B 6190-3:2014 (ISO 230-3:2007)
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲 ························································································································· 1
2 引用規格 ························································································································· 2
3 用語及び定義 ··················································································································· 2
4 基本事項 ························································································································· 5
4.1 測定単位 ······················································································································ 5
4.2 JIS B 6191の引用 ··········································································································· 5
4.3 推奨する測定器及び測定装置···························································································· 5
4.4 試験前の機械の状態 ······································································································· 6
4.5 試験の順序 ··················································································································· 6
4.6 試験時の環境温度 ·········································································································· 6
5 環境温度変動誤差(ETVE)試験 ························································································· 7
5.1 一般 ···························································································································· 7
5.2 試験方法 ······················································································································ 9
5.3 結果の説明 ·················································································································· 10
5.4 結果の表示 ·················································································································· 12
6 主軸回転による熱変形 ······································································································ 13
6.1 一般 ··························································································································· 13
6.2 試験方法 ····················································································································· 13
6.3 結果の説明 ·················································································································· 15
6.4 結果の表示 ·················································································································· 16
7 直進軸の運動による熱変形 ································································································ 17
7.1 一般 ··························································································································· 17
7.2 試験方法 ····················································································································· 17
7.3 結果の表示 ·················································································································· 23
附属書A(参考)変位計 ······································································································· 27
附属書B(参考)変位計の必要数···························································································· 31
附属書C(参考)工作機械の環境温度指針 ··············································································· 33
附属書D(参考)代替測定装置及び測定方法 ············································································ 35
参考文献 ···························································································································· 39
B 6190-3:2014 (ISO 230-3:2007)
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,一般社団法人日本工作機械工業会(JMTBA)
から,工業標準原案を具して日本工業規格を制定すべきとの申出があり,日本工業標準調査会の審議を経
て,経済産業大臣が制定した日本工業規格である。
これによって,JIS B 6193:2003は廃止され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
JIS B 6190の規格群には,次に示す部編成がある。
JIS B 6190-1 第1部:幾何精度試験方法(予定)
JIS B 6190-2 第2部:数値制御による位置決め精度試験
JIS B 6190-3 第3部:熱変形試験
JIS B 6190-4 第4部:数値制御による円運動精度試験
JIS B 6190-5 第5部:騒音放射試験(予定)
JIS B 6190-6 第6部:対角位置決め精度試験(予定)
JIS B 6190-7 第7部:回転軸の幾何精度試験
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 6190-3:2014
(ISO 230-3:2007)
工作機械試験方法通則−第3部:熱変形試験
Test code for machine tools-Part 3: Determination of thermal effects
序文
この規格は,2007年に第2版として発行されたISO 230-3を基に,技術的内容及び対応国際規格の構成
を変更することなく作成した日本工業規格である。
この規格は,様々な熱入力が原因で発生する工作機械構造の熱変形及び位置決めシステムに及ぼす熱影
響の試験方法について規定する。工作機械の熱変形は,運転条件と密接に関係していることが知られてい
る。この規格では,通常の運転条件を模擬するための条件ではなく,性能評価が容易で,工作機械の性能
に及ぼす環境の影響を評価するための試験条件について規定している。例えば,切削油剤を使用すると工
作機械の熱挙動に大きな影響を及ぼす。したがって,工作機械の性能評価として熱影響を評価する必要が
ある場合には,この試験は,工作機械の実際の熱変形挙動を推定するための予備的な試験と考えるのが望
ましい。この規格では,主要な構造要素の熱膨張又は熱収縮によって工具を保持する要素と工作物を保持
する要素との間に生じる相対変位の測定方法について規定している。
この規格に規定する試験方法は,種々の工作機械の形式検査及び個々の工作機械の受渡検査に適用でき
る。この試験を受渡検査で使用する場合には,使用者は,製造業者との協定に際して使用者の関心のある
構成要素の特性に関係する検査事項を選択してもよい。適用する検査規格及び検査費用に関して協定する
ことなく,受渡検査としてこの試験通則を参照するだけでは,受渡当事者間の拘束条件にはならない。こ
の規格の主な特徴の一つは,JIS B 6190-2及びJIS B 6190-4に規定されている変位の測定に関係し,全て
の性能試験に及ぼす環境の熱影響に重点を置いていることである。製造業者は,機械が仕様どおりの精度
を出すと考えられる環境温度仕様を提示するのが望ましい。機械の使用者は,製造業者の環境温度指針に
適合する適切な試験環境を提供することに責任をもつか,又は性能が落ちた状態で受け入れることに責任
をもつのが望ましい。環境温度指針の例を附属書Cに示す。
環境温度が工作機械の性能に過大な不確かさ又は変動を生じさせ,製造業者の環境温度指針に適合しな
い場合には,期待する精度を下げる必要がある。機械が仕様どおりの性能を発揮することができない場合
には,合成標準熱不確かさを分析することによって問題点を特定できる。合成標準熱不確かさは,この規
格の3.13及びISO/TR 16015による。
なお,附属書Aにこの規格で使用できる変位計について,附属書Bにこの測定に必要な,変位計数につ
いて,附属書Cに工作機械の環境温度指針について,附属書Dに代替測定装置及び測定方法について参考
として示す。
1
適用範囲
この規格は,次の三つの試験方法について規定する。
− 環境温度変動誤差(ETVE)試験
2
B 6190-3:2014 (ISO 230-3:2007)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
− 主軸の回転による熱変形
− 直進軸の運動による熱変形
直進軸の運動による熱変形試験(箇条7参照)は,数値制御工作機械だけに適用し,位置決めの正確さ
及び繰返し性に及ぼす軸の熱膨張並びに熱収縮の影響を評価するために行う。この規格の箇条7に規定す
る試験方法は,2 000 mm以下の直進軸をもつ機械に適用する。この試験を直進軸が2 000 mmを超える機
械に適用する場合には,各軸の通常の作業範囲から長さ2 000 mmを選んで行う。
この規格に規定する熱変形試験は,ISO/TR 16015によるドリフト試験に対応している。この規格は,工
作機械の熱変形の評価及びその詳細な試験方法について規定する。
注記1 この規格で規定する試験事項には,許容値を設けていないことに注意する。
注記2 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 230-3:2007,Test code for machine tools−Part 3: Determination of thermal effects(IDT)
なお,対応の程度を表す記号“IDT”は,ISO/IEC Guide 21-1に基づき,“一致している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS B 0680 製品の幾何特性仕様(GPS)−製品の幾何特性仕様及び検証に用いる標準温度
注記 対応国際規格:ISO 1,Geometrical Product Specifications (GPS)−Standard reference temperature
for geometrical product specification and verification(IDT)
JIS B 6191 工作機械−静的精度試験方法及び工作精度試験方法通則
注記 対応国際規格:ISO 230-1,Test code for machine tools−Part 1: Geometric accuracy of machines
operating under no-load or finishing conditions(MOD)
JIS B 6310 産業オートメーションシステム−機械及び装置の制御−座標系及び運動の記号
注記 対応国際規格:ISO 841,Industrial automation systems and integration−Numerical control of
machines−Coordinate system and motion nomenclature(IDT)
ISO/TR 16015,Geometrical product specifications (GPS)−Systematic errors and contributions to
measurement uncertainty of length measurement due to thermal influences
3
用語及び定義
この規格で用いる主な用語及び定義は,ISO/TR 16015によるほか,次による。
3.1
機械スケール(machine scale)
工作機械の軸の直進又は回転位置を与える機械に組み込んだ測定システム。
3.2
熱膨張係数,α(coefficient of thermal expansion)
温度変化に対する測定対象物又は試験装置のスケールの長さ変化率。
注記 この規格では,温度の範囲は20 ℃〜T ℃を考え,次の式を用いる。
(
)
20
)
,
20
(
20
20
−
−
=
T
L
L
L
T
T
α
3
B 6190-3:2014 (ISO 230-3:2007)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ここに,Lは,測定対象物又は試験装置のスケールの長さである。
3.3
公称熱膨張係数,αn(nominal coefficient of thermal expansion)
20 ℃〜T ℃までの範囲にわたる熱膨張係数の近似値。
3.4
熱膨張係数の不確かさ,uα(uncertainty of coefficient of thermal expansion)
熱膨張係数に起因すると考えられるばらつきの量を特徴付けるパラメータ。
3.5
熱膨張,ΔE(thermal expansion)
温度変化に応じた,測定対象物又は試験装置のスケール部の長さの変化。
3.6
公称熱膨張,ΔNE(nominal thermal expansion)
20 ℃から測定時間中の平均温度までの,測定対象物又は長さ試験装置のスケールの熱膨張量の推定値。
注記 この推定値は,公称熱膨張係数に基づく。
(
)
20
n
NE
−
=
∆
T
L
α
3.7
αの不確かさによる公称熱膨張の不確かさ,
NE
Δ
u(uncertainty in nominal thermal expansion due to uncertainty in
α)
熱膨張係数の不確かさによって生じる公称熱膨張の不確かさ。
注記 この不確かさは,次の式で計算できる。
α
u
T
L
u
−
=
∆
)
20
(
NE
3.8
温度測定による長さの不確かさ,uTM(uncertainty of length due to temperature measurement)
長さ測定が行われる温度の不確かさによる測定長さの不確かさ。
3.9
公称熱膨張差,NDE(nominal differential thermal expansion)
20 ℃と異なる温度によって発生する測定対象物の推定膨張量と試験装置の推定膨張量との差。
3.10
公称熱膨張差の不確かさ,uNDE(uncertainty of nominal differential thermal expansion)
測定対象物及び試験装置の熱膨張係数の不確かさによって生じる合成不確かさ。
注記1 測定対象物及び試験装置の公称膨張の不確かさの二乗の和の平方根である。
2
ET
2
EM
NDE
u
u
u
+
=
ここに, uEM: 測定対象物の公称膨張の不確かさ
uET: 試験装置の公称膨張の不確かさ
注記2 不確かさの評価については,ISO/TR 16015:2003の5.3 d)による。
3.11
環境温度変動誤差,ETVE(environmental temperature variation error)
工作機械の性能評価中の全時間にわたる環境温度の変化だけによって生じる最大の測定値変化の推定値。
例 ETVE(Z,8 ℃)の表記は,Z方向において求めたETVE量が8 ℃の環境温度変化に対応すること
4
B 6190-3:2014 (ISO 230-3:2007)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
を表している。
注記 通常,ISOの用語では誤差(error)の代わりに偏差(deviation)という用語を使用することと
なっている。しかし,ETVEを長い間使用してきたため,ここでは例外として“誤差”を使用
することとした。
3.12
環境温度変動誤差による不確かさ,uETVE(uncertainty due to environmental temperature variation error)
環境温度変化の影響によって引き起こされる,工作機械の性能測定における標準不確かさの影響。
注記1 ETVEの二乗を12で除した値の平方根である(ISO/TR 230-9:2005参照)。
12
ETVE2
ETVE=
u
注記2 工作機械におけるこの不確かさの推定値は,箇条5に規定する環境試験に基づく。
3.13
合成標準熱不確かさ,uCT(combined standard thermal uncertainty)
一定で均一な温度20 ℃以外の温度環境によって生じた長さ測定の合成不確かさ。
注記1 この用語は,ISO/TR 16015で定義した熱影響による寸法の合成標準不確かさと同じである。
注記2 この不確かさは,環境温度変動誤差による不確かさ(uETVE),温度測定による長さの不確か
さ(uTM)及び公称熱膨張差の不確かさ(uNDE)の二乗の和の平方根である。
2
NDE
2
TM
2
ETVE
CT
u
u
u
u
+
+
=
注記3 合成標準熱不確かさの推定に関する詳細な説明は,ISO/TR 16015による。
3.14
ドリフト d(αOβ)xx, 60
主軸回転による熱変形試験の最初の60分間の,主軸平均軸線βのα方向の直線変位又は角変位の幅(位
置xxにおいて)。
例 d(XOC)P1, 60は,位置P1(主軸先端から遠い側)における,主軸の平均軸線CのX方向へのドリ
フトを示す。
注記1 αとして表記できるのは,X,Y,Z,A,Bである。一方,βとして表記できるのは,C,C1,
A,B又は全ての主軸軸線である。xxとして表記できるのは,P1(位置P1,主軸先端から遠
い側)及びP2(位置P2,主軸先端に近い側)である。ただし,位置xxは,Z方向直線変位
と角変位(A及びB)との測定値では省略する。
注記2 表記αOβについては,JIS B 6190-7を参照。
3.15
ドリフト d(αOβ)xx, t
主軸回転による熱変形試験での位置xxにおける全主軸運転時間tの間の,主軸平均軸線βのα方向の直
線変位又は角変位の幅。
例 d(XOC)P1, tは,位置P1(主軸先端から遠い側)における,主軸の平均軸線CのX方向へのドリフ
トを示す。
注記1 αとして表記できるのは,X,Y,Z,A,Bである。一方,βとして表記できるのは,C,C1,
A,B又は全ての主軸軸線である。また,xxとして表記できるのは,P1(位置P1,主軸先端
から遠い側)及びP2(位置P2,主軸先端に近い側)である。ただし,位置参照xxは,Z方
5
B 6190-3:2014 (ISO 230-3:2007)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
向直線変位と角変位(AとB)との測定値では省略する。
注記2 表記αOβについては,JIS B 6190-7を参照。
3.16
ドリフト d(αOγ)xx, 60
直進運動に伴う熱変形試験での位置xxにおける最初の60分間の,直進軸γに沿って運動する機械要素
のα方向の直線又は角変位の幅。
例 d(BOX)1, 60は,目標位置(図8に示す右の位置P1)での,直進軸XのB方向(Y軸周りの回転方
向)へのドリフトを示す。
注記 αとして表記できるのは,X,Y,Z,A,B,Cである。一方,γとして表記できるのは,X,
X1,Y,Z,W及び他の全ての直進軸である。また,xxとして表記できるのは,1及び2であ
り,xxは,左及び右のように文字で表記も可能である。
3.17
ドリフト d(αOγ)xx, t
直進運動に伴う熱変形試験での位置xxにおける全運動時間t間の,直進軸γに沿って運動する機械要素
のα方向の直線又は角変位の幅。
例 表記d(BOX)1, tは,目標位置(図8に示す右の位置P1)での,直進軸XのB方向(Y軸周りの回
転方向)へのドリフトを示す。
注記 αとして表記できるのは,X,Y,Z,A,B,Cである。一方,γとして表記できるのは,X,
X1,Y,Z,W及び他の全ての直進軸である。また,xxとして表記できるのは,1及び2であ
り,xxは,左及び右のように文字で表記も可能である。
4
基本事項
4.1
測定単位
この規格では,長さ,長さの偏差及び許容値は,ミリメートル(mm)で表す。角度は,度(゜)で表
し,角度の偏差及び許容値は,一般に長さの比(例えば 0.00x/1 000)で表すが,マイクロラジアン(μrad)
又は秒(″)で表してもよい。ただし,これらの間には次の関係がある。
0.010/1 000=10 μrad≒2″
温度は,摂氏(℃)で表す。
4.2
JIS B 6191の引用
この規格を適用するに当たって,特に試験前の機械の据付け及び測定器の推奨精度については,JIS B
6191を引用する。
4.3
推奨する測定器及び測定装置
この規格で推奨する測定機器は,例としてだけ示す。同じ物理量が測定でき,同等以下の測定の不確か
さをもつ他の測定機器を使用してもよい。次に示す測定器及び測定装置を,箇条5〜箇条7の試験に使用
することを推奨する。
a) 十分な測定範囲,分解能,温度安定性及び精度をもった変位計 例えば,直進軸の運動による熱変位
測定に用いるレーザ干渉測長器,又は環境試験及び主軸の回転による熱変形試験に使用する静電容量
形,渦電流形変位計若しくはプランジャ形の接触式変位計。
b) 十分な分解能及び精度をもった温度計 例えば,熱電対,抵抗又は半導体温度計。
c) データ収録装置 例えば,全てのチャンネルを連続的に記録できる多チャンネルペンレコーダ,又は
6
B 6190-3:2014 (ISO 230-3:2007)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
少なくとも5分1)ごとに全てのチャンネルを読み取り,後でデータ解析を行うためにデータを保存で
きるコンピュータシステム。
注1) 温度補正システムの中には5分未満のサイクル時間のものがある。そのような場合には,検
出する頻度をそれに伴って増やすのが望ましい。
注記 コンピュータシステムを利用できない場合には,手計算で処理してもよい。
d) テストバー 可能な場合には,機種別規格に規定する鋼製のテストバー又は受渡当事者間の協定に基
づいて設計したテストバー。JIS B 6191のA.3参照。
e) 変位計を取り付けるための取付具 可能な場合には,機種別規格に規定する鋼製の取付具又は受渡当
事者間の協定に基づいて設計した取付具。ただし,取付具に生じた温度勾配による局所的な変形を最
小にするような設計を行うことが望ましい。
f)
角変位を評価する場合は,十分な測定範囲,分解能及び精度が実現できるように変位計間距離を決め
る。
必要があり,適用できる場合には,軸方向変位計(図1〜図3参照)は,テストバーの熱膨張の影響を
避けるために直接主軸端に向けて取り付けてもよい。
測定器の長時間精度は,例えば,変位計の温度ドリフト試験によって確かめる(A.5参照)。
測定器は,試験を開始する前には,熱的に安定させる。
4.4
試験前の機械の状態
機械は,完全に組み立てられたものであって,製造業者の説明書に従って完全に運転できるものでなけ
ればならない。必要な全ての水平出し,静的精度検査及び運転試験は,この試験を始める前に終了してお
く。
製造業者の指定又は測定器の指示に従って内部熱源の影響を安定させるのに十分な時間,機械に電源を
投入して附属機器を運転し,主軸を回転させないで軸を“ホールド”状態にする。機械及び測定器は,風
及び頭上にある暖房器又は日光のような外部ふく(輻)射から保護する。
全ての試験は,無負荷状態で行わなければならない。工作物及び工具の両方が独立した軸上で回転する
ような機械を試験する場合には,箇条5及び箇条6に規定した試験を,機械構造上の共通の固定位置で,
各回転軸について行う。空気又は油シャワのような熱影響を最小化する補正機能若しくは装置によるソフ
トウエア又はハードウエアが工作機械上で利用できる場合には,試験中に使用し,それらを使用したこと
を記録する。
4.5
試験の順序
箇条5〜箇条7に示すそれぞれの試験は,1種類だけ又はどれと組み合わせて行ってもよい。
4.6
試験時の環境温度
全ての寸法測定は,JIS B 0680に従って,測定器及び測定対象物(例えば,工作機械)が20 ℃に維持
された環境と平衡状態になったときに行う。環境温度が20 ℃でない場合には,20 ℃に換算するために測
定器及び測定対象物(工作機械)の公称熱膨張差(NDE)の補正を行う。例えば,レーザ干渉測長器を使
った変位測定では,レーザ光軸周りの室温及び機械スケールの温度を測定中に記録するのが望ましい。レ
ーザ干渉測長器の(室温及び気圧の変化に伴ってレーザ波長が変化することによる)予想される長さ変化
及び機械スケールの(その温度への応答による)予想される長さ変化を計算する。これら二つの長さ変化
の差は,NDEとして計算し,20 ℃で変位偏差を決定するためにレーザ干渉測長器による測定データの補
正に使う。しかし,この規格は,変化する可能性のある環境温度条件の下で機械の挙動を特定することを
目的としているので,NDE補正の必要性は緩和される。NDE補正は,工作物が通常取り付けられる機械
7
B 6190-3:2014 (ISO 230-3:2007)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
部分と測定器との間だけに適用できる。工作機械の通常の運転時に使用される組込形のNDE補正は使用
しなければならない。付加的なNDE補正は,測定のためだけに使用し,機械スケールの熱変位の補正に
使用してはならない。
5
環境温度変動誤差(ETVE)試験
5.1
一般
環境温度変動誤差(ETVE)試験は,工作機械に及ぼす環境温度変化の影響を明らかにし,工作機械の
精度試験をしている間に熱が原因で生じる誤差を推定するために行う。この試験は,機械の比較に使って
はならない。ETVE値は,5.2に規定した方法を用いた温度ドリフト試験から求めることができる。室温,
気圧などの環境補正を必要とする場合には,測定器を正しく使用するために環境補正を使用する。通常工
作物を取り付ける機械部分に材料温度検出器を取り付けることを前提とするが,測定器にNDE補正装置
が組み込まれている場合には,その補正装置を使用するのが望ましい。ただし,そのような補正装置を使
用したことは記録する。
製造業者は,機械が仕様どおりの性能を発揮することができる許容環境温度条件の指針を提示するのが
望ましい。そのような一般的な指針には,例えば,平均室温の仕様,その平均室温からの偏差の最大値,
周波数幅,環境熱勾配(附属書C参照)がある。また,工作機械の運転及び性能試験のできる環境温度を
設置場所として提供することは使用者の責任である。ただし,使用者が機械の製造業者の規定した指針に
従う場合には,その仕様に基づいた機械の性能に対する責任は製造業者にある。
工作機械の性能測定において,熱影響によって生じた全不確かさは,合成標準熱不確かさによって定義
される。この合成標準熱不確かさuCTは,性能試験中とETVE試験中との環境条件が同等のとき,この規
格に規定した試験方法を使って評価できる。受渡当事者間で協定した値を超えてはならない。
機械の駆動軸の電源を入れて“ホールド”状態を維持する必要がある(4.4参照)。特に垂直又はスラン
ト軸では,機械の設計上,軸を“ホールド”状態に維持するだけで温度上昇する場合がある。このような
場合には,ETVE試験は機械の電源を切った状態で行ってもよい。その状態については試験結果に記録す
る。
8
B 6190-3:2014 (ISO 230-3:2007)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
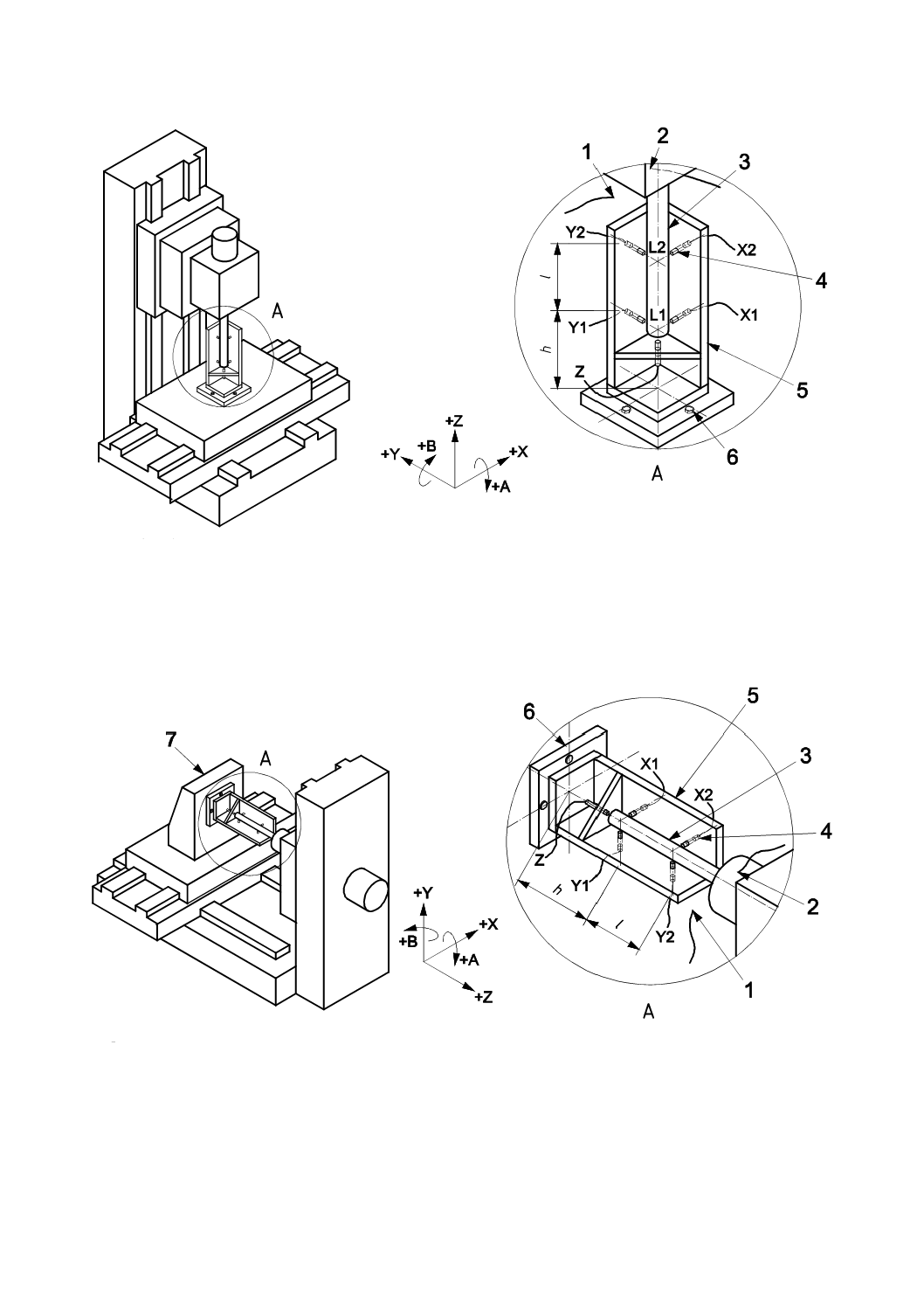
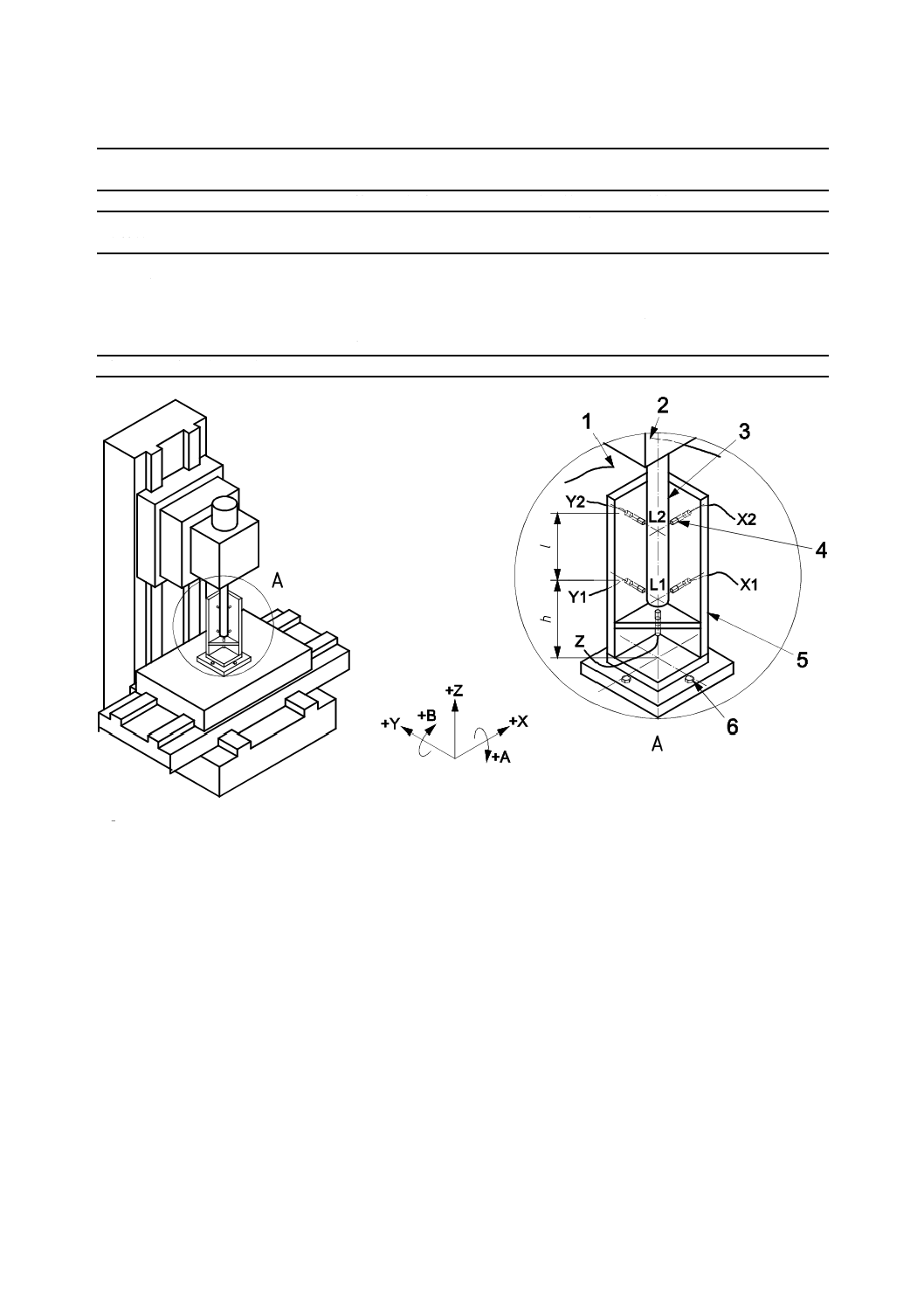
1
室温検出器
2
主軸軸受温度検出器
3
テストバー
4
変位計
5
取付具
6
取付具固定用ボルト
図1−立て形マシニングセンタにおけるETVE試験及び主軸回転と直進運動とに伴う
熱変形試験用の測定装置取付例
1
室温検出器
2
主軸軸受温度検出器
3
テストバー
4
変位計
5
取付具
6
取付具固定用ボルト
7
イケール
図2−横形マシニングセンタにおけるETVE試験及び主軸回転と直進運動とに伴う
熱変形試験用の測定装置取付例
9
B 6190-3:2014 (ISO 230-3:2007)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
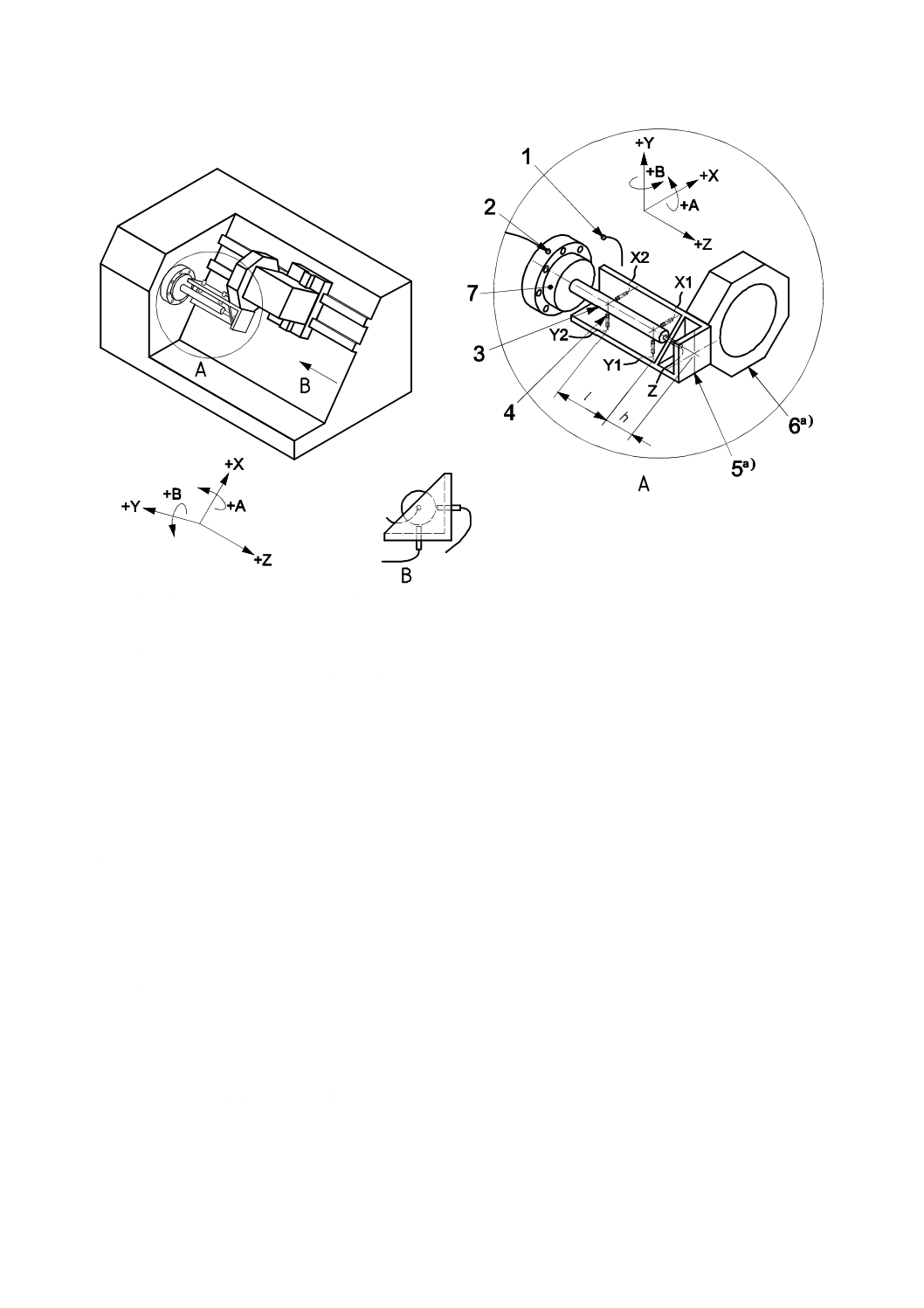
1
室温検出器
2
主軸軸受温度検出器
3
テストバー
4
変位計
5
取付具
6
タレット
7
チャック
注a) 目的を明確とするために,座標軸は回転して表示している。
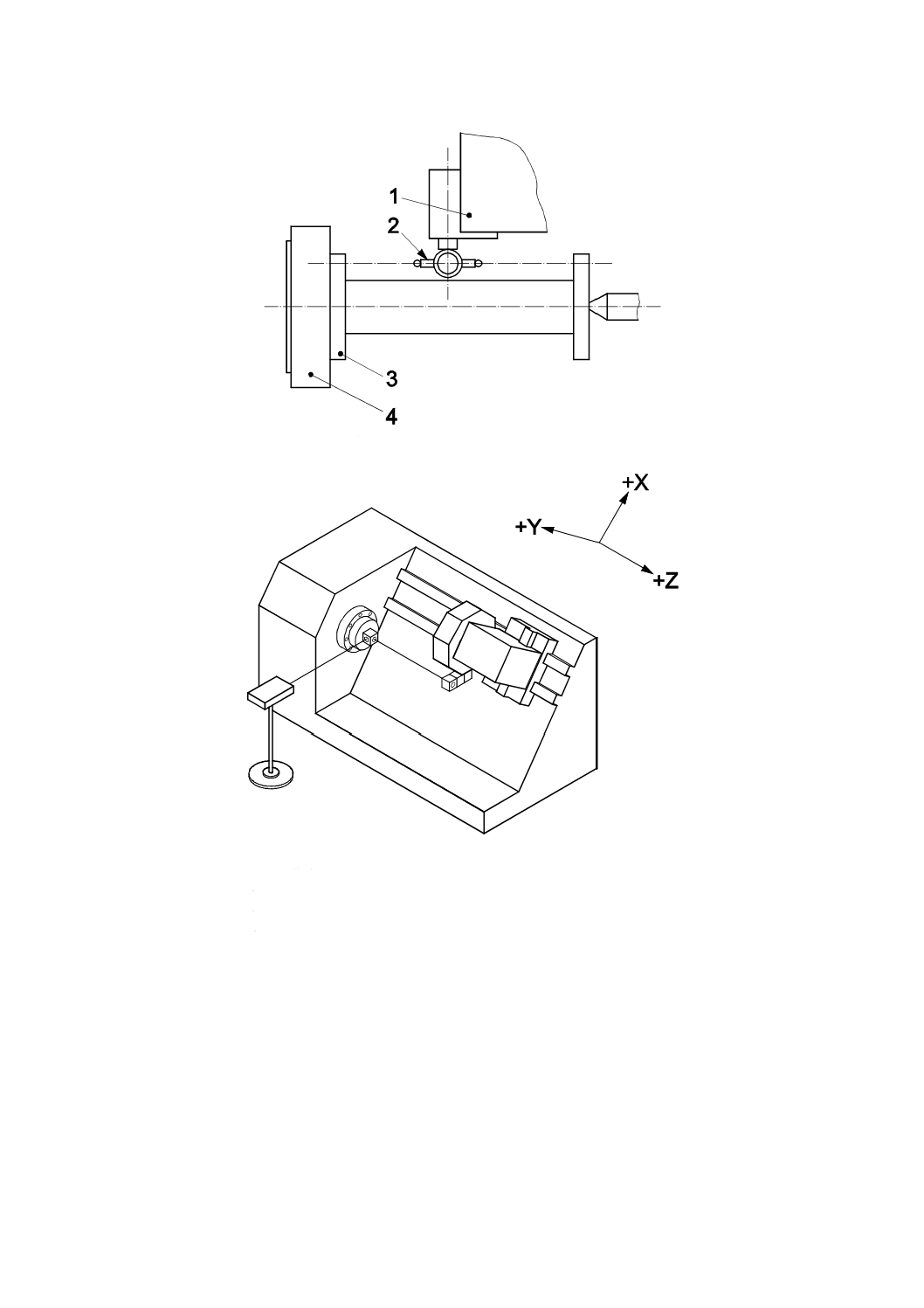
図3−スラントベッド形ターニングセンタにおけるETVE試験及び主軸回転と直進運動とに伴う
熱変形試験用の測定装置取付例
5.2
試験方法
図1,図2及び図3は,それぞれ立て形マシニングセンタ,横形マシニングセンタ及びターニングセン
タへの測定装置の取付例を示す。変位計を備えた取付具は,測定する機械の工作物又は工具を保持する回
転しない部分に確実に固定し,次の事項について測定する。
a) 工具を保持する部品と工作物を保持する部品との間の機械の各送り軸に平行な直交3軸と平行な向き
での相対変位 測定装置の正確な位置は,試験結果ともに記録する。
b) 工作機械のX軸及びY軸周りの傾き又は回転 主軸の前軸受にできるだけ近い工作機械構造の温度及
び主軸端と同じ高さの機械周囲の室温は,少なくとも5分2)ごとに記録するのが望ましい。室温に及
ぼす機械の発熱(例えば,油圧機器)の影響を避けるために機械から適切な距離だけ離れた位置で室
温を測定することが重要である。測定された温度と変位との間に確かな相関があるわけではないが,
環境及び機械構造の熱的変化の指標になる。
注記 ETVE試験の結果の連続性を明確にするために,測定中の変化が分かるように環境条件を含む
ETVE試験の過程を監視する必要がある。
温度ドリフト試験は,一旦測定器を設置したら,通常の性能測定条件との違いが最小になるようにし,
できるだけ長く続けるのが望ましい。測定基準に対して試験装置を周期的に再設定するような動作が繰り
10
B 6190-3:2014 (ISO 230-3:2007)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
返される状況では,試験時間は,大部分の動作を繰り返す周期よりも長くするか又は受渡当事者間の協定
によるのが望ましい。
注2) 温度補正システムの中には5分未満のサイクル時間のものがある。そのような場合には,検出
する頻度をそれに伴って増やすのが望ましい。
5.3
結果の説明
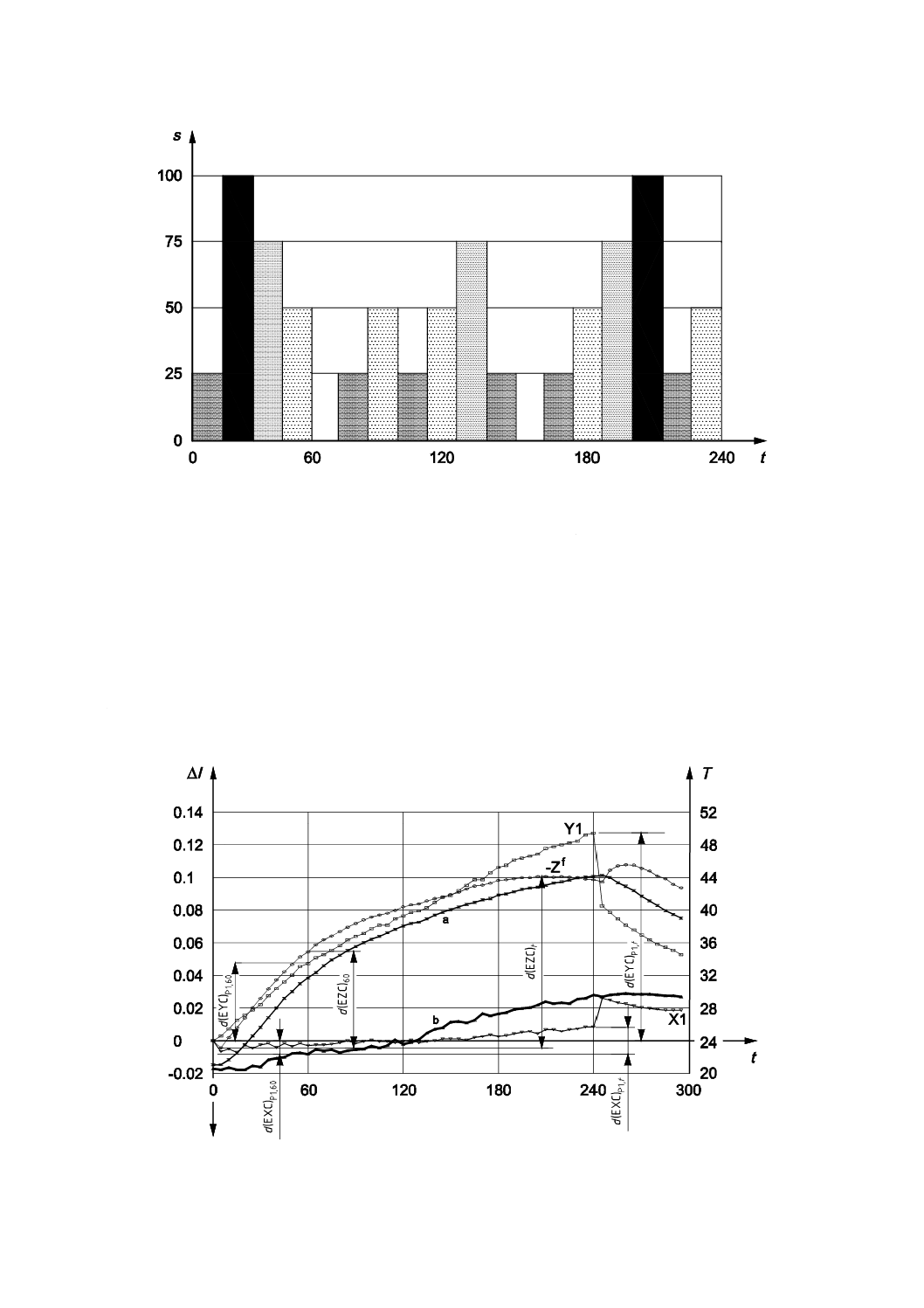
測定結果は,図4にその例を示すように時間に対する熱変位及び温度の図として描く。しかし,図示し
た曲線は,機械の比較のために用いてはならない。このような曲線から求めたETVEの値は,加工空間の
3直交平面内で行う各軸に平行な直進軸の位置決め精度又は円運動精度のような測定で合成標準熱不確か
さを考慮するために使用する。性能測定に合成標準熱不確かさを適用するために,室温は,個々の性能測
定を行っている間,連続的に記録するのが望ましい。その記録がETVEの値を求めた条件と比べて著しく
変化した条件になる場合には,ETVEの結果は,その測定過程に対しては無効である。このような場合に
は,ETVEの再評価を行うか又はETVEが適用できる条件にその条件を補正するのが望ましい3)。さらに,
測定装置は,熱的に安定させる。
向きの異なる測定では,それぞれの向きに対応したETVE値を使う。例えば,機械のZ軸に平行な直進
位置決め精度の測定では,ETVE(Z)値として直進位置決めの測定に要した時間に対するZ軸方向の熱変位
の最大範囲を使用する。同様にY軸及びX軸方向に平行にETVE(Y)及びETVE(X)を決定する。XY平面
内での円運動測定のような2軸以上に関係する測定を行う場合には,ETVE値は,ETVE(X)及びETVE(Y)
の最大値を用いる。
角度偏差測定については,ETVE値は,角度偏差測定に費やした時間に対するX軸及びY軸周りの傾き
の最大範囲を計算して求める。傾き角A及びBは,同時に測定した軸に平行な二つの変位計の読みの差を,
同一の向きに取り付けた二つの変位計間の距離lで除して求めた値である。このA及びBの計算は,次の
式による。
A=(Y1−Y2)/l
B=(X1−X2)/l
ETVE(A)=Aの最大範囲
ETVE(B)=Bの最大範囲
結果の正負の符号は,JIS B 6310に従って表す。
工作機械の性能試験(例えば,測定の向き)に対するETVE値を決めるためには,その性能試験に費や
した時間と同程度の時間に対して,最大の室温変化を示すETVE曲線の間隔を特定する。その時間内に観
察された最大の変化が,その試験に対する有効なETVE値になる。例えば,位置決め精度試験に約60分
かかったとすると,図4に示した例では,ETVE(X)値は,時間軸上の90〜150分の間から求めることがで
きる。その60分間の曲線の最大変位から求めたETVE値は,0.001 5 mmである。
注3) 機械の性能試験中に測定された室温の最大変化は,ETVE試験中に測定された室温変化以下と
なるのが望ましい。
11
B 6190-3:2014 (ISO 230-3:2007)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
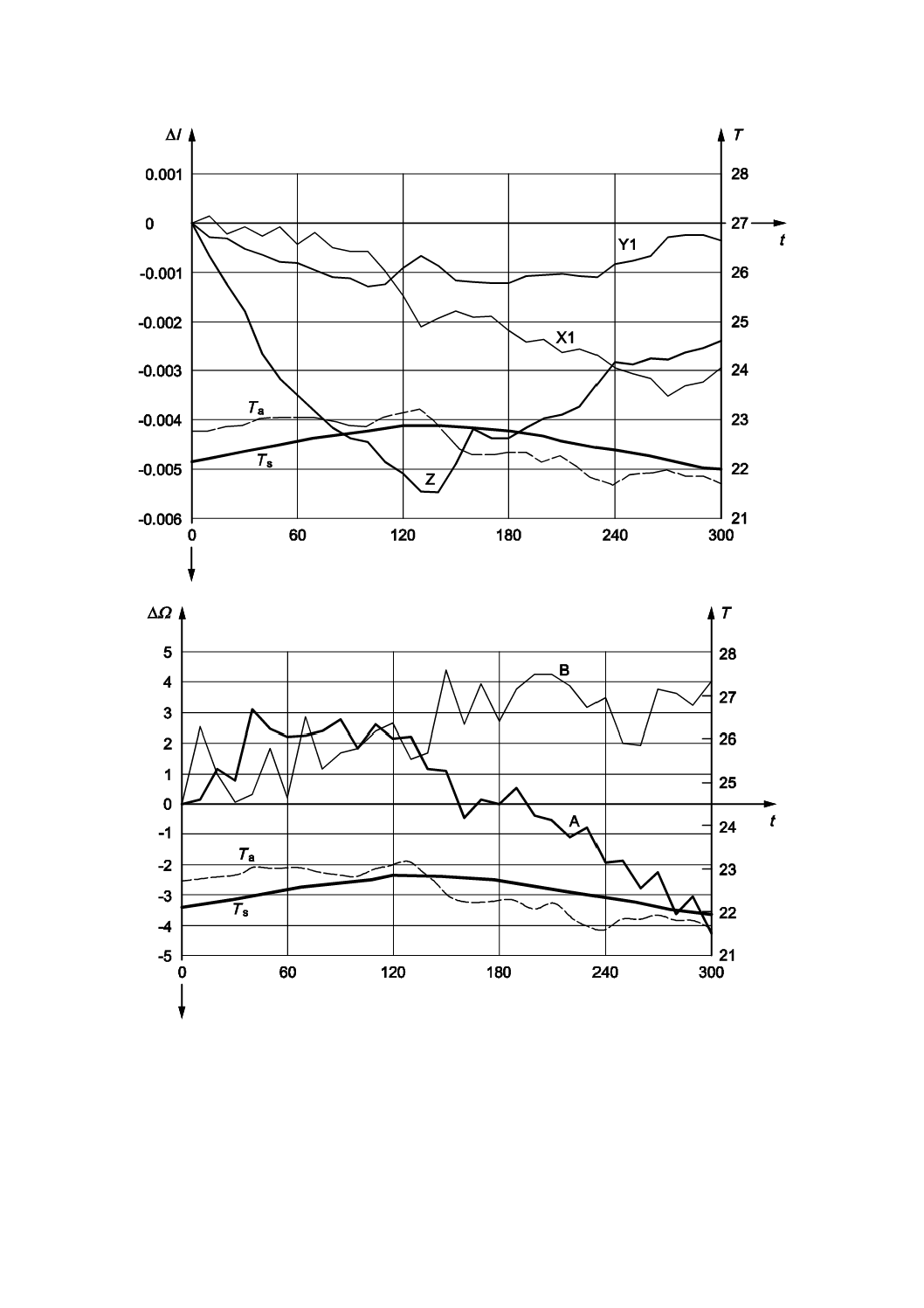
図4−ETVE試験における温度及び変位と時間との関係
12
B 6190-3:2014 (ISO 230-3:2007)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
A X軸周りの角変位
B Y軸周りの角変位
Δl 直線変位(mm)
ΔΩ 角変位(″)
X1 位置L1におけるX方向変位
Y1 位置L1におけるY方向変位
T
温度(℃)
Ta 室温(℃)
Ts 主軸温度(℃)
t
時間(min)
Z
Z方向変位
例 1時間の試験を行った結果,図4に示すグラフから次のETVE値が得られる。
ETVEX;1.1 ℃=0.001 5 mm(90分〜150分)
ETVEA;1.1 ℃=3″(110分〜170分)
ETVEY;0.6 ℃=0.000 8 mm(230分〜290分)
ETVEB;1.1 ℃=3″(110分〜170分)
ETVEZ;0.4 ℃=0.003 5 mm(0分〜60分)
図4−ETVE試験における温度及び変位と時間との関係(続き)
5.4
結果の表示
測定データは,図4に示すように時間に対する変位及び温度の曲線として描く。各向きに対するETVE
値は,例えばETVE(Z;1.2 ℃)=0.001 mmのように,観察した時間の範囲における室温変動幅も表示し,記
録するのが望ましい。
また,試験結果(図4及び図5参照)とともに次の情報も記録しておくのが望ましい。
a) 測定位置(L1の座標,図5参照)
b) 主軸端面とL1との距離
c) 温度検出器の位置
d) 温度検出器の種類
e) テストバー並びに取付具の形状,寸法及び材料
f)
使用した温度補正方法及び装置
g) 協定に基づく特別な試験手順
h) 試験日時
i)
試験前の機械の準備手順(試験前の予備点検の運転時間も含む)
j)
図1に示す座標系と異なる場合,X,Y,Z,A及びBの偏差の正の方向
k) 機械軸の制御モード(ホールド又はオフ)。
13
B 6190-3:2014 (ISO 230-3:2007)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
試験日
年/月/日
機械
AAA,立て形マシニングセンタ/
X=1 000,Y=600,Z=800
温度検出器/位置(室内)
熱電対/主軸端からY=300(手前),X=200(右)
テストバー
鋼,11×10−6 ℃−1,直径60 mm,長さ200 mm,No.40テーパ
取付具
鋼,11×10−6 ℃−1,400×100×100 mm:テーブル中央に固定
使用した温度補正
主軸温度検出器付き油温調整器
暖機運転
なし
軸の位置
X=500 mm,Y=300 mm,Z=400 mm,C=0
測定位置L1
X=500 mm,Y=300 mm,Z=220 mm(テーブル上面からの高さ)
主軸端面−L1間距離
175 mm
変位計間距離l(L2,L2)
150 mm
1
室温用の温度検出器
2
主軸軸受部の温度検出器
3
テストバー
4
変位計
5
取付具
6
取付具固定用ボルト
注記 テストバー及び取付具の寸法は,一例である。
図5−ETVE試験及び主軸回転と直進運動とに伴う熱変形試験のセットアップ情報の表示例
6
主軸回転による熱変形
6.1
一般
この試験は,主軸の回転によって生じる内部発熱及びその結果生じる機械構造に沿った温度勾配が,工
具−工作物間に生じる機械構造の熱変形に及ぼす影響を特定するために行う。この試験は,主軸による熱
発生に関係しているので,主軸だけを回転させて行う。
6.2
試験方法
図1,図2及び図3は,それぞれ立て形マシニングセンタ,横形マシニングセンタ及びターニングセン
タにおける代表的な取付状態を示す。変位計を取り付けた取付具は,測定する機械の工作物又は工具を保
14
B 6190-3:2014 (ISO 230-3:2007)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
持する回転しない部分に確実に固定し,次の事項について測定する。
a) 工具を保持する部品と工作物を保持する部品との間の機械の各送り軸に平行な直交3軸と平行な向き
での相対変位 例えば,主軸をC軸としたとき,d(XOC),d(YOC)及びd(ZOC)。測定装置の正確な位
置は,試験結果とともに記録する。
なお,加工空間内のどの位置で測定を行うかは,機械ごとの固有の基準による。
b) 工作機械のX軸及びY軸周りの傾き又は回転 例えば,主軸をC軸としたとき,d(AOC)及びd(BOC)。
主軸の前軸受にできるだけ近い工作機械構造の温度及び主軸端と同じ高さの機械周囲の室温は,少なく
とも5分4)ごとに記録するのが望ましい。室温に及ぼす機械の発熱(例えば,油圧機器)の影響を避ける
ために機械から適切な距離だけ離れた室温を測定することが重要である。測定された温度と変位との間に
確かな相関があるわけではないが,環境及び機械構造の熱的変化の指標になる。
試験は,次の主軸速度分布の一つによって行う。
− 変動速度分布。例えば,図6に示すような分布。
− 最高主軸速度の割合で表した一定速度。
主軸速度分布又はその割合を使った試験方法の選択は,機種別規格に規定する。必要な場合には,受渡
当事者間で,固有の条件に対応した特殊な試験手順(例えば,試験の前の暖機運転)について協定しても
よい。選んだ主軸速度分布は,工作機械の実際の利用状態を反映しているのが望ましい。例えば,その分
布は,マシニングセンタでは代表的な加工状態を表現するために2分から30分の間隔で主軸速度を様々に
変え,その間に1分〜30分間,周期的に主軸を停止させるように決めるのがよい。
全ての変位計の出力は,主軸を4時間回転させた状態で記録する。60分間における変位の変化が測定開
始からの最初の60分にわたって記録された最大変位の15 %未満の場合,又は受渡当事者間で協定した条
件になった場合には,測定開始から4時間未満で主軸を停止してもよい。主軸を停止させた後に,少なく
とも1時間変位の記録を続ける。主軸が回転している場合には,試験中にテストバーの振れの影響を取り
除くのが望ましい5)。
注4) 温度補正システムの中には5分未満のサイクル時間のものがある。そのような場合には,検出
する頻度をそれに伴って増やすのが望ましい。
5) テストバーの振れの影響は,ローパスフィルタ,平均処理又は主軸の回転位置とデータ収集と
を同期させることによって除去できる。
15
B 6190-3:2014 (ISO 230-3:2007)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
s
:最高主軸回転速度に対する割合(%)で表した主軸回転速度
t
:時間(分)
図6−熱変形試験における主軸速度分布の例
6.3
結果の説明
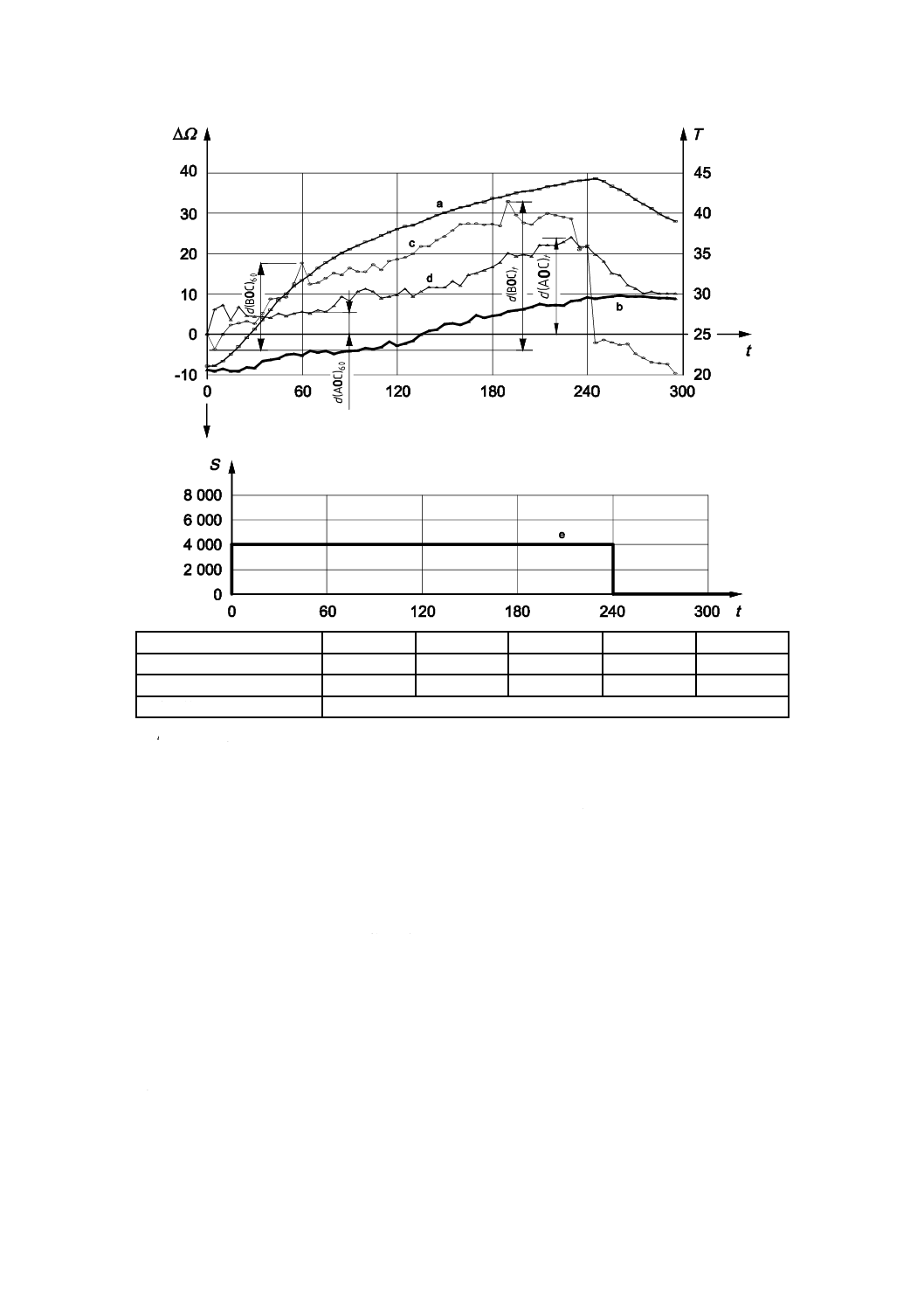
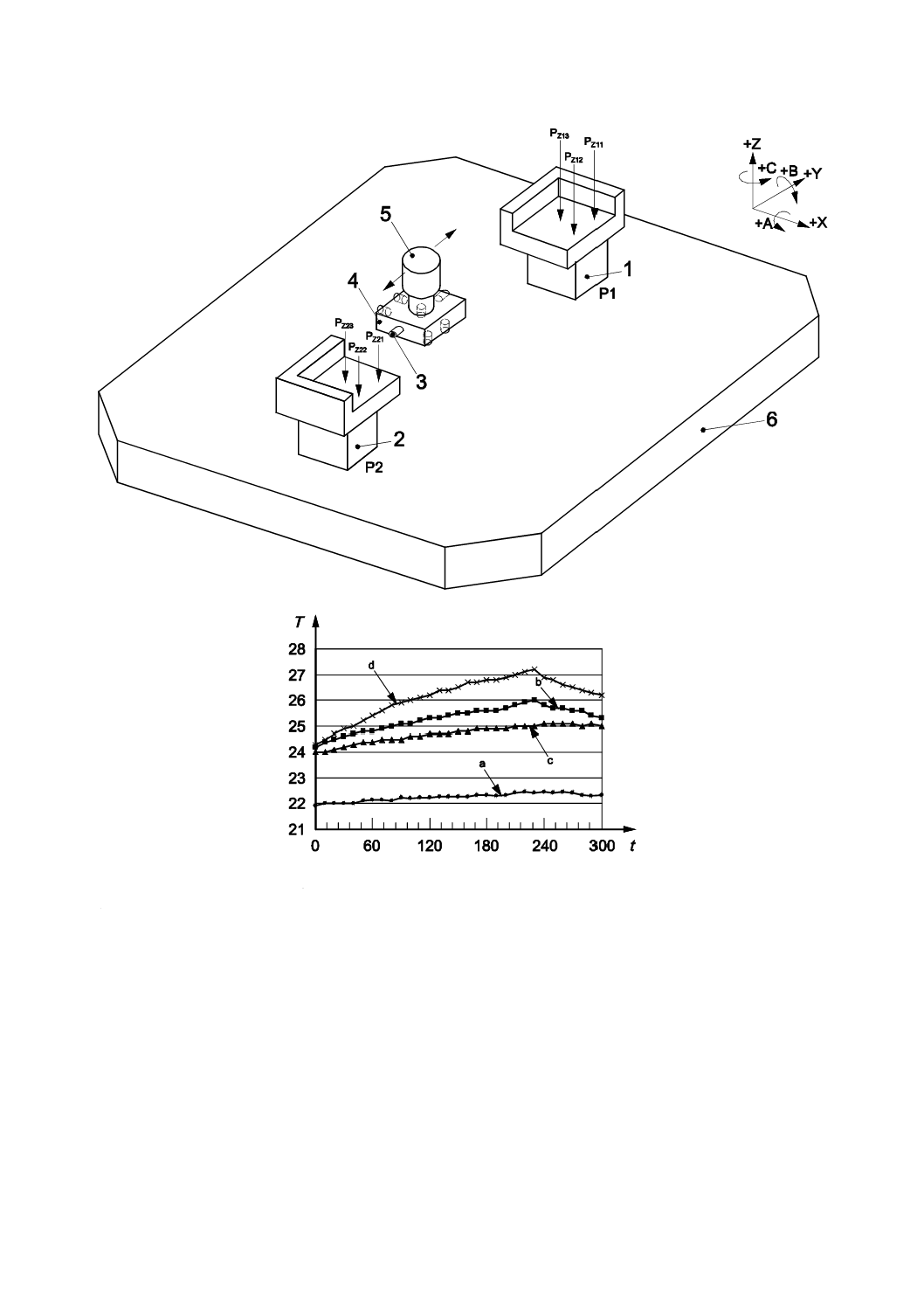
測定結果は,図7に示すように時間に対する熱変位及び温度(室温及び主軸軸受温度)の図として描く。
工具と工作物との相対位置を一定に保つという工作機械の能力に及ぼす工作機械構造の暖機の影響は,
これらの曲線から評価できる。テストバーの振れの影響によって,主軸の始動及び停止で曲線にずれが発
生する可能性があることに注意するのが望ましい。このずれの影響は,熱変位を評価する場合には無視す
る。
角変位(図7)の図は,5.3に規定したように傾き角A及びBを計算して描く。
図7−マシニングセンタの主軸回転によって生じた直線変位,角変位及び温度変化
16
B 6190-3:2014 (ISO 230-3:2007)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
X1(mm)
Y1(mm)
Z(mm)
A(″)
B(″)
最初の60分
0.008
0.048
−0.061
6
22
主軸運転の間(t)(240 min)
0.020
0.124
−0.108
24
38
距離(l)
150 mm
ΔΩ :角変位(″)
Δl :直線変位(mm)
T
:温度(℃)
S
:主軸回転速度(min−1)
t
:時間(min)
a
:機械構造の温度
b
:環境温度
c
:Y軸周りの角変位d(BOC)
d
:X軸周りの角変位d(AOC)
e
:最高回転速度=4 000 min−1
f
:マイナスのZ方向変位が,明確となるように絶対値で示す。
図7−マシニングセンタの主軸回転によって生じた直線変位,角変位及び温度変化(続き)
6.4
結果の表示
試験開始後60分間[d(XOC)P1, 60,d(YOC)P1, 60,d(ZOC)60,d(AOC)60,d(BOC)60]及び全主軸運転時間
[d(XOC)P1, t,d(YOC)P1, t,d(ZOC)t,d(AOC)t,d(BOC)t]での,各機械軸に平行な変位の範囲は,同じ方向
を向いた二つの変位計間の距離lとともに記録する(図1〜図3を参照)。ここに,tは,全主軸運転時間
の終わりの時間である。表1に示したこれらの値は,図7に示す例のように時間に対する温度及び変位の
図とともに表示する。また,次の項目は,図5に示すように,試験の結果とともに報告するのが望ましい。
a) 測定位置(L1の座標,図1参照)
b) 主軸端面とL1との距離
c) 温度検出器の位置
d) 温度検出器の種類
17
B 6190-3:2014 (ISO 230-3:2007)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
e) テストバー並びに変位計取付具の形状,寸法及び材料
f)
使用した温度補正方法及び装置
g) 主軸速度条件
h) 協定に基づく特別な試験手順
i)
試験日時
j)
試験前の機械の準備手順(運転時間を含む)
k) 図1,図2,図3及び図5に示したような座標系と異なる場合,X,Y,Z,A及びBの各変位の正方
向
表1−主軸の回転による熱変形の試験結果表示例
X1
Y1
Z
A
B
最初の60分
d(XOC)P1, 60
d(YOC)P1, 60
d(ZOC)60
d(AOC)60
d(BOC)60
主軸運転の間(t)
d(XOC)P1, t
d(YOC)P1, t
d(ZOC)t
d(AOC)t
d(BOC)t
距離(l)
7
直進軸の運動による熱変形
7.1
一般
この試験は,機械の位置決めシステム及び案内面の摩擦によって発生する内部発熱が,工具−工作物間
で観察される機械構造の熱変形に及ぼす影響を確認するために行う。この試験では,機械スケールの熱膨
張及び暖機運転中の局所的な発熱による機械構造の熱変形(ねじり及び曲げ)に起因するドリフト量を,
機械の直進軸に沿った二つの位置において測定する。この試験は数値制御(NC)工作機械だけに適用する。
暖機運転中の機械の構造要素は,要素内の全ての箇所における熱膨張が等しくなる場合にだけ,その形
状を維持できる。すなわち,位置に対する温度勾配ではなく,時間に対する温度勾配だけがあり,熱膨張
係数(CTE)が同じ場合である。しかし,実際の機械構造内にはモータ,ボールねじの軸受・ナット,及
び油圧機器のような局所熱源があるために,常に温度勾配が存在する。
この温度勾配によって,それぞれの構造要素は異なる量の膨張を生じ,応力が発生するとともに構造の
ねじり及び曲げのような角変位を引き起こす。
この箇条に規定する測定を行うことによって,上述した熱変形(温度勾配による熱変形)を明らかにす
ることができる。
7.2
試験方法
7.2.1
測定位置
目標位置は,可能な場合には運動の端点付近を選択するのが望ましく,通常は目標位置の間隔は2 m以
下とする。それぞれの目標位置には他方の目標位置からだけ接近するようにする。したがって,測定値に
は運動の反転による誤差が含まれる。試験中に生じる運動の反転誤差の変化はそれほど大きくないものと
仮定する。
ボールねじ又はロータリエンコーダのようなシステムでは,運動の反転値(直線変位及び角変位の両方)
は温度によって変化する可能性がある。この場合には,可能な場合は両方向からの測定を行う。
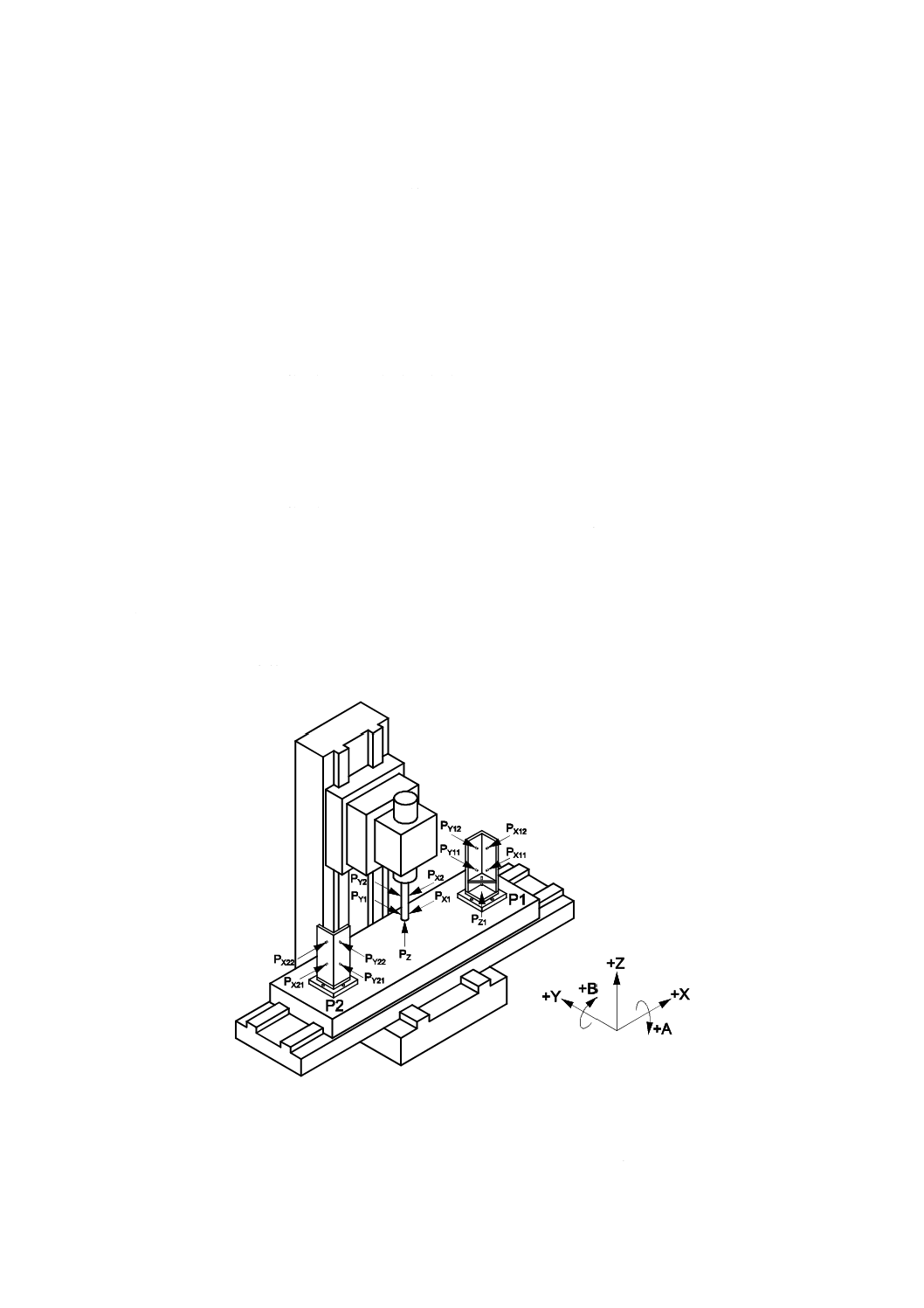
7.2.2
測定装置
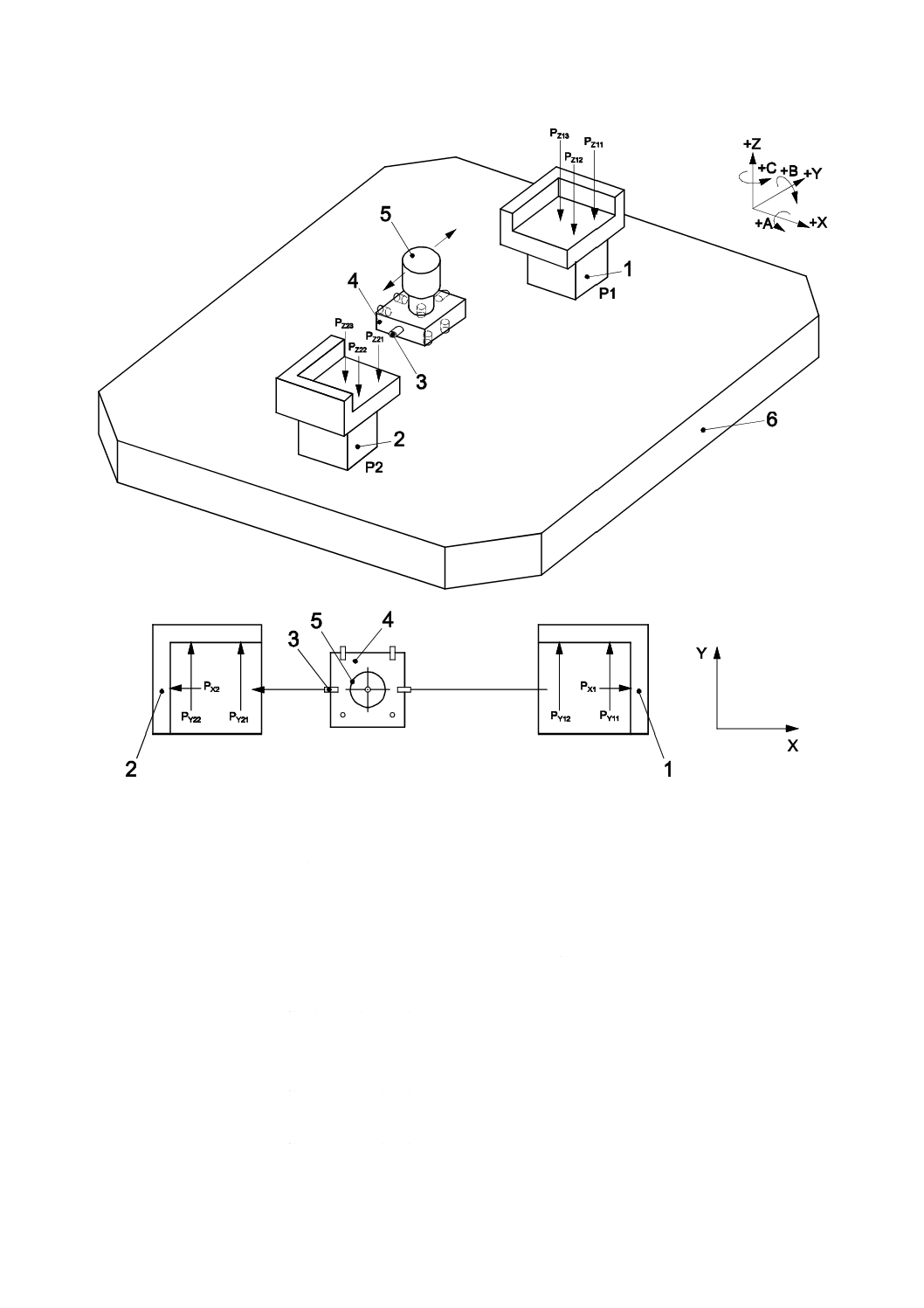
次のような三つの代表的な測定器の取付例がある。第1の例は,それぞれ5個の変位計を備えた2個の
取付具とテストバーとから構成する。テストバーは主軸に取り付け,二つの取付具は送り運動の移動範囲
の両端の位置でテーブルに確実に固定する(図8参照)。
18
B 6190-3:2014 (ISO 230-3:2007)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
変位計は,それぞれの目標位置(P1及びP2)において,テストバーの位置及び方向の変化が測定でき
るように取り付ける。それぞれの目標位置において,対応する変位計の読みから,(全て工具と工作物との
間の相対運動に対応する)直交する二つの直線変位及び二つの角変位だけでなく,運動要素が運動する距
離の試験中の変化を計算する。これらの計算には次の式を用いる。これらの式は,運動の矢印の反対方向
が正の読みとなるように定義してある(図8に測定装置及び記号を示す)。
d(EXX)P1, t=(PX11)t−(PX11)t0
d(EXX)P2, t=−[(PX21)t−(PX21)t0]
d(EYX)P1, t=(PY11)t−(PY11)t0
d(EYX)P2, t=−[(PY21)t−(PY21)t0]
d(EZX)P1, t=−[(PZ1)t−(PZ1)t0]
d(EZX)P2, t=−[(PZ2)t−(PZ2)t0]
d(EAX)P1, t=[(PY11−PY12)t−(PY11−PY12)t0]/l
d(EAX)P2, t=−[(PY21−PY22)t−(PY21−PY22)t0]/l
d(EBX)P1, t=[(PX12−PX11)t−(PX12−PX11)t0]/l
d(EBX)P2, t=−[(PX22−PX21)t−(PX22−PX21)t0]/l
ここに,
l: 同じ方向を測定する二つの変位計間の距離
t0: 運動サイクルの開始時間
t: 運動サイクルの終了時間
PX21: 測定位置P2におけるX方向の一つ目の変位計の読み
注記1 d(ECX)P1とd(ECX)P2とは,図8に示した測定装置を用いては算出できない。
注記2 上記の式の符号は,工作物に対する主軸の相対運動方向が正のとき,変位計の読みが正にな
るように定義してある。
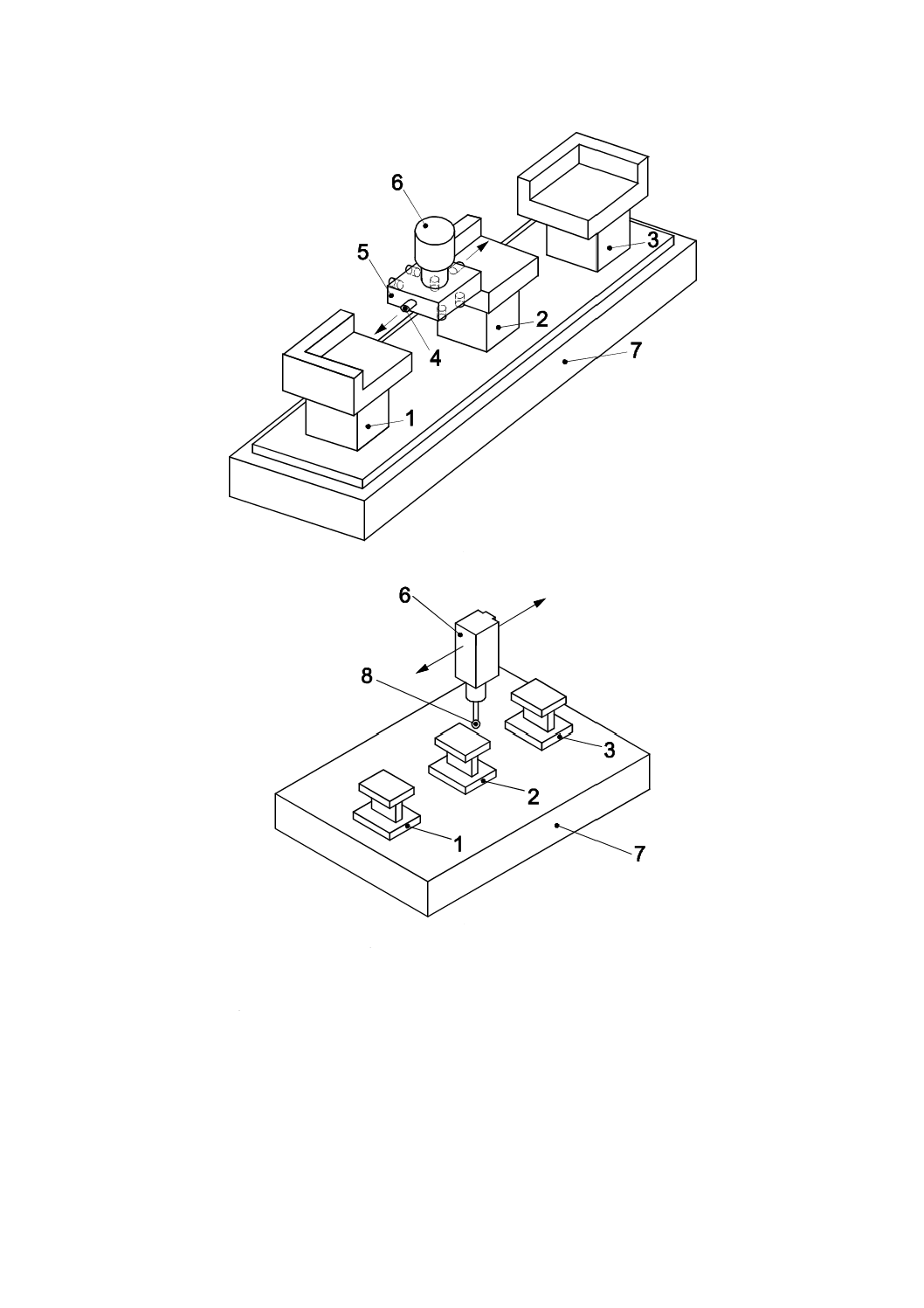
図8−マシニングセンタのX軸運動によって生じる熱変形測定装置
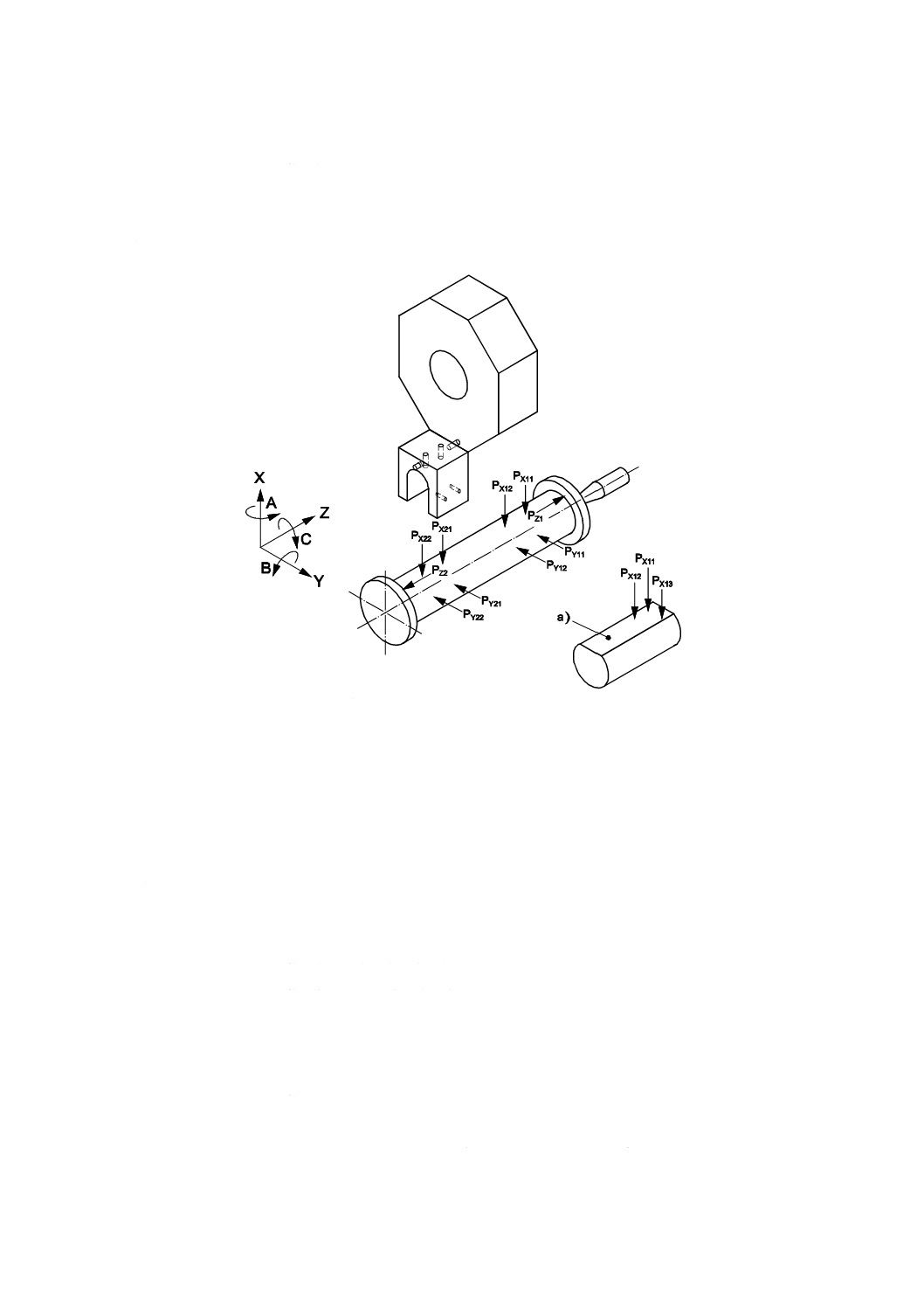
第2の例は,図9に示す7個の変位計と2個のターゲットブロックとで構成された測定装置である。こ
の装置では,変位計取付具を主軸に取り付ける。また,2個のターゲットブロックは,運動の両端の位置
19
B 6190-3:2014 (ISO 230-3:2007)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
に固定する。次の式を用いて,運動方向とそれに直交する2方向及びそれら直進軸周りの三つの回転方向
において,熱変位の6方向成分を同時に測定することができる(図9に測定装置及び記号を示す)。
d(EXX)P1, t=(PX1)t−(PX1)t0
d(EXX)P2, t=−[(PX2)t−(PX2)t0]
d(EYX)P1, t=(PY11)t−(PY11)t0
d(EYX)P2, t=(PY21)t−(PY21)t0
d(EZX)P1, t=−[(PZ13)t−(PZ13)t0]
d(EZX)P2, t=−[(PZ23)t−(PZ23)t0]
d(EAX)P1, t={[(PZ11+PZ12)/2−PZ13]t−[(PZ11+PZ12)/2−PZ13]t0}/l
d(EAX)P2, t={[(PZ21+PZ22)/2−PZ23]t−[(PZ21+PZ22)/2−PZ23]t0}/l
d(EBX)P1, t=[(PZ11−PZ12)t−(PZ11−PZ12)t0]/l
d(EBX)P2, t=[(PZ21−PZ22)t−(PZ21−PZ22)t0]/l
d(ECX)P1, t=[(PY11−PY12)t−(PY11−PY12)t0]/l
d(ECX)P2, t=[(PY21−PY22)t−(PY21−PY22)t0]/l
20
B 6190-3:2014 (ISO 230-3:2007)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1
右側ターゲットブロック
2
左側ターゲットブロック
3
変位計
4
変位計取付具
5
機械主軸
6
テーブル
図9−マシニングセンタのX軸運動によって生じる熱変形測定の代替測定装置
一般的なターニングセンタにおいては,図10に示すように,(6個の変位計を備えた)変位計取付具を
機械の工具保持部分に取り付ける。それらの変位計に対応した基準面をもつ特殊な測定用ジグを工作物主
軸に取り付ける。この測定装置では,熱変位は,次の式を用いて計算することができる(図10に測定装置
及び記号を示す)。
d(EZZ)P1, t=(PZ1)t−(PZ1)t0
d(EZZ)P2, t=−[(PZ2)t−(PZ2)t0]
d(EXZ)P1, t=(PX11)t−(PX11)t0
d(EXZ)P2, t=−[(PX21)t−(PX21)t0]
d(EYZ)P1, t=−[(PY11)t−(PY11)t0]
d(EYZ)P2, t=−[(PY21)t−(PY21)t0]
21
B 6190-3:2014 (ISO 230-3:2007)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
d(EAZ)P1, t=[(PY11−PY12)t−(PY11−PY12)t0]/l
d(EAZ)P2, t={[(PY21−PY22)t−[(PY21−PY22)]t0}/l
d(EBZ)P1, t=[(PX12−PX11)t−(PX12−PX11)t0]/l
d(EBZ)P2, t=[(PX22−PX21)t−(PX22−PX21)t0]/l
注記 図10に示す測定装置では,d(ECZ)は計算できない。
注a) d(ECZ)を計算するための平面(オプション)
図10−ターニングセンタのZ方向運動によって生じる熱変形の代表的な測定装置
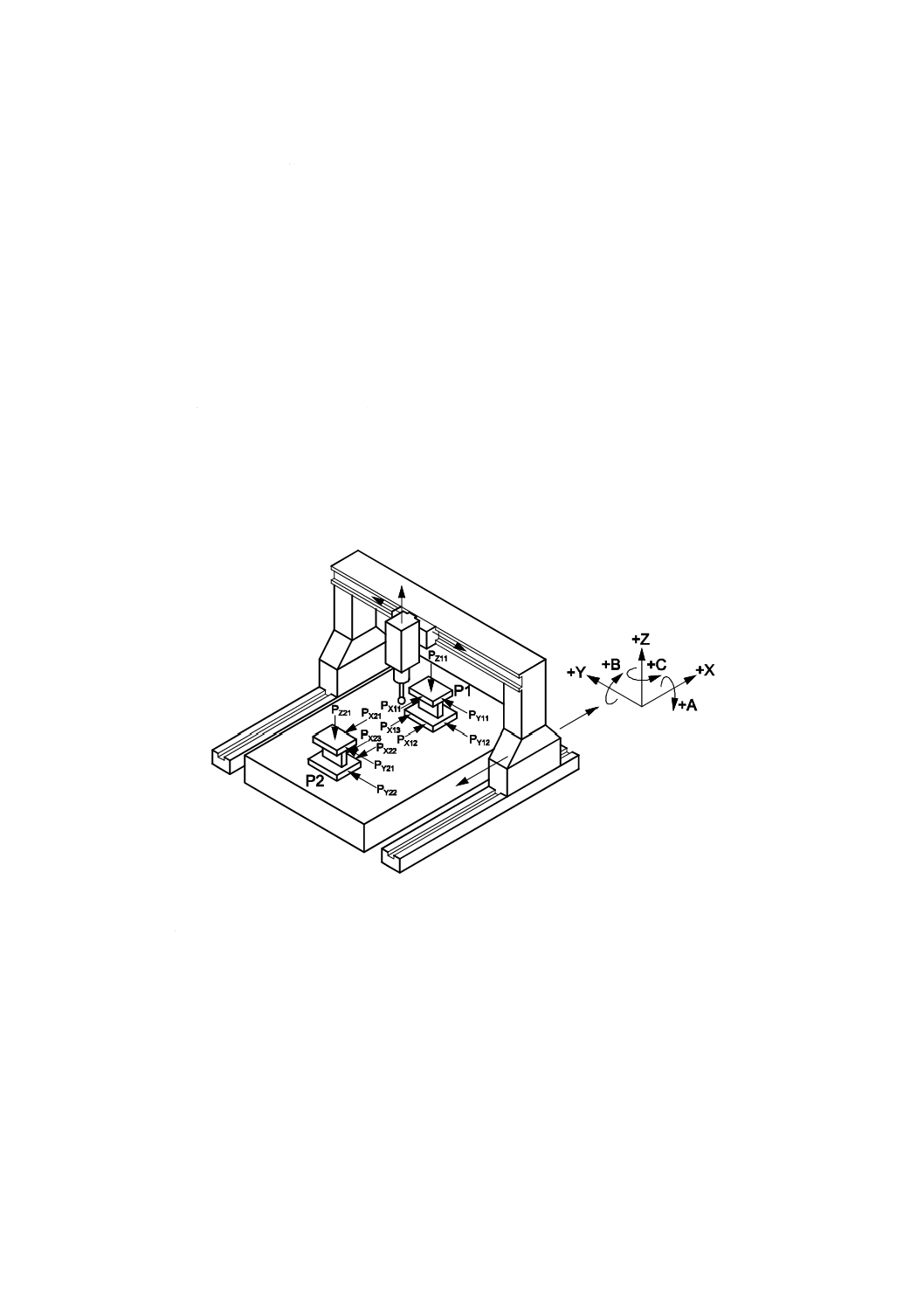
第3の例は,機械のタッチトリガプローブ(可能な場合)と2個のターゲットブロックとで構成する。
図11に示すように,2個のターゲットブロックは,運動の両端の位置に固定する。理想的には,それぞれ
のターゲットブロック(図11参照)の6点を測定し,それらの点に対応する機械のX,Y及びZ座標を記
録し,次の式を用いて6方向全ての熱変位を計算することができる(図11に機械構造,測定装置及び記号
を示す)。
d(EXX)P1, t=(PX11)t−(PX11)t0
d(EXX)P2, t=−[(PX21)t−(PX21)t0]
d(EYX)P1, t=(PY11)t−(PY11)t0
d(EYX)P2, t=[(PY21)t−(PY21)t0]
d(EZX)P1, t=[(PZ11)t−(PZ11)t0]
d(EZX)P2, t=[(PZ21)t−(PZ21)t0]
d(EAX)P1, t=[(PY11−PY12)t−(PY11−PY12)t0]/l
d(EAX)P2, t=[(PY21−PY22)t−(PY21−PY22)t0]/l
d(EBX)P1, t={[PX11−(PX12+PX13)/2]t−[PX11−(PX12+PX13)/2]t0}/l
d(EBX)P2, t=−{[PX21−(PX22+PX23)/2]t−[PX21−(PX22+PX23)/2]t0}/l
22
B 6190-3:2014 (ISO 230-3:2007)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
d(ECX)P1, t=[(PX12−PX13)t−(PX12−PX13)t0]/l
d(ECX)P2, t=[(PX22−PX23)t−(PX22−PX23)t0]/l
ここに,
l: 同方向の二つの測定位置間の距離
t0: 運動サイクル開始時間
t: 運動サイクル終了時間
機械の構造要素の傾きは,それが二つの測定位置で測定されるドリフト量に違いを生じさせるときにだ
け評価できる。二つの測定位置を選択するときには,関係する全ての傾きにそのような違いが確実に現れ
るようにその間隔を大きくとるのが望ましい。例えば,d(ECX)の計算によってX軸案内の角変位だけを求
められても,図11に示す測定位置によって表すことのできる総合的な熱変位の計算には,Y軸案内(ECY
成分)及びZ軸案内(ECZ成分)の角変位は含まれない。したがって,これらの測定位置をY軸又はZ軸
の試験で用いた場合には,上記のような他の代替的な測定装置とは,幾らかの矛盾が生じるかもしれない。
注記 角変位の評価には,上記の条件を達成するためにオフセットした二つの異なる位置で測定をす
る必要がある。
これまでに示した測定装置を用いるときは,測定開始時に全ての読みをゼロにする必要があり,したが
って,変位の絶対的な測定値ではなく,時間に伴うドリフト量だけが得られることに注意するのが望まし
い。
図11−タッチトリガプローブを用いた門形マシニングセンタのX軸運動によって生じる熱変形測定装置
7.2.3
試験サイクル
試験サイクルは,4時間の軸運動サイクルと1時間の冷却時間サイクルとの二つのサイクルからなる。
最後の60分間における変位の変化が,最初の1時間にわたって記録された変位の15 %未満になったとき
には測定は終了してもよい。決まった動作(例えば,周期的な工具の設定)が観察される状況では,試験
時間は,関係する事象が繰り返される周期以上の時間又は受渡当事者間で協定した時間とする。各試験の
後に,機械を冷却するための十分な時間をとるのが望ましい。
変位計の読みを記録するのに十分な停止(ドウェル時間)を確保できるような,一方の目標位置(目標
位置1)から開始し,二つ目の測定を行う目標位置2まで機械が運動するようにプログラムする。その後,
反転し,再び目標位置1で変位計の読みを記録する。この試験シーケンスは軸運動サイクルの期間が終わ
23
B 6190-3:2014 (ISO 230-3:2007)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
るまで繰り返され,二つの目標位置でデータを記録する。機械の運動速度は,プログラム可能な最大送り
速度の数%程度に設定する。また,それぞれの目標位置でのドウェル時間は,測定値を得るための最小限
の時間とする。その割合及びドウェル時間は,機種別規格で規定する。ドウェル時間及び送り速度が異な
れば,発熱量も異なり,したがって異なる量の熱変位を生じる。これらの試験でのドウェル時間及び送り
速度は,受渡当事者間の協定に基づいて変更することができる。
多数の測定点でのデータを測定システムに蓄えることができない場合には,二つの目標位置における測
定間隔を,例えば,5往復ごとに1回測定し,記録してもよい。正確な測定手順を報告するのが望ましい。
軸運動サイクル期間の終了時には,機械を運動範囲の中央で停止させ,5分おきに両方の目標位置まで
運動して測定を行い,再び中央で停止させる。これを冷却期間の終了時間まで続ける。
7.2.4
温度測定
機械の幾つかの点での温度測定は,試験結果を正確に解釈するために役立つ。例えば,位置検出器の温
度上昇は,直線的な伸びの主な原因となる。それに対して,案内面の温度上昇及びそれに伴う構造要素(ベ
ッド,コラムなど)内部の温度勾配は,曲げ変形の主な原因となる。
温度検出器を設けるのに有効な位置は,次のとおりである。
− 位置検出器(可能な場合)
− 摩擦発生部の近く(通常,運動要素とそれに関連する固定された構造要素の間。例えば,テーブル−
ベッド間,主軸頭−コラム間。これらの箇所の温度上昇は,案内面,ボールねじ支持部,ボールねじ
ナットの摩擦による。)
− 構造要素の反対側(例えば,ベッドの底面など)
− テーブル
− 主軸頭
環境温度は,試験中少なくとも5分6)に1回測定するのが望ましい。
注6) 温度補正システムの中には5分未満のサイクル時間のものがある。そのような場合には,検出
する頻度をそれに伴って増やすのが望ましい。
7.2.5
補正
測定器を正しく使用するために室温及び気圧のような環境因子を補正する必要がある場合には,補正し
なければならない。
測定器にNDE補正装置が備わっている場合は,軸のスケールの伸びによって生じる全体的なドリフト
に対する影響が見えなくなってしまうために,これらの装置は使ってはならない。
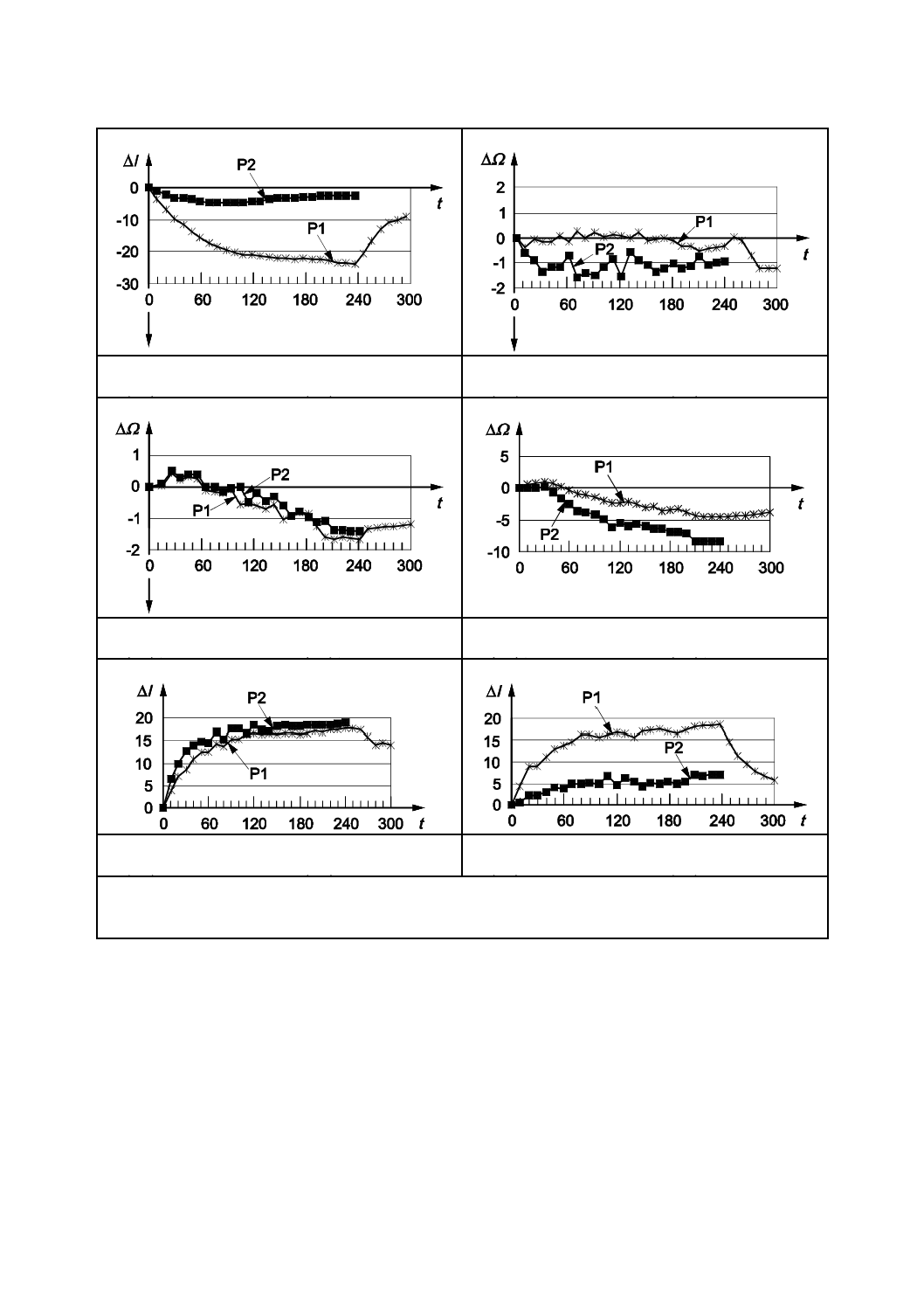
7.3
結果の表示
機械の各軸について,次のデータを時間軸に対してプロットする。
− 各目標位置での二つの位置決め誤差
− 各目標位置での四つの直線変位
− 各目標位置での四つ又は六つの角変位(数は,測定装置の種類による)
それぞれのプロットは,絶対値ではなく,開始時から変化した相対的な量で示す。
さらに,試験中の環境温度及び機械の温度を時間に対する図としてプロットしなければならない。その
結果は,試験中の機械の位置決めの繰返し性の影響を受ける点に注意するのが望ましい。
図12及び図13にこれらの図の例を示す。
また,次の事項は,図12及び図13に示すように,図とともに記録する。
a) 送り速度
24
B 6190-3:2014 (ISO 230-3:2007)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
b) ドウェル時間
c) 始点及び終点の位置
d) 補正能力及び装置
e) 使用した温度測定器及び測定装置
f)
温度検出器の位置
g) 使用した位置検出器の熱膨張係数
h) 測定線の位置
i)
試験日時
j)
暖機運転の手順(暖機運転の時間を含む)
k) 試験の開始時及び終了時の測定対象の温度
l)
図1,図2,図3,図8及び図9に示した座標系と異なる場合には,位置のドリフトの正の向き
m) 関連する場合は,全ての周辺機器の条件,例えば,潤滑油,油圧,供給エア,冷却装置(主軸試験及
びETVE試験も同様とする。)
試験日
年/月/日
機械
測定器及び製造番号
AAA,立て形マシニングセンタ/X=500,Y=350,Z=400
BBB,主軸とともに運動する6個の検出器,2個の目標取付具
試験した軸及びその位置
位置検出器の種類
位置検出器の熱膨張係数
使用した熱補正
暖機運転
X,Y=250,Z=200
ガラススケール
8×10−10 ℃−1
なし
試験前,6時間にわたってホールド状態で停止
試験していない軸の位置
X=250 mm;Z=200 mm;C=0
送り速度
始点及び終点
各目標位置でのドウェル時間
データを読み取る間隔
500 mm/min
Y,0,300 mm
5 s
5回ごと
温度検出器の位置(室温)
(機械)
T1
T2
主軸頭から手前,200 mm X,300 mm Y
テーブル,X=50 mm
リニアスケール
案内面
温度 ℃
開始時
終了時
機械温度
24
25
室温
21.9
22.3
図12−直進運動によって生じる熱変形試験のセットアップ情報の表示例
25
B 6190-3:2014 (ISO 230-3:2007)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
t
時間(分)
T
温度(℃)
1
右側ターゲットブロック
2
左側ターゲットブロック
3
変位計
4
検出器取付具
5
主軸
6
テーブル
a
環境温度
b
Y軸スケール温度
c
機械温度
d
Y軸案内面温度
図12−直進運動によって生じる熱変形試験のセットアップ情報の表示例(続き)
26
B 6190-3:2014 (ISO 230-3:2007)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
EYY
ECY
d(EYY)1, 60=16
d(EYY)2, 60=4
d(EYY)1, 240=23
d(EYY)2, 240=4
d(ECY)1, 60=0.3
d(ECY)2, 60=1.3
d(ECY)1, 240=0.6
d(ECY)2, 240=1.5
EBY
EAY
d(EBY)1, 60=0.5
d(EBY)2, 60=0.5
d(EBY)1, 240=1.6
d(EBY)2, 240=1.4
d(EAY)1, 60=1.9
d(EAY)2, 60=2.1
d(EAY)1, 240=5
d(EAY)2, 240=8.2
EXY
EZY
d(EXY)1, 60=12
d(EXY)2, 60=15
d(EXY)1, 240=16.5
d(EXY)2, 240=17
d(EZY)1, 60=15
d(EZY)2, 60=4
d(EZY)1, 240=18
d(EZY)2, 240=7
Δl
直線変位(μm)
ΔΩ
角変位(″)
t
時間(min)
図13−直進運動による熱変形測定結果の例
27
B 6190-3:2014 (ISO 230-3:2007)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A
(参考)
変位計
A.1 一般
この規格に規定する測定に共通して用いることができる変位計は,次に示す3種類である。
− 機械式変位計
− 電子式変位計
− 光学式変位計
A.2 機械式変位計(ダイヤルゲージ)
A.2.1 一般
機械式変位計であるダイヤルゲージは,円板状の目盛板をもった本体と接触式の測定子とから構成され
ている。測定子は,接触点の動きの量を目盛板上に表示できるように歯車を介して本体と接続されている。
通常の試験は,目量0.01 mmのダイヤルゲージで行うが,より精密な試験には目量0.001 mmのダイヤル
ゲージを用いるのが望ましい。
A.2.2 使用上の注意
ダイヤルゲージの基本的な性能は,次による。
a) 誤差曲線
b) ヒステリシスの最大値
c) 測定子のストロークの始点及び終点での測定力の上限値
d) 測定力の最大局所変化(この力は,一般にストローク内の全位置でプランジャの出入に対して異なっ
た値となる。)
e) ダイヤルゲージを上下逆にしたときの繰返し性
ダイヤルゲージは,ストロークが短く,特にヒステリシスが小さくて,測定力の小さいものを推奨する。
ダイヤルゲージを主軸の回転による熱変形の試験に使用する場合には,テストバーの心出しを行うか,
又は常に主軸の同一角度位置で読みを取るのが望ましい。
A.3 電子式変位計
A.3.1 一般
接触又は非接触式の電子式変位計は,その変位計ヘッド又はターゲットの移動量に比例したデジタル値
又はアナログ値を出力する。電子式変位計には,電気マイクロメータ(LVDT),渦電流形変位計及び静電
容量形変位計がある。分解能は0.001 mm以上の電子式変位計が望ましい。
A.3.2 接触式の電子式変位計
A.3.2.1 一般
接触式の電子式変位計は,測定子を変位測定したいターゲット表面に接触させる必要がある。このよう
な変位計の例は,LVDT及びインクリメンタル式の長さゲージである。LVDTは,測定子の変位に比例し
たアナログ値を出力する。インクリメンタル式の長さゲージは,測定子の変位を測定するために(磁気式
又は光学式の)リニアエンコーダを使用して,デジタル値として出力する。
28
B 6190-3:2014 (ISO 230-3:2007)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
A.3.2.2 使用上の注意
電気マイクロメータの支持台は,不要な誤差が入るのを防ぐために十分な剛性をもつものが望ましい。
プランジャ式電気マイクロメータの測定子は,不正確さを避けるために測定面に垂直に当てるのが望まし
い。
A.3.3 非接触式の電子式変位計
A.3.3.1 渦電流形変位計
渦電流形変位計の原理は,電磁誘導現象を利用したものである。変位計内部に組み込まれたコイルに高
周波電流を流すことによって発生させた高周波磁界中に金属物体を接近させると,電磁誘導作用によって
コイルからの磁束を打ち消すように渦電流が金属物体表面に発生する。
渦電流の強さは,コイルと金属物体表面との距離及び金属の交流抵抗によって変化する。発生した高周
波電圧の振幅変化を基準電圧と比較し,出力電圧として取り出す。この測定原理では,1 MHz又は2 MHz
で作動する絶対的に安定した周波数及び振幅の発振回路が必要になる。出力値が入力信号(変位の変化)
と比例関係でないために,適切な電気回路によって出力値を線形化する。他の重要な因子は,渦電流現象
の温度依存性である。
A.3.3.1.1 使用上の注意
出力信号及び線形性は,テストバーの電気的・磁気的特性及び表面状態に依存する。
個々に線形化及び校正が必要である。
高周波であるために,変位計接続ケーブルの最大長さは,約12〜18 mである。
A.3.3.2 静電容量形変位計
静電容量形変位計は,二つの電極間の距離が変化すると静電容量が変化することを利用した非接触式変
位計である。二つの電極は,変位計とターゲットとから構成される。変位計側の電極に一定周波数の交流
が印加されると,この交流電流の振幅は変位計電極からターゲットまでの距離に比例する。
ターゲットは,この場合には接地電極として機能する。補正電圧が振幅器内で同時に発生される。両方
の電圧が変調された後に,二つの電圧値の差が増幅され,アナログ出力信号として利用できるようになる。
この信号は,ターゲット材料の誘電率の影響を受けず,完全に独立している。
特に線形化する必要はなく,リラクタンスXcと電極間隔との間に厳密な比例関係がある。変位計は,
二重円環形のキャパシタとして設計されているので,ターゲットの誘電率とは無関係に,出力信号の線形
性は良好である。特別な電子制御器を使って誘電係数を一定にすれば,ターゲットとして絶縁材料を使っ
た測定も可能である。
A.3.3.2.1 使用上の注意
測定隙間の中にある誘電体の変化に敏感なために,清浄で乾燥した環境だけで使うことができる。
最大ケーブル長は,発信回路に及ぼすケーブルの影響によって決まる。
変位計の直径を大きくすると,測定距離は長くなる。それに伴って測定範囲の直径は大きくなる。
A.4 光学式変位計
A.4.1 レーザ光式3角測量形変位計
A.4.1.1 一般
パルスレーザ光はターゲット表面に照射され,その表面から反射したレーザ光をそれと同一のケース内
にある受光器で受ける。反射光は拡散するのが望ましい。反射されたレーザ光は,レンズを通して受光さ
れ,超高感度のアナログ線形検出器又はそれに代わるデジタルCCD素子上に焦点が結ばれる。その検出
29
B 6190-3:2014 (ISO 230-3:2007)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
器上で焦点を絞られた反射光の位置は,送光器からターゲットまでの距離に関係する信号を出す。
高反射面,色違いの面,色変化のある面などの望ましくない表面は,距離の測定精度に影響を及ぼす。
しかし,最新の電子技術によって,例えば,自動光量調節器を使ってこれらの影響を最小化でき,完全に
補正できる。
A.4.1.2 使用上の注意
試験対象物の表面特性にある程度依存する。
送光器において清浄な環境が要求される。
変位計として寸法が大きい(渦電流及び静電容量と比較して)。
A.4.2 レーザ走査マイクロメータ
A.4.2.1 一般
この測定器は,当初はワイヤ及びチューブの直径を測定するために設計された。このシステムは,レー
ザ光源,ビーム走査プリズム,回転角度測定システム,時間基準及び光軸の位置を検出するための二つの
組合せCCD素子から構成されている。目標物の直径及びその中心位置は,ビーム位置及びプリズムの回
転速度から求める。テストバーの中心位置と直径とを測定できるシステムは,工作機械主軸中心線のドリ
フトを検出することができる。
A.4.2.2 使用上の注意
正確さ及び繰返し性は,平均する回数に依存する。0.001 mmよりも高い精度を必要とする場合には,100
回以上の測定値を平均する必要がある。レーザ光源は,より精密な測定をするときには,あらかじめ暖め
る時間が必要である。
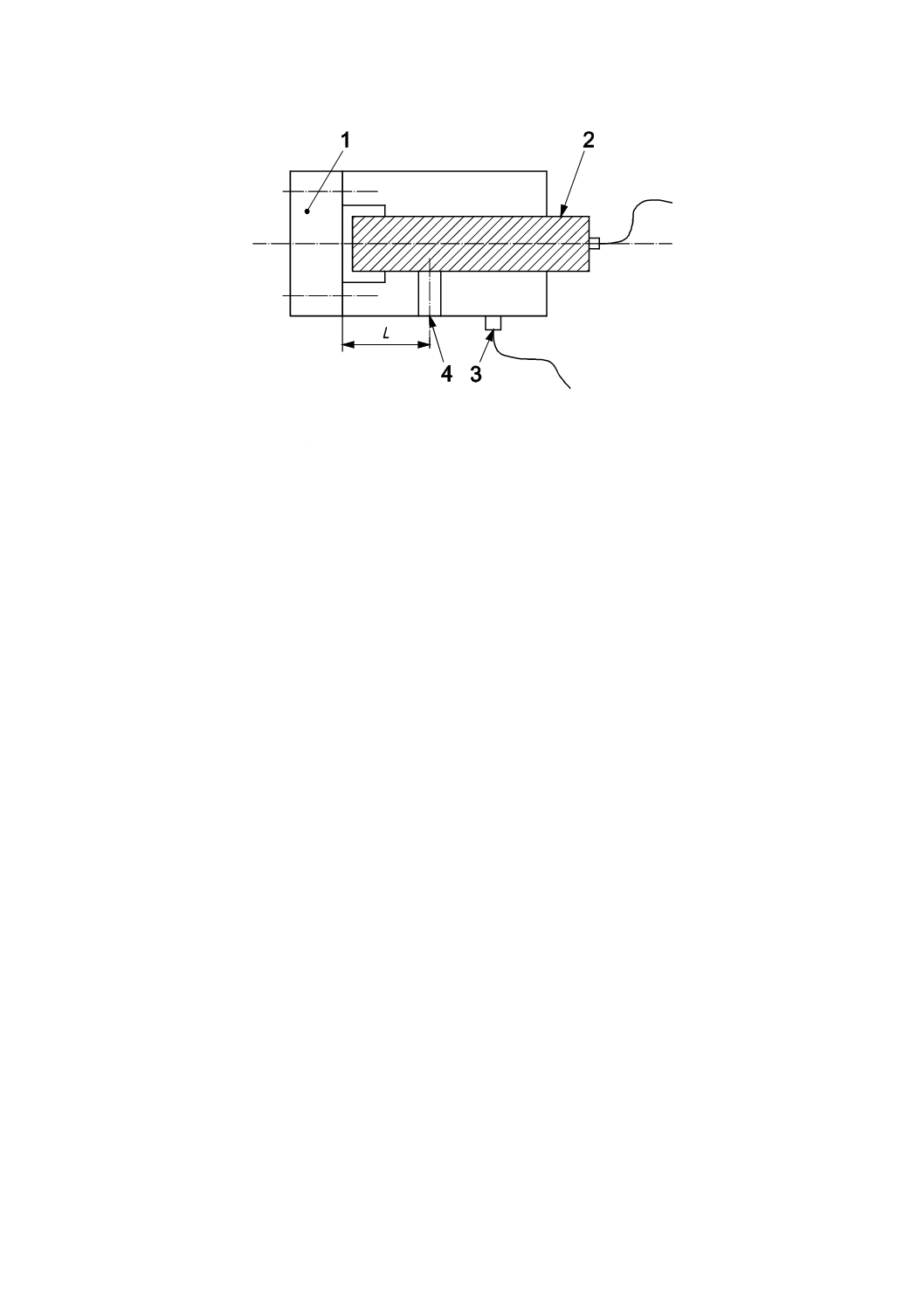
A.5 変位計のための温度安定性試験
熱変形試験に用いる変位計の温度安定性は重要である。変位計の中には,異なる材質で作られているも
のがある。材料を混合して使用すると変位計に複雑な温度ドリフトを発生させる。この規格に規定した熱
変形試験で使用する前に,変位計システム自体の熱挙動を試験するのが望ましい。
この試験(キャップ試験)の基本的な試験手順は,次による。
a) 変位計と目標物とをしっかりと保持できる特別な取付具を準備する。取付具の材料は,2種類準備す
る。一つの取付具は,鋼製とし,機械及び測定器の取付具に通常使用する鋼製の部品に対する変位計
のドリフトを調べるのに使用する。もう一つは,低熱膨張材料製とし,変位計の絶対ドリフト量を測
定するために使用する。
b) 試験する変位計を取付具に組み込む。固定点の位置及び固定点から目標物表面までの距離Lは,実際
の試験で使用する取付けと同じであるのが望ましい(図A.1参照)。この距離は,測定システムの温度
ドリフトに直接影響を及ぼす。
c) 取付具表面にその温度変化を測定するための温度検出器を取り付ける。
d) 測定システムを恒温装置(温度制御のできる装置)又は他の温度可変環境に入れる。
e) 人為的に温度を変えて変位計出力と温度との関係を調べる。温度上昇率は,全ての部品が同じ温度に
なるように低くする。変位計の膨張係数,非線形性及び時間遅れを求めるために数回の温度変更サイ
クルを繰り返す。
f)
場合によっては,変位計の増幅器に温度ドリフトがあるかもしれない。したがって,変位計と同様の
試験手順を適用することによって増幅器の性能を検査することは有益である。
30
B 6190-3:2014 (ISO 230-3:2007)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1
目標物(キャップ)
2
変位計
3
温度計
4
固定ボルト
L
ターゲットと固定ボルトとの間の距離
図A.1−変位計のドリフト試験例
31
B 6190-3:2014 (ISO 230-3:2007)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書B
(参考)
変位計の必要数
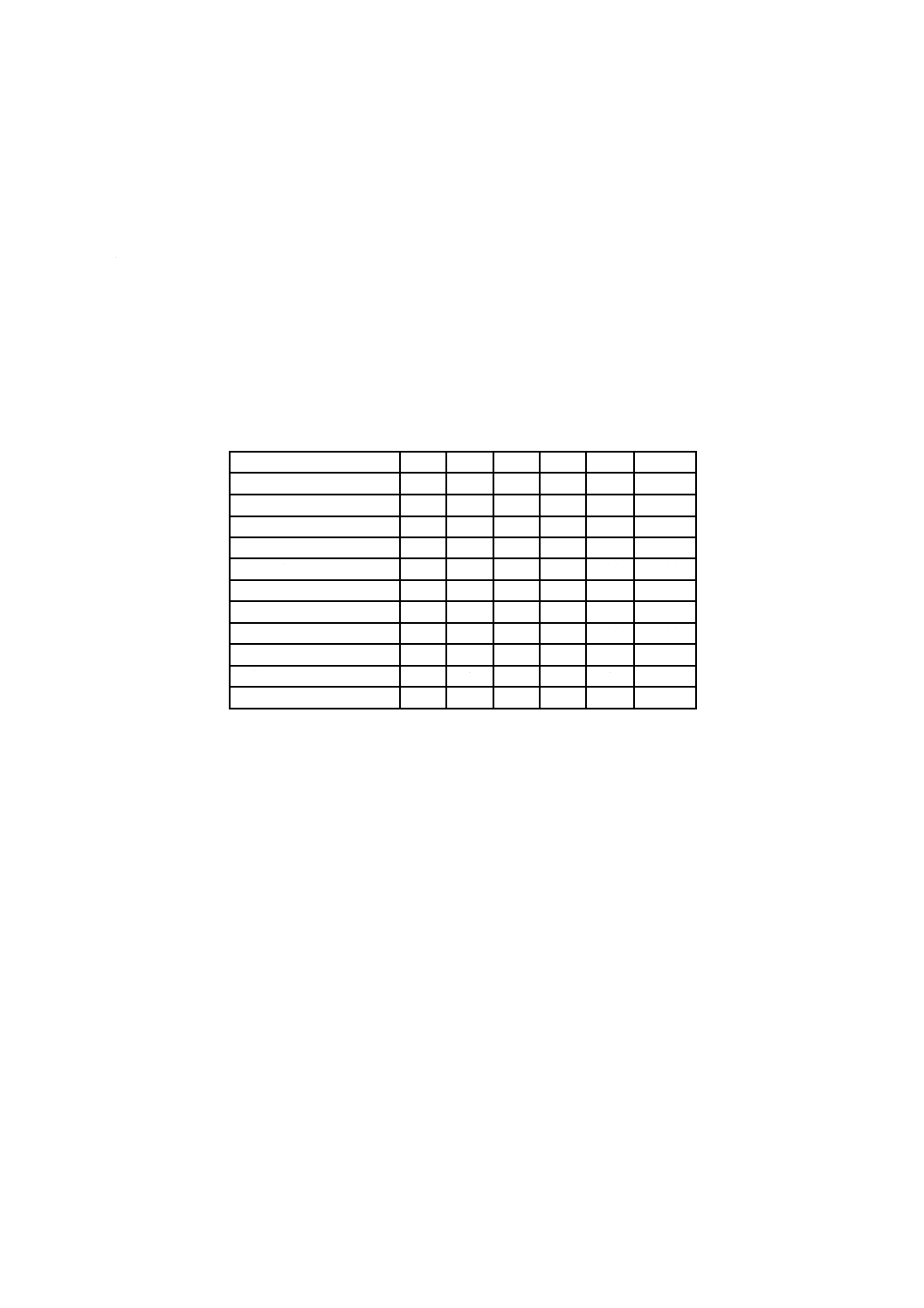
B.1
一般
この規格では,X,Y,Z軸に沿った直線変位とX,Y軸周りの角変位とを測定するために5個の変位計
を用いる。NC旋盤,平面研削盤のように数値制御(NC)工作機械には,3方向全ての変位を測定する必
要がないものもある。その場合には,熱変形を測定するために必要な変位計の数を減らしてもよい。表B.1
は,代表的な工作機械の測定に必要な変位計の数を示している。この表は,変位計の構成を明らかにする
ための一例である。似た工作機械構造であれば,変位計の構成は同じでよい。
表B.1−様々なNC工作機械における変位計の数の例
機械
X1
X2
Y1
Y2
Z
合計
横形マシニングセンタ
*
*
*
*
*
5
立て形マシニングセンタ
*
*
*
*
*
5
NC旋盤
*
*
*
3
ターニングセンタ
*
*
*
*
*
5
平面研削盤
*
*
(*)
2(3)
成形研削盤
*
*
*
*
*
5
ボール盤
*
*
2
中ぐり盤
*
*
*
*
(*)
4(5)
内面研削盤
*
*
*
*
*
5
円筒研削盤
*
*
*
3
ジグ研削盤
*
*
*
*
4
小形工作機械では,複数の変位計を取り付けることが難しい場合がある。そのような場合には,角変位
の測定を行わなくてもよい。
変位計の数は,より正確な測定を行うために増やしてもよい。テストバー及び変位計取付具の熱膨張を
補正するために,図B.1に示すように9個の変位計を使用する。
渦電流形変位計又はファイバ光学式変位計のような幾つかの種類の変位計は,材料の不均質さの影響を
受ける。そのような場合には,適切なデータ収集/解析ソフトウエアと一緒に角度位置検出器又は角度位
置をトリガとして使えば,その影響を避けることができる。図B.2に光学式トリガを取り付けた例を示す。
32
B 6190-3:2014 (ISO 230-3:2007)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1
テストバー
2
変位計取付具本体
3
変位計
4
ベース
図B.1−テストバー及び取付具の熱膨張補償のために9個の変位計を用いる方法
1
トリガマーク
2
光学式変位計
3
取付具
4
テストバー
5
変位計
6
タレット
7
チャック
図B.2−主軸回転角度位置を特定するための光学式トリガ
33
B 6190-3:2014 (ISO 230-3:2007)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書C
(参考)
工作機械の環境温度指針
C.1 一般
工作機械は,自らの構造内に不均一な温度分布を生じさせる多くの内部熱源(主軸,主軸モータ,送り
モータ,油空圧機器など)をもっている。機械構造に温度勾配が生じると変形が生じ,その結果として機
械性能に影響を及ぼす。また,工作機械の性能は,環境の熱的特性の影響も強く受ける。
注記 最近の工作機械には,熱的に制御された機械カバーを備えたものもある。その場合には,環境
の影響はそれほど重要ではない。
環境は,内部熱源で発生した熱を取り除くという利点もあるが,対流及びふく射の影響で機械構造の温
度を上昇させ,逆に機械構造に温度分布を生じさせる。さらに,切削油剤及び圧縮空気の温度は,工作機
械の全ての性能に大きく影響する。
工作機械を設置する環境の熱特性は,仕様どおりの性能を発揮できるように製造業者が指定しなければ
ならない。この熱特性を指定する主要事項に,室内の空気流速,室温変動の単位時間当たりの周期及び振
幅,平均室温,並びに環境内の水平及び垂直方向の温度勾配がある。
C.2 流量及び流速
室内の空気流量及び流速は,機械部品の温度変動及び温度勾配の管理にとって最も重要な因子である。
工作機械部品の表面から熱を取り去るためには,より多くの流量,より速い流速で,温度差の小さな空気
を使う必要がある。これは,その部品が,内部発熱(例えば,機械構造内にあるモータ)又はふく射熱(例
えば,照明から)を受けていながら,平均室温にほぼ等しい温度になることを意味している。一方で,空
気の流速が速いと作業者に不快感を与える。
C.3 温度変動の周期及び振幅
室温変動に対する物体寸法の熱応答は,その大きさ,膨張係数及び熱容量に依存する。物体の時定数は,
その表面積,熱伝達係数及び熱容量から推定できる。例えば,自然対流中にある断面25 mm×25 mm,長
さ250 mmの鋼製ブロックゲージの時定数は,0.5時間である。この時定数は,ブロックゲージが環境温度
をステップ状に変えた後に,その全変化の63.2 %に達するまでの時間である。応答の速さ又は熱慣性は,
環境仕様にとって重要である。熱慣性が高ければ,室内で周期の短い温度変動があってもよい。
異なる機械部品は,異なる時定数をもっているが,一般に,大部分の工作機械は,大きな時定数をもっ
ている。1時間に15〜30回程度の温度変動周期,振幅0.5 ℃の環境で良好な結果が得られることが多い。
C.4 平均温度
環境の平均温度を何度にするかは,冷却及び加熱装置,断熱材,並びに空気の流れの制御にかかる費用
と関係してくる。標準基準温度20 ℃以外の温度での運転は,加工された部品の誤差と同様に機械性能の
結果に潜在的に誤差を含んだ形になる。長さ測定に関する20 ℃以外の温度での結果は,機械スケールの
推定熱膨張と部品又は試験装置の推定熱膨張との差を計算することによって得られる。しかし,温度測定
に関係する不確かさ及び関係する材料の実際の熱膨張係数は,この評価での不確かさの原因になる。さら
34
B 6190-3:2014 (ISO 230-3:2007)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
に,この方法は,長さ測定以外の場合に直接関係するわけではない。例えば機械の鋳鉄ベッドの場合を考
えると,その鋳鉄ベッドは,厚肉断面と薄肉断面との両方をもっているので,その材料の物理的組成は,
均質でなく,不均一な熱膨張係数になる。そのような膨張係数の変化の大きさは,5 %程度である。不均
一さが垂直方向の勾配として分布している場合には,平均温度を上げたり,下げたりすることは,垂直方
向の温度勾配によって生じるのと同様の曲げを生じる。これは,20 ℃の厳密な温度制御によってだけ避け
ることができるが,そのような温度制御は,一般的な機械工場の環境で実現することは非常に難しい。
C.5 温度勾配
20 ℃以外の平均温度の結果は一つの部屋の中で異なるので,温度勾配が存在すると,その環境の各場所
の温度は,平均温度と等しくならないことを意味している。この温度勾配が時間によって変化するときは,
更に複雑になる。機械の部品又は工作物を一つの場所から別の場所へ移すと,幾何学的にひずんだ形状に
なる。
工作機械は,様々な方向に存在する温度勾配に影響される。例えば,高い立て形のコラム(Z運動)を
もった機械では,垂直方向に温度勾配があると運動の単位ごとにZ軸に累積位置偏差を生じることになる。
さらに,立て軸の案内面上に片持ちのクイルがある場合には,そのクイルが,上昇又は下降するときに長
さが徐々に変化することになる。また,垂直方向の勾配は,水平案内面に曲げを発生させ,その結果とし
て運動に角度偏差及び真直度偏差が生じることになる。
温度勾配は,環境の各境界に依存する様々な熱源が原因で発生する。主な熱源は,太陽,電気照明装置,
送り軸及び主軸の駆動モータ,電気・電子装置並びに作業者である。電気照明装置だけがあって照明だけ
が点灯されている部屋では,どの向きにも1 mについて0.2 ℃未満の勾配をもっている。しかし,機械が
据え付けられている部屋では,機械表面,電気装置のキャビネットなどの近くで10〜20倍高い温度勾配を
もつ。冷却媒体の流量を増せば,その温度勾配が下がる。
工作機械の使用者は,機械を検査し,使用するときに環境の影響を考慮するのが望ましい。機械が規定
された許容値内で動作することを保証するために,工作機械の製造業者は,機械の性能が十分に発揮され
ると期待される推奨環境特性値を提供するのが望ましい。そのような環境熱仕様の例を表C.1に示す。
表C.1−環境熱条件の例
仕様どおりの精度を達成できる温度範囲
15〜25 ℃
安全に運転できる温度範囲
0〜40 ℃
1時間当たりの温度変動
1 ℃
24時間周期の温度変動
5 ℃
機械空間における温度変動
0.5 ℃/m
冷却油剤の温度範囲
18〜22 ℃
空気の温度範囲
18〜25 ℃
35
B 6190-3:2014 (ISO 230-3:2007)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書D
(参考)
代替測定装置及び測定方法
D.1 ETVE及び主軸回転に伴う熱変形測定用の装置
測定装置は,短いテストバー,6本の非接触式変位計及び変位計取付具で構成される。図D.1に測定装
置及び変位計配置を示す。半径方向に位置する3本の変位計Sa,Sb,Scは,それぞれX,Y方向の熱変位
d(EXC)及びd(EYC)を検出するために使用する。これら3本の変位計出力値から,取付具の半径方向熱膨張
量を計算するとともに,テストバーの熱膨張と遠心膨張とによる影響を除いた変位を計算する。熱変位
d(EXC),d(EYC)及び半径方向の膨張量ΔRは,式(D.1)によって表される。ここで,変位計がテストバーから
離れる方向を正とする。テストバーの真円度及び振れの影響を取り除くために,変位計の出力値を処理す
る前に,時間平均又はローパスフィルタを適用することを推奨する。
=
−
−
−
−
c
b
a
YC
XC
Δ
)
(
)
(
1
cos
sin
1
cos
sin
1
1
0
S
S
S
R
E
d
E
d
β
β
α
α
··········································· (D.1)
d(EXC),d(EYC)及びΔRは,式(D.1)から次のように求まる。
β
α
α
β
α
S
β
S
β
α
S
E
d
sin
)1
cos
(
sin
)1
cos
(
)
cos
1(
)1
cos
(
)
cos
cos
(
)
(
c
b
a
XC
−
+
−
−
+
−
+
−
=
···················· (D.2)
β
α
α
β
α
S
β
S
β
α
S
E
d
sin
)1
cos
(
sin
)1
cos
(
sin
sin
)
sin
sin
(
)
(
c
b
a
YC
−
+
−
+
+
+
−
=
······························· (D.3)
β
α
α
β
β
S
α
S
β
α
S
R
sin
)1
cos
(
sin
)1
cos
(
sin
sin
)
(
sin
Δ
c
b
a
−
+
−
+
+
+
−
=
········································ (D.4)
テストバーの端面に向けられた3本の変位計Sd,Se及びSfは,軸方向(Z方向)の直線変位d(EZC),並
びに角変位d(EAC)及びd(EBC)を検出するために使用する。変位計出力の正方向は,半径方向の場合と同じ
である。直線変位d(EZC)とX,Y軸周りの角変位d(EAC),d(EBC)とは,それぞれ式(D.5)から求めることが
できる。
=
−
−
−
−
f
e
d
BC
AC
ZC
0
0
0
0
0
)
(
)
(
)
(
sin
cos
1
sin
cos
1
0
1
S
S
S
E
d
E
d
E
d
φ
R
φ
R
θ
R
θ
R
R
···································· (D.5)
ここに,R0は測定開始時の主軸回転軸と変位計との間の距離。
変位d(EZC),d(EAC)及びd(EBC)は,それぞれ式(D.6),(D.7)及び(D.8)で表される。
φ
θ
θ
φ
θ
S
φ
S
φ
θ
S
E
d
sin
)1
cos
(
sin
)1
cos
(
sin
sin
)
(
sin
)
(
f
e
d
ZC
−
+
−
−
−
+
=
······································ (D.6)
[
]φ
θ
θ
φ
R
θ
S
φ
S
φ
θ
S
E
d
sin
)1
cos
(
sin
)1
cos
(
sin
sin
)
sin
sin
(
)
(
0
f
e
d
AC
−
+
−
−
−
+
=
································· (D.7)
[
]φ
θ
θ
φ
R
θ
S
φ
S
φ
θ
S
E
d
sin
)1
cos
(
sin
)1
cos
(
)
cos
1(
)1
cos
(
)
cos
cos
(
)
(
0
f
e
d
BC
−
+
−
−
+
−
+
−
=
····················· (D.8)
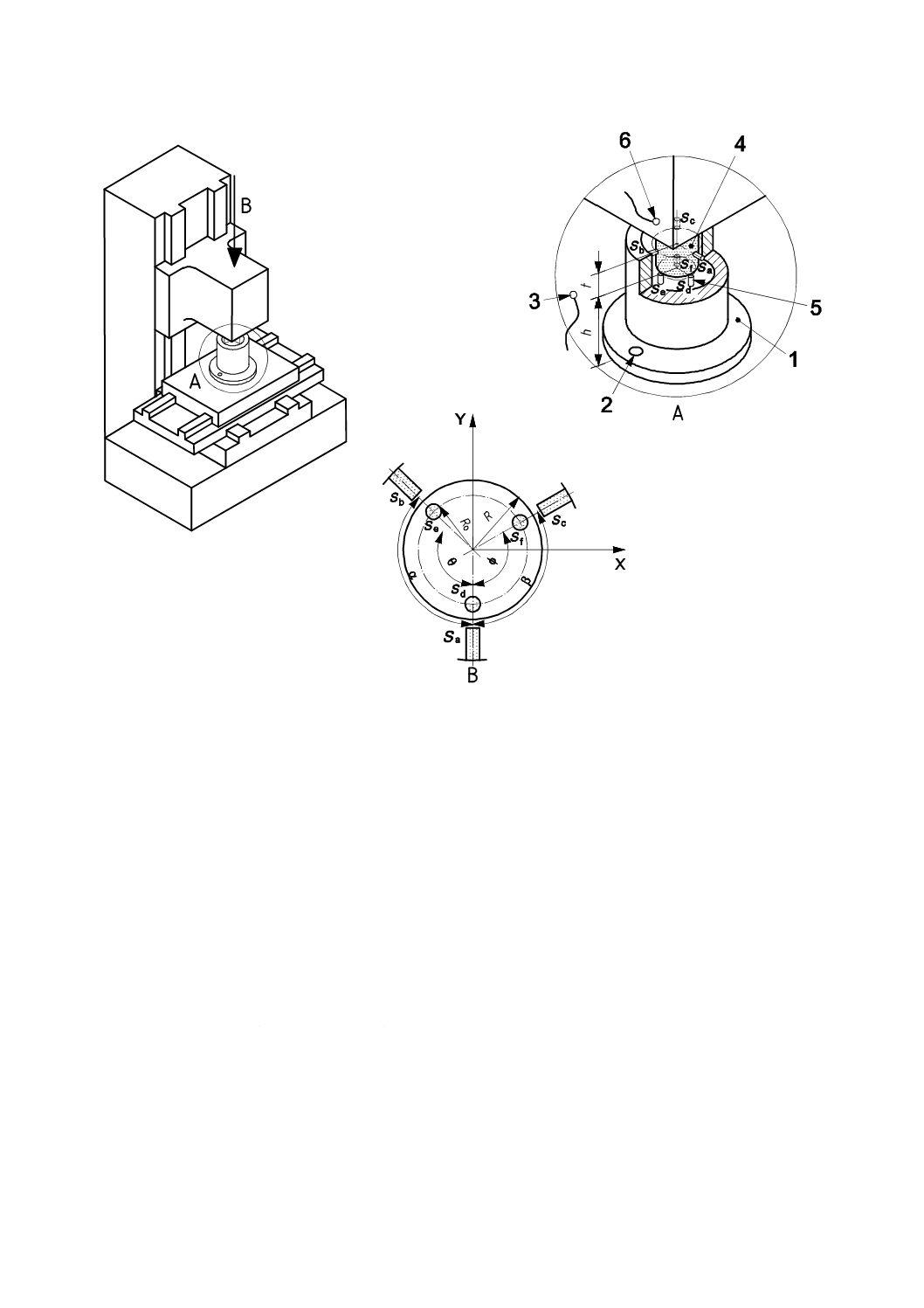
角度α,β,θ,φ,半径R0,R及び高さh,t(図D.1参照)は,データシートに記録するのが望ましい。
36
B 6190-3:2014 (ISO 230-3:2007)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
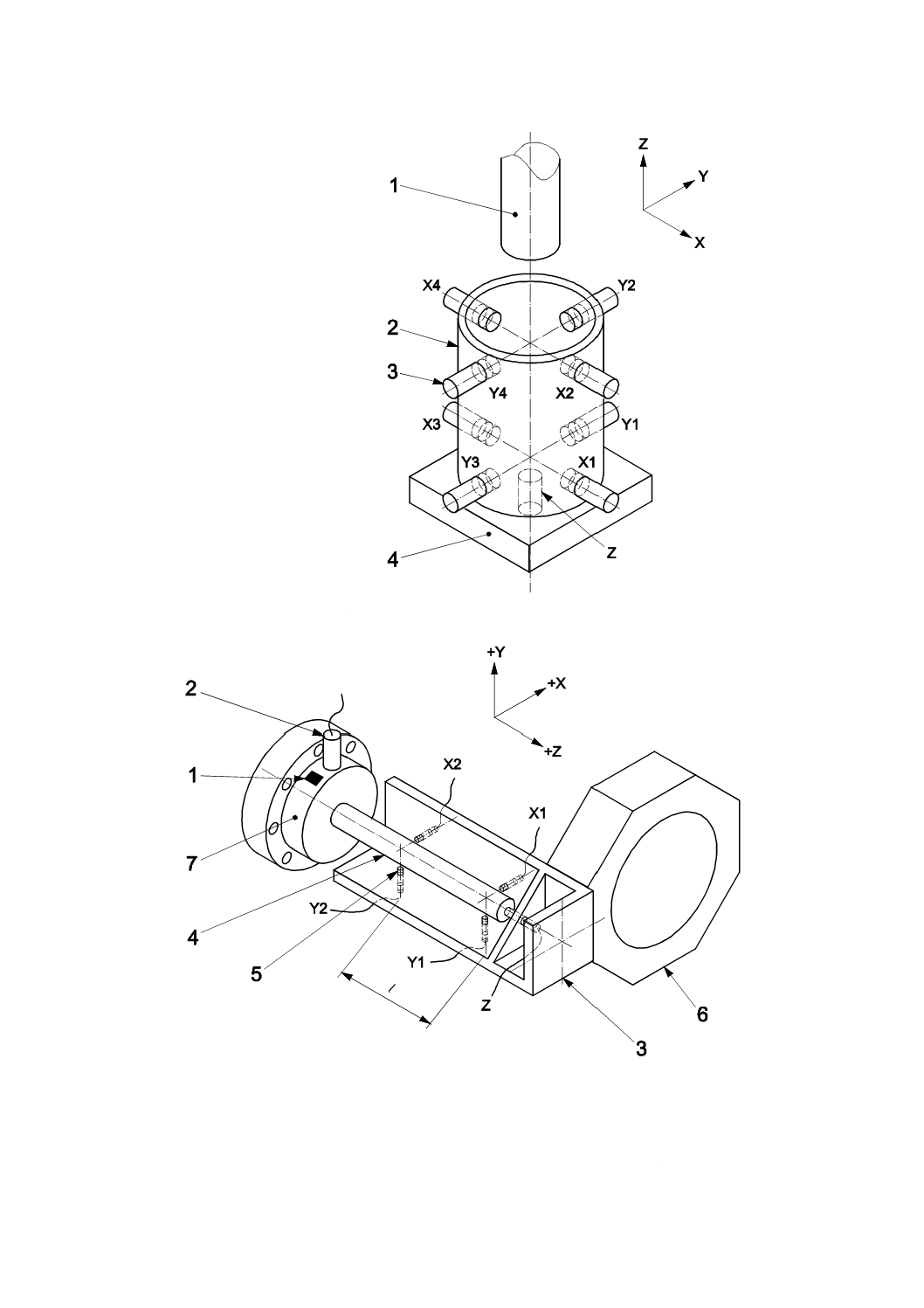
1
変位計取付具
2
テーブルにボルトで固定された変位計取付具
3
室温検出器
4
テストバー
5
変位計
6
主軸軸受部温度検出器
図D.1−立て形マシニングセンタにおけるETVE及び主軸回転と直進軸運動に伴う
熱変形測定の代替測定装置
この測定装置は,X及びY方向変位計取付具の熱膨張だけでなく,テストバーの熱膨張と遠心膨張とに
よる影響が反映されることなく主軸回転軸による熱変位を測定することができる。しかし,テストバーを
できるだけ短くすることで,テストバーのZ方向熱膨張の影響を低減できるものの,その影響は僅かなが
ら残る。さらに,テストバーが短いので,高速回転主軸に適している。
D.2 構造要素の直進運動に伴う熱変形測定のための代替測定方法
旋盤及び円筒研削盤のような工作機械では,構造要素の運動に伴う熱変形を評価する場合に,角変位の
測定を必要としない場合がある。その場合は,図D.2に示すような直進運動方向の熱膨張だけを確認する
代替方法で十分である。
37
B 6190-3:2014 (ISO 230-3:2007)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a) 二つの変位計を用いた測定装置
b) レーザ測長器を用いた測定装置
1
刃物台
2
変位計
3
測定用ジグ
4
チャック
図D.2−NC旋盤におけるZ軸運動に伴う熱変形測定の一般的な測定装置
両端に加えて移動範囲の中央での測定が興味深い熱挙動を示す場合もある。移動範囲の中央でのデータ
を得るためには,図D.3に示すような中央ターゲットブロックを設置する。
38
B 6190-3:2014 (ISO 230-3:2007)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a)
b)
1
左側ターゲットブロック
2
中央ターゲットブロック
3
右側ターゲットブロック
4
変位計
5
変位計取付具
6
機械主軸
7
テーブル
8
タッチトリガプローブ
図D.3−中央ターゲットブロックを利用した代替測定装置
39
B 6190-3:2014 (ISO 230-3:2007)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
参考文献
[1] ISO/TR 230-9:2005,Test code for machine tools−Part 9: Estimation of measurement uncertainty for machine
tool tests according to series ISO 230, basic equations