電磁妨害)
5.2.6
4.11.11
10.4
その他の外部影響(重
力など)
5.11
4.11.5
14.
制御システムの危険側
障害(ハードウェア,
ソフトウェア,空気圧
回路,液圧回路)
上型と下型との間,スライドと上型との間,
ボルスタと下型との間,ワークと金型との間
モータ回転軸,歯車,ベルトなどの動力伝達
部
5.2.3〜5.2.6,
5.2.9,5.3〜5.12
4.11,
4.12
22
B 6410:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書B
(参考)
サーボプレスのリスクアセスメント結果の例
B.1
意図する用途の違いによるリスクアセスメント結果の比較
表A.1に規定するサーボプレスに特有な危険源から抜粋したものに対し,リスクアセスメントを実施し
た結果の例として,ハンドインダイでの使用を意図したサーボプレスを想定した場合を表B.2に,また,
ノーハンドインダイでの使用を意図したサーボプレス(自動プレスとして設計されたサーボプレス)を想
定した場合を表B.3に示す。
ここで,表B.2に示すハンドインダイプレスは,次の前提による。
− 自動車用金属パーツを製作するラインの機械設備
− 加圧能力8 000 kN,2ポイント2軸駆動の門形動力プレス機械
− ロード・アンロード作業は作業員によって行われ,複数作業員が従事する。
− 作業員及び保守点検者は,特別教育訓練を受けた者を対象とする。
− 保護装置は,プレスルーム側面には固定ガード。ロード及びアンロード側の作業員が1サイクル
ごとに機械にアクセスする箇所には,光線式安全装置を設置
また,表B.3に示すノーハンドインダイプレスは,次の前提による。
− 自動車用金属パーツを製作するラインの機械設備
− 加圧能力8 000 kN,2ポイント2軸駆動の門形動力プレス機械
− ロード・アンロードは搬送機械によって行われ,生産時,作業員は直接関与しない。
− 作業員及び保守点検者は,特別教育訓練を受けた者を対象とする。
− 保護装置は,プレスルーム側面には固定ガード,前後面にはインタロック付きガードを設置
B.2
リスクの見積り及び評価
表B.2及び表B.3において,リスクを見積もるときの基準及びリスクレベルの評価は,次による。
a) リスクは,危害(身体的傷害及び/又は健康被害)のひどさと危害の発生確率との組合せで見積もる。
1) 危害のひどさ(S):傷害及び/又は健康被害の程度によって次の基準で見積もる。
− S1:すりきず ········ 不休業に至らない負傷
− S2:軽傷 ·············· 不休業災害
− S3:重傷 ·············· 休業,後遺症8〜14級
− S4:重大災害 ········ 死亡,後遺症7級以上
2) 発生する確率:危険源にさらされる頻度(F)及び危害を回避できる可能性(P)から見積もる。
危険源にさらされる頻度(F): 接近の必要性(例 加工材の手送り,保全・修理),接近の頻度・経
過時間及び接近する人の数などを考慮し,次の基準で見積もる。
− F1:まれ〜時々又は危険源にさらされる時間が短時間
− F2:頻繁に〜継続的又は危険源にさらされる時間が長時間
危害を回避できる可能性(P): だれが運転するか(熟練者,未熟者,無人),危険事象の発生速度(不
意,高速,緩慢)などを考慮し,次の基準で見積もる。
23
B 6410:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
− P1:特定の条件の下で可能
− P2:ほとんど不可能
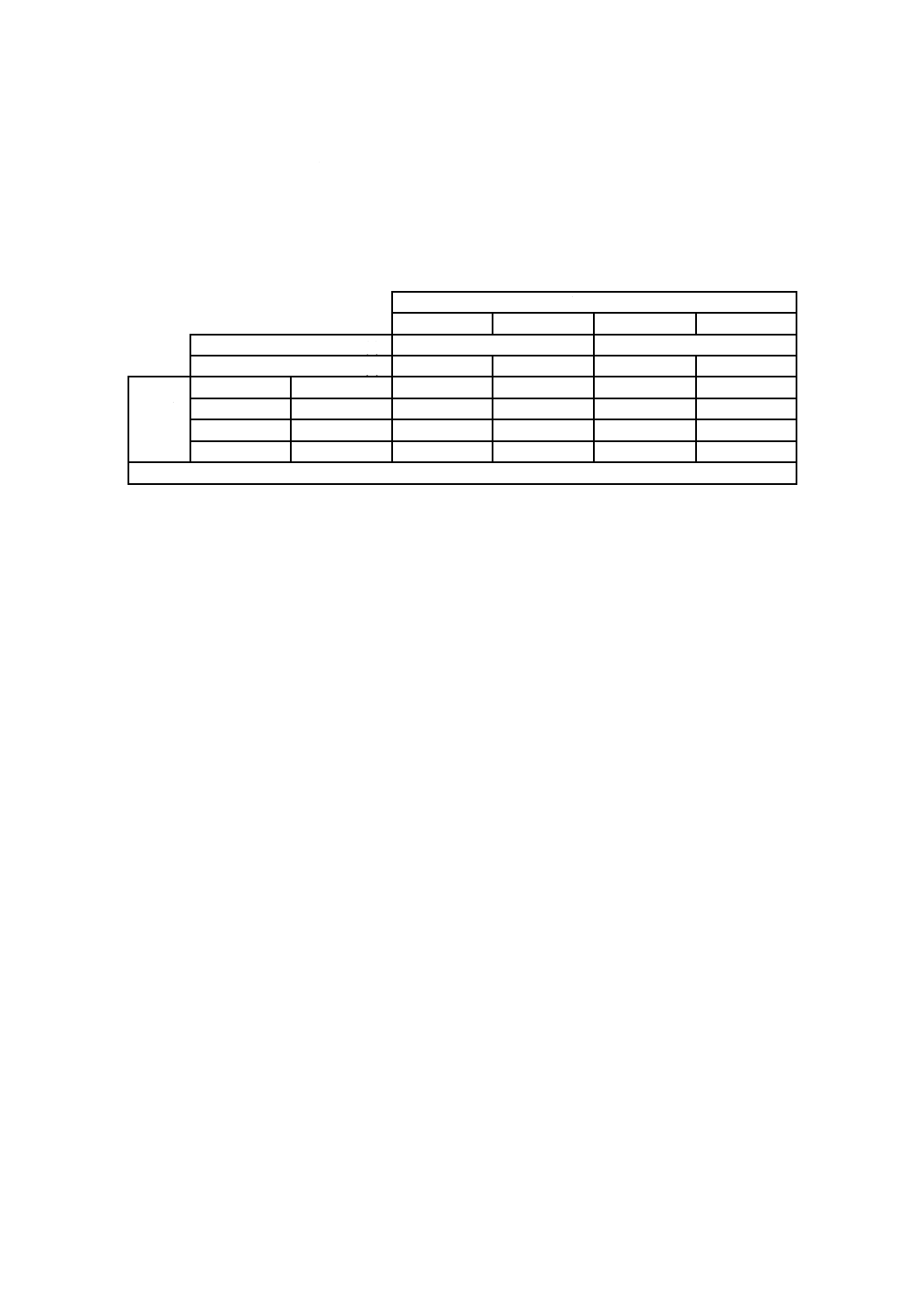
b) 危害のひどさ(S),頻度(F)及び回避可能性(P)から,表B.1のリスクマトリックスに従ってリスクレベ
ルを決定する。ここでは,レベルⅢ〜Ⅴは許容できないリスクとし,保護方策が必要であるとした。
表B.1−リスクマトリックス
危害の可能性
可能性が高い 可能性がある 可能性は低い ほとんどない
危険源にさらされる頻度 (F)
F2
F1
危害を回避できる可能性 (P)
P2
P1
P2
P1
危害の
ひどさ
(S)
重大災害
S4
Ⅴ
Ⅴ
Ⅳ
Ⅲ
重傷
S3
Ⅴ
Ⅳ
Ⅲ
Ⅲ
軽傷
S2
Ⅳ
Ⅲ
Ⅱ
Ⅱ
すりきず
S1
Ⅲ
Ⅱ
Ⅱ
Ⅰ
注記 リスクレベルをⅠ〜Ⅴに分類する。数字が大きい方がリスクが大きい。
24
B 6410:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
白 紙
25
B 6410:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
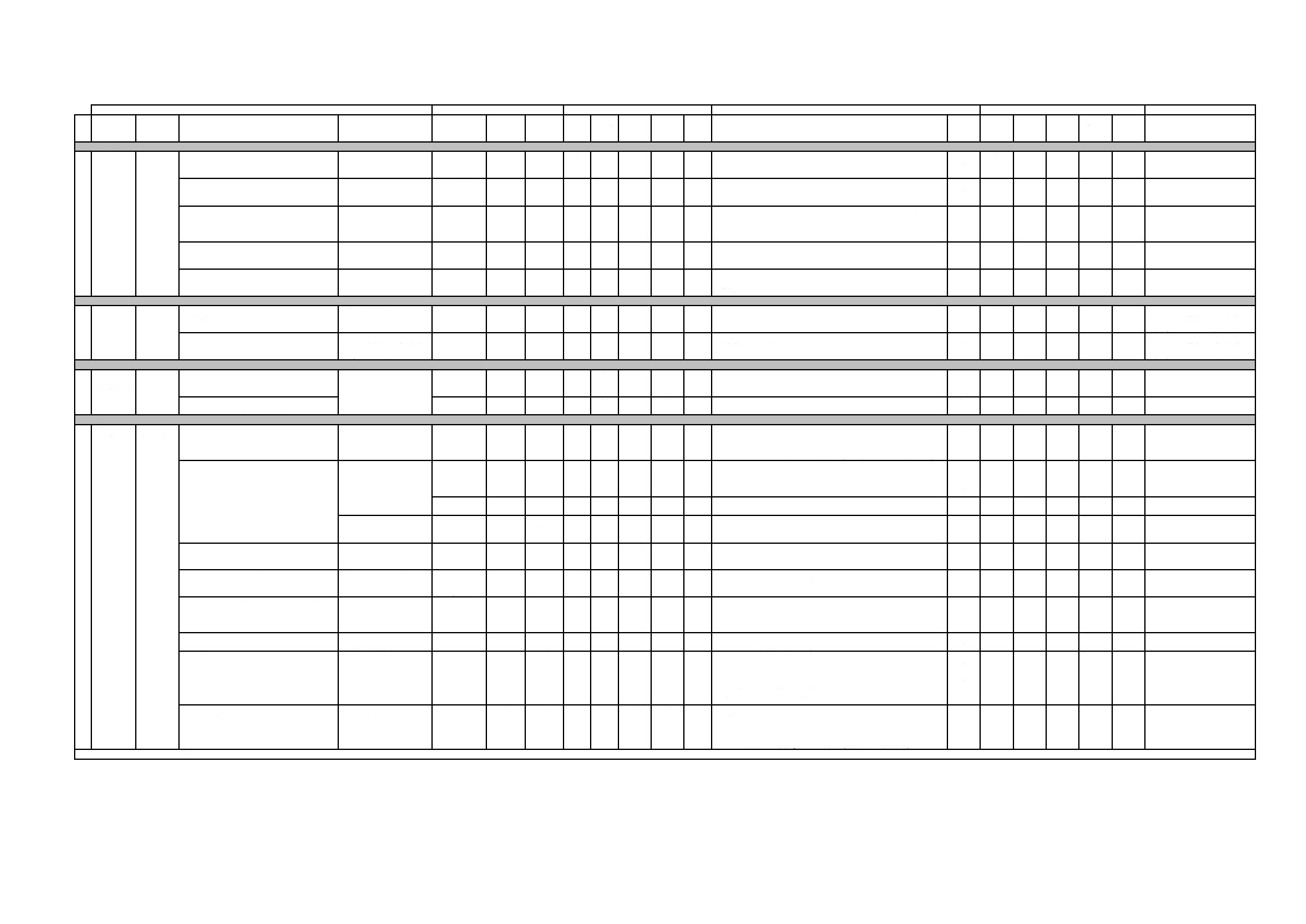
表B.2−ハンドインダイでの使用を意図したサーボプレスのリスクアセスメント結果(抜粋)
危険源の同定
運転モード
リスクの見積りと評価
保護方策と制御システム安全関連部のカテゴリ
保護方策実施後のリスクの見積りと評価
NO
危険源
危険区域
危険状態
対象人員
生産
段取
保守
危害の
可能性
被害の
ひどさ
S
危険にさ
らされる
頻度 F
危険を回
避できる
可能性 P
評価
対応する保護方策
制御
システム
カテゴリ
危害の
可能性
被害の
ひどさ
S
危険にさ
らされる
頻度 F
危険を回
避できる
可能性 P
総合査定
(危険性
レベル)
使用上の情報
1 機械的危険
1.1 押しつぶしの
危険
危険限界(上
型と下型との
間,プレスル
ーム)
スライドが下降する
運転作業員,周囲不特定作業員
○
“作業一行程”
運転中
有
S4
F2
P2
Ⅴ
光線式安全装置の設置光線式安全装置の光線遮光によってサーボ動力遮断し,機
械式ブレーキによってプレスを急停止する方策をとる。*a
*a
4
無
予定された停止位置(待機点)に止まらず,スライド
が下降する
運転作業員,周囲不特定作業員
○
“作業一行程”
運転停止時
有
S4
F2
P2
Ⅴ
オーバラン検出装置の設置オーバラン検出によってサーボ動力遮断し,機械式ブ
レーキによって急停止し再起動を禁止する方策をとる。*b
*b
4
無
スライドが下降する
段取作業員,周囲不特定作業員
○“寸動”
運転中
有
S4
F1
P2
Ⅳ
10 mm/s以下の微速運転とする。*c(方策その1)光線式安全装置の光線遮光によ
ってプレスを急停止とする。*a(方策その2)
*c
4
*a
4
無
予定された停止位置(待機点)に止まらず,スライド
が下降する
段取作業員,周囲不特定作業員
○“寸動”
運転の
停止時
有
S4
F1
P2
Ⅳ
光線式安全装置の設置光線式安全装置の光線遮光によってサーボ動力遮断し,機
械式ブレーキによってプレスを急停止する方策をとる。*a
*a
4
無
停止中,不意にスライドが下降/落下する
保守・点検作業員,サービス員
○
“切”
(停止維持)
有
S4
F1
P2
Ⅳ
セーフティブロックの設置動力遮断インタロック付きとし,セーフティブロック
使用によって,サーボモータの動力遮断及び機械式ブレーキによってスライドを
保持させる。*d さらに,物理的にスライド及び上型の質量を支える。
*d
4
無
8 設計時に人間工学的原則の無視から起こる危険源
8.6 オペレータの
挙動,
ヒューマンエ
ラー
危険限界(上
型と下型との
間,プレスル
ーム)
保守・点検作業中にスライドが不意に下降/落下する
(安全ブロックを使用しない)
保守・点検作業員,サービス員
○
有
S4
F1
P2
Ⅳ
−
有
S4
F1
P2
Ⅳ
警告銘板のちょう(貼)付取扱説明
書にリスクと警告を記載(作業標準
の作成,ユーザによる教育・訓練)
危険域内に閉じ込められた状態でスライドを不注意に
操作し,下降する
運転作業員,周囲不特定作業
員,段取作業員,保守・点検作
業員,サービス員
○
○
○
有
S4
F1
P2
Ⅳ
ロックアウト装置の設置*k(動力遮断でパッドロックをかける安全スイッチによ
る作業管理システム)
*k
(4)
有
S4
F1
P2
Ⅳ
警告銘板のちょう(貼)付取扱説明
書にリスクと警告を記載(作業標準
の作成,ユーザによる教育・訓練)
10 次の事項から起こる予期しない始動,予期しない超過走行/超過速度(又は類似不調)
10 停電回路/機
器故障による
電源供給の中
断
危険限界(上
型と下型との
間,プレスル
ーム)
停電又は回生制動回路故障によって急停止時間が延び
ることによってスライド停止が間に合わない危険
運転作業員,周囲不特定作業
員,段取作業員,保守・点検作
業員,サービス員
○
○
○
有
S4
F1
P2
Ⅳ
・停電(無電圧)によってサーボ動力を遮断,機械式ブレーキによって急停止し,
停止維持する。
・回生制動は急停止時間に使用しない。
−
無
抵抗制動回路故障によって急停止時間が延びることに
よるスライド停止が間に合わない危険
○
○
○
有
S4
F1
P2
Ⅳ
抵抗制動回路モニタ設置*m
*m
4
無
14 制御システムの危険側障害
制御システム
の故障
危険限界(上
型と下型との
間,プレスル
ーム)
制動機構の制御システムの故障によってスライドが停
止できない
運転作業員,保守・点検作業員,
サービス員
○
○
○
有
S4
F1
P2
Ⅳ
・ばね締め,ノーマリクローズド形機械式ブレーキの設置。
・機械式ブレーキのすべてのばねの50 %が破損してもブレーキ性能が維持できる
機構とする。
・ブレーキ性能モニタ設置*fブレーキ異常を検出し,プレス運転を禁止する。
*f
4
無
サーボシステムの減速制御,電気制動及び停止中,制
御不能によってスライドを制動できない
運転作業員,周囲不特定作業員 ○“作業一行程”
待機点停止(ミュ
ーティング中)
有
S4
F1
P2
Ⅳ
オーバラン検出装置*bと逆転検出装置の設置*hオーバラン検出又は逆転検出によ
ってサーボ動力遮断し,機械式ブレーキによって急停止し再起動を禁止する方策
をとる。
*b
4
*h
4
無
○“作業一行程”
下降行程停止維持
有
S4
F1
P2
Ⅳ
光線式安全装置の設置光線式安全装置の光線遮光によってサーボ動力遮断し,機
械式ブレーキによってプレスを急停止する方策をとる。*a
*a
4
無
段取作業員,周囲不特定作業
員,サービス員
○“寸動”
下降行程
停止維持
○“寸動”
下降行程
停止維持
有
S4
F1
P2
Ⅳ
同上
*a
4
無
上昇中,スライドが下降する
段取作業員,周囲不特定作業
員,サービス員
○“寸動”
上昇行程中
と停止維持
○“寸動”
上昇行程中
と停止維持
有
S4
F1
P2
Ⅳ
光線式安全装置の設置光線式安全装置の光線遮光によってサーボ動力遮断し,機
械式ブレーキによってプレスを急停止する方策をとる。*a
*a
4
無
上昇無効中,スライドが下降する
運転作業員,周囲不特定作業員
○
“作業一行程”
上昇行程
有
S4
F1
P2
Ⅳ
逆転検出装置の設置*h逆転検出によってサーボ動力遮断し,機械式ブレーキによ
って急停止し再起動を禁止する方策をとる。
*h
4
無
ロード・アンロード時,サーボシステムの制御不能に
よってスライドが起動する
運転作業員,周囲不特定作業員
○
“作業一行程”
待機点停止維持
有
S4
F1
P2
Ⅳ
オーバラン検出装置*bと逆転検出装置の設置*hオーバラン検出又は逆転検出によ
ってサーボ動力遮断し,機械式ブレーキによって急停止し再起動を禁止する方策
をとる。
*b
4
*h
4
無
サーボシステムの停止中,制御不能によってスライド
を停止維持できない
保守・点検作業員,サービス員,
周囲不特定作業員
○“切”
停止維持
有
S4
F1
P2
Ⅳ
運転モード切替スイッチ“切”にてサーボ動力遮断し*g,機械式ブレーキによっ
てプレス停止維持する方策をとる。
*g
4
無
非常停止機能にかかわる制御システムの故障によって
スライドを急停止できない
運転作業員,保守・点検作業員,
サービス員,周囲不特定作業員
○
○
○
有
S4
F1
P2
Ⅳ
・非常停止制御システムの設置
冗長と監視回路**
・動力(エネルギー)遮断システムの設置冗長遮断回路*e
・ばね締め,ノーマリクローズド形機械式ブレーキの設置・機械式ブレーキのす
べてのばねの50 %が破損してもブレーキ性能が維持できる機構とする。
・ブレーキ性能モニタ設置*f ブレーキ異常を検出し運転を禁止する。
**
4
*e
4
*f
4
無
急停止機能にかかわる制御システムの故障によってス
ライドを急停止できない
運転作業員,段取作業員,保
守・点検作業員,サービス員,
周囲不特定作業員
○
○
○
有
S4
F1
P2
Ⅳ
動力(エネルギー)遮断システムの設置
冗長遮断回路*i
・ばね締め,ノーマリクローズド形機械式ブレーキの設置・機械式ブレーキのす
べてのばねの50 %が破損してもブレーキ性能が維持できる機構とする。
・ブレーキ性能モニタ設置*j ブレーキ異常を検出し運転を禁止する。
*i
4
*j
4
無
注記
表中 *印は制御システムの安全機能に関連する項目である。
26
B 6410:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
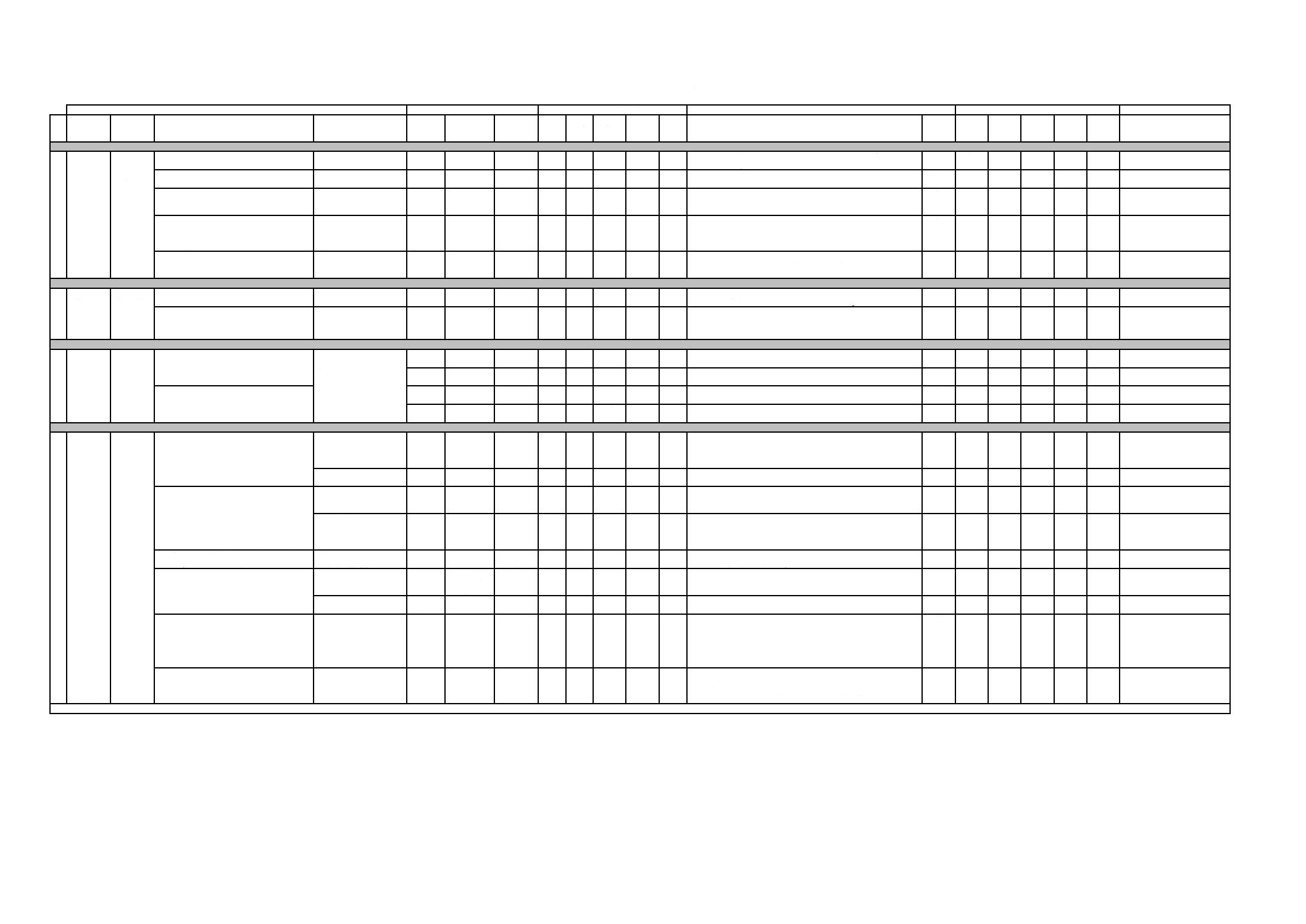
表B.3−ノーハンドインダイでの使用を意図したサーボプレスのリスクアセスメント結果(抜粋)
危険源の同定
運転モード
リスクの見積りと評価
保護方策と制御システム安全関連部のカテゴリ
保護方策実施後のリスクの見積りと評価
NO
危険源
危険区域
危険状態
対象人員
生産
段取
保守
危害の
可能性
被害の
ひどさS
危険にさ
らされる
頻度 F
危険を回
避できる
可能性 P
評価
対応する保護方策
制御
システム
カテゴリ
危害の
可能性
被害の
ひどさ
S
危険にさ
らされる
頻度 F
危険を回
避できる
可能性 P
総合査定
(危険性
レベル)
使用上の情報
1 機械的危険
1.1
押しつぶしの
危険
危険限界(上
型と下型との
間,プレスル
ーム)
スライドが下降する
運転作業員,周囲不特定作業員 ○“連続”
運転中
有
S4
F1
P2
Ⅳ
インタロッキングガードの設置ガードが閉じていないとプレス運転はできないイ
ンタロックとする。*a
*a
4
無
予定された停止位置(待機点)に止まらず,スライド
が下降する
運転作業員,周囲不特定作業員 ○“連続”
運転停止時
有
S4
F1
P2
Ⅳ
インタロッキングガードの設置ガードが閉じていないとプレス運転はできないイ
ンタロックとする。*a
*a
4
無
スライドが下降する
段取作業員,周囲不特定作業員
○“トライ
一行程”又は
“寸動”運転中
有
S4
F1
P2
Ⅳ
インタロッキングガードの設置ガードが閉じていないとプレス運転はできないイ
ンタロックとする。*a
*a
4
無
予定された停止位置(待機点)に止まらず,スライド
が下降する
段取作業員,周囲不特定作業員
○“トライ
一行程”又は
“寸動”運転の
停止時
有
S4
F1
P2
Ⅳ
インタロッキングガードの設置ガードが閉じていないとプレス運転はできないイ
ンタロックとする。*a
*a
4
無
停止中,不意にスライドが下降又は落下する
保守・点検作業員,サービス員
○
“切”
(停止維持)
有
S4
F1
P2
Ⅳ
セーフティブロックの設置動力遮断インタロック付きとし,セーフティブロック
使用によって,サーボモータの動力遮断及び機械式ブレーキによってスライドを
保持させる。*b さらに,物理的にスライド及び上型の質量を支える。
*b
4
無
8 設計時に人間工学的原則の無視から起こる危険源
8.6
オペレータの
挙動,
ヒューマンエ
ラー
危険限界(上
型と下型との
間,プレスル
ーム)
保守・点検作業中にスライドが不意に下降又は落下す
る(安全ブロックを使用しない)
保守・点検作業員,サービス員
○
有
S4
F1
P2
Ⅳ
スライドロック装置の設置スライドロックが完全であることを確認できないとイ
ンタロッキングガードが開かないインタロックとする。*g
*g
4
無
インタロックガード内に閉じ込められた状態でスライ
ドを不注意に操作し,下降させる
運転作業員,周囲不特定作業
員,段取作業員,保守・点検作
業員,サービス員
○
○
○
有
S4
F1
P2
Ⅳ
危険域内の人体検出装置の設置人体検出によりサーボ動力遮断,機械式ブレーキ
により停止維持させる。*
*
4
無
10 次の事項から起こる予期しない始動,予期しない超過走行又は超過速度(若しくは類似不調)
10
停電回路/機
器故障による
電源供給の中
断
危険限界(上
型と下型との
間,プレスル
ーム)
停電又は回生制動回路故障によって急停止時間が延び
ることによるスライド停止が間に合わない危険
運転作業員,周囲不特定作業
員,段取作業員,保守・点検作
業員,サービス員
○
○
有
S4
F1
P2
Ⅳ
インタロッキングガードの設置生産・段取中は,インタロッキングガードは閉じ
ている。ガードが閉じていないとプレス運転はできないインタロックとする。*a
*a
4
無
○
有
S4
F1
P2
Ⅳ
・停電(無電圧)によってサーボ動力を遮断,* 機械式ブレーキによって急停止
し,停止維持する。・回生制動は急停止時間に使用しない。
*
4
無
抵抗制動回路故障によって急停止時間が延びることに
よるスライド停止が間に合わない危険
○
○
有
S4
F1
P2
Ⅳ
インタロッキングガードの設置生産・段取中は,インタロッキングガードは閉じ
ている。ガードが閉じていないとプレス運転はできないインタロックとする。*a
*a
4
無
○
有
S4
F1
P2
Ⅳ
抵抗制動回路モニタ設置*i
*i
4
無
14 制御システムの危険側障害
制御システム
の故障
危険限界(上
型と下型との
間,プレスル
ーム)
制動機構の制御システムの故障によってスライドが停
止できない
保守・点検作業員,サービス員
○
有
S4
F1
P2
Ⅳ
・ばね締め,ノーマリクローズド形機械式ブレーキの設置。
・機械式ブレーキのすべてのばねの50 %が破損してもブレーキ性能が維持できる
機構とする。
・ブレーキ性能モニタ設置*cブレーキ異常を検出し,プレス運転を禁止する。
*c
4
無
運転作業員,保守・点検作業員,
サービス員
○
○
有
S4
F1
P2
Ⅳ
インタロッキングガードの設置ガードが閉じていないとプレス運転はできないイ
ンタロックとする。*a
*a
4
無
サーボシステムの減速制御,電気制動中,制御不能に
よってスライドを制動できない
運転作業員
○“連続”
待機点
停止時
有
S4
F1
P2
Ⅳ
同上
*a
4
無
保守・点検作業員,サービス員
○“トライ
一行程”又は
“寸動”運転の
停止時
○“トライ一
行程”又は“寸
動”運転の停
止時
有
S4
F1
P2
Ⅳ
同上
*a
4
無
サーボシステムの停止制御中,故障によって制御が不
能になり,スライドの停止を維持できない
保守・点検作業員,サービス員,
周囲不特定作業員
○“切”
(停止維持)
有
S4
F1
P2
Ⅳ
運転モード切替スイッチ“切”にてサーボ動力遮断し*d,機械式ブレーキによっ
てプレス停止維持する方策をとる。
*d
4
無
上昇中,スライドが反転・下降する
段取作業員,周囲不特定作業員
○“寸動”上昇
行程中と停止
維持
○“寸動”
上昇行程中と
停止維持
有
S4
F1
P2
Ⅳ
インタロッキングガードの設置ガードが閉じていないとプレス運転はできないイ
ンタロックとする。*a
*a
4
無
運転作業員,周囲不特定作業員 ○“連続”
上昇行程
有
S4
F1
P2
Ⅳ
同上
*a
4
無
非常停止機能にかかわる制御システムの故障によって
スライドを急停止できない
運転作業員,保守・点検作業員,
サービス員,周囲不特定作業員
○
○
○
有
S4
F1
P2
Ⅳ
・非常停止制御システムの設置冗長と監視回路**
・動力(エネルギー)遮断システムの設置冗長遮断回路*e
・ばね締め,ノーマリクローズド形機械式ブレーキの設置・機械式ブレーキのす
べてのばねの50 %が破損してもブレーキ性能が維持できる機構とする。
・ブレーキ性能モニタ設置*f ブレーキ異常を検出し運転を禁止する。
**
4
*e
4
*f
4
無
急停止機能にかかわる制御システムの故障によってス
ライドを急停止できない
運転作業員,保守・点検作業員,
サービス員,周囲不特定作業員
○
○
○
有
S4
F1
P2
Ⅳ
動力(エネルギー)遮断システムの設置冗長遮断回路*e
・ばね締め,ノーマリクローズド形機械式ブレーキの設置・機械式ブレーキのす
べてのばねの50 %が破損してもブレーキ性能が維持できる機構とする。
・ブレーキ性能モニタ設置*f ブレーキ異常を検出し運転を禁止する。
*e
4
*f
4
無
注記
表中 *印は制御システムの安全機能に関連する項目である。
27
B 6410:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書C
(参考)
停止機能の実装とその実現手段との比較
C.1 停止機能の実装例
5.4に従って停止機能を実装する場合において,サーボプレスの仕様による実現手段の比較を,表C.1〜
表C.3に示す。
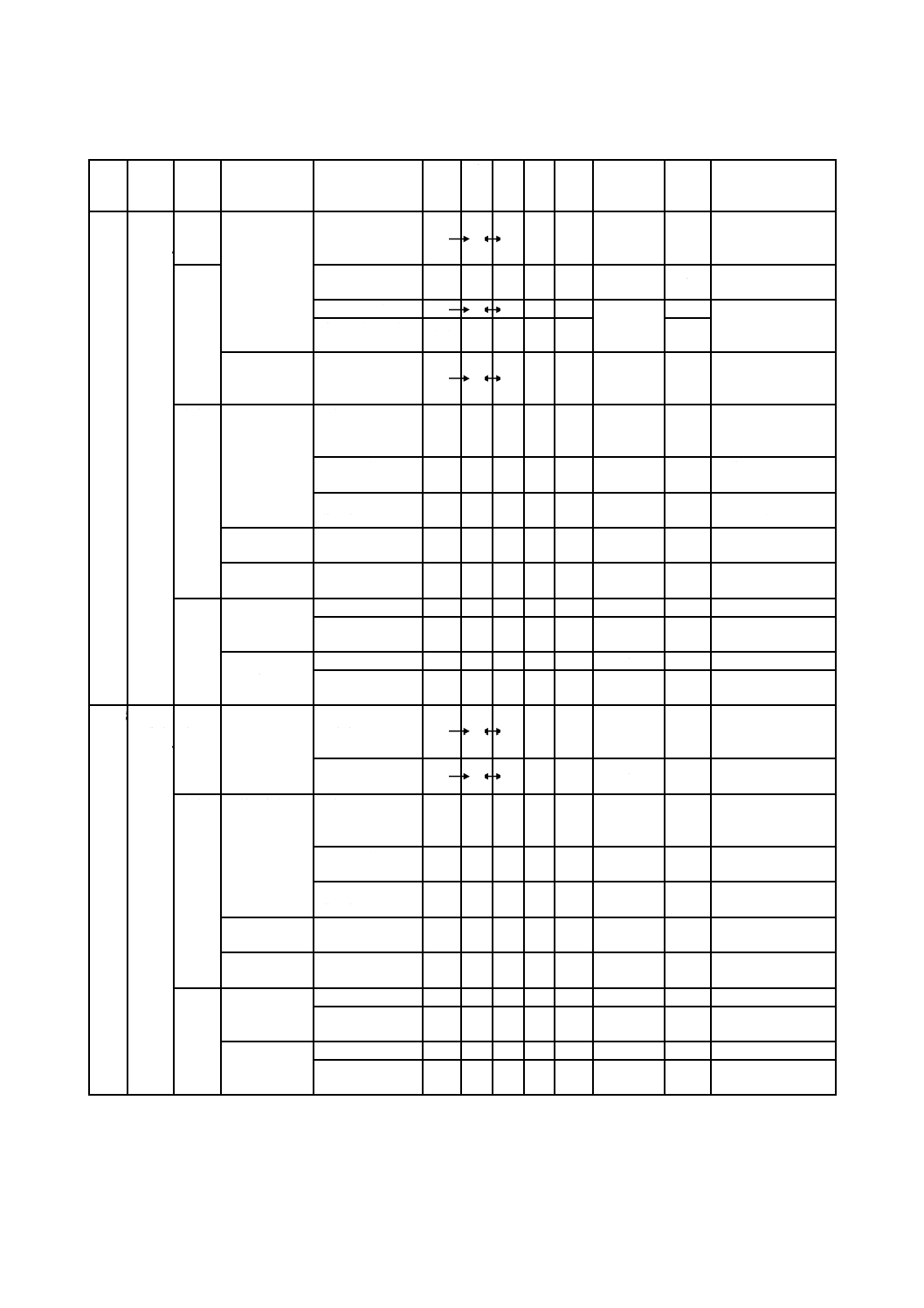
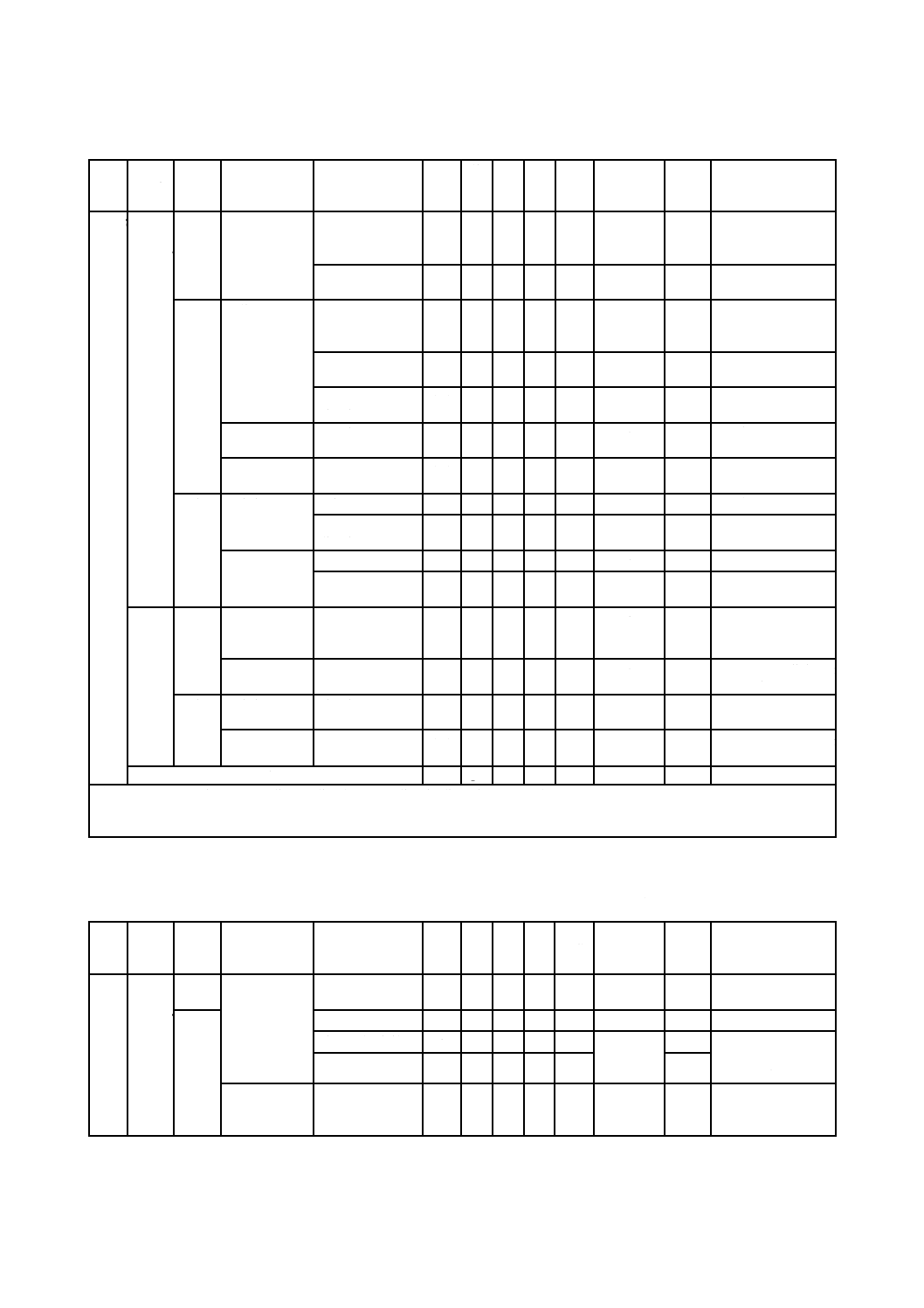
C.2 十分な保持能力をもつ制動機構を用いる場合
サーボモータの最大起動トルクが印加されてもスライドを保持できる制動機構を用いる場合の停止機能
の実装とその実現手段との関係を,表C.1に示す。このサーボプレスは,次の前提による。
a) ハンドインダイで使用し,上昇無効を行う。
b) 保護装置による急停止機能は,5.4.3.3 b)に適合する。ただし,停止カテゴリは0とし,スライドの制
動には機械的制動機構を用いる。
c) 通常停止機能は,5.4.5.3に適合する。ただし,停止カテゴリは0とし,スライドの制動には機械的制
動機構を用いる。
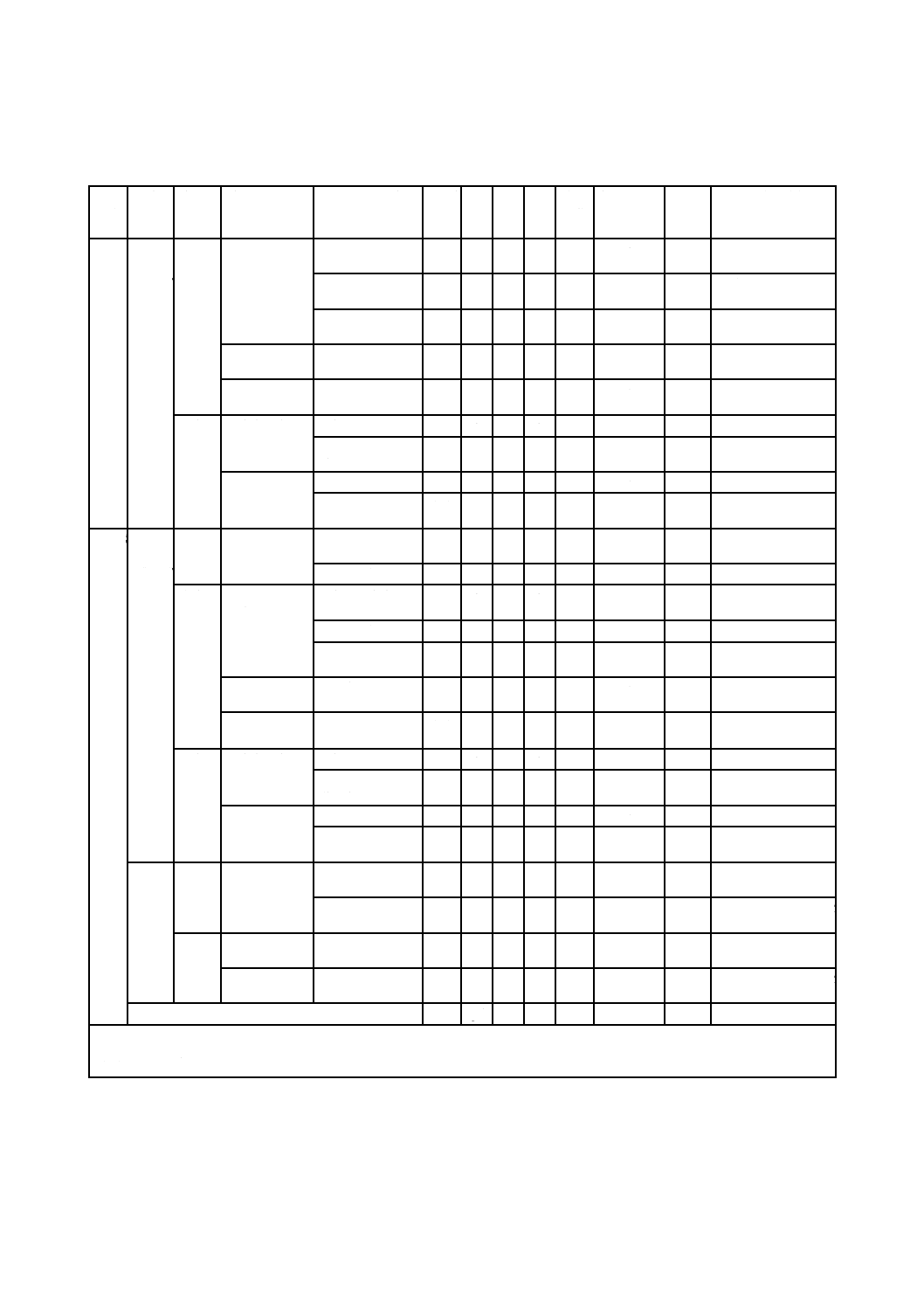
C.3 停止カテゴリ0又は1の停止を行う場合
急停止と通常停止を停止カテゴリ1の停止機能で達成する場合の停止機能の実装とその実現手段との関
係を,表C.2に示す。このサーボプレスは,次の前提による。
a) ハンドインダイで使用し,上昇無効を行う。
b) 保護装置による急停止機能は,5.4.3.3 a)に適合する停止カテゴリ1の停止として機能する。
c) 通常停止機能は,5.4.5.2に適合する停止カテゴリ1の停止として機能する。
d) 上昇無効時の誤作動(逆転異常)の検出で開始する急停止機能には,サーボシステムが異常を生じて
いるため,停止カテゴリ0の停止を使用する。
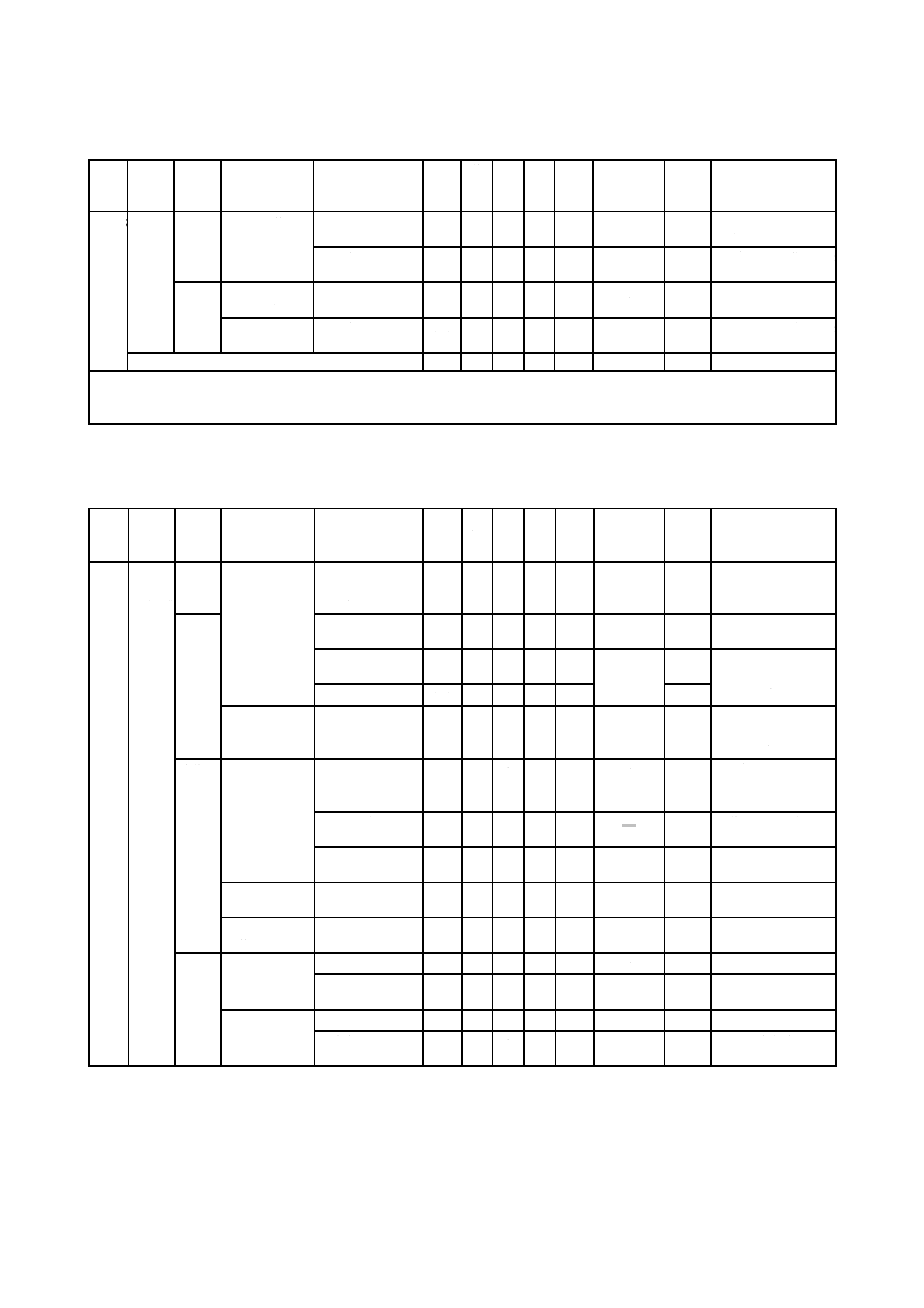
C.4 押しつぶしを回避するすき間を確保する条件で停止カテゴリ2の停止を行う場合
停止後,十分なすき間を確保する条件で通常停止機能に停止カテゴリ2の停止を使用する場合の停止機
能の実装とその実現手段との関係を,表C.3に示す。このサーボプレスは,次の前提による。
a) ハンドインダイで使用し,上昇無効を行う。
b) 保護装置による急停止機能は,5.4.3.3 a)に適合する停止カテゴリ1の停止として機能する。
c) 通常停止機能は,5.4.5.4に適合する停止カテゴリ2の停止として機能する。
d) 上昇無効時の誤作動(逆転異常)の検出で開始する急停止機能には,サーボシステムが異常を生じて
いるため,停止カテゴリ0の停止を使用する。
28
B 6410:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表C.1−停止機能と手段との関係(十分な保持能力をもつ制動機構を用いる場合)
作業
区分
運転
モード
停止の
種類
停止装置・イン
タロック装置
スライドの状態
サーボ
停止
電源
遮断
制動
機構
電気
制動
拘束
手段
停止カテゴリ
JIS B
9960-1
ミュー
ティング
参照細分箇条
定常
生産時
“作業
一行程”
一時
停止
運転ボタンを離
したとき
運転中
予定停止位置から
下死点まで
○
○
○
0
通常
停止
下死点以降
上昇時
−
○
5.8 上昇無効
停止中(到着時)
○
○
○
0
5.4.5 通常停止機能
ローディング,
アンローディング時
停止中(保持中)
(○)
○
○
○
運転ボタンを離
していないとき
停止中(到着時)
○
○
○
0
再起動防止システム
異常操作
一行程一停止機構
急停止
光線式安全装置
の遮光
運転中
予定停止位置から
下死点まで
○
○
0
5.4.3 急停止機能
下死点以降
上昇時
−
○
光線式安全装置無効
5.8 上昇無効
予定停止位置
停止時
(○)
−
光線式安全装置無効
5.8 上昇無効
逆転異常
検出
上昇時
○
○
0
5.4.3 急停止機能
5.8 上昇無効
危険域内閉じ込
め検出
始動時
(○)
○
○
0
5.4.3 急停止機能
5.7 起動前存在検知
非常
停止
非常停止
ボタンを押す
運転中
○
○
0
5.4.2 非常停止機能
予定停止位置
停止時
(○)
○
○
0
安全ブロックの
プラグを抜く
運転中
○
○
○
0
異常操作
予定停止位置
停止時
(○)
○
○
○
0
5.11.3 安全ブロック
非定常トライ
作業時
“寸動”
一時
停止
運転ボタンを離
したとき
運転中
予定停止位置から
下死点まで
○
○
○
0
5.12.3 寸動行程
下死点以降
上昇時
○
○
○
0
5.12.3 寸動行程
急停止
光線式安全装置
の遮光
運転中
予定停止位置から
下死点まで
○
○
0
5.4.3 急停止機能
下死点以降
上昇時
○
○
0
5.4.3 急停止機能
予定停止位置
停止時
(○)
○
○
0
逆転異常
検出
上昇時
○
○
0
5.4.3 急停止機能
5.8 上昇無効
危険域内閉じ込
め検出
始動時
(○)
○
○
0
5.4.3 急停止機能
5.7 起動前存在検知
非常
停止
非常停止
ボタンを押す
運転中
○
○
0
5.4.2 非常停止機能
予定停止位置
停止時
(○)
○
○
0
安全ブロックの
プラグを抜く
運転中
○
○
○
0
異常操作
予定停止位置
停止時
(○)
○
○
○
0
29
B 6410:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表C.1−停止機能と手段との関係(十分な保持能力をもつ制動機構を用いる場合)(続き)
作業
区分
運転
モード
停止の
種類
停止装置・イン
タロック装置
スライドの状態
サーボ
停止
電源
遮断
制動
機構
電気
制動
拘束
手段
停止カテゴリ
JIS B
9960-1
ミュー
ティング
参照細分箇条
非定常保全
作業中
“切”
急停止
モード切替スイ
ッチ“切”に切
替え
運転中
○
○
0
5.12 運転モード
異常操作
停止時
(○)
○
○
0
5.11 スライド拘束手段
5.12 運転モード
非常
停止
非常停止
ボタンを押す
停止時
(○)
○
○
0
安全ブロックの
プラグを抜く
停止時
(○)
○
○
○
0
5.11 スライド拘束手段
停電
○a)
○
○
0
注記 表中の凡例を右に示す。 ・停止中:停止作動中, ・停止時:停止状態, ・→:時間的経過を示す, ・○:作動させる, ・(○):当該停止
装置によって作動したものではない, ・空欄:停止しない
注a)
停電時には主電源が遮断される。
表C.2−停止機能と手段との関係(停止カテゴリ0又は1の停止を行う場合)
作業
区分
運転
モード
停止の
種類
停止装置・イン
タロック装置
スライドの状態
サーボ
停止
電源
遮断
制動
機構
電気
制動
拘束
手段
停止カテゴリ
JIS B
9960-1
ミュー
ティング
参照細分箇条
定常
生産時
“作業
一行程”
一時
停止
運転ボタンを離
したとき
運転中
予定停止位置から
下死点まで
○
2
通常
停止
下死点以降
上昇時
−
○
5.8 上昇無効
停止中
(到着時)
○
○
2
5.4.5 通常停止機能
ローディング,
アンローディング時
停止中(保持中)
(○)
○
○
○
運転ボタンを離
していないとき
停止中(到着時)
○
2
再起動防止システム
異常操作
一行程一停止機構
急停止
光線式安全装置
の遮光
運転中
予定停止位置から
下死点まで
○
○
○
1
5.4.3 急停止機能
下死点以降
上昇時
−
○
光線式安全装置無効
5.8 上昇無効
予定停止位置
停止時
(○)
○
○
−
光線式安全装置無効
5.8 上昇無効
逆転異常
検出
上昇時
○
○
0
5.4.3 急停止機能
5.8 上昇無効
危険域内閉じ込
め検出
始動時
(○)
○
○
0
5.4.3 急停止機能
5.7 起動前存在検知
非常
停止
非常停止
ボタンを押す
運転中
○
○
○
1
5.4.2 非常停止機能
予定停止位置
停止時
(○)
○
○
0
安全ブロックの
プラグを抜く
運転中
○
○
○
○
1
異常操作
予定停止位置
停止時
(○)
○
○
○
0
5.11.3 安全ブロック
30
B 6410:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表C.2−停止機能と手段との関係(停止カテゴリ0又は1の停止を行う場合)(続き)
作業
区分
運転
モード
停止の
種類
停止装置・イン
タロック装置
スライドの状態
サーボ
停止
電源
遮断
制動
機構
電気
制動
拘束
手段
停止カテゴリ
JIS B
9960-1
ミュー
ティング
参照細分箇条
非定常トライ
作業時
“寸動”
一時
停止
運転ボタンを離
したとき
運転中
予定停止位置から
下死点まで
○
2
5.12.3 寸動行程
下死点以降
上昇時
○
2
5.12.3 寸動行程
急停止
光線式安全装置
の遮光
運転中
予定停止位置から
下死点まで
○
○
○
1
5.4.3 急停止機能
下死点以降
上昇時
○
○
○
1
5.4.3 急停止機能
予定停止位置
停止時
(○)
○
○
0
逆転異常
検出
上昇時
○
○
0
5.4.3 急停止機能
5.8 上昇無効
危険域内閉じ込
め検出
始動時
(○)
○
○
0
5.4.3 急停止機能
5.7 起動前存在検知
非常
停止
非常停止
ボタンを押す
運転中
○
○
○
1
5.4.2 非常停止機能
予定停止位置
停止時
(○)
○
○
0
安全ブロックの
プラグを抜く
運転中
○
○
○
○
1
異常操作
予定停止位置
停止時
(○)
○
○
○
0
保全
作業中
“切”
急停止
モード切替スイ
ッチ
“切”に切替え
運転中
○
○
○
1
5.12 運転モード
異常操作
停止時
(○)
○
○
0
5.11 スライド拘束手段
5.12 運転モード
非常
停止
非常停止
ボタンを押す
停止時
(○)
○
○
0
安全ブロックの
プラグを抜く
停止時
(○)
○
○
○
0
5.11 スライド拘束手段
停電
○a)
○
○
0
注記 表中の凡例を右に示す。 ・停止中:停止作動中, ・停止時:停止状態, ・○:作動させる, ・(○):当該停止装置によって作動したもの
ではない, ・空欄:停止しない
注a)
停電時には主電源が遮断される。
表C.3−停止機能と手段との関係(十分なすき間を確保する条件で停止カテゴリ2の停止を行う場合)
作業
区分
運転
モード
停止の
種類
停止装置・イン
タロック装置
スライドの状態
サーボ
停止
電源
遮断
制動
機構
電気
制動
拘束
手段
停止カテゴリ
JIS B
9960-1
ミュー
ティング
参照細分箇条
定常
生産時
“作業
一行程”
一時
停止
運転ボタンを離
したとき
運転中予定停止位
置から下死点まで
○
2
通常
停止
下死点以降上昇時
−
○
5.8 上昇無効
停止中(到着時)
○
2
5.4.5 通常停止機能
ローディング,
アンローディング時
停止中(保持中)
(○)
○
運転ボタンを離
していないとき
予定停止中
(到着時)
○
2
再起動防止システム異
常操作一行程一停止機
構
31
B 6410:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表C.3−停止機能と手段との関係(十分なすき間を確保する条件で停止カテゴリ2の停止を行う場合)
(続き)
作業
区分
運転
モード
停止の
種類
停止装置・イン
タロック装置
スライドの状態
サーボ
停止
電源
遮断
制動
機構
電気
制動
拘束
手段
停止カテゴリ
JIS B
9960-1
ミュー
ティング
参照細分箇条
定常
生産時
“作業
一行程”
急停止
光線式安全装置
の遮光
運転中予定停止位
置から下死点まで
○
○
○
1
5.4.3 急停止機能
下死点以降上昇時
−
○
光線式安全装置無効
5.8 上昇無効
予定停止位置停止
時
(○)
○
光線式安全装置無効
5.8 上昇無効
逆転異常検出
上昇時
○
○
0
5.4.3 急停止機能
5.8 上昇無効
危険域内閉じ込
め検出
始動時
(○) ○
○
0
5.4.3 急停止機能
5.7 起動前存在検知
非常
停止
非常停止ボタン
を押す
運転中
○
○
○
1
5.4.2 非常停止機能
予定停止位置停止
時
(○) ○
○
0
安全ブロックの
プラグを抜く
運転中
○
○
○
○
1
異常操作
予定停止位置停止
時
(○) ○
○
○
0
5.11.3 安全ブロック
非定常トライ
作業時
“寸動”
一時
停止
運転ボタンを離
したとき
運転中予定停止位
置から下死点まで
○
2
5.12.3 寸動行程
下死点以降上昇時
○
2
5.12.3 寸動行程
急停止
光線式安全装置
の遮光
運転中予定停止位
置から下死点まで
○
○
○
1
5.4.3 急停止機能
下死点以降上昇時
○
○
○
1
5.4.3 急停止機能
予定停止位置
停止時
(○) ○
○
0
逆転異常検出
上昇時
○
○
0
5.4.3 急停止機能
5.8 上昇無効
危険域内閉じ込
め検出
始動時
(○) ○
○
0
5.4.3 急停止機能
5.7 起動前存在検知
非常
停止
非常停止ボタン
を押す
運転中
○
○
○
1
5.4.2 非常停止機能
予定停止位置
停止時
(○) ○
○
0
安全ブロックの
プラグを抜く
運転中
○
○
○
○
1
異常操作
予定停止位置
停止時
(○) ○
○
○
0
保全
作業中
“切”
急停止
モード切替スイ
ッチ“切”に切
替え
運転中
○
○
○
1
5.12 運転モード
異常操作
停止時
(○) ○
○
0
5.11 スライド拘束手段
5.12 運転モード
非常
停止
非常停止ボタン
を押す
停止時
(○) ○
○
0
安全ブロックの
プラグを抜く
停止時
(○) ○
○
○
0
5.11 スライド拘束手段
停電
○a)
○
○
0
注記 表中の凡例を右に示す。 ・停止中:停止作動中, ・停止時:停止状態, ・○:作動させる, ・(○):当該停止装置によって作動したもの
ではない, ・空欄:停止しない
注a)
停電時には主電源が遮断される。
32
B 6410:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書D
(参考)
電源遮断方法の分類及び冗長化設計例
D.1 電源遮断方法の分類
サーボモータへの電力供給を遮断する機能(電源遮断)は,サーボアンプの機種ごとに多岐にわたる方
式・手段で実装・実行されており,その呼称も様々である。しかし,この規格では,電源遮断をサーボシ
ステムの安全機能の一つとして包括的に取り扱う必要があり,このため,3.5で定義・分類した。電源遮断
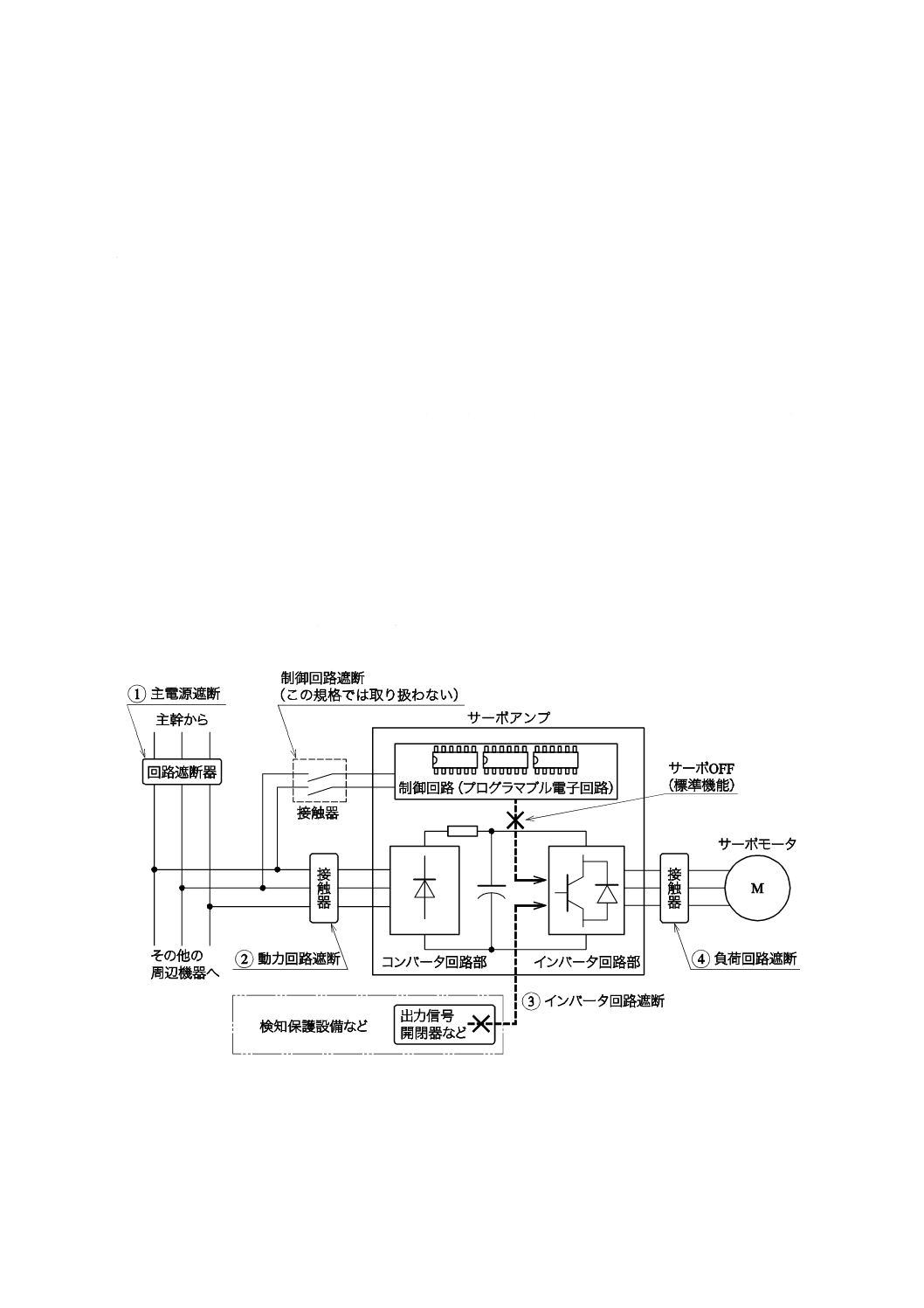
方法の分類の,より詳細な説明を,図D.1及び表D.1に示す。
図D.1に示すように,サーボアンプ(特に,その一部であるインバータ回路)の逆変換(交流生成)を
不能にする機能には,一般に,外部機器からの信号(OFF信号)を,信号入力部からインバータ回路まで
の間に制御回路(プログラマブル電子回路)を介さずに伝達する方式のものと,サーボアンプの制御回路
によって処理して行う方式のもの(例えば,“サーボOFF”又は“イネーブル”など)とがある。この規
格では,後者をサーボアンプに標準的に実装されている制御機能とみなし,前者だけを電源遮断の一つで
ある“インバータ回路遮断”としている。
また,図D.1で“制御回路遮断”とは,外部に設けた接触器を用いてサーボアンプの制御回路電源を遮
断し,その結果としてインバータ回路の作動を不能にする方式のものであるが,これが“インバータ回路
遮断”又は“サーボOFF”のどちらに該当するかは,サーボアンプ及び接触器の詳細な故障解析結果から
判断されることであり,この規格ではその指標までは示さない。
図D.1−電源遮断方法の分類
なお,この規格では,サーボアンプの制御回路への電力供給遮断を伴う“主電源遮断”は,あくまでも
“電源遮断”を達成する方法の一つとしており,特別に“主電源遮断”を要求する規定はない。
33
B 6410:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
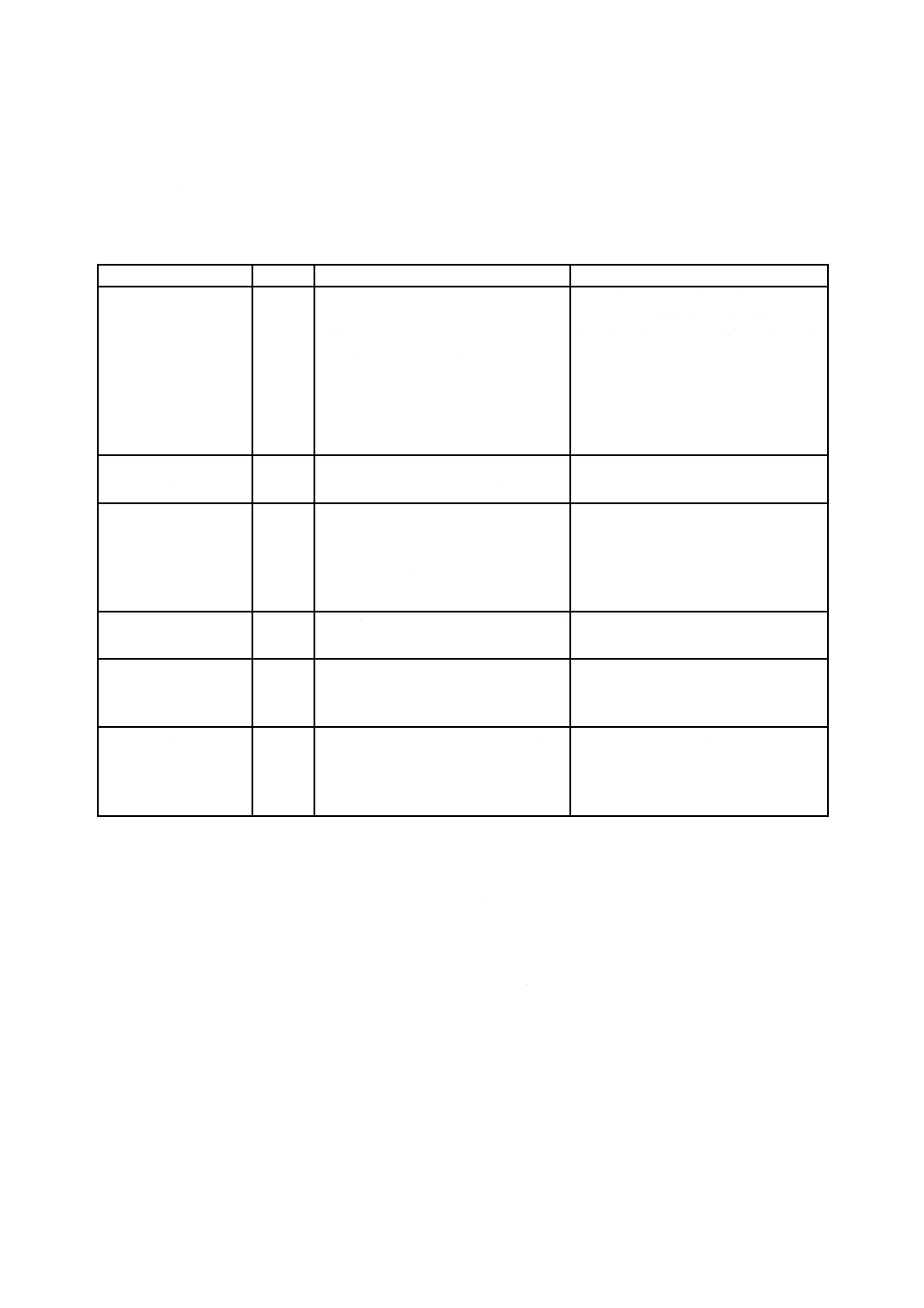
一方,表D.1は,対象となる電源遮断方法がこの規格で定義する主電源遮断,動力回路遮断,インバー
タ回路遮断又は負荷回路遮断のいずれに該当するものであるかを判断するための指標であって,記載して
いない電源遮断の方式・機構・手段の存在を否定するものではない。
表D.1−電源遮断方法の構成要件
用語
図D.1
構成要件
注記
3.5.1
主電源遮断
①
プレス制御盤内の回路遮断器を用いて
サーボシステム全体の電源を遮断(断
路)する。ただし,JIS B 9960-1の5.3.5
に規定する“例外回路”及び検査又は
修理などで必要な情報を提供するため
の表示装置については,JIS B 9960-1
の関連要求事項に適合する限り,電源
を遮断(断路)しなくともよい。
サーボシステムに電力を供給しておく
必要のない作業(例えば,据付け,電
気工事,修理,部品交換,保全,分解
など)の場合,この方式による電源遮
断及び残留したエネルギーの消散は,
最高の保護レベルになる(JIS B 9700-2
の5.2.4参照)。
3.5.2
動力回路遮断
②
サーボモータへの電力供給を,分岐回
路とサーボアンプとの間で遮断する。
3.5.3
インバータ回路遮断
③
検知保護設備などの外部機器からの信
号(OFF信号)を,信号入力部からイ
ンバータ回路までの間にプログラマブ
ル電子回路を介さずに伝達して,イン
バータ回路の作動を不能にする。
用いる半導体素子によって,ゲートオ
フ又はベース電流遮断などともいう。
3.5.4
負荷回路遮断
④
サーボモータへの電力供給を,サーボ
アンプとモータとの間で遮断する。
サーボOFF
(この規格では実装を
前提としている。)
−
サーボアンプの制御回路が行うインバ
ータ回路停止の操作。
この規格では,アンプに標準的に備わ
る機能とみなしている(ただし,安全
機能として認められない)。
制御回路遮断
(この規格では取り扱
わない。)
−
サーボアンプの制御回路電源を遮断
し,その結果としてインバータ回路の
作動を不能にする。
“インバータ回路遮断”と“サーボ
OFF”のどちらに該当するかは,サー
ボアンプ及び接触器の詳細な故障解析
に基づいて判断される。
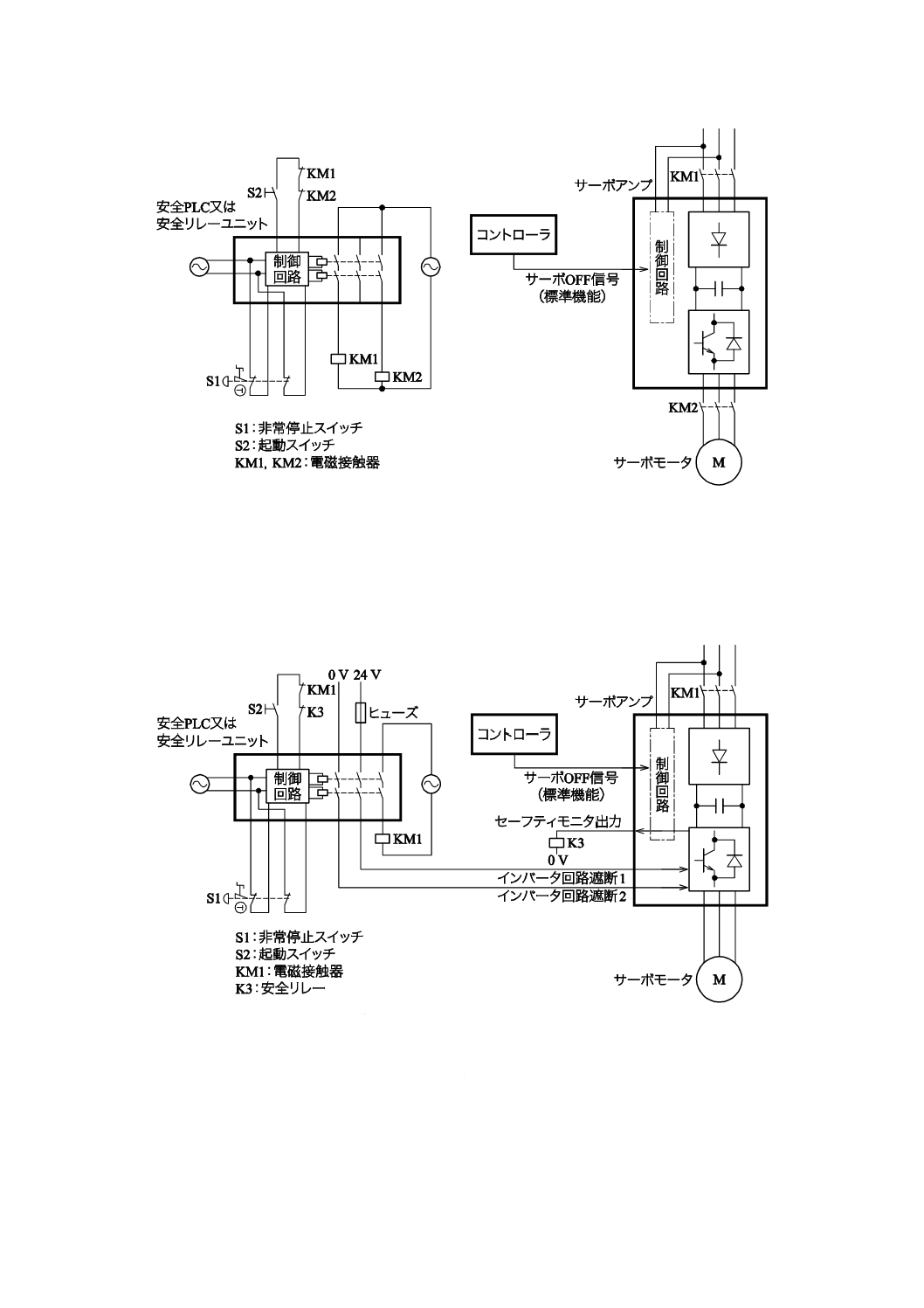
D.2 電源遮断システムの冗長化設計例
5.3に規定したカテゴリ4の要求事項に適合することを意図した電源遮断システムの冗長化設計例を,図
D.2〜図D.4に示す。ただし,これらと同じ構成の電源遮断システムを構築すれば,直ちにカテゴリ4が達
成されることを必ずしも保証するものではない。選定したカテゴリに対する設計の妥当性は,安全関連部
の故障解析及び安全機能試験に基づいて,別途詳細に確認しなければならない。また,これらはISO
13849-1:2006で規定される性能レベル (performance level) 又はJIS B 9961:2008で規定される安全度水準
(safety integrity level) などのカテゴリ以外の性能基準に対応したコンポーネントの適用を否定するもので
はない。
34
B 6410:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
注記 この例では,次のコンポーネントを用いている。
− 安全PLC又は安全リレーユニット: IEC 61508 に準拠したもので,カテゴリ4対応のも
の
図D.2−電源遮断システムの冗長化設計例1(二つの電磁接触器を用いた例)
注記 この例では,次のコンポーネントを用いている。
− 安全PLC又は安全リレーユニット: IEC 61508 に準拠したもので,カテゴリ4対応のも
の
− サーボアンプ:カテゴリ3対応の電源遮断機能(電子的遮断機能)を備えたもの
図D.3−電源遮断システムの冗長化設計例2(電磁接触器と電子的遮断とを用いた例)
35
B 6410:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
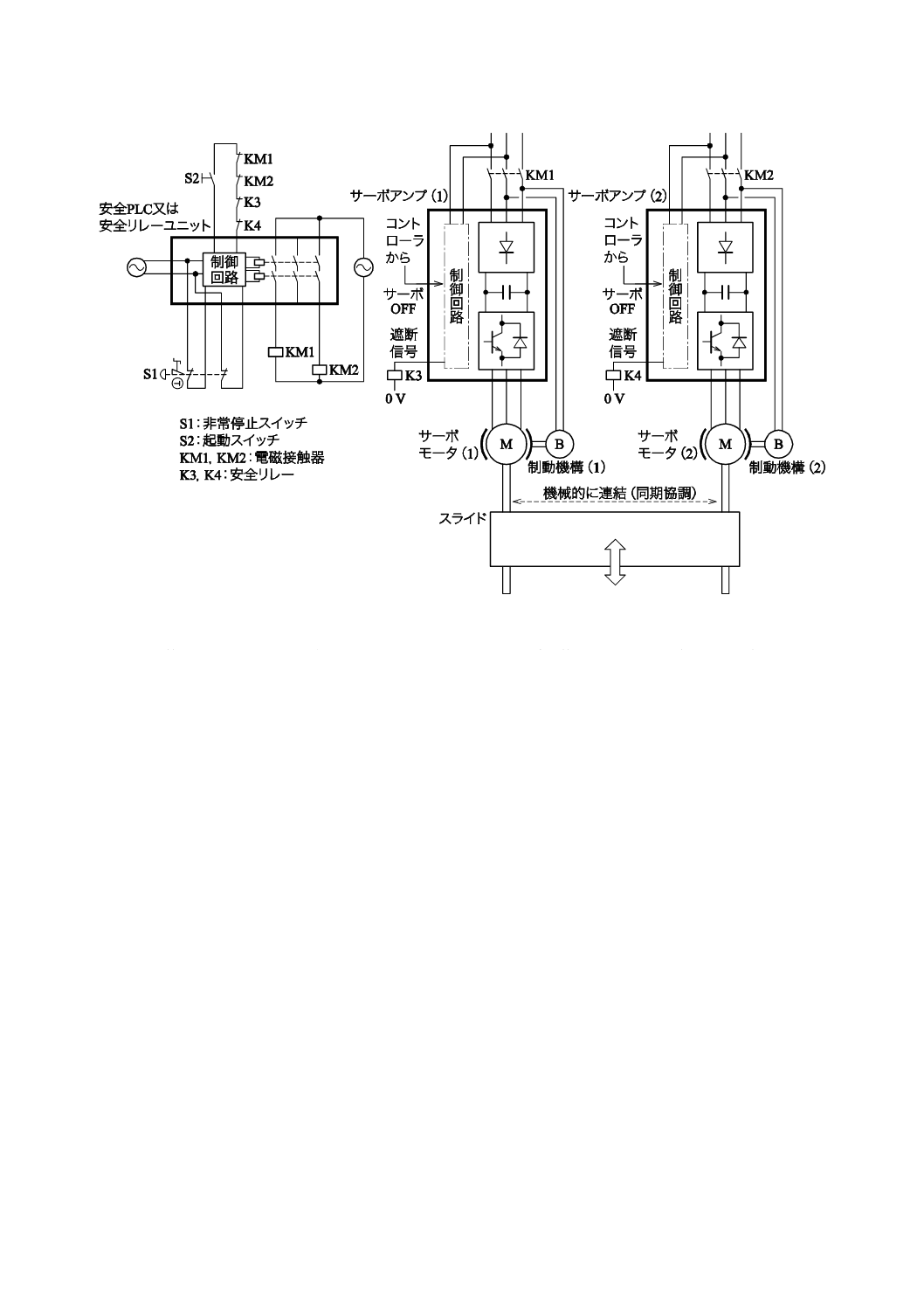
注記 複数のサーボ駆動軸が機械的に(図では,スライドで)連結したサーボプレスにおいて,一方のサーボシステ
ムに障害が生じても,他方のサーボシステムを電源遮断し,制動機構によってスライドを減速できれば,その
機械的構造のために,例えば,スライドがロックしてしまい,結果的にスライドの危険な作動を防止できる冗
長化システムの例である。ただし,一方が主,他方が従の関係にあるマスタースレーブ系のように,2軸の作動
の不一致を許容するシステムでは,ここで意図する安全性能は達成できない。また,例えば,2軸を連結する機
械要素部分の不具合(例えば,リンクの損傷)など,単一障害で停止機能の冗長性を喪失する場合に対して解
析・評価が必要である。
この例では,次のコンポーネントを用いている。
− 安全PLC又は安全リレーユニット: IEC 61508 に準拠したもので,カテゴリ4対応のもの
− 制動機構:ノーマリクローズド形の機械ブレーキ
図D.4−電源遮断システムの冗長化設計例3(複数のサーボシステムで冗長性を確保する例)
36
B 6410:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書E
(参考)
静的な制動性能監視機能の実装例
E.1
機械的制動機構の静的な制動性能監視の実装例
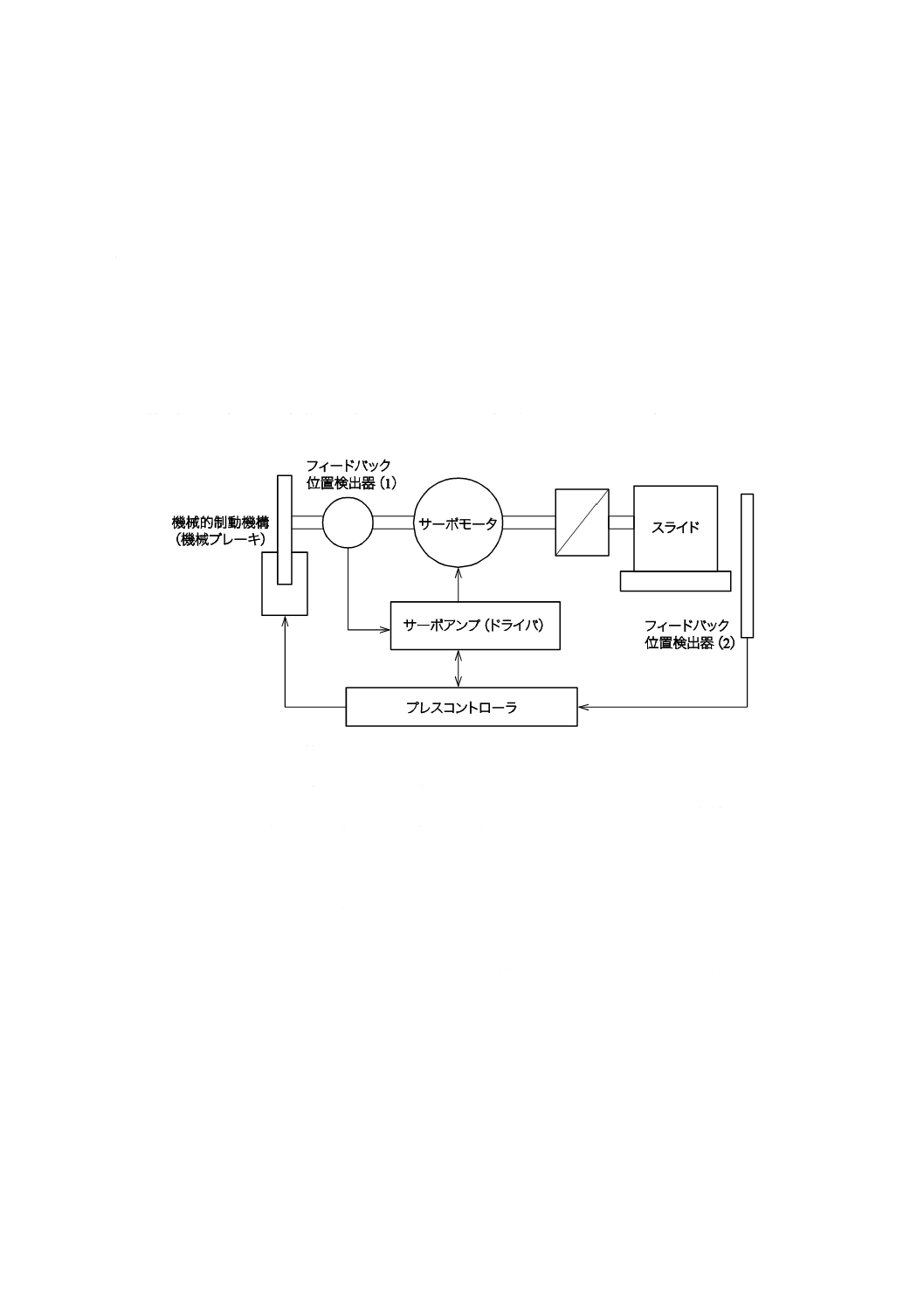
機械的制動機構に対して静的な制動性能監視機能を実行するサーボプレスを想定し,具体的な実装例を
機能ブロック図として図E.1に示す。ただし,この図は,主に静的な制動性能監視機能に関連するコンポ
ーネント及びそれらの作動を説明することを目的としており,これと同じ構成と作動のサブシステムを構
築すれば直ちに必要な安全性能(カテゴリ)が達成されることを必ずしも保証するものではない。選定し
たカテゴリに対する設計の妥当性は,ハードウェアの詳細な故障解析,プレスコントローラのソフトウェ
アの品質評価及び実装後の安全機能試験に基づいて,別途詳細に確認しなければならない。
1. フィードバック位置検出器 (1) からの信号をサーボアンプ(ドライバ)で処理する。
2. 処理した信号をサーボアンプがプレスコントローラに送る。
3. フィードバック位置検出器 (2) からの信号をプレスコントローラが受け取る。
4. プレスコントローラでフィードバック位置検出器 (1) とフィードバック位置検出器 (2) の値を
比較し,不一致がなければ,これを監視テスト前のスライド位置の検出数値とする。
5. プレスコントローラが機械的制動機構(機械ブレーキ)を作動させる。
6. プレスコントローラがサーボアンプに制動性能監視用のトルク値での駆動を指令する。
7. サーボアンプから動力を供給し,モータがトルクを発生する。
8. フィードバック位置検出器 (1) からの信号をサーボアンプで処理する。
9. 処理した信号をサーボアンプがプレスコントローラに送る。
10. フィードバック位置検出器 (2) からの信号をプレスコントローラが受信する。
11. プレスコントローラでフィードバック位置検出器 (1) とフィードバック位置検出器 (2) の値を
比較し,不一致がなければ,これを監視テスト後のスライド位置検出数値とする。
12. 監視テスト前後の位置検出数値をプレスコントローラで比較し,数値が変化していれば,制動
機構の性能低下と判断して,スライドを起動できないようにし,異常を表示する。
図E.1−機械的制動機構の静的な制動性能監視機能の機能ブロック図
37
B 6410:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書F
(参考)
ソフトウェアに適用する方策の例
F.1
一般
サーボプレスで使用するソフトウェアは,信頼でき,かつ,障害発生時の挙動が許容可能であるように
試験され,評価され,証明されなければならない。この規格では,この目的を達成する具体的方策は規定
しないが,例として,ISO 13849-1:2006の4.6に基づく方策をこの附属書に示す。
なお,同じソフトウェアを複数の安全機能で利用する場合,ソフトウェアは最も高い性能基準の安全機
能の要求事項に適合しなければならない。
F.2
基本方策
安全機能にかかわるソフトウェアに対しては,最低限,次の基本方策を適用する。
a) ソフトウェア開発プロセスへの検証及び妥当性確認活動を伴うVモデルの採用(ISO 13849-1:2006の
図6参照)
b) 機能要求仕様,安全度要求仕様及び設計の文書化
c) モジュラー化及び構造化された設計,プログラミング及びコーディング
d) 決定論的原因障害の抑制
e) 正しい実装の検証
f)
機能試験,例えば,ブラックボックステストの実施
g) ソフトウェア変更にかかわる適切なソフトウェア安全ライフサイクル活動の実施及び管理
h) 使用者による変更を防止する保護
F.3
組込みソフトウェア
安全関連部の組込みソフトウェアは,サーボプレスがハンドインダイである場合はJIS C 0508-3に規定
する安全度水準3 (SIL3) の要求事項に従って,それ以外は適切な安全度水準に従って設計・開発・実現・
検証・管理する。
F.4
アプリケーションソフトウェア
安全機能にかかわるアプリケーションソフトウェアは,制約可変言語で記述する場合はISO
13849-1:2006の4.6.3に,完全可変言語で記述する場合はISO 13849-1:2006の4.6.2に従って設計・開発・
実現・検証・管理する。
F.5
ソフトウェアベースのパラメータ設定
安全機能にかかわるソフトウェアベースのパラメータ設定,例えば,安全機能の開始時刻,開始位置又
は監視機能の許容値の設定は,製造業者が提供する専用のソフトウェアツールを用いることでだけ実施で
きるようにし,例えば,パスワードなどによって権限のない変更を阻止する。また,パラメータ設定にか
かわるすべてのデータのインテグリティは保守する必要があり,このためには,ISO 13849-1:2006の4.6.4
又はJIS B 9961:2008の6.11.2への適合を考慮する。
38
B 6410:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書G
(参考)
参考文献
[1] JIS B 9714:2006 機械類の安全性−予期しない起動の防止
[2] JIS B 9715 機械類の安全性−人体部位の接近速度に基づく保護設備の位置決め
[3] JIS B 9961:2008 機械類の安全性−安全関連の電気・電子・プログラマブル電子制御システムの機能
安全
[4] JIS C 0508-3:2000 電気・電子・プログラマブル電子安全関連系の機能安全−第3部:ソフトウェア
要求事項
[5] JIS C 8201-5-1 低圧開閉装置及び制御装置−第5部:制御回路機器及び開閉素子−第1節:電気機械
式制御回路機器
[6] ISO 13732-1,Ergonomics of the thermal environment−Methods for the assessment of human responses to
contact with surfaces−Part 1: Hot surfaces
[7] ISO 13849-1:2006,Safety of machinery−Safety-related parts of control systems−Part 1: General principles
for design
[8] IEC 61508 (all parts),Functional safety of electrical / electronic / programmable electronic safety-related
systems
[9] IEC 61800-5-2:2007,Adjustable speed electrical power drive systems−Part 5-2: Safety requirements−
Functional