B 6339-3:2011 (ISO 7388-3:2007)
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 形状及び寸法 ··················································································································· 2
3.1 一般 ···························································································································· 2
3.2 クーラント供給孔付きのAD形ツールシャンク用プルスタッド ··············································· 2
3.3 クーラント供給孔なしのAF形ツールシャンク用プルスタッド ··············································· 3
3.4 クーラント供給孔付きのUD形ツールシャンク用プルスタッド ··············································· 4
3.5 クーラント供給孔なしのUF形ツールシャンク用プルスタッド ··············································· 5
3.6 クーラント供給孔付きのJD形ツールシャンク用プルスタッド················································ 6
3.7 クーラント供給孔なしのJF形ツールシャンク用プルスタッド ················································ 7
3.8 データチップ取付け穴付きAC形及びUC形ツールシャンク用プルスタッド ····························· 7
4 材料······························································································································· 7
5 Oリング ························································································································ 8
6 呼び方···························································································································· 8
附属書JA(参考)JJ形ツールシャンク用プルスタッド ······························································· 9
B 6339-3:2011 (ISO 7388-3:2007)
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,社団法人日本工作機器工業会(JMAA)及び
財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を制定すべきとの申出があり,
日本工業標準調査会の審議を経て,経済産業大臣が制定した日本工業規格である。
これによって,JIS B 6339:1998は廃止され,その一部を分割して制定したこの規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
JIS B 6339の規格群には,次に示す部編成がある。
JIS B 6339-1 第1部:A,AD,AF,U,UD及びUF形ツールシャンクの形状・寸法
JIS B 6339-2 第2部:J,JD及びJF形ツールシャンクの形状・寸法
JIS B 6339-3 第3部:AC,AD,AF,UC,UD,UF,JD及びJF形ツールシャンク用プルスタッドの
形状・寸法
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格
JIS
B 6339-3:2011
(ISO 7388-3:2007)
自動工具交換用7/24テーパシャンク−
第3部:AC,AD,AF,UC,UD,UF,JD及び
JF形ツールシャンク用プルスタッドの形状・寸法
Tool shanks with 7/24 taper for automatic tool changers-Part 3: Dimensions
and designation of retention knobs for shanks of forms AC, AD, AF, UC, UD,
UF, JD and JF
序文
この規格は,2007年に第1版として発行されたISO 7388-3を基に,技術的内容及び構成を変更するこ
となく作成した日本工業規格である。
この規格は,クーラント供給用孔及びデータチップについても考慮している。
なお,この規格の附属書JAは,対応国際規格にはない事項である。
1
適用範囲
この規格は,工具マガジンから主軸に,かつ,主軸から工具マガジンに工具を受け渡すための自動工具
交換装置付きマシニングセンタで使用する自動工具交換用AC,AD,AF,UC,UD,UF,JD及びJF形の
7/24テーパをもつツールシャンク用プルスタッドの形状・寸法について規定する。これらのプルスタッド
は,ISO 9270-1及びISO 9270-2に規定する主軸端に適合する。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 7388-3:2007,Tool shanks with 7/24 taper for automatic tool changers−Part 3: Retention knobs for
shanks of forms AC, AD, AF, UC, UD, UF, JD and JF(IDT)
なお,対応の程度を表す記号“IDT”は,ISO/IEC Guide 21-1に基づき,“一致している”こ
とを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS B 0024 製図−公差表示方式の基本原則
注記 対応国際規格:ISO 8015,Technical drawings−Fundamental tolerancing principle(IDT)
JIS B 0405 普通公差−第1部:個々に公差の指示がない長さ寸法及び角度寸法に対する公差
注記 対応国際規格:ISO 2768-1,General tolerances−Part 1: Tolerances for linear and angular
dimensions without individual tolerance indications(IDT)
JIS B 0419 普通公差−第2部:個々に公差の指示がない形体に対する幾何公差
2
B 6339-3:2011 (ISO 7388-3:2007)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
注記 対応国際規格:ISO 2768-2,General tolerances−Part 2: Geometrical tolerances for features without
individual tolerance indications(IDT)
JIS K 6397 原料ゴム及びラテックスの略号
注記 対応国際規格:ISO 1629,Rubber and latices−Nomenclature(MOD)
3
形状及び寸法
3.1
一般
この規格の全ての寸法及び公差は,JIS B 0024に従い,ミリメートルで表す。この規格で規定していな
い公差は,JIS B 0405に規定する公差等級“m”及びJIS B 0419に規定する公差等級“K”とする。
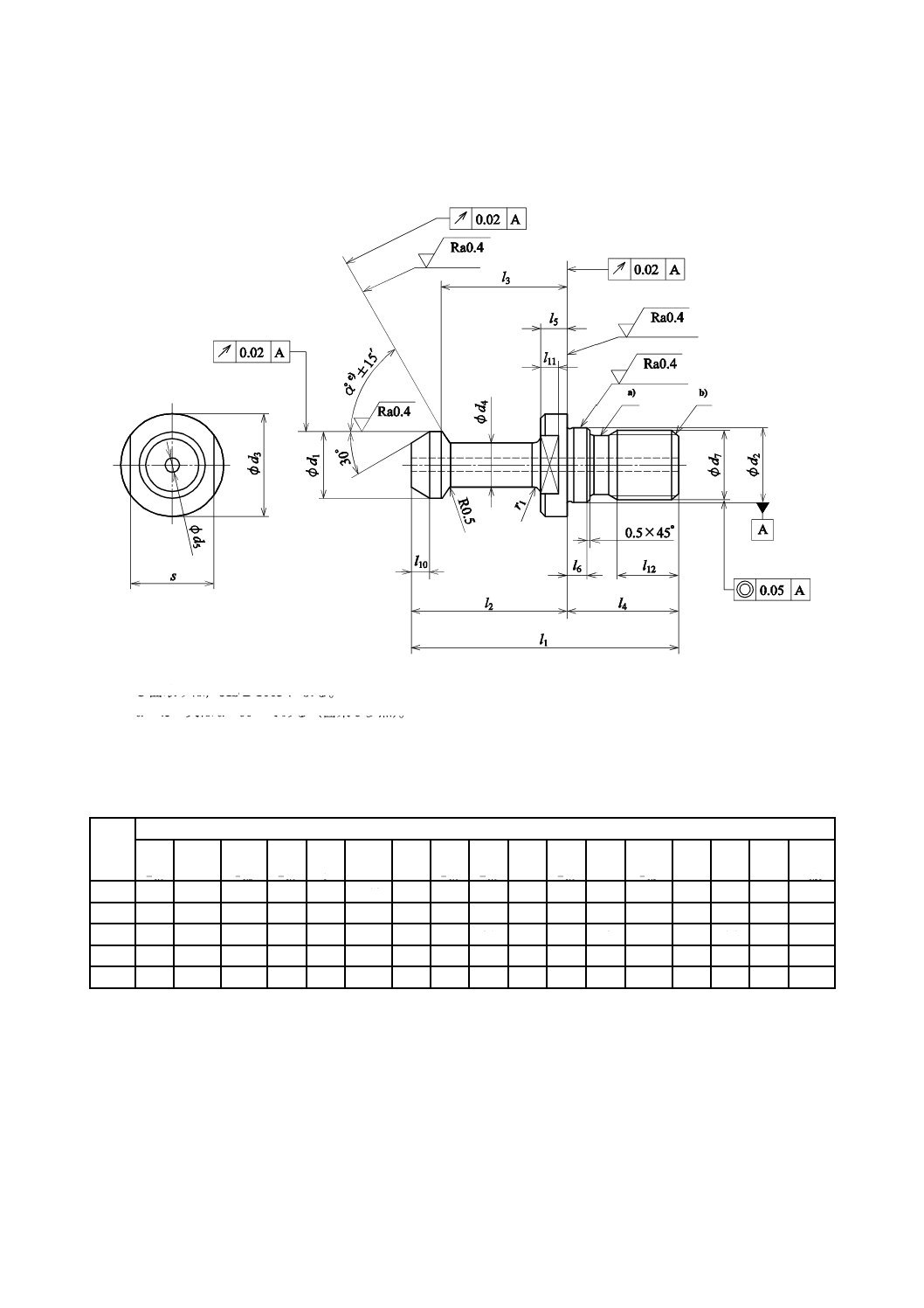
3.2
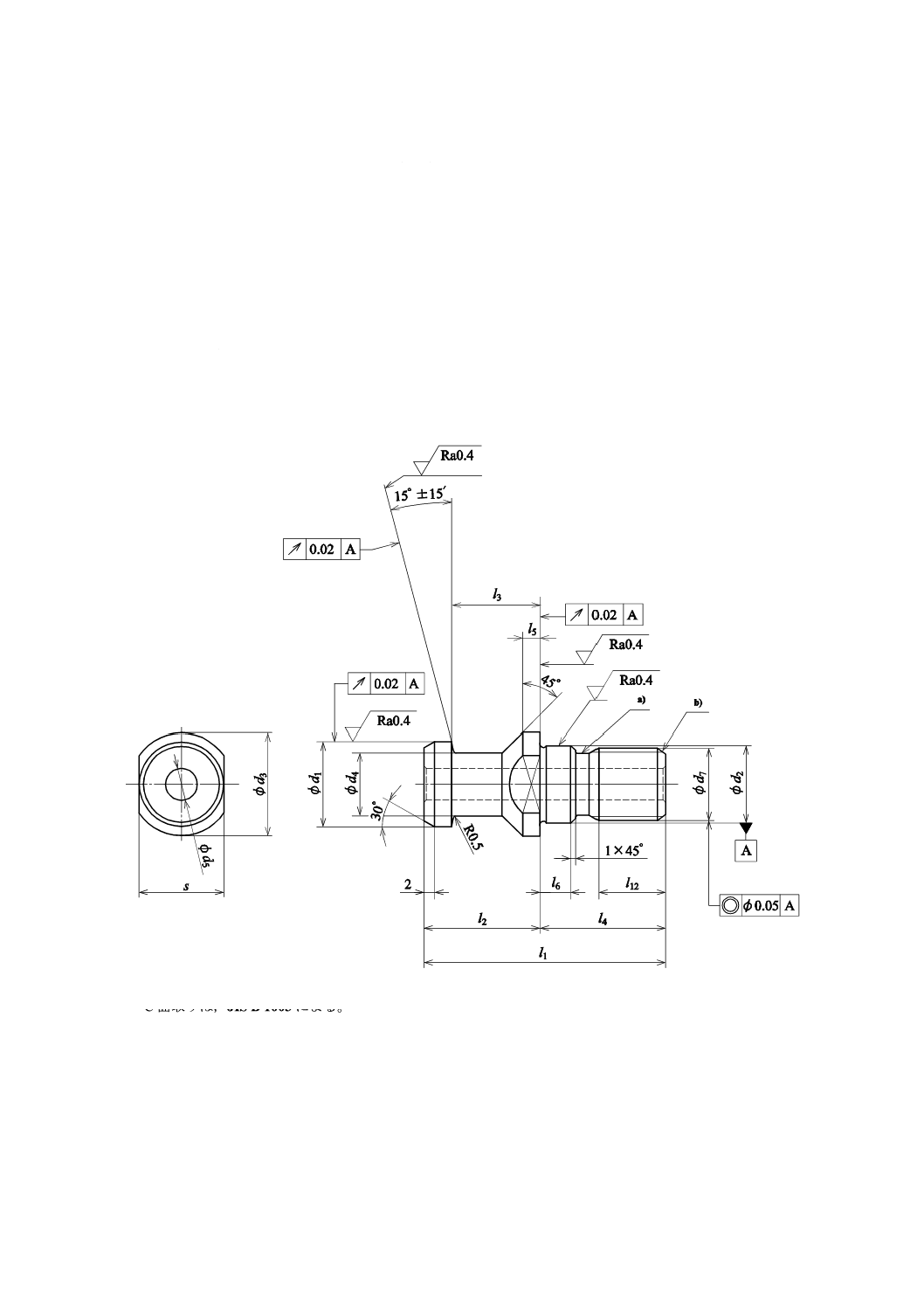
クーラント供給孔付きのAD形ツールシャンク用プルスタッド
図1及び表1による。
注a) ねじの逃げは,製造業者の裁量による。
b) C面取りは,JIS B 1003による。
図1−クーラント供給孔付きのAD形ツールシャンク用プルスタッド
3
B 6339-3:2011 (ISO 7388-3:2007)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表1−AD形ツールシャンク用プルスタッドの寸法
シャ
ンク
番号
寸法
d1
f7
d2
f7
d3
0
2.0
−
d4
0
1.0
−
d5
1.0
0
+
d7
l1
l2
±0.1
l3
±0.1
l4
5.0
0
+
l5
l6
l12
(最小)
s
0
1.0
−
30
13
13
17
9
−
M12
44
24
19
20
4
5
10
14
40
19
17
23
14
7
M16
54
26
20
28
4
7
13
19
45
23
21
30
17
9.5
M20
65
30
23
35
5
8
16
24
50
28
25
36
21
11.5
M24
74
34
25
40
5
10
19
30
60
40
32
52
30
14
M30
90
40
30
50
6
12
24
46
3.3
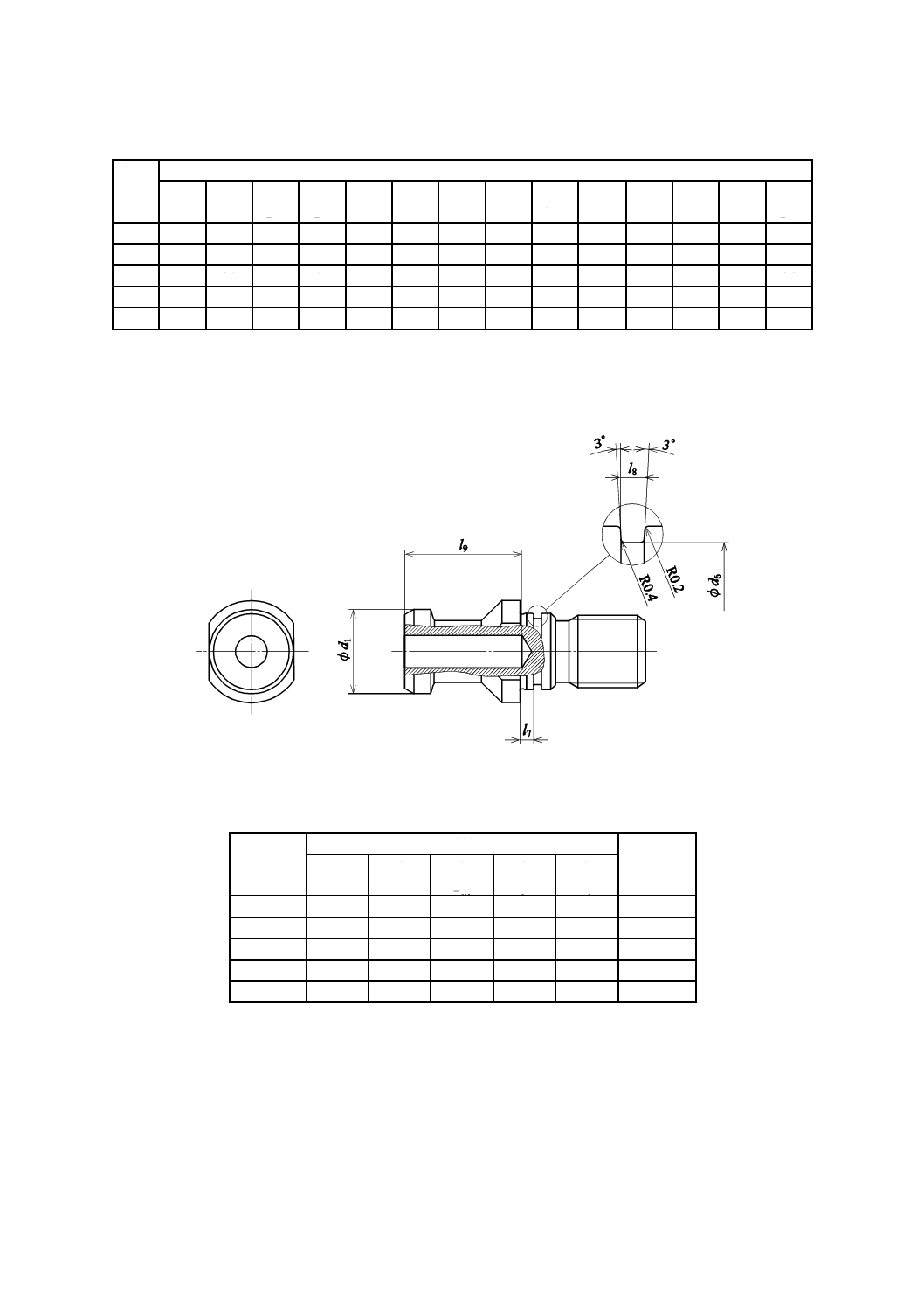
クーラント供給孔なしのAF形ツールシャンク用プルスタッド
図2及び表2による。ほかの寸法は,AD形ツールシャンク用プルスタッドと同じである。
図2−クーラント供給孔なしのAF形ツールシャンク用プルスタッド
表2−AF形ツールシャンク用プルスタッドの寸法
シャンク
番号
寸法
Oリング
d1
f7
d6
h11
l7
0
1.0
−
l8
2.0
0
+
l9
1
0
+
30
13
11.5
2.3
1.4
−
11×1.0
40
19
14.6
3.0
1.9
27
14×1.5
45
23
17.8
3.3
2.5
33
17×2.0
50
28
20.8
4.5
3.0
37
20×2.5
60
40
27.8
5.5
3.0
45
27×2.5
4
B 6339-3:2011 (ISO 7388-3:2007)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
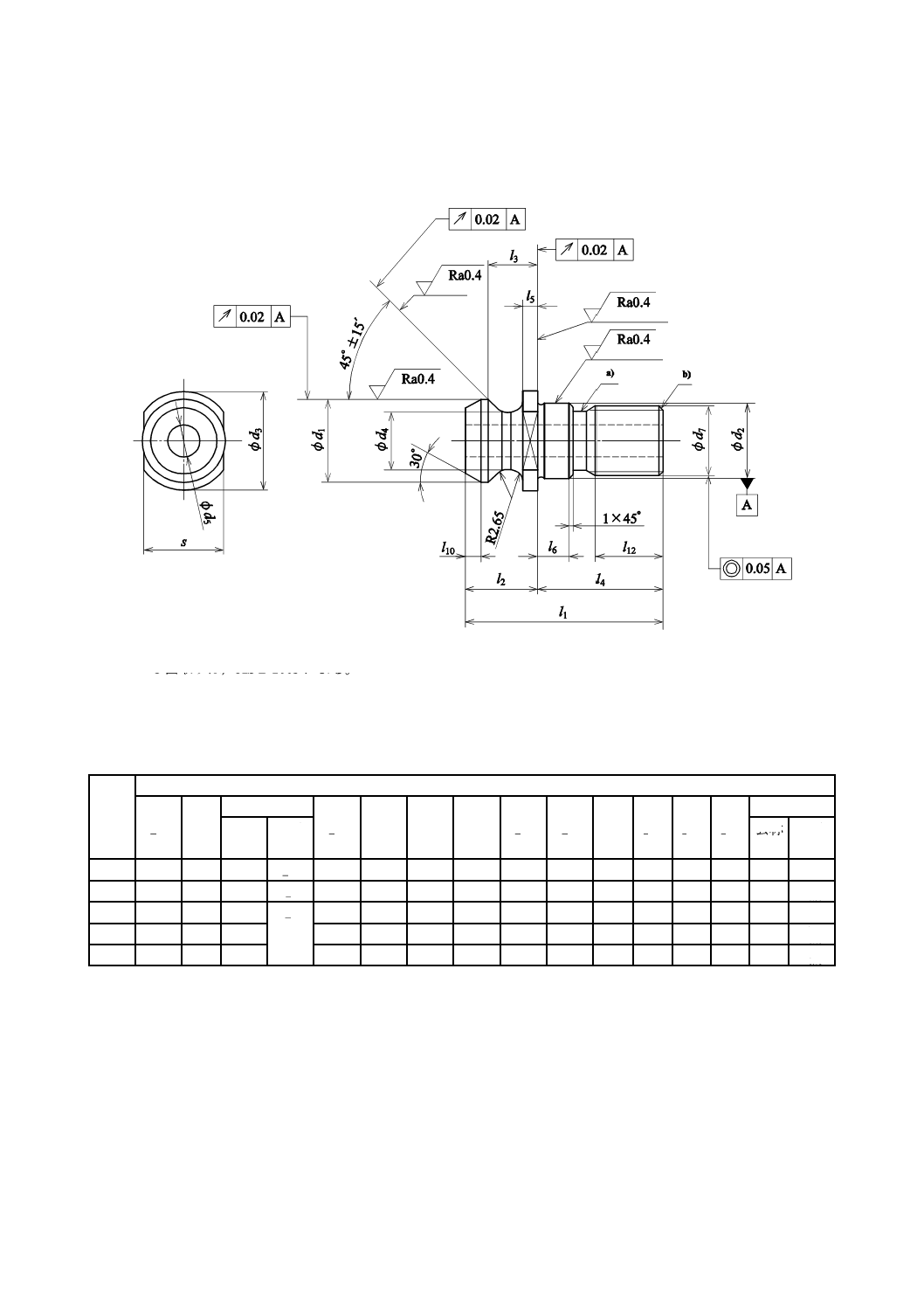
3.4
クーラント供給孔付きのUD形ツールシャンク用プルスタッド
図3及び表3による。
注a) ねじの逃げは,製造業者の裁量による。
b) C面取りは,JIS B 1003による。
図3−クーラント供給孔付きのUD形ツールシャンク用プルスタッド
表3−UD形ツールシャンク用プルスタッドの寸法
シャ
ンク
番号
寸法
d1
d2
d3
d4
d5
d7
l1
l2
l3
l4
l5
l6
l10
s
0
3.0
−
h6
公称
値
公差
0
3.0
−
1.0
0
+
0
2.0
−
0
3.0
−
0
5.0
−
0
5.0
−
0
5.0
− 公称
値
公差
30
13.35
13
16.5
0
5.0
−
9.3
4.15 M12
31.8
11.8
8.15
20
2.75
5
2.4
13
0
27
.0
−
40
18.95
17
22.5
0
1
−
12.95
7.35 M16
44.4
16.4
11.15
28
3.25
7
3.5
18
0
33
.0
−
45
24.05
21
30
0
2
−
16.3
9.25 M20
55.95 20.95 14.85
35
4.25
8
3.85
24
0
39
.0
−
50
29.1
25
37
19.6
11.55 M24
65.55 25.55 17.95
40
5.25
10
4.85
30
0
65
.0
−
60
37.25
32
50
24.95 13.85 M30
88.15 38.15 27.65
50
7.75
12
6.75
36
0
75
.0
−
5
B 6339-3:2011 (ISO 7388-3:2007)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
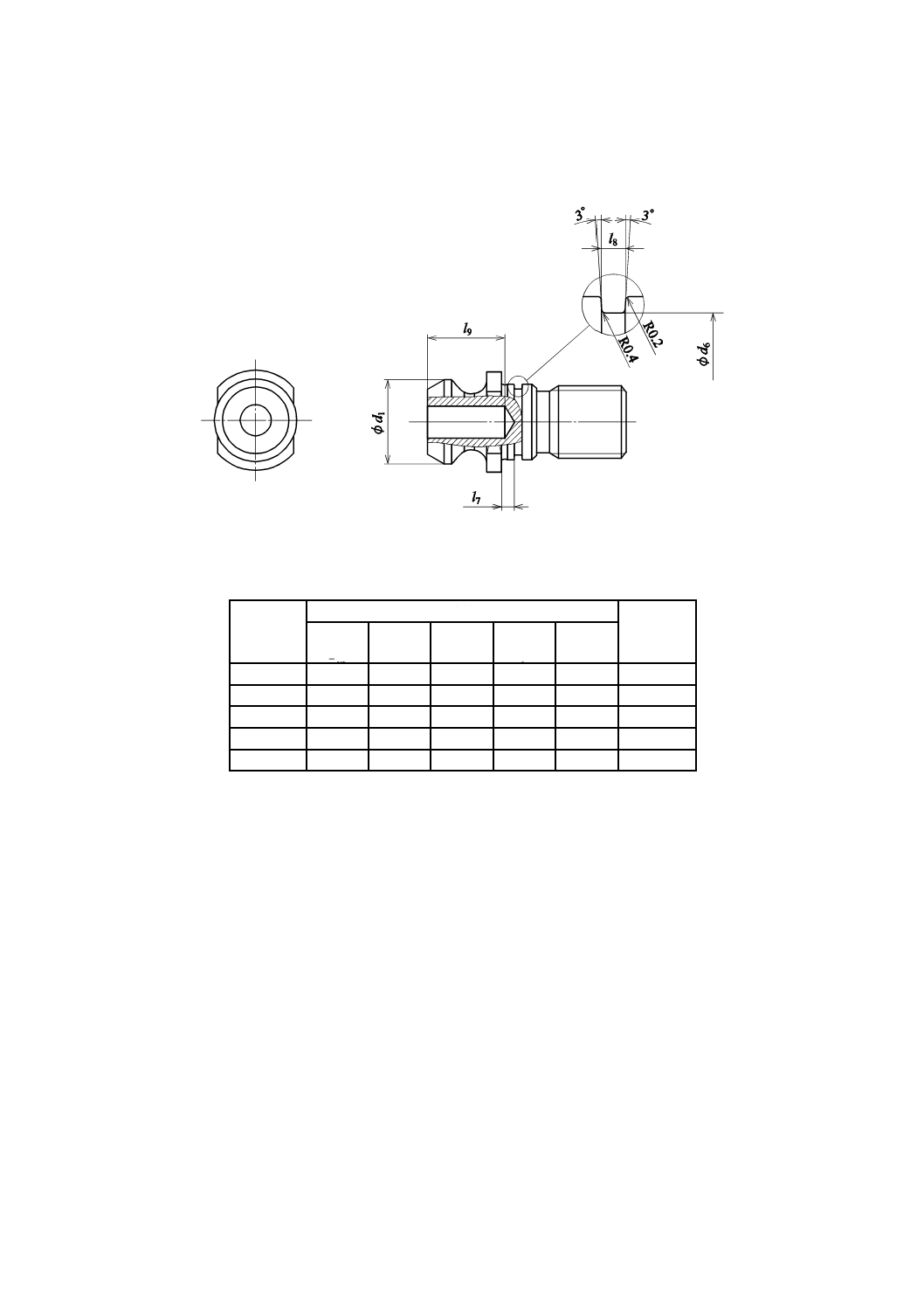
3.5
クーラント供給孔なしのUF形ツールシャンク用プルスタッド
図4及び表4による。ほかの寸法は,UD形ツールシャンク用プルスタッドと同じである。
図4−クーラント供給孔なしのUF形ツールシャンク用プルスタッド
表4−UF形ツールシャンク用プルスタッドの寸法
シャンク
番号
寸法
Oリング
d1
0
3.0
−
d6
h11
l7
l8
2.0
0
+
l9
30
13.35
11.5
2.3
1.4
−
11×1.0
40
18.95
14.6
3.0
1.9
27
14×1.5
45
24.05
17.8
3.3
2.5
33
17×2.0
50
29.1
20.8
4.5
3.0
37
20×2.5
60
37.25
27.8
5.5
3.0
45
27×2.5
6
B 6339-3:2011 (ISO 7388-3:2007)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.6
クーラント供給孔付きのJD形ツールシャンク用プルスタッド
図5及び表5による。
注a) ねじの逃げは,製造業者の裁量による。
b) C面取りは,JIS B 1003による。
c) α=45°又はα=60°である(箇条6参照)。
図5−クーラント供給孔付きのJD形ツールシャンク用プルスタッド
表5−JD形ツールシャンク用プルスタッドの寸法
シャ
ンク
番号
寸法
d1
0
1.0
−
d2
h7
d3
0
2.0
−
d4
0
1.0
−
d5
1.0
0
+
d7
6h
l1
l2
0
1.0
−
l3
0
1.0
−
l4
l5
0
1.0
−
l6
l10
0
5.0
−
l11
l12
r1
s
0
35
.0
−
30
11
12.5
16.5
7
−
M12
43
23
18
20
5
4
2.5
3.5
10
2
13
40
15
17
23
10
−
M16
60
35
28
25
6
5
4
4
13
3
19
45
19
21
31
14
7
M20
70
40
31
30
8
6
5
6
16
4
24
50
23
25
38
17
8.5
M24
85
45
35
40
10
8
5
8
19
5
30
60
32
31
56
24
12
M30
115
65
53
50
14
10
7
11
24
5
46
7
B 6339-3:2011 (ISO 7388-3:2007)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.7
クーラント供給孔なしのJF形ツールシャンク用プルスタッド
図6による。ほかの寸法は,JD形ツールシャンク用プルスタッドと同じである。
図6−クーラント供給孔なしのJF形ツールシャンク用プルスタッド
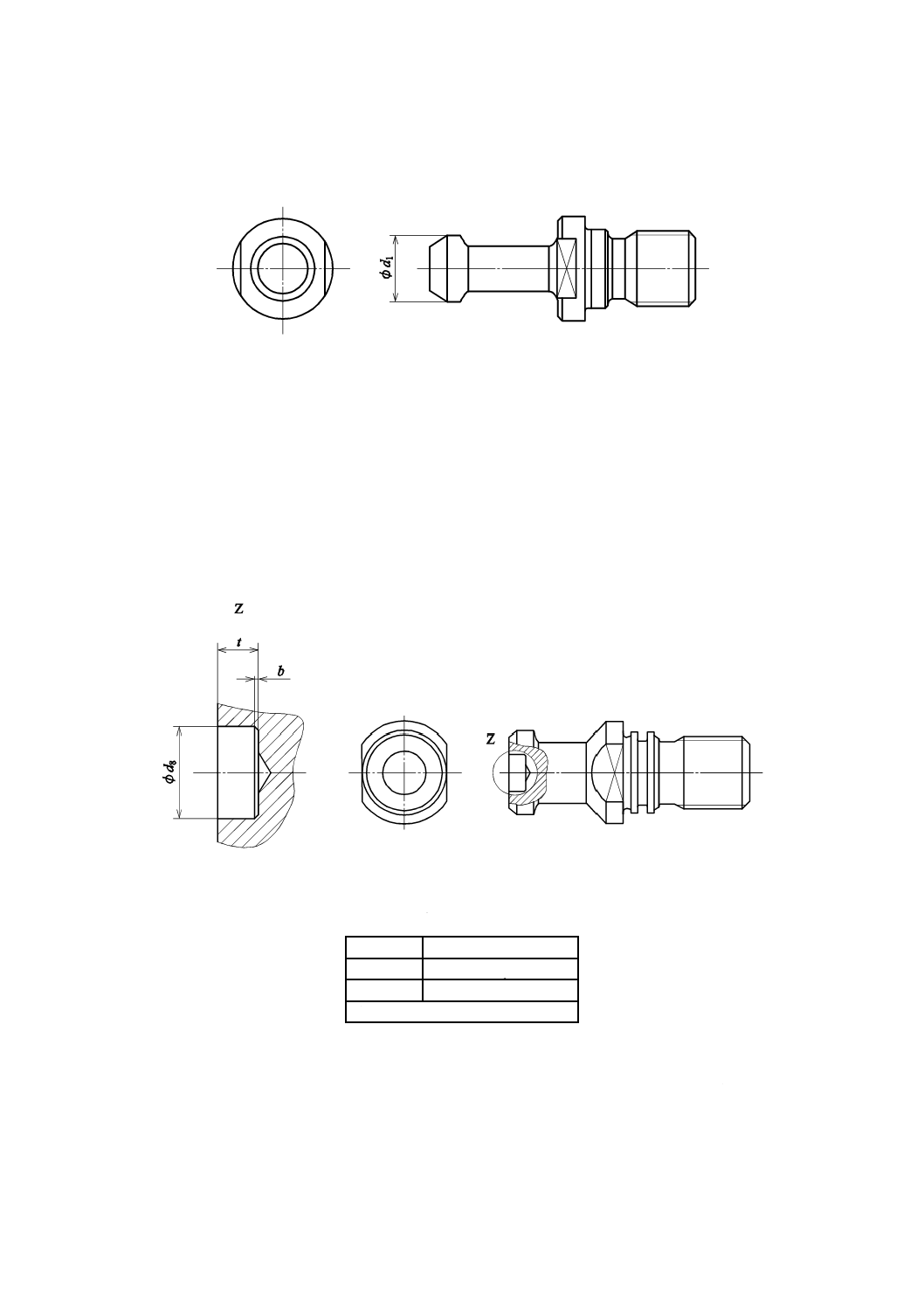
3.8
データチップ取付け穴付きAC形及びUC形ツールシャンク用プルスタッド
データチップを取り付ける穴を設けることができる貫通孔のないAF形及びUF形ツールシャンク用の
プルスタッド。AF形はAC形になり,UF形はUC形になる。
JF形にデータチップを取り付ける穴が必要な場合には,その寸法は,用いるデータチップに応じて製造
業者が決めなければならない。その取付け位置を図7に示す。
図2,図4,表2及び表4を参照。
一般的な寸法は,表6による。
図7−データチップ取付け位置
表6−データチップを取り付けるための補足寸法
b(最大)
0.3×45°又はR 0.3 a)
d8
10
0.09
0
+
t
4.6
0.2
0
+
注a) 製造業者の裁量による。
4
材料
鋼材料は,製造業者の裁量で選択する。ただし,その引張強度は,980 N/mm2以上,硬さは,55 HRC〜
60 HRCでなければならない。
プルスタッドのねじ部は,全ての部分が焼き入れされていてはならない。
8
B 6339-3:2011 (ISO 7388-3:2007)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5
Oリング
Oリングは,JIS K 6397に従い,かつ,出荷品に含まれていなければならない。
6
呼び方
この規格に適合したプルスタッドの呼び方は,次による。
なお,f)及びg)は,ツールシャンクJD形及びJF形用のプルスタッドだけに適用する。
a) プルスタッド
b) この規格の番号,例えば,JIS B 6339-3
c) ダッシュ
d) AC,AD,AF,UC,UD,UF,JD又はJF形
e) シャンク番号
f)
ダッシュ
g) αの値(45°又は60°)
例1 AD形でシャンク番号40番のJIS B 6339-3に適合したプルスタッドの呼び方
プルスタッド JIS B 6339-3−AD40
例2 JD形でα=45°のシャンク番号40番のJIS B 6339-3に適合したプルスタッドの呼び方
プルスタッド JIS B 6339-3−JD40−45
参考文献
[1] JIS B 1003 締結用部品−メートルねじをもつおねじ部品のねじ先
注記 対応国際規格:ISO 4753,Fasteners−Ends of parts with external ISO metric thread(IDT)
[2] ISO 9270-1,7/24 taper spindle noses for automatic tool changers−Part 1: Dimensions and designation of
spindle noses of forms S and SF
[3] ISO 9270-2,7/24 taper spindle noses for automatic tool changers−Part 2: Dimensions and designation of
spindle noses of forms J and JF
9
B 6339-3:2011 (ISO 7388-3:2007)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
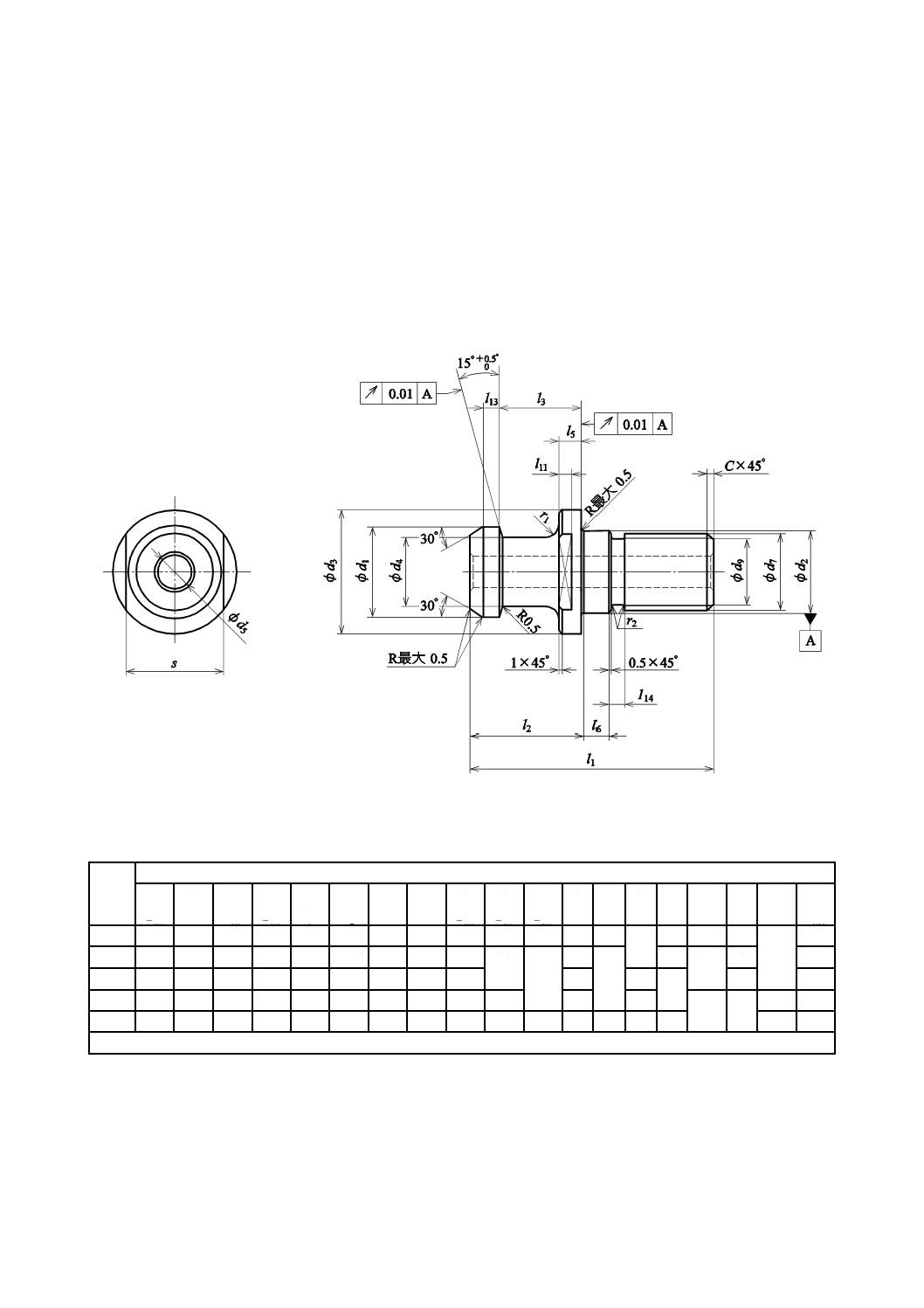
附属書JA
(参考)
JJ形ツールシャンク用プルスタッド
3.6に規定するJD形ツールシャンク用プルスタッドのつかみ部を大きくしたプルスタッドをJJ形と呼び,
その形状・寸法を,図JA.1及び表JA.1に示す。
注記 JJ形ツールシャンク用プルスタッドは,JD形ツールシャンクに適合する。
図JA.1−JJ形ツールシャンク用プルスタッド
表JA.1−JJ形ツールシャンク用プルスタッドの寸法
シャ
ンク
番号
寸法
d1
0
1.0
−
d2
h7
d3
0
2.0
−
d4
0
1.0
−
d5 a)
1.0
0
+
d7
6g
d9
l1
l2
0
1.0
−
l3
0
1.0
−
l5
0
1.0
−
l6
l11 l13 l14
C
r1
r2
s
0
35
.0
−
30
12
12.5 16.5
8
4
M12 9.5
43
23.4 18.4
5
4
3.5
3
3
1
2
1
13
40
19
17
23
14
7
M16
13
54
29
23
7
5
5
4
1.5
3
19
45
23
21
31
17
8.5 M20 16.5
60
30
6
4
5
4
24
50
28
25
38
21
10
M24
20
74
34
25
8
5
2
5
1.5
30
60
36
31
48
27
12
M30
25
98
48
36
11
10
8
7
6
2
41
注a) クーラント供給孔を設ける場合の直径は,d5とする。