B 6197:2015
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 2
3 用語及び定義 ··················································································································· 2
4 記号······························································································································· 4
4.1 大文字 ························································································································· 4
4.2 小文字 ························································································································· 5
4.3 ギリシャ文字 ················································································································ 5
5 基本事項························································································································· 6
6 短期工程能力試験の手順 ···································································································· 6
6.1 一般 ···························································································································· 6
6.2 協定 ···························································································································· 7
6.3 暖機運転手順 ················································································································ 9
6.4 調整 ··························································································································· 10
6.5 生産 ··························································································································· 10
6.6 測定 ··························································································································· 10
6.7 計算及び分析 ··············································································································· 11
7 短期工程能力試験に影響を及ぼす要因 ················································································· 15
7.1 一般 ··························································································································· 15
7.2 熱影響 ························································································································ 16
7.3 測定の不確かさによる影響 ····························································································· 17
7.4 統計分析から生じる影響 ································································································ 17
附属書A(参考)統計的評価に関する追加情報 ········································································· 19
附属書B(規定)協定書の様式 ······························································································ 26
附属書C(規定)評価書の様式 ······························································································ 30
附属書D(参考)工程能力の協定書及び評価書の例 ··································································· 34
参考文献 ···························································································································· 42
附属書JA(参考)JISと対応国際規格との対比表 ······································································ 45
B 6197:2015
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,一般社団法人日本工作機械工業会(JMTBA)
及び一般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を制定すべきとの申出
があり,日本工業標準調査会の審議を経て,経済産業大臣が制定した日本工業規格である。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 6197:2015
工作機械−短期工程能力試験
Machine tools-Short-term capability evaluation of
machining processes on metal-cutting machine tools
序文
この規格は,2012年に第1版として発行されたISO 26303を基とし,規格利用者の理解を助けるため,
技術的内容を変更して作成した日本工業規格である。
なお,この規格で側線又は点線の下線を施してある箇所は,対応国際規格を変更している事項である。
変更の一覧表にその説明を付けて,附属書JAに示す。
機械加工して行う短期工程能力試験は,評価の方法が工作機械の性能試験とは異なる。工作機械の性能
試験は,例えば,工作機械試験方法通則であるJIS B 6190規格群(全ての部)及び機種別規格に基づいて
行う。主な違いは,工作物を機械加工し,測定して得られたデータを用いて行う統計分析及び工作物の品
質に関連する要因を明らかにするところにある。
特に短期加工能力試験は,ロットが大きい場合に,工作機械の性能試験とは別に行う。実際に工作機械
の使用者は,企業活動において統計的工程管理(Statistical Process Control,SPC)手法を使うことが増えて
おり,工作機械の製造業者に機械加工の責任を与え,システム供給者になることを要求することが多くな
っている。
プロセスマネジメント(工程管理)における統計的手法は,ISO 22514規格群(全ての部)による。
工作機械の受入目的のために,指定した試験片を用いて行う工程能力試験において,個々の使用者によ
って指定した要件及び方法の両方が,規格がないために著しく異なっていた。そのため,受入検査のとき
長い議論が行われたりして使用者への納品を遅らせ,多くの経費を発生させてきた。この規格は,短期工
程能力に基づく工作機械の受入試験のための統一した手順を提供している。
この規格は,ISO 22514規格群(全ての部)の規定を採用し,それに適合している。ただし,ISO 22514-3
に規定する用語“process performance(工程変動)”は,この規格における用語“short-term capability(短期
工程能力)”に対応している。“短期工程能力”は,何年もの間,工作機械製造業界で広く使われてきてい
ることから,この用語を用いることにした。
1
適用範囲
この規格は,指定された工作物を機械加工して行う短期工程能力試験(すなわち,間接試験)に基づく
工作機械の受入試験方法について規定する。この規格は,推奨する試験条件,適切な測定器及び工作機械
の要件についても規定する。
この規格は,プロセスマネジメント(工程管理)のための統計的手法を規定するISO 22514規格群(全
ての部)と一致し,工作機械及び工作物のロットの加工への統計的手法の応用について扱っている。この
規格は,一般に幾何精度試験を実施する前に行う運転試験及び機械の安全試験のいずれにも対応しない。
2
B 6197:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書Aは,統計的評価に関連する追加情報を提供する。附属書B及び附属書Cは,短期工程能力に
関するそれぞれ協定書及び評価書の様式を規定する。さらに,附属書Dは,協定書及び評価書の記載例を
示す。
注記1 直接試験は,幾何精度又は位置決め精度のような個々の機械の特性を調査することを目的と
しており,短期工程能力試験は,特定の機械加工を満足する能力を工作機械がもつことを立
証することを目的としている。したがって,短期工程能力試験は,工作物だけに焦点を合わ
せて行う試験であると理解しておくことが重要である。これは,直接試験が,工作機械の誤
差原因の決定,及び幅広い製品に対応するために工作機械の構造上の改善点を抽出するのに
適しているのに対して,短期工程能力試験は,工作機械の誤差原因の抽出にはそれほど適し
ていないことを意味している。したがって,工作機械の受入れのための機械加工の短期工程
能力試験は,主に工作物依存の専用機械,例えば,少なくとも50個の工作物が1シフトで製
造され,加工サイクル時間が10分未満のトランスファラインの加工ステーションのような専
用機に適用することが期待されている。工作物の個数がこれよりも少ない場合には統計的な
不確かさが大きくなる。また,一般に上記の統計的な条件を満たす場合には,この短期工程
能力試験は,ロットの大きい生産に使用するマシニングセンタのような汎用の工作機械にも
適用できる。
注記2 用語“短期工程能力”は,工作機械の製造業界では広く使用されてきた用語であるが,ISO
22514-3で定義されている用語“工程変動”に対応している。
注記3 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 26303:2012,Machine tools−Short-term capability evaluation of machining processes on
metal-cutting machine tools(MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格のうちで,西暦年を付記してあるものは,記載の年の版を適用し,その後の改正版(追補を含む。)
は適用しない。西暦年の付記がない引用規格は,その最新版(追補を含む。)を適用する。
JIS B 0633 製品の幾何特性仕様(GPS)−表面性状:輪郭曲線方式−表面性状評価の方式及び手順
注記 対応国際規格:ISO 4288:1996,Geometrical Product Specifications (GPS)−Surface texture: Profile
method−Rules and procedures for the assessment of surface texture(IDT)
ISO 22514-3:2008,Statistical methods in process management−Capability and performance−Part 3: Machine
performance studies for measured data on discrete parts
ISO/TR 22514-4:2007,Statistical methods in process management−Capability and performance−Part 4:
Process capability estimates and performance measures
3
用語及び定義
この規格で用いる主な用語及び定義は,次による。
3.1
短期工程能力(short-term capability)
3
B 6197:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
指定した信頼率で,かつ,指定した公差範囲内で所定の部品を生産する加工ユニットの能力,主にロッ
ト生産に適用する概念。
注記1 加工ユニットとは,1台の工作機械,多軸工作機械の1本の主軸,トランスファラインの1
ステーションなど。
注記2 工程能力は,ISO/TR 22514-4:2007の2.2.1に次のように定義されている。
“統計的管理状態を示す工程からの特性であり,かつ,その特性に対する要求事項を満た
す特性を実現するための工程の能力を記述する特性の成果に対する統計的推定値。”
注記3 この規格では,特性値が正規分布するとの仮定の下で,短期工程能力指数Cs及びCskを評価
する。この仮定が満たされない場合には,短期範囲値RV,s及びRV,skを,工程能力指数の代わ
りに評価する。
注記4 この規格は,ISO 22514規格群で確立された規定を採用し,それに適合している。しかし,
ISO 22514-3に規定された用語“process performance(工程変動)”は,この規格における用語
“短期工程能力”に対応している。“短期工程能力”は,工作機械の製造業界で広く使われて
きていることから,この用語を用いることにした。
3.2
短期工程能力指数(short-term capability index)
Cs
指定された公差とばらつきを定量化する測定値の標準偏差との比[式(14)を参照]。
注記 測定値は,特性値としても知られている。
3.3
偏りを考慮した短期工程能力指数(critical short-term capability index)
Csk
平均値の位置を考慮した,指定された公差自体とばらつきを定量化する測定値の標準偏差との比。
注記1 測定値の平均値が公差域の中心にある場合には,“偏りがない分布”と呼ばれる。平均値が公
差域の中心にない場合には,“偏りがある分布”と呼ばれる。偏りがない分布及び偏りがある
分布の関係については,A.1を参照。
注記2 測定値は,特性値としても知られている。
3.4
短期範囲値(short-term range value)
RV,s
測定値の範囲と指定された公差自体との比。
3.5
偏りを考慮した短期範囲値(critical short-term range value)
RV,sk
平均値の位置を考慮した,測定値の範囲と指定された公差自体との比。
3.6
管理図(control chart)
連続したサンプルのある幾つかの統計量の値を,通常は時間順又はサンプル番号順に打点した,上側管
理限界線及び下側管理限界線をもつ図。
注記1 ISO 5667-14:1998の3.10を参照。
4
B 6197:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
注記2 ISO 3534-2:2006の2.3.1では,次のように定義されている。
“連続したサンプルの統計量の値を特定の順序で打点し,その値によってプロセスの管理
を進め,変動を維持管理及び低減するための図。”
3.7
x管理図(control chart for individuals)
サンプルの個々の観測値を用いて工程を評価するための計量値管理図。
注記 ISO 3534-2:2006の2.3.15を参照。
3.8
管理限界(control limit)
工程の安定を評価するために使用する管理図上の線。
注記 ISO 3534-2:2006の2.4.2を参照。
3.9
下限規格値(lower specification limit)
品質特性がもつ,適合するとみなされる最小値を定義した規格値。
注記 ISO 22514-1:2009の2.1.13を参照。
3.10
上限規格値(upper specification limit)
品質特性がもつ,適合するとみなされる最大値を定義した規格値。
注記 ISO 22514-1:2009の2.1.12を参照。
4
記号
この規格で用いる記号は,次による。
4.1
大文字
C
工程能力指数
Ck
偏りを考慮した工程能力指数
Cs
短期工程能力指数(ISO 22514-3:2008における機械変動指数Pmに対応)
Cs,nom
基準とする短期工程能力指数
Csk
偏りを考慮した短期工程能力指数
Csk,nom
基準とする偏りを考慮した限界短期工程能力指数
Cact
実工程能力指数
Ki
i番目のクラス(ヒストグラム)
U
不確かさ(測定又は工程能力指数の不確かさ)
UCL,si
標準偏差siの上部管理限界
j
x
U
,
CL
平均値
jxの上部管理限界
USL
上限規格値
R
範囲
RV,s
短期範囲値
RV,s,nom
基準とする短期範囲値
RV,sk
偏りを考慮した短期範囲値
RV,sk,nom
基準とする偏りを考慮した短期範囲値
5
B 6197:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
T
公差
Tmin
工程能力試験における最小測定可能公差
LCL,sj
標準偏差sjの下部管理限界
j
x
L
,
CL
平均値
jxの下部管理限界
LSL
下限規格値
4.2
小文字
e
平均値のずれ
f
送り速度
i
測定用運用指数
j
測定のグループ用運用指数
k
1グループ内の測定用運用指数
m
管理図の部品グループの数
n
評価された部品の数
nmp
製造した部品の数
nK
クラスの数(ヒストグラム)
nmin
必要な部品の数
r
測定器の分解能
s
標準偏差の推定量
s
サンプル(グループ)の平均標準偏差
'
s
偏りがある分布のサンプル標準偏差
sg
測定器の標準偏差
sact
測定システムの実標準偏差
sj
サンプル(グループ)の標準偏差
tm
製造時間
ttot
全製造時間
x
(50回測定の)平均値
x
グループ平均
jxの平均値
xi
i番目の測定値
xi,T
i番目の測定値(勾配を補正)
xu,k
k番目のクラス(ヒストグラム)の上限クラス限界
jx
j番目サンプル(グループ)の平均
xmax
最大値
xmin
最小値
4.3
ギリシャ文字
δXtot,T
全勾配(全ての値と関連して)
δXtot,w
工作物1個当たりの全勾配
δXtd
温度ドリフトによる勾配
δXtd,w
工作物1個当たりの温度ドリフトによる勾配
δXtd,perm
工作物1個当たりの温度ドリフトによる許容勾配
δXa
工具摩耗による勾配
6
B 6197:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
δXa,exp
工具摩耗による期待勾配
Δdu
最大値と上部公差限界との距離
Δdl
最大値と下部公差限界との距離
Δdc
極値と公差限界との限界距離
ΔXk
クラス幅(ヒストグラム)
ΔXK,k
クラスの境界線(ヒストグラム)
ΔXc
公差限界に対する平均値の限界距離
ΔXu
平均値と上部公差限界との距離
ΔXl
平均値と下部公差限界との距離
Δvamb
周囲温度勾配
Δvamb,max
最大周囲温度勾配
μ
母集団の平均
ϑ
温度
ϑamb,0
試験開始時の周囲温度
ϑmax
最高温度
ϑmin
最低温度
σ
母集団の標準偏差
σ)
母集団の標準偏差の推定量
τ
温度時定数
Ψ
偏りがある分布の偏り比
5
基本事項
短期工程能力試験は,間接試験方法に分類される。したがって,工作機械試験方法通則,例えば,ISO 230-1
に規定する試験方法とは異なる受入試験方法である。
測定する特性は,1加工ユニットだけで加工したものでなければならない。同じ機能によって異なった,
しかし,似たような加工ユニットで加工する場合でも,統計分析は,加工ユニットごとに個々に行わなけ
ればならない。
6
短期工程能力試験の手順
6.1
一般
短期工程能力試験を行うときの基本的な手順は,図1による。短期工程能力試験に基づく受入れは,加
工サイクル時間が10分未満の大きなロット生産に使用する工作機械に適用することを推奨する。さらに,
測定過程において十分な短期工程能力(6.6参照)があることも工作物を測定するための必要条件である。
注記 場合によっては,機械の運転者がうまく機械加工ができ,かつ,その後の工程能力試験が首尾
よく実証できるようにするために予備調査を行う[31]。
試験及び評価を開始する前に,受渡当事者は,測定及び分析する工作物の特性,手順,試験条件及び特
性値を含む試験計画について,必要な協定を行わなければならない。6.2に示す全ての協定は,受渡当事者
間で行う。試験は,機械の暖機から開始する。その後に,必要な公差(例えば,両側公差をもった特性の
場合に公差域のゼロ値又はゼロ−限界値の片側公差の中央値)になるように加工工程の設定・調整を行う。
次に,50個の工作物を連続的に加工し,適切な測定器で測定する。その後,得られた測定値を最終段階で
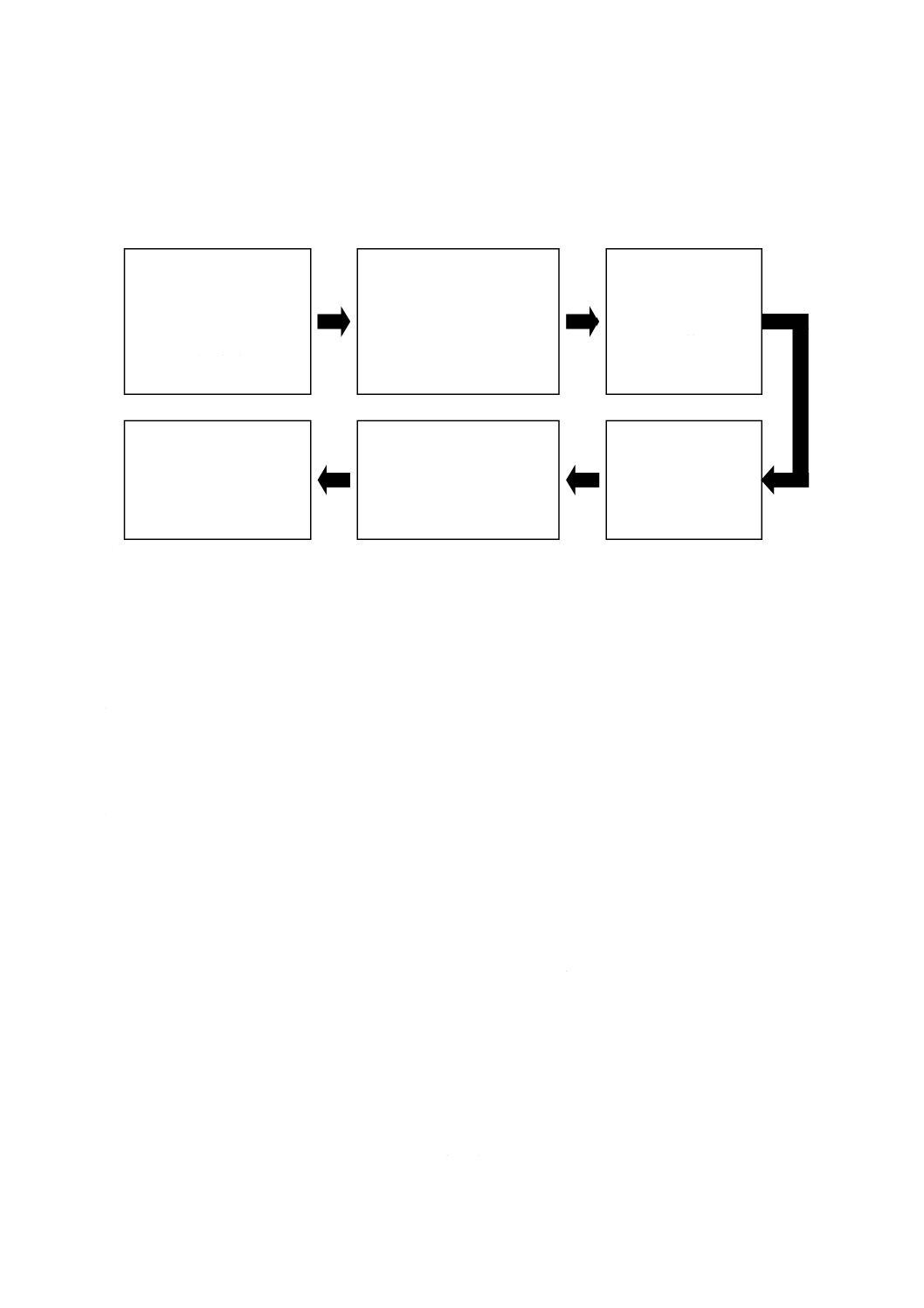
7
B 6197:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
統計的に評価する。
短期工程能力指数又は短期範囲値,及び該当すれば,温度ドリフトが規定された公差を超えている場合
には,その理由を調査しなければならない。これらの値は,x管理図における異常値として認識できる(6.7.3
参照)。改善が可能な場合には,改善を行い,かつ,試験を部分的又は全て繰り返して行う。
注記 これは,加工サイクル時間が10分未満の大きなロット生産で使用する機械だけに適用することを推奨する。
図1−短期工程能力試験の基本手順
6.2
協定
実際の受入試験を行う前に,次の事項を確実にするために,受渡当事者間の協定を必要とする。
a) 機械及び適用する機械加工工程は,干渉の影響ができるだけ少なくなるようにして試験する。
b) 様々な影響因子によって満たすことができない要求事項及び統計分析によって公差の幅を狭めること
はしない。
c) 受渡当事者間の契約上の協定は,受入試験の適用範囲,手順及び評価の要因を明示することによって
行うことができる。
d) 短期工程能力試験の対象となる公差は,関連費用を考慮して決める。
附属書Bには,関係する協定事項を記載した協定書の様式について規定する。附属書Dには,参考とし
て評価書の記載例を示す。機械を評価する試験条件は,受渡当事者間で協定しなければならない。その中
には,その他として試験中の周囲温度及びその許容できる変動範囲を含んでいる。その温度の限界は,工
場現場か,空調の効いた部屋に機械を据え付けて加工を行うかどうかに依存する。正常な加工を行うため
の初期値として,次の温度条件を適用しなければならない。周囲温度,すなわち,試験中の温度変化は,
±3 ℃とし,温度勾配は,1時間当たり最大で+2 ℃又は−2 ℃以内とする。
受入試験の目的は,短期工程能力を証明することであって,他の要因に影響された長期工程能力を証明
することではない。そのため,大きめの寸法の素材を定義し,一定の品質を保証しなければならない。ロ
ットの変化によって,材料の組成及び特性が影響を受けてはならない。素材の寸法公差は,素材寸法がば
らつくことによって変化する切削抵抗(加工面に対して垂直な力)による静的変形の差を制限するために,
受渡当事者間で協定しなければならない。
素材の加工は,直接的な影響(例えば,仕上げた寸法の違い)及び工程に起因する測定機能のばらつき
による間接的な影響(例えば,機械取付面の平面度の違い)を受けることがある。したがって,素材の加
協定
試験計画
手順
試験条件
特性値
暖機運転
工作機械の暖機運転又は
温度ドリフト評価の分離
調整
目標値への工程の
調整
分析
測定結果の統計的評価
測定
要求事項:
短期工程能力の測定に
用いる測定システムの
適切な分解能及び不確かさ
生産
通常,50個の工作物を
連続的に加工
8
B 6197:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
工公差は,要求された工程の短期工程能力と互換性があるものでなければならない。さらに,機械加工工
程及び順序に依存する素材の公差を制限してもよい。
工作物は,50個連続的に加工しなければならない。許容加工時間は,1工作物当たり10分未満とし,総
加工時間は8時間を超えてはならない。特別な事情でサイクルタイムの長い工作物を加工する場合には,
少ない工作物の数量について受渡当事者間で協定してもよいが,いずれにしても工作物は,最少でも30
個未満であってはならない。サイクルタイムの短い工作物を加工する場合には,総加工時間6〜8時間,総
工作物数50個以上を加工することとし,より大きなサンプルセットからサンプリングを行い,結果として
50個の測定値となるように協定してもよい。
さらに,受入試験を始める前に,工作機械が熱的平衡になるのを確実にするために(6.3及び7.2参照),
加工工程及び適切な暖機運転手順について,受渡当事者間で協定しなければならない。
測定器の分解能及び測定の不確かさについても考慮しなければならない。測定器の短期工程能力も証明
しなければならない。短期工程能力を評価するとき,一般に測定者の影響を含む測定器の調査が必要とな
る(6.6参照)。
短期工程能力指数Cs又はCskに代わる値として,短期範囲値RV,s又はRV,skを評価することを受渡当事者
間で協定してもよい。A.2に,標準偏差と短期範囲値との関係に関する追加情報を示す。短期範囲値は,
最大値と最小値とを考慮するだけであり,データセット内の外れ値に大きく影響を受けやすい。したがっ
て,最大値と最小値との範囲内で工程の変化を十分に表現していないことになる。その結果,短期範囲値
を使用する場合,x管理図,
s
x−管理図及びヒストグラムを用いた工程の評価は,特に重要になる(6.7
参照)。
注記 短期工程能力指数又は短期範囲値の定義は,経済的にも重要性が高い。高い要件への対応は,
信頼性のある生産を保証できる。一方では,この対応は,必ずしも製造コストを下げることを
意味するものではない。一般的により大きな短期工程能力指数か,又はより小さな短期範囲値
を達成するために,高いコストをかけなければならない。このコストは,追加機器(例えば,
直接測定システム,タッチプローブ)及び追加機能(例えば,測定制御,温度補償)を備えた
機械を補充若しくは配置,又はより高価な加工方法(例えば,旋削から研削)へ変更すること
によって発生する。
要求する値は,技術的側面及び経済的側面からの可能性を考慮して定めなければならない。この意味で,
全ての工程に対して一定の境界条件を設定するのは適切ではない。短期工程能力指数と要求された公差と
の間の直接の関係は,特に考慮しなければならない。短期工程能力による裏付けが,加工工程に関する統
計的な信頼を保証することになるので,安全上の理由から設計者によって設定された公差は,再考するの
が望ましい。認められている短期工程能力指数に従って短期工程能力を評価するために表1に示すしきい
(閾)値を用いることを推奨する。個々の場合に,それは他の協定を結ぶための利点となり得る。
この限界値を推奨する基礎となっているものは,工程能力に影響する要因が増加する長期工程能力に対
して,少なくともCs値1.33を達成しなければならないということである[37]。特性値の計算方法は,6.7
による。
ある工程又は工作物に関しては,受渡当事者間でCsk値を無視し,Cs値だけについて協定するのが適切
かもしれない。例えば,工程の設定が非常に複雑であるが,それが一般に問題にならない場合(6.4参照),
又は穴あけ,深座ぐり及びリーマ削りの直径のような切削工具に大きく依存する工作物を調査する場合で
はあり得る。
9
B 6197:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
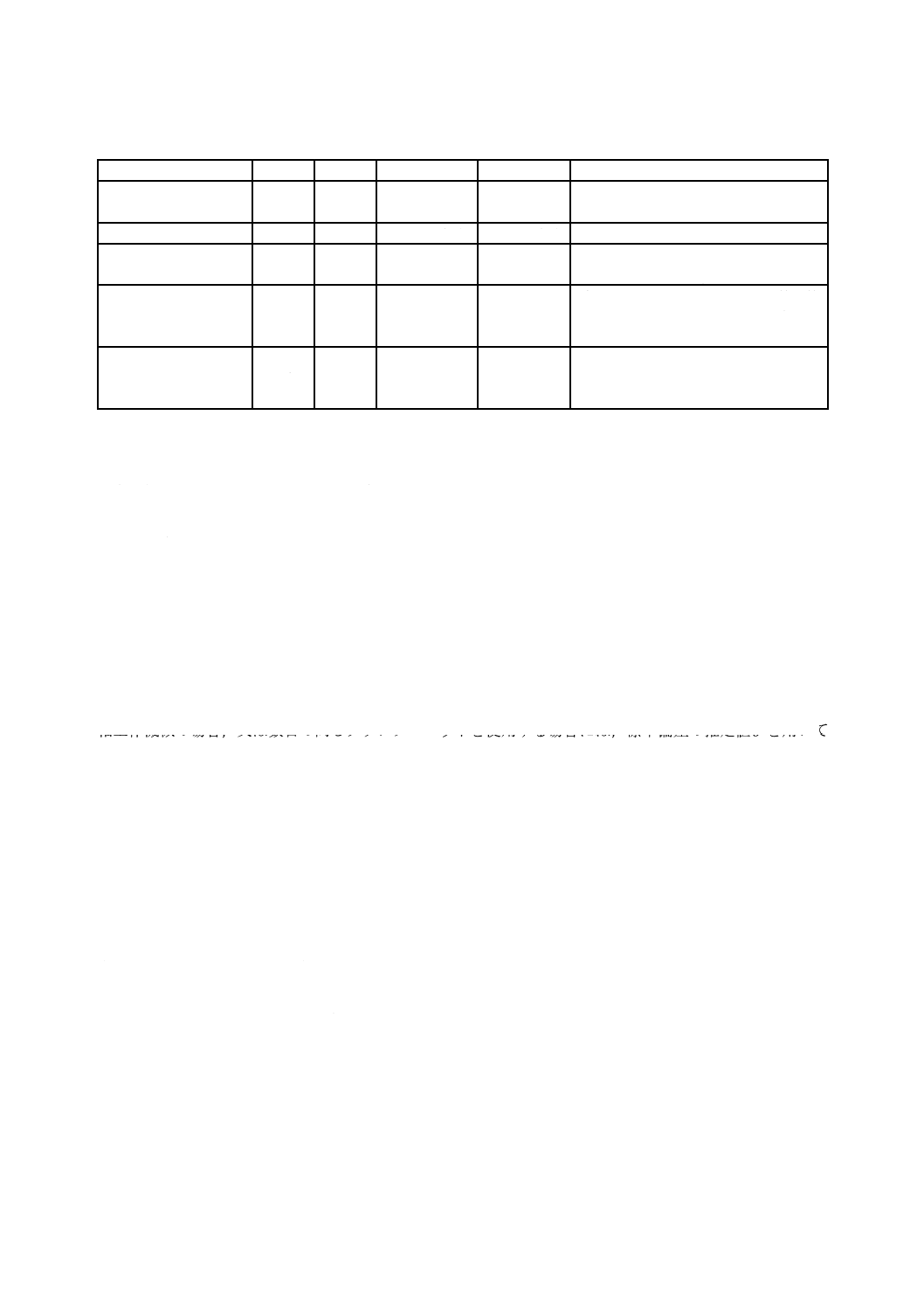
表1−短期工程能力パラメタの推奨値
工程/工作物
Cs
Csk
RV,s
RV,sk
備考
通常の工程又は工作物
1.67
以上
1.67
以上
−
−
例えば,制御していない工程での直径
及び長さ
インプロセス計測制御
−
−
100 %以下
100 %以下
全公差を使ってもよい。
表面粗さ
−
−
必要であれば
80 %以下
80 %以下
多くの場合に,上限値があるだけであ
る。したがって,RV,skだけを規定する。
片側公差
−
1.67
以上
−
60 %以下
受入れのためには,二つの特性値を使
用することを受渡当事者間で協定す
る。
他の特別な工程又は工
作物(例えば,測定管
理)
1.67
以上
1.67
以上
60 %以下
60 %以下
受入れのためには,Cs及びCskの値又
はRV,s及びRV,skの値について受渡当事
者間で協定する。
インプロセス計測制御を適用するときは,いつでもその制御アルゴリズムについて協定した作動限界を
明確にしなければならない。これは,例えば,公差限界から10 %〜20 %の安全域をもつことである。この
場合,短期工程能力は公差限界の中に全ての値があるかどうかを証明する。
通常,表面粗さの値は,それほどばらつかない。したがって,その値は,限界を超えないことに対する
高い信頼度をもたらす。そのような場合,公差限界から公差の10 %の安全域を保てば十分とする。表面粗
さ値には工作物表面の測定領域の位置が強く影響するために,幾つかの工作物上の異なる領域で繰り返し
て測定し,必要があれば,測定値の平均値を求めるのが望ましい。
片側公差をもった工作物は,公差の方向のパラメタだけで評価しなければならない。CskとRV,skとのい
ずれが受入れに意味があるかという問題は,受渡当事者間で協定しなければならない。
他の特別な工程又は工作物について,意味のある特性値の選択の問題は,それぞれの個々の場合ごとに
受渡当事者間で協定しなければならない。例えば,数個の工作物を同時に加工できる複数の主軸をもつ多
軸工作機械の場合,又は数台の同じクランプユニットを使用する場合には,標準偏差の推定値σ)を用いて
算出するCs値を使用するのがよい[式(6)参照]。主軸当たり又はクランプユニット当たりの値の個数は,
個々の主軸又は個々のクランプユニットの結果との混合を避けるためにグループごとの値の個数の整数倍
でなければならない。この手順は,各主軸又は各クランプユニットごとの工作物を別々に評価することと
同等である。さらに,全ての工作物から求めた短期範囲値RV,sは,全ての部品が公差内にあることを保証
するために,制限の範囲内でなければならない。これらの二つの条件が満たされない場合には,各主軸又
は各クランプユニットごとに,それぞれの原因及び理由を調査しなければならない。調査するクランプユ
ニットの台数及び工作物に作用する加工負荷にもよるが,クランプユニットと工作物との接触面のばらつ
き及び取付状態を調べるためにクランプユニット1台当たり2〜3個の工作物を用いて調整運転を行うのは
有益である。したがって,評価に使用する工作物は,1台のクランプユニットから取ることができる。
温度ドリフトによる最大許容勾配は,加工方法,機械の大きさ並びに生産及び周囲条件に依存する。暖
機運転の間,最大40 μm/hまで温度ドリフトによる勾配を予想することができる[36]。次の6.3に規定する
ように,この勾配は,短期工程能力試験を行っている機械にとっては,あまり重要ではない。したがって,
これに関してだけは,個々の場合の受入れに対して受渡当事者間で意味あるものとして協定しなければな
らない。
6.3
暖機運転手順
機械を熱的平衡状態で運転することを確実にするため,短期工程能力試験のための暖機運転手順を計画
10
B 6197:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
するのが望ましい。温度ドリフトによる勾配が使用者にとって特に重要な場合,又は機械が熱的平衡状態
になるまで暖機運転を行うことができない場合には,許容温度勾配は,試験を開始する前に受渡当事者間
で協定し,かつ,分析中にそのことも考慮しなければならない。
バッチが小さい混流又は中断した生産による熱変形は,機械の熱挙動に対してより重要である。この挙
動は,熱変形試験(例えば,JIS B 6190-3による。)又は適切な機械加工試験のような他の試験方法で評価
してもよい。
6.4
調整
調整運転は,特性の目標値(又は,推奨値若しくは参照値)になるまで工程を調整するのに役立つ。目
標値は,両側公差の公差域の中央値又は工作物のゼロ限界に対するゼロに等しい。A.3は,その他の公差
への設定の効果を示す。平均値が公差域の中央にない場合には,生産に使用できる残りの領域は限られる。
これは,例えば,公差の1/4の平均値の変位及びCskの要求が1.67に対して,残る6倍の標準偏差の領域
(おおよそ最大許容範囲)が公差の30 %にすぎないことを意味している。
どの程度正確に工程を設定値に調整するのが望ましいかは,他の因子の中で,どの程度の負荷がかかる
のかに依存する。それぞれの個々の場合において平均位置の重要度は異なる。例えば,平均値を公差域の
中心に保つことは時間がかかるが,通常どんな問題もなく可能であると期待することができる。このよう
な場合には,平均値が公差域のほぼ中心にある工程を設定し,受入基準として短期工程能力指数Cs又は短
期範囲値RV,sを協定することは役に立つ。
要求された品質をもつ素材が供給され,かつ,製造現場の周囲温度にさらされていなければならない。
コーティングを施していない切削工具は,初期摩耗が大きいため,真新しい切削工具を使用してはならな
い。さらに,工作物寸法の結果は別として,切削抵抗が大きく増加する。そのために,コーティングを施
していない新しい工具を用いる場合は,調整を行う前に切削を行って使用しておかなければならない。
温度ドリフトによる勾配を評価する場合には,工具摩耗による勾配も測定しなければならない。これは,
同様の切削条件における過去の経験に基づいて予測するか,又は顕微鏡若しくは触針式測定器で測定して
もよい。概して真新しい状態の工具を使用しないので,工具摩耗の線形性を仮定し受入試験の前後で工具
を測定すれば十分である。工具の寿命が,受入試験の間適用される製造パラメタを用いる製造時間よりは
るかに長いことが分かっている場合には,工具摩耗の評価をやめてもよい。
6.5
生産
工作物は,連続に間断なく加工しなければならない。加工方法の変化及び製造時間は,工程に影響を与
え,その結果,実際の工程の挙動をゆがめる。基礎(床)の振動,温度変動及び工作機械の振動のような
製造過程の中の外乱は,できるだけ直近の日で測定データの解釈を容易にするために,かつ,必要があれ
ば,新しい試験を開始するために記録してもよい。
測定の制御又は勾配の補正が工作機械の一部になっている場合には,それらは短期工程能力試験に含め
なければならない。すなわち,工作機械は,この制御又は補正なしで試験してはならない。評価のときに,
変化した分布関数を考慮し,短期工程能力指数の代わりに短期範囲値を算出しなければならない。
6.6
測定
工作物の公差に応じ,要求事項として,測定器,測定場所(空調された測定室,工場現場)及び測定方
法を設定しなければならない。測定は,訓練された要員によってだけ行ってよい。測定器及び工作物の温
度が測定場所の周囲温度と違ってはならない。
外形の公差を確認するときはいつでも,表面粗さを外形欠陥として誤った解釈をする危険性があるため,
測定する工作物の表面品質は考慮しなければならない。
11
B 6197:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
測定器は,十分に高い分解能をもっていなければならない。次の条件に適合することを推奨する。
分解能≦0.03T
ここに,Tは,試験している工作物の公差
短期工程能力試験に用いる測定器の適合性は,測定システムの短期工程能力試験によって証明しなけれ
ばならない。この証明は,一定の条件下で測定標準を50回測定し,引き続き,測定器の標準偏差sgを計
算することによって行う。測定標準は,サンプル工作物でよい。適切なサンプル工作物を利用できない場
合には,通常生産している工作物を使用してもよい。sgのための測定は,一定で,かつ,繰り返すことが
できる条件の下で行われなければならない。測定器の標準偏差は,次の要件に適合しなければならない。
6sg≦0.15T
又は
sg≦Tの2.5 %
ここに,Tは,試験中の工作物の公差
この要求への適合は,測定器の標準偏差による短期工程能力指数の劣化が十分に小さい(Cs値1.00で
1.1 %及びCs値2.00で4.2 %未満)ことを意味する,したがって,無視してもよい。この要求が実現されな
い場合には,測定結果が間違っている可能性があるので,その測定器は短期工程能力試験には使用できな
いかもしれない(A.4参照)。工程に関連付けられる標準偏差から測定器に関連付けられる標準偏差の大き
さを除くことは,統計的な不確かさを強く増加させるために,結果を修正するための適切な方法ではない。
限界値を評価する場合には,測定の不確かさU(包含係数k=2)は,公差の10 %以下でなければならな
い。
6.7
計算及び分析
6.7.1
一般
短期工程能力試験における統計分析は,短期工程能力指数の計算だけから成りたっているのではなく,
勾配,外れ値,安定性,特別な工程状況及び正規分布への適合性(Cs及びCsk値のために)に関して工程
を分析しなければならない。グラフ表示の可能性[例えば,x管理図(ISO 7870-2を参照),ヒストグラム
及び確率紙]を提供し,適切な統計パラメタについて計算できる市販の統計ソフトは,ここで,大変に大
きな助けになる。分析のための計算の流れを附属書Cに規定する。手順は,附属書Dに示す例を用いて示
す。
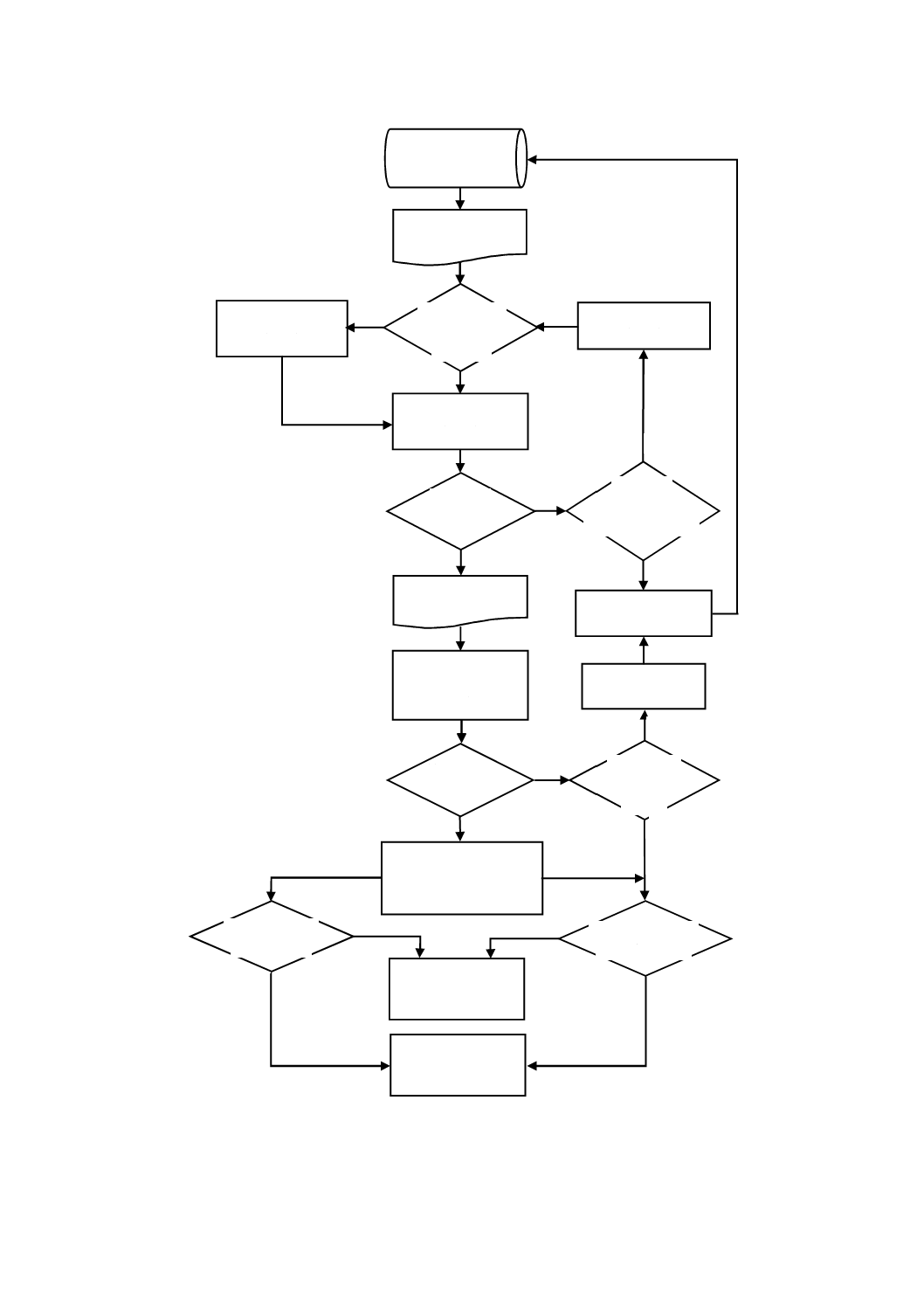
分析を含む主な流れを図2に示す。測定システムの短期工程能力の証明は,短期工程能力の有益な評価
のための前提条件である。
工程に関する知識に基づき,かつ,x管理図を使って対象とする工程又は工作物が評価を受けるかどう
かを決定するのが望ましい。これは,例えば,測定管理,工具,多軸機械又は表面粗さ値を包含している。
それが特殊な工程又は特殊な工作物であれば,6.7.2で示す勾配修正は行わない。
6.7.2
勾配の修正
x管理図は,測定データの全勾配δXtot,Tの評価に使用する。工具摩耗による勾配δXa(既知又は同様の工
程で測定済み)の知識を適用して,温度ドリフトによる勾配δXtdは,特別な影響が現れなければ式(1)で算
出できる。
a
T
tot,
td
δX
δX
δX
−
=
····································································· (1)
短期工程能力指数は,標準偏差の推定値σ)[式(14)及び式(15)参照]を用いて通常は算出する。そのため
標準偏差の計算には,グループ形成による小さな勾配は,取り除かなければならない。それにもかかわら
ず,その勾配によって,平均値が許容管理限界を超える可能性を排除することができない。そのため,疑
12
B 6197:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
問がある場合には,勾配修正を行ってもよい。強い勾配が存在している場合には,別々に勾配と工程とを
評価できるように勾配修正を行ってもよい。測定データは,式(2)及び式(3)を用いて修正する。
w
tot,
T,
)1
(
X
i
x
x
i
i
δ
−
−
=
·································································· (2)
及び
T
,
tot
w
tot,
1
1
X
n
X
δ
δ
−
=
····································································· (3)
ここに,
xi,T: i番目の勾配修正測定
xi: i番目の測定(勾配修正なし)
δXtot,w: 工作物1個当たりの全勾配
勾配修正を行った場合には,その後の計算は,勾配修正データを使用して行わなければならない。範囲
R,平均値x,及び標準偏差の推定値σ)(五つのグループの測定グループ分けを通して)は,式(4)〜式(7)
によって算出しなければならない。
範囲
min
max
x
x
R
−
=
··········································································· (4)
平均値
∑
=
=
m
j
jx
m
x
1
1
············································································· (5)
推定された標準偏差
94
.0
s
=
σ)
················································································· (6)
及び
∑
=
=
m
j
js
m
s
1
1
·············································································· (7)
注記 式(6)は,五つのグループに対しては定数0.94,三つのグループに対しては定数0.89。
13
B 6197:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図2−評価の流れ図
測定データ
x管理図
外れ値の除去
(6.7.3)
外れ値の試験
(6.7.3)
勾配修正
(6.7.2)
ヒストグラム
評価を繰り返す
安定性試験
(
s
x−管理図:
6.7.4)
不安定さの除去
受渡当事者間の協定に
基づく特性値の計算
(6.7.5)
短期工程能力は
証明された
短期工程能力は
証明されなかった
重要な勾配を
もった通常のプ
ロセス?
外れ値を
除外するか?
(最大1個の値)
管理状態に
することができ
るか?
YES
YES
YES
YES
NO
NO
YES
YES
NO
NO
NO
NO
YES
外れ値が
存在するか?
管理状態に
あるか?
Cs≧Cs,nom及び
Csk≧Csk,nom?
RV,s≦RV,s,nom及び
RV,sk≦RV,sk,nom?
NO
14
B 6197:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6.7.3
外れ値の管理
50個の工作物の測定値に存在する外れ値に関する検定をしなければならない。
JIS Z 8402-2及び他の参考文献に記載されている外れ値の検定は,特に,正規分布の仮定に基づいてい
る。その方法を工程又は工作物に関係する正規分布に従う測定値を適用できる[13][23][38]。式(8)及び式(9)
の方程式が満たされる場合には,最大xmax及び/又は最小xminは,外れ値(信頼水準:99 %,サンプル数:
50)とする。
σ)
34
.3
max
+
>x
x
········································································· (8)
σ)
34
.3
min
−
<x
x
········································································· (9)
外れ値が一つ存在している場合には,新しい外れ値の試験を,この値を除いて実施しなければならない。
外れ値が二つ以上存在する場合には,その理由を究明し,さらに工程が明らかに管理されていないことに
なるので,その試験をやり直さなければならない。外れ値が一つだけ見つかった場合には,この値なしに
計算を続けるか,全試験をやり直すかどうかを決定しなければならない。
6.7.4
工程の安定性
工程の安定性は,次のように調査しなければならない。
ヒストグラムは,測定値の分布の視覚表示のために描かなければならない。50個の値について,七つの
グループに分類することを推奨する。
工程の安定性は,x−s管理図を使用することで評価する。そのグループの平均値と標準偏差とが,管
理限界(UCLとLCL)の中にある場合,例えば,式(10)〜式(13)による条件が全ての10グループで満たされ
る,その工程は,安定であるとみなさなければならない(信頼水準:1−α=99 %,サンプル数n=5)。
σ)
15
.1
CL,
+
=x
U
x
j
x
j≦
······························································ (10)
σ
.
x
L
x
j
x
j
)
15
1
,
CL
−
=
≧
·································································(11)
σ
.
U
s
j
s
j
)
93
1
CL,
=
≦
···································································· (12)
σ
.
L
s
j
s
j
)
23
0
,
CL
=
≧
···································································· (13)
ここに,
x: 式(5)による平均値
σ): 式(6)による標準偏差
管理限界を超えている場合には,もう一度その理由を調査しなければならず,調査を繰り返さなければ
ならない。不安定性を改善できない場合には,短期工程能力指数の計算結果は受け入れられない。この場
合には,短期範囲値だけが単に受入判定基準として有効であると受渡当事者間で協定してもよい。
6.7.5
指数の計算
6.7.5.1
一般
受入試験の前に受渡当事者間で協定した特性値を,算出しなければならない。推奨値は,表1(6.2参照)
及び協定書(附属書B参照)による。これらは,式(14)〜式(18)で示される。
短期工程能力指数
σ
T
C
)
6
s=
······························································ (14)
偏りを考慮した短期工程能力指数
σ
L
x
x
U
C
)
3
}
;
{
min
SL
SL
sk
−
−
=
········································ (15)
15
B 6197:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
短期範囲値
T
R
R
=
s
V,
······························································ (16)
又はパーセントで,
100
s
V,
×
=TR
R
偏りを考慮した短期範囲値
max
SL
min
SL
max
sk
V,
;
−
−
−
−
=
L
x
x
x
x
U
x
x
R
···································· (17)
又はパーセントで,
100
;
max
SL
min
SL
max
sk
V,
×
−
−
−
−
=
L
x
x
x
x
U
x
x
R
(協定すれば)温度ドリフトによる勾配
a
T
tot,
td
X
X
X
δ
δ
δ
−
=
········································· (18)
ここに,
T: 試験中の工作物の公差
σ): 式(6)による標準偏差
∑
=
=
n
i
ix
n
x
1
1
: 平均値,nは測定値の個数,一般にn=50
USL: 上限規格値
LSL: 下限規格値
δXtot,T: 6.7.2に規定する測定データの全勾配
δXa: 6.7.2に規定する工具摩耗による勾配
6.7.5.2
片側限界工作物
片側限界工作物については,短期工程能力指数及び短期範囲値は,平均値及び下側又は上側の公差限界
を考慮して算出する。限界値の計算は,両側限界工作物の場合に適用された手順と同様である。次の場合
には,区別しなければならない。
a) 上側短期工程能力指数
σ)
3
SL
sk
x
U
C
−
=
·········································································· (19)
x
U
x
x
R
−
−
=
SL
max
sk
V,
········································································ (20)
b) 下側短期工程能力指数
σ)
3
SL
sk
L
x
C
−
=
·········································································· (21)
SL
min
sk
V,
L
x
x
x
R
−
−
=
········································································ (22)
6.7.5.3
表面粗さ
表面粗さについては,JIS B 0633に従って16 %ルールを適用し,少なくとも各工作物当たり二つの粗さ
測定値をとらなければならない。どの値も測定(例えば,50の母集団に対して8回測定)が16 %まで上
側又は下側の公差から外れた場合には,上限公差を無視してもよい。短期範囲値(又は短期工程能力指数)
の評価は,残りの粗さの値で評価しなければならない。
表面粗さの値については,短期範囲値を推奨する。
7
短期工程能力試験に影響を及ぼす要因
7.1
一般
たとえ,機械の応答の強さ,すなわち,周囲からの様々な影響に対する機械のロバスト性を品質判定基
16
B 6197:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
準として理解できたとしても,工作機械の短期工程能力試験に関係する重要な問題は,どんな直接影響も
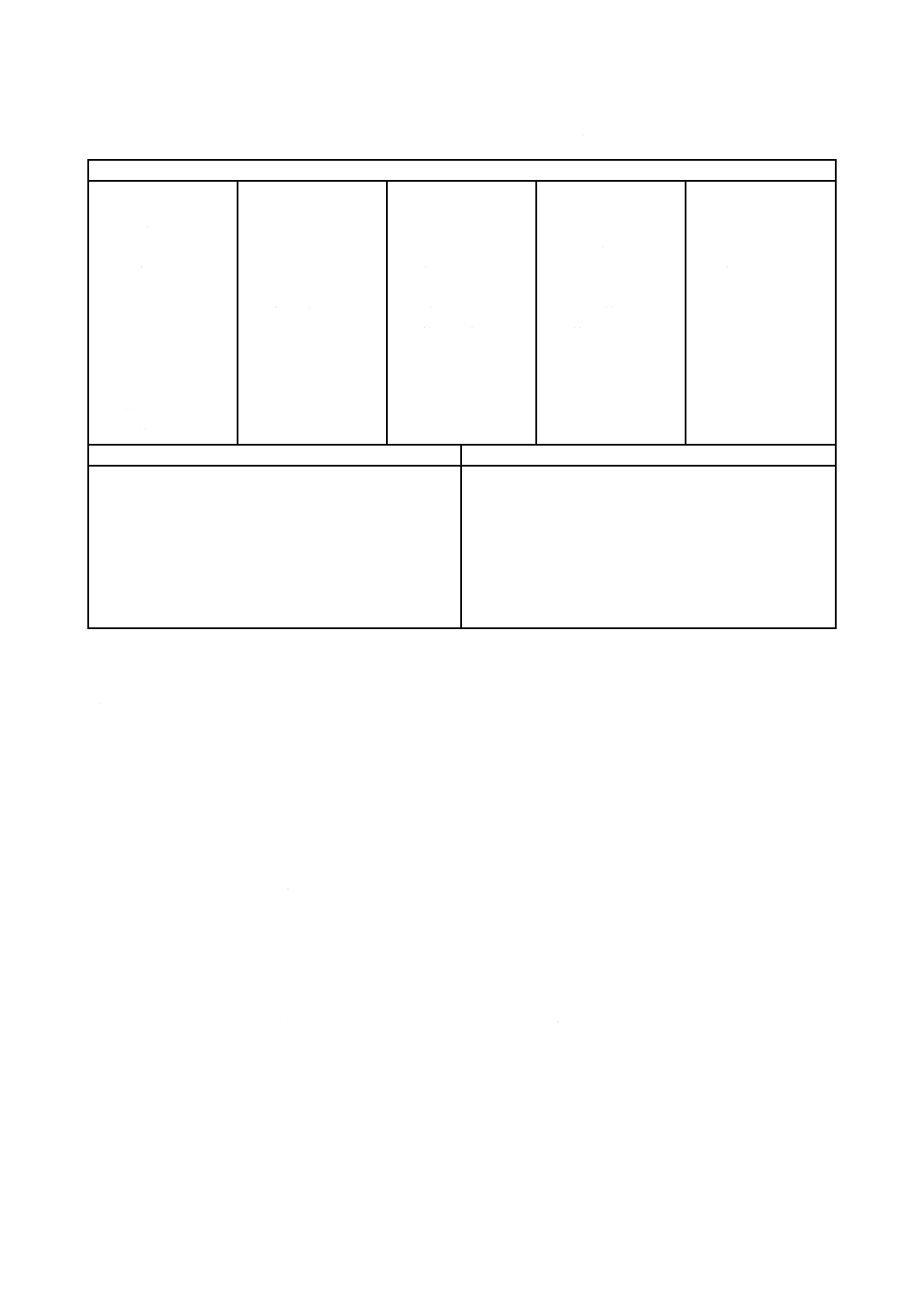
工作機械の製造業者によらず,加工の不確かさを増加させる様々な外部要因があることである。表2は,
最も関連すると考えられている要因を規定する。この要因の説明は7.2〜7.4で詳細に規定する。
工場温度の変動のような周囲の影響は別として,工程パラメタ及び工具摩耗は,直接工作機械に影響を
及ぼす。工具摩耗によって切削抵抗が増加してたわみが増え,その結果として測定偏差が大きくなること
が予想できる。また,素材寸法のばらつき及び固定面の不安定さは,工作精度に負の影響を与える。
7.2
熱影響
工作機械の工作精度は,幾何学的,静的,動的及び熱的特性に依存している。工作機械の短期工程能力
は,工程パラメタによって定義される工程負荷,並びに公差及び工程時間に関する要求ともいつも結びつ
いているとみなければならない。
内外部の熱源及び切削領域における熱発生は,切削点での熱変形を発生させる。この変形の大きさは,
加工パラメタ,加工条件(潤滑又は無潤滑)及び機械の熱的条件(暖機運転段階又は熱的平衡状態になっ
ている運転段階)に依存する。
暖機運転段階における熱変位は,式(23)で示される指数関数で近似できる。
−
∆
=
∆
−τt
e
x
t
x
1
)
(
max
································································ (23)
工作機械の種類と大きさとにもよるが,工作機械の熱時定数は,20分〜6時間の間の範囲にあり,最大
変位Δxmaxについては,数μmから100 μmまである。受入試験を熱的平衡に達した段階で実施する場合に
は,暖機運転によって機械の変位が最大変位の85 %に達するのを確実にするために40分〜最大12時間の
暖機運転が必要になる。そうしないと暖機運転段階での温度ドリフトによる5 μm/h〜40 μm/hの勾配が予
想される。
通常,この規格の対象となる工作機械は,大量生産向けに使われる。3シフト運転の場合には,機械が
熱的平衡状態にあり,暖機運転段階における温度ドリフトは,週の始めに単に調整頻度が増加することか
ら明らかになるだけであり,これは,統計的工程管理方法を使用することによって管理することができる。
この点で,暖機運転段階における温度ドリフトは,短期工程能力研究にとってはあまり重要ではない。
注記 工作機械の工作精度に及ぼす周囲温度条件の影響に関する体系的調査は,周囲温度変動によっ
て0.5 μm/℃〜8 μm/℃の間の切削点で変位を示す。すなわち,温度変化とその結果として起こ
る変位との間の遊び時間は,30分間〜5時間の遅れ時間が予想される。
17
B 6197:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表2−短期工程能力試験結果に影響を及ぼす要因
工作物の精度に影響を及ぼす要因
工程
・ 工作物の形体/
公差
・ 工程パラメタ
・ 切削力
・ 潤滑/無潤滑切
削
・ 工具摩耗
・ 構成刃先
・ 工具の幾何精度
・ 工具交換後の工
具オフセット,そ
の他
工作機械
・ 静的・動的コンプ
ライアンス
・ 温度ドリフト
・ 軸の位置決め精
度
・ 軸受隙間
・ ヒステリシス及
びバックラッシ
・ メンテナンス
・ 据付/基礎
・ 送り駆動の伝達
関数,その他
要員
・ 資格
・ 訓練
・ 動機
・ 気分
・ 作業及び環境条
件
・ 情報の流れ,その
他
環境
・ 近くの機械によ
って引き起こさ
れる振動
・ 温度変動
・ 周辺温度≠20 ℃
・ 外部熱源又は放
熱器,その他
工作物材料
・ 組成
・ 熱処理
・ 残留応力
・ 素材の寸法及び
表面
・ 前加工
・ ロット
・ 工作物の静動剛
性
・ 固定面,その他
測定に影響を及ぼす要因
分析に影響を及ぼす要因
影響/問題
・ 測定分解能及び測定の不確かさ
・ 測定方法
・ 作業者
・ メンテナンス
・ 環境
・ 工作物,測定器及び周辺環境の温度
・ 表面粗さ,その他
影響/問題
・ コンピュータを利用した又は使わない分析方法
・ 統計的不確かさ
・ 非正規分布に対する方法
・ 計算精度,その他
7.3
測定の不確かさによる影響
短期工程能力指数は,測定器,例えば,ゲージの標準偏差に依存する測定工作物の標準偏差を使って計
算する。そのために測定の不確かさは,短期工程能力指数を下げる。A.4では,工程の実標準偏差sactの
60 %の測定器の標準偏差sgについて,Cact=2.00の実工程能力指数が,測定のばらつきによってCs=1.71
まで減少するのが分かる。この例は,そのような測定器の応用のための前提条件として測定器の短期工程
能力の重要性を実証する(6.6参照)。
また,A.4は,測定器の標準偏差sg,すなわち,6・sg≦0.15・T,に関する要件のための情報を含んでいる。
ここで,Tは,試験中の工作物の公差である。
7.4
統計分析から生じる影響
7.4.1
信頼水準及びサンプルの数
また,統計学的評価の種類及び方法論は,短期工程能力の調査結果にも影響する。大きなロット生産で
50個の工作物を加工したときの精度の見積もりは,不確かさと関連する。したがって,工作機械上での機
械加工の評価をしている間,計算された短期工程能力指数は,実工程能力の推定にすぎない。例えば,Cs
=1.67の短期工程能力指数を50個の測定値を用いて算出する場合には,基本的な母集団に対する実際の能
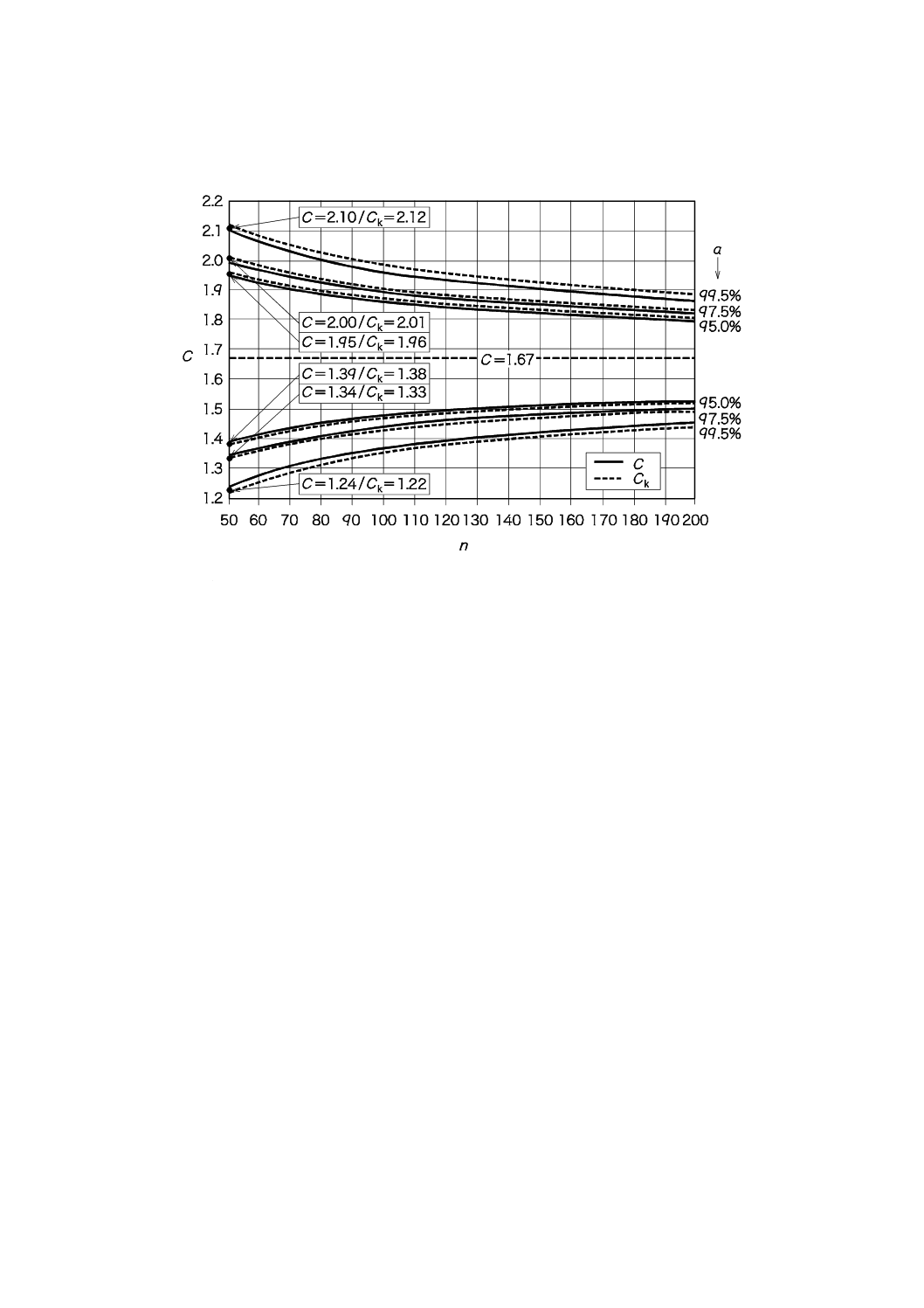
力指数は,95 %の信頼率(A.5参照)及び特性値の正規分布の仮定に基づき,1.39〜1.95の間にある。し
たがって,短期工程能力Cs(信頼率95 %)に対する不確かさUは,±0.28である。
短期工程能力指数は,通常,小サンプルを使って決定する受入試験の場合に,一般に同じ工程に対する
長期工程能力指数とは異なる。この長期工程能力指数は,例えば,数週間に及ぶ生産で,非常に大きなサ
ンプルについて決定する。それにもかかわらず,要求Cs≧1.67を満たすことは,公差を40 %(10 sは許容
範囲内での範囲)狭くするばかりではなく,受入試験を成功裏に終了するために,かなり小さな範囲を保
18
B 6197:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
持することを目的としなければならないことを意味している。
7.4.2
分布のタイプ
短期工程能力指数は,測定データの標準偏差を求め,計算しなければならない。暗黙の仮定は,正規分
布を使用して工程が記述できるということである。これは,全ての機械的な工程に適用できるというわけ
ではない。さらに,片側公差(例えば,多くの形状及び位置の公差)は,一方の側に物理的限界をもつの
で,非対称になることが多い。このために,この正規分布への補足として他の統計プログラム及び分布モ
デルが開発されてきた。それぞれの数学的アルゴリズムは,個別のデータセット用の分布関数の決定がで
きるようになっている。そのとき,同じ値の標準偏差が計算され,正規分布曲線と比較のために使用され
る。それにもかかわらず,純粋に数学的方法で,技術的,物理的な条件を考慮せずに測定データを扱うこ
とは,これらのどれが最もよい方法で実際の関係を説明するかを決めることができずに,これが様々な分
布関数が統計プログラムによって近似として計算される状況に通じる。同じ値の標準偏差の計算とともに,
選ばれた分布モデルに依存する全く異なった短期工程能力指数の計算になる。
したがって,測定データだけに基づいて分布モデルを導き出すのは,実用的ではない。一方で分布関数
の選択は,純粋に形式にこだわるだけでなく,工程に関する知識及び物理的な環境を考慮しなければなら
ない。A.6に追加情報を提供する。しかし,50個という少量の測定値に基づく受入試験については,これ
はいつも可能であるというわけではない。
このために,それは,x管理図,
s
x−管理図及びヒストグラムを用いて工程評価を実施し,かつ,測定
データをグループ分けすることによって導き出された,標準偏差の推定を活用して短期工程能力指数を計
算することを推奨する。明らかに正規分布に経験的に知られる分布が対応していない特殊な工程又は特性
の場合には,測定値の範囲が受入基準となる(6.1参照)。個々の場合に,ISO 22514-3:2008の5.6及びISO/TR
22514-4:2007に従って,工程能力の分析のために他の又は追加の評価基準を使用するのが妥当な場合があ
る。
19
B 6197:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A
(参考)
統計的評価に関する追加情報
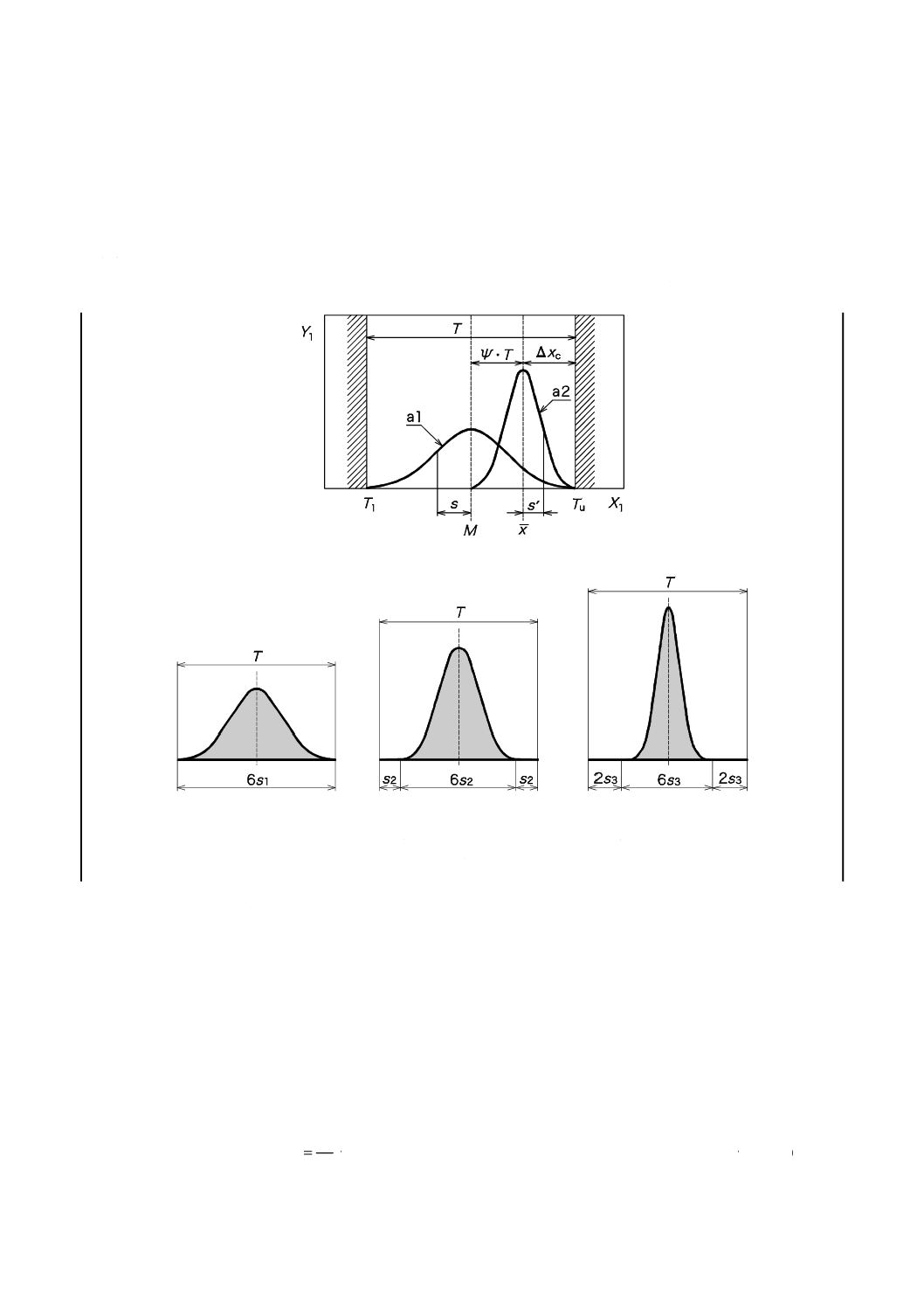
A.1 偏りがない分布と偏りがある分布との関係
偏りを考慮した短期工程能力指数Cskは,平均の位置も考慮している[図A.1 a)参照]。
a)
Cs=1.0
b1: 99.730 202 %
b2: 0.269 96 %
Cs=1.33 b1: 99.993 66 %
b2: 0.006 %
s2=0.75 s1
Cs=1.67 b1: 99.999 94 %
b2: 0.000 06 %
s3=0.6 s1
b)
記号
X1 特性値
Y1 度数
a1 偏りがない分布
a2 偏りがある分布
b1 規格に適合した推定された部品の割合
b2 規格に不適合な推定された部品の割合
図A.1−正規分布に従う特性に対して定義した短期工程能力
これに関連して,式(A.1)及び式(A.2)は,正規分布の仮定を適用している。
(正規分布の場合)短期工程能力指数は,次の式による。
s
T
C
6
s=
················································································ (A.1)
20
B 6197:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ここに,
Cs: 短期工程能力指数
T: 公差
s: 50個の試験片から評価された特性値の標準偏差[式(A.3)参照]
(正規分布の場合)偏りを考慮した短期工程能力指数は,次の式による。
min
SL
SL
sk
3
,
3
−
−
=
s
x
U
s
L
x
C
························································· (A.2)
ここに, Csk: 偏りを考慮した短期工程能力指数
x: 平均値
LSL: 下限規格値
USL: 上限規格値
s: 50個の試験片から評価された特性値の標準偏差[式(A.3)参照]
標本標準偏差s(サンプル数n)は,
(
)
1
2
−
−
=∑n
x
x
s
i
···································································· (A.3)
偏り比は,
2
SL
SL
L
U
M
T
M
x
Ψ
+
=
−
=
,
······················································ (A.4)
となる。
偏りを考慮した短期工程能力Cskが短期工程能力Csと同等の値となるとき,標準偏差s'[図A.1 a)参照]
と偏りを考慮しないときの標準偏差sとの関係は,次の式による。
s
Ψ
s
)
2
1(−
=
′
·········································································· (A.5)
正規分布の特性を仮定したとき,短期工程能力指数が1.0であることは,母集団の全ての特性値のうち
99.73 %が規定された許容範囲に含まれることを意味する(図A.1参照)。時間的及びコストの理由から,
短期工程能力の評価は少数の加工部品によって実施する(この規格では50である。)。したがって,確認さ
れる短期工程能力指数は,加工プロセスの真の短期工程能力の推定値にすぎない。流動期のバッチサイズ
が大きい生産に対して統計的に与えられる不確かさを考慮に入れるために,短期工程能力指数は,高い値
(例えば,Cs>1.33又はCs>1.67)が要求される。図A.1 b)から分かるように,6倍の標準偏差が規定され
た公差内にあることはもちろんのこと,標準偏差の8倍又は10倍にあるのが望ましいことを意味している。
分布が許容範囲の中心Mに対して偏りがある場合には,Cskは更に減少する。
21
B 6197:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
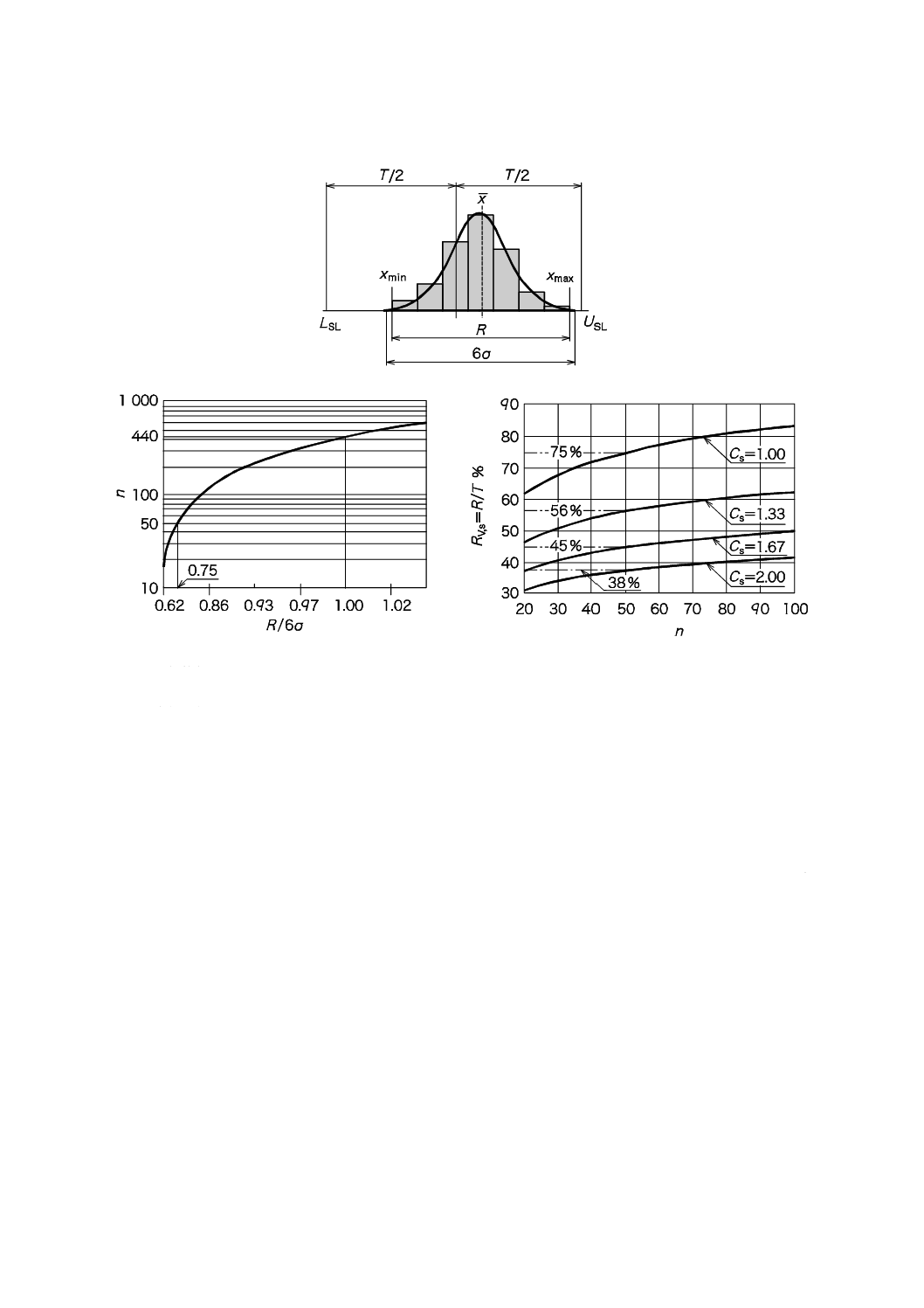
A.2 標準偏差と短期範囲値RV,sとの相互関係
記号
LSL 下限規格値
n
サンプル数(デフォルトはn=50)
R
測定値の範囲
σ
母集団の標準偏差
T
公差
USL 上限規格値
図A.2−正規分布における特性値間の比較
図A.2にサンプル数に依存した標準偏差と範囲との関係を示す。正規分布の信頼率99.73 %の場合,試
験片50個のサンプル数に対して,標準偏差の6倍は範囲に比べて1.33倍となる。逆に,範囲の45 %はCs
の1.67に等しいことを意味する。範囲は非正規分布に対して推奨されるので,この例は短期工程能力指数
と範囲との比を示したものにすぎない。
22
B 6197:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
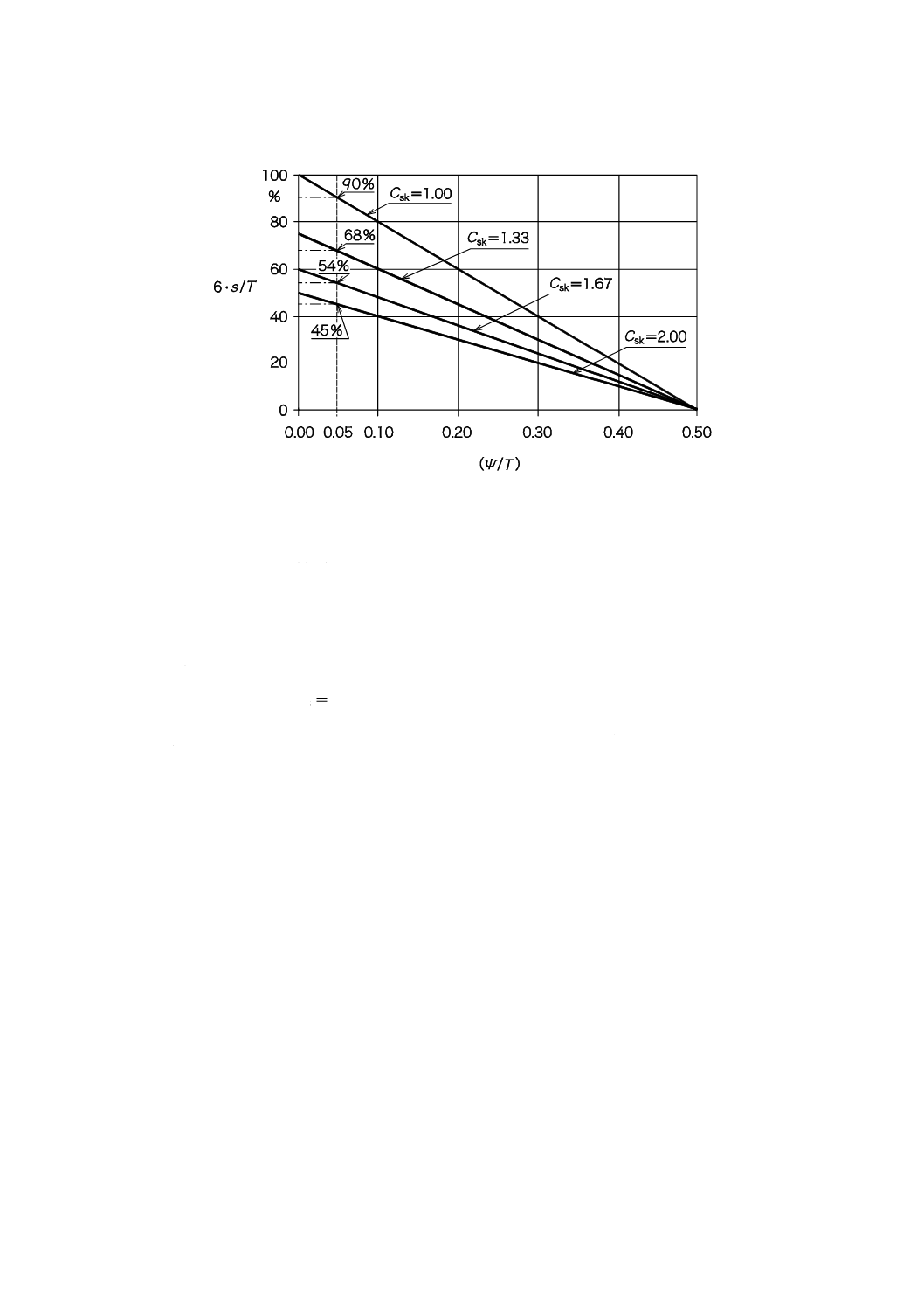
A.3 平均が公差域の中央にない場合
記号
Ψ 偏り比
T
公差域
Csk 偏りを考慮した短期工程能力指数
s
工程の標準偏差
図A.3−平均値が公差域の中央にないことによる影響(平均値の差)
通常,5個の工作物の加工に基づいて,公差限界と平均値とのかい(乖)離が次の条件式を満足してい
るか否かを試験することになっている。
T
X
45
.0
Δ
k≧
この差は,両側公差の5 %に等しい。短期工程能力指数Csが1.67のとき,公差に対する6倍の標準偏差
が60 %から54 %の減少に相当する(図A.3参照)。補正のための測定値の平均がΔⅩkの領域外にある場
合には,6倍の標準偏差と公差との比に依存して,工程をリセットし,試験を繰り返さなければならない。
そうしない場合は,補正した工作物を測定している間,加工工程が長く中断されでもしない限り,加工さ
れた工作物が既に適合品として数えられているかもしれない。
23
B 6197:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
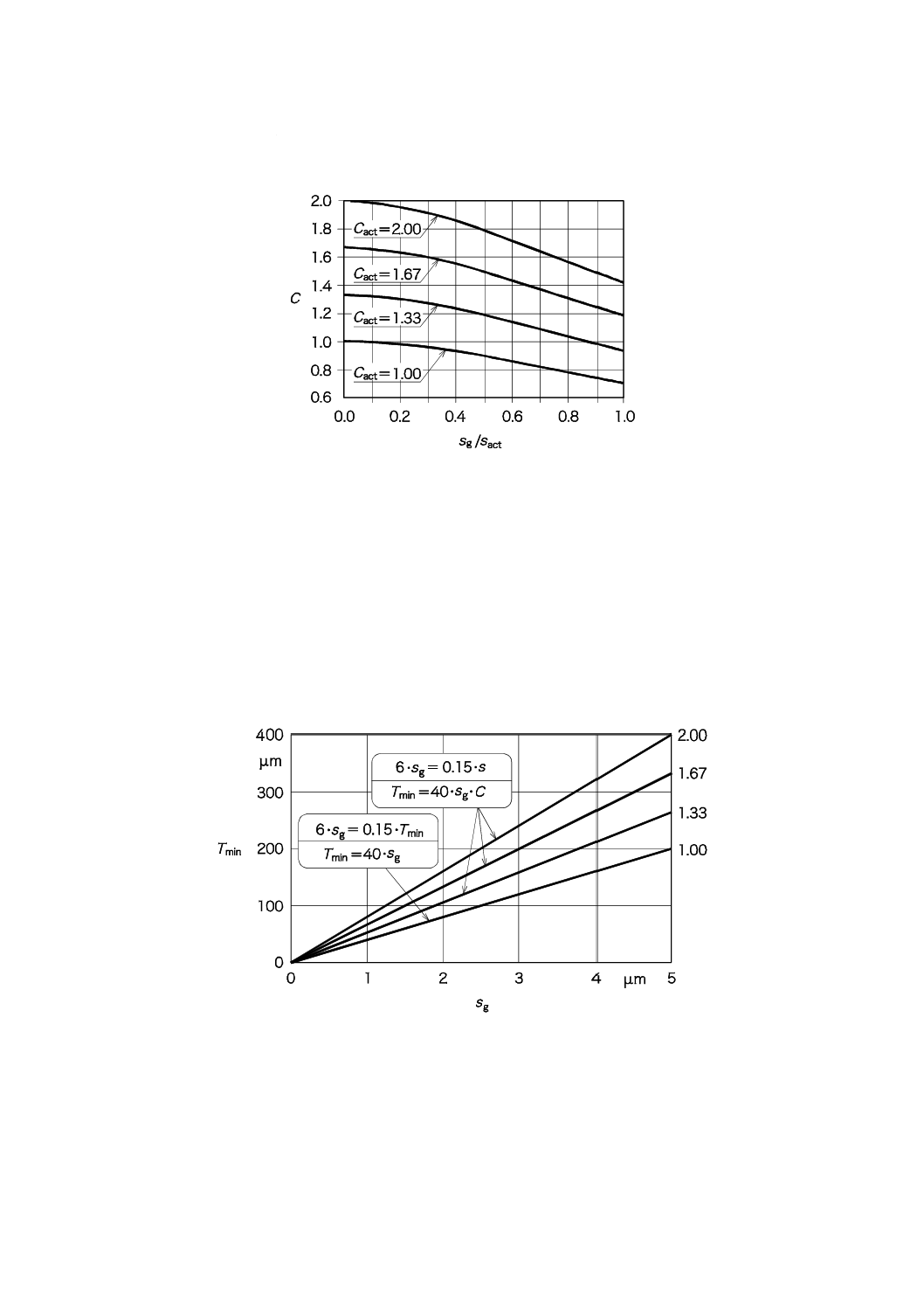
A.4 測定の不確かさ及び短期工程能力指数
図A.4に示すように,測定器の標準偏差sgで表される測定の不確かさは,短期工程能力に直接影響する。
記号
C 評価された工程能力指数
Cact 実工程能力指数
sact 工程の実標準偏差
sg 測定器の標準偏差
図A.4−測定器の標準偏差による短期工程能力指数の変化
継続的な工程改善が行われたり,より小さな公差になったものについては,工程変動に関係する測定器
への要求がもはやこれ以上満たされないことは明らかである。このことは,短期工程能力に関して,部品
の公差への言及だけが要求されることを意味する。所定の測定器の標準偏差sgに対する最小測定可能公差
を決定するグラフのうちの直線がこれに関連する(図A.5参照)。
記号
C 評価された工程能力指数
s
工程の標準偏差
sg 測定器の標準偏差
Tmin 最小測定可能公差
図A.5−測定器の標準偏差及び最小測定可能公差
24
B 6197:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
A.5 信頼区間及びサンプル数
図A.6にサンプル数に対する工程能力指数の信頼区間を示す。
記号
a
信頼率
C 工程能力指数
Ck 偏りを考慮した工程能力指数
n
サンプル数
図A.6−特性値が正規分布に従うことを仮定した信頼区間及びサンプル数
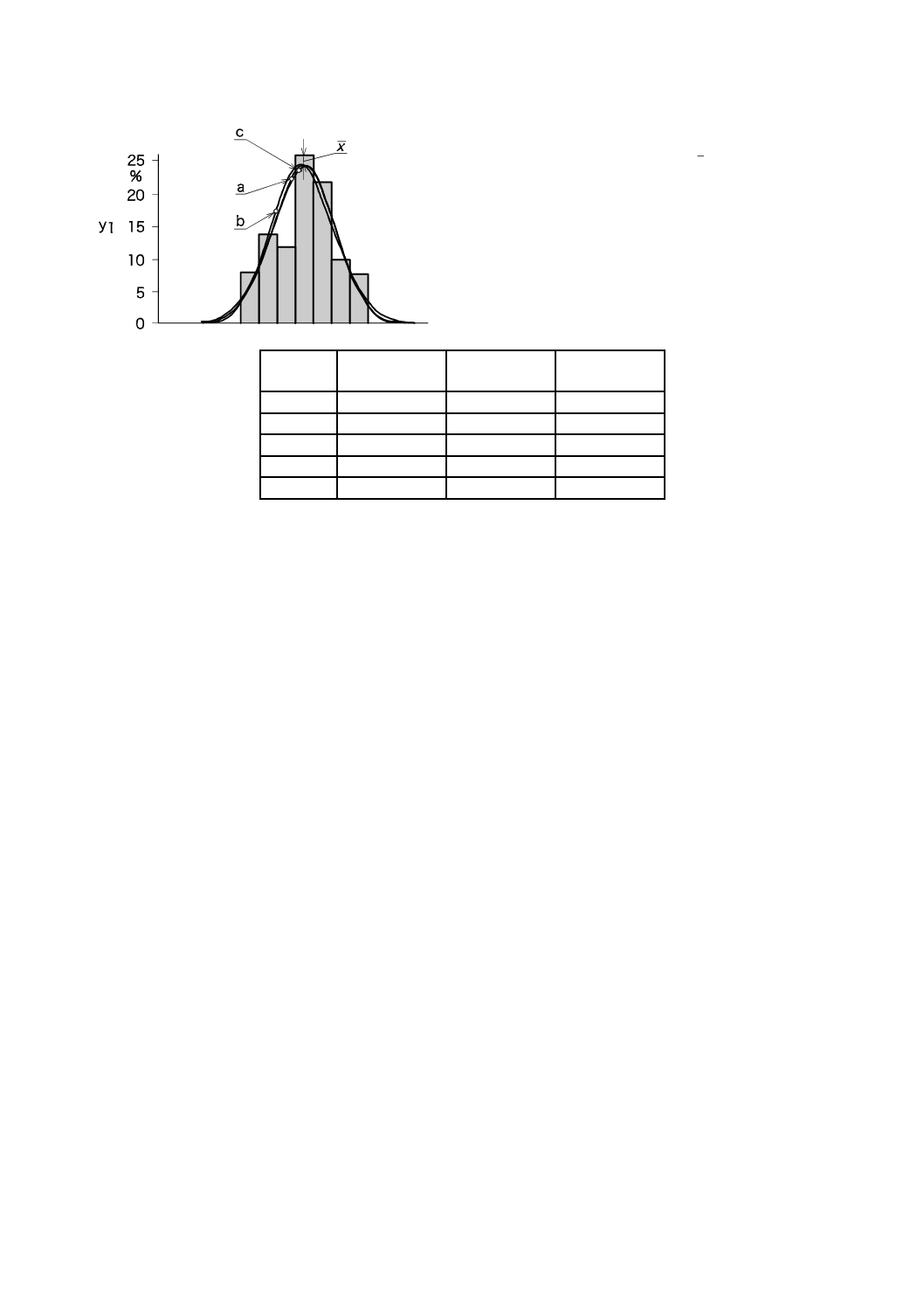
A.6 分布のタイプ及び工程能力指数評価
図A.7に,測定値が50個の例を用いて分布を選択する問題を例として示す。密度関数とヒストグラムと
が示すように,正規分布,対数正規分布及びワイブル分布の三つの分布モデル共によい適合を示している。
このことは,測定データと算出された分布関数とのかい(乖)離の平均が小さく,かつ,三つの分布とも
同様な値であることから確認できる。それにもかかわらず,短期工程能力指数は,大きく異なった数値と
なる。Csが1.51と1.88との間であるのに対して,Cskは0.67から1.47になる。
25
B 6197:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
記号
y1 密度関数(%)
Cs 工程能力指数
Csk 偏りを考慮した工程能力指数
s
工程の標準偏差
x 平均値
a
正規分布
b
対数正規分布
c
ワイブル分布
分布
正規分布
(a)
対数正規分布
(b)
ワイブル分布
(c)
最大偏差
6.6 %
7.95 %
6.53 %
平均値
0.39 %
0.41 %
0.41 %
s
5.88
6.63
5.33
Cs
1.70
1.51
1.88
Csk
1.47
0.67
1.16
図A.7−選択した分布による影響
26
B 6197:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書B
(規定)
協定書の様式
協定書の様式は,次による。
協定書の様式1/4
試験計画
概要
工作機械の説明
機械の型番
工作物の説明
工作物番号
材料
工作物の品質/抜取試験
加工時間 / 工作物 tm
工作物の量 nmp (推奨数:nmp=50)
全加工時間 ttot≈ nmp(tm+tnp)
分析のための工作物の量 n (推奨値:n=50)
抜取検査(推奨サンプル数:5)
試験準備及び実施
a) 準備
製造業者(M)
使用者(C)
場所(M/C)
日付
素材
工具
クランプ装置
工作機械
工作機械の運転者
測定器
測定実施者
b) 実施日時
開始日時
終了日時
期間
準備/設定
暖機運転段階
調整
生産
測定
分析
27
B 6197:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
協定書の様式2/4
一般情報
素材
材料,熱処理,表面,硬さ,強度,許容公差,取付具の公差,その他
試験条件
工作機械の固定具の設定
特定の負荷
(例えば,周りで稼働している機械によって引き起こされ
る振動)
試験中の周囲温度の最大変動:温度変化は,試験時間中,
±3 ℃以内に温度変化を維持
評価中の最高温度の勾配:
推奨値:最大+2 ℃/h又は−2 ℃/h
工作物
番号
工作物の説明
寸法
単位
1
2
3
4
5
6
7
8
9
28
B 6197:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
協定書の様式3/4
工作物の形体に依存するデータ1
特性値
推奨 s.b.
要求短期工程能力指数
要求短期範囲値
番号
LSL
(下限規格値)
USL
(上限規格値)
T
(公差)
Cs
Csk
RV,s
RV,sk
1
2
3
4
5
6
7
8
9
温度ドリフトによる最大許容勾配 [μm/(工作物1個当たりのドリフト量)]
δXtd,perm
δYtd,perm
δZtd,perm
推奨特性値
工程/工作物
Cs
Csk
RV,s
RV,sk
注記
通常の工程又は工作物
≧1.67
≧1.67
−
−
例えば,制御していない工程での直径及
び長さ
インプロセス計測制御
−
−
≦100 %
≦100 % 全公差を使ってもよい。
表面粗さ
−
−
必要であれば
≦80 %
≦80 %
多くの場合に,上限値があるだけであ
る。したがって,RV,skだけを規定する。
片側公差
−
≧1.67
−
≦60 %
受入れのために,二つの特性値を使用す
ることを受渡当事者間で協定する。
他の特別な工程又は工作
物(例えば,測定管理)
≧1.67
≧1.67
≦60 %
≦60 %
受入れのために,Cs及びCskの値又はRV,s
及びRV,skの値について受渡当事者間で
協定する。
29
B 6197:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
協定書の様式4/4
工作物の形体に依存するデータ2
(必要に応じ,別途工作物の形体ごとにデータを用意)
工作物
技術
工具材種
工具形状
荒加工条件
仕上げ条件
予想工具摩耗(例えば,逃げ面摩耗)
工具摩耗による予想勾配δXa,exp
測定
場所
測定器
測定器 型番
分解能
測定器の標準偏差 sg
0.03T
≧分解能
[ ] はい [ ] いいえ:他の測定器を使用
T/40
≧sg
[ ] はい [ ] いいえ:他の測定器を使用
測定器の設定(例えば,フィルタ,測定戦略:特別な周辺
の状況を分けて記述)
30
B 6197:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書C
(規定)
評価書の様式
評価書の様式は,次による。
評価書の様式1/4
一般情報
工作機械/工作物
工作物の説明
工作物材料
工作物の形体
下限規格値 LSL
公差T=USL−LSL
上限規格値 USL
測定器
測定器 型番
分解能
標準偏差 sg
0.03・T
≧分解能及び
T/40=
≧sg
[ ] はい
分析を行うことができる。
[ ] いいえ
分析ができない。もっと精度の高い測定器で測定をやり直す。
勾配
工具摩耗
工具摩耗による勾配δXa
50個の工作物に対する温度ドリフトによる許容勾配
(限界があれば) δXtd,perm (δYtd,perm:δZtd,perm,それぞれ)
周囲温度
宣言した範囲内? [ ] はい [ ] いいえ
ϑamb,0
ϑmin
ϑmax
Δϑamb,max
測定データ xj値(含勾配)
μm
設定点からの偏差として
j→
1
2
3
4
5
6
7
8
9
10
1
1
6
11
16
21
26
31
36
41
46
2
2
7
12
17
22
27
32
37
42
47
3
3
8
13
18
23
28
33
38
43
48
4
4
9
14
19
24
29
34
39
44
49
5
5
10
15
20
25
30
35
40
45
50
ここで,個々の管理図を作成する。正常な工程/工作物及び重要な勾配,まず,勾配修正を行う(評価書の様式3/4),
勾配を修正したデータを使って他の全ての計算を行う。
jx
sj
ここに,
jx及びsjは,次による。
∑
=
=
5
1
5
1
k
k
j
x
x
及び
(
)2
5
1
4
1∑
=
−
=
k
k
j
j
x
x
s
31
B 6197:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
評価書の様式2/4
図
32
B 6197:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
評価書の様式3/4
勾配の修正
勾配の修正
正常工程/工作物及び重大な勾配だけについて
(例えば,インプロセス制御でない,調整工具でない,…)
重大な勾配はない。したがって,勾配は,修正していない。
全勾配(単一値図)
δXtot,w
工作物1個当たりの全勾配
(50個の値)
49
1
T
tot,
T
tot,
w
tot,
X
n
X
X
δ
δ
δ
=
−
=
温度ドリフトによる勾配
a
T
tot,
td
X
X
X
δ
δ
δ
−
=
工作物1個当たりの温度ドリフトによる勾配
49
1
td
td
w
td,
X
n
X
X
δ
δ
δ
=
−
=
測定データ xj値(含勾配)
w
tot,
T,
)1
(
X
i
x
x
i
i
δ
−
−
=
j
k
1
2
3
4
5
6
7
8
9
10
1
1
6
11
16
21
26
31
36
41
46
2
2
7
12
17
22
27
32
37
42
47
3
3
8
13
18
23
28
33
38
43
48
4
4
9
14
19
24
29
34
39
44
49
5
5
10
15
20
25
30
35
40
45
50
jx
sj
ここに,
jx及びsjは,次による。
∑
=
=
5
1
5
1
k
k
j
x
x
及び
(
)2
5
1
4
1∑
=
−
=
k
k
j
j
x
x
s
勾配を修正した場合には,次の計算は,修正したデータxi,Tを使って行わなければならない。
最大値 xmax
最小値 xmin
範囲 R=xmax−xmin
全平均値
∑
=
=
10
1
10
1
j
jx
x
x
U−
SL
SL
L
x−
x
U
x
x
−
−
SL
max
SL
min
L
x
x
x
−
−
平均標準偏差
標準偏差の推定値
(サンプル数5の因子)
94
.0
s
=
σ)
33
B 6197:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
評価書の様式4/4
評価
外れ値試験 正常な工程/工作物について (50個の値/信頼水準 99 %)
σ)
34
.3
+
x
<xmax
[ ] はい [ ] いいえ
σ)
34
.3
+
x
<xmin
[ ] はい [ ] いいえ
はい:xmax及び/又はxminは,外れ値である。
いいえ:xmax及び/又はxminは,外れ値でない。
外れ値が一つ存在する場合には,新しい外れ値の試験を,この値を除いて実施しなければならない。外れ値が二つ以
上存在する場合には,その理由を究明し,さらに工程が明らかに管理されていないことになるので,その試験をやり
直さなければならない。外れ値が一つだけ見つかった場合には,この値なしに計算を続けるか,全試験をやり直すか
どうかを決定しなければならない。
安定性試験(信頼水準99 %のサンプル数5に基づく係数)
管理限界を超えているか?
はい
いいえ
jxの上部管理限界
σ
x
U
j
x
)
15
.1
CL,
+
=
jxの下部管理限界
σ
x
L
j
x
)
15
.1
CL,
−
=
sjの上部管理限界
σ
U
j
s
)
93
.1
CL,
=
sjの下部管理限界
σ
L
j
s
)
23
.0
CL,
=
工程は安定している:協定した特性値の計算を続ける。
工程は安定していない:できれば,不安定性を修復し,試験を繰り返す。
協定した特性値
要求を満たしているか?
はい
いいえ
短期工程能力指数
σ
T
C
)
6
s=
Cs≧Cs,nom
偏りを考慮した短期工程
能力指数
σ
L
x
x
U
C
ˆ3
}
;
{
min
SL
SL
sk
−
−
=
Csk≧Csk,nom
短期範囲値
T
R
R
=
s
V,
RV,sk≦RV,sk,nom
偏りを考慮した短期範囲
値
max
SL
min
SL
max
V,sk
;
−
−
−
−
=
L
x
x
x
x
U
x
x
R
RV,sk≦RV,sk,nom
温度ドリフトによる勾配(前ページからの続き)
δXtd:全体(50個の工作物)
δXtd,w:工作物1個当たり
許容勾配よりも勾配は小さい? δXtd≦δXtd,perm
(受渡当事者間の協定による。)
[ ] はい
[ ] いいえ
評価の要約
短期工程能力を証明する。機械を受け入れる。
[ ] はい
[ ] いいえ
34
B 6197:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書D
(参考)
工程能力の協定書及び評価書の例
D.1 協定書の記載例は,次による。
協定書の様式1/4
試験計画
概要
工作機械の説明
旋盤 XYZ
機械の型番
D 08 15
工作物の説明
軸
工作物番号
W 47 11
材料
S45C
工作物の品質/抜取試験
加工時間 / 工作物 tm
4分30秒
工作物の量 nmp (推奨数:nmp=50)
50個
全加工時間 ttot≈nmp(tm+tnp)
約 5時間
分析のための工作物の量 n (推奨値:n=50)
50個
抜取検査(推奨サンプル数:5)
−
試験準備及び実施
a) 準備
製造業者(M)
使用者(C)
場所(M/C)
日付
素材
C
M
3月4日〜8日
工具
C
M
3月4日〜8日
クランプ装置
M
C
3月4日〜8日
工作機械
M
M
3月25日〜29日
工作機械の運転者
M
M
3月25日〜29日
測定器
M
M
3月25日〜29日
測定実施者
M
M
3月25日〜29日
b) 実施日付
開始日時
終了日時
期間
準備/設定
3月13日
3月29日
2週間
暖機運転段階
3月28日16:00
3月29日8:00
16時間
調整
3月29日8:00
3月29日10:00
2時間
生産
3月29日10:00
3月29日15:00
5時間
測定
3月30日
4月6日
1 週間
分析
4月6日
4月8日
3 日間
35
B 6197:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
協定書の様式2/4
一般情報
素材
材料,熱処理,表面,硬さ,強度,許容公差,取付具の公差,その他
S45C
丸棒 鋼
切断材
試験条件
工作機械の固定具の設定
レベリングブロック
特定の負荷
(例えば,周りで稼働している機械によって引き起こされ
る振動)
なし
試験中の周囲温度の最大変動:温度変化は,試験時間中,
±3 ℃以内に温度変化を維持
±3 ℃
評価中の最高温度の勾配:
推奨値:最大+2 ℃/h又は−2 ℃/h
±2 ℃/h
工作物
番号
工作物の説明
寸法
単位
1
直径 D1
046
.0
0
56+−
mm
2
長さ L1
120
mm
3
直径の同心度 D1
0.010
mm
4
5
6
7
8
9
36
B 6197:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
協定書の様式3/4
工作物の形体に依存するデータ1
特性値
推奨 s. b.
要求短期工程能力指数
要求短期範囲値
番号
LSL
(下限規格値)
USL
(上限規格値)
T
(公差)
Cs
Csk
RV, s
RV,sk
1
56.000
56.046
0.046
1.67
1.67
−
−
2
119.9
120.1
0.2
1.67
1.67
−
−
3
0
0.010
0.010
−
−
−
60 %
4
5
6
7
8
9
温度ドリフトによる最大許容勾配 [μm/(工作物1個当たりのドリフト量)]
δXtd,perm
δYtd,perm
δZtd,perm
十分な暖機
十分な暖機
十分な暖機
推奨特性値
工程/工作物
Cs
Csk
RV,s
RV,sk
注記
通常の工程又は工作物
≧1.67
≧1.67
−
−
例えば,制御していない工程での直径及
び長さ
インプロセス計測制御
−
−
≦100 %
≦100 % 全公差を使ってもよい。
表面粗さ
−
−
必要であれば
≦80 %
≦80 %
多くの場合に,上限値があるだけであ
る。したがって,RV,skだけを規定する。
片側公差
−
≧1.67
−
≦60 %
受入れのために,二つの特性値を使用す
ることを受渡当事者間で協定する。
他の特別な工程又は工作
物(例えば,測定管理)
≧1.67
≧1.67
≦60 %
≦60 %
受入れのために,Cs及びCskの値又はRV,s
及びRV,skの値について受渡当事者間で
協定する。
37
B 6197:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
協定書の様式4/4
工作物の形体に依存するデータ2
(必要に応じ,別途工作物の形体ごとにデータを用意)
工作物
直径 D1
技術
工具材種
超硬合金 P10
工具形状
α=6°/γ=−6°
εr=55°/rε=0.8 mm
荒加工条件
vc=150 m/min/ap=2 mm
f=0.25 mm/U
(クーラント使用)
仕上げ条件
vc=200 m/min /ap=0.3 mm
f=0.10 mm/U
(クーラント使用)
予想工具摩耗(例えば,逃げ面摩耗)
極小
工具摩耗による予想勾配 δXa,exp
小,工具のサービス時間は,加工時間と比べて非常に高い。
測定
場所
空調の効いた部屋
測定器
3次元座標測定機
測定器 型番
KMG 123
分解能
0.1 μm
測定器の標準偏差sg
0.5 μm
0.03T
1.38 μm
≧分解能
[○]はい [ ]いいえ:他の測定器を使用
T/40
1.15 μm
≧sg
[○]はい [ ]いいえ:他の測定器を使用
測定器の設定(例えば,フィルタ,測定戦略:特別な周辺
の状況を分けて記述)
測定子先端半径 r=5 mm
測定圧 F=0.4 N
38
B 6197:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
D.2 評価書の記載例は,次による。
評価書の様式1/4
一般情報
工作機械/工作物
旋盤 XYZ: D 08 15
工作物の説明
軸 W 47 11
工作物材料
S45C
工作物の形体
D1 56 k8
56.023
下限規格値 LSL
56.000 mm: rel.: −23 μm
公差T=OGW−UGW
上限規格値 USL
56.046 mm: rel.: +23 μm
46 μm
測定器
座標測定機
測定器 型番
分解能
標準偏差 sg
KMG123
0.1 μm
0.5 μm
0.03・T=
1.38 μm
≧分解能
T/40=
1.15 μm
≧sg
[○] はい
分析を行うことができる。
[ ] いいえ
分析ができない。もっと精度の高い測定器で測定をやり直す。
勾配
工具摩耗
小
工具摩耗による勾配 δXa
無視できる
50個の工作物に対する温度ドリフトによる許容勾配
(限界があれば) δXtd,perm (δYtd,perm:δZtd,perm,それぞれ)
−
周囲温度
宣言した範囲内? [○] はい [ ] いいえ
ϑamb,0
20 ℃
ϑmin
18.5 ℃
ϑmax
22 ℃
Δϑamb,max
1.5 ℃/h
測定データ xj値(含勾配)
μm
設定点からの偏差として
j→
1
2
3
4
5
6
7
8
9
10
1
1 −6
6 −4
11 −3
16 −2
21 −6
26 −5
31 −8
36 −4
41 −2
46 −3
2
2 −10
7 −10
12 −5
17 −5
22
0
27 −3
32 −8
37 −11
42 −7
47 −6
3
3 −10
8 −5
13 −1
18 −4
23 −8
28 −4
33
0
38 −5
43 −1
48 −8
4
4 −6
9 −11
14 −8
19 −6
24 −12
29 −9
34 −9
39 −7
44 −9
49 −8
5
5 −1
10 −6
15 −4
20 −7
25 −7
30 −5
35 −7
40 −5
45 −8
50 −5
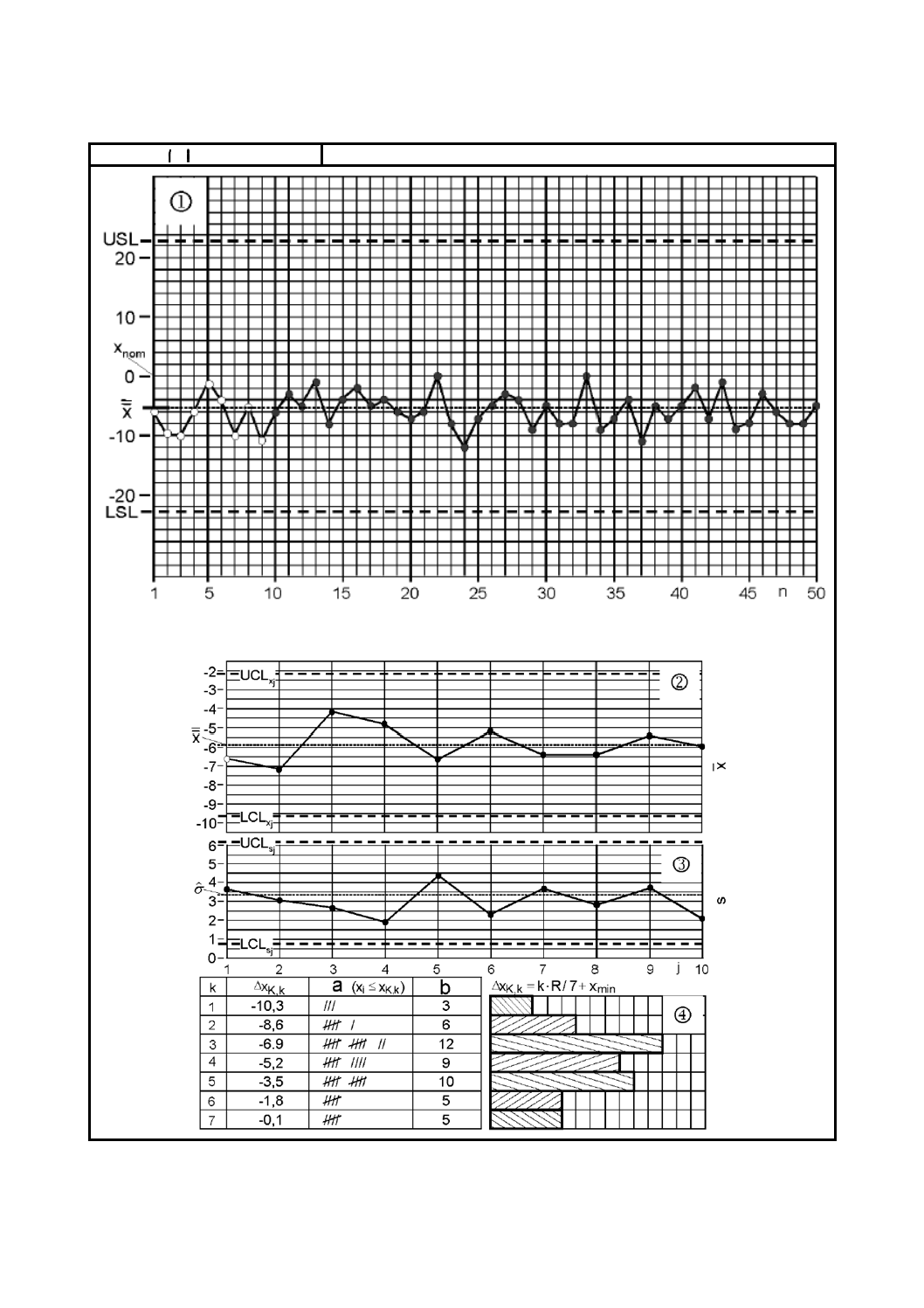
ここで,個々の管理図を作成する。正常な工程/工作物及び重要な勾配,まず,勾配修正を行う(評価書の様式3/4),
勾配を修正したデータを使って他の全ての計算を行う。
jx
−6.6
−7.2
−4.2
−4.8
−6.6
−5.2
−6.4
−6.4
−5.4
−6.0
sj
3.7
3.1
2.6
1.9
4.3
2.3
3.6
2.8
3.6
2.1
ここに,
jx及びsjは,次による。
∑
=
=
5
1
5
1
k
k
j
x
x
及び
(
)2
5
1
4
1∑
=
−
=
k
k
j
j
x
x
s
39
B 6197:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
評価書の様式2/4
図
40
B 6197:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
評価書の様式3/4
勾配の修正
勾配の修正
正常工程/工作物及び重大な勾配だけについて
(例えば,インプロセス制御でない,調整工具でない,…)
重大な勾配はない。したがって,勾配は,修正していない。
全勾配(単一値図)
δXtot,w
工作物1個当たりの全勾配
(50個の値)
49
1
T
tot,
T
tot,
w
tot,
X
n
X
X
δ
δ
δ
=
−
=
温度ドリフトによる勾配
a
T
tot,
td
X
X
X
δ
δ
δ
−
=
工作物1個当たりの温度ドリフトによる勾配
49
1
td
td
w
td,
X
n
X
X
δ
δ
δ
=
−
=
測定データ xj値(含勾配)
w
tot,
T,
)1
(
X
i
x
x
i
i
δ
−
−
=
j
k
1
2
3
4
5
6
7
8
9
10
1
1
6
11
16
21
26
31
36
41
46
2
2
7
12
17
22
27
32
37
42
47
3
3
8
13
18
23
28
33
38
43
48
4
4
9
14
19
24
29
34
39
44
49
5
5
10
15
20
25
30
35
40
45
50
ここで,個々の管理図を作成する。正常な工程/工作物及び重要な勾配,まず,勾配修正を行う(評価書の様式3/4),
勾配を修正したデータを使って他の全ての計算を行う。
jx
−6.6
−7.2
−4.2
−4.8
−5.2
−6.4
−6.4
−6.4
−5.4
−6.0
sj
3.7
3.1
2.6
1.9
4.3
2.3
3.6
2.8
3.6
2.1
ここに,
jx及びsjは,次による。
∑
=
=
5
1
5
1
k
k
j
x
x
及び
(
)2
5
1
4
1∑
=
−
=
k
k
j
j
x
x
s
勾配を修正した場合には,次の計算は,修正したデータxi,Tを使って行わなければならない。
最大値 xmax
0
最小値 xmin
−12
範囲 R=xmax−xmin
12
全平均値
∑
=
=
10
1
10
1
j
jx
x
−5.9
x
U−
SL
28.9
SL
L
x−
17.1
x
U
x
x
−
−
SL
max
20.1 %
SL
min
L
x
x
x
−
−
35.7 %
平均標準偏差
3.0
標準偏差の推定値
(サンプル数5の因子)
94
.0
s
=
σ)
3.2
41
B 6197:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
評価書の様式4/4
評価
外れ値試験 正常な工程/工作物について(50個の値/信頼水準 99 %)[34]
σ)
34
.3
+
x
4.79
<xmax
[ ] はい [○] いいえ
σ)
34
.3
−
x
−16.59
<xmin
[ ] はい [○] いいえ
はい:xmax及び/又はxminは,外れ値である。
いいえ:xmax及び/又はxminは,外れ値でない。
外れ値が一つ存在する場合には,新しい外れ値の試験を,この値を除いて実施しなければならない。外れ値が二つ以
上存在する場合には,その理由を究明し,さらに工程が明らかに管理されていないことになるので,その試験をやり
直さなければならない。外れ値が一つだけ見つかった場合には,この値なしに計算を続けるか,全試験をやり直すか
どうかを決定しなければならない。
安定性試験(信頼水準99 %のサンプル数5に基づく係数)
管理限界を超えている?
はい
いいえ
jxの上部管理限界
σ
x
U
j
x
)
15
.1
CL,
+
=
−2.22
○
jxの下部管理限界
σ
x
L
j
x
)
15
.1
CL,
−
=
−9.58
○
sjの上部管理限界
σ
U
j
s
)
93
.1
CL,
=
6.18
○
sjの下部管理限界
σ
L
j
s
)
23
.0
CL,
=
0.74
○
工程は安定している:協定した特性値の計算を続ける。
工程は安定していない:できれば,不安定性を修復し,試験を繰り返す。
協定した特性値
要求を満たしているか?
はい
いいえ
短期工程能力指数
σ
T
C
)
6
s=
2.40
Cs≧Cs,nom
○
偏りを考慮した短期工程
能力指数
σ
L
x
x
U
C
ˆ3
}
;
{
min
SL
SL
sk
−
−
=
1.78
Csk≧Csk,nom
○
短期範囲値
T
R
R
=
s
V,
−
RV,s≦RV,s,nom
偏りを考慮した短期範囲
値
max
SL
min
SL
max
V,sk
;
−
−
−
−
=
L
x
x
x
x
U
x
x
R
−
RV,sk≦RV,sk,nom
温度ドリフトによる勾配(前ページからの続き)
δXtd:全体(50個の工作物)
δXtd,w:工作物1個当たり
計算されなかった。
計算されなかった。
許容勾配よりも勾配は小さい? δXtd≦δXtd,perm
(受渡当事者間の協定による。)
[ ] はい
[ ] いいえ
評価の要約
短期工程能力を証明する。機械を受け入れる。
[○] はい
[ ] いいえ
42
B 6197:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
参考文献
[1] JIS B 0021:1998 製品の幾何特性仕様(GPS)−幾何公差表示方式−形状,姿勢,位置及び振れの公
差表示方式
注記 対応国際規格:ISO/DIS 1101:1996,Geometrical product specifications (GPS)−Geometrical
tolerancing−Tolerancing of form, orientation, location and run-out(IDT)
[2] JIS B 0641-1:2001 製品の幾何特性仕様(GPS)−製品及び測定装置の測定による検査−第1部:仕
様に対する合否判定基準
注記 対応国際規格:ISO 14253-1:1998,Geometrical Product Specifications (GPS)−Inspection by
measurement of workpieces and measuring equipment−Part 1: Decision rules for proving
conformance or non-conformance with specifications(IDT)
[3] JIS B 0642:2010 製品の幾何特性仕様(GPS)−測定器の一般的な概念及び要求事項
注記 対応国際規格:ISO 14978:2006,Geometrical product specifications (GPS)−General concepts and
requirements for GPS measuring equipment(MOD)
[4] JIS B 0680:2007 製品の幾何特性仕様(GPS)−製品の幾何特性仕様及び検証に用いる標準温度
注記 対応国際規格:ISO 1:2002,Geometrical Product Specifications (GPS)−Standard reference
temperature for geometrical product specification and verification(IDT)
[5] JIS B 6190-2:2008 工作機械試験方法通則−第2部:数値制御による位置決め精度試験
注記 対応国際規格:ISO 230-2:2006,Test code for machine tools−Part 2: Determination of accuracy and
repeatability of positioning numerically controlled axes(IDT)
[6] JIS B 6190-3:2014 工作機械試験方法通則−第3部:熱変形試験
注記 対応国際規格:ISO 230-3:2007,Test code for machine tools−Part 3: Determination of thermal
effects(IDT)
[7] JIS B 6190-4:2008 工作機械試験方法通則−第4部:数値制御による円運動精度試験
注記 対応国際規格:ISO 230-4:2005,Test code for machine tools−Part 4: Circular tests for numerically
controlled machine tools(IDT)
[8] JIS B 6190-7:2008 工作機械試験方法通則−第7部:回転軸の幾何精度試験
注記 対応国際規格:ISO 230-7:2006,Test code for machine tools−Part 7: Geometric accuracy of axes of
rotation(IDT)
[9] JIS B 6195:2003 工作機械−騒音放射試験方法通則
注記 対応国際規格:ISO 230-5:2000,Test code for machine tools−Part 5: Determination of the noise
emission(IDT)
[10] JIS B 6196:2006 工作機械−対角位置決め精度試験方法通則
注記 対応国際規格:ISO 230-6:2002,Test code for machine tools−Part 6: Determination of positioning
accuracy on body and face diagonals (Diagonal displacement tests)(IDT)
[11] JIS B 6336-7:2000 マシニングセンタ−検査条件−第7部:工作精度
注記 対応国際規格:ISO 10791-7:1998,Test conditions for machining centres−Part 7: Accuracy of a
finished test piece(IDT)
[12] JIS Z 8402-2:1999 測定方法及び測定結果の精確さ(真度及び精度)−第2部:標準測定方法の併行
43
B 6197:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
精度及び再現精度を求めるための基本的方法
注記 対応国際規格:ISO 5725-2,Accuracy (trueness and precision) of measurement methods and results
−Part 2: Basic method for the determination of repeatability and reproducibility of a standard
measurement method(IDT)
[13] TS Z 0032:2012 国際計量計測用語−基本及び一般概念並びに関連用語(VIM)
注記 対応国際規格:ISO/IEC Guide 99:2007,International vocabulary of metrology−Basic and general
concepts and associated terms (VIM)
[14] TS Z 0033:2012 測定における不確かさの表現のガイド
注記 対応国際規格:ISO/IEC Guide 98-3:2008,Uncertainty of measurement−Part 3: Guide to the
expression of uncertainty in measurement
[15] ISO 230-1:2012,Test code for machine tools−Part 1: Geometric accuracy of machines operating under no-load
or quasi-static conditions
注記 対応日本工業規格:JIS B 6190-1 工作機械試験方法通則−第1部:幾何精度試験方法(予定)
[16] ISO 230-10,Test code for machine tools−Part 10: Determination of the measuring performance of probing
systems of numerically controlled machine tools
[17] ISO 2692:2006,Geometrical product specifications (GPS)−Geometrical tolerancing−Maximum material
requirement (MMR), least material requirement (LMR) and reciprocity requirement (RPR)
[18] ISO 3534-1:2006,Statistics−Vocabulary and symbols−Part 1: General statistical terms and terms used in
probability
[19] ISO 3534-2:2006,Statistics−Vocabulary and symbols−Part 2: Applied statistics
[20] ISO 5667-14:1998,Water quality−Sampling−Part 14: Guidance on quality assurance of environmental water
sampling and handling
[21] ISO 7870-2,Control charts−Part 2: Shewhart control charts
[22] ISO 14253-2,Geometrical product specifications (GPS)−Inspection by measurement of workpieces and
measuring equipment−Part 2: Guidance for the estimation of uncertainty in GPS measurement, in calibration
of measuring equipment and in product verification
[23] ISO 14253-3,Geometrical Product Specifications (GPS)−Inspection by measurement of workpieces and
measuring equipment−Part 3: Guidelines for achieving agreements on measurement uncertainty statements
[24] ISO 21747,Statistical methods−Process performance and capability statistics for measured quality
characteristics
[25] ISO 22514-1:2009,Statistical methods in process management−Capability and performance−Part 1: General
principles and concepts
[26] ISO 22514-2,Statistical methods in process management−Capability and performance−Part 2: Process
capability and performance of time-dependent process models
[27] ISO 22514-6,Statistical methods in process management−Capability and performance−Part 6: Process
capability statistics for characteristics following a multivariate normal distribution
[28] ISO 22514-7,Statistical methods in process management−Capability and performance−Part 7: Capability of
measurement processes
[29] ISO/TR 230-8,Test code for machine tools−Part 8: Vibrations
[30] ISO/TR 230-9,Test code for machine tools−Part 9: Estimation of measurement uncertainty for machine tool
44
B 6197:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
tests according to series ISO 230, basic equations
[31] ASME B89.7.3.1:2001,Guidelines for Decision Rules: Considering Measurement Uncertainty in Determining
Conformance to Specifications
[32] DIN 55350-14,Quality assurance and statistical terminology: concepts relating to sampling
[33] DIN 55350-21,Quality assurance and statistical terminology: statistical terminology: random variables and
probability distributions
[34] DIN 55350-33,Concepts to quality management and statistics: concepts of statistical process control (SPC)
[35] DIN 53804-1,Statistical evaluation−Part 1: Continuous characteristics
[36] VDMA-Einheitsblatt 8669: Fähigkeitsuntersuchung zur Abnahme zerspanender Werkzeugmaschinen: 2001 +
Berichtigung zu VDMA-Einheitsblatt 8669
[37] Global Machinery and Equipment Specification Document, Machine Run Off And Acceptance Specifications
(MRO). Manufacturing Engineering Organizations of GM Powertrain and GM Powertrain Europe, Document
SP-Q-MRO-GLOBAL, November 2005
[38] GRUBBS, F.E., Sample Criteria for Testing Outlying Observations. Annals of Mathematical Statistics, 21 (1),
March 1950), pp. 27-58
[39] HANRATH, G., Fähigkeitsuntersuchungen an Werkzeugmaschinen: WZL/IPT-Berichte aus der
Produktionstechnik, Shenker-Verlag, Band 11/97
[40] N.N.: Measurement Systems Analysis−Reference Manual: Chrysler, Ford, General Motors: Troy, Michigan,
1990
[41] PORTER, L.J., OAKLAND, J.S., Process Capability Indices: An Overview of Theory and Practice. Quality and
Reliability Engineering International. Vol. 7, pp. 437-488, 1991
[42] TIPPET, L.H.C., On the Extreme Individuals and Range of Samples Taken from a Normal Population,
Biometrika. vol. 17, pp. 364-387, 1925
[43] WECK, M. and HANRATH, G., German Machine Tool Developments. Machine Tool Technology Forum of the
Association for Manufacturing Technology, Chicago, March 1994
45
B 6197:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JA
(参考)
JISと対応国際規格との対比表
JIS B 6197:2015 工作機械−短期工程能力試験
ISO 26303:2012,Machine tools−Short-term capability evaluation of machining processes
on metal-cutting machine tools
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差異の理由
及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
3 用語及び定
義
3.2 短期工程能力指
数
3.2
JISとほぼ同じ。 追加
“[式(14)を参照]”の説明を追加し
た。
使用者の理解を助けるため。
対応国際規格の見直しの際に修正提案を
検討する。
3.6 管理図
3.6
JISとほぼ同じ。 追加
ISO 3534-2の2.3.1の定義を注記2
として追加した。
使用者の理解を助けるため,“統計”の規
格であるISO 3534-2の定義も追加した。
対応国際規格の見直しの際に修正提案を
行う。
3.7 x管理図
3.7
JISとほぼ同じ。 変更
用語“x管理図”に,英語を“control
chart for individuals”にそれぞれ変更
した。
参照しているISO 3534-2の2.3.15に合わせ
変更した。
対応国際規格の見直しの際に修正提案を
行う。
4 記号
4.2 小文字
4.2
JISとほぼ同じ。 削除
“'
x”を削除した。
この記号を使用している図A.1を変更した
ため,この規格では使用していない。対応
国際規格の見直しの際に修正提案を行う。
変更
“xj”を“
jx”に変更した。
対応国際規格の記号は誤りであるため,記
号を変更した。対応国際規格の見直しの際
に修正提案を行う。
4.3 ギリシャ文字
4.3
JISとほぼ同じ。 変更
ISO規格にある“μp 母集団の推定
量”を“μ母集団の平均”に変更し
た。
対応国際規格で“μp”が使用されていない
ため,実際使用されている“μ”に変更し
た。対応国際規格の見直しの際に修正提案
を行う。
5
B
6
1
9
7
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
46
B 6197:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差異の理由
及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
6 短期工程能
力試験の手順
6.1 一般
6.1
JISとほぼ同じ。 変更
必要な公差の例について“例えば,
両側公差をもった特性の場合に公差
域のゼロ値又はゼロ−限界値の片側
公差の中央値”と変更した。
使用者の理解を助けるため。
対応国際規格の見直しの際に修正提案を
検討する。
6.2 協定
6.2
JISとほぼ同じ。 追加
“
s
x−管理図”を追加した。
7.4.2も同様
3.7の変更に関連して,追加した。
対応国際規格の見直しの際に修正提案を
行う。
附属書A
(参考)
統計的評価に
関する追加情
報
A.1偏りがない分布
と偏りがある分布
との関係
A.1
JISとほぼ同じ。 変更
削除
ISO規格にある図A.1 a)のグラフの
面積を等しくするよう変更,b)を削
除及びc)の三つのグラフの面積を等
しく変更した。
a)は,二つのグラフのサンプル数は等しい
ため変更した。b)は,明らかに誤っている
ため削除した。また,c)の三つのグラフの
サンプル数は等しいことから,グラフに面
積を等しくなるよう変更した。対応国際規
格の見直しの際に修正提案を行う。
また,ISO規格の式(A.4)を修正した。 ISO規格が誤っているため,対応国際規格
の見直しの際に修正提案を行う。
附属書C
(規定)
評価書の様式
評価書の様式を規
定
附属
書C
JISとほぼ同じ。 変更
ISO規格にあるsjの数式を
“
(
)2
5
1
4
1∑
=
−
=
k
k
j
j
x
x
s
”と変更した。
対応国際規格の偏り比の数式は誤りであ
るため,数式を変更した。対応国際規格の
見直しの際に修正提案を行う。
附属書D
(参考)
工程能力の協
定書及び評価
書の例
工程能力の協定書
及び評価書の例
附属
書D
JISとほぼ同じ。 追加
D.1(協定書の記載例),D.2(評価書
の記載例)と箇条立てをした。
規格利用者の理解を助けるため。
対応国際規格の見直しの際に修正提案を
検討する。
変更
外れ値試験の数式を“
σ)
34
.3
−
x
”と
変更した。
対応国際規格の外れ値試験の数式は誤り
であるため,数式を変更した。対応国際規
格の見直しの際に修正提案を行う。
変更
ISO規格にあるsjの数式を
“
(
)2
5
1
4
1∑
=
−
=
k
k
j
j
x
x
s
”と変更した。
対応国際規格の偏り比の数式は誤りであ
るため,数式を変更した。対応国際規格の
見直しの際に修正提案を行う。
JISと国際規格との対応の程度の全体評価:ISO 26303:2012,MOD
5
B
6
1
9
7
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
47
B 6197:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 削除 ················ 国際規格の規定項目又は規定内容を削除している。
− 追加 ················ 国際規格にない規定項目又は規定内容を追加している。
− 変更 ················ 国際規格の規定内容を変更している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD ··············· 国際規格を修正している。
5
B
6
1
9
7
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。