B 6163 : 1998
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法に基づいて,日本工業標準調査会の審議を経て,通商産業大臣が改正した日
本工業規格である。これによってJIS B 6163-1974は改正され,この規格に置き換えられる。
今回の改正では,日本工業規格と国際規格との整合化を目的とし,国際規格を採用することによって,
改正を行った。
この規格の一部が,技術的性質をもつ特許権,公開出願後の特許出願,実用新案権,又は公開出願後の
実用新案登録出願に抵触する可能性があることに注意を喚起する。通商産業大臣及び日本工業標準調査会
は,このような技術的性質をもつ特許権,公開出願後の特許出願,実用新案権,又は公開出願後の実用新
案登録出願にかかわる確認について,責任はもたない。
JIS B 6163には,次に示す附属書がある。
附属書1(規定) モールステーパスリーブ及びモールステーパシャンクソケット−形状・寸法(イ
ンチ系)
附属書2(参考) モールステーパスリーブ及びモールステーパシャンクソケットの材料,品質,試
験方法及び表示
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 6163 : 1998
モールステーパスリーブ及び
モールステーパシャンクソケット
−形状・寸法
Reduction sleeves and extension sockets for
tools with Morse taper shanks−Dimensions
序文 この規格は,1974年に第1版として発行されたISO 238, Reduction sleeves and extension sockets for
tools with Morse taper shanksを元に,技術的内容を変更することなく作成した日本工業規格である。
なお,附属書1(規定)には,原国際規格で規定しているモールステーパスリーブ及びモールステーパ
シャンクソケットの形状・寸法のうち,インチ系のものをメートル換算して規定した。
1. 適用範囲 この規格は,モールステーパスリーブ(以下,スリーブという。)及びモールステーパシャ
ンクソケット(以下,ソケットという。)の形状・寸法について規定する。
備考 この規格の対応国際規格を,次に示す。
ISO 238 : 1974 Reduction sleeves and extension sockets for tools with Morse taper shanks
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。この引用規格は,その最新版を適用する。
JIS B 4003 モールステーパ部をもつシャンク及びソケット−形状・寸法
備考 ISO 296 : 1991, Machine tools−Self-holding tapers for tool shanksは,この規格と同等である。
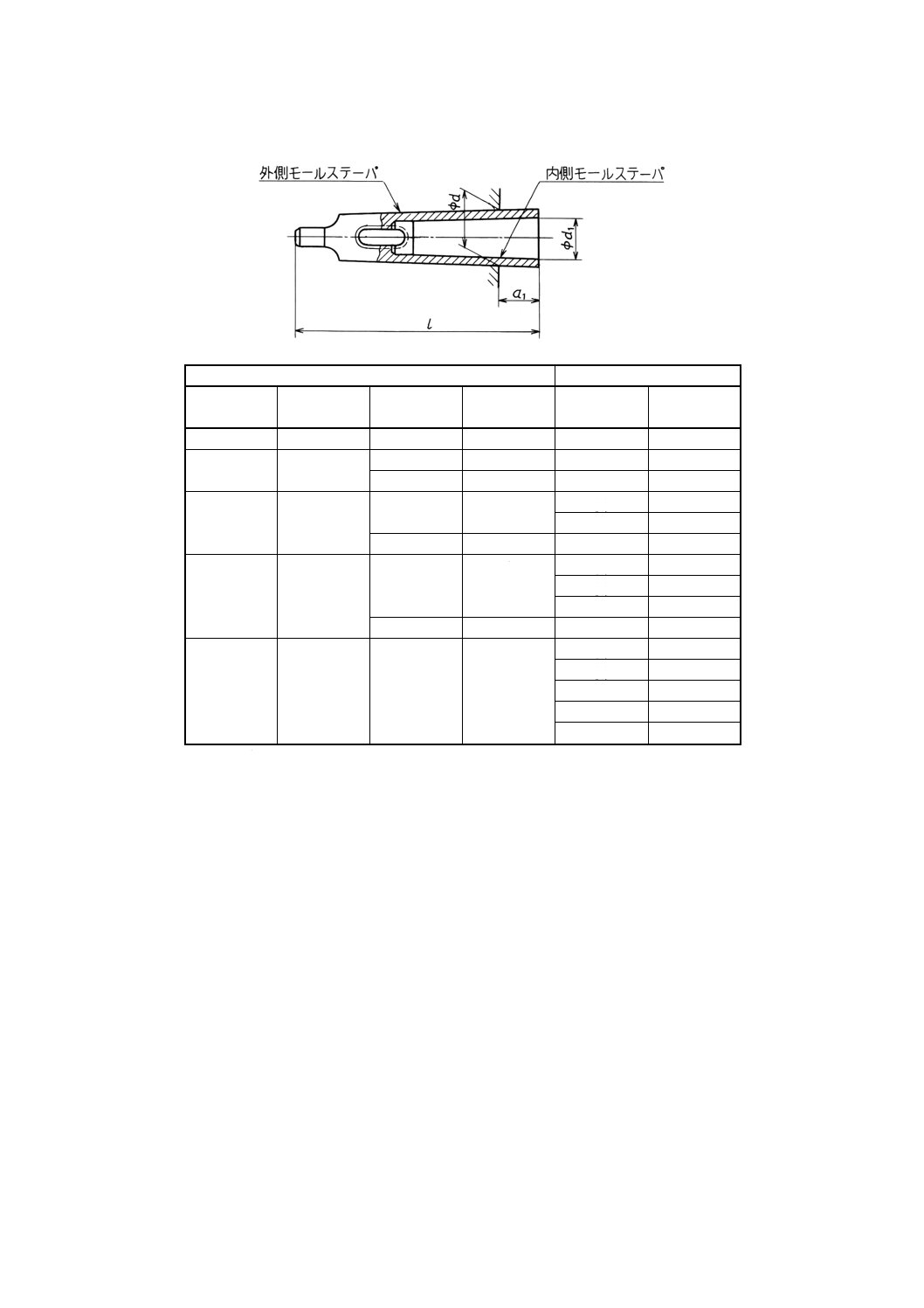
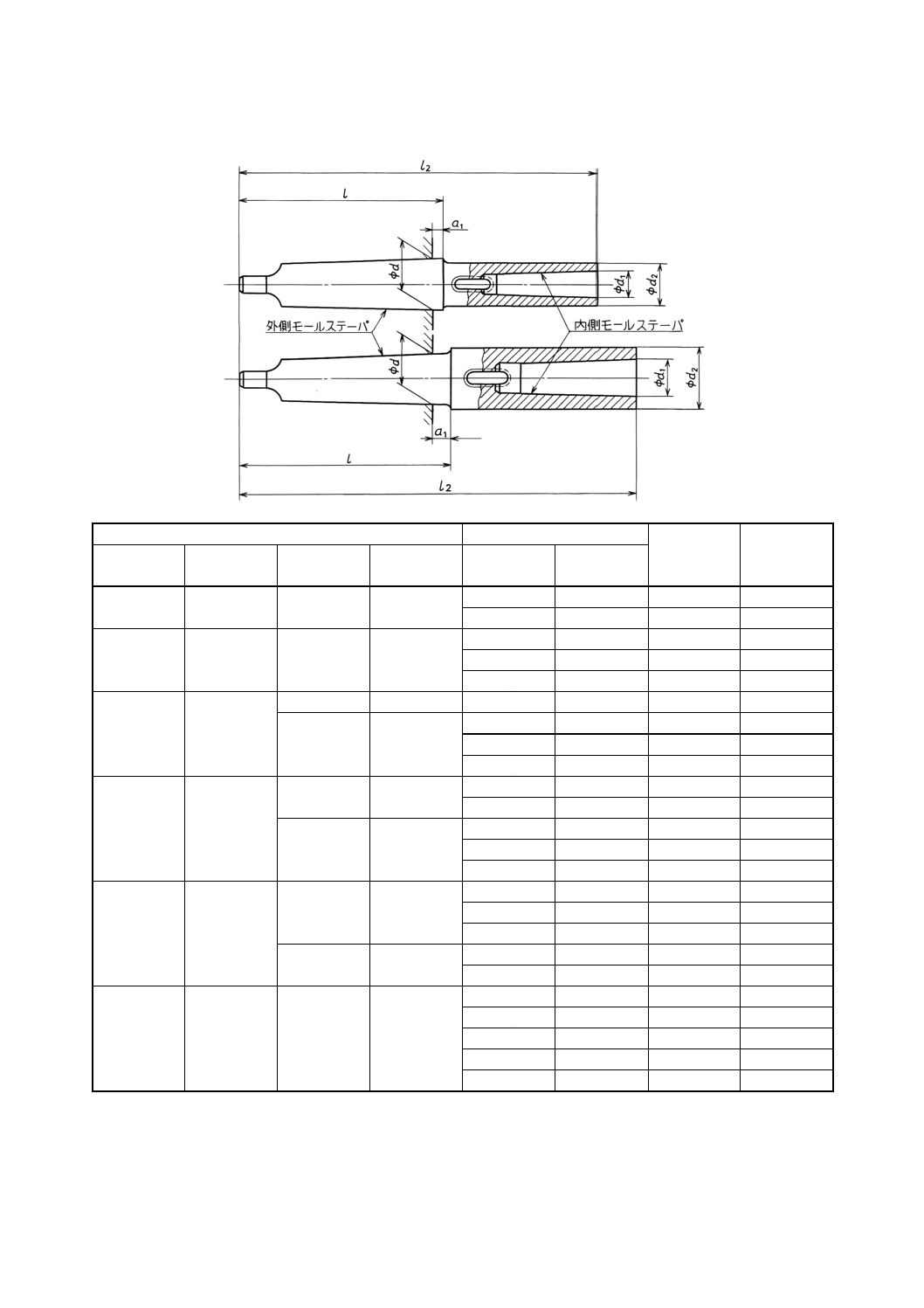
3. 形状・寸法 スリーブ及びソケットの寸法は,表1及び表2による。
4. 製品の呼び方 スリーブ及びソケットの呼び方は,名称及びモールス外側テーパ×内側テーパによる。
例 モールステーパスリーブ MT4×2
モールステーパシャンクソケット MT4×2
2
B 6163 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表1 モールステーパスリーブ
単位 mm
外側テーパ
内側テーパ
モールス
テーパ番号
d
l
a1
モールス
テーパ番号
d1
2
17.780
92
17
1
12.065
3
23.825
99
5
1
12.065
112
18
2
17.780
4
31.267
124
6.5
(1)
12.065
2
17.780
140
22.5
3
23.825
5
44.399
156
6.5
(1)
12.065
(2)
17.780
3
23.825
171
21.5
4
31.267
6
63.348
218
8
(1)
12.065
(2)
17.780
3
23.825
4
31.267
5
44.399
備考1. 内側モールステーパ番号のうち,括弧を付けたものは,なるべく用いない。
2. モールステーパ部は,JIS B 4003による。
3
B 6163 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表2 モールステーパシャンクソケット
単位 mm
外側テーパ
内側テーパ
d2
l2
モールス
テーパ番号
d
l
a1
モールス
テーパ番号
d1
1
12.065
69
7
1
12.065
20
145
(2)
17.780
30
160
2
17.780
84
9
1
12.065
20
160
2
17.780
30
175
(3)
23.825
36
196
3
23.825
99
5
1
12.065
20
175
103
9
2
17.780
30
194
3
23.825
36
215
(4)
31.267
48
240
4
31.267
124
6.5
(1)
12.065
20
200
2
17.780
30
215
128
10.5
3
23.825
36
240
4
31.267
48
265
(5)
44.399
63
300
5
44.399
156
6.5
(1)
12.065
20
232
(2)
17.780
30
247
3
23.825
36
268
163
13.5
4
31.267
48
300
5
44.399
63
335
6
63.348
218
8
(1)
12.065
20
294
(2)
17.780
30
309
(3)
23.825
36
330
4
31.267
48
355
5
44.399
63
390
備考1. 内側モールステーパ番号のうち,括弧を付けたものは,なるべく用いない。
2. モールステーパ部は,JIS B 4003による。
4
B 6163 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書1(規定) モールステーパスリーブ及びモールステーパシャンク
ソケット−形状・寸法(インチ系)
1. 適用範囲 この附属書は,モールステーパスリーブ(以下,スリーブという。)及びモールステーパシ
ャンクソケット(以下,ソケットという。)のインチ系寸法について規定する。
備考 原国際規格はインチで規定しているが,この附属書では1in=25.4mmで換算して規定した。
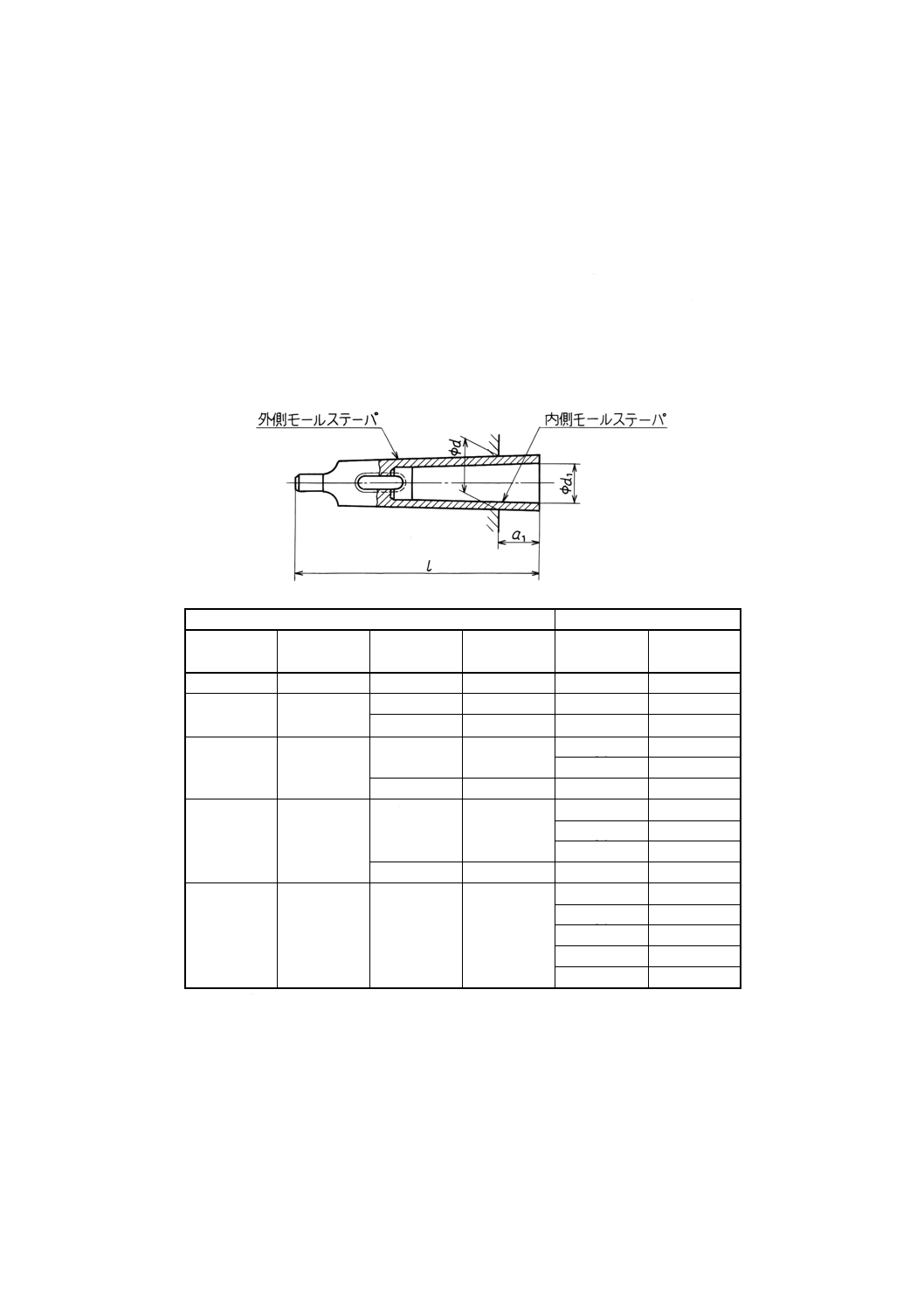
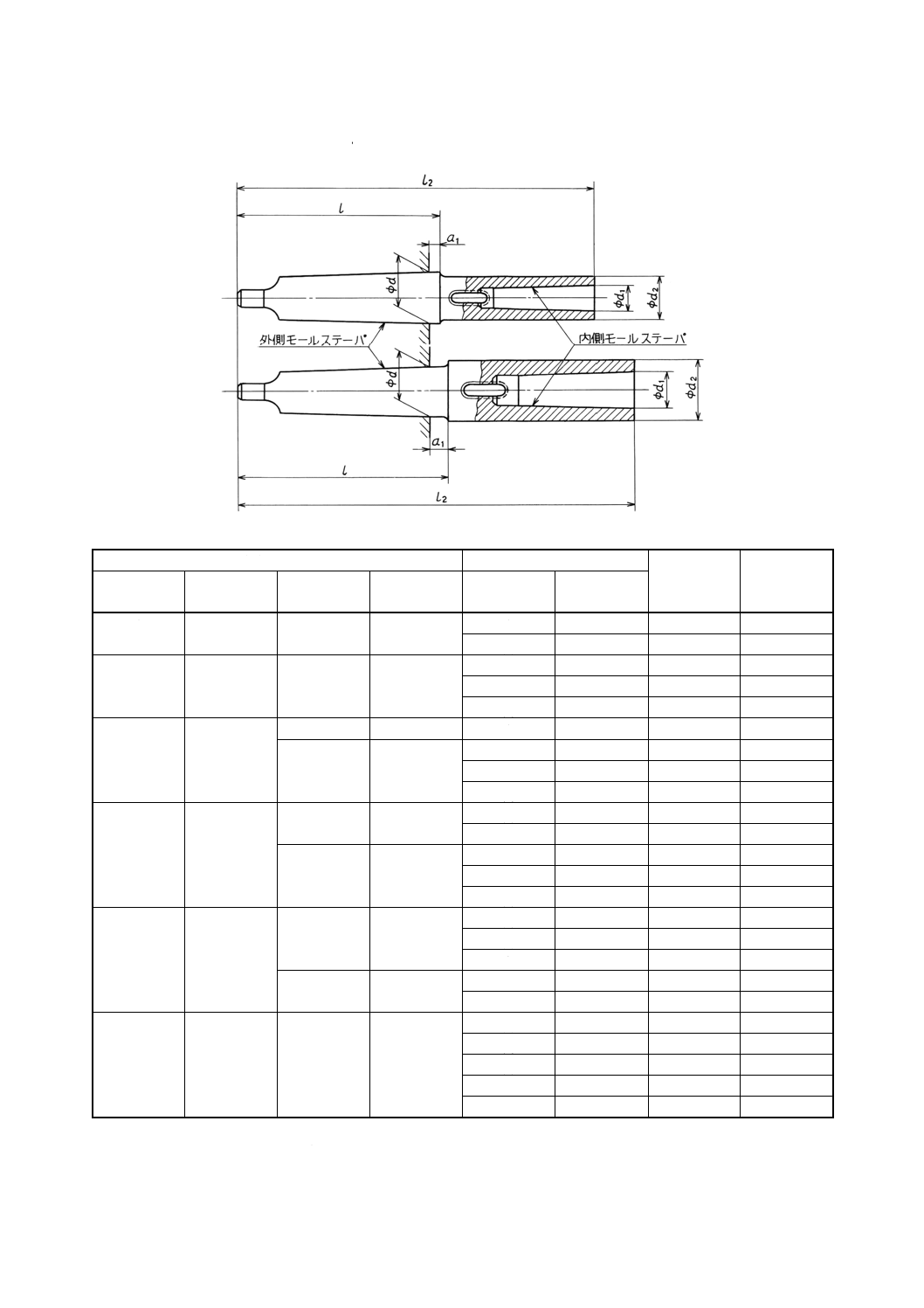
2. 形状・寸法 スリーブ及びソケットのインチ系寸法は,附属書1表1及び附属書1表2による。
附属書1表1 モールステーパスリーブ(インチ系)
単位 mm
外側テーパ
内側テーパ
モールス
テーパ番号
d
l
a1
モールス
テーパ番号
d1
2
17.78
92.075
17.463
1
12.065
3
23.825
98.425
4.763
1
12.065
111.125
17.463
2
17.78
4
31.267
123.825
6.35
(1)
12.065
2
17.78
139.7
22.225
3
23.825
5
44.399
155.575
6.35
(1)
12.065
(2)
17.78
3
23.825
171.45
21.431
4
31.267
6
63.348
217.488
7.938
(1)
12.065
(2)
17.78
3
23.825
4
31.267
5
44.399
備考1. 内側モールステーパ番号のうち,括弧を付けたものは,なるべく用いない。
2. モールステーパ部は,JIS B 4003による。
5
B 6163 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書1表2 モールステーパシャンクソケット(インチ系)
単位 mm
外側テーパ
内側テーパ
d2
l2
モールス
テーパ番号
d
l
a1
モールス
テーパ番号
d1
1
12.065
69.85
7.144
1
12.065
19.990
146.05
(2)
17.78
29.997
161.925
2
17.78
85.725
8.731
1
12.065
19.990
161.925
2
17.78
29.997
174.625
(3)
23.825
35.992
196.85
3
23.825
98.425
4.763
1
12.065
19.990
174.625
104.775
8.731
2
17.78
29.997
193.675
3
23.825
35.992
215.9
(4)
31.267
48.006
238.125
4
31.267
123.825
6.35
(1)
12.065
19.990
200.025
2
17.78
29.997
215.9
127
10.319
3
23.825
35.992
238.125
4
31.267
48.006
266.7
(5)
44.399
62.992
301.625
5
44.399
155.575
6.35
(1)
12.065
19.990
231.775
(2)
17.78
29.997
247.65
3
23.825
35.992
269.875
161.925
13.494
4
31.267
48.006
301.625
5
44.399
62.992
336.55
6
63.348
217.488
7.938
(1)
12.065
19.990
295.275
(2)
17.78
29.997
307.975
(3)
23.825
35.992
330.2
4
31.267
48.006
355.6
5
44.399
62.992
390.525
備考1. 内側モールステーパ番号のうち,括弧を付けたものは,なるべく用いない。
2. モールステーパ部は,JIS B 4003による。
6
B 6163 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書2(参考) モールステーパスリーブ及びモールステーパシャンク
ソケットの材料,品質,試験方法及び表示
序文 この附属書2(参考)は,従来のJISに規定されていた項目のうち,対応国際規格に規定されてい
ない項目についてまとめて記述するものであって,規定の一部ではない。
1. 材料 スリーブ及びソケットの材料は,JIS G 4051(機械構造用炭素鋼鋼材)に規定するS45C, JIS G
4105(クロムモリブデン鋼鋼材)に規定するSCM435及びSCM415又はこれらと同等以上の性能をもつも
のとする。
2. 品質
2.1
外観 スリーブ及びソケットの外観は,割れがなく使用上有害な地きず,まくれ,さびなどの欠点
がなく,仕上げは良好でなければならない。
2.2
表面粗さ モールステーパ部の表面粗さは,JIS B 0601(表面粗さ−定義及び表示)に規定する3.2
μmRy以下とする。
2.3
硬さ 硬さは,35HRC以上とする。
2.4 振れ 外側モールステーパに対する内側モールステーパ軸心の振れは,スリーブについては0.03mm,
ソケットについては0.04mm以下とする。
2.5
モールステーパ部の当たり モールステーパ部の当たりは,75%以上とする。
3. 試験方法
3.1
表面粗さ 表面粗さは,JIS B 0659(比較用表面粗さ標準片)に規定する標準片と比較測定する。
3.2
硬さ 硬さは,JIS B 7726(ロックウェル硬さ試験−試験機検証)に規定する試験機を用いて,JIS Z
2245(ロックウェル硬さ試験方法)による試験方法によって測定する。
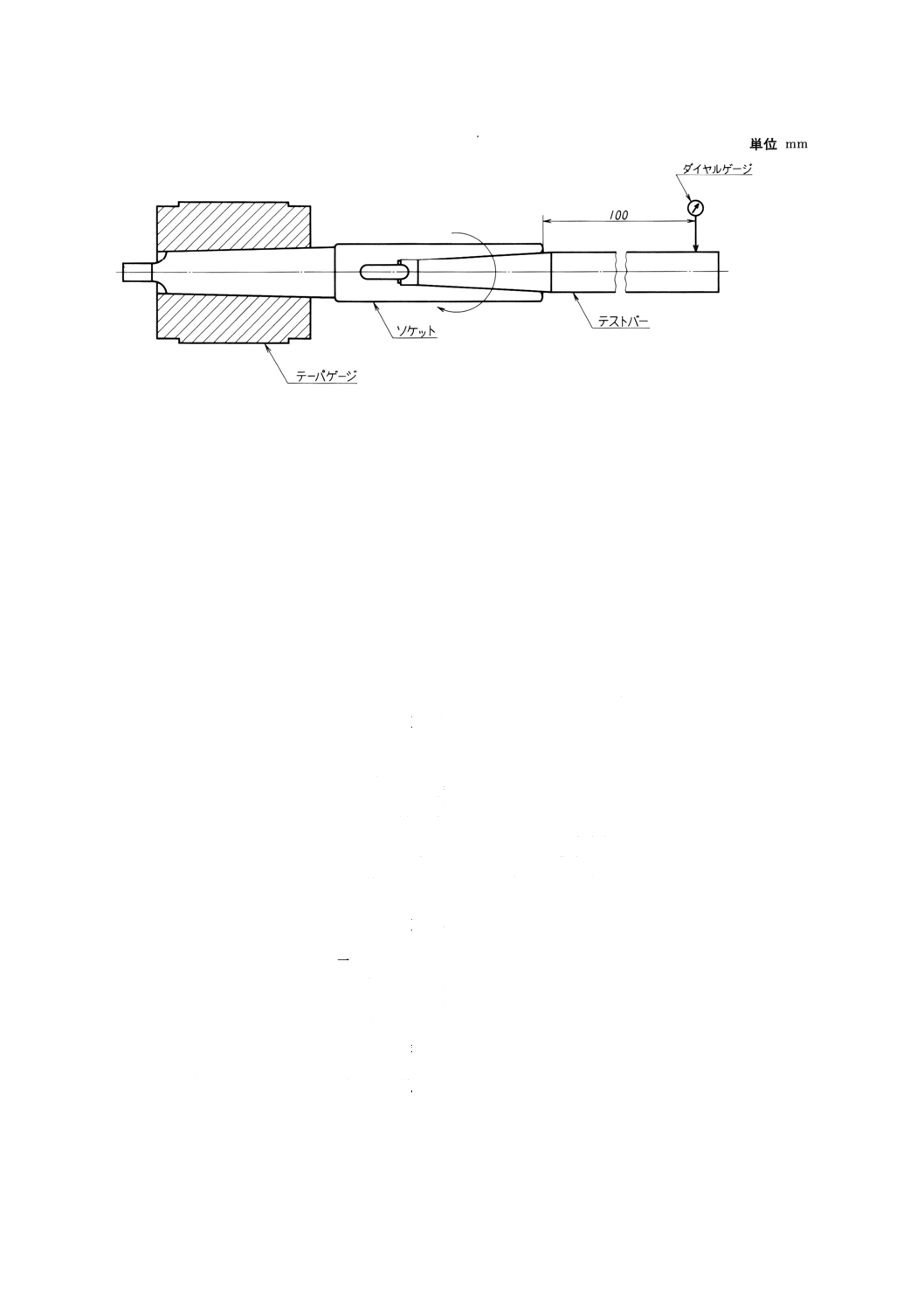
3.3
振れ モールステーパ軸心の振れは,テーパゲージ(1),テストバー(2)を使用して附属書2図1の位
置にダイヤルゲージ(2)を当て,スリーブ又はソケットを回転させて測り,読みの最大差を測定する。
注(1) テーパゲージは,JIS B 3301(モールステーパゲージ)に規定するゲージによる。
(2) テストバー及びダイヤルゲージの精度は,JIS B 6191(工作機械−静的精度試験方法及び工作精
度試験方法通則)による。
7
B 6163 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書2図1
3.4
モールステーパ部の当たり測定 モールステーパ部の当たりは,モールステーパ面の母線に沿って
鉛丹又はプルツシャンブルーを薄く塗り,JIS B 3301に規定するモールステーパゲージに挿入し,軽く押
し付けながら静かに約30゚回して測定する。
4. 表示 製品には,外周部の適当な位置に次の事項を表示する。
a) 呼び(3)
b) 製造業者名又はその略号
注(3) 呼びは,MT外側モールステーパ番号×内側モールステーパ番号による。
JIS B 6163(モールステーパスリーブ及びモールステーパシャンクソケット−形状・寸法)
改正原案作成委員会 構成表
氏名
所属
(委員長)
堤 正 臣
東京農工大学
(委員)
清 水 伸 二
上智大学
青 山 藤詞郎
慶應義塾大学
中 嶋 誠
通商産業省機械情報産業局
本 間 清
工業技術院標準部
橋 本 繁 晴
財団法人日本規格協会
羽 山 隆 貫
日立ツール株式会社
西 垣 吉麻呂
日本工具工業会
平 野 光 男
日産自動車株式会社
横 山 茂
日立精機株式会社
辻 正 年
株式会社静岡鉄工所
八 賀 聰 一
社団法人日本工作機械工業会
三 角 進
株式会社日研工作所
小 坂 登
大昭和精機株式会社
石 川 均
エヌティーツール株式会社
杉 矢 健 一
黒田精工株式会社
堀 隆 郎
株式会社MSTコーポレーション
安 武 昭 彦
社団法人日本工作機器工業会
(事務局)
堺 弘 司
社団法人日本工作機器工業会