B 6315-1:2013
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲 ························································································································· 1
2 引用規格 ························································································································· 2
3 用語及び定義 ··················································································································· 2
4 プログラムフォーマット ···································································································· 2
5 フォーマット構成 ············································································································· 3
5.1 データブロック ············································································································· 3
5.2 データワード ················································································································ 3
5.3 ワードの省略 ················································································································ 4
6 ワード···························································································································· 4
6.1 基本 ···························································································································· 4
6.2 アドレスインデックス(識別子)······················································································ 4
6.3 ディメンションワード ···································································································· 5
6.4 ノンディメンションワード······························································································· 5
7 補間のためのプログラミング方法 ························································································ 7
7.1 基本 ···························································································································· 7
7.2 直線補間 ······················································································································ 7
7.3 円弧補間 ······················································································································ 8
7.4 放物線補間 ··················································································································· 9
8 工具長オフセット及び工具オフセット ················································································· 11
9 工具径オフセット ············································································································ 11
10 工具径補正 ··················································································································· 11
11 ねじ切り ······················································································································ 11
12 定切削速度 ··················································································································· 12
13 ドウェル ······················································································································ 12
14 リセット状態 ················································································································ 12
14.1 一般 ·························································································································· 12
14.2 位置決め及び直進運動制御 ···························································································· 12
14.3 旋盤以外での輪郭制御 ·································································································· 12
14.4 旋盤での輪郭制御 ········································································································ 13
附属書A(規定)JIS X 0201から採用するキャラクタ一覧 ··························································· 14
附属書B(規定)一般フォーマット分類 ··················································································· 16
附属書C(規定)詳細フォーマット分類 ·················································································· 17
附属書D(参考)マシンプログラムの互換性についての注意事項 ·················································· 19
附属書E(規定)準備機能(G)及び補助機能(M)のコード ······················································ 20
B 6315-1:2013 目次
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ページ
附属書JA(参考)JISと対応国際規格との対比表 ······································································ 26
B 6315-1:2013
(3)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,一般社団法人日本工作機械工業会(JMTBA)
及び一般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を改正すべきとの申出
があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格である。
これによって,JIS B 6315-1:1998は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願又は実
用新案権に関わる確認について,責任はもたない。
JIS B 6315の規格群には,次に示す部編成がある。
JIS B 6315-1 産業オートメーションシステム及びその統合−機械の数値制御−プログラムフォーマッ
ト及びアドレスワードの定義−第1部:位置決め,直進運動及び輪郭制御システム用データフォ
ーマット
JIS B 6315-2 機械の数値制御−プログラムフォーマット及びアドレスワードの定義−第2部:準備機
能G及び補助機能Mのコード
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 6315-1:2013
産業オートメーションシステム及びその統合−
機械の数値制御−プログラムフォーマット及び
アドレスワードの定義−第1部:位置決め,直進
運動及び輪郭制御システム用データフォーマット
Automation systems and integration-Numerical control of machines-
Program format and definitions of address words-
Part 1: Data format for positioning, liner motion and contouring control
systems
序文
この規格は,2009年に第2版として発行されたISO 6983-1を基とし,使用者の理解のために技術的内
容を変更して作成した日本工業規格である。
なお,この規格で点線の下線を施してある箇所は,対応国際規格を変更している事項である。変更点の
一覧表にその説明を付けて,附属書JAに示す。また,附属書JAは対応国際規格にはない事項である。
この規格は,機械に備えたせん孔テープ,磁気媒体,汎用シリアルバス(USB)メモリ,ハードディス
ク,フロッピーディスク,ランダムアクセスメモリ(RAM)などの種々のデータ記憶媒体上にある,又は
機械外から供給される機械制御プログラム用ワードアドレスのプログラムフォーマットについて規定する。
この規格は,可変ブロックフォーマットだけを扱い,機械の設計を規定することを意図していない。
この規格は,工作機械の数値制御(NC)に使用する制御プログラム用のプログラムフォーマットについ
て規定する。しかし,この規格は,あらゆる機械の軸構成及び機械とのやり取りにも適用できる。
この規格で規定したプログラムフォーマットは,通常“Gコードプログラミング”又は“ISOプログラ
ミング”と呼ぶ。
この規格を適用したとしても,異なる工作機械間での機械制御プログラムの互換性を保証するものでは
ない。附属書Dは,互換性を保証するために考慮しなければならない注意事項について詳細に記載してい
る。
1
適用範囲
この規格は,機械の数値制御に用いる位置決め,直進運動及び輪郭制御システム用データフォーマット
の必要条件について規定し,推奨事項についても示す。この規格は,使用するプログラムの多様性を最小
にし,プログラミング方法の一様性を促進し,かつ,機械の構造,工作方法,機能,大きさ及び精度が同
じ数値制御機械間で入力プログラムに互換性を確保できるようにシステム設計を調整するための支援を行
う。この規格は,より複雑な機械に対しても系統的に拡張できる簡単なフォーマットを使用し,簡単な数
2
B 6315-1:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
値制御機械をプログラムできるようにすることを意図している。
この規格は,造船業で使用する専用の数値制御切断機及び製図機に適用することを意図していない。こ
れらに適用できるデータフォーマット(“ESSI フォーマット”)は,ISO 6582による。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 6983-1:2009,Automation systems and integration−Numerical control of machines−Program
format and definitions of address words−Part 1: Data format for positioning, line motion and
contouring control systems(MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格のうちで,西暦年を付記してあるものは,記載の年の版を適用し,その後の改正版(追補を含む。)
は適用しない。
JIS B 0181:1998 産業オートメーションシステム−機械の数値制御−用語
注記 対応国際規格:ISO 2806:1994,Industrial automation systems−Numerical control of machines−
Vocabulary(IDT)
JIS X 0201 7ビット及び8ビットの情報交換用符号化文字集合
注記 対応国際規格:ISO/IEC 646,Information technology−ISO 7-bit coded character set for
information interchange(MOD)
ISO 6582,Shipbuilding−Numerical control of machines−ESSI format
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS B 0181:1998による。
4
プログラムフォーマット
マシンプログラムは,制御装置へ送る一連の指令からなるデータのブロックである。一つのブロックは
多くのワードからなり,各ワードは,制御装置へ送る特定の命令である。
エンドオブブロックを示す“LF/NL”キャラクタは,マシンプログラムの各ブロックの終わりを示し,
さらにマシンプログラムの最初のブロックの前にも置く。
プログラムスタートを示す“%”キャラクタは,エンドオブブロックを含む全ての制御データの前に置
くとよい。これは,巻戻し停止位置キャラクタとして用いる。
全ての英字,数字及び特殊文字のキャラクタは,附属書Aによる。これらのキャラクタは,マシンプロ
グラムの印字を行うために必要であるが,附属書Aに“印字されないキャラクタ”として示すものは,エ
ンドオブブロックを示す“LF/NL”キャラクタ以外は,制御装置で無視される。
コントロールアウト,インを示す“(”,“)”キャラクタの中に記述するキャラクタのグループは,この
規格に従って処理されない。このグループは,アライメント機能を示す“:”又はプログラムスタートを
示す“%”キャラクタを含んではならない。このグループは,例えば,オペレータへの命令として表示す
るために用いることができる。
マシンプログラムを識別する必要がある場合は,その識別は,プログラムスタートを示す“%”キャラ
3
B 6315-1:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
クタのすぐ後の最初の“エンドオブブロック”のすぐ前に置くことが望ましい。識別に英字キャラクタを
含んでいる場合には,識別全部を小括弧“( )”で囲むことが望ましい。システムが記憶又は表示できる
ものよりもプログラム番号が大きい場合は,下位の規定桁数の数値を有効とする。
アライメント機能“:”キャラクタは,加工工程を開始することができるプログラムの全ての位置で用
いるとよい。このキャラクタを用いるときは,6.4の規定による。アライメント機能を示す“:”キャラク
タは,中間の巻戻し停止位置キャラクタとして用いてもよい。
オプショナルブロックスキップを示す“/”キャラクタは,オペレータが選択したときに有効となるオプ
ショナルブロックスキップを与えるために用いる。このキャラクタは,ブロックの先頭に置く。
フォーマットの一般的な分類は,システムの性能及び機械の構成を詳細に示すために用いる。これは一
般フォーマット分類と呼び,附属書Bに示す。
ブロック内のデータの分類は,システム及び機械の構成に対するプログラミングを詳細に示すために用
いる。これは詳細フォーマット分類と呼び,附属書Cに示す。
位置及び長さは,メトリック又はインチ単位を用いる。
システムが,これら両方の単位で作ったマシンプログラムを使用できるときは,メトリックの値か,イ
ンチの値かを示すために準備機能コードを用いる。
制御モードは,次のGコードから,一方を選択する。
− G70(又はG20でもよい) インチデータ入力
− G71(又はG21でもよい) メトリックデータ入力
注記 国内の計量法では,インチ単位系は定めていない。
5
フォーマット構成
5.1
データブロック
データブロックの構成は,次による。
a) シーケンス番号ワード
b) データワード
データの印字のためのタブを示す“TAB”キャラクタは,ワードとワードとの間に挿入してもよい。た
だし,制御装置では無視される。
5.2
データワード
データワードは,次の順序で並べるが,一つのブロック内で繰り返してはならない。しかし,現在の制
御装置は,ノンディメンションワードの繰返しを許しているが,マシンプログラムの互換性を最大にする
ためには,この機能を用いないほうがよい。
a) 準備機能ワード
b) ディメンションワード
ディメンションワードは,次の順序で配列するとよい。
X, Y, Z, U, V, W, P, Q, R, A, B, C;
c) 補間ワード,又はねじ切りリードワードI,J及びK
特定の軸グループだけに適用する。これらのワードは,そのグループのすぐ後に置く。このワード
の詳細は,箇条7又は箇条11による。
d) 送り機能ワード
幾つかの軸の一つ以上に適用する送り機能ワードは,それを適用する最後のディメンションワード
4
B 6315-1:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
の後に置き,適用できる補間パラメータワードがあるときは,そのワードのすぐ後に置く。このワー
ドの詳細は,6.4による。
e) 主軸機能ワード
f)
工具機能ワード
g) 補助機能ワード
5.3
ワードの省略
ワードは,データの特定のブロックでは省略してもよい。これは省略したワードの示す機能に関して,
機械の状態に変化がないことを意味していると理解するとよい。したがって,エンドオブブロックを示す
キャラクタは,どのワードの後にも用いることができる。一つのブロック内でだけ有効な命令は,必要が
ある場合には,繰り返されなければならない。
6
ワード
6.1
基本
アドレスキャラクタは,ワードの最初に置き,必要がある場合には正負の符号(“+”又は“−”)をそ
の後に,次いで数字データを置く。アドレスキャラクタは,附属書Aに従わなければならない。
暗黙小数点の位置は,附属書Cの詳細フォーマット分類で定義する。全ての制御装置は,暗黙小数点の
プログラミングを受け入れることができなければならない。選択的に小数点キャラクタを用いてもよい。
暗黙小数点と明示小数点のフォーマットとは,どのマシンプログラムでも一緒に使わないほうがよい。
明示小数点のフォーマットモードでは,小数点のないワードは,整数として解釈するとよい。
明示小数点のフォーマットの認識のための手順は,附属書Cの詳細フォーマット分類で定義する。
暗黙小数点のフォーマットでは,データの量を減らすためにリーディングゼロ又はトレーリングゼロの
いずれか一方を省かなければならない。リーディングゼロを省いたほうがよい。
ゼロの省略は,詳細フォーマット分類で規定しなければならない(附属書C参照)。
明示小数点のフォーマットでは,小数点の前のリーディングゼロ及びトレーリングゼロの両方を省略し
てもよい。
例1 X1030はX軸のディメンション1 030 mmを表す。
例2 X.03はX軸のディメンション0.03 mmを表す。
どちらの小数点フォーマットでも,ゼロだけのディメンションは,少なくとも一つのゼロで表す。
6.2
アドレスインデックス(識別子)
6.2.1
軸インデックス(識別子)
多くの軸をもつ工作機械に対してアドレスインデックスを使ってもよい。このアドレスのインデックス
は,アドレスキャラクタの直後になければならない。インデックスは,ゼロ(0)よりも大きい符号なしの
整数でなければならない。インデックスの最大値は,機械の種類によって決まる。リーディングゼロは,
省略してもよい。
インデックス値とアドレス値とを分けるために等号(=)を用いる。
例 G00 X1=123.456 Y1=234 Z2=10.1 F100 S1000.
インデックスされたアドレスと関係がないアドレスの場合には,アドレスのインデックスは,インデッ
クスがないアドレスと混在してもよい。
注記 軸インデックスは,JIS B 6310によるものである。
6.2.2
一般インデックス(識別子)
5
B 6315-1:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
より多くの軸,補助軸,主軸,工具マガジンなどをもった工作機械ではアドレスインデックスを使って
もよい。このアドレスインデックスの数字は,アドレスキャラクタの直後になければならない。インデッ
クスは,ゼロ(0)よりも大きい符号なしの整数でなければならない。インデックスの最大値は,機械の種
類によって決まる。リーディングゼロは,省略してもよい。この規格では,Gコードのインデックスは,
行わない。
インデックス値とアドレス値とを分けるために等号(=)を用いる。
例 G00 X1=123.456 Y1=234 Z1=10.1 F100 S1=1000
インデックスされたアドレスと関係がないアドレスの場合には,インデックスのないアドレスがインデ
ックスされたアドレスと混在してもよい。
このインデックスは,より多くの軸グループをもつ機械にも使用することができる。軸グループは,イ
ンデックスを用いて軸系統をグループ化することによって実現できる。
例 X1=, Y1=, Z1=, S1=, … 第1軸系統(軸グループ1)
例 X2=, Y2=, Z2=, S2=, … 第2軸系統(軸グループ2)
6.3
ディメンションワード
アブソリュートディメンションワード及びインクリメンタルディメンションワードの両方を使うことが
できる。制御モードは,次のGコードから,いずれか一方を選択する。
a) G90 アブソリュートディメンション
b) G91 インクリメンタルディメンション
全ての長さのディメンションは,ミリメートル(小数点使用可)又はインチ(小数点使用可)で表す。
角度のディメンションは,度又は回転数で表す。全ての角度のディメンションを表すためには,度を使用
したほうがよい。
正負の符号“+”又は“−”は,ディメンションワードの一部であり,アドレスキャラクタの後,数字
キャラクタの前に置かなければならない。この符号を省略した場合には,正の符号“+”とみなす。負の
アブソリュートディメンションワード及びインクリメンタルディメンションワードの場合には負方向の運
動に対して,制御装置は,負の符号“−”を用いる。
プログラムで用いる長さ及び角度のディメンションの最小単位は,詳細フォーマット分類による(附属
書C参照)。
6.4
ノンディメンションワード
6.4.1
シーケンス番号
数値の桁数は,附属書Cの詳細フォーマット分類による。マシンプログラムのシーケンス番号ワードが
特定の制御装置で決められているものよりも桁数が大きいときは,下位の規定桁数の数値を有効とする。
プログラムで用いるマシンシーケンスを開始できる全ての位置では,シーケンス番号アドレスキャラク
タNをアライメント機能キャラクタで置き換えるとよい。
6.4.2
準備機能
準備機能は,アドレスキャラクタGの後に附属書Eに規定するコード番号で記述する。
6.4.3
送り機能
数値の桁数は,詳細フォーマット分類で示す(附属書C参照)。
送り機能の種類は,次の準備機能(G機能)コードで選択する。
a) G93 インバースタイム送り(時間の逆数で表した送り)
b) G94 毎分当たり送り
6
B 6315-1:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
c) G95 主軸1回転当たり送り
送りが主軸速度と無関係であるときは,数値は運動の速度ベクトルの大きさを毎分当たりミリメートル
又は毎分当たりインチで表すとよい。
送りが主軸速度に関係しているときは,数値は運動の速度ベクトルの大きさを1回転当たりミリメート
ル又は1回転当たりインチで直接表すとよい。
送りが回転運動に対してだけ与えられるときは,数値は毎分当たり度で直接表すとよい。
直進軸及び回転軸の両方で,主軸速度と無関係に同時に補間できるときは,運動の速度ベクトルの大き
さを送り指令として表してもよい。この送り指令は,ブロックを実行するためには時間の逆数でなければ
ならず,これは運動の速度ベクトルの大きさ(毎分当たりミリメートル又はインチで表す。)を工具経路の
距離(ミリメートル又はインチで表す。)で除した値に等しい。この機能を変える必要がある場合には,詳
細フォーマット分類(附属書C参照)のFワードフォーマットで指定するとよい。その代わりに,送りを
工具経路に沿った運動の速度ベクトルの大きさで指示することができる。
準備機能コードG00は,高速位置決めに用いるとよい(附属書E参照)。
それとは別に,Fコードを送りに用いるときは,そのコードを詳細フォーマット分類で規定し,モーダ
ル又はノンモーダルとして定義する。
第1軸と同時に,又はそれに続いて動かすことのできる相互依存軸のどの組合せに対しても,Fキャラ
クタを送り機能ワードのアドレスとして用いる。第1軸と同時に動かすことのできる独立軸は,送り機能
ワードのアドレスとしてEキャラクタを用いるとよい。
推奨する方法の代わりに,送り機能は,送り速度の値が任意の値で増加する2桁数値のコード番号で構
成してもよい。
6.4.4
主軸機能
数値の桁数は詳細フォーマット分類で示す(附属書C参照)。必要がある場合には,主軸機能の種類は
次の準備機能(G機能)コードで選択する。
a) G96 周速一定制御
b) G97 毎分当たり回転数(min−1)
主軸速度を,数値を毎分当たり回転数(min−1)で表すときは,その数値は,毎分当たり回転数で直接表
すとよい。
数値を周速度で表すときは(箇条12参照),数値は,毎分当たりメートル,又は毎分当たりフィートで
表す。
推奨する方法の代わりに,主軸機能は,主軸回転速度の値が任意の値で増加する2桁数値のコード番号
で構成してもよい。
6.4.5
工具機能
Tコードは,工具選択のために用いなければならない。しかし,選択的には同じコードで工具補正−オ
フセットを選択してもよい。工具補正−オフセットを別のコードで選択するときは,Dコードを推奨する。
Tコード及びDコードの両方を用いているときは,それも詳細フォーマット分類で示す(附属書C参照)。
6.4.6
補助機能
コード番号で表す。表し方は,附属書Eを参照。
6.4.7
パラメータ(変数)
柔軟なプログラミング手法のために,軸の値の計算及びサブルーチンのパラメータ設定に用いる。
これらの特性の利用については,取扱説明書に記載する。例えば,
7
B 6315-1:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
− どのアドレスキャラクタをパラメータ(変数)として使うか:P,Q,R又は♯
− どの演算を許容するか:算術,三角関数,論理など
− どのメモリアドレスをパラメータ(変数)として使うか
これらの場合,パラメータ(変数)インデックスは,パラメータ(変数)のメモリロケーションであり,
アドレス指示は,必ず行う。
例1 R11=22.2
[パラメータ(変数)R11の内容を,22.2にする]
例2 R29=R9+R15 [パラメータ(変数)の内容の加算。結果は,パラメータ(変数)R29に蓄積す
る]
例3 X2=105+R9
(X2の位置は,105とR9の内容とを加算した結果である)
7
補間のためのプログラミング方法
7.1
基本
補間は,所定の曲線のあらかじめ定めた部分について行う。補間部分は,スパンと呼び,情報は,一つ
以上のブロックにわたってもよい。
スパンを定義するために必要なデータは,次の基本の一つ以上による。
a) 曲線の機能特性,すなわち,直線,円弧,放物線を定義するために適当なGコードを用いる。
b) 各スパンの始点は,その前のスパンの終点と一致させる。したがって,新しいブロックでは,この始
点を繰り返す必要はない。それ以後に続くスパン上の各点の座標を規定するためには,別の情報ブロ
ックが必要であり,X,Y及びZのようなディメンションワードを用いる。
c) 補間パラメータは,I,J又はKでアドレス指定し,各補間方法に対して適用するとき,曲線の幾何学
的特性を定義するために用いる。
d) 正負の符号が補間パラメータワードと共に必要な場合には,アドレスキャラクタの後ろ,数字キャラ
クタの前に置く。符号が省略されている場合には,正の符号とする。
7.2
直線補間
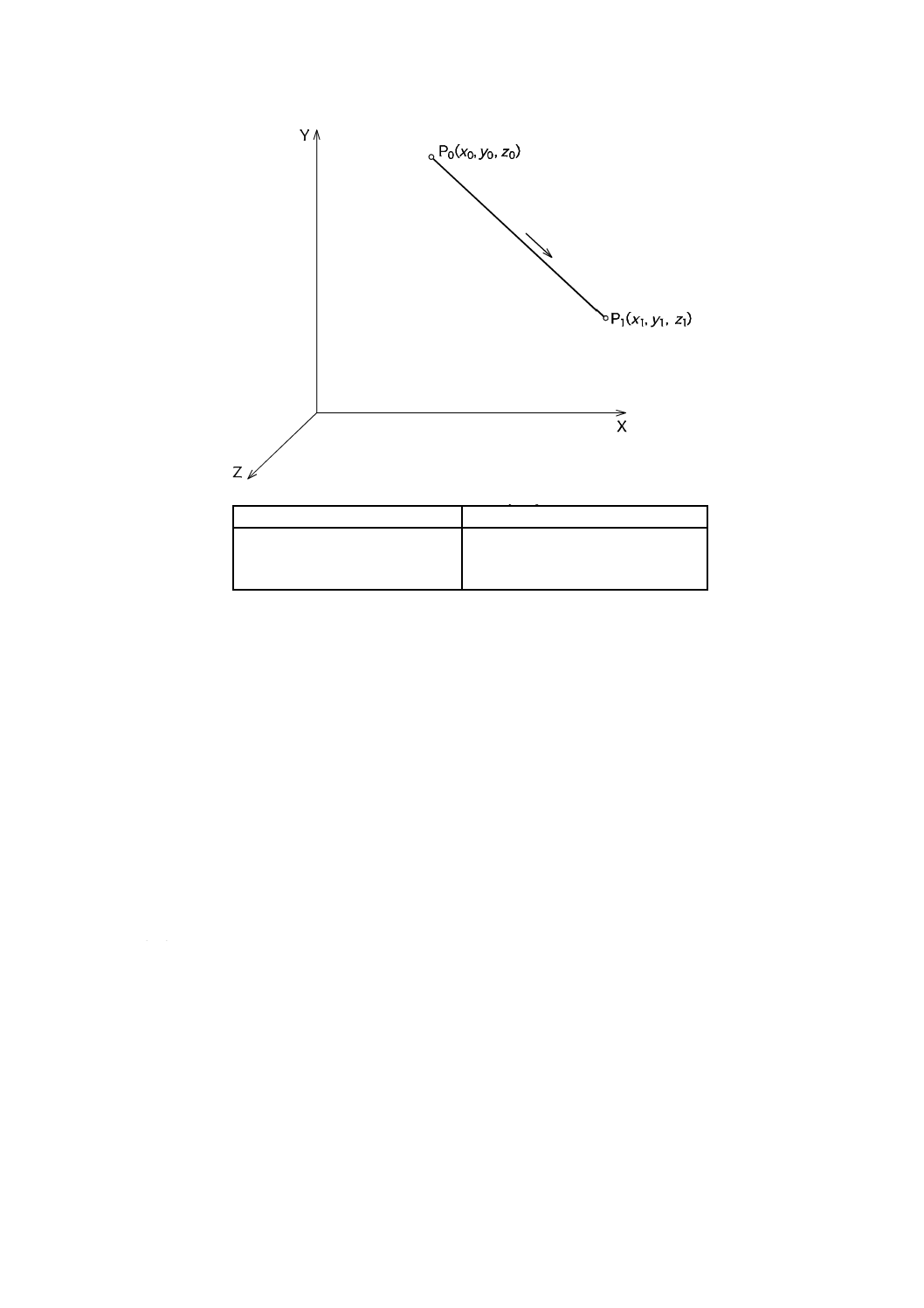
直線スパンは,次のa)及びb)を含む一つのブロックで定義する。
a) G機能コード(この機能が選択されていない場合):G01 直線補間
b) 終点の座標は,ディメンションワード(6.3参照)として表す。
図1は,スパンの幾何学的特性を表し,プログラムする座標値の例を示す。
8
B 6315-1:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
終点を使用:(G01XxYyZzFf)
アブソリュートディメンション
インクリメンタルディメンション
x=x1
y=y1
z=z1
x=x1−x0
y=y1−y0
z=z1−z0
図1−直線補間
7.3
円弧補間
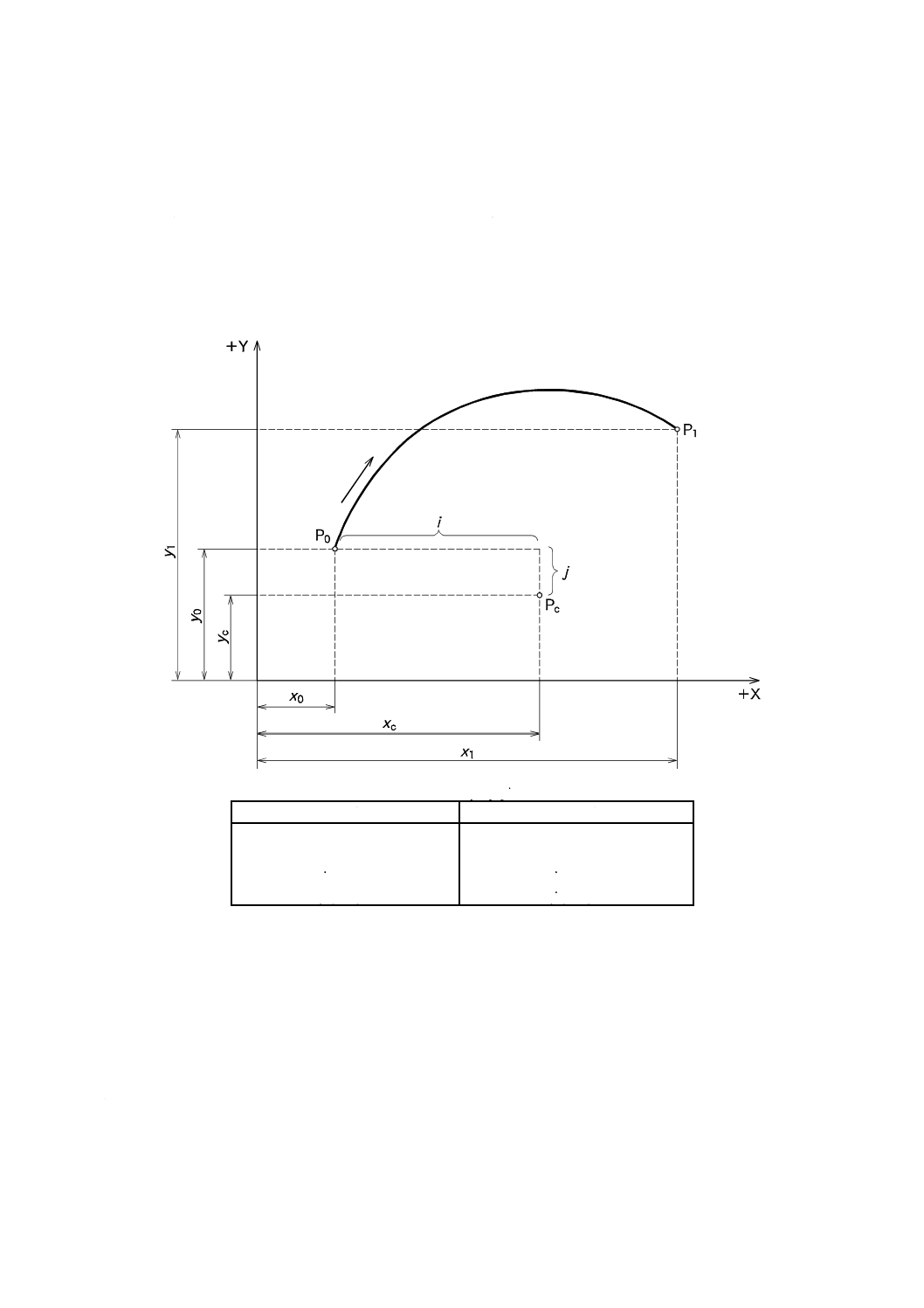
円弧補間は,三つの主基準面の一つに平行な面内にある円弧スパンを定義する。図2は,代表的円弧ス
パンの幾何学的特性の例を表し,プログラムする座標値及び補間値の例を示す。円弧補間は,1ブロック
内で(全円までの)スパンを定義してプログラムするとよい。別の方法として,各ブロックでの円弧補間
のプログラミングを一つの象限内にあるスパンに限ってもよい。
ブロックには,次のa)〜c)の内容を含める。
a) G機能コード(この機能が選択されていない場合):G02は,時計回りの円弧補間;G03は,反時計回
りの円弧補間
b) 終点の座標:これはアブソリュート又はインクリメンタルディメンションのいずれかで表し,X,Y
及びZのようなディメンションワードで指定する。
c) 円弧の中心を定義するI,J及びKでアドレス指定した補間パラメータ:この補間パラメータは,半径
で指定してもよい。
I,J及びKコードは,ディメンションワードがインクリメンタルかアブソリュートかに関係なく,始点
から円の中心までのインクリメンタルディメンションとするとよい。
− Iは,Xに平行なディメンション
− Jは,Yに平行なディメンション
− Kは,Zに平行なディメンション
円弧補間で正負の符号を必要としない制御装置では,補間パラメータの中のどの符号キャラクタも無視
される。別の方法としては,I,J及びKワードは,ディメンションワードと同じモードでプログラムする。
円弧補間と直線補間とを同時に組み合わせて用いるときは(ヘリカル補間という。),円弧補間の面は,
9
B 6315-1:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
準備機能によって選択する。補間ブロックは,直線運動の終点を表す第3のディメンションワードを追加
指定する。
例 N10 G17
(面の選択)
N15 G1 G90 X0 Y0 Z0 F50
(直線補間 X0 Y0 Z0へ)
N20 G2 X20 Y20 I20J0 Z10
(ヘリカル補間,時計回りに90度)
直進運動の速度は,円の動きと直線の動きとが同時に終わるように決定する。
主基準面の一つを選択する準備機能が必要な場合には,コードは,附属書Eに従って選択する。
G02 XxYyIiJjFf
アブソリュートディメンション
インクリメンタルディメンション
x=x1
y=y1
i=xc−x0
j=yc−y0
x=x1−x0
y=y1−y0
i=xc−x0
j=yc−y0
図2−XY面内における点P0から点P1までの円弧補間の例
7.4
放物線補間
7.4.1
放物線スパンの定義
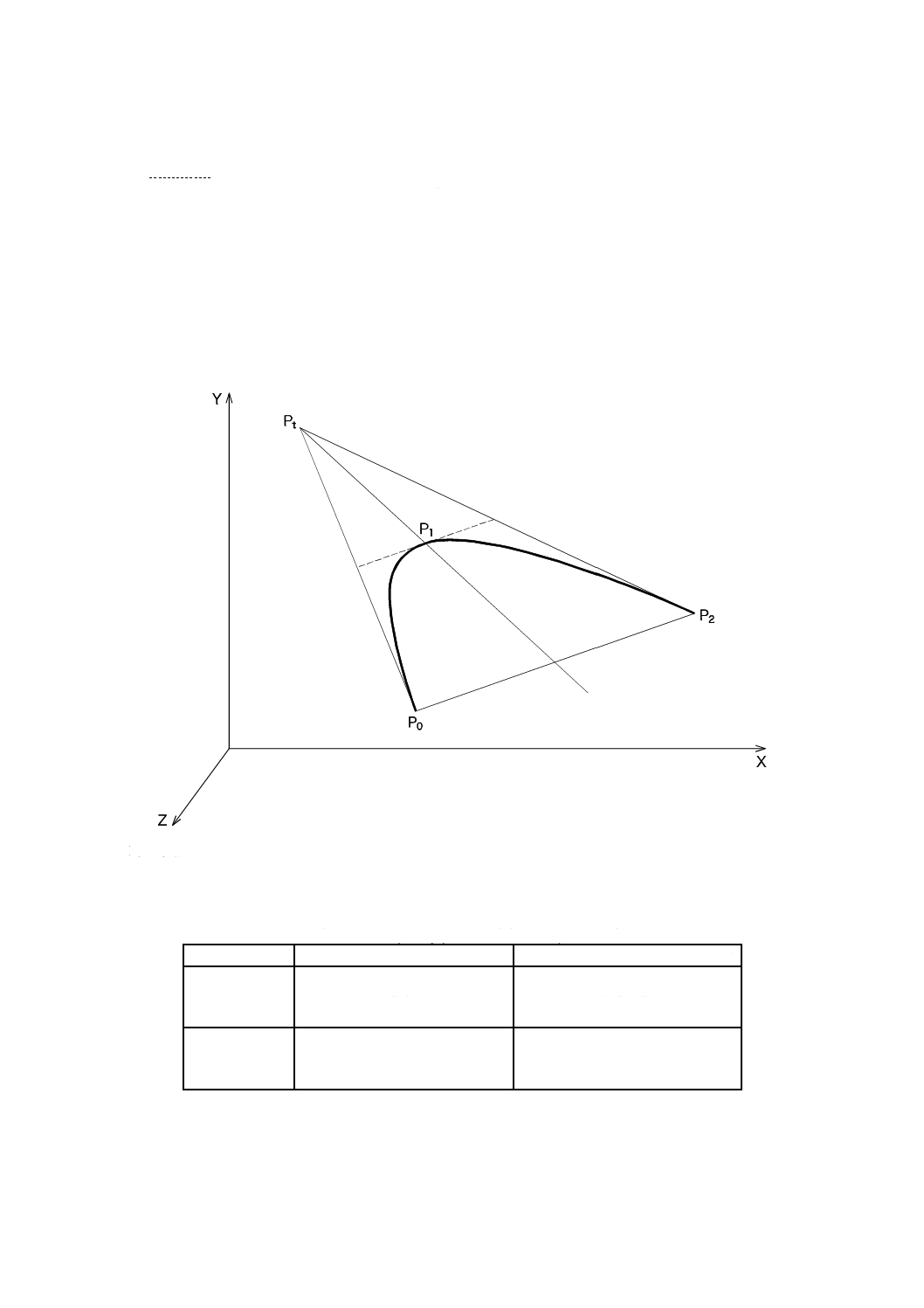
放物線補間は,任意の面内にある放物線スパンを定義する。プログラミングは,3点でスパンを定義す
るとよい。中間点及び終点は連続したブロック内でプログラムする。図3は,スパンの幾何学的特性を表
し,プログラムした座標値の意味の例を示す。最初のブロックには次のa)及びb)の内容を含める。
a) G機能コード(この機能を選択していない場合);G06 放物線補間
b) 中間点の座標値
その次のブロックには,終点の座標値を含める。全ての点の座標値は,アブソリュート又はインクリメ
10
B 6315-1:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ンタルディメンションのいずれかで与え,X,Y及びZのような有効なディメンションワードで指定する。
7.4.2
代替方法
7.4.1に規定する方法の代わりに,スパンは,補間パラメータを使って1ブロック内で定義してもよい。
ブロックには次のa)〜c)の内容を含める。
a) G機能コード(この機能を選択していない場合):G06 放物線補間
b) 終点の座標:これはアブソリュート又はインクリメンタルディメンションのいずれかで与え,X,Y
及びZのようなディメンションワードで指定する。
c) I,J及びKでアドレス指定された補間パラメータ
I,J及びKは,接線の交点の座標とするのがよい。
P0=始点
Pt=接線の交点
P1=中間点(P0P2に接線が平行となる点)
P2=終点
中間点(G06 XxYyZzIiJjFf)及び終点(XxYyZz)を使用
アブソリュートディメンション
インクリメンタルディメンション
第1ブロック
x=x1
y=y1
z=z1
x=x1−x0
y=y1−y0
z=z1−z0
第2ブロック
x=x2
y=y2
z=z2
x=x2−x1
y=y2−y1
z=z2−z1
図3−3軸制御における放物線補間の例(2ブロックによるプログラミング)
11
B 6315-1:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
8
工具長オフセット及び工具オフセット
工具長オフセットの機能があるときは,制御装置に入力した値に等しい距離だけ工具軸に沿って動かす
ことができる。オフセット距離と符号とが適用できる場合は,それらは手動データ入力スイッチ又は他の
方法で入力してもよい。
工具長オフセットは,G40でキャンセルできる。ただし,G40は,工具径補正もキャンセルするので,
同時にキャンセルしない場合は,G40とは別のGコードをキャンセルに使用するとよい。
工具オフセットの機能があるときは,指定した軸(一般に旋盤の場合には,通常X軸及びZ軸)に沿っ
て工具をある距離動かすことができる。
オフセットの動きは,準備機能コードを使用しなくても可能でなければならない。オフセットのキャン
セルは,オフセット値の選択に割り当てた工具機能の数字をゼロ(0)にすることによって行う。
9
工具径オフセット
工具径オフセットの機能があるときは,制御装置に入力された値(直径オフセットではその半分)だけ
X軸,Y軸など指定された軸に沿って同じ距離だけ動かすことができる。オフセット距離及び符号は,手
動データ入力スイッチ又は他の方法で入力してもよい。
制御装置は,オフセットを最初に加えるブロックを示すための準備機能コードを備えている。
座標軸にオフセットを加えたり引いたりするブロックを指定するために,G43(工具オフセット正)及
びG44(工具オフセット負)を用いるとよい。
オフセットは,G40でキャンセルできる(附属書E参照)。
10 工具径補正
制御装置が工具径補正の機能をもっているときは,実際の工具径を考慮に入れて,工具経路を補正でき
る。
補正は,次の輪郭制御モードに適用する。
− 直線補間
− 円弧補間
補正量は,手動データ入力,又は他の方法を用いて制御装置に入力した値によって決まる。また,補正
量は,Dコードを用いていない限り,Tコードで識別するとよい。補正の範囲は,制御装置の仕様で規定
する。工具径補正は,円弧補間を含む連続した運動ブロックに適用してもよい。ただし,補正は,円弧補
間ブロックに挿入したり,その中でキャンセルしたりしてはならない。
制御装置は,準備機能G40,G41及びG42を備えなければならない(これらのGコードの機能は,附属
書Eで規定する。)。機能させるTコードの記憶内容が0でないときは,補正は,G41又はG42を含むブロ
ック及びG40が読み込まれるまでの以後の全てのブロックにおける軸の移動に適用する。さらに,Tコー
ド又はDコードをプログラムするときは,その前に,元の補正をキャンセルするためにG40を用いる。
11 ねじ切り
ねじ切りの機能が制御装置に組み込まれているときは,軸の移動,リード及び準備機能のデータが必要
である。
一定リードのねじ切りを実行する準備機能は,附属書E(G33 ねじ切り)に示す。
ディメンションワードX,Y及び/又はZは,6.3に従って用いる。
12
B 6315-1:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
リードに用いるアドレスキャラクタは,X軸のリードに対してはI,Y軸のリードに対してはJ,Z軸の
リードに対してはKを用いるとよい。
リードディメンションは,主軸1回転に対するミリメートル(小数点使用可)又はインチ(小数点使用
可)で表す。数字の桁数は,詳細フォーマット分類(附属書C)で指示する。正負の符号は付けてはなら
ない。
可変リードねじでは,I,J,及びKワードは,最初のリードのディメンションとするとよい。1回転当
たりのリードの増加又は減少は,ミリメートル又はインチで表し,キャラクタFでアドレス指定するとよ
い。Fワードをこのように使うときは,附属書Cの詳細フォーマット分類で示す。
I,J又はK(リードの初期値)及びF(リードの増減レート)の代わりに,アドレスF又はEをリード
の初期値として使い,アドレスKを1回転当たりのリードの増減レートとすることができる。
12 定切削速度
定切削速度機能が制御装置に組み込まれているときは,Sコードが必要な周速度であることを示すため
に準備機能コードを用いる(6.4.4参照)。
定切削速度機能の開始には,準備機能コードG96を用い,Sコードを毎分当たり回転数に戻すためにG97
を用いる。
主軸速度に対して制限の必要がある場合には,G92とSコードとでプログラムするとよい。Sコードの
数字は,毎分当たり回転数(min−1)で表した最大許容主軸回転速度を示す。準備機能G92及びSコード
は,定切削速度を要求するG96を含むブロックの前のブロックにプログラムするとよい。
13 ドウェル
移動の間のドウェル(遅延)は,G04を含む別ブロックでプログラムする。停止時間はFワード,Pワ
ード又はXワードで指定するとよい。ドウェルは,G94で動作中の場合は秒で,G95で動作中の場合は主
軸回転数とする。
ドウェル時間の分解単位は0.1秒若しくは0.1回転,又は詳細フォーマット分類の指定に従うとよい。代
わりの方法として,ドウェルは,別の手段でセットしてもよい。
14 リセット状態
14.1 一般
補助機能M02(エンドオブプログラム)又はM30(エンドオブデータ)が読まれた後,及び制御装置の
電源を入れた後は,次の動作モードとなるとよい。例外がある場合は,詳細フォーマット分類で規定する。
14.2 位置決め及び直進運動制御
G00 位置決め
G40 工具補正/工具径オフセットのキャンセル
G71 メトリックデータ
G80 固定サイクルのキャンセル
G90 アブソリュートディメンションデータ
G94 毎分当たり送り
14.3 旋盤以外での輪郭制御
G01 直線補間
13
B 6315-1:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
G17 XY面の選択
G40 工具補正/工具径オフセットのキャンセル
G71 メトリックデータ
G80 固定サイクルのキャンセル
G90 アブソリュートディメンションデータ
G94 毎分当たり送り
14.4 旋盤での輪郭制御
G01 直線補間
G40 工具補正/工具径オフセットのキャンセル
G71 メトリックデータ
G80 固定サイクルのキャンセル
G90 アブソリュートディメンションデータ
G94 毎分当たり送り
G97 毎分当たり回転数
14
B 6315-1:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A
(規定)
JIS X 0201から採用するキャラクタ一覧
この符号化キャラクタセットを実現するためには,偶数パリティとなるように第8トラックにパリティ
チェックビットを入れる。使用するアドレスキャラクタは,表A.1による。
表A.1−アドレスキャラクタ
キャラクタ
JIS X 0201基準
意味
A
4/1
X軸周りの角度のディメンション
B
4/2
Y軸周りの角度のディメンション
C
4/3
Z軸周りの角度のディメンション
D
4/4
第2の工具機能a)
E
4/5
第2の送り機能a)
F
4/6
第1の送り機能a)
G
4/7
準備機能
H
4/8
未指定
I
4/9
補間パラメータ又はX軸に平行なねじのリード
J
4/10
補間パラメータ又はY軸に平行なねじのリード
K
4/11
補間パラメータ又はZ軸に平行なねじのリード
L
4/12
未指定
M
4/13
補助機能
N
4/14
シーケンス番号
O
4/15
未指定
P
5/0
X軸に平行な第3のディメンション又はパラメータ
Q
5/1
Y軸に平行な第3のディメンション又はパラメータ
R
5/2
Z軸の早送りディメンション又はパラメータ
S
5/3
主軸機能
T
5/4
第1の工具機能
U
5/5
X軸に平行な第2のディメンションa)
V
5/6
Y軸に平行な第2のディメンションa)
W
5/7
Z軸に平行な第2のディメンションa)
X
5/8
Xディメンション
Y
5/9
Yディメンション
Z
5/10
Zディメンション
15
B 6315-1:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表A.1−アドレスキャラクタ(続き)
キャラクタ
JIS X 0201基準
意味
0
3/0
数字データの0
1
3/1
数字データの1
2
3/2
数字データの2
3
3/3
数字データの3
4
3/4
数字データの4
5
3/5
数字データの5
6
3/6
数字データの6
7
3/7
数字データの7
8
3/8
数字データの8
9
3/9
数字データの9
%
2/5
プログラムスタート
(
2/8
コントロールアウトa)
)
2/9
コントロールインa)
+
2/11
正
,
2/12
コンマ
−
2/13
負
.
2/14
小数点
/
2/15
オプショナルブロックスキップ
:
3/10
アライメント機能
=
3/13
等号(軸インデックスに用いられる)
#
2/3
パラメータ(変数)
TAB
0/9
タブb)
LF/NL
0/10
エンドオブブロックb)
CR
0/13
復帰b)
SP
2/0
スペースb)
DEL
7/15
抹消b)
注a) 箇条4参照
b) 印字されないキャラクタ
16
B 6315-1:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書B
(規定)
一般フォーマット分類
B.1
一般
フォーマット分類は,次に示す二つのキャラクタのグループで構成する。
B.2
第1グループ
二つの英字キャラクタからなる最初のグループは,位置決め/直進運動/輪郭制御に付随する1文字及
び長さの単位に付随する1文字を含み,次による。
a) 位置決め/直進運動/輪郭制御に付随する文字
− P 位置決めだけ
− L 位置決め及び直進運動
− D 位置決め,直進運動及び輪郭制御
− C 輪郭制御だけ
b) 長さの単位に付随する文字
− M メトリック単位系
− I
インチ単位系
− N メトリック及びインチの両単位系を受け入れる制御装置
B.3
第2グループ
次のグループには,機械及び制御装置の両方の幾何学的特性を示す3桁の数字を含む。
a) 最初の桁の数字は,数値的に又は論理的に(例えば,リミットスイッチによって)制御する運動の数
を示す。
b) 2番目の桁の数字は,ディメンションワードで制御する運動軸の数を示す。
c) 3番目の桁の数字は,同時に制御する運動軸の数を示す。
B.4
例
分類PM322は,次の機能をもつ制御装置を示す。
P
位置決めだけ
M メトリック単位系
3
制御装置で制御する運動軸の数が3
2
数字データで制御する運動軸の数が2(第3の軸,Z軸の運動は,リミットスイッチで制御す
る)
2
同時に位置決めできる運動軸の数が2
17
B 6315-1:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書C
(規定)
詳細フォーマット分類
この附属書は,制御装置に必要なワード及び桁数,並びにプログラムに用いる特別のキャラクタの分類
について規定する。
a) % 記号で示すプログラムスタートキャラクタ
b) : 記号で示すアライメント機能キャラクタ
c) /
記号で示すオプショナルブロックスキップキャラクタ
d) DS 記号で示す明示小数点
e) 制御装置のワードのアドレスとして用いる文字,又は適当なシーケンスで記録する文字
全てのディメンションワードは,アドレスキャラクタの後に3桁の数字を付ける。
− 最初のゼロは,リーディングゼロを省くことができることを示す。
− 次の数字は,小数点の前の桁数を示す。
− その次の数字は,小数点の後の桁数を示す。
正負の符号が必要な場合には,正(+)符号は,アドレスと最初の数字との間に挿入する。
リーディングゼロの代わりにトレーリングゼロを省いてもよい場合は,ゼロ(0)は,最初でなく最後に
置く。
10進数を伴うノンディメンションワードは,補間パラメータ,送り機能及び主軸機能のようなディメン
ションワードと同じようにコード化する。
他のノンディメンションワードは,アドレスキャラクタの後に2桁までの数字を付ける。リーディング
ゼロが省ける場合は,最初の数字はゼロ(0)とし,最後の数字は,ワードの最大桁数を示す。
リーディングゼロの代わりにトレーリングゼロを省いてもよい場合は,ゼロ(0)は最初でなく最後に置
く。
ある機能によってワードの詳細フォーマット分類を変える場合には,その変更をその機能に対して示さ
なければならない。
エンドオブブロックキャラクタはアスタリスク*で示す。
例 %:/ DS N03 G02 X+053 Y+053 Z+053 F031 S04 T04 M02*(ドウェル機能がある場合は,Fコー
ドはF022となる。)
この例は,プログラムスタート,アライメント,ブロックスキップ機能,及び明示小数点をもった制御
装置を示す。リーディングゼロ削除は,データワードに次の意味を与える。
− 3桁のシーケンス番号
− 2桁の準備機能
− Xディメンションは正負の符号をもち,小数点の左は5桁,右は3桁である。
− Y及びZディメンションもXディメンションと同様。
− 4桁の送り速度−小数点の左は3桁,右は1桁,ドウェルがプログラムされるときは,小数点の左は2
桁,右は2桁に変わる。
18
B 6315-1:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
− 4桁の主軸機能
− 4桁の工具機能
− 2桁の補助機能
注記 プログラムフォーマットでは,スペースキャラクタは付けない。この例における要素間のスペ
ースは,テキストを明確にするためだけに付けてある。
19
B 6315-1:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書D
(参考)
マシンプログラムの互換性についての注意事項
この附属書は,異なった工作機械と制御装置との間でマシンプログラムに互換性をもたせたいと考えて
いる使用者に対する注意事項について記載する。
機械は,同一又は同様の構造及び能力をもち,制御装置は,同じフォーマット仕様をもっていることを
確認する。
マシンプログラムの互換性は,複雑な特性をもった異なった工作機械(例えば,多軸工作機械又はねじ
切りモード中にリードを変えることのできる旋盤)間では可能になることはほとんどない。
しかし,機械が複雑でないときは,その機械に対する工作物は,この規格に従ってプログラムできる。
互換の程度は,機械の機能,工程能力,大きさ,モータ出力及び軸構成,数値制御の準備機能,補助機
能及び工具機能,並びにその他の考慮する必要のある事項がどの程度一致しているかによる。
工程能力に関係する最大速度のような機械軸の動的な特性を考慮するのが望ましい。
必要な機械機能が考慮されていることを確かめるために,機械機能コード(例えば,M,S及びT)を
調べることが望ましい。これらの機械コードには,工具交換装置,クランプ,パレットシャトル,主軸な
どの補助機能コードで開始するシーケンスも含む。
例えば,主軸速度変換又は工具割出しを手動で行う必要のある機械では,オプショナルストップコード
(M01)をデータブロックに入れるとよい。機能を手動で操作する必要がある場合には,オプショナルス
トップ機能を選択する。プログラムのこれらの機械機能コードを無効にしている制御では,これらは無視
されるが,オペレータ,機械及び工作物を保護するために,それによって起こる結果を解析するとよい。
送り速度及び主軸速度のコーディングについては,プログラマは,交換する制御装置間で正しく動作が
行われるかどうかを確認するために,送り速度及び主軸速度を見直す。
プログラムされない機能については,幾つかは,通常オペレータが制御する。その機能には,ミラーイ
メージ,軸変換,工具補正の量,フローティングゼロ又はゼロオフセットなどがある。
使用されているが附属書Eに特に規定していないGコード又はMコードは,どれも互換性を調べる。
幾つかの制御装置では,一つのブロックに二つ以上の準備機能を入れることができるものがある。互換
性を最大にするためには,一つのブロックに対して,このようなワードは一つだけコーディングするのが
望ましい。
20
B 6315-1:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書E
(規定)
準備機能(G)及び補助機能(M)のコード
E.1
準備機能(G)のコード
準備機能(G)のコードは,キャラクタGの後に2桁の符号なし整数を続けることによって表す(表E.1
参照)。幾つかの新しい制御装置は,Gコードを3桁又はそれ以上の桁の整数に拡張しているが,使用方法
が異なるために,それらの整合をとって標準化することはできない。そのためこの附属書は,一般に使わ
れている2桁のGコードだけについて規定する。
表E.1−準備機能(G)コードの割当て
コード
機能
説明
有効期間a)
G00
位置決め
指令した位置へ最大送り(例えば,早送り)で移動
させるモード。このモードによってあらかじめプロ
グラムした速度は無視されるが,キャンセルされな
い。各軸の運動は,同期しなくてもよい。
FRC(a)
G01
直線補間
一様な勾配又は制御軸に平行な直進運動を指定する
制御のモード。一つのブロック内の情報によって,
同時に動く各軸の速度は,各軸の移動距離に比例す
る。
FRC(a)
G02
時計回りの円弧補間
工具の運動面をそれと直角な軸の負方向に見たとき
の工具の運動が,円弧に沿って時計回りになるよう
に制御する輪郭制御のモード。一つのブロック内の
情報によって,工具の運動を円弧に沿うように制御
する。円弧を作り出すためのその軸の速度は,制御
によって変化する。
FRC(a)
G03
反時計回りの円弧補間
工具の運動面をそれと直角な軸の負方向に見たとき
の工具の運動が,円弧に沿って反時計回りになるよ
うに制御する輪郭制御のモード。
FRC(a)
G04
ドウェル
プログラムした時間又は主軸回転数だけ,次のブロ
ックに入るのを遅らせる機能。インターロック及び
ホールドではない。
TBO
G05
未指定b)
DDFC
G06
放物線補間
一つ以上のブロックに含まれる情報によって,工具
の運動を放物線に沿うように制御する輪郭制御のモ
ード。この放物線を発生させるために使用する軸の
速度は,制御によって変化する。
FRC(a)
G07〜G08
未指定b)
DDFC
G09
イグザクトストップc)
指定したブロックの終わりの後,軸の移動を(短時
間)止めるために用いる。
TBO
G10〜G16
未指定c)
DDFC
G17
G18
G19
XY面の選択
ZX面の選択
YZ面の選択
同時に2軸を動作させる円弧補間,工具径補正など
を行わせる面を選択するモード。
FRC(b)
FRC(b)
FRC(b)
21
B 6315-1:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表E.1−準備機能(G)コードの割当て(続き)
コード
機能
説明
有効期間a)
G20
G21
未指定b)又はインチデータ
未指定b)又はメトリックデータ
インチデータを入力するモードとして使用してもよ
い。
メトリックデータを入力するモードとして使用して
もよい。
FRC(m)
G22〜G24
未指定b)
DDFC
G25〜G27
今後とも指定しないd)
DDFC
G28
今後とも指定しないd)
又は原点復帰
原点復帰モードとして使用してもよい。
TBO
G29〜G30
今後とも指定しないd)
DDFC
G31〜G32
未指定b)
DDFC
G33
G34
G35
一定リードのねじ切り
可変リードのねじ切り(漸増)c)
可変リードのねじ切り(漸減)c)
一定リードのねじ切りのモード。
一様に増加するリードのねじ切りのモード。
一様に減少するリードのねじ切りのモード。
FRC(a)
G36〜G39
今後とも指定しないd)
DDFC
G40
工具径補正のキャンセルc)
前に与えた工具径補正(直径又は半径)又は工具オ
フセットをキャンセルする指令。キャンセル後は補
正しない工具経路となる。
FRC(d)
G41
G42
工具径補正,左
工具径補正,右
工具の相対的な運動方向に向かって左側又は右側に
工具経路を補正する指示。
FRC(d)
G43
G44
工具オフセット,正c)
工具オフセット,負c)
工具オフセットの値を関連するブロックの座標値に
加算又は減算する指令。
FRC(*d)
G45〜G48
未指定b)
DDFC
G49
未指定又は工具長オフセットの
キャンセル
工具長オフセットのキャンセルとして使用してもよ
い。
DDFC
G50〜G52
未指定b)
DDFC
G53
機械座標系選択c)
機械原点に関して機械上に固定された右手座標系の
選択。
FRC(f)
G54〜G59
ワーク座標系選択c),e)
工作物に定められた複数の右手直交座標系からの選
択。
FRC(f)
G60
イグザクトストップc)
各ブロックの終わりの後,軸の移動を(短時間)止
めるために用いる。
FRC(g)
G61〜G62
未指定b)
DDFC
G63
タッピングc)
ねじ立ての指令。
TBO
G64
連続パスモードc)
2ブロック以上にわたってプログラムされた送り速
度で軸を移動させるために用いる。
FRC(g)
G65〜G69
未指定b)
DDFC
G70
G71
インチデータc)
メトリックデータc)
インチデータを入力するモード。
メトリックデータを入力するモード。
FRC(m)
G72〜G73
未指定b)
DDFC
G74
原点復帰c)
そのブロックで指定された軸を原点に動かすために
用いる。
TBO
G75〜G79
未指定b)
DDFC
G80
固定サイクルのキャンセル
固定サイクルをキャンセルする指令。
FRC(e)
G81〜G89
固定サイクルf)
中ぐり,穴あけ,ねじ立てなどの加工を行うために,
あらかじめ定めた一連の作業シーケンスを実行させ
る指令。
各コードの内容は,表E.2による。
FRC(e)
22
B 6315-1:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表E.1−準備機能(G)コードの割当て(続き)
コード
機能
説明
有効期間a)
G90
G91
アブソリュートディメンションc)
インクリメンタルディメンショ
ンc)
ブロック内の座標軸をアブソリュートディメンショ
ン又はインクリメンタルディメンションとして与え
る指令。
FRC(i)
G92
座標系設定c)
プログラムされたディメンションワードによって,
座標系を修正又は設定するために用いる指令。これ
によって運動は起こらない。
TBO
G93
G94
G95
インバースタイム送りc)
毎分当たり送り
主軸1回転当たり送り
ブロックを実行するために要する時間逆数の関数で
送りを表すモード。
送りの単位を毎分当たりミリメートル又はインチと
して与える指令。
送り量の単位を主軸1回転当たりのミリメートル又
はインチとして与える指令。
FRC(k)
G96
G97
定切削速度(周速一定制御)
毎分当たり回転数c)
主軸機能(S機能)のアドレスに続くデータの毎分
当たりメートル又はフィートで表した切削速度であ
ることを示す指令。
主軸速度は,切削速度がプログラムされた値に常に
等しくなるように自動的に制御される。
主軸速度の単位を,毎分当たりの回転数として与え
る指令。
FRC(l)
G98〜G99
未指定b)
DDFC
G100〜G999 未指定b)
3桁Gコード
DDFC
注a) 表中で使用している有効期間に関する略号は,次による。
− DDFC 詳細フォーマット分類で指示する。
− FRC(α) 機能は,キャンセルされるか,同じ文字で表される別の指令が来るまで保持される(モーダル)
(*d)の場合,キャンセル又は置換えは,文字dで表すコードによって行う。
− TBO このブロックだけ。機能は,指令したブロック内でだけ有効。
b) 未指定コードは,個々の用途に使用できる。しかし,将来の国際規格又は改正においてこれらの未指定準備機
能コードに特定の機能を割り当てることがある。
c) このコードを,規定する目的のために使わないか,制御装置に機能がないときは,コードは未指定であり,別
の機能に用いてよい。
d) 今後とも指定しないコードは,個々の用途に使用できるものであり,この規格の将来の改正で指定することは,
予定されていない。
e) 前もって特定の軸に割り当てる。
f) 表E.2参照
表E.2−固定サイクル
コード
行き
底で
戻り
代表例
ドウェル
主軸
G81
切削送り
−
−
早送り
穴あけ,もみ付け
G82
切削送り
有
−
早送り
穴あけ,座ぐり
G83
間欠送り
−
−
早送り
深穴あけ
G84
主軸正転,切削送り
−
逆転
切削送り
ねじ立て
G85
切削送り
−
−
切削送り
中ぐり
G86
主軸始動,切削送り
−
停止
早送り
中ぐり
G87
主軸始動,切削送り
−
−
手動又は早送り
中ぐり
G88
主軸始動,切削送り
有
停止
手動
中ぐり
G89
切削送り
有
−
切削送り
中ぐり
23
B 6315-1:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
E.2
共通の補助機能(M)のコード
E.2.1 M機能のコード化の基本
M機能のコード化は,次のa)〜e)の基本による。
a) M機能は2桁,又は必要な場合は3桁のコードで表す。
b) 定義した全てのM機能を必要としない機械の制御装置においては,2桁のコードを用いてよい。この
場合には,百の位のコードについては,制御装置に無視され,プログラムに現れてはならない。
c) 特定のクラスに対応するM機能の割当て(1,10,100の位)は,2桁のMコードの最大限の利用を
促進するものでなければならない。同じコードを異なる機能に割り当ててはならない。
d) 表E.3は,全てのクラスにおいて同じ定義をもっている共通のM機能を規定する。
e) 定義したそれぞれのM機能は,100の位の値に対応するそれぞれの“クラス”に割り当てる(E.2.2
参照)。
E.2.2 M機能の分類
ISO/TR 6983-21)に示すM機能の分類は,次による。
− クラス0:数値制御汎用指令
− クラス1:フライス盤,横中ぐり盤及びターニングセンタ
− クラス2:旋盤,立て旋盤,立て中ぐり盤及びターニングセンタ
− クラス3:研削盤及び測定装置
− クラス4:ガス,プラズマ,レーザ及びウォータージェット切断機,並びにワイヤ放電加工機
− クラス5:多テーブル,多頭,多軸工作機械及び付随する搬送機構
− クラス6:鍛圧機械
− クラス7:永久に割当てない。個々の用途に使用できる。
− クラス8:コード拡張に用いる。
注1) 2012年現在,ISO/TC184/SC1において審議中である。
24
B 6315-1:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表E.3−補助機能(M)のコード化(クラス0)
コード
機能
説明
略号a)
M00
プログラムストップ
主軸又はその他の機能(例:クーラント機能)を中断させる指令。そ
のブロックでのコマンド完了後に,それ以降のブロックの処理を行わ
ないようにする。
AAM,
TBO
M01
オプショナルストップ
作業者がこの指令を有効にするスイッチをあらかじめ押しておけば,
プログラムストップと同様の機能を果たす指令。
スイッチを入れていないときは,この指令は無視される。
AAM,
TBO
M02
エンドオブプログラム
工作物の完成を示す補助機能。そのブロックの動作が完了した後,全
ての機能(例:クーラント機能)は停止する。制御装置及び機械のリ
セットに用いられる。
AAM,
TBO
M03
主軸正転
時計回りの主軸の回転を開始する指令。主軸回転速度は,Sコードに
よって指定する。
FRC
M04
主軸逆転
反時計回りの主軸の回転を開始する指令。主軸回転速度は,Sコード
によって指定する。
FRC
M05
主軸停止
主軸の回転を中断する指令。
FRC
M06
工具交換
手動又は自動によって工具交換を実行するための指令。工具の指定は
含まない。この指令によって,クーラント及び主軸を自動的に停止し
てもよいし,しなくてもよい。
DDFC,
TBO
M07
ISO/TR 6983-2参照。
M08
ISO/TR 6983-2参照。
M09
ISO/TR 6983-2参照。
M10
工作物クランプ
機械の案内面,工作物,取付具,主軸などのクランプを行わせる指令。 DDFC,
TBO
M11
工作物アンクランプ
機械の案内面,工作物,取付具,主軸などのアンクランプを行わせる
指令。
DDFC,
TBO
M30
エンドオブデータ
工作物の加工プログラムの終わりを示す指令で,そのブロックの動作
が完了した後,主軸及び他の機能(例:クーラント機能)は停止する。
制御装置及び機械のリセットに用いる。制御装置のリセットには,プ
ログラムスタートのキャラクタに戻ることを含めることができる。
AAM,
TBO
M48b)
オーバライド無視のキ
ャンセル
M49のキャンセル。
M49b)
オーバライド無視
手動設定による主軸速度又は送り速度のオーバライドを無視して,プ
ログラムどおりの速度で動作させる指令。
AAM,
AWM
M60b)
工作物交換
工作物を必要に応じて取り外し,又は方向を変える指令。このブロッ
クにおける全ての指令が完了した後,主軸及びクーラント機能は停止
する。
TBO
注a) 略号の意味は,次による。
− AAM(action after motion):ブロックで命令された動きの完了後に動作する。
− AWM(action with motion):ブロックで命令された動きと同時に動作する。
− DDFC(desingation in the detailed format classification):詳細フォーマットで指示する。
− FRC(α)(function retained until canceled):適切なその後のコマンド(様式)で中断されるか,又は取っ
て代わられるまで保有される。
− TBO(this block only):現れるブロックだけに影響する。
b) これらのMコードは,個々の用途に使用できる。
25
B 6315-1:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
参考文献 [1] JIS B 6310 産業オートメーションシステム−機械及び装置の制御−座標系及び運動の記
号
注記 対応国際規格:ISO 841:2001,Industrial automation systems and integration−
Numerical control of machines−Coordinate system and motion nomenclature(IDT)
[2] ISO/TR 6983-21),Automation systems and integration−Numerical control of machines−Program
format and definition of address words−Part 2: Coding of miscellaneous functions M (class 1 to 8)
注1) 発行予定
附属書JA
(参考)
JISと対応国際規格との対比表
JIS B 6315-1:2013 産業オートメーションシステム及びその統合−機械の数値
制御−プログラムフォーマット及びアドレスワードの定義−第1部:位置決め,
直進運動及び輪郭制御システム用データフォーマット
ISO 6983-1:2009 Automation systems and integration−Numerical control of machines
−Program format and definitions of address words−Part 1: Data format for positioning,
line motion and contouring control systems
(I)JISの規定
(II)
国際規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごとの
評価及びその内容
(V)JISと国際規格との技術
的差異の理由及び今後の対策
箇条番号及び
題名
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
4 プログラム
フォーマット
4
JISとほぼ同じ
追加
準備機能コードの規定において,イン
チデータ入力のGコードG70に“又は
G20でもよい”の文を追加。
メトリックデータ入力のGコードG71
に“又はG21でもよい”の文を追加。
国内の実情に適合するため。
国際規格の定期見直しの際に
修正提案を行う。
7 補間のため
のプログラミ
ング方法
7.4.1 放物線ス
パンの定義
7.4.1
JISとほぼ同じ
追加
箇条の題名が欠落しているため,追加
した。
国際規格の明らかな誤り。
国際規格の定期見直しの際に
修正提案を行う。
8 工具長オフ
セット及び工
具オフセット
8
JISとほぼ同じ
追加
工具長オフセットのキャンセルに用い
るG40の説明文を追加した。技術的差
異はない。
使用者の理解を助けるため。
国際規格の定期見直しの際に
修正提案を行う。
附属書D
(参考)
マシンプログラ
ムの互換性につ
いての注意事項
附属書D
(規定)
JISとほぼ同じ
変更
国際規格ではこの附属書は“規定”で
あるが,あくまで注意事項を記載して
いるものであり,JISでは“参考”に変
更した。
記載内容から,国際規格にお
いても“参考”とするのが妥
当であるため,国際規格の定
期見直しの際に修正提案を行
う。
附属書E
(規定)
表E.1
附属書E
(規定)
G20〜24については未
指定
変更
国際規格では未指定のコードG20を
“インチデータ入力”,G21を“メトリ
ックデータ入力”としてそれぞれ使用
してもよいとした。
国内の実情に適合するため。
国際規格の定期見直しの際に
修正提案を行う。
2
6
B
6
3
1
5
-1
:
2
0
1
3
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JISと国際規格との対応の程度の全体評価:ISO 6983-1:2009,MOD
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 追加……………… 国際規格にない規定項目又は規定内容を追加している。
− 変更……………… 国際規格の規定内容を変更している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD…………… 国際規格を修正している。
2
7
B
6
3
1
5
-1
:
2
0
1
3
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。