1
B 6227 : 1998 解説
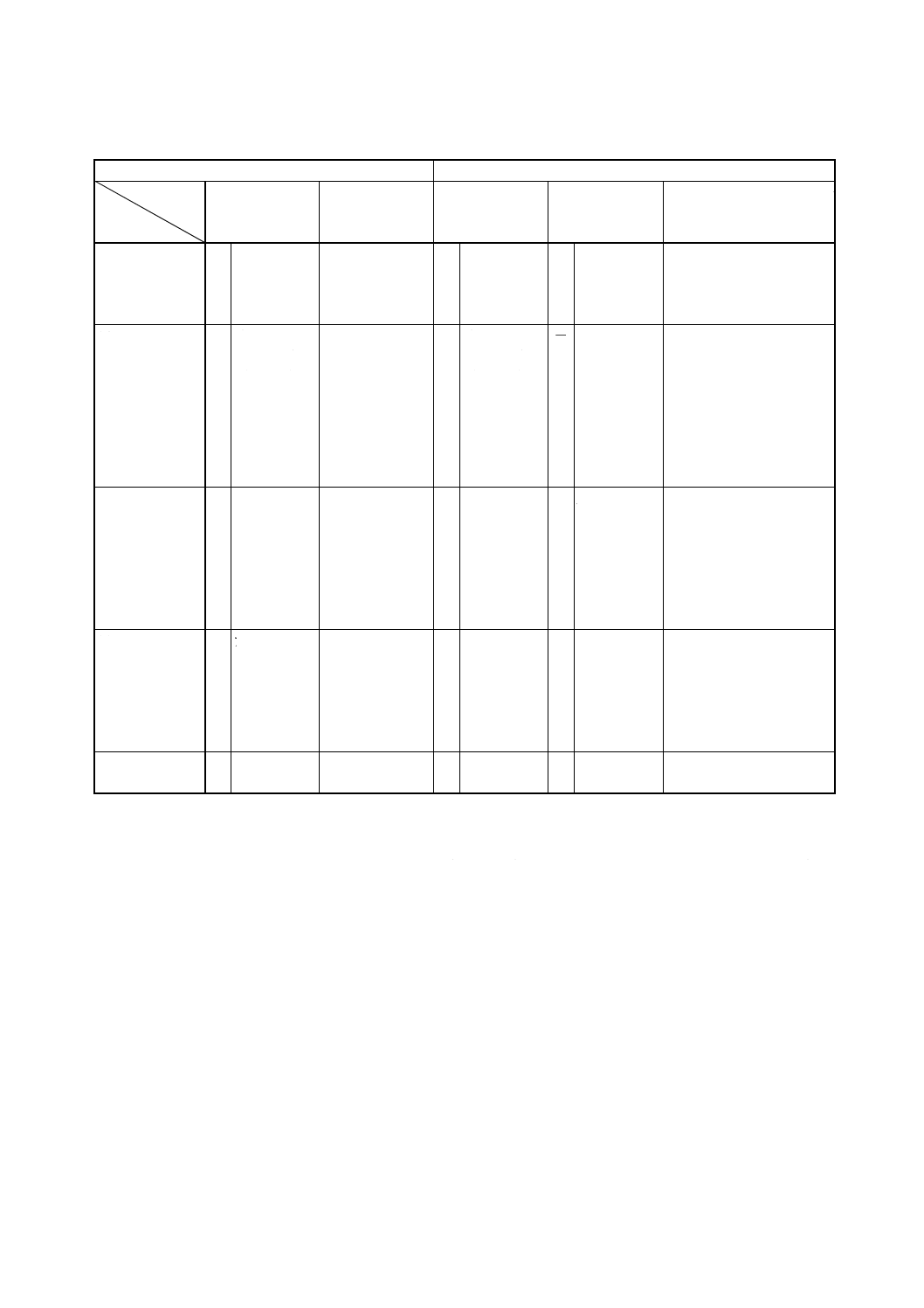
解説付表1 JISと対応する国際規格との対比表
JIS B 6227 : 1998 立て形内面ブローチ盤−精度検査 ISO 6779 : 1981 立て形内面ブローチ盤の受取り試験方法
対比項目
規定項目
(I) JISの規定内
容
(II) 国際規格番
号
(III) 国際規格の
規定内容
(IV) JISと国際規
格との相違点
(V) JISと国際規格との整合
が困難な理由及び今後の
対策
(1) 適用範囲
○ 立て形内面
ブローチ盤
−精度検査
を規定
ISO 6779
○ 立て形内面
ブローチ盤
−精度検査
を規定
≡
(2) 一般事項
○ 試験に関す
る一般事項
(6項目)を
規定
ISO 6779
○ 試験に関す
る一般事項
(6項目)を
規定
= ISO 6779の
3.6では,他
の規格の同
項で補足し
ている(ISO
230-1の2.311
参照)が欠落
している
JIS B 6227では,この欠落
している部分を補足。
ISOに対しては改正時に修
正を申し入れる
(3) 静的精度
○ 5項目を規定 ISO 6779
○ 6項目を規定 = ISO 6779は
試験“G01機
械の水平出
し”を規定し
ているがJIS
B 6227では
削除
最近のISO規格では,この
項目を削除することにな
っているため
(4) 附属書1
(参考)
○ プルチャッ
ク取付け穴
中心線とプ
ルスライド
の運動との
平行度
ISO 6779
−
ブローチ盤の精度検査と
して不可欠な項目でISO
に改定を提案する
(5) 附属書2
(参考)
○ 運転試験
ISO 6779
−
ISOへ提案の必要性及び妥
当性を検討する
備考1. 表中の(I)及び(III)欄にある“○”は,該当する規定項目を規定していることを示し,“−”は,規定してい
ないことを示す。
2. 表中の(IV)欄にある“≡”は,JISと国際規格とが一致していることを示し,“=”は,JISと国際規格と
の技術的内容が同等であることを示す。