1
B 6223 : 1998 解説
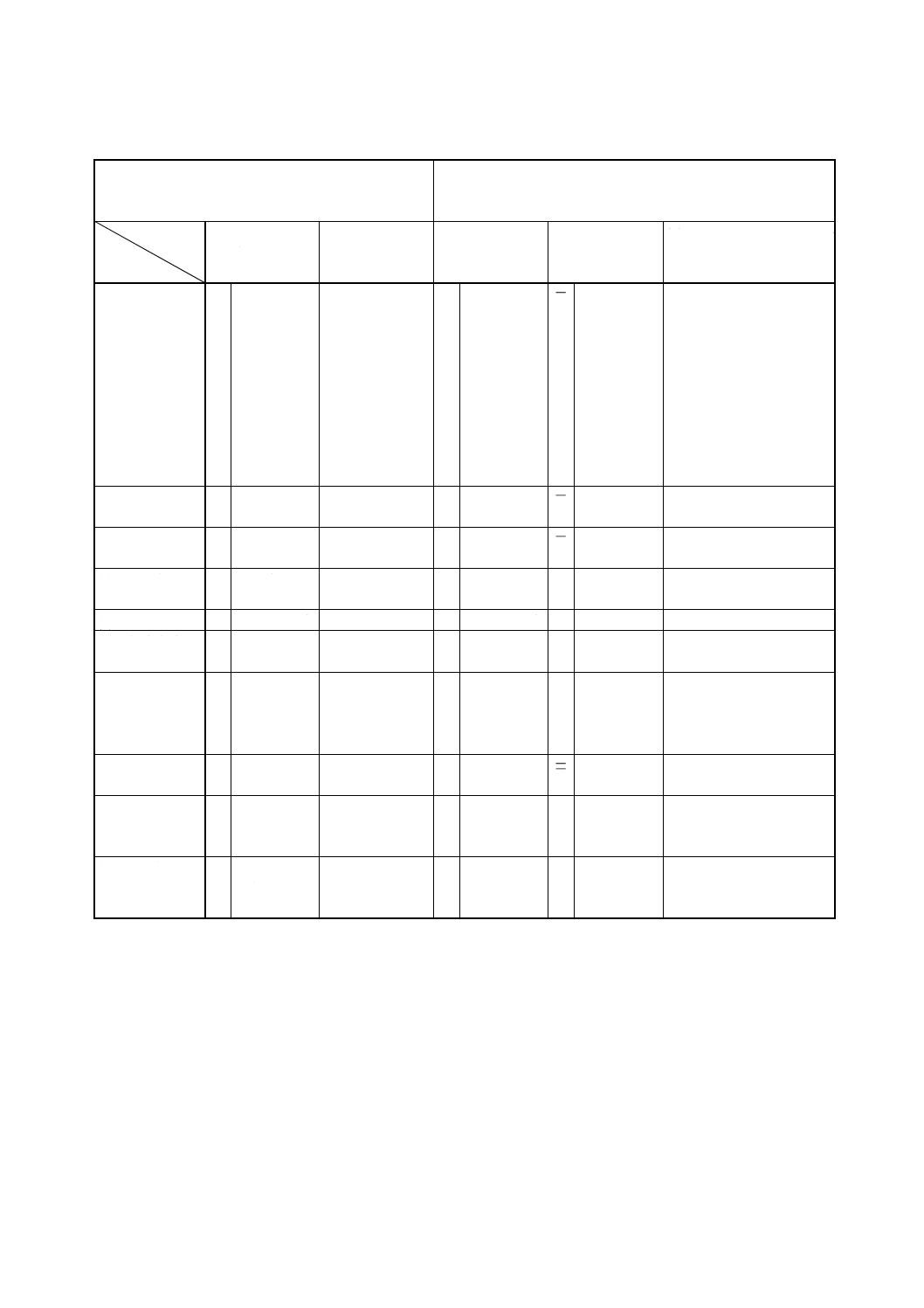
解説付表1 JISと対応する国際規格との対比表
JIS B 6223 : 1998 立て旋盤−精度検査
ISO 3655 : 1986 テーブル固定形及びテーブル移動形単柱及び
門形立て旋盤の試験方法−序論及び精度検
査
対比項目
規定項目
(I) JISの規定内
容
(II) 国際規格番
号
(III) 国際規格の
規定内容
(IV) JISと国際規
格との相違点
(V) JISと国際規格との整合
が困難な理由及び今後の
対策
(1) 適用範囲
○ テーブル固
定形及びテ
ーブル移動
形単柱及び
門形立て旋
盤の定義・用
語,静的精度
及び工作精
度検査を規
定
ISO 3655
○ テーブル固
定形及びテ
ーブル移動
形単柱及び
門形立て旋
盤の定義・用
語,静的精度
及び工作精
度検査を規
定
≡
(2) 加工作業の
定義
○ 4項目を規定
○ 4項目を規定 ≡
(3) 形式,定義及
び説明
○ 形式及び運
動の説明
○ 形式及び運
動の説明
≡
(4) 座標軸の名
称
○ 座標軸の名
称
○ 座標軸の名
称
≡
(5) 一般事項
○ 7項目を規定
○ 7項目を規定 ≡
(6) 機械各部の
名称
○ 22名称を規
定
○ 22名称を規
定
≡
(7) 静的精度検
査
○ 12項目を規
定
○ 13項目を規
定
≡ ISOはG0を
規定
JISはG0を
削除
G0は,最近のISO規格で
は規定しないことになっ
ているのて実質整合であ
る。
(8) 工作精度検
査
○ 3項目を規定
○ 3項目を規定 ≡
(9) 附属書1
(参考)
○ 立て旋盤−
静的精度検
査(追補)
−
静的精度検査の“G5”及び
“G12”を補完するもので,
ISOへの提案を検討する。
(10) 附属書2
(参考)
○ 立て旋盤−
運転試験及
び剛性試験
−
ISOへの提案の必要性及び
妥当性を検討する。
備考1. 表中の(I)及び(III)の小欄にある“○”は,該当する規定項目を規定していることを示す。“−”は,規定し
ていないことを示す。
2. 表中の(IV)の小欄にある“≡”は,JISと国際規格とが一致していることを示す。