B 6316-1:2006 (ISO 14649-1:2003)
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,社団法人日本工作機械工業会(JMTBA)/財団
法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を制定すべきとの申出があり,日本工業
標準調査会の審議を経て,経済産業大臣が制定した日本工業規格である。
制定に当たっては,日本工業規格と国際規格との対比,国際規格に一致した日本工業規格の作成及び日
本工業規格を基礎にした国際規格原案の提案を容易にするために,ISO 14649-1:2003,Industrial automation
systems and integration−Physical device control−Data model for computerized numerical controllers−Part 1:
Overview and fundamental principlesを基礎として用いた。
この規格の一部が,特許権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に
抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許
権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に係る確認について,責任は
もたない。
JIS B 6316-1には,次に示す附属書がある。
附属書A(参考)加工形状を得るための,設計が設定した形状特徴の使用及び割付
附属書B(参考)アプリケーション活動モデル(AAM)
附属書C(参考)JIS B 6316(ISO 14649)データモデルの構造
附属書D(参考)JIS B 6316(ISO 14649)とJIS B 3700[ISO 10303(STEP)]との関係
JIS B 6316-1の規格群には,次に示す部編成がある。
JIS B 6316-1 産業オートメーションシステム及びその統合−機械及び装置の制御−CNC装置のため
のデータモデル−第1部:概要及び基本原理
ISO 14649-10 Industrial automation systems and integration−Physical device control−Data model for
computerized numerical controllers−Part 10: General process data(Phase 1)
ISO 14649-11 Part 11: Process data for milling(Phase 1)
ISO 14649-12 Part 12: Process data for turning(Phase 2)
ISO/FIDS 14649-111 Part 111: Tools for milling machines(Phase 1)
ISO 14649-121 Part 121: Tools for turning machines(Phase 2)
この規格群はISO/DIS 10303-238と緊密な関係がある。すなわち,後者はこの規格群に対して完全な1
対1対応となっており,この規格群はApplication Reference Model(ARM)を,ISO/DIS 10303-238は
Application Interpreted Model(AIM)を規定している。
この規格群はJIS B 3700(ISO 10303)との間で,全ライフサイクルにわたる製品データの共通分野にお
いて調和が取られている。この規格群とJIS B 3700(ISO 10303)の標準化の対象分野,及び実装とソフト
ウエア開発の観点からのCNC製造業者の位置付けを,図D.1に示す。
B 6316-1:2006 (ISO 14649-1:2003)
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1. 適用範囲 ························································································································ 2
2. 引用規格 ························································································································ 2
3. 用語及び定義 ·················································································································· 4
4. 記号及び略語 ·················································································································· 5
5. この規格群の概要 ············································································································ 5
5.1 目的 ···························································································································· 5
5.2 生産サイクル ················································································································ 6
5.3 プログラムの構成 ·········································································································· 7
5.4 プロジェクトに関する記述······························································································· 8
5.5 実行命令及び加工手順 ···································································································· 8
5.6 加工作業及び加工方法 ···································································································· 9
5.7 幾何形状の記述 ············································································································· 9
5.8 加工形状特徴の記述 ······································································································· 9
5.9 プログラムデータファイルの実装······················································································ 9
附属書A(参考)加工形状を得るための,設計が設定した形状特徴の使用及び割付 ·························· 10
附属書B(参考)アプリケーション活動モデル(AAM)····························································· 13
附属書C(参考)JIS B 6316(ISO 14649)データモデルの構造 ···················································· 21
附属書D(参考)JIS B 6316(ISO 14649)とJIS B 3700[ISO 10303(STEP)]との関係··················· 22
参考文献 ···························································································································· 25
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 6316-1:2006
(ISO 14649-1:2003)
産業オートメーションシステム及びその統合−
機械及び装置の制御−CNC装置のための
データモデル−第1部:概要及び基本原理
Industrial automation systems and integration−Physical device control−
Data model for computerized numerical controllers−
Part 1: Overview and fundamental principles
序文 この規格は,2003年に第1版として発行されたISO 14649-1,Industrial automation systems and
integration−Physical device control−Data model for computerized numerical controllers−Part 1: Overview and
fundamental principlesを翻訳し,技術的内容及び規格票の様式を変更することなく作成した日本工業規格
である。本体の1.〜5. 及び附属書AからDについては,原国際規格の同項目を全文翻訳し,原規格の
Annex E(Scenario)は参考でありJISとしては必要性がないため削除した。
なお,この規格で側線又は点線の下線を施してある“参考”は,原国際規格にはない事項である。
機械部品に関する製品データの記述はJIS B 3700(ISO 10303)によって標準化されてきた。これは,製
造業の各企業においてすべての生産工程を通じて標準データが使用可能である,との方向に先導するもの
である。この原理の実現を妨げるものとして,工作機械で用いるデータフォーマットの問題がある。現在,
大多数のCNC工作機械はJIS B 6315(ISO 6983)が規定する“G及びMコード”言語によってプログラ
ムされている。また,プログラムは一般にCAD情報を利用するCAMシステムで作成されている。しかし
ながら,JIS B 6315(ISO 6983)は三つの理由によって,プログラムの“可搬性”を制限するものとなっ
ている。その第一は,この言語が工作機械の軸移動に着目した工具経路のプログラミングに焦点を当てて
おり,部品そのものに着目した加工工程に焦点を当てていないことにある。第二は,この規格はプログラ
ム文の構文について定めているが,意味に関しては多くの場合不明りょう(瞭)のまま残されている。第
三に,ベンダーは通常,JIS B 6315(ISO 6983)の規定範囲が狭いために取り扱われていないものについ
ては,言語を拡張することによって補足対応している。
この規格群は,CAD/CAMシステムとCNC工作機械とのデータ受渡しに関する新しいモデルを規定する。
それは,工作機械の動作を記述する方式から,オブジェクト指向の概念に基づく“加工作業”を用いて加
工工程を記述する方式とすることによって,JIS B 6315(ISO 6983)の欠点を改善する。ここで“加工作
業”とは,高水準の加工形状特徴とこれに関連する工程パラメータに対応するものである。CNCは,この
加工作業を工作機械の軸移動と工具動作に変換する役割を担うこととなる。この規格群の主たる利点は,
JIS B 3700(ISO 10303)規格群が既に規定しているデータモデルを使用する点にある。
ISO/TC 184/SC 1/WG 7は,JIS B 6315(ISO 6983)によるプログラミング方式から,加工形状特徴に基
づく“可搬性”の高いプログラミング方式に徐々に進化していくものと想定している。この規格群を早期
に採用するものは,最近の制御装置がコマンドラインとグラフィカルユーザインタフェースの両方を実装
2
B 6316-1:2006 (ISO 14649-1:2003)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
しているのと同様に,手入力又はプログラムで作成された従来の“G及びMコード”による入力データに
も対応するであろう。このことは,オープンアーキテクチャに基づく制御装置の普及をより容易にするこ
とができる。以上を踏まえ,この規格群の有効性を弱めることを避けるため,従来のプログラム命令はこ
の規格群には含めないこととした。
1. 適用範囲 この規格は,CNC装置のためのデータモデルに関するJIS B 6316(ISO 14649)規格群の
概要,その適用方法及び製品データの概念に基づく基本原理について規定する。
備考 この規格の対応国際規格を,次に示す。
なお,対応の程度を表す記号は,ISO/IEC Guide 21に基づき,IDT(一致している),MOD
(修正している),NEQ(同等でない)とする。
ISO 14649-1:2003,Industrial automation systems and integration−Physical device control−Data
model for computerized numerical controllers−Part 1: Overview and fundamental principles (IDT)
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格のうちで,発行年を付記してあるものは,記載の年の版だけがこの規格の規定を構
成するものであって,その後の改正版・追補には適用しない。発効年を付記していない引用規格は,その
最新版(追補を含む。)を適用する。
JIS B 0181 産業オートメーションシステム−機械の数値制御−用語
備考 ISO 2806:1994,Industrial automation systems−Numerical control of machines−Vocabularyが,
この規格と一致している。
JIS B 3700-1 産業オートメーションシステム及びその統合−製品データの表現及び交換−第1部:概
要及び基本原理
備考 ISO 10303-1:1994,Industrial automation systems and integration−Product data representation and
exchange−Part 1: Overview and fundamental principlesが,この規格と一致している。
JIS B 3700-11 産業オートメーションシステム及びその統合−製品データの表現及び交換−第11部:
記述法:EXPRESS言語
備考 ISO 10303-11:1994,Industrial automation systems and integration−Product data representation and
exchange−Part 11: Description methods: The EXPRESS language reference manualが,この規格と
一致している。
JIS B 3700-21 産業オートメーションシステム及びその統合−製品データの表現及び交換−第21部:
実装法:交換構造のクリアテキスト符号化
備考 ISO 10303-21:2002,Industrial automation systems and integration−Product data representation and
exchange−Part 21: Implementation methods: Clear text encoding of the exchange structureからの
引用事項は,この規格の該当事項と同等である。
JIS B 3700-22 産業オートメーションシステム及びその統合−製品データの表現及び交換−第22部:
実装法:標準データアクセスインタフェース
備考 ISO 10303-22:1998,Industrial automation systems and integration−Product data representation and
exchange−Part 22: Implementation methods: Standard data access interfaceが,この規格と一致し
ている。
JIS B 3700-41 産業オートメーションシステム及びその統合−製品データの表現及び交換−第41
3
B 6316-1:2006 (ISO 14649-1:2003)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
部:統合総称リソース:製品記述の基本要素
備考 ISO 10303-41:2000,Industrial automation systems and integration−Product data representation and
exchange−Part 41: Integrated generic resource: Fundamentals of product description and supportの
1994年版からの引用事項は,この規格の該当事項と同等である。
JIS B 3700-42 産業オートメーションシステム及びその統合−製品データの表現及び交換−第42部:
統合総称リソース:幾何及び位相の表現
備考 ISO 10303-42:1994,Industrial automation systems and integration−Product data representation and
exchange−Part 42: Integrated generic resource: Geometric and topological representationが,この規
格と一致している。
JIS B 3700-43 産業オートメーションシステム及びその統合−製品データの表現及び交換−第43部:
統合総称リソース:表現構造
備考 ISO 10303-43:2000,Industrial automation systems and integration−Product data representation and
exchange−Part 43: Integrated generic resource: Representation structuresの1994年版からの引用
事項は,この規格の該当事項と同等である。
JIS B 3700-49 産業オートメーションシステム及びその統合−製品データの表現及び交換−第49部:
統合総称リソース:工程の構造及び特性
備考 ISO 10303-49:1998,Industrial automation systems and integration−Product data representation and
exchange−Part 49: Integrated generic resource: Process structure and propertiesからの引用事項は,
この規格の該当事項と同等である。
JIS B 3700-203 産業オートメーションシステム及びその統合−製品データの表現及び交換−第203
部:アプリケーションプロトコル:形態管理された設計
備考 ISO 10303-203:1994,Industrial automation systems and integration−Product data representation
and exchange−Part 203: Application protocol: Configuration controlled 3D designs of mechanical
parts and assembliesからの引用事項は,この規格の該当事項と同等である。
JIS B 3700-214 産業オートメーションシステム及びその統合−製品データの表現及び交換−第214
部:アプリケーションプロトコル:自動車用機械部品の開発プロセスのためのコアデータ
備考 ISO 10303-214:2001,Industrial automation systems and integration−Product data representation
and exchange−Part 214: Application protocol: Core data for automotive mechanical design processes
が,この規格と一致している。
JIS B 3700-224 産業オートメーションシステム及びその統合−製品データの表現及び交換−第224
部:アプリケーションプロトコル:加工形状特徴を用いた工程設計のための機械製品定義
備考 ISO 10303-224:2001,Industrial automation systems and integration−Product data representation
and exchange−Part 224: Application protocol: Mechanical product definition for process planning
using machining featuresが,この規格と一致している。
JIS B 6310 産業オートメーションシステム−機械及び装置の制御−座標系及び運動の記号
備考 ISO 841:2001,Industrial automation systems and integration−Numerical control of machines−
Coordinate system and motion nomenclatureが,この規格と一致している。
JIS B 6315-1 機械の数値制御−プログラムフォーマット及びアドレスワードの定義−第1部:位置決
め,直線運動及び輪郭制御システム用データフォーマット
備考 ISO 6983-1:1982,Numerical control of machines−Program format and definition of address words
4
B 6316-1:2006 (ISO 14649-1:2003)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
−Part 1: Data format for positioning,line motion and contouring control systemsからの引用事項
は,この規格の該当事項と同等である。
参考 以下の規格は,原規格ではここで引用していないが,本文で参照しているため,JISとしては
ここで引用する。
ISO 10303-14:2005,Industrial automation systems and integration−Product data representation and exchange
−Part 14: Description methods: The EXPRESS-X language reference manual
ISO/TS 10303-28:2003,Industrial automation systems and integration−Product data representation and
exchange−Part 28: Implementation methods: XML representations of EXPRESS schemas and data
ISO/DIS 10303-219,Industrial automation system−Product data representation and exchange−Part 219:
Dimensional inspection information exchange
ISO/DIS 10303-238,Industrial automation systems and integration−Product data representation and exchange
−Part 238: Application protocol: Application interpreted model for computerized numeric controllers
ISO 10303-240:2005,Industrial automation systems and integration−Product data representation and
exchange−Part 240: Application protocol: Process plans for machined products
3. 用語及び定義 この規格では,次の用語とその定義を適用する。そのうちの幾つかは,JIS B 3700及
びその他の規格において定義されている。
3.1
JIS B 3700-1で定義されている用語
アプリケーション(application)
アプリケーション活動モデル(application activity model)
アプリケーション翻案モデル(application interpreted model)
アプリケーションプロトコル(application protocol)
アプリケーション参照モデル(application reference model)
データ(data)
データ交換(data exchange)
実装モデル(implementation model)
情報(information)
情報モデル(information model)
翻案(interpretation)
モデル(model)
製品(product)
製品データ(product data)
3.2
JIS B 3700-11で定義されている用語
属性(attribute)
エンティティ(entity)
エンティティデータ型(entity data type)
エンティティインスタンス(entity instance)
EXPRESS言語(EXPRESS language)
3.3
JIS B 3700-21で定義されている用語
物理ファイルフォーマット(physical file format)
5
B 6316-1:2006 (ISO 14649-1:2003)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.4
JIS B 3700-224で定義されている用語
ジグ(fixture)
加工形状特徴(machining features)
加工形状特徴(manufacturing feature)
参考 JIS B 3700-224の原規格ISO 10303-224では,machining featuresを機械加工に関する加工形状特
徴にあて,manufacturing featureは機械加工を含む製造一般における形状特徴としているが,JIS
B 3700-224ではこれらを区別せず,両方を加工形状特徴と称している。
3.5
JIS B 0181で定義されている用語
NC(numerical control)
CNC(computerized numerical control)
工具経路(tool path)
3.6
JIS B 6316で定義した用語
3.6.1
加工作業(workingstep) 一つの形状特徴を一本の切削工具で加工するための加工情報。
備考 一つの加工方法を含む。
3.6.2
加工方法(machining operation) 一つの加工作業に対する加工技術データで,加工のやり方の詳
細を記述する。
備考 切削工具,工具経路方式,加工機能,切込み量,仕上げ代,切削速度,送り速度,退避平面,
安全平面,進入方式,及び退避方式から構成される。
3.6.3
加工手順(workplan) 一連の実行順序が規定された加工作業の集まり。
備考 実行命令のリストを含む。
3.6.4
実行命令(executable) 加工作業,NC機能又はプログラム構造。
3.6.5
NC機能(NC function) メッセージ表示,オプショナルストップ,プログラムストップ,パレッ
ト交換,パレット割出し,テーブル割出し,同期設定,工具取外し又は同期待ち。
3.6.6
プログラム構造(program structure) 加工手順,並列処理,If文,While文又は代入。
3.6.7
プロジェクト(project) プログラム実行の開始点を与えるエンティティ。
4. 記号及び略語 この規格群のために,次の略語を適用する。
AAM アプリケーション活動モデル(Application Activity Model)
AIM アプリケーション翻案モデル(Application Interpreted Model)
AP アプリケーションプロトコル(Application Protocol)
ARM アプリケーション参照モデル(Application Reference Model)
CNC 計算機による数値制御(Computerized Numerical Control)
5. この規格群の概要
5.1
目的 この規格群の目的は,次のとおりである。
− 現在と予測可能な未来におけるデータ交換ニーズとに対応する。
− JIS B 3700(ISO 10303)の規定に基づいてコンピュータによって作成された製品データの直接利用を
可能とする。
− 工作機械の軸移動ではなく,加工物とその加工形状特徴そのものに着目したCNC工作機械のための
データモデルを新たに規定する。
6
B 6316-1:2006 (ISO 14649-1:2003)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
− データモデルの実装において,標準,最新言語及びライブラリを使用する。
− CNC用入力データの互換性を保証する。
この規格群は,先進的なCNC工作機械及びCAMシステムに適用する。
5.2
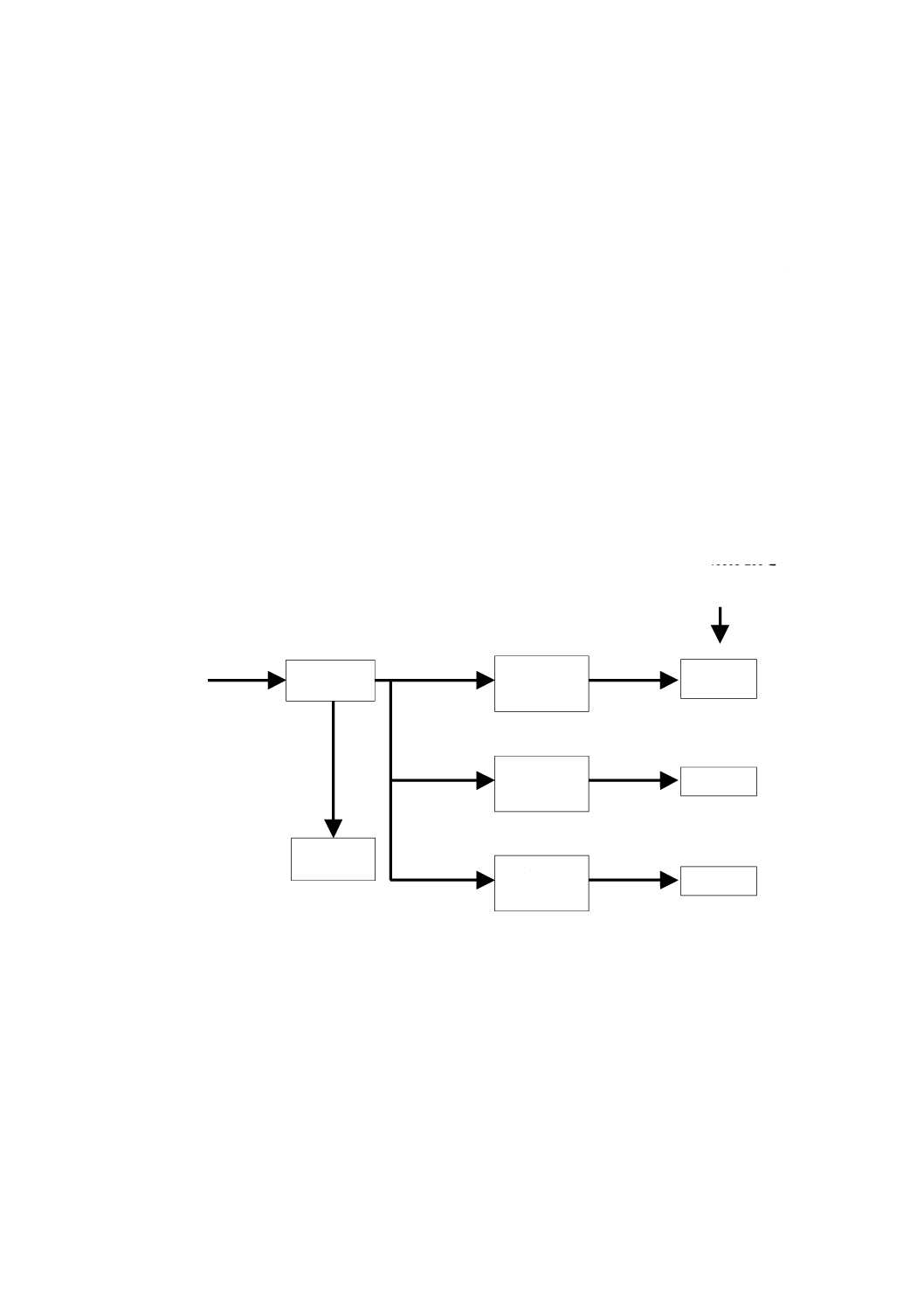
生産サイクル 図1は,設計から加工に至る生産サイクルと,その中でこの規格群がどのように使
われるかを図示している。設計段階の結果としてCADデータ[JIS B 3700-203(ISO 10303-203)幾何形状]
が与えられる。それはJIS B 3700-224(ISO 10303-224)の規定による部品の加工形状特徴の定義を含む。
工程設計段階ではISO 10303-240を用いて,生産実行システム(MES)で使われる,部品加工に必要な生
産資源及びその他の情報を作成する。工程設計においては,また,JIS B 3700-224(ISO 10303-224)の加
工形状特徴を,フライス加工,旋削加工,放電加工及び検査(これはISO 10303-219を用いる。)などの各
工程に割り付ける。JIS B 3700-224(ISO 10303-224)の加工形状特徴の集合は,計算機支援製造(CAM)
の段階で使われる。このデータに基づいて,この規格群が規定するデータファイルが作成され,CNC工作
機械で実行される。実行時には,各制御装置は,JIS B 3700-22(ISO 10303-22)が規定する標準データア
クセスインタフェース(SDAI),又はISO 10303-14が規定するEXPRESS-X問合せ機能を用いてXML上
に記述された,JIS B 3700(ISO 10303)統合総称リソースにアクセスすることとなる。こうしてJIS B 3700
(ISO 10303)データと加工方法との緊密な統合が実現される。
図 1 設計から加工に至る生産サイクルとJIS B 6316(ISO 14649)の利用
データモデルの基本原理は,加工形状特徴に着目したオブジェクト指向の視点に基づくプログラミング
とすることにあり,これは軸移動と工具機能の順序の直接コーディングに代わるものである。この場合の
オブジェクトは加工形状特徴とその関連する工程データである。このことはプログラミング言語が,クラ
ス,メソッド又は継承関係を提供するものとしてのオブジェクト指向であることを意味するものではない。
このプログラミング言語は,形状特徴オブジェクトの一連の順序を関連付けるための手続き型の手法である。
データモデルは,エンティティと呼ばれる基本単位から構成される。エンティティとそれらの関係は,
JIS B 3700-11(ISO 10303-11)EXPRESSデータモデリング言語の規定に従って定義されている。この規格
群に基づくプログラムにおいては,データはこれらエンティティのインスタンスから構成する。
製品設計
(CAD)
放電加工
形状特徴
旋削加工
形状特徴
フライス加工
形状特徴
ISO 14649
-10, -13, 14
ISO 14649
-10, -12, 121
ISO 14649
-10, -11, -111
ISO 10303-240
(プロセスシート)
すべての
加工形状特徴
工程設計
NCプログラム
生成(CAM)
フライス
加工
生産の実行
NCプログラム
生成(CAM)
旋削加工
NCプログラム
生成(CAM)
放電加工
JIS B 3700-224
(ISO 10303-224)
JIS B 6316
(ISO 14649)
ISO 10303-238 と
SDAI 経由の
統合リソース
ISO 10303-240
(加工工程)
ISO/DIS 10303-238と
SDAI経由との
統合リソース
ISO 10303-213
(プロセスシート)
ISO 14649
-10, -12, -121
ISO 14649
-10, -13, -14
7
B 6316-1:2006 (ISO 14649-1:2003)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
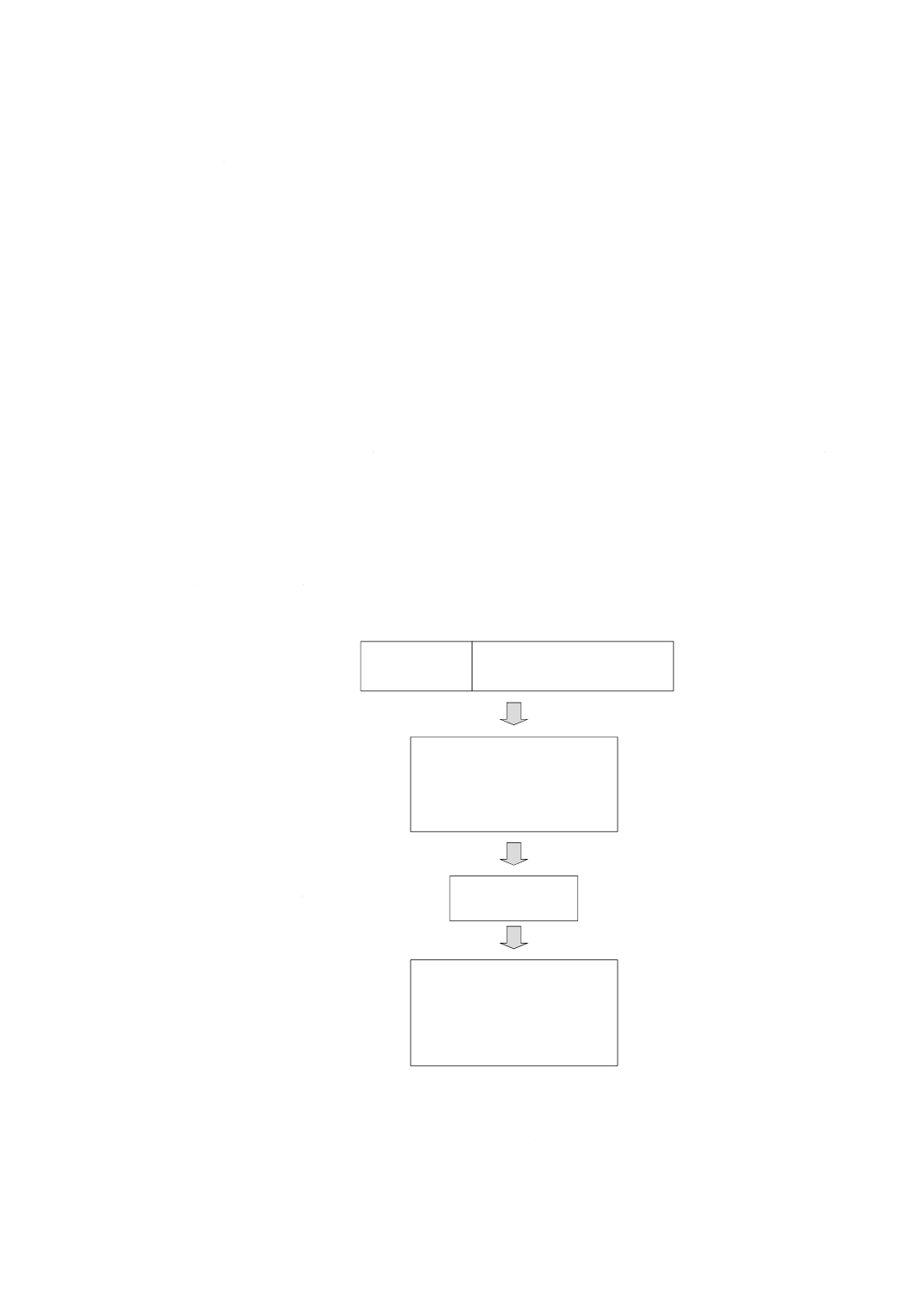
データモデルは,幾何形状データ,加工形状特徴データ及び加工工程データを含む。幾何形状データは
一般にCADで作成され,JIS B 3700-203(ISO 10303-203)の規定によって記述される。それは加工物の完
成した幾何形状の定義に必要なすべての情報を含む。加工形状特徴データは,一般にCAMによって作成
される。この規格群で定義された加工形状特徴は,JIS B 3700-224(ISO 10303-224)とは一部異なるが,
相互に調和が取られたものとなっている。加工工程データもCAMによって作成する。それは,工具送り
と主軸回転速度,及び工具の記述の,切削工程における個々の加工方法に必要な加工技術パラメータを定
義する。また,加工工程データは,個々に関連する形状特徴,関連する工具とその技術パラメータなどの
定義を含む個々の加工作業の定義,及びこれらの加工作業の順序を含む。全体の加工手順は,これらの加
工作業の順序に関する情報をリストにする。これらの関係を図2に示す。
この規格群で規定する情報の区分は,加工作業の順序の変更又は工具経路を最適化するときには,残り
のデータへの影響が最小限ですむことを意味する。グラフィカルユーザインタフェース(GUI)は非常に
優れた手助けとなることが期待される。
幾何形状,形状特徴の定義及び工程データは,ISO 14649-10で規定されている。フライス加工固有のデ
ータはISO 14649-11とISO 14649-111とで規定されている。旋削加工,放電加工など,その他の加工技術
に関するデータモデルはそれぞれの完成次第,継続する部において規定される。
JIS B 6315(ISO 6983)で規定されている従来言語で作成されたプログラミングはこの規格群のデータ
モデルの一部をなすものではない。この規格によるプログラミングに対しては,CNCは別個のサブシステ
ムにて処理可能とすることが望ましい。
図 2 データモデルの概要
5.3
プログラムの構成 パートプログラムは,JIS B 3700-21(ISO 10303-21)の規定による物理ファイル
フォーマットで記述される。パートプログラムの最初のセクションは,キーワード“HEADER”で識別さ
幾何形状
AP 203
加工形状特徴
AP 224, 214
CAD/CAM
JIS B 3700
(ISO 10303)
データモデル
JIS B 6316
(ISO 14649)
幾何形状, 加工形状特徴
加工条件, 加工作業
加工機能
加工順序
JIS B 6316
(ISO 14649)
解釈
段取り, 操作
軸移動, 機械動作
機械制御
シミュレーション
プログラム
インスタンス
CNC
加工形状特徴
AP 224,214
JIS B 6316
(ISO 14649)
データモデル
JIS B 6316
(ISO 14649)
幾何形状,加工形状特徴
加工条件,加工作業
加工機能
加工順序
解釈
段取り,操作
軸移動,機械動作
機械制御
シミュレーション
8
B 6316-1:2006 (ISO 14649-1:2003)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
れるヘッダー部である。このヘッダーでは,ファイル名,作者,日付,組織,その他パートプログラムに
関する一般的な情報とコメントが記述される。
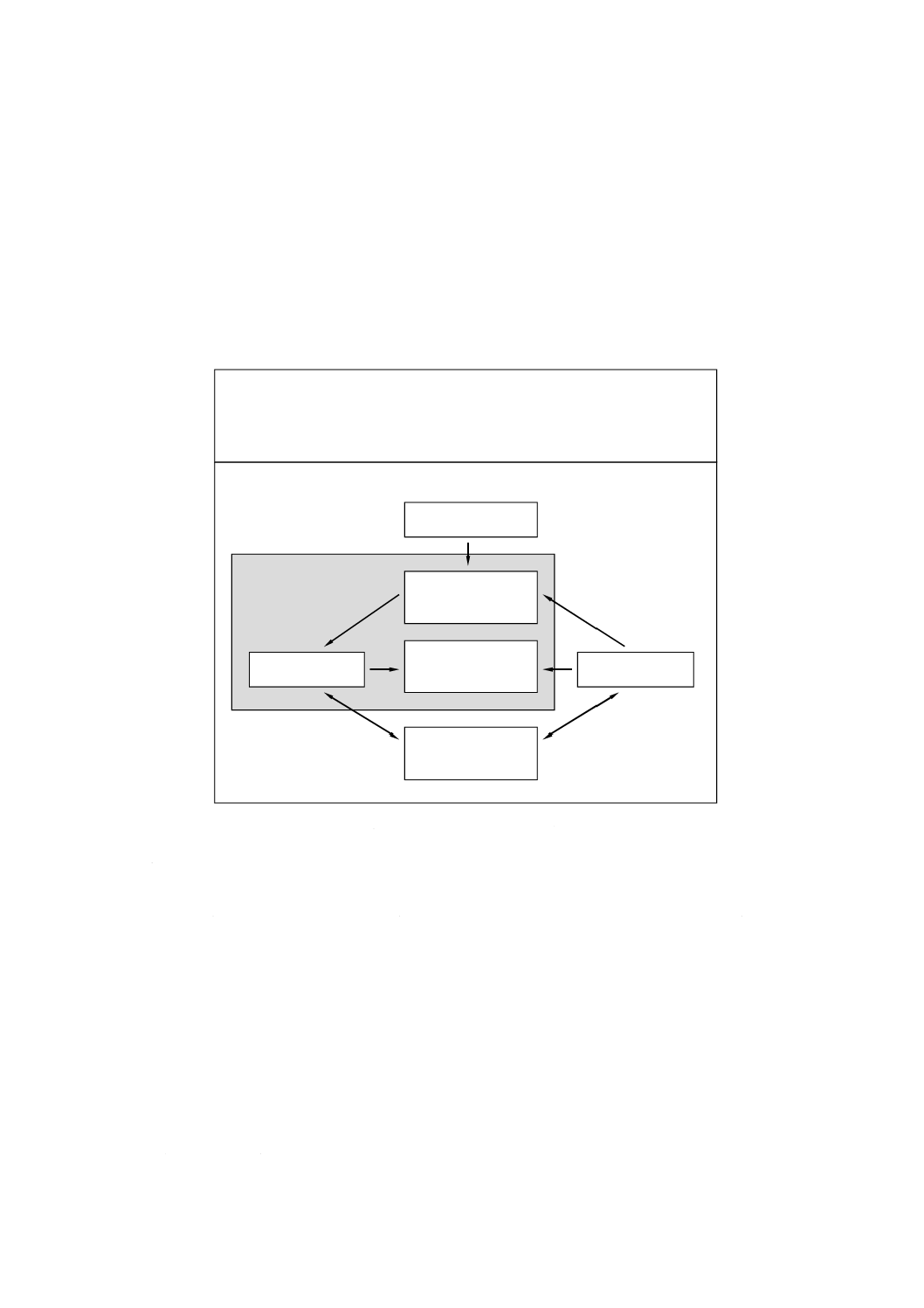
プログラムファイルの第2のそして主要なセクションは,キーワード“DATA”で識別されるデータ部
である。このセクションには,幾何形状,形状特徴及び加工工程に関するすべての情報が含まれる。デー
タ部は,加工手順と加工条件の記述を伴う実行命令,加工形状特徴,及び幾何形状記述の三つの主要部分
に区分される。プロジェクト・エンティティは,加工工程の起点を明確に示す参照点となる。図3は,こ
の規格群によるデータセットにおけるこれらの重要な部分の関係を示す。形状特徴及び工程データを定義
するデータセットの構造及び目的については,次項に規定する(更なる詳細定義はISO 14649-10を参照)。
図 3 JIS B 6316(ISO 14649)のデータ構造
5.4
プロジェクトに関する記述 データ部におけるプロジェクト・エンティティは,パートプログラム
実行の起点を示す。このインスタンスは,順序付けられた実行命令(加工工程又はコマンドの実行命令)
のサブセットを含む一つの主要加工手順を含むことが望ましく,また加工物に関する情報を含んでいても
よい。
5.5
実行命令及び加工手順 実行命令は,工作機械の動作を起こすものであり,それは加工手順によっ
て順序付けられている。加工作業,プログラム構造及びNC機能の3種類の実行命令がある。加工作業は,
加工工程の不可欠な構成要素を表現する。一つの加工作業は,一つの切削工具を用いた一つの加工方法を
記述する。加工作業の一例は,ポケットの荒加工,又は自由曲面の仕上げ加工である。加工作業の詳細情
報は,加工条件記述を参照することによって得られる。
プログラム構造は,加工手順又は“parallel”“if”“while”などによる実行の流れを記述する文である。
加工手順は,幾つかの実行命令の組合せ,すなわち順序付けられた又は並行とされた実行命令,並びに条
件付き制御などから構成される。
データ部
工程データ
ヘッダー部
一般情報:ファイル名, 作者, 日付, 組織
プロジェクト
加工手順及び
実行命令
加工方法
加工形状特徴
加工作業
幾何形状
9
B 6316-1:2006 (ISO 14649-1:2003)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
加工方法の実行順序は,実行命令の順序によって与えられる。加工方法の順番の変更は,プログラムフ
ァイルのこの部分を変更するだけで達成される。幾何形状,加工条件など他の定義は,元のままである。
知的制御機能は,実行順序の最適化や,衝突防止を考慮した,進入又は回避を行ってもよい。
加工作業のほかに,他のNC機能文がパートプログラムの順序に含まれることがあり得る。これらには,
加工物の座標系又は安全平面の設定,プログラムストップ,オプショナルストップ又はパレット割出しな
どの補助コマンドが含まれる。加工作業やNC機能は,実行時の条件に応じた対応ができるよう,条件文
を伴ってもよい。これらのNC機能文は,ISO 14649-10に定義されている。
5.6
加工作業及び加工方法 この部分には,加工手順で使用されるすべての加工作業の詳細,かつ,完
全な定義が含まれる。工具データ,加工機能,加工方式及びその他の工程データが,加工技術の記述に含
まれる。この記述には加工物と完成部品とのすべての形状特徴に関する定義が含まれる。加工形状特徴と
加工作業との関連付け,すなわちどの加工作業がどの加工形状特徴に属するか,が与えられる。完全な加
工方法の記述には,切込み幅及び切込み量,主軸回転速度,送り,仕上げ代,使用工具などが含まれる。
工具の記述には,工具寸法,工具タイプ,その他使用工具と工具の使用条件を識別するデータが含まれ
る。すべてのフライス加工用工具データはISO 14649-111に定義されている。
加工条件の記述は多くのアプリケーションにおいてかなり大きくなることが想定され,コンピュータに
よって処理されることが意図されている。オペレータがこのデータを取り扱う場合,GUIによってガイド
されることが望ましい。
5.7
幾何形状の記述 CADシステム及びCAMシステムにおいては,その製品データの交換,中でも幾
何形状の記述に関してJIS B 3700(ISO 10303)データ[JIS B 3700(ISO 10303-21,-42,及び -43)]で標
準化されている。加工物に関するすべての幾何形状データ及び加工形状特徴は,このJIS B 3700(ISO
10303)データフォーマットを用いて記述されている。このデータは,異なるデータフォーマットへの変換
のときに発生するであろう精度低下を避けるために,CNCでも直接使用されるべきである。この規格群が
規定するデータモデルに基づくパートプログラムの理解のために,ISO 14649-11の附属書 Eにその例が示
されている。
5.8
加工形状特徴の記述 JIS B 3700-224(ISO 10303-224)[及びJIS B 3700-214(ISO 10303-214)]は,
機械加工における工程設計を支援するために加工形状特徴を定義している。この規格群で規定している加
工形状特徴は,それらを生産する工作機械に割り付けられた場合に対処可能とするために,JIS B 3700-224
(ISO 10303-224)のそれと対応付けられている。相互の関係は,加工形状特徴の位置と,工作機械の軸と
工具軸形態との対応付けによって決定される。
附属書Aは,加工形状特徴の使い方及びそれらの相互関係についての詳細な事例を示す。
5.9
プログラムデータファイルの実装 この規格群に基づくプログラムのデータファイルの実装には二
つの方法がある。第一の方法では,JIS B 3700-21(ISO 10303-21)が規定する物理ファイルフォーマット
上のプログラムのデータを直接利用する。この方法の場合,CNC装置はこの規格群のISO 14649-10,-11,
及びISO 14649-111が規定するARM(アプリケーション参照モデル)を直接処理する。第二の方法では,
この規格群が規定するARMをJIS B 3700(ISO 10303)の統合リソースにマッピングしたISO/DIS
10303-238 AIM(アプリケーション翻案モデル)を用いてプログラムファイルを実装する。この方法を適用
する場合,設計,工程設計及びCNC間のデータ受渡しは,JIS B 3700-22(ISO 10303-22)SDAI(標準デ
ータアクセスインターフェース)又はISO/TS 10303-28が規定するXMLデータフォーマットへのISO
10303-14が規定するEXPRESS-X問合せによって実現される。
10
B 6316-1:2006 (ISO 14649-1:2003)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A(参考)加工形状を得るための,設計が設定した形状特徴の
使用及び割付
この附属書は,本体に関連する事柄を補足するもので,規定の一部ではない。
JIS B 6316(ISO 14649)では,JIS B 3700-224(ISO 10303-224)及びJIS B 3700-214(ISO 10303-214)に
規定された形状特徴で記述された設計が要求する製品の最終形状を得るために,加工によって除去される
量の記述に形状特徴が用いられる。この形状特徴は,CAD又はCAMシステムによって認識され,最終形
状及び公差も含まれている。
多くの場合,最終形状を与える形状特徴は,これにオフセット,必要な加工条件,工具,工具経路方式
などの属性を付加して完成させることによって,これを直接使用することができる。しかし,使用する加
工条件,荒加工又は仕上げ加工の回数などの設定された加工方法,加工作業の順序,表面性状などの品質
目標,又は加工形状の特異性に対応するために,CAMシステムで,新たな加工形状特徴を追加定義しな
ければならない。
これらの形状特徴は,素材形状及び設計が設定した形状特徴から得られる最終形状に基づいている。工
程設計者によって加工作業とその加工方法が設定されたとき,インテリジェントなCAMシステムはこれ
を自動的に行うことができる。
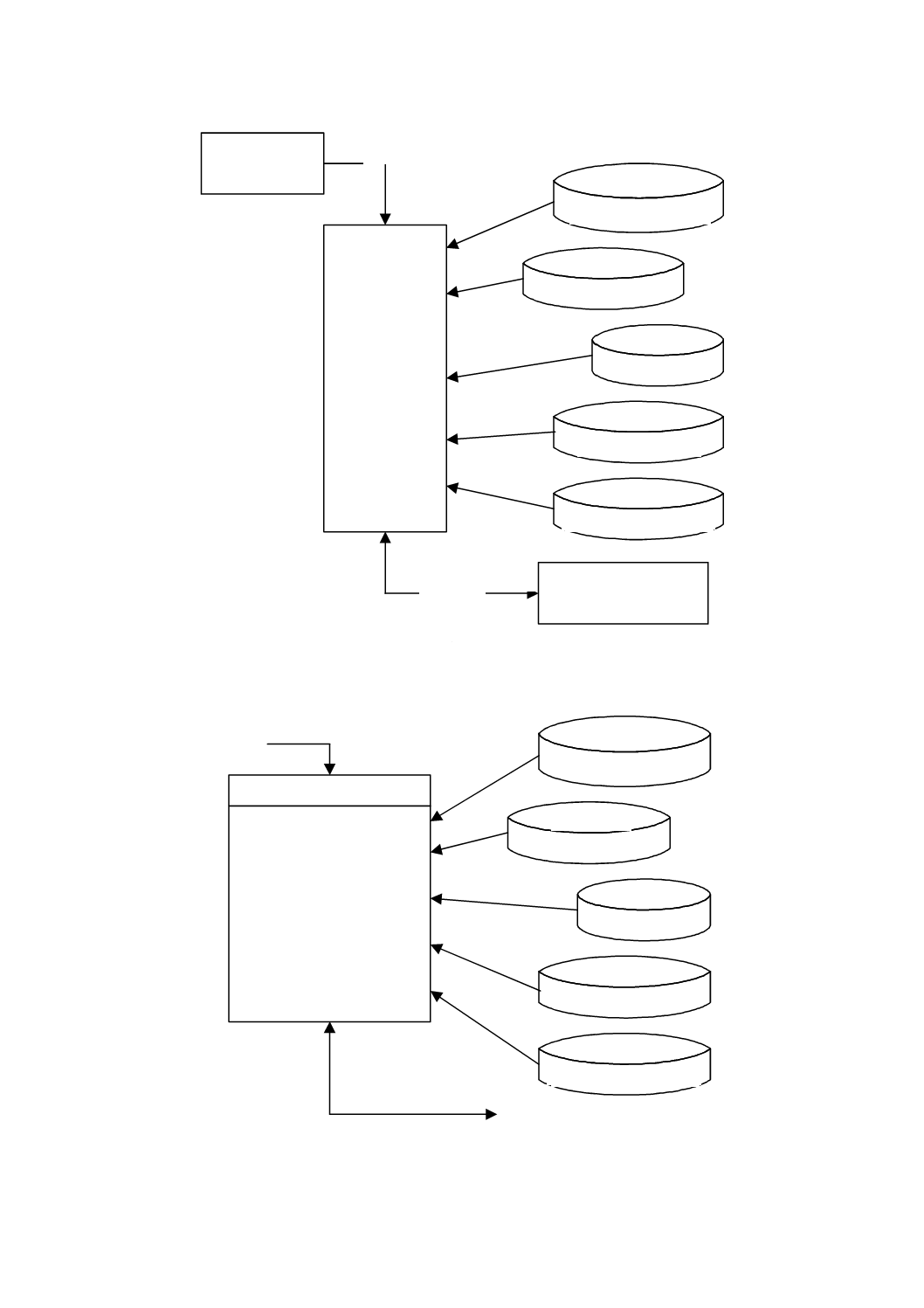
製造方法及び加工方法は,CAMシステムを用いて計画されるが,このときCAMシステムは,製造情報
を付加し,CNCの実行命令と交換可能なプログラムを提供する。一般にCAMシステムは生産技術部門に
設置されているが,製造現場でも使用可能であり,また,先進的なCNC装置とも統合できる。これらの
関係を,図A.1及び図A.2に示す。
図A.3は,加工形状特徴又は除去形状特徴が,設計が設定した形状特徴からどのように引き出されるか,
又は一時的に創られるか,を示している。加工を効率化する手段として,一時的な形状特徴が,設計が設
定した形状特徴と部品寸法との関係から生み出されることもある。また,CAMで作成する形状特徴は,
段取りに依存することもある。
11
B 6316-1:2006 (ISO 14649-1:2003)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
CAD
CAM
NC
Technologies (加工条件)
Tools (工具)
Materials (材質)
Strategies (加工方式)
Quality targets (品質目標)
ISO 10303-224, ISO 10303-214
ISO 14649
/ ISO 10303-238
図 A.1 設計・工程のデータフローと関連する標準
CAM
Technologies (加工条件)
Tools (工具)
Materials (材質)
Strategies (加工方式)
Quality targets (品質目標)
ISO 10303-224, ISO 10303-214
ISO 14649/ ISO 10303-238
・ 除去領域の認識と定義:
加工条件,機械の能力および段取
りにより,新たな加工形状特徴が
追加定義される。
・ 加工順序:
実行命令(Executables)の順序に
より,既存の設計が設定した形状
特徴や新たに定義された加工形状
特徴が割り付けられる。
これは,中間加工や仕上加工のた
めに実施することができる。
図 A.2 形状特徴の定義及び加工順序設定におけるCAMの役割
JIS B 6316 (ISO 14649)
/ISO 10303-238
JIS B 3700-224 (ISO 10303-224),
JIS B 3700-214 (ISO 10303-214)
JIS B 6316 (ISO 14649)
/ISO 10303-238
JIS B 3700-224 (ISO 10303-224),
JIS B 3700-214 (ISO 10303-214)
・除去領域の認識と定義:
加工条件,機械の能力及び段取り
によって,新たな加工形状特徴が
追加定義される。
・加工順序:
実効命令(Executables)の順序によ
って,既存の設計が設定した形状
特徴や新たに定義された加工形状
特徴が割り付けられる。
これは,中間加工及び仕上加工の
ために実施することができる。
Technologies(加工条件)
Tools(工具)
Materials(材質)
Strategies(加工方式)
Quality targets(品質目標)
Strategies(加工方式)
Quality targets(品質目標)
Technologies(加工条件)
Tools(工具)
Materials(材質)
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
12
B 6316-1:2006 (ISO 14649-1:2003)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
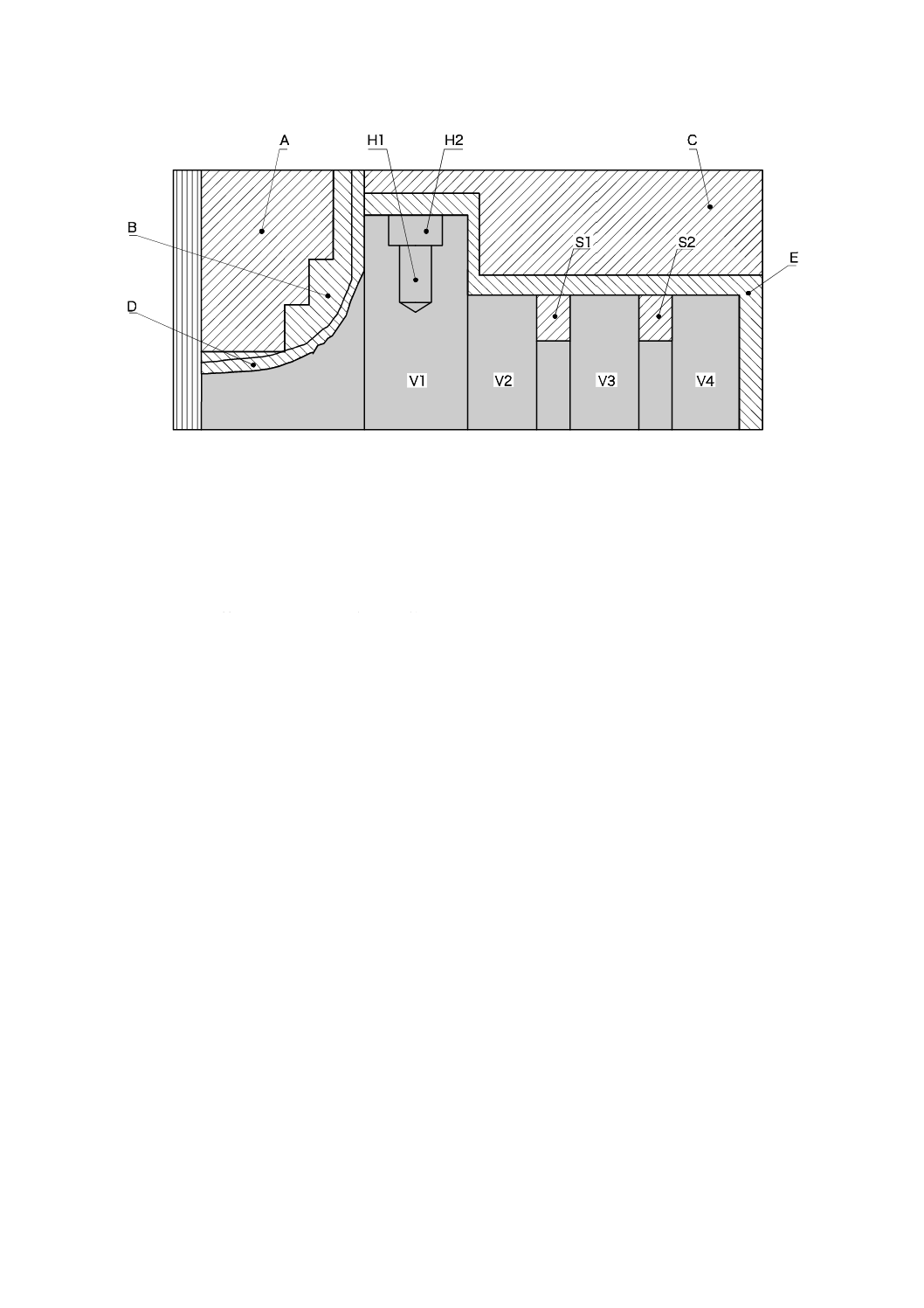
CAM段階で設定する形状特徴で,段取りに依存するもの
− 左側段取り形状特徴“A”,“B”,“D”
− 右側段取り形状特徴“C”,“E”,“H1”,“H2”,“S1”,“S2”
CAM段階で設定する形状特徴で,除去する形状に依存するもの
− CAMで定義される新たな荒加工形状A
− CAMで定義される新たな荒加工形状C
− Bの荒加工は,設計が設定した形状特徴を基礎にすることができる。
− Dの仕上げ加工には,設計が設定した同等の形状特徴が使用できる。
− 右側段取りでの仕上げ加工のために,V1からV4に基づく四つの単体要素を個々に使用する代わりに,
一つの要素Eを使用する。このために要素EをCAMで追加定義する。
CAM段階で設定する形状特徴で,設計が設定した形状特徴に依存するもの
− 形状特徴H1,H2及びS1,S2を実現するために,それらと同等の設計が設定した形状特徴を直接参照
する。
図 A.3 加工に用いられる形状特徴の組合せと関係を示す例
13
B 6316-1:2006 (ISO 14649-1:2003)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書B(参考)アプリケーション活動モデル(AAM)
この附属書(参考)は,本体に関連する事柄を補足するもので,規定の一部ではない。
JIS B 6316(ISO 14649)のアプリケーション活動モデル(AAM)は,この標準が役割を果たす設計,プ
ログラミング,製造の各活動間の関係を記述する。AAMは,情報の提供だけで,規格ではない。AAMは,
JIS B 6316(ISO 14649)の範囲にある典型的な活動を表し,また,これらの典型的な活動の中で,このJIS
B 6316規格群が,どのように適合するかを示すが,これらの活動を規定するものではない。
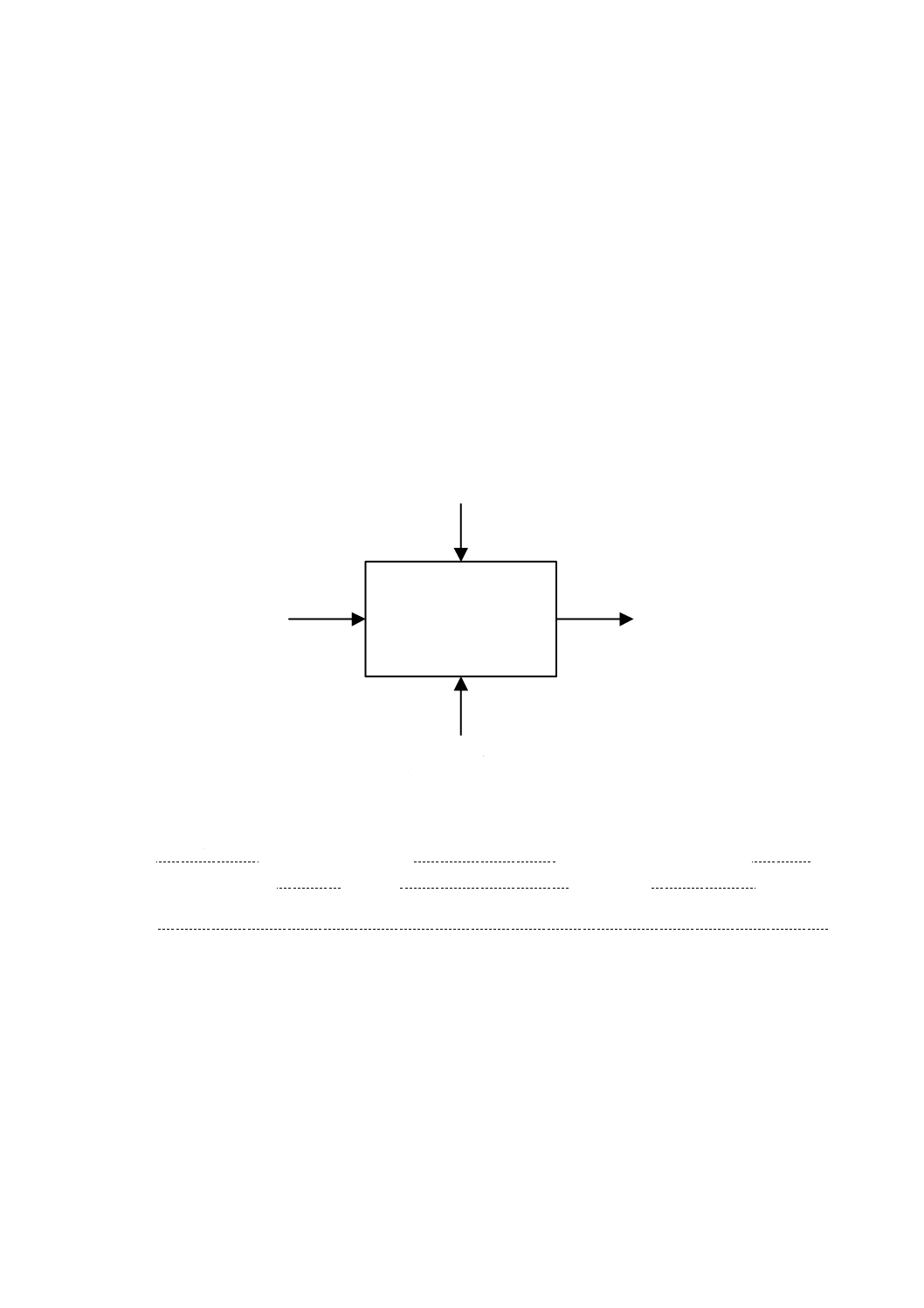
AAMは,活動を表現するために,IDEF-0(*1)を使用する。IDEF-0を読むための説明を図B.1に示す。
活動
(ACTIVITY)
識別子(Activity ID)
制御
(CONTROL)
しくみ
(MECHANISM)
出力
(OUTPUT)
入力
(INPUT)
、
制御(Controls)には 正しい出
力を得るための機能が必要と
。
する条件を入れる
、
出力(Outputs)は 機能により
生み出されるデータまたは対
。
象である
、
入力(Inputs)は 出力を生み出
。
す機能により変換される
、
しくみ(Mechanisms)は 機能の
。
実行を支援する手段である
図 B.1 IDEF-0の機能ブロック
(*1) IDEF-0 Federal Information Processing Standards Publication 183, Integration Definition for Function
Modeling (IDEF0), FIPS PUB 183, National Institute of Standards and Technology, December 1993
参考 図B.2から図B.8において“*”印で識別された活動/事項は,この規格の規定対象ではな
いが,この規格が規定する活動/事項に密接な関係をもつものであることを示す。
制御(Controls)には,正しい出
力を得るための機能が必要とす
る条件を入れる。
制御
(CONTROL)
入力
(INPUT)
出力
(OUTPUT)
活動
(ACTIVITY)
仕組み
(MECHANISM)
入力(Inputs)は,出力を生み
出す機能により変換される。
仕組み(Mechanisms)は,機能の
実行を支援する手段である。
出力(Outputs)は,機能によ
り生み出されるデータ又は対
象である。
識別子(Activity ID)
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
14
B 6316-1:2006 (ISO 14649-1:2003)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
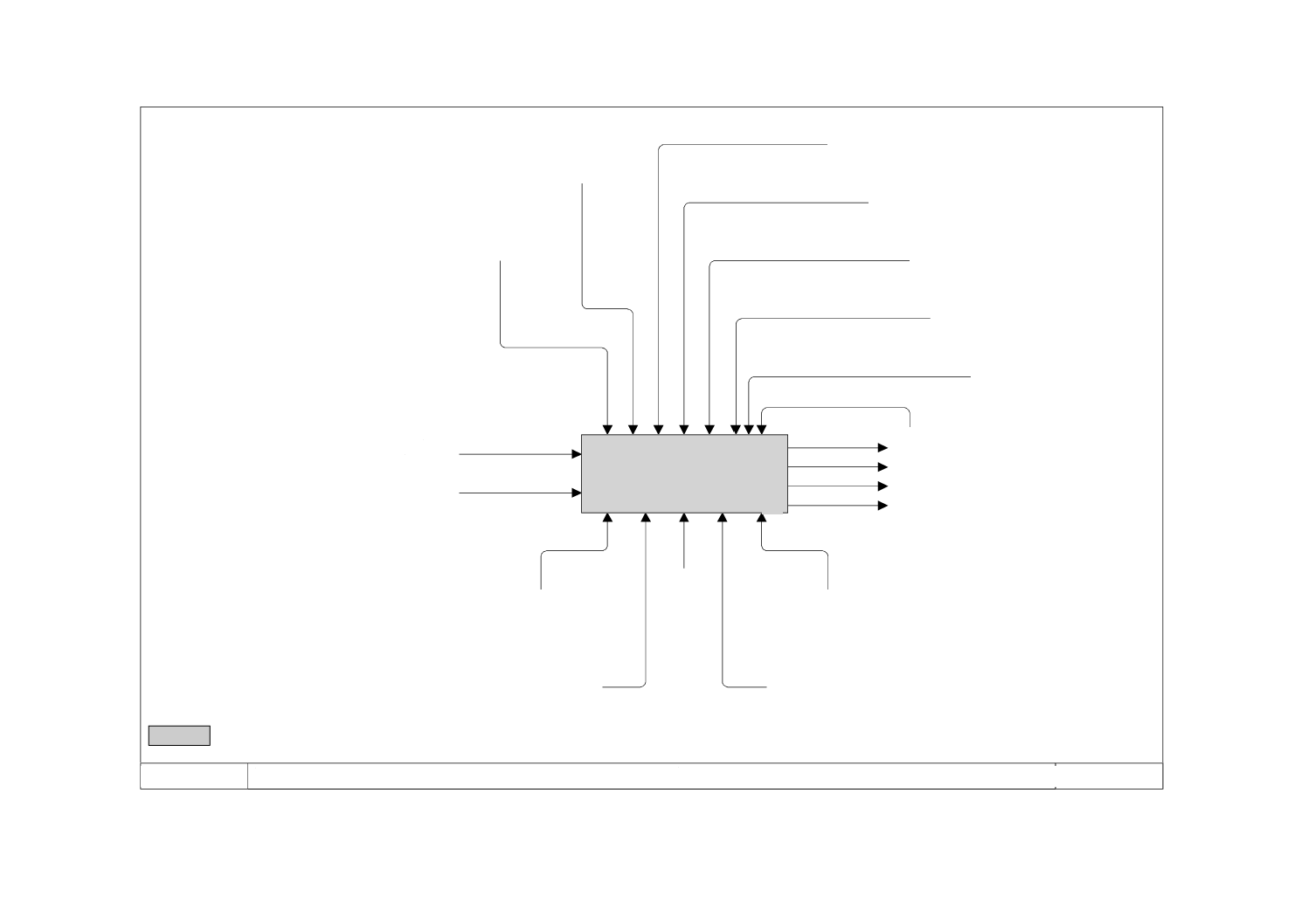
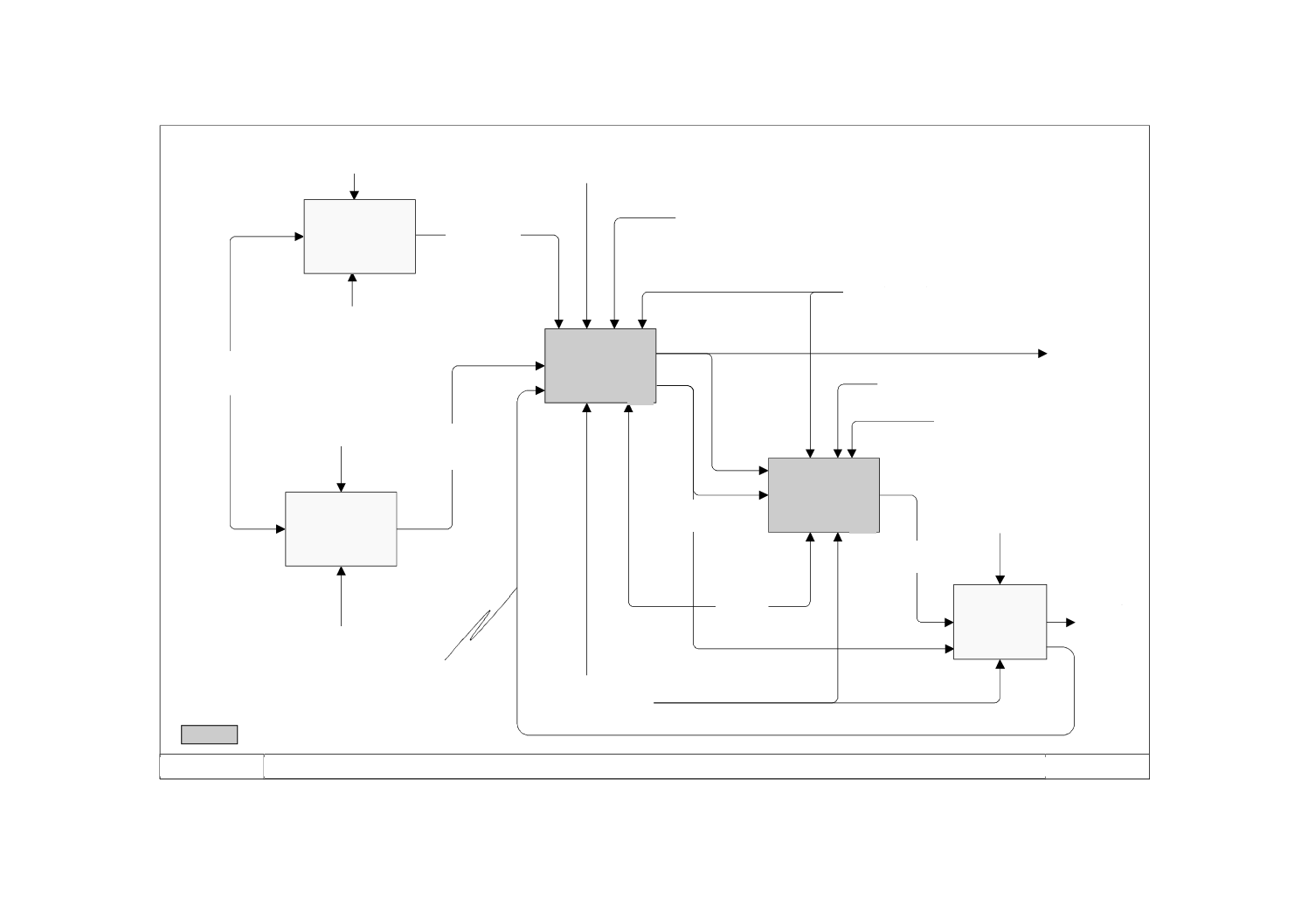
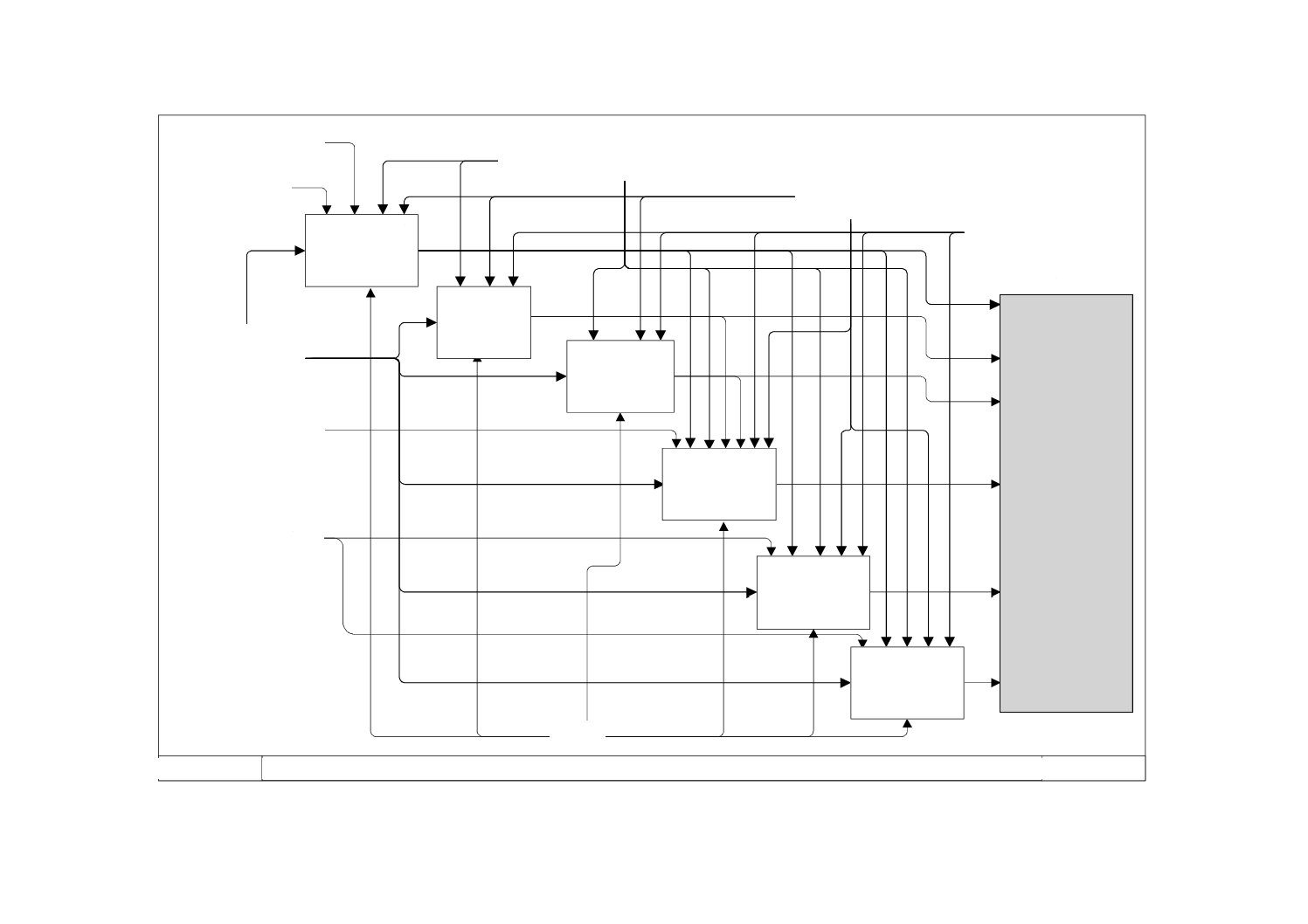
図 B.2 アプリケーション活動モデル概要
1
4
B
6
3
1
6
-1
:
2
0
0
6
(I
S
O
1
4
6
4
9
-1
:
2
0
0
3
)
A0
機械部品の工程設計と加工
NCプログラム
: 子図を持つ行動 (Activity)
治具*
生産資源データモデル
[ISO 13399, (ISO 14649)]
加工プロセスデータモデル*
[ISO 10303 新AP]
CNC装置のための
データモデル
[ISO 14649]
加工技術
データベース
生産資源
データベース
設計形状特徴 データモデル*
[ISO 10303 AP224, AP214]
NC プログラム言語(G コード)*
[ISO 6983]
加工部品*
切削工具*
CNC装置付き
工作機械*
工程設計および作業設計データ
機械部品の加工形状特徴データ
生産技術者
材料*
機械部品の形状データ*
(AP203 様式)
CAM
タイトル :
ノード :
番号 :
1
国際標準に基づくデジタル製造
子図をもつ行動(Activity)
ジグ*
工程設計及び作業設計データ
機械部品の工程設計及び加工
A0
切削工具
生産資源データモデル
[ISO 13399, (ISO 14649)]
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
15
B 6316-1:2006 (ISO 14649-1:2003)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
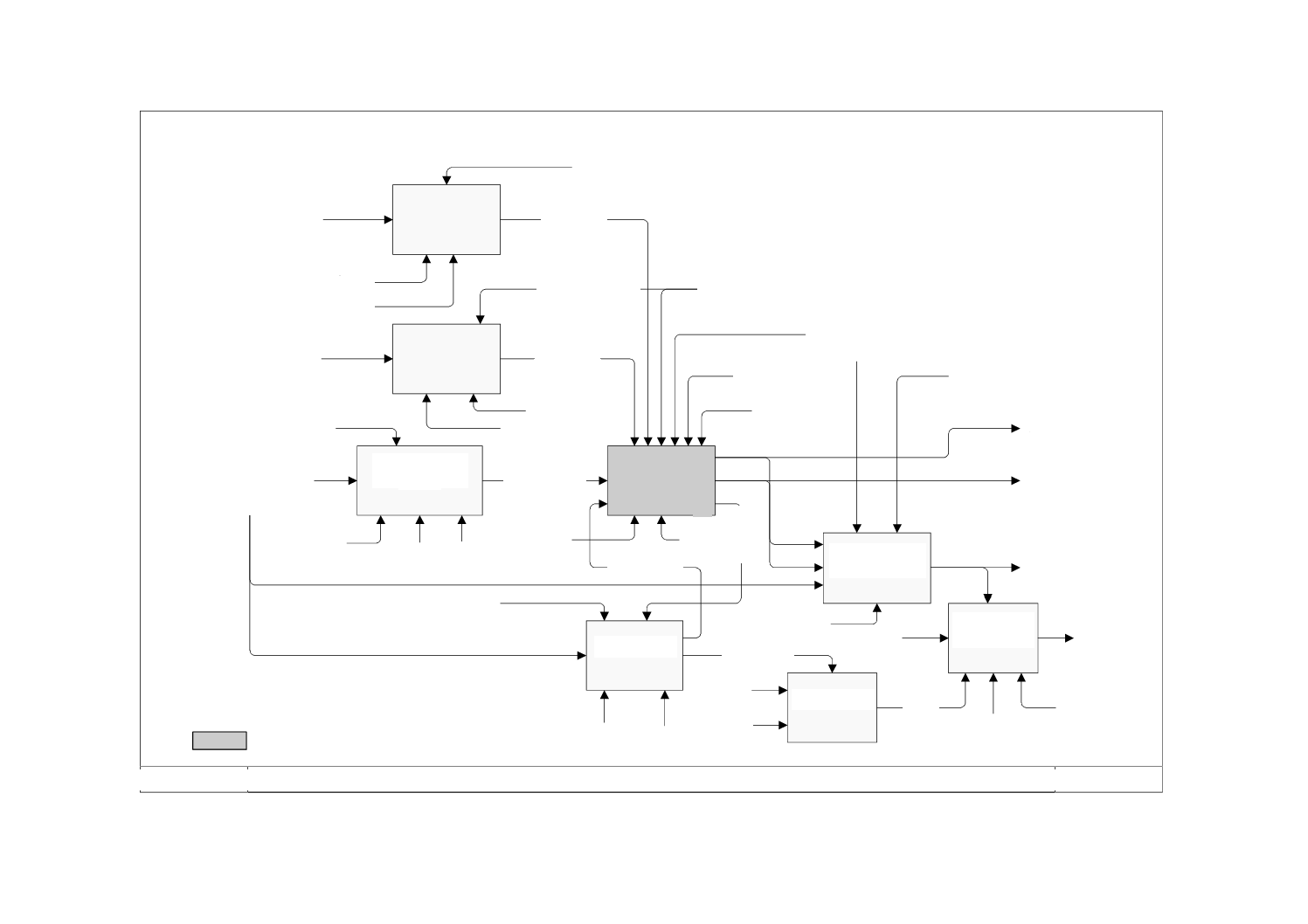
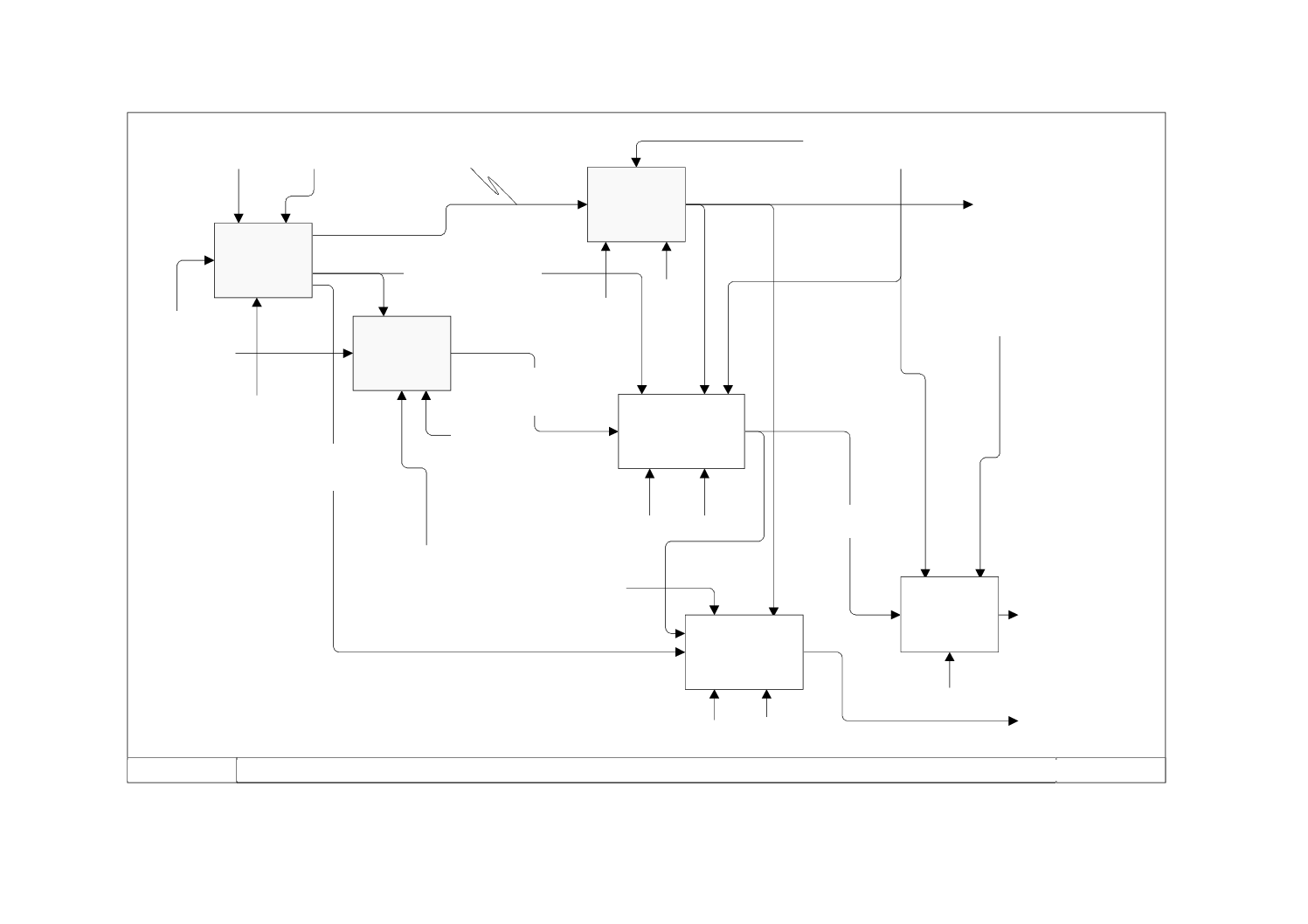
図 B.3 工程設計
タイトル :
ノード :
番号 :
2
A0
機械部品の工程設計および加工
A2
機械工程の
工程設計
A1
設計形状特徴
の抽出
部品の設計形状
特徴データ*
製造技術
生産資源の仕様
生産技術者
機械部品の形状データ*
(AP203 様式)
設計形状特徴
データモデル*
[ISO 10303 AP224, AP214]
A5
製造技術の
モデル化
A6
生産資源の
モデル化
A7
治具の設計*
A8
治具の製作*
A3
NCプログラムの
作成および検証
A4
機械部品の
加工*
加工技術
データベース
クランプ
位置と
クランプ
方法*
クランプ位置の
変更要求*
生産資源
データベース
治具の部品ライブラリ*
生産技術者
生産技術者
形状特徴
認識ソフト*
生産技術者
CAM
材料*
加工
部品*
加工プロセス
データモデル*
[ISO 10303 新AP]
生産資源データモデル
[ISO 13399, (ISO 14649)]
治具*
切削工具*
材料*
NCプログラム
工程設計の
方針*
工程設計
への要求*
モジュラー
治具部品*
CNC装置付き
工作機械*
NC プログラム言語(G コード)*
[ISO 6983]
工程設計および
作業設計データ
機械部品の
加工形状特徴データ
CNC装置のための
データモデル
[ISO 14649]
治具の仕様*
(加工プロセスモデル
形状特徴スキーマ)
CAM
CAM
CAM
生産技術者
CAM
CAD*
: 子図を持つ行動 (Activity)
1
5
B
6
3
1
6
-1
:
2
0
0
6
(I
S
O
1
4
6
4
9
-1
:
2
0
0
3
)
機械部品の工程設計及び加工
子図をもつ行動(Activity)
ジグ*
ジグの製作*
ジグの部品ライブラリ*
ジグの仕様*
ジグの設計*
モジュラー
ジグ部品*
NCプログラムの
作成及び検証
設計形状特徴
の抽出*
工程設計及び
作業設計データ
機械部品の
加工*
生産資源データモデル
[ISO 13399, (ISO 14649)]
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
16
B 6316-1:2006 (ISO 14649-1:2003)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
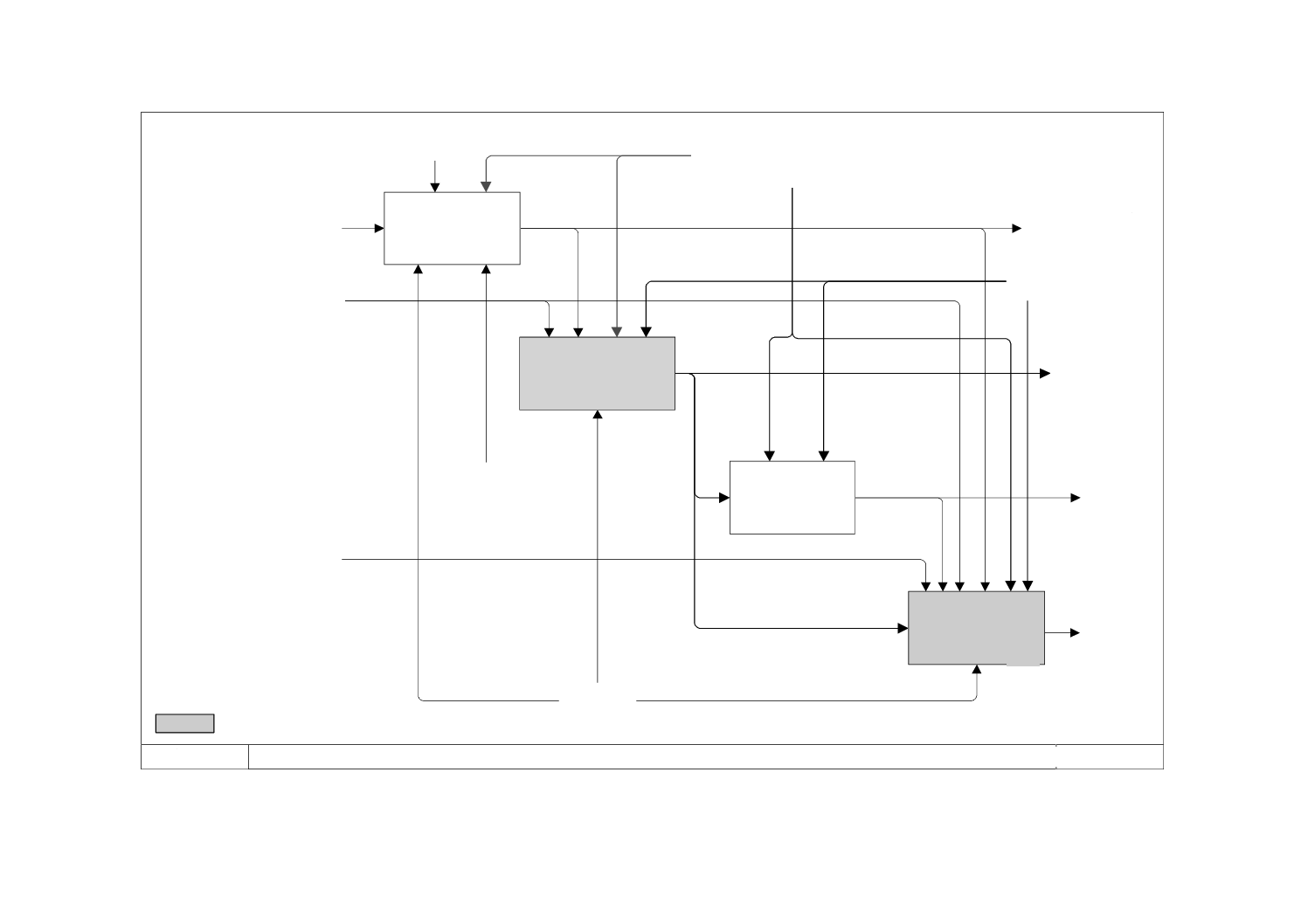
図 B.4 加工工程の立案
タイトル :
ノード :
番号 :
3
A2
工程設計
加工プロセスデータモデル*
[ISO 10303 新AP]
CNC装置のための
データモデル
[ISO 14649]
設計形状特徴
データ*
生産資源
データベース
加工工程と
加工作業
工程設計の
方針*
生産技術者
工程設計への
要求*
設計形状特徴の
分類基準*
加工技術
データベース
公差からの
工程設計への
要求*
グループ化された
設計形状特徴
データ*
生産技術者
CAM
工程設定
の結果*
形状特徴の
ための加工作業
CAM
設計形状特徴
データ
: 子図を持つ行動 (Activity)
加工技術
データベース
A23
加工工程の
設計*
A22
モデルデータ内の
公差チェック*
A24
加工作業の
生成*
A21
設計形状特徴の
分類*
A25
工程設計結果
の評価*
工程設計の
変更要求
1
6
B
6
3
1
6
-1
:
2
0
0
6
(I
S
O
1
4
6
4
9
-1
:
2
0
0
3
)
子図をもつ行動(Activity)
工程設計の
変更要求*
加工工程
及び
加工作業
加工作業の
生成
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
17
B 6316-1:2006 (ISO 14649-1:2003)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図 B.5 加工方法の設計
タイトル :
ノード :
番号 :
4
A23
加工工程の設定
グループ化
された
設計形状特徴
データ*
CNC装置のための
データモデル
[ISO 14649]
加工プロセス
データモデルl*
[ISO 10303 新AP]
工程設計の
方針*
公差からの
工程設計への
要求*
生産技術者
[加工工程の設定の結果]
各工程に割付された
設計形状特徴データ*
[加工工程の設定の結果]
クランプ位置と
クランプ方法*
[加工工程設定の結果]
加工工程のの順序および
各工程で使用する工作機械
の種類*
生産技術者
加工プロセスデータモデルl*
[ISO 10303 新AP]
2.形状特徴の各工程への
割付方針*
3.クランプ位置および
クランプ方法設定の
方針*
グループ化された
設計形状特徴の
変更データ
各工程に割付けられた
設計形状特徴データ*
CAM
CAM
CAM
CAM
生産技術者
生産技術者
A234
各工程への設計
形状特徴の割付*
A236
クランプ位置
および方法の
指示*
CAM
生産技術者
A235
加工形状特徴
の生成*
A232
加工工程の
識別*
A231
加工工程設定
の方針策定*
A233
設計形状特徴
の変更*
1.加工工程の順序および
各工程で使用する工作機械
の種類を設定する方針*
1
7
B
6
3
1
6
-1
:
2
0
0
6
(I
S
O
1
4
6
4
9
-1
:
2
0
0
3
)
[加工工程の設定の結果]
各工程に割付された
設計形状特徴データ
[加工工程の設定の結果]
クランプ位置及び
クランプ方法*
クランプ位置
および方法の
指示*
グループ化された
設計形状特徴の
変更データ*
1.加工工程の順序及び
各工程で使用する工作機械
の種類を設定する方針*
[加工工程設定の結果]
加工工程の順序及び
各工程で使用する工作機械
の種類*
加工プロセスデータモデル
[ISO 10303 新AP]
3.クランプ位置及び
クランプ方法設定の
方針*
加工プロセス
データモデル*
[ISO 10303 新AP]
加工プロセス
データモデル*
[ISO 10303 新AP]
加工プロセスデータモデル*
[ISO 10303 新AP]
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
18
B 6316-1:2006 (ISO 14649-1:2003)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図 B.6 加工作業の生成
タイトル :
ノード :
番号 :
5
A24
各工程の加工作業の生成
加工作業の
順序
工具情報を持った
加工作業
1.工具刃先
2.工具の動き方
3.作業の種類
CAM
[加工工程の設定の結果]
クランプ位置と
クランプ方法*
[加工工程の設定の結果]
各工程に割付された
設計形状特徴データ*
[加工工程の設定の結果]
加工工程の順序および
各工程で使用する工作機械
の種類*
生産技術者
CNC装置のためのデータモデル
[ISO 14649]
生産資源
データベース
[加工工程の設定の結果]
各工程で使用する
工作機械*
加工技術
データベース
加工作業の
作業データ
: 子図を持つ行動 (Activity)
A241
各工程で使用する
工作機械の決定*
A242
形状特徴のための
加工作業設計と
工具選択方針の生成
A243
各工程での加工
作業順序の決定
A244
各工程での
加工作業の
作業データの決定
1
8
B
6
3
1
6
-1
:
2
0
0
6
(I
S
O
1
4
6
4
9
-1
:
2
0
0
3
)
[加工工程の設定の結果]
加工工程の順序及び
各工程で使用する工作機械
の種類*
子図をもつ行動(Activity)
[加工工程の設定の結果]
各工程に割付された
設計形状特徴データ
[加工工程の設定の結果]
クランプ位置及び
クランプ方法*
工具情報をもった
加工作業
1.工具刃先
2.工具の動き方
3.作業の種類
形状特徴のための
加工作業設計及び
工具選択方針の生成
A242
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
19
B 6316-1:2006 (ISO 14649-1:2003)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図 B.7 各種のストラテジーの設計
タイトル :
ノード :
番号 :
6
A242
加工工程での形状特徴のための加工作業設計と工具選択方針の生成
CAM
加工作業で使用する
工具刃先
加工作業における
工具の動き方
加工作業の作業タイプ
1.形状特徴毎の加工作業
の数
2.加工作業の識別子
[加工工程の設定の結果]
各工程に割付された
設計形状特徴データ*
[加工工程の設定の結果]
各工程で使用する
工作機械*
CNC装置のための
データモデル
[ISO 14649]
機械加工用
加工技術
データベース
[ 工具情報を持った
加工
]
作業
A2421
加工作業の設計
A2422
加工作業の
工具刃先の選択
A2423
加工作業の
工具の動き方の決定
A2424
加工作業の
作業タイプの設定
1
9
B
6
3
1
6
-1
:
2
0
0
6
(I
S
O
1
4
6
4
9
-1
:
2
0
0
3
)
1.形状特徴ごとの加工作業
の数
2.加工作業の識別子
加工作業で使用する
工具刃先
加工作業における
工具の動き方
加工作業の作業タイプ
[工具情報をもった
加工作業]
加工工程での形状特徴のための加工作業設計と工具選択方針との生成
[加工工程の設定の結果]
各工程に割付された
設計形状特徴データ
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
20
B 6316-1:2006 (ISO 14649-1:2003)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図 B.8 加工方法の詳細計画
タイトル :
ノード :
番号 :
7
A244
加工作業の作業データの決定
CAM
[加工作業の
作業データ]
加工作業で使用する
工具アッセンブリ*
[加工工程の設定の結果]
各工程に割付された
設計形状特徴データ*
[加工工程の設定の結果]
各工程で使用する
工作機械*
CNC装置のためのデータモデル
[ISO 14649]
機械加工用
加工技術
データベース
生産資源
データベース
加工作業の
順序
工具情報を持った
加工作業
1.工具刃先
2.工具の動き方
3.作業の種類
[加工工程の設定の結果]
クランプ位置と
クランプ方法*
加工作業で使用する
工作機械の機能
加工作業での
切込量および仕上代
加工作業での
切削速度および
送り速度
加工作業での
引き戻し面および
早送り移動面
加工作業での
接近方法および
退避方法
A2441
工具刃先を持つ
工具アッセンブリ
の選択
A2442
機械機能の
選択
A2443
切込量および
仕上代の決定
A2444
切削速度および
送り速度の決定
A2445
引き戻し面および
安全移動面の
設定
A2446
接近方法および
退避方法の決定
2
0
B
6
3
1
6
-1
:
2
0
0
6
(I
S
O
1
4
6
4
9
-1
:
2
0
0
3
)
工具刃先をもつ
工具アッセンブリ
の選択*
工具情報をもった
加工作業
1.工具刃先
2.工具の動き方
3.作業の種類
[加工工程の設定の結果]
各工程に割付された
設計形状特徴データ
[加工工程の設定の結果]
クランプ位置及び
クランプ方法*
[加工工程の設定の結果]
各工程で使用する
工作機械
機械機能の
選択
引き戻し面及び
安全移動面の
設定
切込量及び
仕上代の決定
切削速度及び
送り速度の決定
接近方法及び
退避方法の決定
加工作業で使用する
工具アッセンブリ*
加工作業での
切削速度及び
送り速度
加工作業で使用する
工作機械の機能
加工作業での
切込量及び仕上代
加工作業での
引き戻し面及び
早送り移動面
加工作業での
接近方法及び
退避方法
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
21
B 6316-1:2006 (ISO 14649-1:2003)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書C(参考)JIS B 6316(ISO 14649)データモデルの構造
この附属書は,本体に関連する事柄を補足するもので,規定の一部ではない。
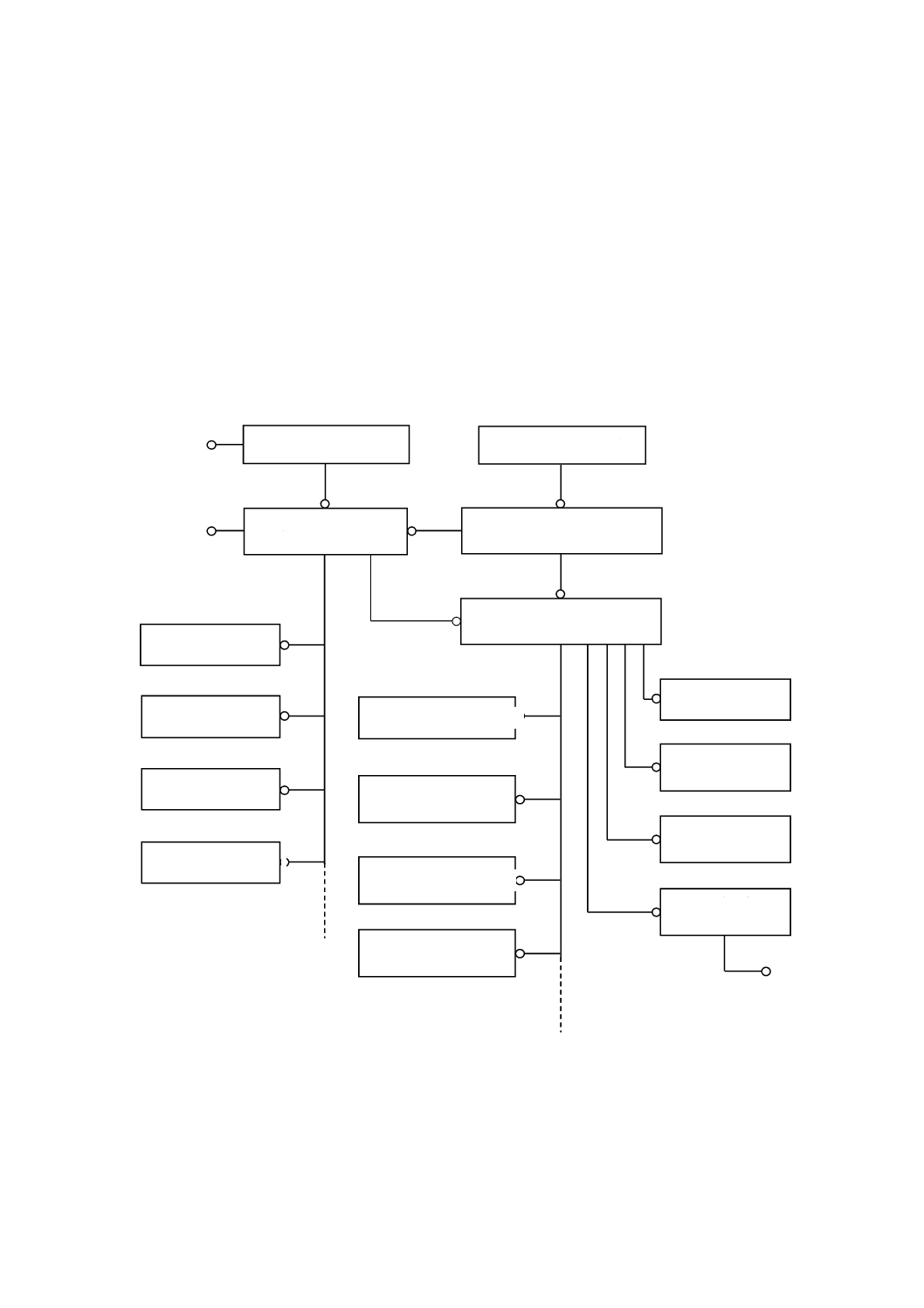
JIS B 6316(ISO 14649)のデータモデルの概要を図C.1に示す。このダイアグラムは,EXPRESS̲Gダイ
アグラムの正確な要約である。
JIS B 6316(ISO 14649)では,Machining̲operation(加工方法)の属性であるToolpath(工具経路)を使
用することによって,軸移動の直接制御も許している。
図 C.1 JIS B 6316(ISO 14649)のデータモデルの概要
Geometry
(形状)
Geometry
(形状)
Region(領域)
Hole(穴)
Plane(平面)
Pocket(ポケット)
Machining̲operation
(加工方法)
Drilling(穴明け加工)
Milling operations
(フライス加工)
Turning(旋削加工)
EDM(放電加工)
Tool(工具)
Technology
(加工条件)
Strategy
(加工方式)
Toolpath
(工具経路)
Workplan(加工順序)
Workpiece(加工物)
Machining̲feature
(加工形状特徴)
Machining̲workingstep
(機械加工作業)
1
S [0:?]
L [0:?]
S [0:?]
1
22
B 6316-1:2006 (ISO 14649-1:2003)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書D(参考)JIS B 6316(ISO 14649)と
JIS B 3700[ISO 10303(STEP)]との関係
この附属書は,本体に関連する事柄を補足するもので,規定の一部ではない。
D.1 一般 JIS B 6316(ISO 14649)における加工形状特徴の記述及びモデル構造は,JIS B 3700(ISO
14649)と調和がとられている。これらの調和がとられた結果は,JIS B 6316(ISO 14649)の今後の改正
に反映される。
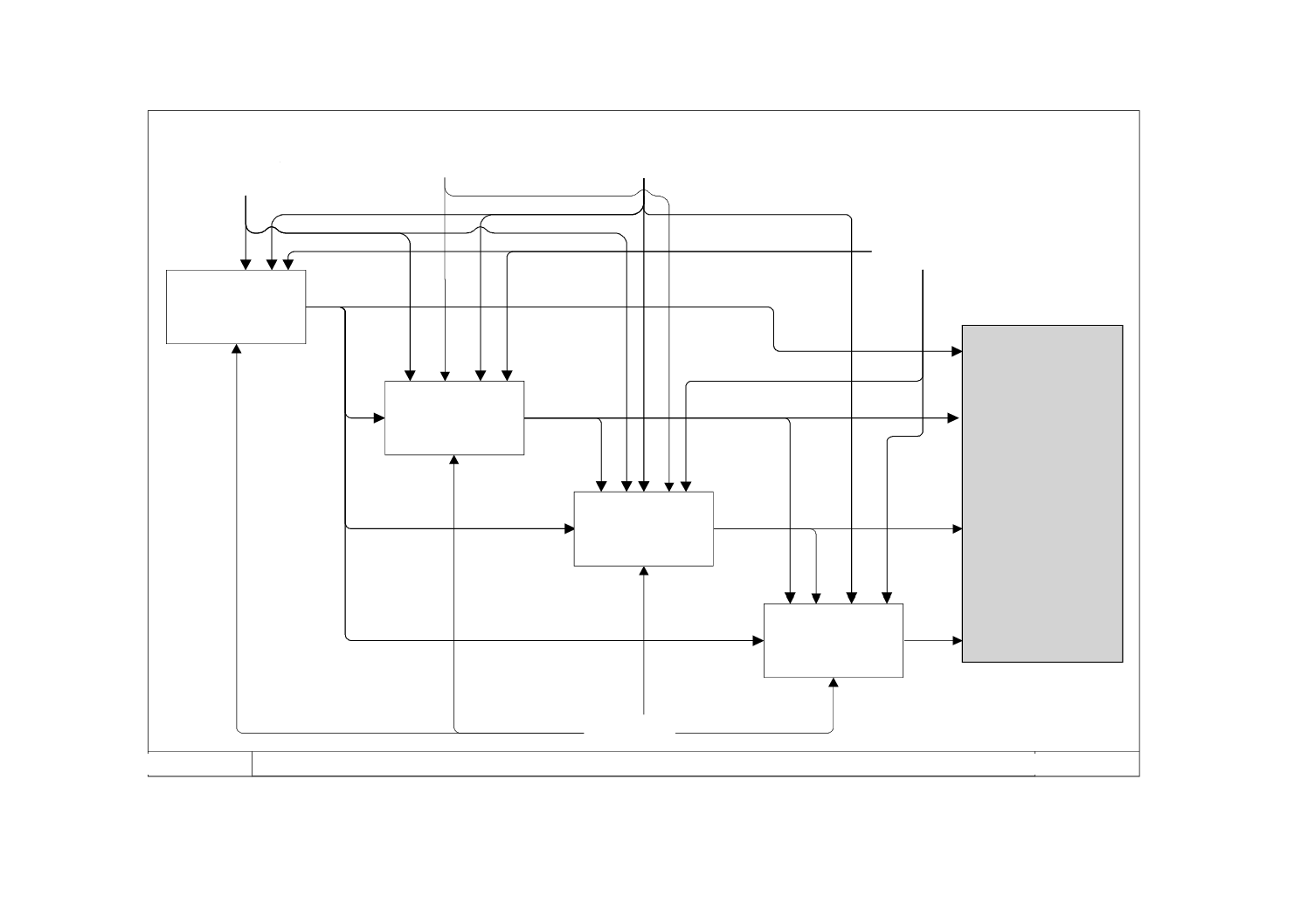
図D.1は,JIS B 6316(ISO 14649)とJIS B 3700[ISO 10303(STEP)]との間での,活動と責任の分担
を示す。
JIS B 6316(ISO 14649)におけるデータモデルは,幾つかのレベル分けがなされている。
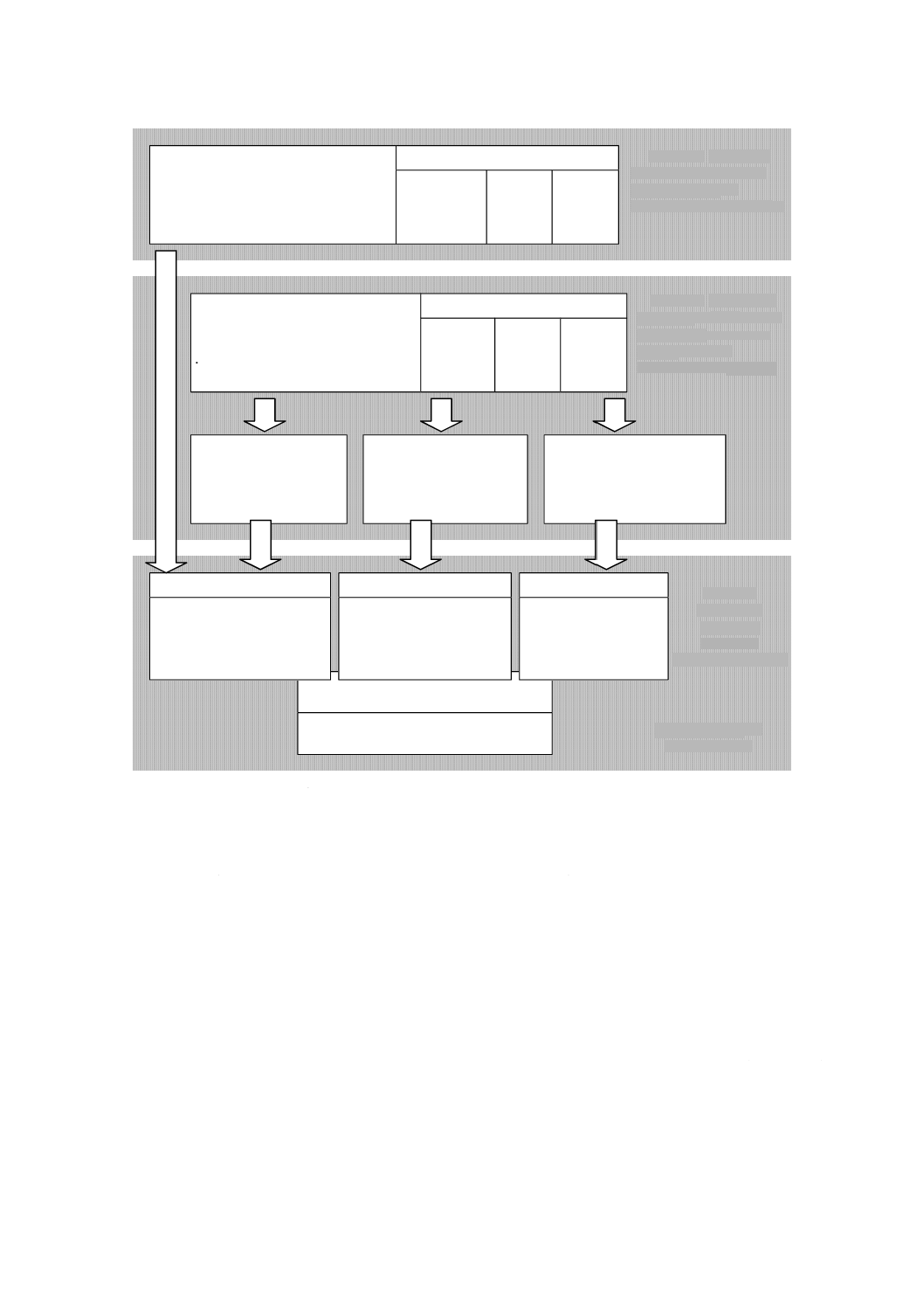
D.2 活動及び責任のレベル ISO/TC 184のSC1とSC4との協力関係は,図D.1に示されるように,活動
及び責任の分担に関して,次のレベル分けがなされる。
レベルAは,加工技術のモデリングにかかわるものであり,EXPRESSスキーマで詳細記述するアプリ
ケーション参照モデル(ARM)を作成する。レベルAはISO/TC 184/SC 1/WG 7の責任範囲である。それ
ぞれの加工技術は,特定の部(part)で個別のモデルとして記述される。すべての加工技術に適合する共
通の工程データは,ISO 14649-10で記述される。
レベルBは,JIS B 3700(ISO 10303)の環境で統合化と互換性の確保にかかわるものであり,ARMを
JIS B 3700(ISO 10303)の統合リソースの組に写像するアプリケーション翻案モデル(AIM)に基づく。
それぞれの加工技術に対して,特定のAP(アプリケーションプロトコル,SC4によって発番される。)が
開発される。特定のAPは,SC4の規則によって,一般化された工程データと適合性試験とに必要なデー
タを含む。
レベルBは又,データ交換と互換性とに関する要求事項を実現する。実際のSTEP規格に基づいて,デ
ータベース及びCNC装置に交換可能なデータを受け渡すために,異なるデータフォーマットが使用可能
である。それはJIS B 3700-21(ISO 10303-21),JIS B 3700-22(ISO 10303)SDAIデータベース,最も現実
的で先進的なISO 10303-14 EXPRESS̲X問合せ機能及びISO 10303-28 XMLをもつISO 10303データサー
バ,などがある。
レベルCは,実行ソフトウエアにかかわるものであり,制御装置上に上記のレベルA又はBを実装す
ることである。CNCの製造業者又はその第3関係者は,レベルCの実装の責任を負う。加工作業の実行と,
それに至る逐次又は条件対応順序付けは,JIS B 3700(ISO 10303)統合リソースを基礎にしており,レベ
ルCにおける個々の実行ソフトウエアにて実行される。実装は,レベルBで記述されているもののうち,
どれが交換可能データとして使用されるかに依存する。レベルAからの直接的実装は,最初の原型開発及
びモデルの妥当性試験だけを目的としている。それは,JIS B 6316(ISO 14649)の部(part)と,それに
対応するJIS B 3700(ISO 14649)のAP規格が提供されるに従い,いずれレベルBに対応する手法の一つ
に置き換えられることとなる。
23
B 6316-1:2006 (ISO 14649-1:2003)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
Level A (レベルA)
Process data models
Responsibility of
ISO/TC 184/SC 1/WG 7
ISO 14649 Data model for
computerized numerical controllers
Part 1: Introduction
Part 10: General process data,
sequencing, and execution
ISO 14649 Extensions
Part 11, 111
Milling,
Milling tools
Part 12
Turning
Part 13
EDM
Level B (レベルB)
Mapping to ISO 10303
Integrated resources
(APʼs includes
comformance testing)
ISO 14649 Mapping to
ISO 10303 integrated resources
(General process data included
in AP)
ISO 14649 Extension mappings
AP238
Milling
AP238
Turning
AP238
EDM
ISO 10303 Part 21 files
from AP Schemas
ISO 10303 Database
with Standard Data
Access Interface (SDAI)
ISO 10303 Data server
with EXPRESS-X queries
and results formatted in
XML (Part 28)
TC 184/SC 4
Other implementations
Vender-specific CNC
Vender-specific CNC
Implementation based on
EXPRESS tools for ISO
10303 Part 21 physical files
Vender-specific CNC
Implementation based on
ISO 10303 database
Implementation based
on XML
ISO 10303 database
Responsibility of
CNC vendors
Level C
(レベルC)
Adoption
software
(解釈ソフトウエア)
図 D.1 ISO TC184/SC1及びSC4の活動と責任との分担
D.3 規格発行の段階 JIS B 6316(ISO 14649)規格は,次の三つの段階に分けて発行される。
第一段階は,次を含む。すなわち,第一部,“概要と基本原理”,それは附属書(参考)としてアプリケ
ーション活動モデル(AAM)を含む;ISO 14649-10,“共通の加工データ”,それは加工法に依存しない加
工技術データと,逐次又は条件対応順序付けに対応する実行命令,これらに対応するアプリケーション参
照モデル(ARM)を含む;ISO 14649-11,“フライス加工データ”,ISO 14649-111,“フライス加工工具”,
それはフライス加工とフライス加工用工具に対応するARMと,附属書に例を含む。
第二段階は,ISO 14649-10及び11に対応するAIMと,フライス加工に関するアプリケーションプロト
コルを含む。
第三段階は,基本技術と言語結合機能,及びライブラリに関する他のすべての部(parts)を含むもので
あり,CAMシステム,既存のCNC装置向けのフロント・エンド・システム,及びJIS B 6316(ISO 14649)
の全面的統合を実現する新しいCNC装置の実装に必要なものである。
D.4 フライス加工向けのJIS B 3700(ISO 10303)アプリケーション翻案モデル(AIM)
AP238,それはフライス加工とその他の主要な加工技術とに対応する,加工技術対応のアプリケーショ
24
B 6316-1:2006 (ISO 14649-1:2003)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ンプロトコルであり,JIS B 3700(ISO 10303)規格のアプリケーション翻案モデル(AIM)に基づくもの
である。JIS B 3700(ISO 10303)においては,アプリケーション向けのデータモデルは,アプリケーショ
ンにおける概念を,“統合リソース”と称する共通化された概念の集合に翻案して使用される。この翻案さ
れた形式のアプリケーションごとの情報モデルは,アプリケーション翻案モデル(AIM)と呼ばれている。
AIMを使用することは,JIS B 3700(ISO 10303)の統合リソースを用いたデータベースを実装することに
よって,現行のデータベースの構造を変えることなく,アプリケーションの情報の共有を可能とする。
D.5 解釈ソフトウエア 新しいデータモデルの解釈部の実装が容易であって,また,その解釈結果が常に
同じものとなり,かつ,不明りょう(瞭)さのないデータ交換を保証するために,言語結合とライブラリ
とを開発中であり,やがてこの規格群の部(part)を構成することとなる。そのとき,解釈ソフトウエア
は,第三者又は制御装置製造業者が開発するものとなり,彼らの責任に属するものとなる。
25
B 6316-1:2006 (ISO 14649-1:2003)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
参考文献
[1]ISO/IEC TR 10000-1,Information technology−Framework and taxonomy of International Standardized
Profiles−Part 1: General principles and documentation framework