B 6331-1:2006 (ISO 13041-1:2004)
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,社団法人日本工作機械工業会(JMTBA)/財団
法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を制定すべきとの申出があり,日本工業
標準調査会の審議を経て,経済産業大臣が制定した日本工業規格である。
これによってJIS B 6331:1986は廃止され,この規格群に置き換えられる。
制定に当たっては,日本工業規格と国際規格との対比,国際規格に一致した日本工業規格の作成及び日
本工業規格を基礎にした国際規格原案の提案を容易にするために,ISO 13041-1:2004,Test conditions for
numerically controlled turning machines and turning centres−Part 1: Geometric tests for machines with a horizontal
workholding spindleを基礎として用いた。
この規格の一部が,特許権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に
抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許
権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に係る確認について,責任は
もたない。
JIS B 6331の規格群には,次に示す部編成がある。
JIS B 6331-1 第1部:水平工作主軸をもつ機械の静的精度
JIS B 6331-2 第2部:垂直工作主軸をもつ機械の静的精度(予定)
JIS B 6331-3 第3部:逆さ工作主軸をもつ機械の静的精度(予定)
JIS B 6331-4 第4部:直進及び回転運動軸の位置決め精度
JIS B 6331-5 第5部:送り速度,主軸速度及び補間運動の精度(予定)
JIS B 6331-6 第6部:工作精度検査
JIS B 6331-7 第7部:座標平面内における輪郭性能の評価
JIS B 6331-8 第8部:熱変形試験
B 6331-1:2006 (ISO 13041-1:2004)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ············································································································································· 1
1. 適用範囲 ································································································································· 1
2. 引用規格 ································································································································· 2
3. 定義········································································································································ 2
4. 一般事項 ································································································································· 2
4.1 測定単位 ······························································································································· 2
4.2 JIS B 6191の引用 ··················································································································· 3
4.3 機械の水平出し ······················································································································ 3
4.4 検査の順序 ···························································································································· 3
4.5 実施する検査 ························································································································· 3
4.6 測定方法図 ···························································································································· 3
4.7 機械の分類 ···························································································································· 3
4.8 タレット及び工具主軸頭 ········································································································· 6
4.9 ソフトウェア補正 ··················································································································· 7
4.10 最小許容値 ··························································································································· 7
4.11 機械の大きさの区分 ·············································································································· 7
5. 静的精度検査 ··························································································································· 9
5.1 工作主軸 ······························································································································· 9
5.2 工作主軸と直線運動軸との関係 ······························································································ 11
5.3 直線軸の運動の角度偏差 ········································································································ 15
5.4 心押台 ·································································································································· 18
5.5 タレット及び工具主軸 ··········································································································· 22
5.6 旋回形の工作主軸台又はタレットヘッド·················································································· 31
参考文献 ······································································································································ 33
JIS C 0068:1995
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 6331-1:2006
(ISO 13041-1:2004)
数値制御旋盤及びターニングセンタ−検査条件−
第1部:水平工作主軸をもつ機械の静的精度
Test conditions for numerically controlled turning machines and turning
centres−Part 1: Geometric tests for machines with a horizontal
workholding spindle
序文 この規格は,2004年に第1版として発行されたISO 13041-1,Test conditions for numerically controlled
turning machines and turning centres−Part 1: Geometric tests for machines with a horizontal workholding spindle
を翻訳し,技術的内容及び規格票の様式をを変更することなく作成した日本工業規格である。
なお,この規格で点線の下線を施してある“箇所”は,原国際規格にはない事項である。
この規格で取り扱う数値制御旋盤は,主として工作物を回転させ,静止工具(バイトなど)を使用して
切削加工を行う数値制御工作機械である。この旋盤は,数値制御(NC)によって,3.3 d) に規定した自動
モードを提供しながら制御する単一主軸又は多軸の機械である。
ターニングセンタは,回転工具を備え,割出可能な主軸を備えたNC旋盤である。工具マガジンから自
動工具交換するような付加機能をもつ機械もある。
この規格の目的は,比較,受渡し,保守又はその他の目的のために行う検査について,できるだけ幅広
く,かつ,理解しやすい情報を提供することである。
この規格は,JIS B 6191の関連する箇条を参照して,単独又はフレキシブル生産システムに統合して使
用する心押台をもつ又は心押台をもたないNC旋盤及びターニングセンタの検査事項について規定する。
また,この規格は,普通精度のはん(汎)用のNC旋盤及びターニングセンタに対応する検査方法及び許
容値についても規定する。
1. 適用範囲 この規格は,JIS B 6191に基づいて,水平な主軸をもつ普通精度の数値制御旋盤(以下,
NC旋盤という。)及びターニングセンタの静的精度の検査条件について規定する。
この規格は,静的精度検査の許容値についても規定する。
この規格は,NC旋盤及びターニングセンタの様々な形態並びに特徴について規定する。さらに,この
規格では,用語及び制御軸の名称についても規定する。
この規格は,機械の静的精度検査だけを扱い,一般に精度検査前に実施しておく機械の運転試験(例え
ば,振動,異常騒音,スティックスリップ)又は特性試験(例えば,主軸回転速度,送り速度)には適用
しない。
備考 この規格の対応国際規格を,次に示す。
なお,対応の程度を表す記号は,ISO/IEC Guide 21に基づき,IDT(一致している),MOD
(修正している),NEQ(同等でない)とする。
B 6331-1:2006 (ISO 13041-1:2004)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ISO 13041-1:2004,Test conditions for numerically controlled turning machines and turning centres−
Part 1: Geometric tests for machines with a horizontal workholding spindle (IDT)
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格のうちで,発効年を付記してあるものは,記載の年の版だけがこの規格の規定を構
成するものであって,その後の改正版・追補には適用しない。発効年を付記していない引用規格は,その
最新版(追補を含む。)を適用する。
JIS B 6006 工作機械用クロスキー形ツーピースジョー付自己求心チャック−互換寸法及び受入検査
方法
備考 ISO 3442:1991,Self-centring chucks for machine tools with two-piece jaws (tongue and groove
type)−Sizes for interchangeability and acceptance test specificationsからの引用事項は,この規格
の該当事項と同等である。
JIS B 6191:1996 工作機械−静的精度試験方法及び工作精度試験方法通則
備考 ISO 230-1:1996,Test code for machine tools−Part 1: Geometric accuracy of machines operating
under no-load or finishing conditionsからの引用事項は,この規格の該当事項と同等である。
JIS B 6310 産業オートメーションシステム−機械及び装置の制御−座標系及び運動の記号
備考 ISO 841:2001,Industrial automation systems and integration−Numerical control of machines−
Coordinate system and motion nomenclatureからの引用事項は,この規格の該当事項と一致して
いる。
3. 定義 この規格で用いる主な用語の定義は,次による。
3.1
数値制御旋盤(numerically controlled turning machine) 静止した工具に対する工作物の回転を主運
動とする工作機械。切削エネルギーは,工具ではなく工作物に与える。この機械の自動機能は,数値制御
(NC)によって制御する。
3.2
ターニングセンタ(turning centre) 回転工具を備え,割出し可能な主軸を備えたNC旋盤。工具マ
ガジンから自動工具交換するような付加機能をもつ機械もある。
3.3
機械の運転モード(machine modes of operation) 入力を実行すべき動作に変換するNC又はデータ
入力装置の運転モード。
a) 手動NCモード(manual mode of NC) オペレータが,あらかじめプログラムした数値データを使用す
ることなく,例えば,押しボタン又はジョイスティックを使って機械を制御するNCの非自動モード。
b) 手動データ入力モード(MDIモード)(manual data input mode) 手動で行うNCのプログラムデータ
の入力。
c) シングルブロックモード(single block mode) オペレータが操作して,マシンプログラムの1ブロッ
クだけを実行するNCのモード。
d) 自動モード(automatic mode) プログラム又はオペレータによって停止されるまでプログラムデータ
に従って機械が作動するNCのモード。
4. 一般事項
B 6331-1:2006 (ISO 13041-1:2004)
(3)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4.1
測定単位 この規格では,長さ,長さの偏差及び許容値は,mmで表す。角度は,度(°)で表し,
角度の偏差及び許容値は,長さの比(例えば,0.00x/1 000)で表すが,場合によってはマイクロラジアン
(μrad)又は秒(″)を使用することがある。ただし,これらの間には,次の関係がある。
0.010/1 000=10 μrad≒2″
4.2
JIS B 6191の引用 特に検査前の機械の据付け,主軸及び他の運動部品の暖機運転,測定方法並び
に測定器の推奨精度については,JIS B 6191による。
検査事項がJIS B 6191の検査方法と対応する場合には,5. に規定する検査事項の備考欄に示す説明を参
照する前に,JIS B 6191の対応する箇条を参照する。許容値は,各検査事項に対して与えてある(G1から
G24)。
4.3
機械の水平出し 機械の検査を行う前に,機械は,製造業者の指示に従って水平出しをするのが望
ましい(JIS B 6191の3.11参照)。
4.4
検査の順序 この規格に示す検査の順序は,実際の検査の順序を決めるものではない。測定器の取
付け及び検査が容易にできるように,検査は,どのような順序で行ってもよい。
4.5
実施する検査 機械を検査するときは,必ずしもこの規格に示したすべての検査を行う必要はない。
この検査が受渡しのために必要なとき,使用者は,製造業者との協定に基づいて関心のある機械の構成要
素及び/又は特性に関係する検査事項を選択してもよい。検査事項は,機械を発注するときに明確にしな
ければならない。実施する検査事項の指定がなく,また,その検査に要する経費についての協定もない状
態でこの規格を受取検査に引用するだけでは,受渡当事者相互間を拘束することにはならない。
4.6
測定方法図 この規格に示す図は,一つの機械の形態だけを例示する。
4.7
機械の分類
4.7.1
機械の分類 この規格で対象としている機械を,次の二つの基本的な形態に分類する(表1参照)。
A形:心押台をもつ機械
B形:心押台をもたない機械
一般に,A形の機械は,更に次の二つに分類できる。
A-1:一つのタレットをもつ機械
A-2:二つのタレットをもつ機械
一般に,B形の機械は,更に次の四つに分類できる。
B-1:一つの工作主軸台をもつ機械
B-2:対向した二つの工作主軸台をもつ機械
B-3:平行な二つの工作主軸台をもつ機械
B-4:同軸上にあり,旋回可能な二つの工作主軸台をもつ機械
4.7.2
直進運動 表1の図及び表に示す機械の例は,簡略化のためにJIS B 6310の6.1の定義に準拠した
記号及び数字(例えば,X1,X2…)による軸の名称を使用する。
コメントの追加 [情電室1]: 0.010?
B 6331-1:2006 (ISO 13041-1:2004)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表 1 構造形態の例
2 '
1.1工作主軸台
工作主軸台のB軸運動をもつ機械
タレットd)をもつ機械
タレットb)をもつ機械
タレットa)をもつ機械
タレットa)、b)、c)、f)又はg)をもつ機械
運動軸構成の種類
タレット Z及びX Z X −
工作主軸台 − X Z X及びZ
オプション:タレットのY軸運動(ターニングセンタ)
工作主軸台のB軸回転
備考 タレットd)を除く
タレットb)とf)をもつ機械
2つのタレットb)をもつ機械
(2つのタレットは、異なっていても良い)
タレットb)をもつ機械
タレットa)をもつ機械
備考 タレットd)を除く
2.2タレット
1.1タレット
B形 心押台をもたない機械
A形 心押台をもつ機械
Z1
X1
B'
Z'
X
X
Z
Z
X
Z2
X2
W'
X2
Z2
W'
Z1
X1
Z
X
X
Z
W'
W'
Z
X
A形 心押台をもつ機械
A-1 タレット
A-2 タレット
二
二
よ
B-1 工作主軸台
B形 心押台をもたない機械
備考 タレットd) を除く。
二つのタレットb) をもつ機械
(二つのタレットは,異なっていてもよい。)
′
タレットa),b),c),f) 又はg) をもつ機械
備考 タレットd) を除く。
タレットa) をもつ機械
タレットb) 及びf) を
もつ機械
タレットb) をもつ機械
タレットb) をもつ機械
タレットd) をもつ機械
タレットa) をもつ機械
′
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
コメントの追加 [情電室2]: 表中にタレットa)等と
あるが、これはどこにリンクしているのか→4.8
を参照する旨を明記するべきでは
また読点を表中にも適切にいれること
B 6331-1:2006 (ISO 13041-1:2004)
(5)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表 1 構造形態の例(続き)
2 4 .
0
本規格で使用した図記号
各タレット
心押台
工作主軸台
備考:複雑さを避けるために案内面は図示していない。
運動軸は,工作主軸台にはない。
Y軸の運動は,オプションである。
3.2並行主軸台
(加工位置における工作主軸台)
(初期操作位置における工作主軸台)
心合せが可能な対向した工作主軸台をもつ機械
全てのタレット
4.同軸回転主軸
2.2対向主軸
B形 心押台をもたない機械(続き)
Z2
Z1
X2'
X1'
Z2
Z1
X2
X1
Z2'
X2
Z1
X1
Z3'
B2'
B1'
X2'
X1'
B2'
Z2
Z1
B1'
Z3'
X2
Z2
Z1
X1
Z2'
X2'
Z1
X1
g)
f)
e)
a)
b)
c)
d)
B形 心押台をもたない機械(続き)
B-2 対向主軸
すべてのタレット
B-4 同軸回転主軸
この表で使用した図記号(4.8参照)
B-3 平行主軸台
備考 複雑さを避けるために案内図は図示していない。
′
′
′
′
′
′
′
′
′
′
′
′
′
運動軸は,工作主軸台にはない。
Y軸の運動は,オプションである。
a)
b)
c)
d)
e)
f)
g)
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
B 6331-1:2006 (ISO 13041-1:2004)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
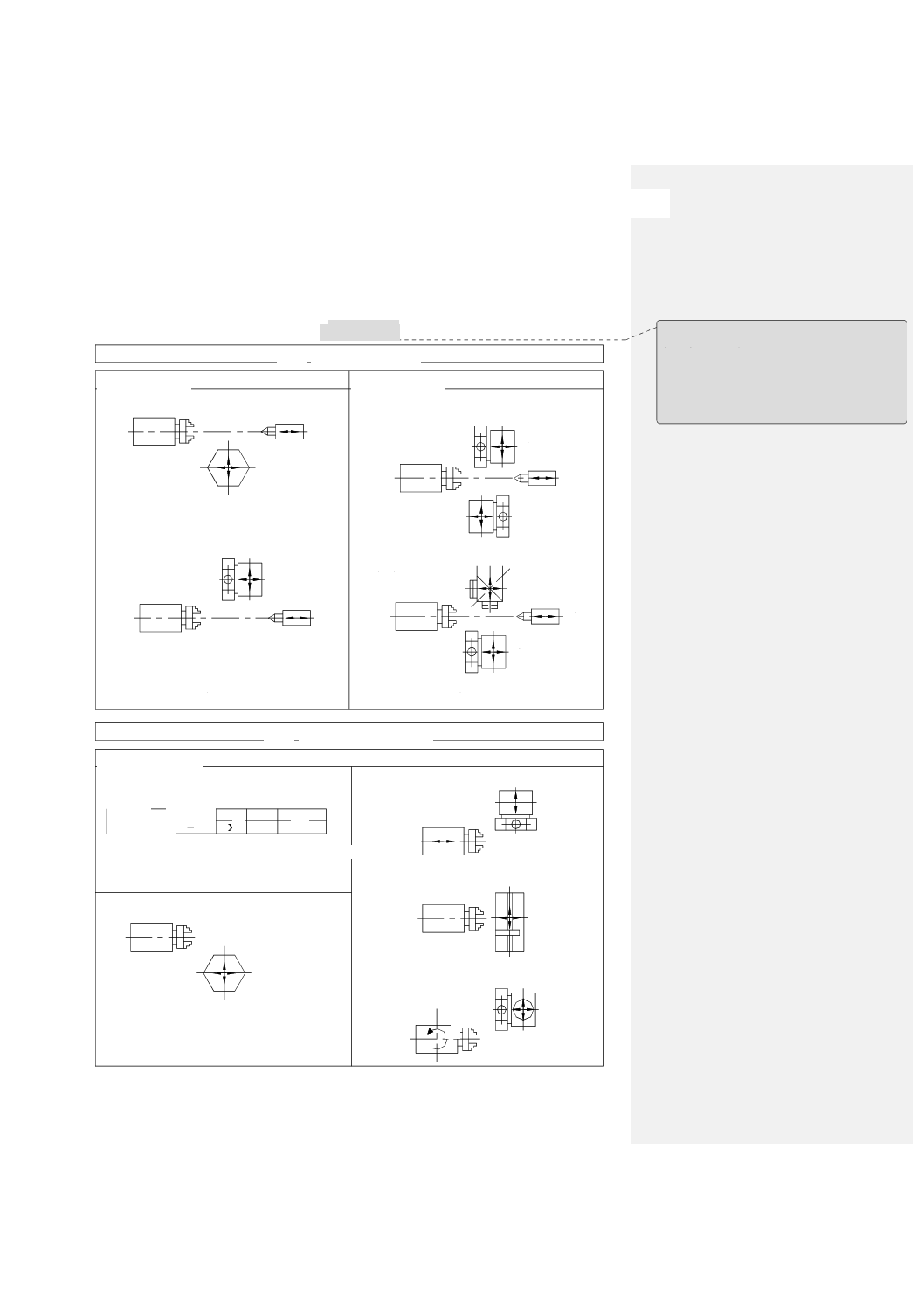
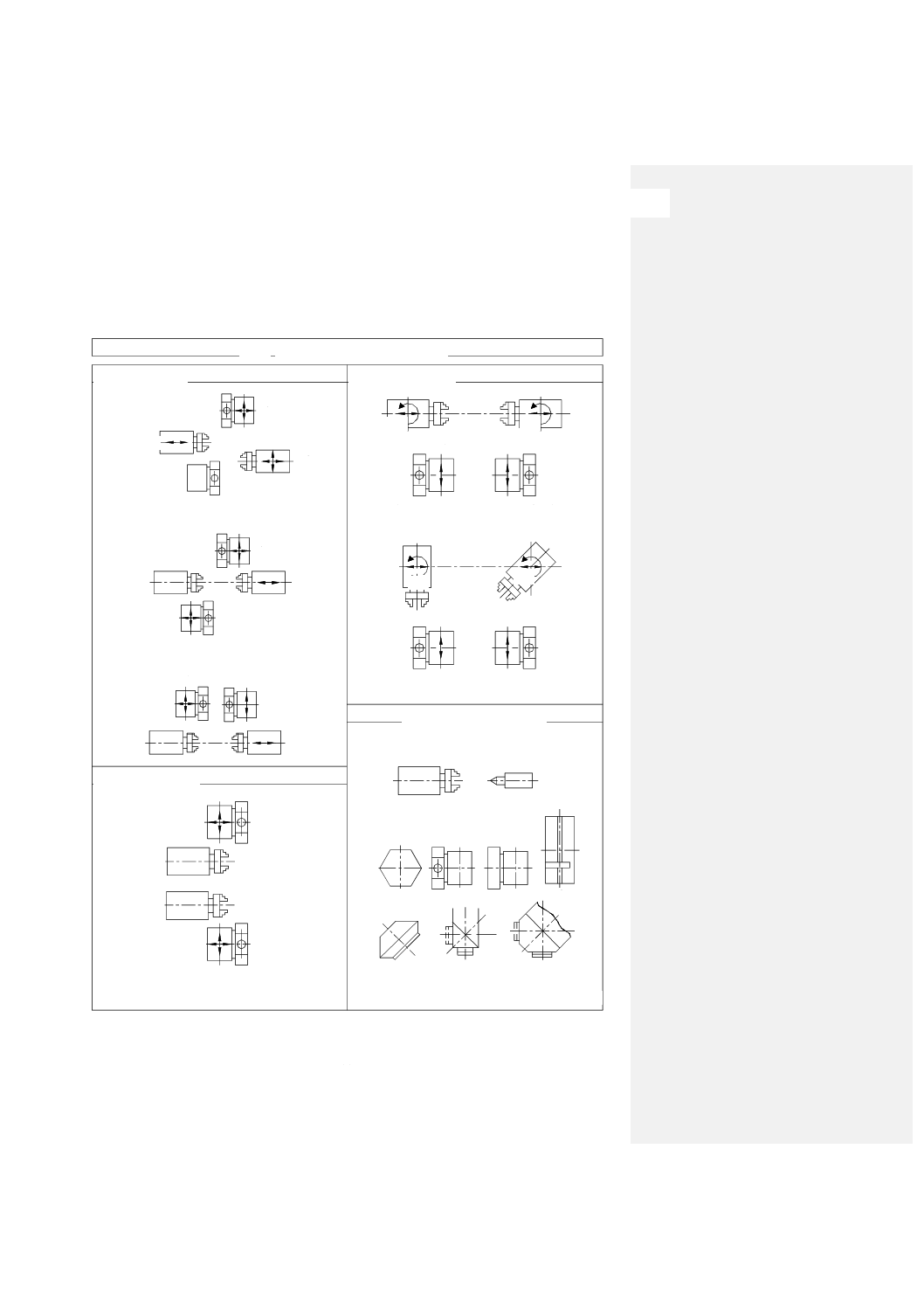
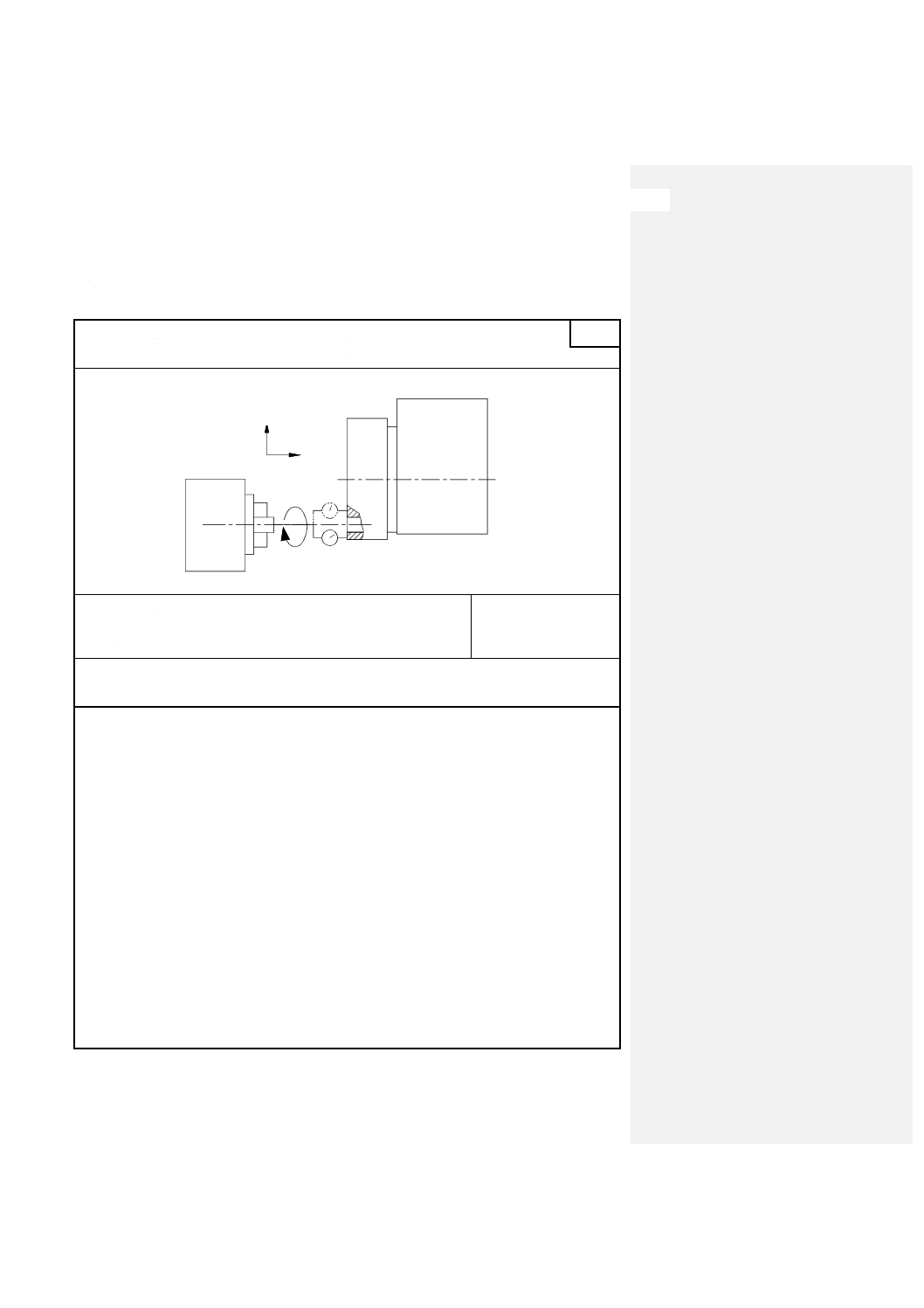
4.8
タレット及び工具主軸頭 3.1及び3.2で規定したように,ターニングセンタは,静止工具だけでな
く,回転工具主軸を備えている。すなわち,ターニングセンタのタレットには回転工具用駆動機構をもつ
ものもある。使用予定の工具の数がタレットの容量を超えるとき,自動工具交換又はタレットの交換を行
う。また,工具を自動的に装着する動力駆動の主軸の場合には,自動工具交換装置が必要になる。
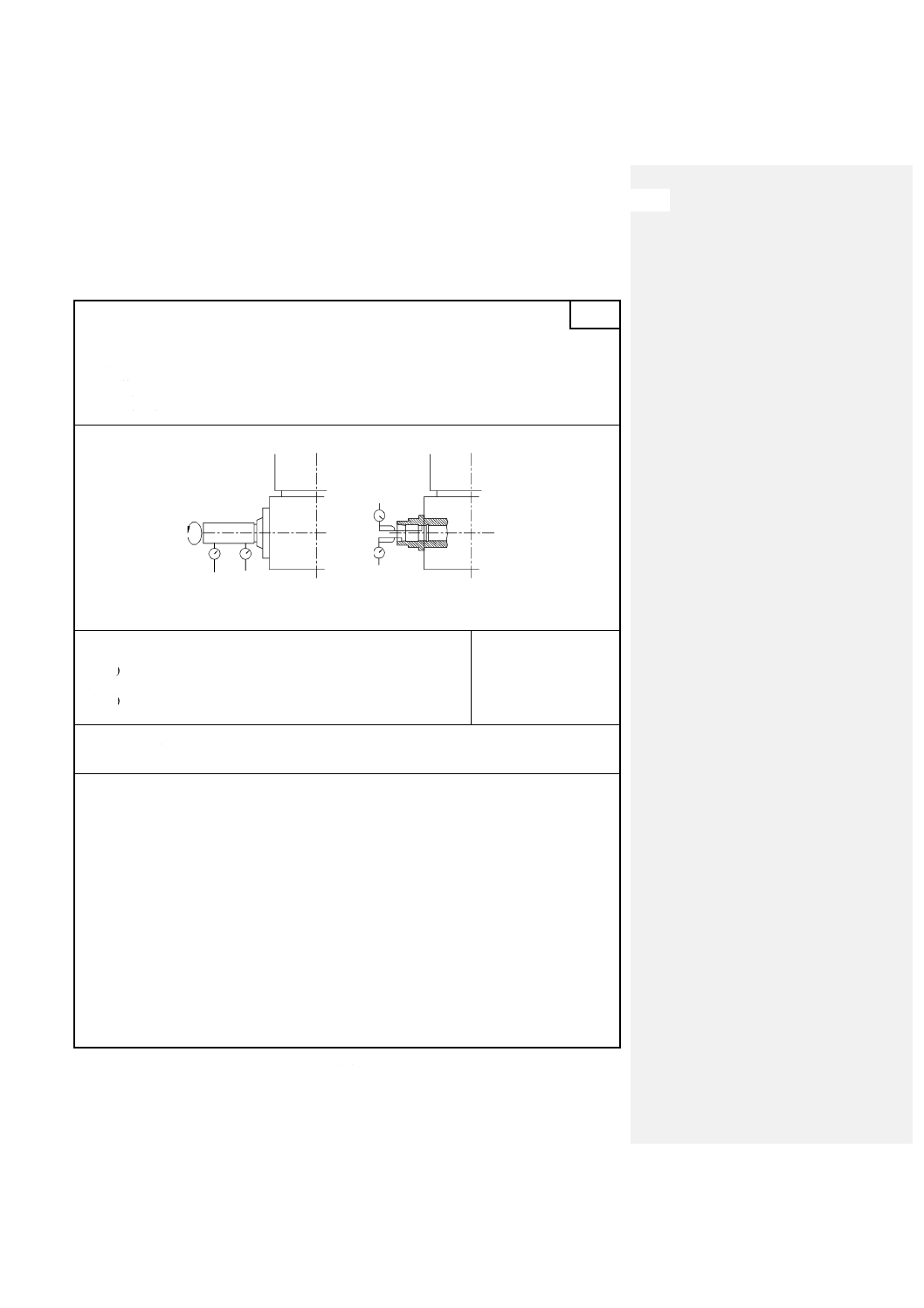
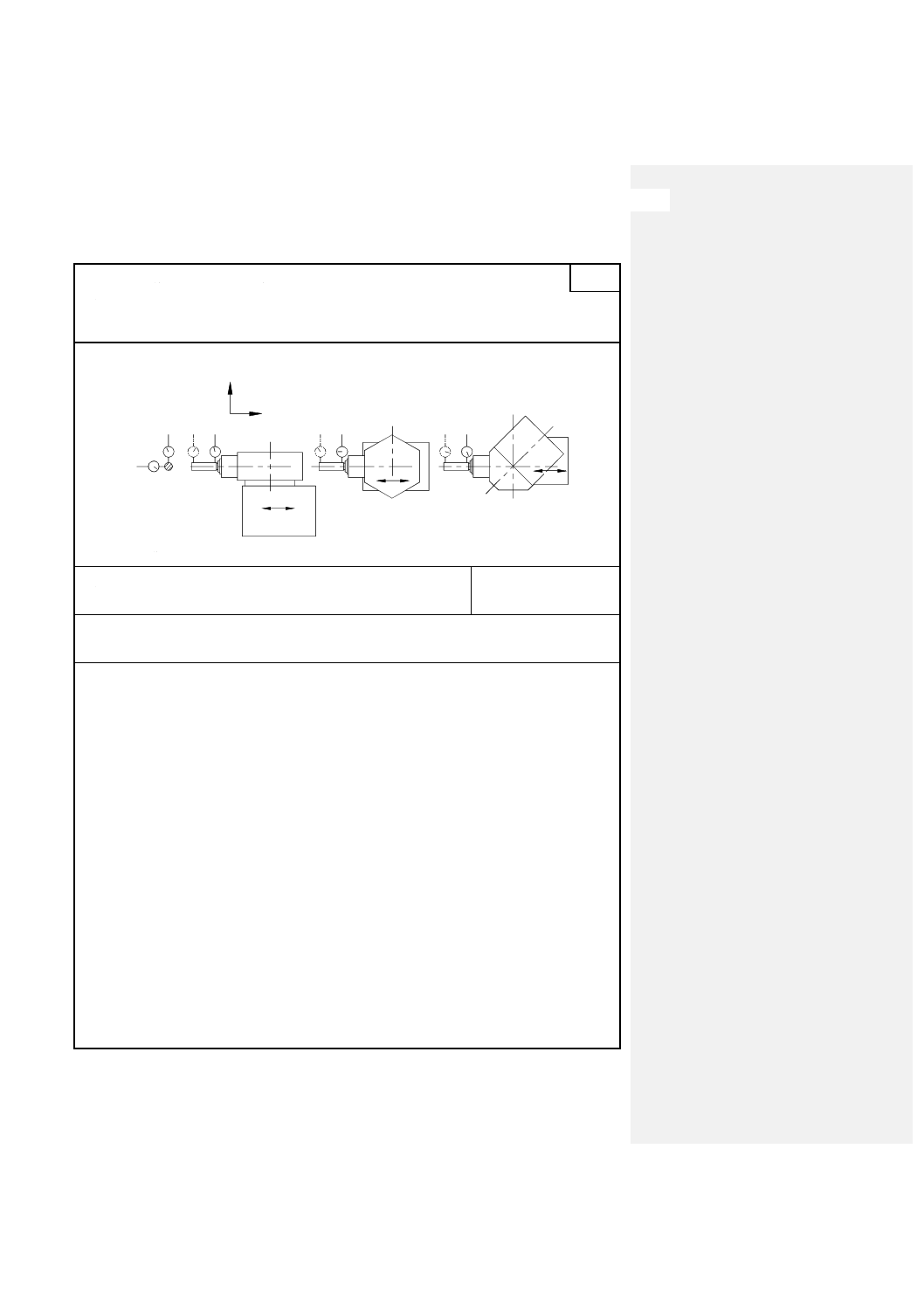
図1は,タレット及び工具主軸の代表的な例を示す。それぞれの構造形態は,次による。
a) 水平割出タレット 工具は,タレットの回転軸に対する半径方向に取り付ける。この種類のタレットは,静止
工具用,回転工具用,又はその両方を使用できるものがある。
b) 垂直割出タレット 工具は,タレットの回転軸に対する半径方向に取り付ける。この種類のタレット
は,静止工具用,回転工具用,又はその両方を使用できるものがある。
c) 端面取付ドラム形タレット 工具は,タレットの回転軸の軸方向に取り付ける。b) と組み合せたもの
もある。
d) くし形刃物台(リニアタレット)
e) 円すい台形タレット 工具は,X又はZ方向だけで使用することができる。
f)
単一工具主軸頭を備えた工具主軸 工具主軸を割り出すことで,工具主軸をX及びZの両方向に設定
できる。自動工具交換装置と工具マガジンとが必要である。
g) 傾斜双工具主軸頭 一つの取付面は,静止工具用で,もう一つの取付面は,回転工具用である。加工
は,Z及びXの両方向で可能である。自動工具交換装置と工具マガジンとが必要である。
図 1 タレット及び工具主軸頭の形態例
X
X
X
Z
Z
Z
Z
X
X 又は Z
X 又は Z
X 又は Z
g)
f)
e)
d)
c)
b)
a)
e)
a)
b)
c)
d)
f)
g)
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
B 6331-1:2006 (ISO 13041-1:2004)
(7)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4.9
ソフトウェア補正 幾何偏差,位置偏差,輪郭偏差及び熱偏差を組込みソフトウエア機能を使って,
補正できる場合に,この検査の間にその補正を用いるときには,使用者と製造業者との協定に基づくのが
望ましい。ソフトウエア補正を用いたときには,検査結果にそのことを記述しなければならない。
4.10 最小許容値 この規格に与えられた測定長さ(JIS B 6191の2.311参照)と異なる長さについて許容
値を決定する場合には,許容値の最小値は0.005 mmとする。
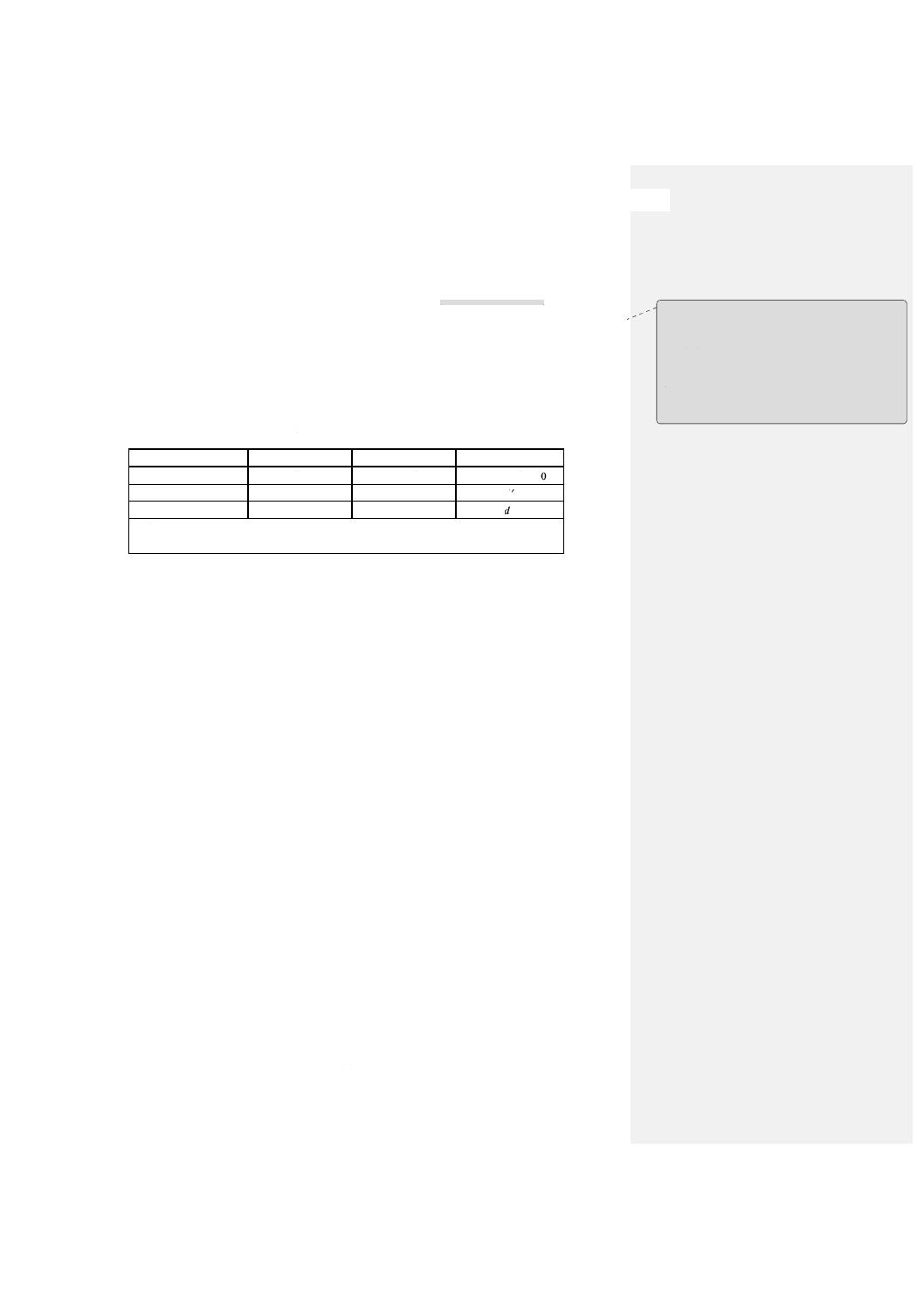
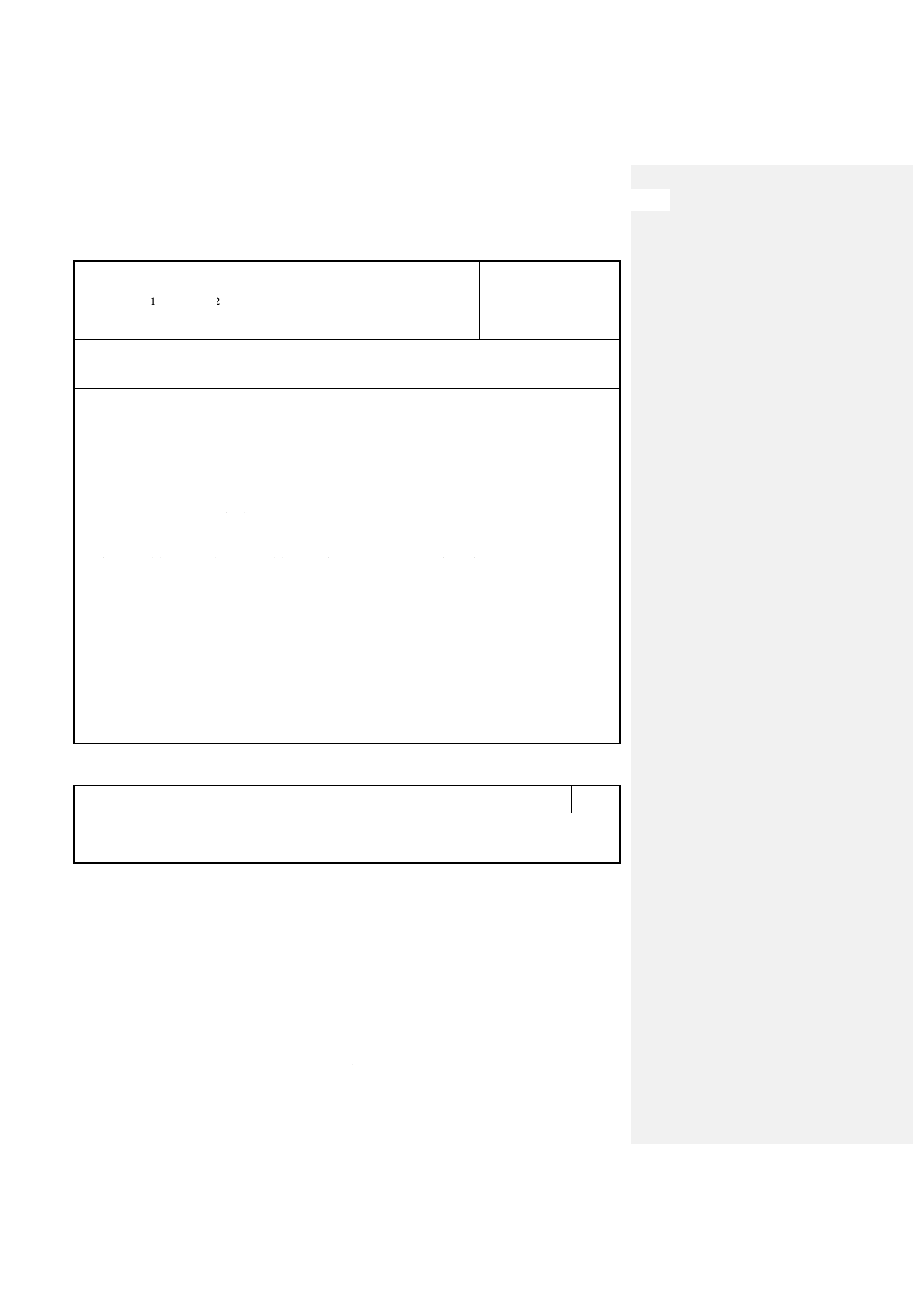
4.11 機械の大きさの区分 機械の大きさは,表2に規定した基準に基づいて,次の三つに区分される。
表 2 機械の大きさの範囲
基準 (1)
区分 1
区分 2
区分 3
ベッド上の振り
D≦250
250<D≦500
500< D≦1 000
バー材呼び径
d′≦ 25
25<d′≦ 63
63< d′
チャックの呼び径 (2)
d≦125
125<d≦250
250< d
注(1) 基準は,製造業者が選択する。
(2) チャックの呼び径は,JIS B 6006による。
コメントの追加 [情電室3]: 「組込みソフトウェア」
をつかうのか、
それとも
・・・熱偏差を組む込み,ソフトウェアを・・・
なのか
B 6331-1:2006 (ISO 13041-1:2004)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
+C'
+Z
+X
+Y
2
1
+X2
9
8
+Z2
+W'
+Z1
4
5
+X1
6
7
+Y
10
11
3
+Z2
8
5
+X
+Z
+X2
+W'
+Z1
1
4
+X1
10
11
3
+C'
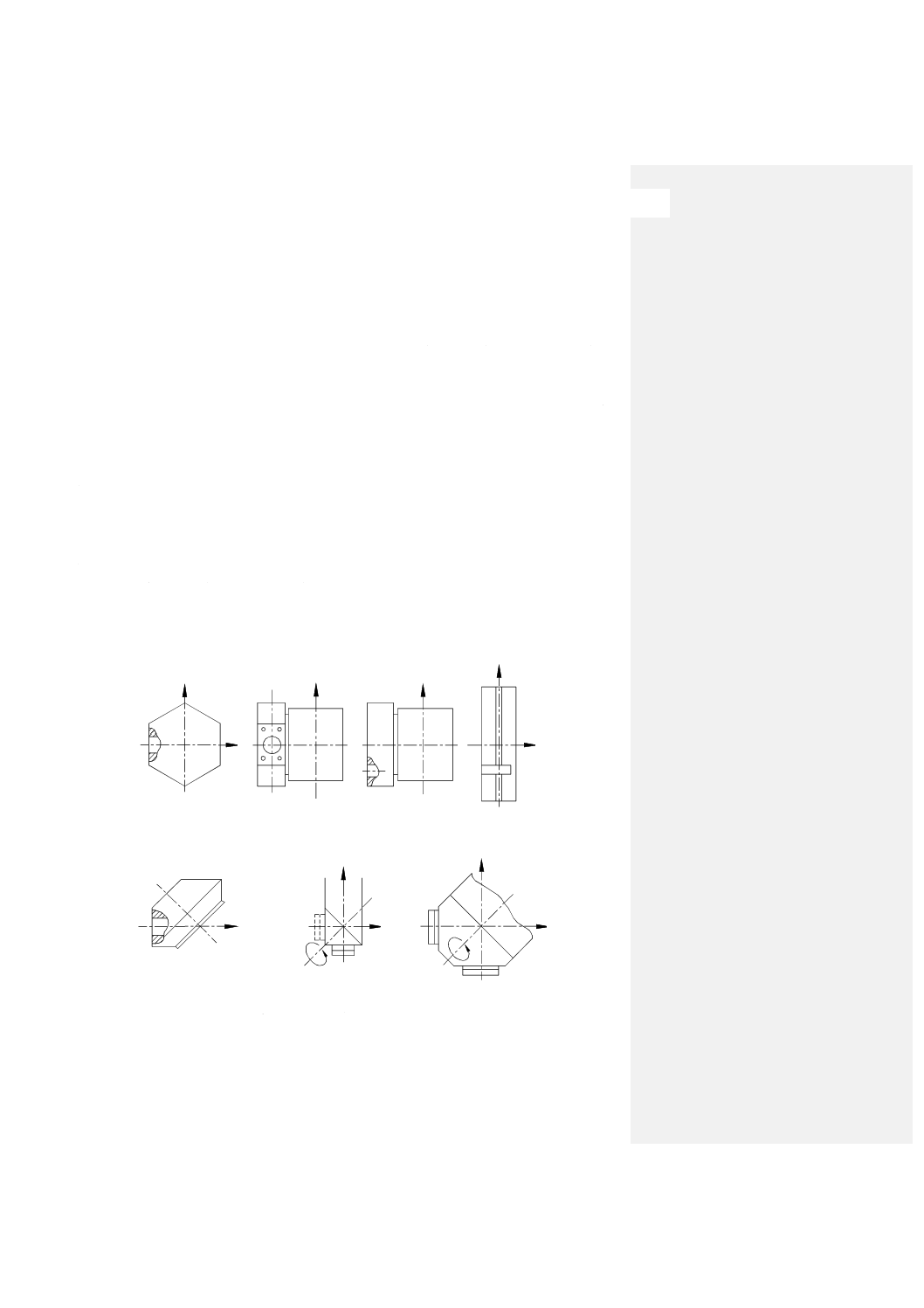
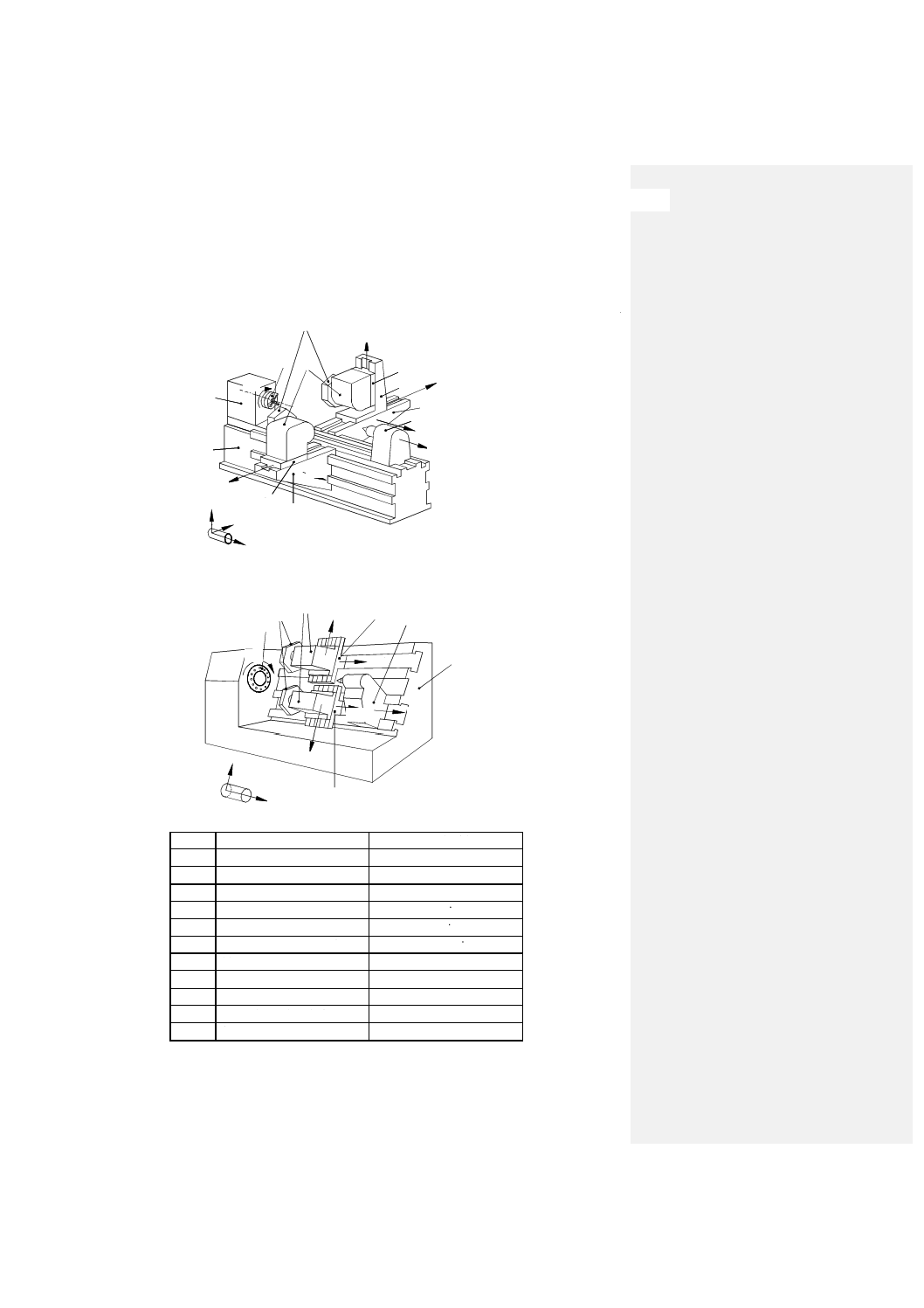
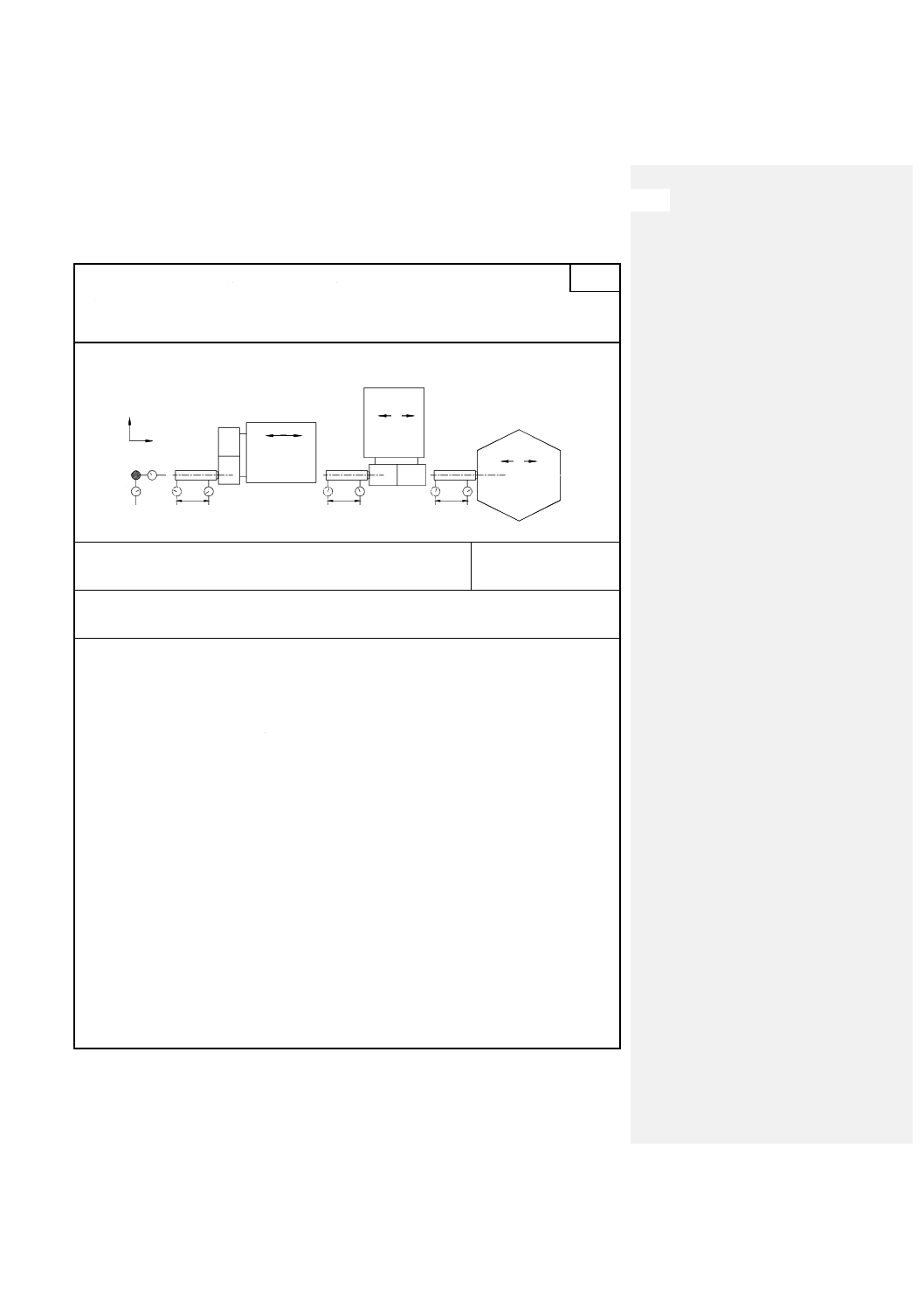
番号
日本語
英語(参考)
1
ベッド
Bed
2
工作主軸台
Workhead
3
工作主軸 C軸
Work spindle C axis
4
心押台 W軸
Tail stock W axis
5
往復台1 Z軸
Carriage 1 Z axis
6
タレットスライド1 X軸
Turret slide 1 X axis
7
縦スライド Y軸
Vertical slide Y axis
8
往復台2 Z2軸
Carriage 2 Z2 axis
9
タレットスライド2 X2軸
Turret slide 2 X2 axis
10
タレットヘッド1及び2
Turret head 1 and 2
11
割出タレット1及び2
Indexing turret 1 and 2
B 6331-1:2006 (ISO 13041-1:2004)
(9)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図 2 水平主軸をもつターニングセンタの例
5. 静的精度検査
5.1
工作主軸
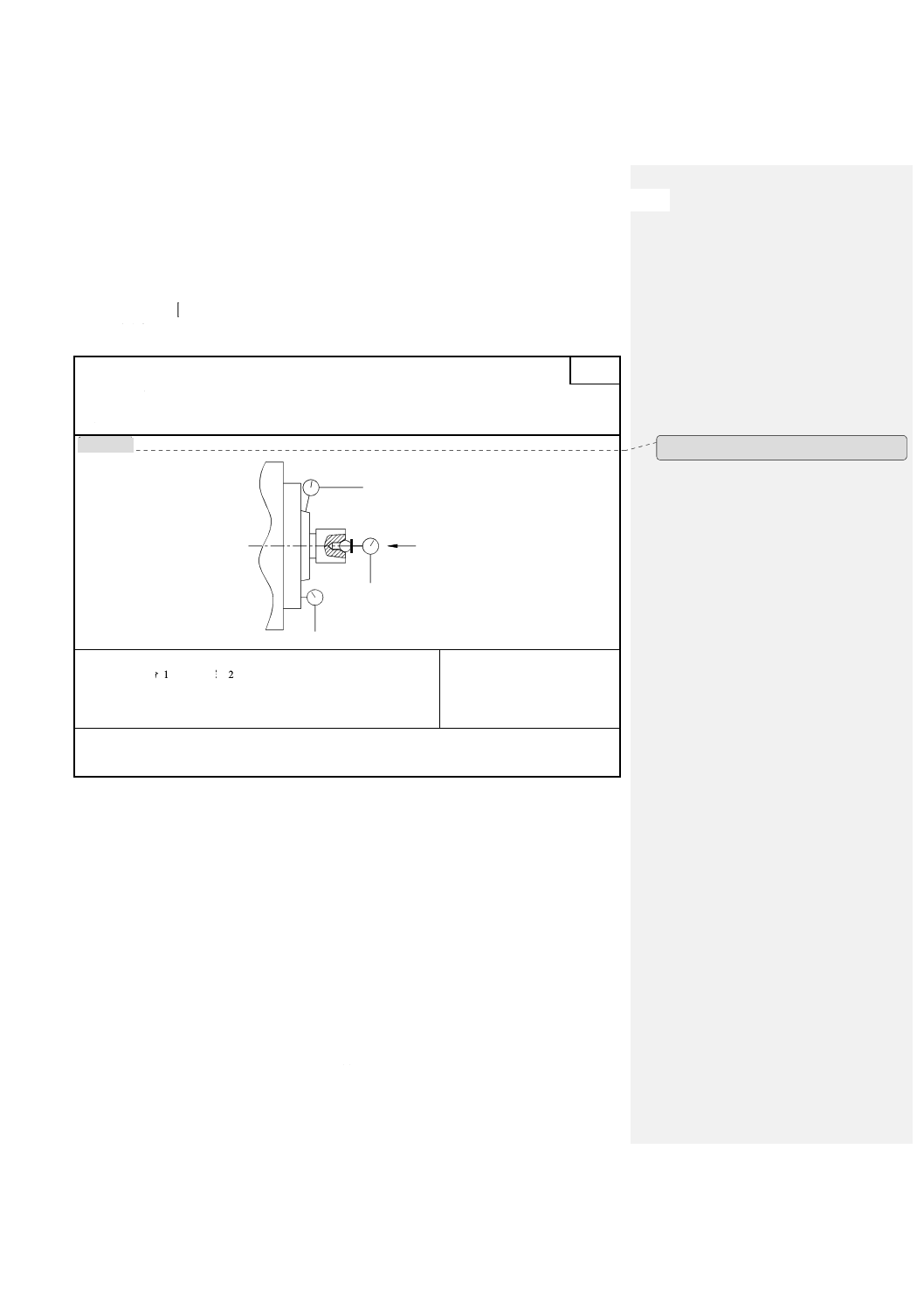
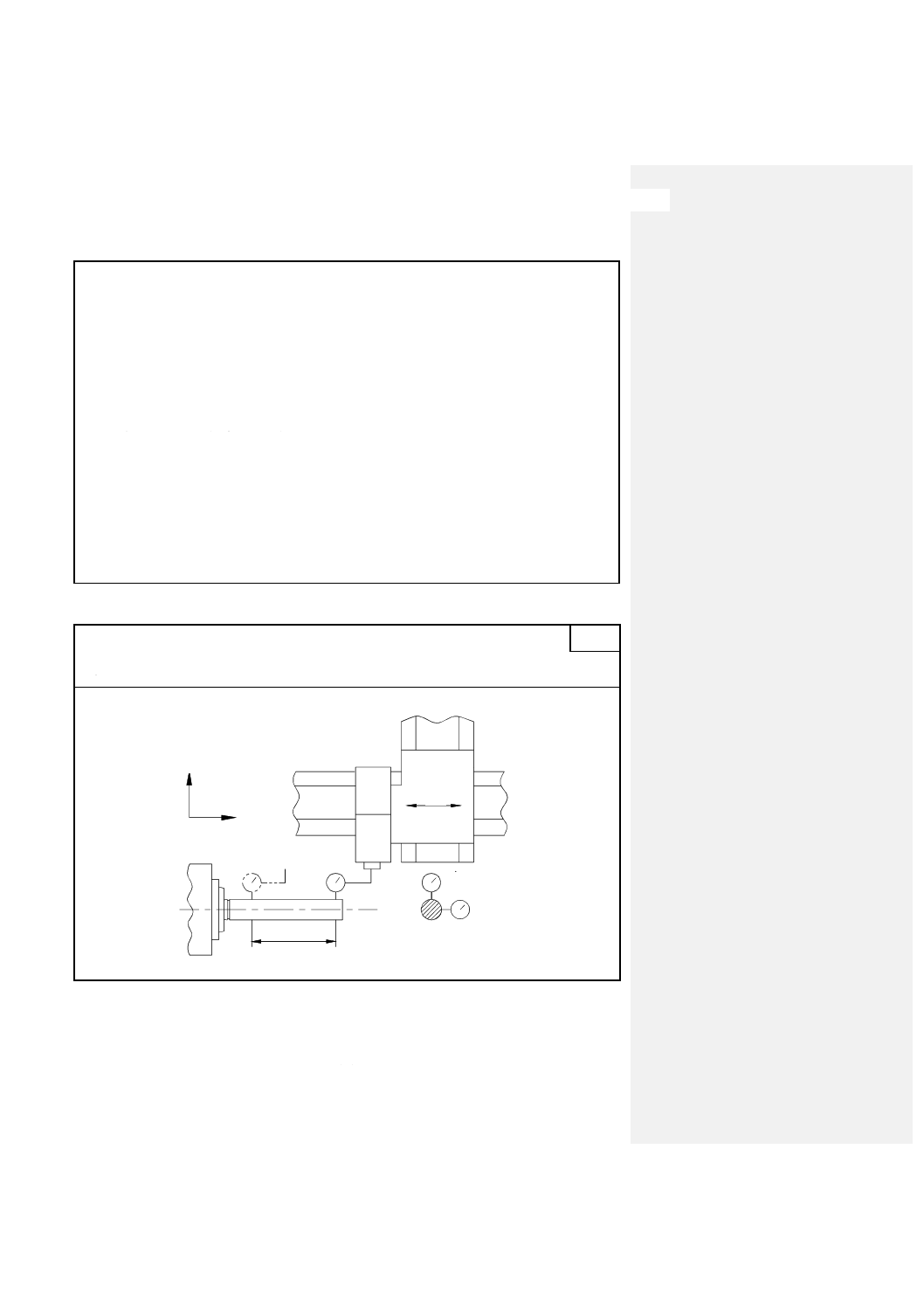
検査事項
工作主軸端の振れ
a) 外面の振れ
b) 周期的軸方向の動き
c) 主軸端面の振れ
G1
測定方法図
許容値
区分 1 区分 2 区分 3
a) 0.005 0.008 0.012
b) 0.005 0.005 0.005
c) 0.008 0.010 0.015
測定値
測定器
ダイヤルゲージ及び球付きテストバー
F
b)
c)
a)
a)
b)
F
c)
コメントの追加 [情電室7]:
B 6331-1:2006 (ISO 13041-1:2004)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
備考及びJIS B 6191の参照
a) 5.612.2
円すい面の場合には,ダイヤルゲージの測定子は,その面に垂直に当てる。
b) 5.622.1,5.622.2
軸方向にかける力Fは,機械の製造業者が指定する。予圧をかけた軸受が使用されている場合には,この
力Fをかける必要はない。
c) 5.632
測定は,最大直径の位置において行う。
この測定は,すべての工作主軸について行う。
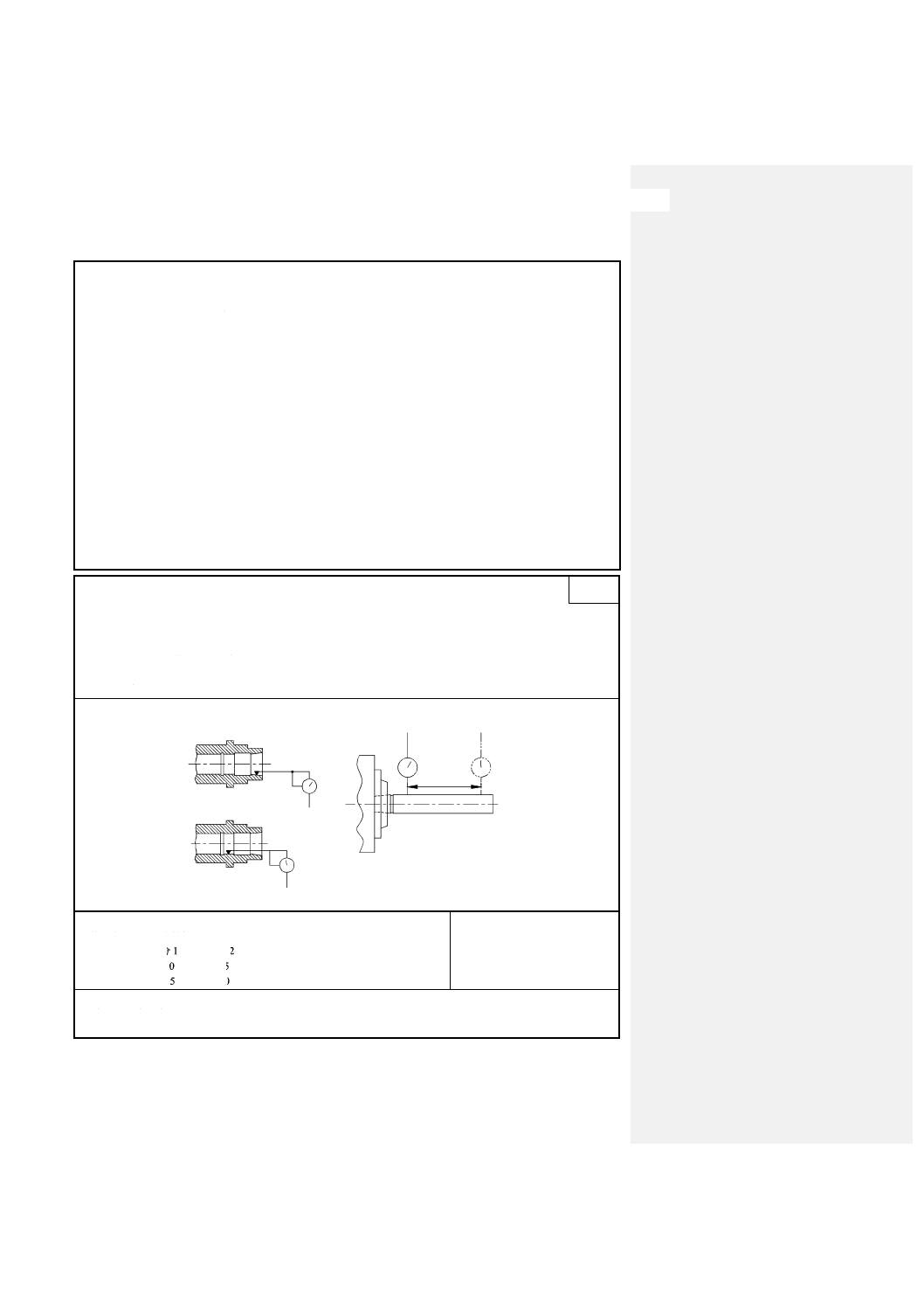
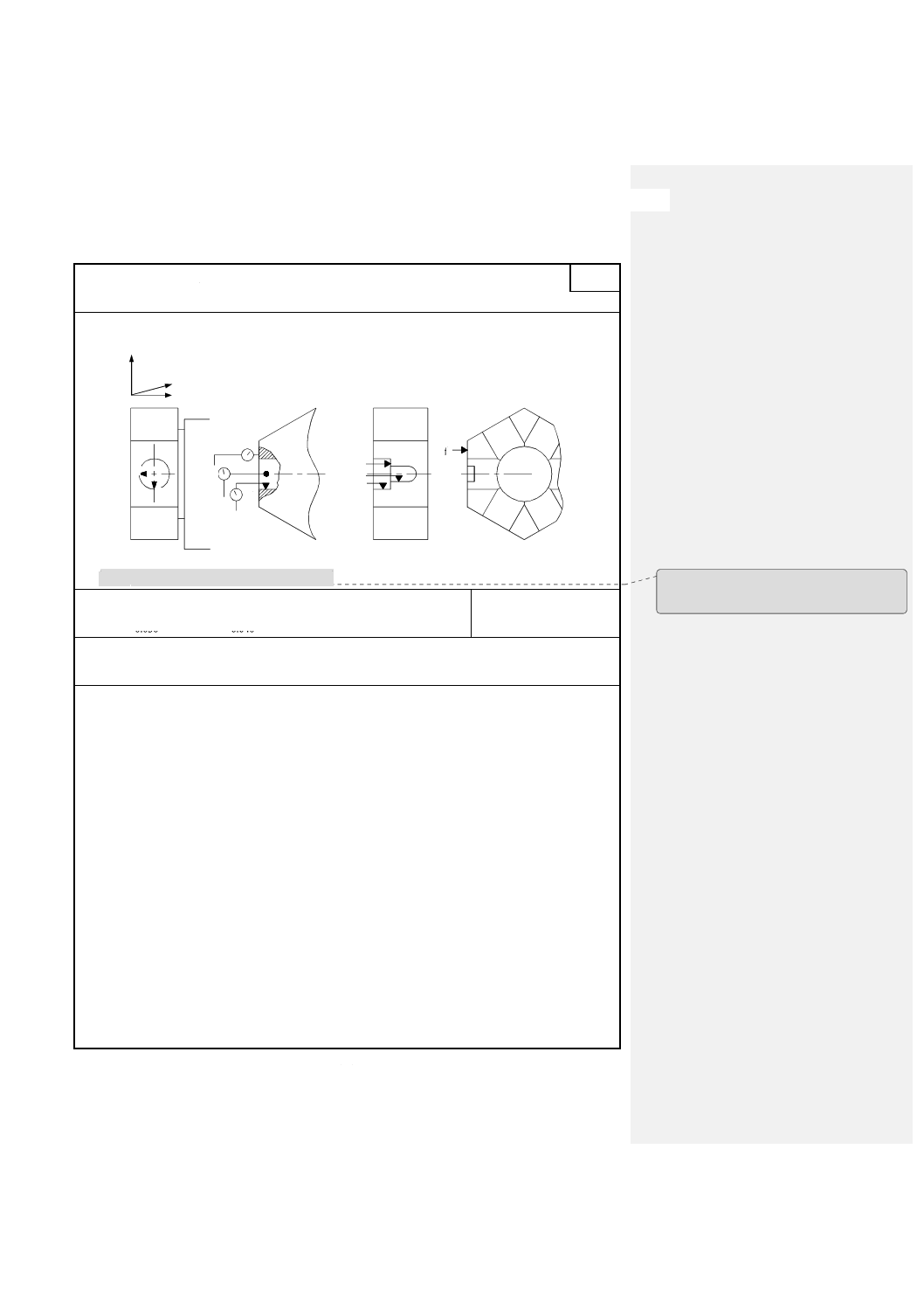
検査事項
工作主軸穴の振れ
1) 直接接触測定の場合
a) 主軸穴口元近くで
b) 主軸穴奥で
2) テストバーを使用する場合
a) 主軸端近くで
b) 主軸端から300の位置で
G2
測定方法図
許容値
1) a) 及びb) 0.008
2) 区分1 区分2 区分3
a) 0.010 0.015 0.020
b) 0.015 0.020 0.025
測定値
測定器
ダイヤルゲージ及びテストバー
300
b)
a)
b)
a)
1)
2)
B 6331-1:2006 (ISO 13041-1:2004)
(11)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
備考及びJIS B 6191の参照
5.612.3
2) の測定は,主軸に対してテストバーを90°ごとに取り付けなおし,少なくとも4回繰り返して行う。読みの
平均を記録する。
いずれの場合においても,振れは,垂直面内(YZ平面)及び水平面内(XZ平面)について測定しなければな
らない。また,主軸の振れを測定するときには,各測定位置で主軸をゆっくりと2回以上回転させる。
測定は,ダイヤルゲージの測定子に及ぼす接線方向の力の影響を最小にするのが望ましい。
この測定は,すべての工作主軸について行う。
5.2
工作主軸と直線運動軸との関係
検査事項
往復台のZ軸運動と工作主軸の回転中心線との平行度
a) ZX面内で
b) YZ面内で
G3
測定方法図
X
Z
Z
b)
a)
300
X
Z
Z
a)
b)
300
B 6331-1:2006 (ISO 13041-1:2004)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
許容値
測定長さ300又は300以下の軸移動量について
区分1 区分2 区分3
a) 0.010 0.015 0.020
b) 0.015 0.020 0.025
測定値
測定器
ダイヤルゲージ及びテストバー
備考及びJIS B 6191の参照
5.412.1,5.422.3
測定の各面内において,振れの平均位置まで工作主軸を回転させる。次にZ方向に往復台を移動させ,読みの
最大差をとる。
この測定は,すべての工作主軸及びZ軸運動について行う。
検査事項
工作主軸(C軸)と次の運動との直角度
a) ZX面内におけるX軸の運動
b) YZ面内におけるY軸の運動(適用できる場合)
G4
測定方法図
180°
α
Y
Z
Z
X
180°
Y
X
b)
a)
a)
b)
B 6331-1:2006 (ISO 13041-1:2004)
(13)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
許容値
測定長さ300又は300以下の軸移動量について
区分1 区分2 区分3
a) 0.015 0.015 0.025
b) 0.020 0.020 0.030
α ≧90°
測定値
測定器
ダイヤルゲージ,面板及び直定規
備考及びJIS B 6191の参照
5.522.3
ダイヤルゲージは,タレットの工具取付け位置の近くに固定する。
工作物取付け位置に取り付けられた面板上に,直定規を固定する。
最初に,面板を工作主軸(C軸)の回転面に平行に合わせて取り付ける。次に,検査する直線軸(X又はY軸)
と平行になるように直定規を面板に固定する。
測定値は,X(Y)軸の測定長さの両端の位置で読みをとり,次に,180°主軸を回転させて,同様の測定を行う。
直角度の偏差は,2回のそれぞれの測定値の差の平均値とする。使用者と製造業者との間で同意があれば,直
定規の代わりに直定規と同等の精度をもつ面板を用いてもよい。
この測定は,すべての工作主軸について行う。
検査事項
Y軸運動とX軸運動との直角度
備考 この検査は,X2及びY2軸の運動にも適用する。
G5
測定方法図
X
Y
Y
X
コメントの追加 [情電室8]: 上の図で直定規や面版
がどの様に使われているかわかるか?
コメントの追加 [情電室9]: 二行目以降のインデン
トを設定する(一字さげ)
B 6331-1:2006 (ISO 13041-1:2004)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
許容値
測定長さ300又は300以下の軸移動量について
区分 1 区分 2 区分 3
0.020 0.020 0.030
測定値
測定器
ダイヤルゲージ,直角定規
備考及びJIS B 6191の参照
5.522.4
ダイヤルゲージは,タレットの工具取付け位置の近くに固定する。
直角定規の基準面がX軸運動と平行になるように直角定規を定置する。
測定は,直角定規の垂直面にダイヤルゲージを当て,Y軸運動を使って垂直面で測定する。測定された偏差は,
測定の全長にわたってこの読みの最大差である。
検査事項
二つの工作主軸の同軸度(対向主軸だけに適用する。)
a) ZX面内で
b) YZ面内で
G6
測定方法図
b)
a)
X
Z
100
B
A
Z
X
100
B
A
b)
a)
B 6331-1:2006 (ISO 13041-1:2004)
(15)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
許容値
測定長さ100について
区分1 区分2 区分3
a) 0.010 0.015 0.015
b) 0.010 0.015 0.015
測定値
測定器
ダイヤルゲージ及びテストバー
備考及びJIS B 6191の参照
5.442
第1工作主軸にダイヤルゲージを固定し,第2工作主軸にテストバーをはめる。
a) ZX面内に取り付けたダイヤルゲージを第2工作主軸端近く(A)でテストバーに当てる。第2工作主軸を回
し,振れの平均位置を見つけ,この位置における読みをとる。第2工作主軸はここで固定し,次に,第1工
作主軸を180°回してこの位置における読みをとる。
最初の測定位置から100離れた箇所(B)においても同様の測定を繰り返す。
b) YZ面についてもこの測定を繰り返す。
0°と180°とで読みとった二つの値の差は,その位置における偏差の2倍を表す。
主軸端近く(A)及び100離れた位置(B)での測定値のうち,より大きい方を測定値とする。
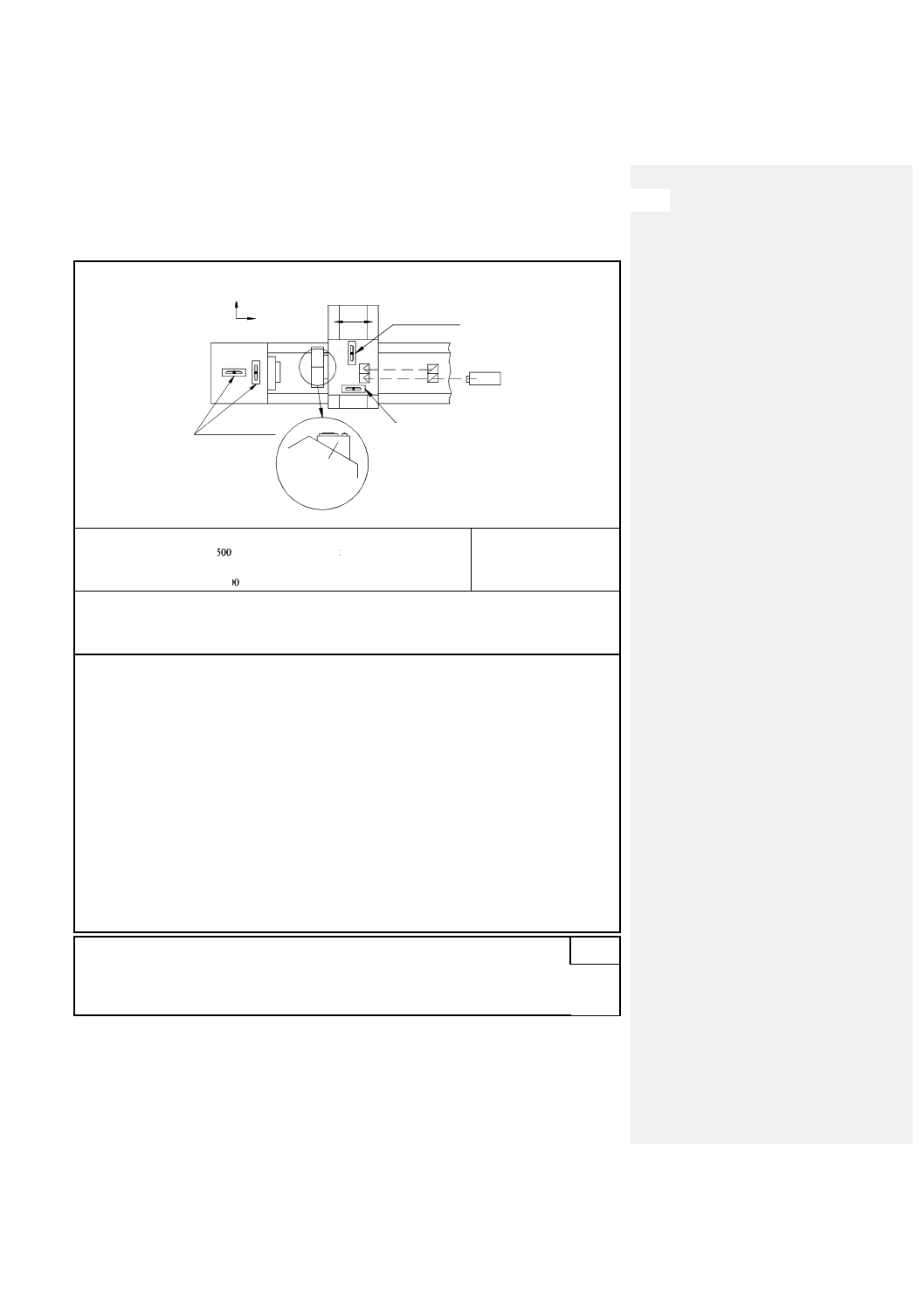
5.3
直線軸の運動の角度偏差
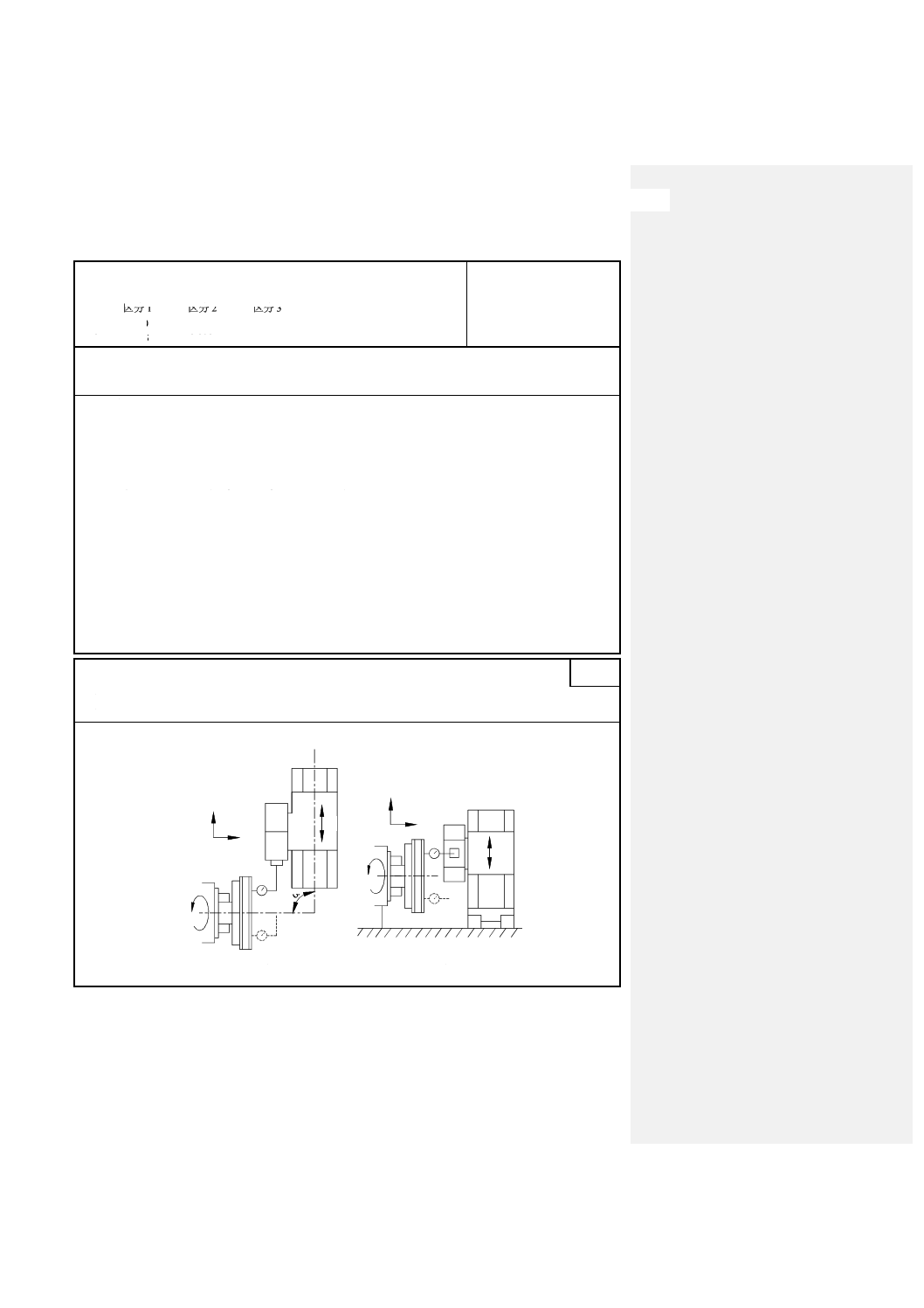
検査事項
往復台のZ軸運動の角度偏差
a) YZ面内で,EAZ(ピッチ)
b) XY面内で,ECZ(ロール)
c) ZX面内で,EBZ(ヨー)
G7
B 6331-1:2006 (ISO 13041-1:2004)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
測定方法図
許容値
Z≦500 0.040/1 000 又は 8″
a),b) 及びc) 500<Z≦1 000 0.060/1 000 又は 12″
1 000<Z≦2 000 0.080/1 000 又は 16″
測定値
測定器
a) 精密水準器,オートコリメータ及び反射鏡,又はレーザ測定器
b) 精密水準器
c) オートコリメータ及び反射鏡,又はレーザ測定器
備考及びJIS B 6191の参照
5.232.21,5.232.22,5.232.23
測定は,運動の両方向に移動させ,等間隔に少なくとも5か所の位置で行う。読みの最大値と最小値との差が
角度偏差である。
スラントベッドの場合には,機能面は水平面に対してある角度をもっている。タレットに特殊なジグを用いて
機能面の水準を水平に設定できる場合,精密水準器は,b) ロールの測定に使用できるが,a) ピッチの測定には推
奨できない。
備考 基準用水準器と測定用精密水準器との読みの差を取って角度偏差としてもよい。
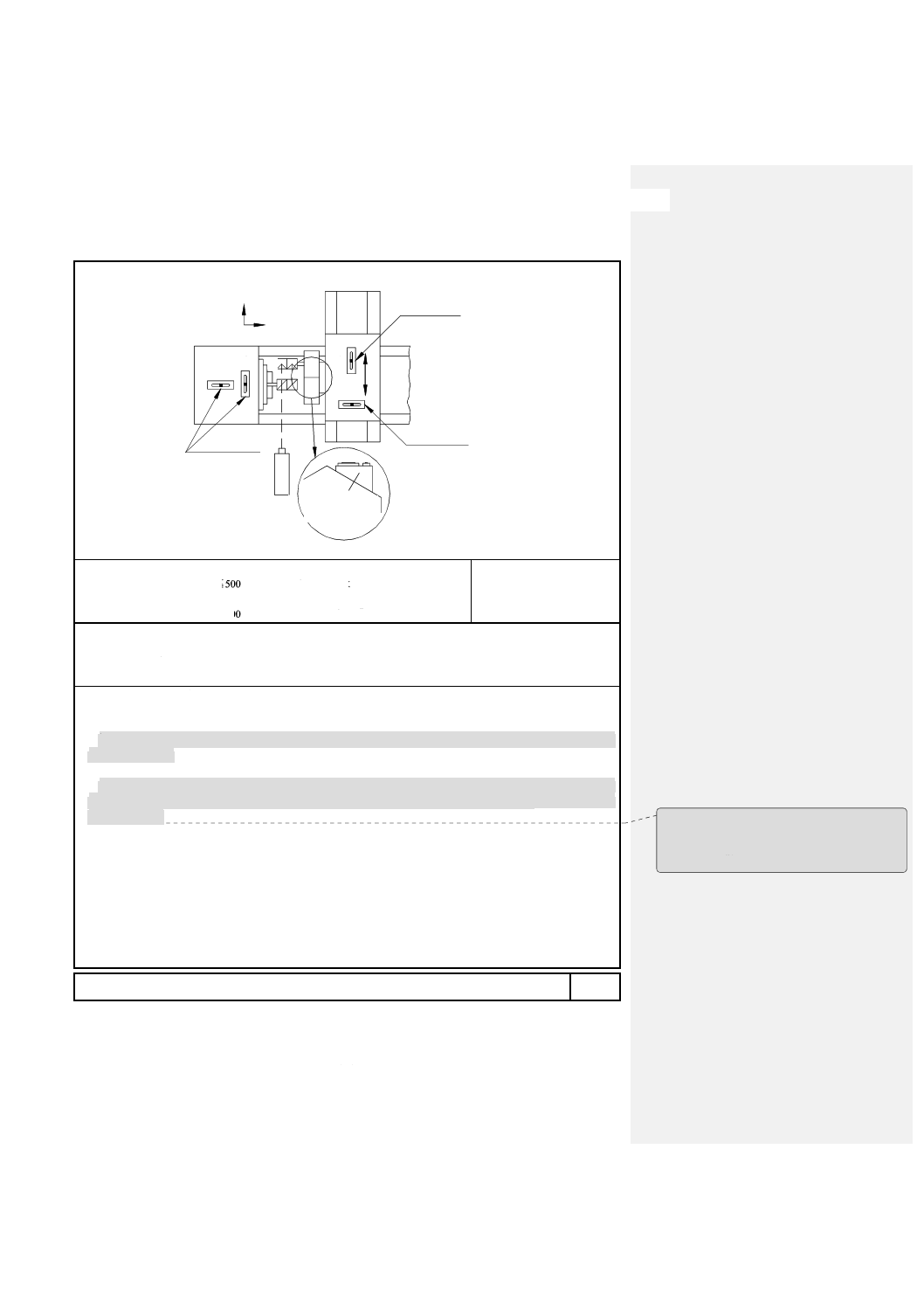
検査事項
タレットスライドのX軸運動の角度偏差
a) XY面内で,ECX(ピッチ)
b) YZ面内で,EAX(ロール)
c) ZX面内で,EBX(ヨー)
G8
水準器を設置する
水平面が無い場合
測定用精密水準器
測定用精密水準器
Z
X
b)
a)
a)
b)
Z
c)
基準用精密水準器
水準器を設置する
水平面がない場合
B 6331-1:2006 (ISO 13041-1:2004)
(17)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
測定方法図
許容値
X≦500 0.040/1 000 又は 8″
a),b) 及びc) 500<X≦1 000 0.060/1 000 又は 12″
1 000<X≦2 000 0.080/1 000 又は 16″
測定値
測定器
a) 精密水準器,オートコリメータ及び反射鏡,又はレーザ測定器
b) 定盤及びダイヤルゲージ,又は精密水準器
c) オートコリメータ及び反射鏡,又はレーザ測定器
備考及びJIS B 6191の参照
5.232.21,5.232.22,5.232.23
測定は,運動の両方向に移動させ,等間隔に少なくとも5か所の位置で行う。読みの最大値と最小値との差が
角度偏差である。
スラントベッドの場合には,機能面は,水平面に対してある角度をもっている。タレットに特殊なジグを使っ
て機能面の水準を水平に設定できる場合,精密水準器は,b) ロールの測定に使用できるが,a) ピッチの測定には
推奨できない。
備考 基準用精密水準器の読みと測定用精密水準器との読みの差をとって角度偏差としてもよい。
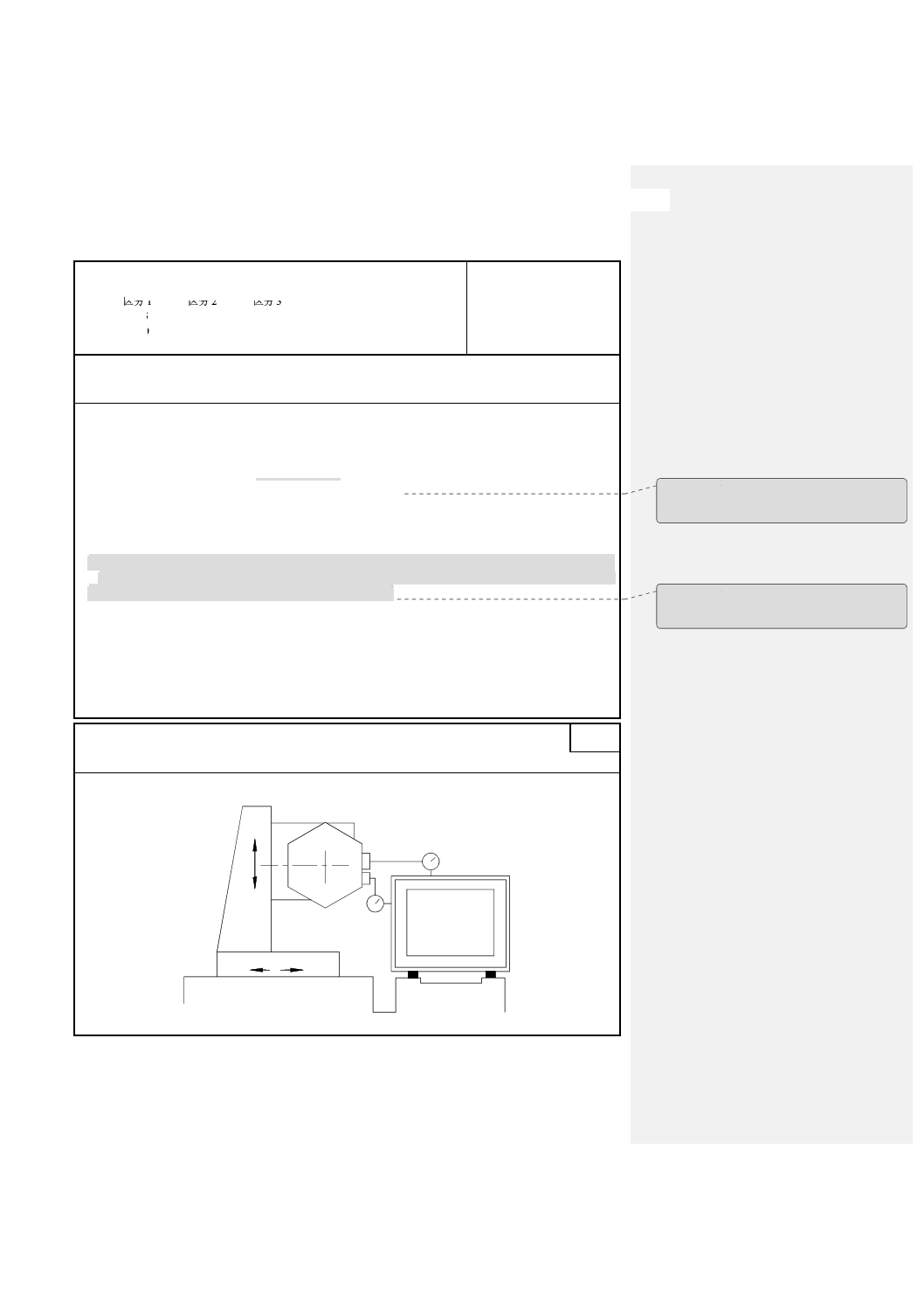
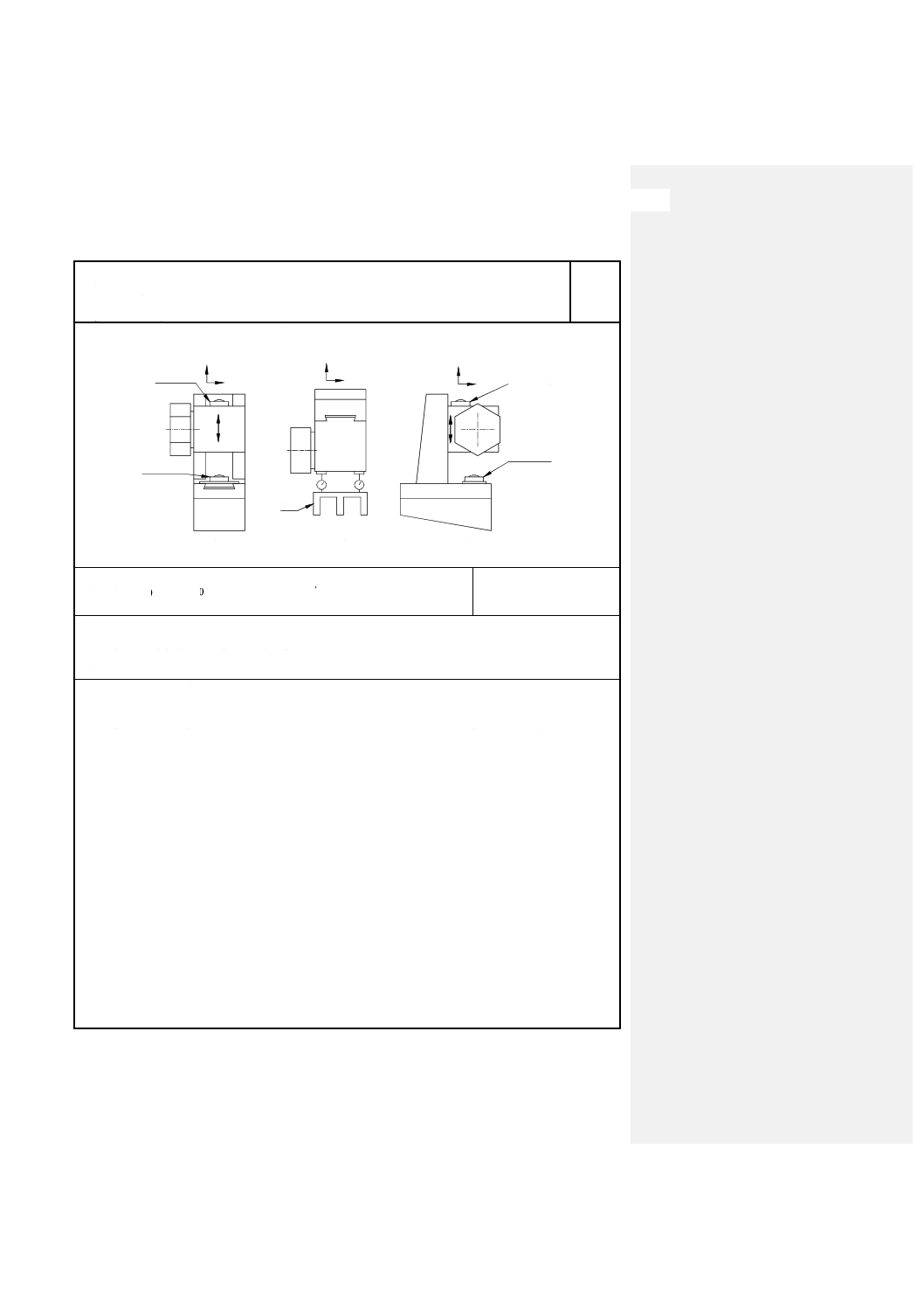
検査事項
G9
水準器を設置する
水平面が無い場合
測定用精密水準器
測定用精密水準器
b)
a)
X
Z
b)
a)
c)
X
基準用精密水準器
水準器を設置する
水平面がない場合
コメントの追加 [情電室11]: 二行目以降のインデ
ント
以降のG 同様に・・・
B 6331-1:2006 (ISO 13041-1:2004)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
タレットヘッドのY軸運動の角度偏差
a) YZ面内で,EAY(X軸周りのヨー)
b) ZX面内で,EBY(ロール)
c) XY面内で,ECY(Z軸周りのピッチ)
測定方法図
許容値
a),b) 及びc) Y≦ 500 0.040/1 000 又は 8″
測定値
測定器
a) 精密水準器,オートコリメータ及び反射鏡,又はレーザ測定器
b) 定盤又は直角定規及びダイヤルゲージ
c) 精密水準器,オートコリメータ及び反射鏡,又はレーザ測定器
備考及びJIS B 6191の参照
5.232.21,5.232.22,5.232.23
測定は,運動の両方向に移動させ,等間隔に少なくとも5か所の位置で行う。読みの最大値と最小値との差が
角度偏差である。
スラントベッド上で,a) 及びc) の測定に精密水準器を使用することを推奨しない。精密水準器を使用するとき
には,タレットに特殊なジグ(G7又はG8参照)を用いてもよい。
5.4
心押台
測定用
精密水準器
測定用
精密水準器
Y
X
Y
Z
定盤
基準用
精密水準器
基準用
精密水準器
Y
Z
X
Y
a)
b)
c)
B 6331-1:2006 (ISO 13041-1:2004)
(19)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
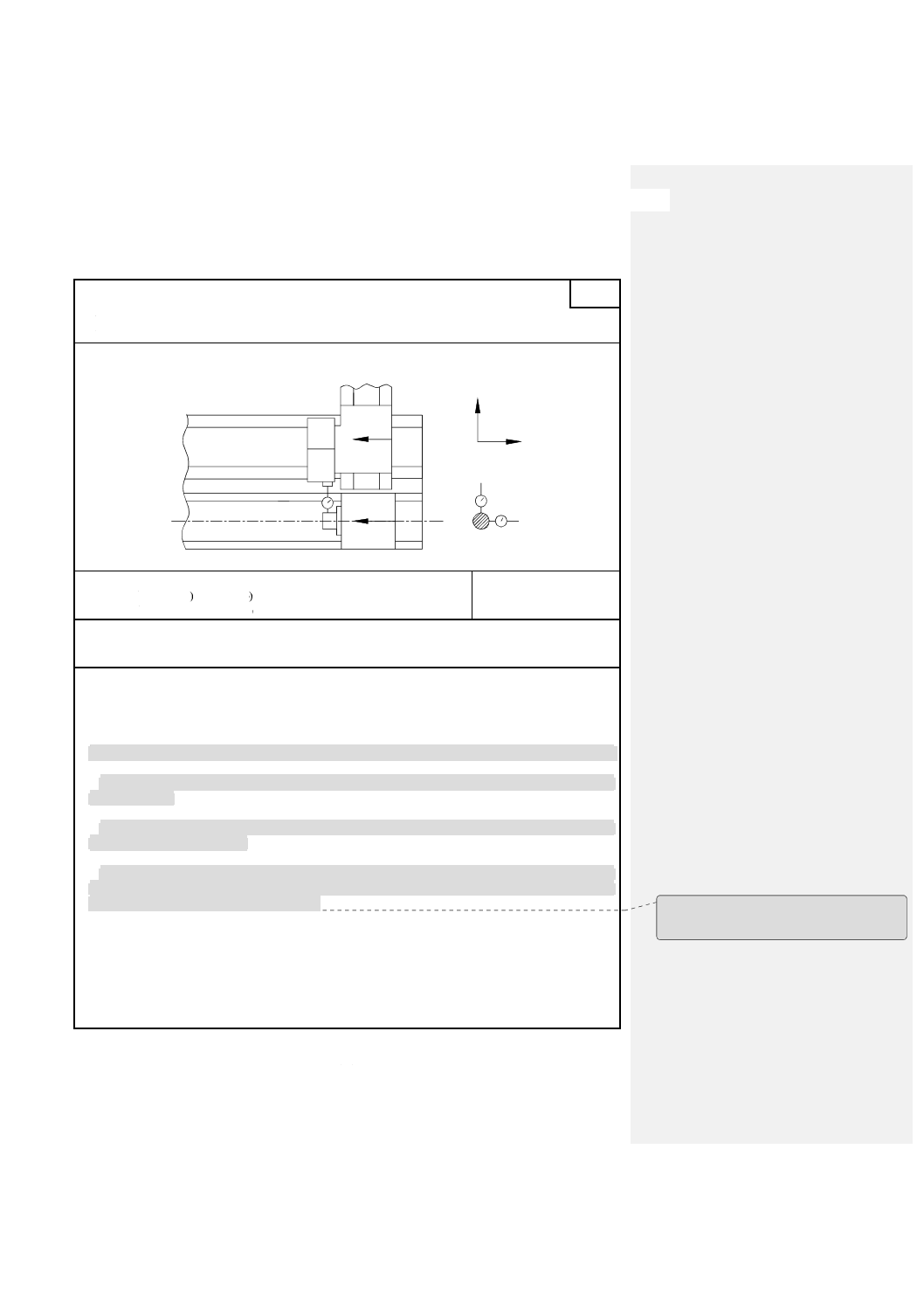
検査事項
心押台のW軸運動と往復のZ軸運動との平行度
a) ZX面内で
b) YZ面内で
G10
測定方法図
許容値
Z≦1 000 a) 0.020 b) 0.030
1 000<Z≦2 000 a) 0.030 b) 0.050
測定値
測定器
ダイヤルゲージ
備考及びJIS B 6191の参照
5.422.5
ダイヤルゲージの測定子が心押軸に当たるように,タレットにダイヤルゲージを固定する。
往復台及び心押台を同時に測定位置まで移動し,心押台をクランプした後に,ダイヤルゲージの読みを記録する。
運動の両方向に移動させ,等間隔に少なくとも5か所の位置で測定する。読みの最大値と最小値との差は,平
行度偏差である。
心押台を手で操作する場合には,心押台をクランプした後,ダイヤルゲージの読みを記録する。測定は,心押
軸の同じ点で行うのが望ましい。
二つの軸(Z軸及びW軸)を同時に移動させることが難しい場合には,往復台を第1測定位置まで工作主軸台
に向かって移動させるのが望ましい。次に,心押台をダイヤルゲージが測定位置に当たるまで移動させる。逆方
向の測定については,移動させる順序は変わる。
b)
X
Z
a)
Z
W
コメントの追加 [情電室13]: 二行目以降のインデ
ント
B 6331-1:2006 (ISO 13041-1:2004)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
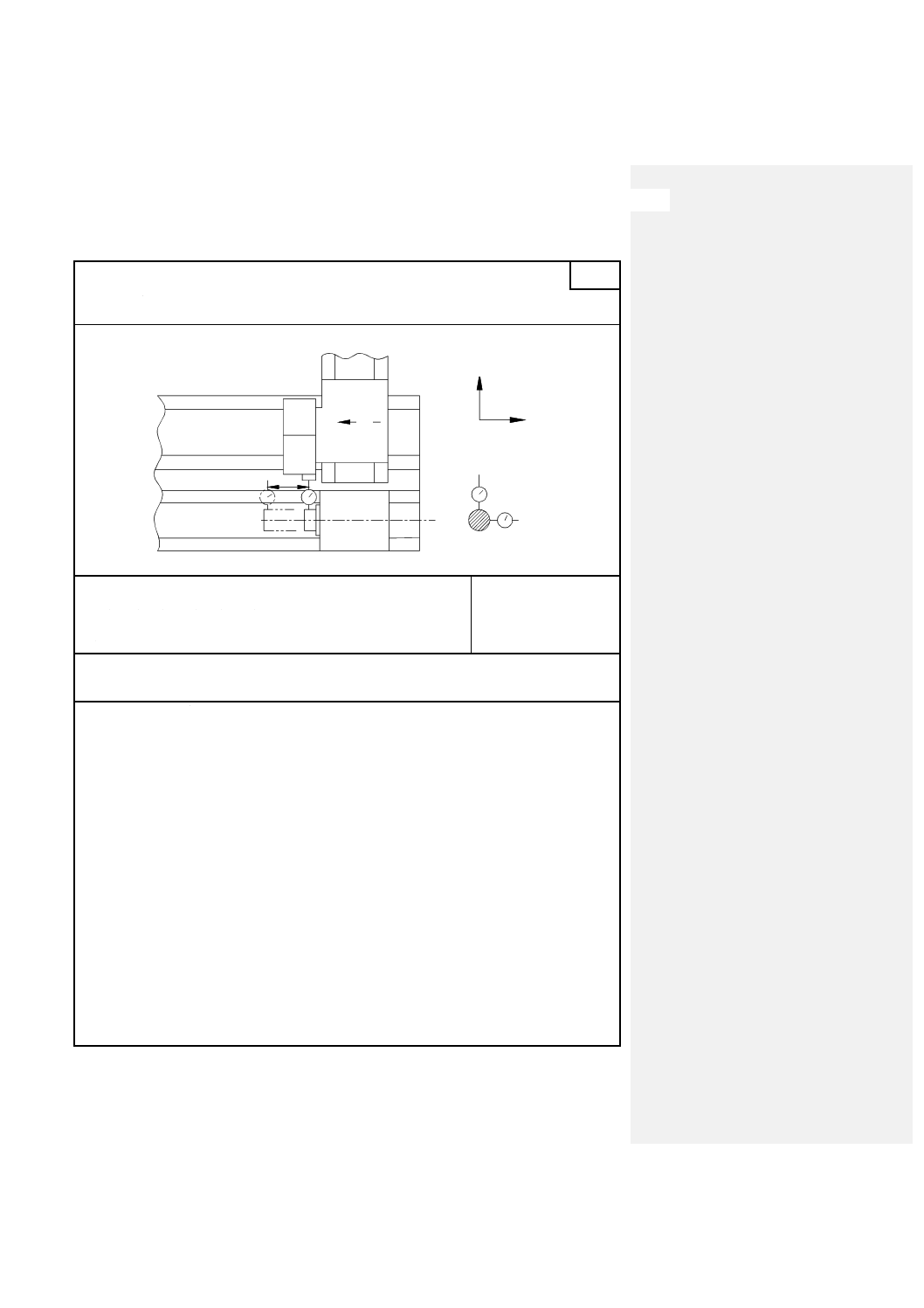
検査事項
心押軸の運動と往復台のZ軸運動との平行度
a) ZX面内で
b) YZ面内で
G11
測定方法図
許容値
測定長さLについて
(L=50) (L=100) (L=150)
a) 0.01 0.015 0.020
b) 0.015 0.020 0.025
測定値
測定器
ダイヤルゲージ
備考及びJIS B 6191の参照
5.422.5
心押軸を引っ込めた状態でクランプし,ダイヤルゲージの測定子が心押軸に当たるように,タレットにダイヤ
ルゲージを固定し,読みをとる。
心押軸を測定長さLまで延ばし,再びクランプする。ダイヤルゲージの測定子が心押軸の最初の測定位置に当
たるまで往復台を移動し,ダイヤルゲージの読みをとる。
二つの読みの差が平行度の偏差である。
L
X
Z
b)
a)
Z
X
Z
Z
a)
b)
L
B 6331-1:2006 (ISO 13041-1:2004)
(21)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
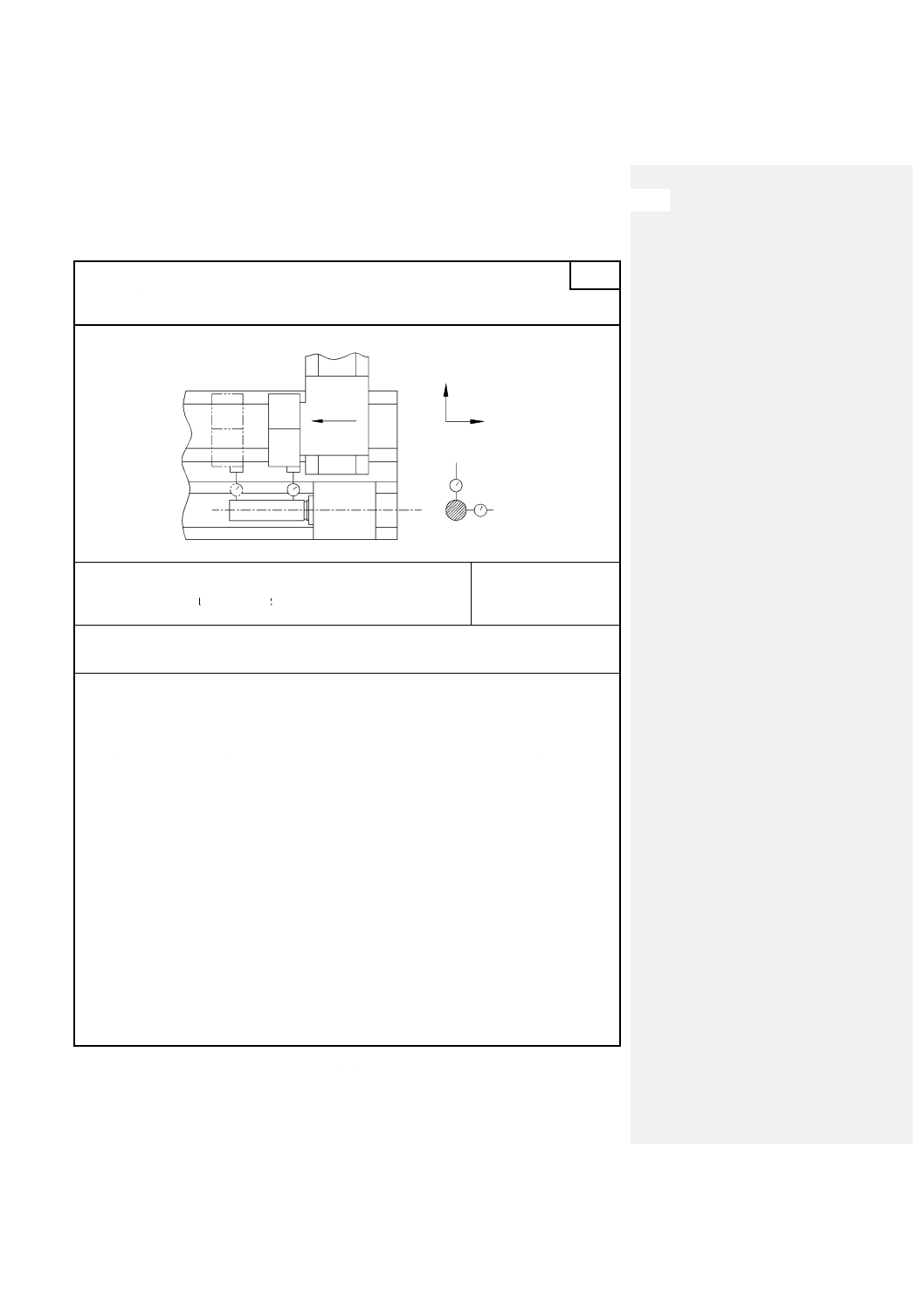
検査事項
心押軸穴と往復台のZ軸運動との平行度
a) ZX面内で
b) YZ面内で
G12
測定方法図
許容値
測定長さ300又は300以下の軸移動量について
区分1 区分2 区分3
a) 及びb) 0.010 0.020 0.025
測定値
測定器
テストバー及びダイヤルゲージ
備考及びJIS B 6191の参照
5.422.3
心押軸を引っ込めた位置で,心押軸にテストバーをはめる。
心押軸端に近い位置で,ダイヤルゲージの測定子がテストバーに当たるように,タレットにダイヤルゲージを
固定し,読みをとる。
測定長さについて往復台を移動し,ダイヤルゲージの読みをとる。
テストバーを180°回して再び取り付けて,同じ測定を繰り返す。
二つの値の平均値の最大差が平行度の偏差である。
Z
X
b)
a)
ZZ
b)
a)
B 6331-1:2006 (ISO 13041-1:2004)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
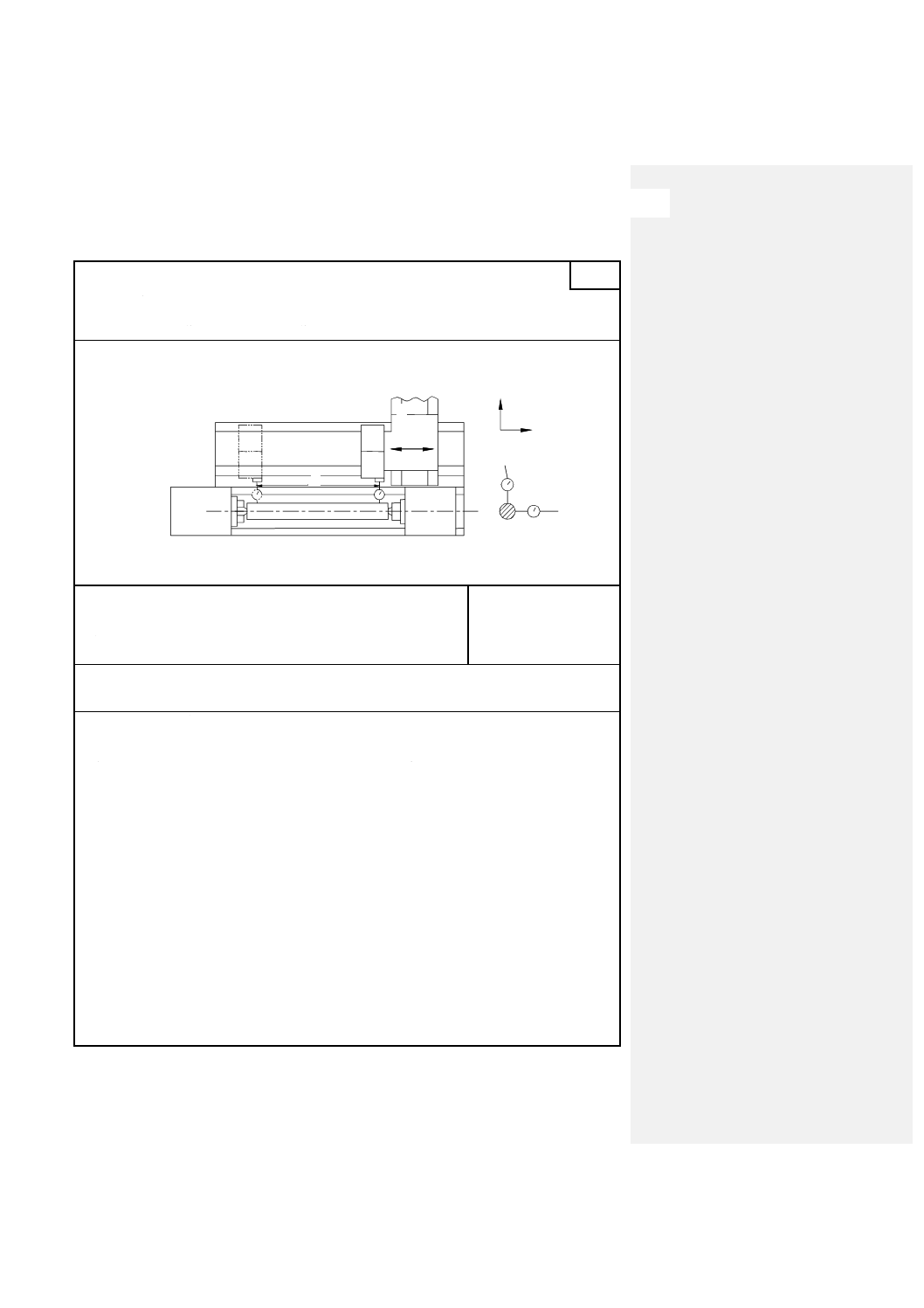
検査事項
往復台のZ軸運動と旋削軸中心線との平行度
a) ZX面内で
b) YZ面内で
備考 旋削軸中心線は,両センター間の軸線として定義される。
G13
測定方法図
備考1. L=DCの75 %
2. DCは,両センター間の距離
許容値
DC≦500 500<DC≦1 000
a) 0.010 0.015
b) 0.020 0.030
備考 Z2軸については,それぞれの許容値に0.01を加える。
測定値
測定器
両センター用テストバー又はテストバー及びダイヤルゲージ
備考及びJIS B 6191の参照
5.422.3,A4.2,A4.3
ダイヤルゲージの測定子がテストバーに当たるように,タレットにダイヤルゲージを固定し,読みをとる。
測定は,テストバーの全長にわたり数点の位置でテストバーに沿って行う。読みの最大差が平行度の偏差である。
Z
a)
b)
L
Z
X
Z
b)
a)
L
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
B 6331-1:2006 (ISO 13041-1:2004)
(23)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.5
タレット及び工具主軸
5.5.1
静止工具用タレット
検査事項
工作主軸中心線に対するタレット工具取付け面の直角度
備考 この検査は,工具取付け面が工作主軸軸中心線に直角なタレットに適用する。
G14
測定方法図
許容値
0.020/100 (1)
注(1) 100は,測定直径
測定値
測定器
ダイヤルゲージ
備考及びJIS B 6191の参照
5.512.1,5.512.4
この測定は,それぞれのタレットの静止工具用取付け面について行うのが望ましい。
X
Z
X
Z
B 6331-1:2006 (ISO 13041-1:2004)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
検査事項
タレットの工具取付け穴中心線とZ軸運動との平行度
a) ZX面内で
b) YZ面内で
備考 この検査は,工具取付け穴がZ軸運動に平行なタレットに適用する。
G15
測定方法図
許容値
L=100について
a) 及びb) 0.030
測定値
測定器
テストバー及びダイヤルゲージ
備考及びJIS B 6191の参照
5.422.3
タレットの静止工具用取付け穴にテストバーを取り付ける。ダイヤルゲージの測定子がテストバーに当たるよ
うに,機械の固定部分にダイヤルゲージを固定し,読みをとる。
測定長さについて往復台を移動し,ダイヤルゲージの読みをとる。
テストバーを180°回して再び取り付けて,同じ測定を繰り返す。
二つの値の平均値の最大差が平行度の偏差である。
この測定は,タレットのすべての静止工具用取付け穴について行う。
このタレットは,できるだけ工作主軸の近くに置くのが望ましい。
工具の取付け方法がフランジ結合部を必要とする場合には,テストバーの設計は,その結合部を複製するのが
望ましい。
L
L
a)
b)
X
Z
Z
Z
L
Z
L
L
L
B 6331-1:2006 (ISO 13041-1:2004)
(25)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
検査事項
タレットの工具取付け穴中心線とタレットの運動の軸(X,X2軸)との平行度
a) ZX面内で
b) XY面内で
備考 この検査は,工具取付け方向が工作主軸中心線と直角なタレットに適用する。
G16
測定方法図
許容値
L=100について
a) 及びb) 0.030
測定値
測定器
テストバー及びダイヤルゲージ
備考及びJIS B 6191の参照
5.422.3
タレットの工具取付け穴にテストバーを取り付ける。ダイヤルゲージの測定子がテストバーに当たるように,
機械の固定部分にダイヤルゲージを固定し,読みをとる。
測定長さについてタレットスライドを移動し,ダイヤルゲージの読みをとる。
テストバーを180°回して再び取り付けて,同じ測定を繰り返す。
二つの値の平均値の最大差が平行度の偏差である。
この測定は,タレットのすべての静止工具用取付け穴について行う。
このタレットは,できるだけ主軸の近くに置くのが望ましい。
工具の取付け方法がフランジ結合部を必要とする場合には,テストバーの設計は,その結合部を複製するのが
望ましい。
X
Z
a)
b)
L
X
X
X
Z
b)
a)
L
B 6331-1:2006 (ISO 13041-1:2004)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
検査事項
くし形刃物台(リニアタレット)
1) くし形刃物台の基準溝又は基準側面とそのスライドのX軸運動との平行度
2) くし形刃物台の工具取付け面と次の運動との平行度
a) 往復台のZ軸運動
b) くし形刃物台のX軸運動
備考 この検査は,タレットの形式d)(4.8参照)だけに適用する。
G17
測定方法図
許容値
1) 任意の測定長さ300又は300以下の軸移動量について
0.03
2) a) 及びb) 任意の測定長さ300又は300以下の軸移動量について
0.025
測定値
測定器
ダイヤルゲージ,平行ブロック
備考及びJIS B 6191の参照
5.422.21
1) の測定は,測定長さに沿って数箇所で行う。読みの最大差が,平行度の偏差である。
2) の測定は,3×3の格子パターンにおいてX及びZの両方向で検査する。測定位置は,取付け面の両端及び中
央になければならない。中央の溝を橋渡しするために,平行ブロックを使用する(JIS B 6191の5.422.21の図66
参照)。
a)
b)
Z
Z
X
X
X
1)
2)
B 6331-1:2006 (ISO 13041-1:2004)
(27)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.5.2
回転工具用タレット及び工具主軸
検査事項
工具主軸穴の振れ
1) テーパ穴
a) 主軸端近くで
b) 主軸端から100離れた位置で
2) 円筒穴
a) 主軸穴口元近くで
b) 主軸穴奥で
G18
測定方法図
許容値
区分1 区分2 区分3
1) a) 0.010 0.015 0.020
b) 0.015 0.020 0.025
2) a) 0.010 0.015 0.020
b) 0.010 0.015 0.020
測定値
測定器
テストバー,ダイヤルゲージ
備考及びJIS B 6191の参照
5.612.3,5.632
1) の測定は,ZX面及びYZ面内で行うのが望ましい。
測定は,主軸に対してテストバーを90°ごとに取り付けなおし,少なくとも4回繰り返して行う。読みの平均
を記録する。
また,主軸の振れを測定するときには,各測定位置で主軸をゆっくりと2回以上回転させる。
測定は,ダイヤルゲージの測定子に及ぼす接線方向の力の影響を最小にするのが望ましい。
この測定は,すべての工具主軸について行う。
1)
2)
a)
a)
b)
b)
a)
a)
B 6331-1:2006 (ISO 13041-1:2004)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
検査事項
工具主軸中心線とZ軸運動との平行度
a) ZX面内で
b) YZ面内で
備考 この検査は,タレット上のすべての工具主軸に適用する。
G19
測定方法図
備考 Zの代わりにW,X又はUとしてもよい。
許容値
a) 及びb) 測定長さ100について0.020
測定値
測定器
テストバー,ダイヤルゲージ
備考及びJIS B 6191の参照
5.412.1,5.422.3
振れの平均位置まで工具主軸を回転させ,次にZ方向にタレットを移動させる。読みの最大差をとる。
又は,テストバーに沿って読みを取り,差を求める。次に180°主軸を回し,再度同じ位置でテストバーに沿っ
て読みを取り,差を求める。それぞれの値の差が平行度の偏差である。
この測定は,すべての工具主軸について行う。
b)
a)
Z
Z
Z
Z
X
B 6331-1:2006 (ISO 13041-1:2004)
(29)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
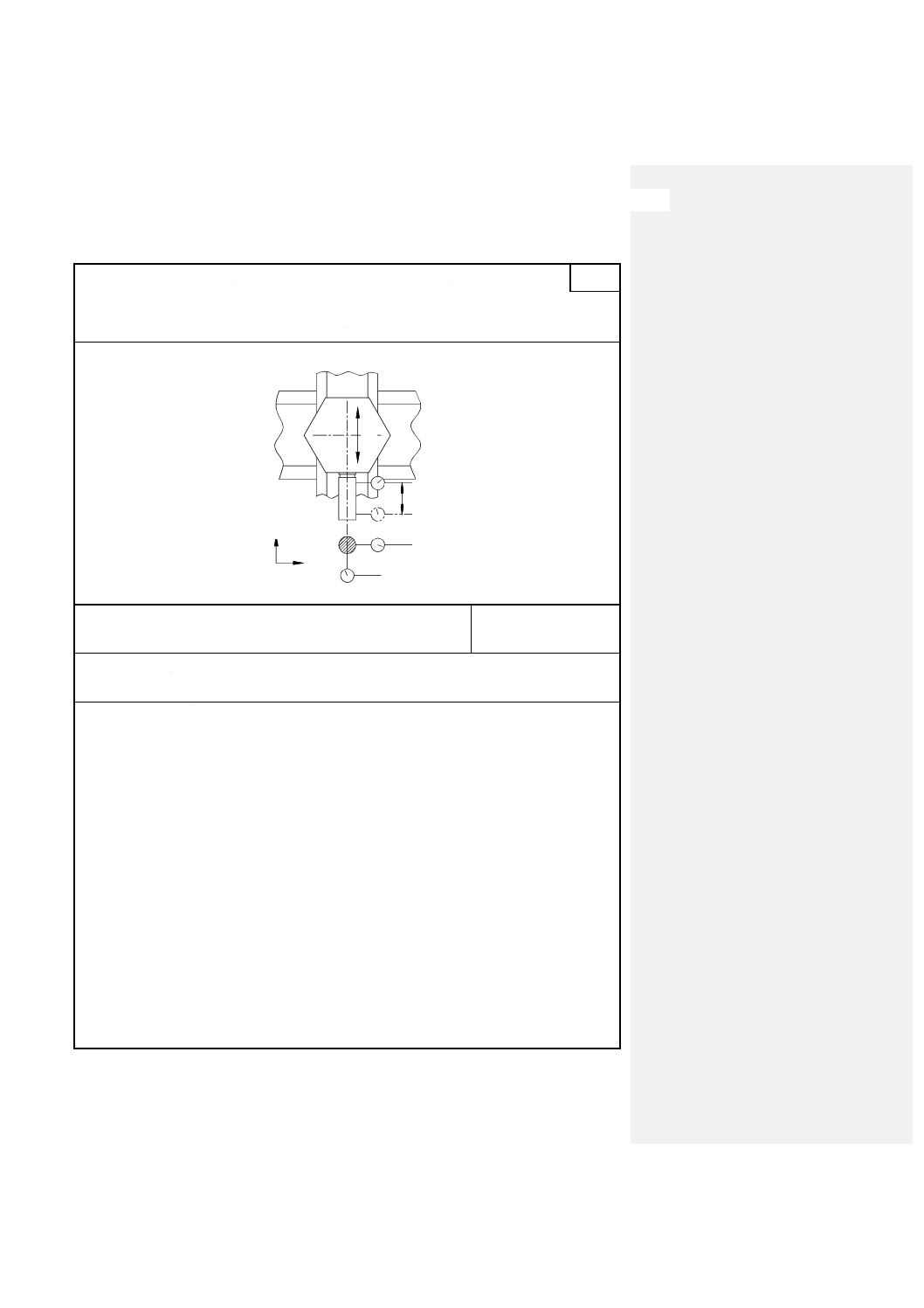
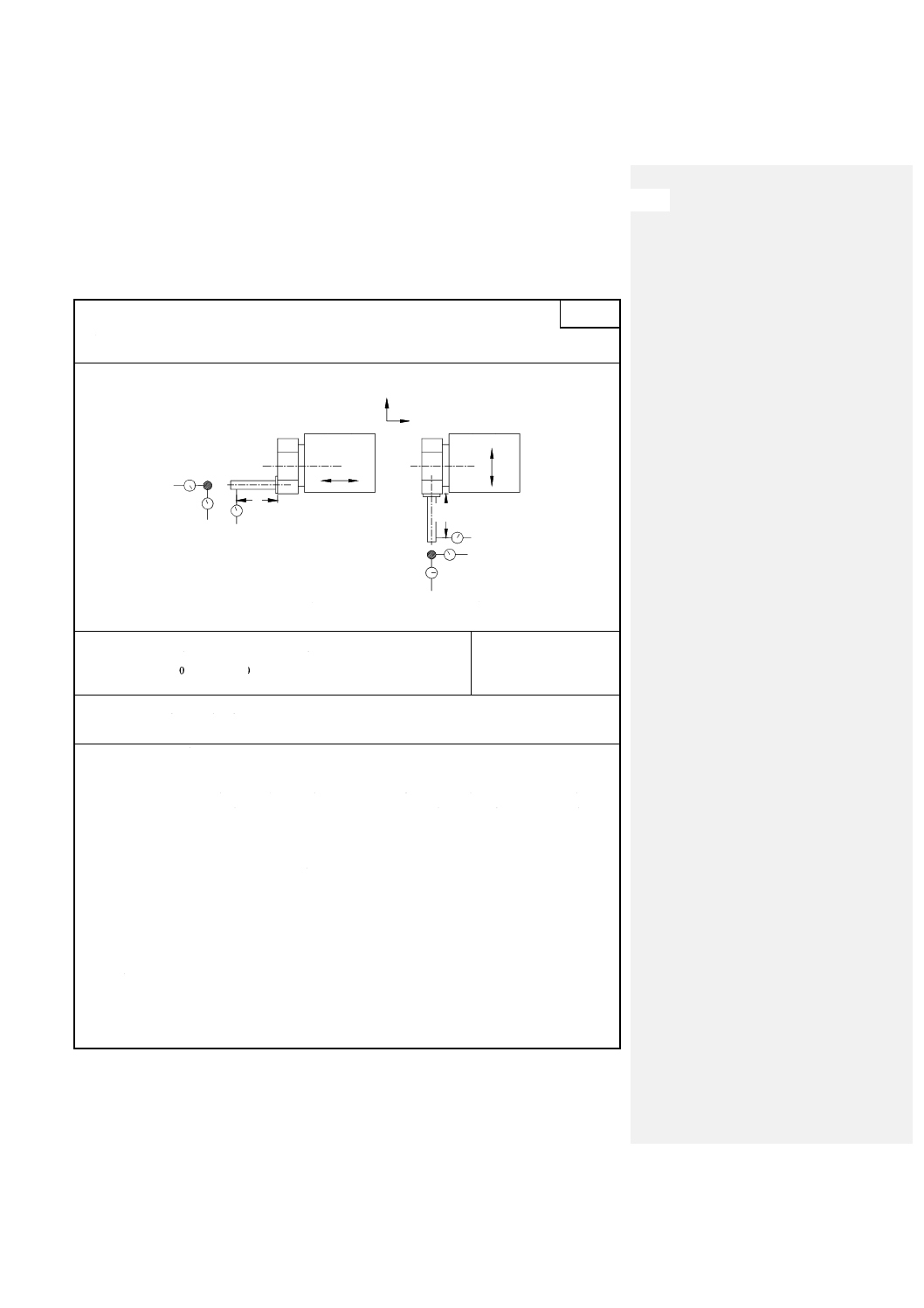
検査事項
Y軸方向における工作主軸中心線と工具主軸中心線との距離の差
1) 二つの主軸が平行な位置にあるとき
2) 二つの主軸が直角な位置にあるとき
G20
測定方法図
許容値
区分 1 区分2及び区分3
1) 及び2) 0.030 0.040
測定値
測定器
テストバー,ダイヤルゲージ
備考及びJIS B 6191の参照
1) 5.442,2) 5.432
工作主軸にダイヤルゲージを取り付け,工具主軸穴にテストバーを固定し,振れの平均位置にして,測定を行う。
1) YZ面内で工具主軸を工作主軸と同一の直線上に並ぶように工具主軸を位置決めする。ダイヤルゲージの測定
子を,できるだけ工具主軸端に近づけてテストバーに当たるように位置決めする。工作主軸を回して,0°と
180°とでYZ面内の読みをとる。
2) YZ面内でテストバーにダイヤルゲージが接触するようにダイヤルゲージを位置決めし,タレットをZ方向
に移動させ,テストバーの最も高い位置で読みをとる。Z軸の位置を記録する。ダイヤルゲージの当たらな
いところまで往復台を移動させる。工作主軸を180°回し,次に往復台を記録したZ軸の位置に位置決めす
る。最も低い点を見つけるために往復台の運動を繰り返し,この位置で読みをとる。
位置の差は,0°と180°との間の差の1/2である。
この測定は,すべてのタレット位置で繰り返す。
1)
2)
b)
a)
Y
Z
Z
Z
B 6331-1:2006 (ISO 13041-1:2004)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
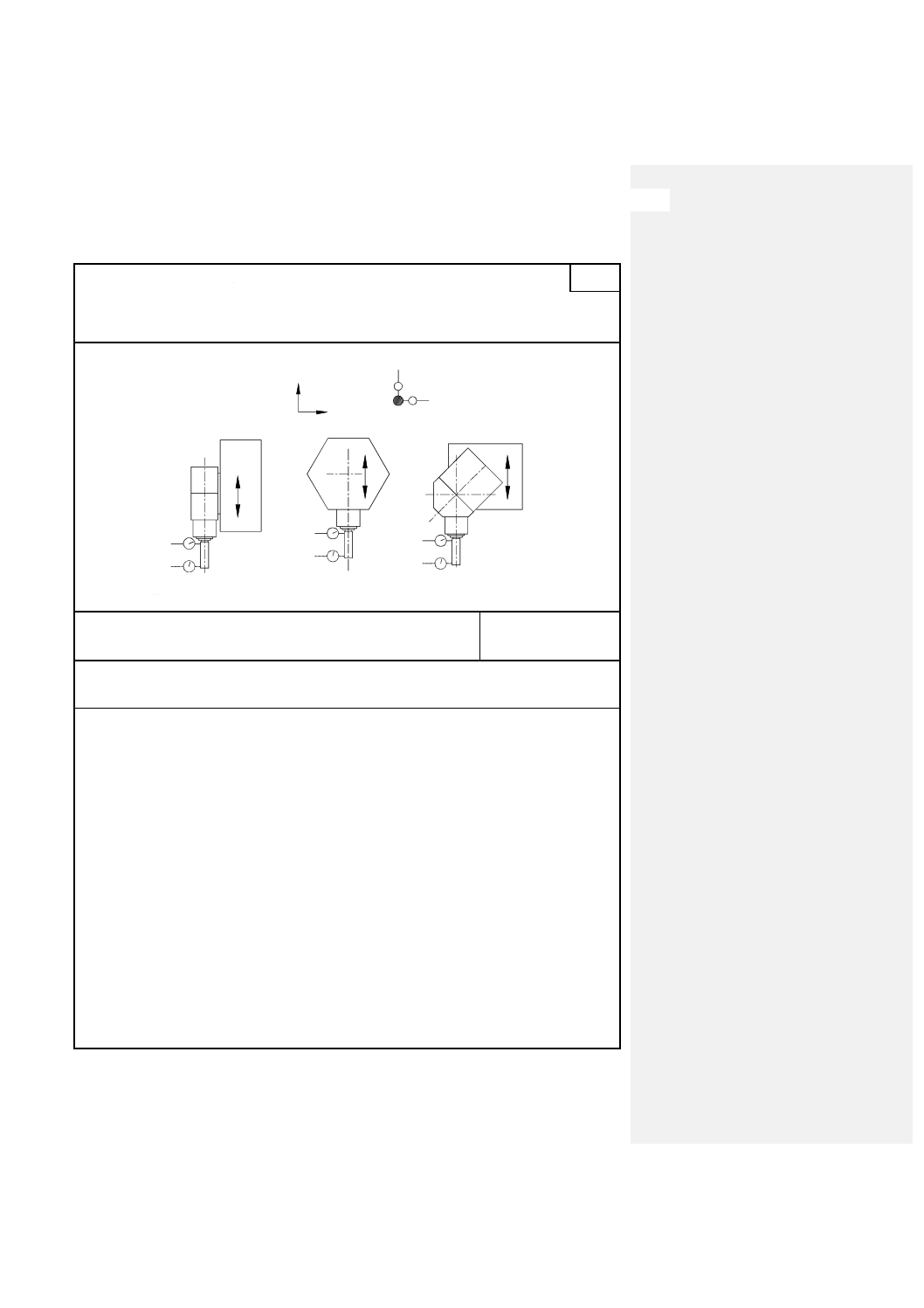
5.5.3
タレット割出し精度
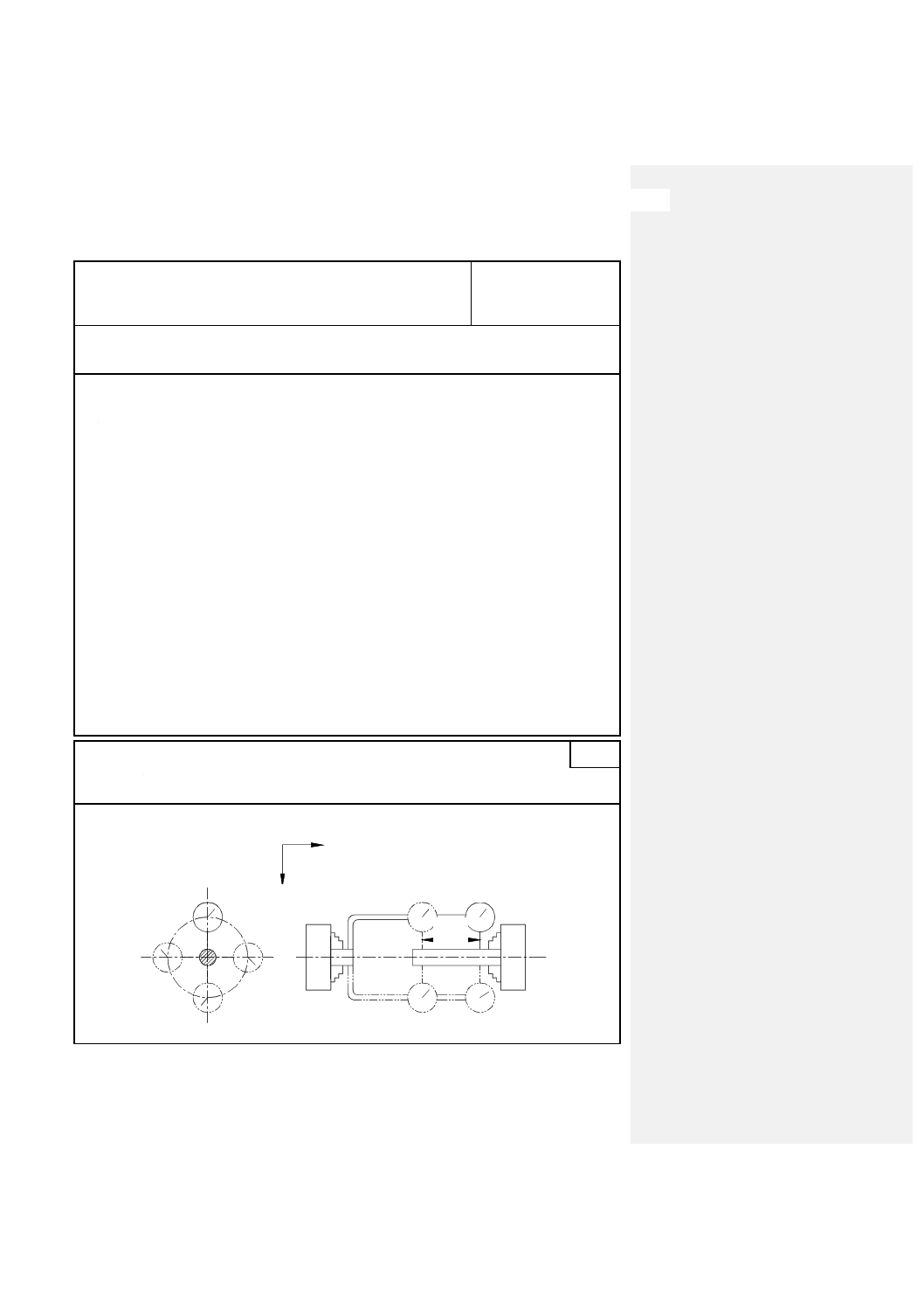
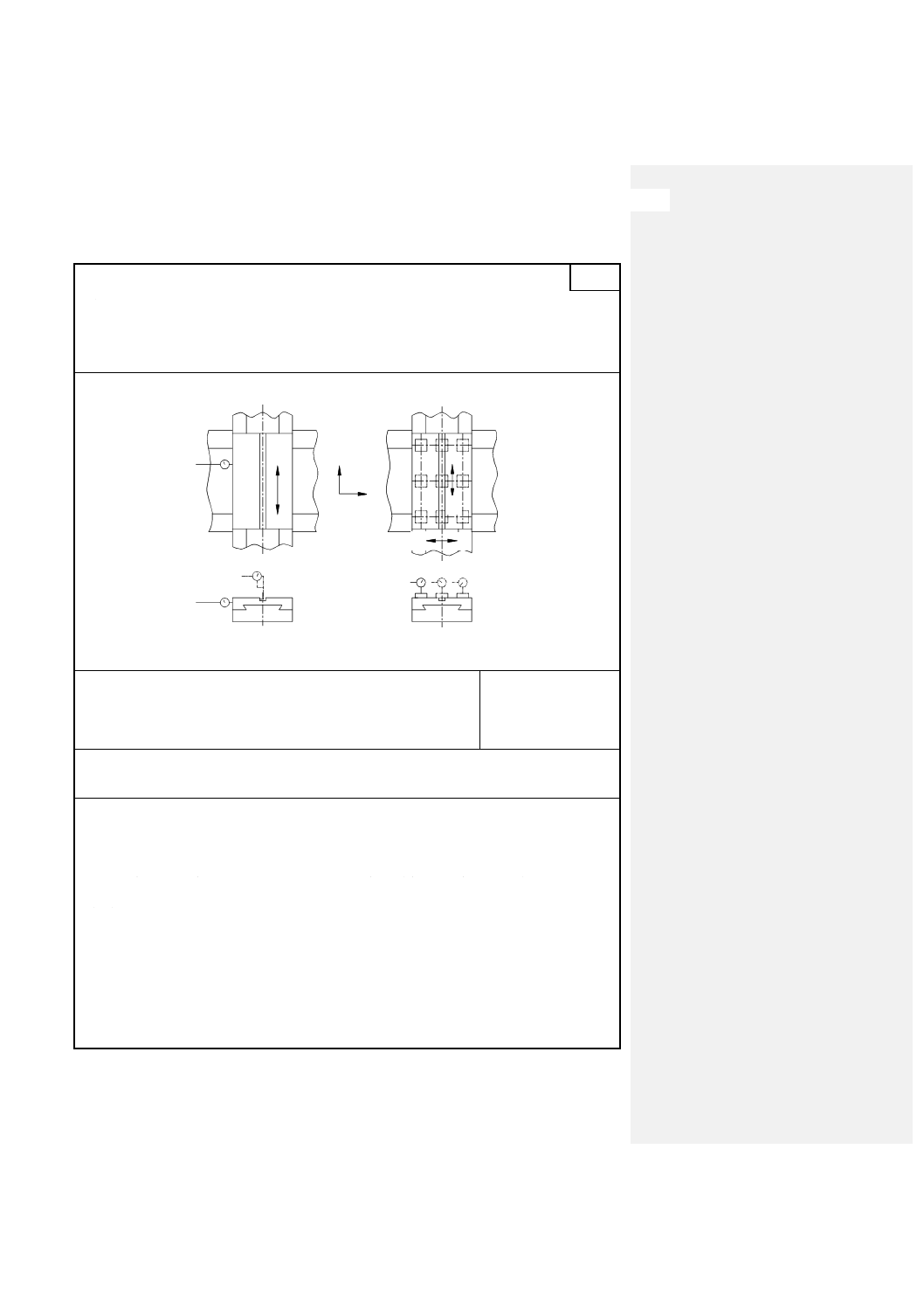
検査事項
タレットの割出しの繰返し精度
1) YZ面
2) XZ面
G21
測定方法図
許容値
区分 1 区分 2 区分 3
L=50 L=100 L=100
1) 及び2) 0.005 0.010 0.015
測定値
測定器
テストバー及びダイヤルゲージ
備考及びJIS B 6191の参照
6.42
タレット正面又は工具固定面から距離Lで測定する。タレットの軸移動量の中央で,0°及び90°の測定位置で
テストバーに接触するようにダイヤルゲージを位置決めする。タレットの軸位置及びダイヤルゲージの読みをと
る。
テストバーに平行な軸線方向にダイヤルゲージに触れない位置までタレットを移動し,360°タレットを割り出
す。上記の測定位置までタレットを移動し,ダイヤルゲージの読みをとる。
そのサイクルを3回繰り返し,ダイヤルゲージは,測定の開始時にゼロに合わせるのが望ましい。
偏差は,3組の読みのうちの最大差である。
この測定は,少なくとも三つの異なるタレット位置で行い,それぞれの位置でダイヤルゲージをゼロに合わせ
るのが望ましい。
1)
2)
L
L
2)
1)
X
Z
Z
X
L
L
B 6331-1:2006 (ISO 13041-1:2004)
(31)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
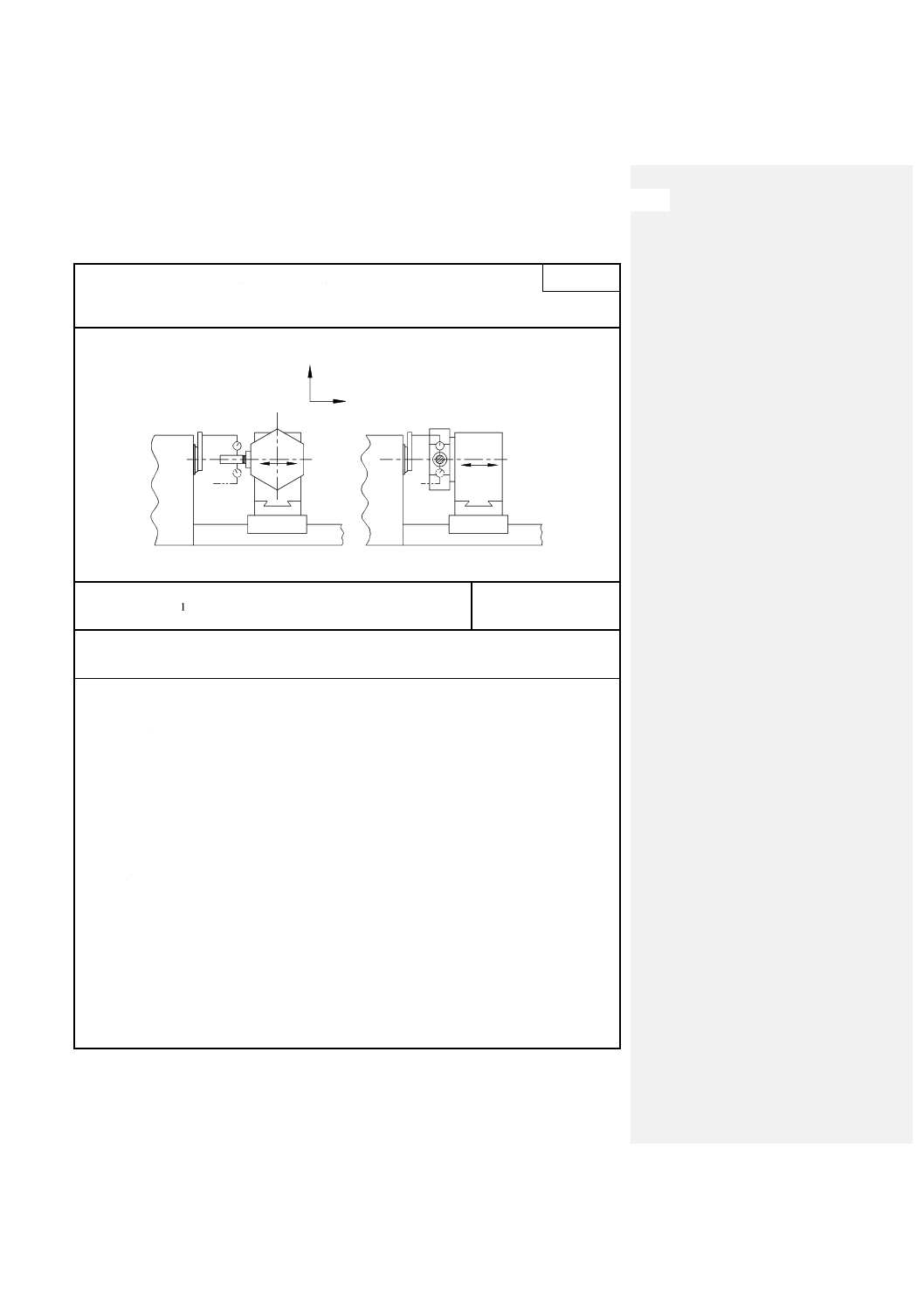
検査事項
タレットの割出しの精度
G22
測定方法図
備考 Zの代わりにW,X又はUとしてもよい。
許容値
区分1 区分2及び区分3
0.030 0.040
測定値
測定器
ダイヤルゲージ
備考及びJIS B 6191の参照
タレットの基準穴又は基準溝に接触するようにダイヤルゲージの測定子a),b) 及びc) を位置決めする。タレッ
トの位置を記録する。ダイヤルゲージの読みを記録する。ダイヤルゲージに当たらない位置にタレットをずらし,
次の位置にタレットを割り出し,タレットを元の位置に位置決めする。ダイヤルゲージの読みをとる。
タレットの基準面を使用する場合には,ダイヤルゲージf) を使用するのが望ましい。
すべてのタレット位置について3回の測定を行う。すべてのダイヤルゲージの読みの最大差がタレット割出し
の精度である。
タレット割出しの繰返し精度は,その読みに影響を及ぼす。
b
a
b
c
a
f
b
a
)
)
)
)
)
)
)
)
)
Y
X
Z
コメントの追加 [情電室14]: 図の aはa)?
その他記号も要確認
B 6331-1:2006 (ISO 13041-1:2004)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
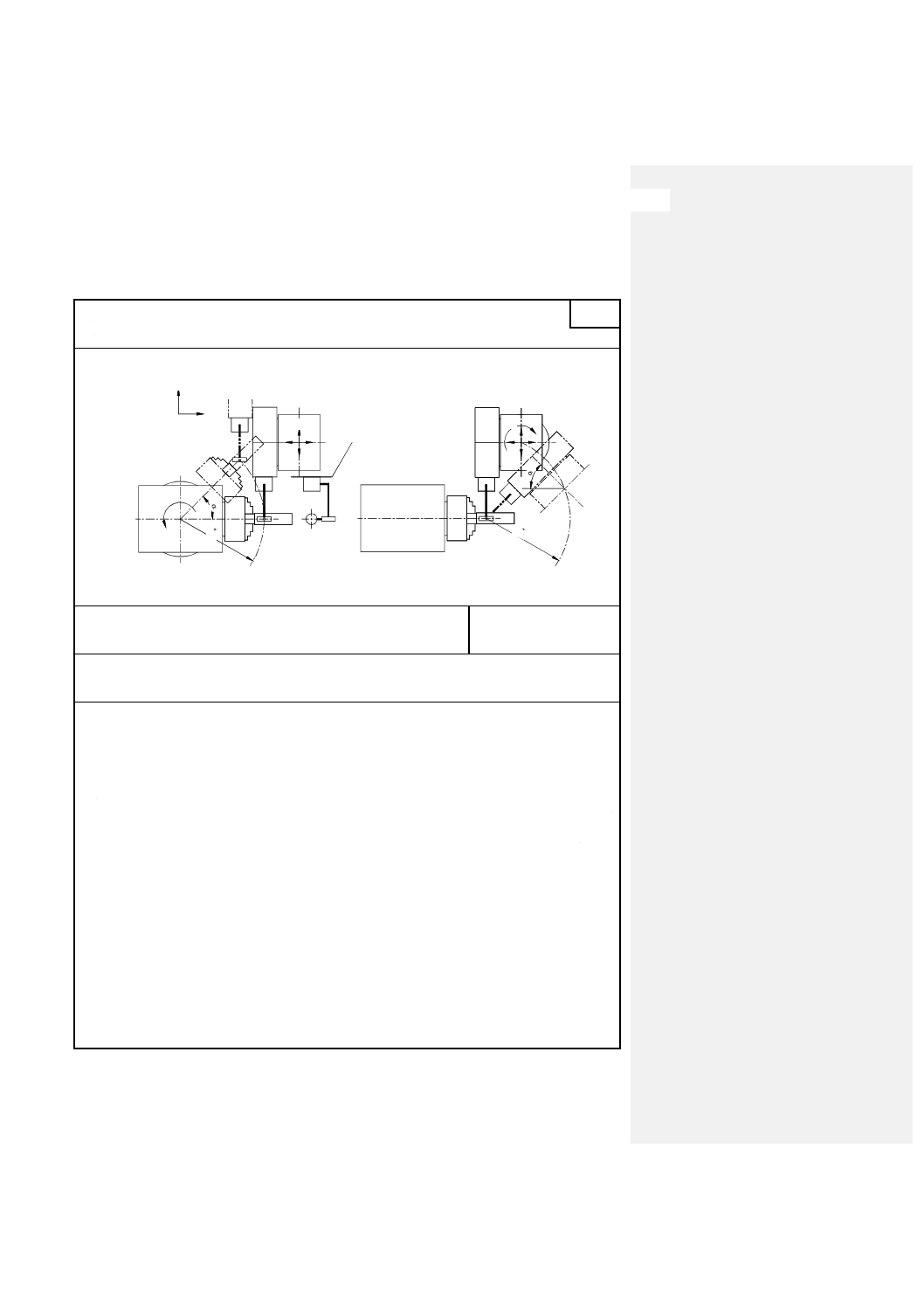
5.6
旋回形の工作主軸台又はタレットヘッド
検査事項
1) 工作主軸中心線(B′軸)の旋回平面とZX面との平行度
2) タレット主軸中心線(B軸)の旋回平面とZX面との平行度
G23
測定方法図
許容値
回転角 ±30° ±60°
半径300について 0.01 0.02
測定値
測定器
テストバー及びダイヤルゲージ
備考及びJIS B 6191の参照
5.432
工作主軸にテストバーを固定する。
B軸の回転中心からL離れた位置でテストバーにダイヤルゲージの測定子を当て,ダイヤルゲージの読みをと
る。
次に+30°(又は+60°)の位置まで工作主軸台又はタレットヘッドを回し,再びテストバー上の同じ位置にダ
イヤルゲージの測定子を当て,読みをとる。
さらに,−30°(又は−60°)まで工作主軸台又はタレットヘッドを回し,テストバー上の同じ位置でダイヤル
ゲージの読みをとる。
この測定を少なくとも3回繰り返す。
読みの最大差は平行度の偏差である。
α
α
Z
X
Z
X
B
B'
L
L
1)
2)
B 6331-1:2006 (ISO 13041-1:2004)
(33)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
検査事項
工具主軸とX軸運動との平行度
a) XY面内で
b) XZ面内で
備考 この検査は,タレット上のすべての回転工具主軸に適用する。
G24
測定方法図
備考 Xの代わりにX2としてもよい。
許容値
a) 及びb) 測定長さ100について0.020
測定値
測定器
テストバー,ダイヤルゲージ
備考及びJIS B 6191の参照
5.412.1,5.422.3
a) 振れの平均位置まで工具主軸を回転させる。次にX方向にタレットを移動し,読みの最大差をとる。
又は,テストバーに沿って読みをとり,差を求める。次に180°主軸を回し,再度同じ位置でテストバーに
沿って読みをとり,差を求める。それぞれの値の差が平行度の偏差である。
b) ZX面内で同様に測定を繰り返す。
X
X
X
Z
X
a)
b)
B 6331-1:2006 (ISO 13041-1:2004)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
参考文献
[1] JIS B 0181:1998 産業オートメーションシステム−機械の数値制御−用語
備考 ISO 2806:1994,Industrial automation systems−Numerical control of machines−Vocabulary (IDT)
[2] JIS B 6192 工作機械−数値制御による位置決め精度試験方法通則
備考 ISO 230-2:1997/Cor.1:1999,Test code for machine tools−Part 2: Determination of accuracy and
repeatability of positioning numerically controlled axes (MOD)
[3] JIS B 6193 工作機械−熱変形試験方法通則
備考 ISO 230-3:2001,Test code for machine tools−Part 3: Determination of thermal effects (MOD)
[4] JIS B 6194 工作機械−数値制御による円運動精度試験方法通則
備考 ISO 230-4:1996,Test code for machine tools−Part 4: Circular tests for numerically controlled
machine tools (MOD)
[5] JIS B 6202:1998 普通旋盤−精度検査
備考 ISO 1708:1989,Acceptance conditions for general purpose parallel lathes−Testing of the accuracy
(MOD)
[6] JIS B 6217:1998 タレット旋盤及び単軸自動旋盤−精度検査
備考 ISO 6155:1998,Machine tools−Test conditions for horizontal spindle turret and single spindle
automatic lathes−Testing of the accuracy (MOD)