1
B 6337 : 1998 解説
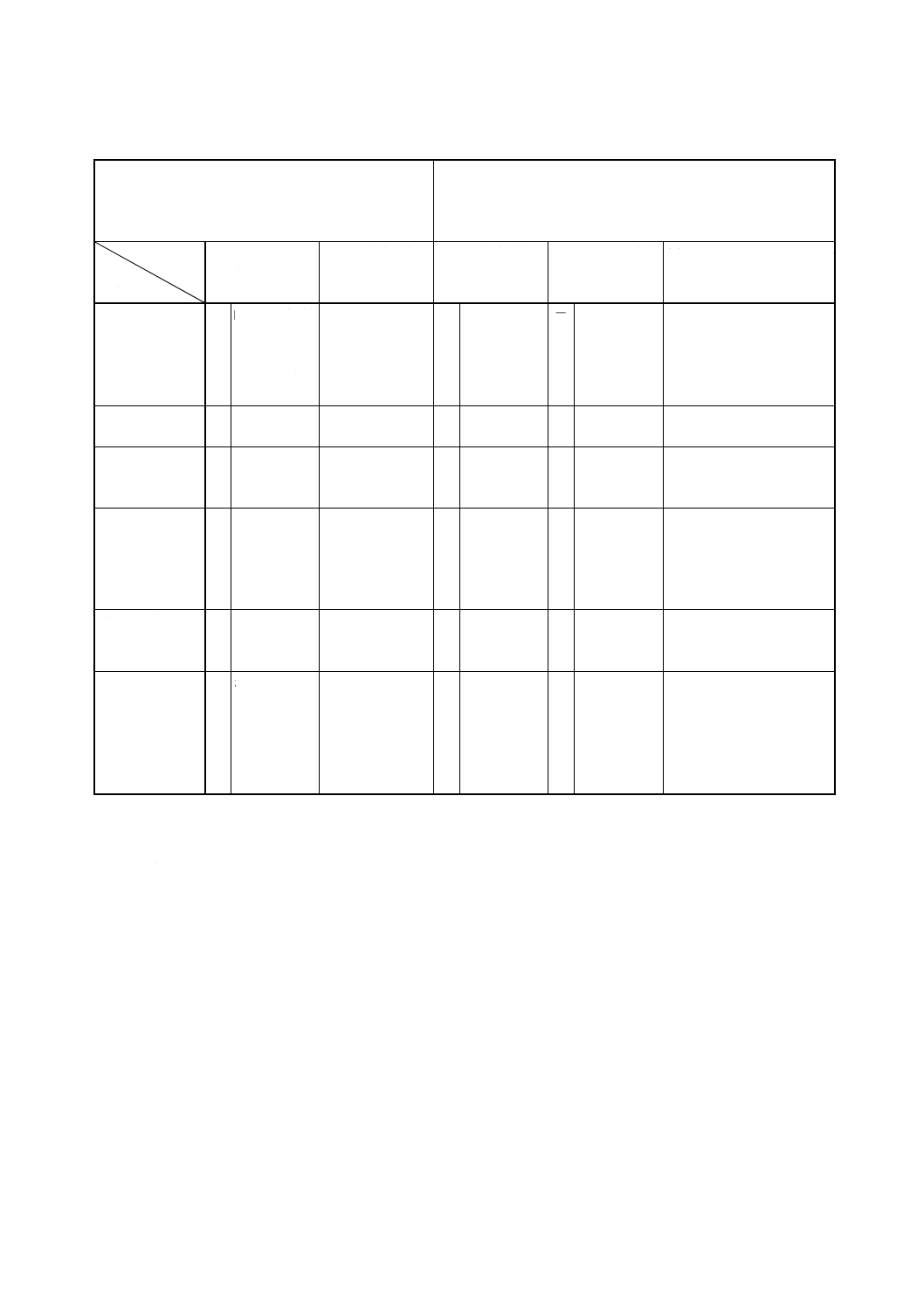
解説付表1 JISと対応する国際規格との対比表
JIS B 6337 : 1998 工作機械用パレット−形状・寸法 ISO 8526-1 : 1990 工作機械用モジュラユニット−パレット−
呼び寸法800mmまでのパレット
ISO 8526-2 : 1990 工作機械用モジュラユニット−パレット−
呼び寸法800mmを超えるパレット
対比項目
規定項目
(I) JISの規定内
容
(II) 国際規格番
号
(III) 国際規格の
規定内容
(IV) JISと国際規
格との相違点
(V) JISと国際規格との整合
が困難な理由及び今後の
対策
(1) 適用範囲
○ 呼び寸法
320mm以上
2000mmまで
のパレット
ISO 8526-l
ISO 8526-2
○ 800mmまで
のパレット
800mmを超
えるパレッ
ト
≡ ISOの2規格
を1規格にま
とめたもの
である
規格の利便性を考慮して
まとめたものであり,内容
的にはほぼ同様である
(2) 主要部の名
称
○ 10項目を規
定
同上
○ 10項目を規
定
≡
(3) 主要部の寸
法
○ 上面,位置決
め方法,底面
を規定
同上
○ 上面,位置決
め方法,底面
を規定
≡
(4) 附属書1
(規定)
○ ねじ穴付き
又はT溝付き
パレット以
外の上面の
形状・寸法
同上
○ ねじ付き又
はT溝以外の
上面の形
状・寸法
≡ ISOは規格本
体,
JISは附属書
(5) 附属書2
(規定)
○ 位置決め用
テーパ穴の
形状・寸法
同上
○ 位置決め用
テーパ穴の
形状・寸法
≡
(6) 附属書3
(参考)
○ エッジロケ
ータの形
状・寸法
同上
−
エッジロケータは,ISOで
も規定しているが,現状で
は旧JISの“参考”(=
MAS)が使用されているの
で,今回の改正でも附属書
(参考)として残した
備考1. 表中の(I)及び(III)欄にある“○”は,該当する規定項目を規定していることを示し,“−”は,規定してい
ないことを示す。
2. 表中の(IV)欄にある“≡”は,JISと国際規格とが一致していることを示している。