B 6033:2018
(1)
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 2
3 用語及び定義 ··················································································································· 5
3.1 一般用語 ······················································································································ 5
3.2 研削盤の部分 ················································································································ 7
3.3 安全運転モード ············································································································· 8
3.4 この規格に規定する研削盤の種類及びグループ ···································································· 9
3.5 速度及び許容周速度 ······································································································ 13
4 主要な危険源のリスト ······································································································ 14
4.1 一般 ··························································································································· 14
4.2 主な危険区域 ··············································································································· 14
4.3 この規格で取り扱う主要な危険源及び危険状態 ··································································· 14
5 安全要求事項及び/又は保護方策 ······················································································· 17
5.1 一般要求事項 ··············································································································· 17
5.2 表2 No.1.1〜1.4,1.6及び1.7に示す機械的危険源に対する特定要求事項 ································· 18
5.3 電気的危険に対する特定要求事項····················································································· 29
5.4 騒音の危険に対する特定要求事項····················································································· 29
5.5 振動の危険に対する特定要求事項····················································································· 30
5.6 放射の危険に対する特定要求事項····················································································· 30
5.7 材料又は物質の危険に対する特定要求事項 ········································································· 30
5.8 人間工学の原理を軽視したことに起因する危険に対する特定要求事項 ····································· 33
5.9 予期しない起動,オーバラン又は速度超過に起因する危険に対する特定要求事項 ······················ 34
5.10 回転速度の可変性に起因する危険に対する特定要求事項 ····················································· 36
5.11 動力供給の故障に起因する危険に対する特定要求事項 ························································ 36
5.12 制御回路の故障に起因する危険に対する特定要求事項 ························································ 36
5.13 液体又は物体の飛散に起因する危険に対する特定要求事項 ·················································· 39
5.14 安定性喪失に起因する危険に対する特定要求事項 ······························································ 40
5.15 人の滑り,つまずき,及び落下の危険に対する特定要求事項 ··············································· 40
6 安全要求事項及び/又は保護方策の検証 ·············································································· 40
7 使用上の情報 ·················································································································· 42
7.1 マーキング ·················································································································· 42
7.2 取扱説明書 ·················································································································· 43
附属書A(参考)といし覆い,加工領域エンクロージャ及びそれらの組合せ ··································· 48
附属書B(参考)ガードの衝撃試験−破裂試験 ·········································································· 75
B 6033:2018 目次
(2)
ページ
附属書C(参考)ガードの衝撃試験−発射体による衝撃 ····························································· 78
附属書D(参考)といしの取付方法及び工具取付装置に関する事項··············································· 82
附属書E(参考)騒音低減 ···································································································· 93
附属書F(参考)騒音放射の決定 ···························································································· 94
附属書G(規定)可燃性又は爆発性の粉じんを発生する材料を
加工するための研削盤に対する要求事項 ············································································ 95
附属書H(参考)可燃性研削液の使用に対する安全方策 ····························································· 98
附属書I(参考)可燃性の研削液を使用する場合の排気及び消火システムの統合事例 ······················· 101
附属書J(参考)機能安全−といし軸の回転速度の制限監視の例 ················································· 103
附属書K(参考)MSO 3(制限付き運転条件における手動介入のための特別モード)−事例············· 106
附属書JA(規定)台付きグラインダの透明スクリーン及び目視窓 ··············································· 110
附属書JB(規定)加工領域エンクロージャ内での目視窓の取付け ··············································· 112
参考文献 ··························································································································· 115
附属書JC(参考)JISと対応国際規格との対比表 ····································································· 118
B 6033:2018
(3)
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,一般社団法人日本工作機械工業会(JMTBA)
及び一般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を制定すべきとの申出
があり,日本工業標準調査会の審議を経て,厚生労働大臣及び経済産業大臣が制定した日本工業規格であ
る。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。厚生労働大臣,経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の
特許出願及び実用新案権に関わる確認について,責任はもたない。
日本工業規格 JIS
B 6033:2018
工作機械−安全性−据付け形研削盤
Machine tools-Safety-Stationary grinding machines
序文
この規格は,2015年に第1版として発行されたISO 16089を基に,研削盤等構造規格(労働省告示であ
り,以下,この規格では構造規格という。)に対応させるために技術的内容及び構成を一部変更して作成し
た日本工業規格である。
なお,この規格で点線の下線を施してある箇所は,対応国際規格を変更している事項である。変更の一
覧表にその説明を付けて,附属書JCに示す。また,附属書JA,附属書JB及び附属書JCは,対応国際
規格にはない事項である。
この規格の対応国際規格であるISO 16089の原規格であるEN 13218は,欧州機械指令における本質的
な安全要求事項に適合する一つの手段を提供する整合規格として2002年に発行された。技術の進歩を考慮
してEN 13218は改正することになり,この規格が世界的に使用されていることから,CEN/TC 143と
ISO/TC 39/SC 10とは,ISO 16089として改正することに合意した。
ISO 16089を準備するに当たっての重大な側面は,合理的に予見可能な誤使用(例えば,保護装置の無
効化による。JIS B 9700の3.24参照)の考慮である。
研削盤の安全方策は,特に,焼結工具の破損リスクに対する効果的なインタロック付き及び施錠式のガ
ードによって特徴付けられる。研削作業の特別な場合において,作業者にとってガードは目視の障害とな
ることがある。そのためインタロック装置を無効化して,作業者に著しい危険を伴うガードを使用しない
自動運転を行うことがある。この無効化を誘引しないように,先行するEN 13218のように,研削盤の安
全運転モードの概念に,特別モードの使用の可能性が準備された。これは,段取りの安全運転モードと同
じ程度の強い安全方策を意味する。これらの制限は,より高い生産性のためにより早い速度及び軸送りが
可能な自動運転モードに切り替えることを強く推奨する。リスクの比較によって,特別モード(MSO3)
が自動モードの無効化よりも低いリスクであることが示されている。
我が国では構造規格によって,主に研削盤のといし,フランジ及びといし覆いに対して技術的な安全要
件が規定されている。構造規格とISO 16089との規定とは異なっているが,国内では法令である構造規格
を優先して適用する必要がある。この規格では,そのような部分は構造規格を参照する旨を記載するか,
又は部分的に引用して記載するなどして構造規格の規定を優先させた。
1
適用範囲
この規格は,主に金属材料の研削用に設計した次のグループに分類する据付け形研削盤(以下,研削盤
という。)における危険源を除去又はリスクを低減するための要求事項及び保護方策について規定する。
グループ1:動力駆動軸及び数値制御装置をもたない手動研削盤
グループ2:動力駆動軸をもつ手動研削盤(簡易数値制御機能をもつ場合を含む。)
2
B 6033:2018
グループ3:数値制御研削盤
注記1 研削盤のグループの詳細は,3.1及び3.4を参照。
注記2 この規格の要求事項は,一般に全てのグループの研削盤に適用できる。この要求事項を特定
のグループの研削盤だけに適用する場合は,そのグループを指定する。
この規格は,箇条4に規定する主要な危険源に対応しており,研削盤に組み込まれている附属機器(例
えば,工作物用及び工具用の附属装置,工作物保持装置,搬送装置)にも適用する。
自動生産ライン又は研削加工セルに組み込む機械の危険源及びリスクが,単独で使用する研削盤と同等
な場合にもこの規格を適用する。
製造業者が使用者に提供しなければならない最低限の安全関連情報のリストは,この規格の箇条7に記
載する。操作上の安全について製造業者と使用者との責任の関係を図示しているJIS B 9700の図2(設計
者の観点によるリスク低減プロセス)を参照。
特定の危険源(例えば,火災及び爆発)を同定し,関連するリスクを低減する使用者の責任は,重大で
ある(例えば,集中排気装置が適正に作動しているか)。
追加の加工工程(例えば,フライス削り,旋削,レーザ加工)を伴う場合は,この規格を安全要求事項
の基本として用いることができる。他の国際規格が適用される他の金属加工工程(他の規格が扱う工程)
に起因する危険源に関する特定情報については,参考文献を参照。
この規格は,据付け形ホーニング盤,研磨・ベルト研削盤,並びにJIS C 9029-2-4(卓上グラインダ),
JIS C 9029-2-10(可搬形切断機)及びJIS C 9745-2-3(手持ち形グラインダ)に対応する可搬形電動工具に
は適用しない。
附属書Aは,といし覆い,加工領域エンクロージャ及びそれらの組合せを示す。附属書B及び附属書C
は,ガードの衝撃試験について示す。附属書Dは,といしの取付方法及び工具取付装置に関する事項を示
す。
なお,附属書A〜附属書Dは,対応国際規格に記載されている附属書を参考として記載する。附属書E
は,騒音低減を示す。附属書Fは,騒音放射の決定を示す。附属書Gは,可燃性又は粉じんを発生する材
料を加工するための研削盤に対する要求事項を規定する。附属書Hは,可燃性研削液の使用に対する安全
方策を示す。附属書Iは,可燃性の研削液を使用する場合の排気及び消火システムの統合事例を示す。附
属書Jは,といし軸の回転速度の制限監視の例を示す。さらに,附属書Kは,MSO 3“制限付き運動条件
における手動介入のための特別モード”の事例を示す。
注記3 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 16089:2015,Machine tools−Safety−Stationary grinding machines(MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格のうちで,西暦年を付記してあるものは,記載の年の版を適用し,その後の改正版(追補を含む。)
は適用しない。西暦年の付記がない引用規格は,その最新版(追補を含む。)を適用する。
JIS B 0181 産業オートメーションシステム−機械の数値制御−用語
注記 対応国際規格:ISO 2806,Industrial automation systems−Numerical control of machines−
Vocabulary(IDT)
3
B 6033:2018
JIS B 6011 工作機械−操作方向
注記 対応国際規格:ISO 447,Machine tools−Direction of operation of controls(IDT)
JIS B 6150 工作機械の安全性−工作物把握用チャックの設計及び構造に関する安全要求事項
注記 対応国際規格:ISO 16156,Machine-tools safety−Safety requirements for the design and
construction of work holding chucks(IDT)
JIS B 8361 油圧−システム及びその機器の一般規則及び安全要求事項
注記 対応国際規格:ISO 4413:2010,Hydraulic fluid power−General rules and safety requirements for
systems and their components(MOD)
JIS B 8370 空気圧−システム及びその機器の一般規則及び安全要求事項
注記 対応国際規格:ISO 4414:2010,Pneumatic fluid power−General rules and safety requirements for
systems and their components(MOD)
JIS B 8433-1 ロボット及びロボティックデバイス−産業用ロボットのための安全要求事項−第1
部:ロボット
注記 対応国際規格:ISO 10218-1:2006,Robots for industrial environments−Safety requirements−Part
1: Robot(IDT)
JIS B 9700 機械類の安全性−設計のための一般原則−リスクアセスメント及びリスク低減
注記 対応国際規格:ISO 12100:2010,Safety of machinery−General principles for design−Risk
assessment and risk reduction(IDT)
JIS B 9703 機械類の安全性−非常停止−設計原則
注記 対応国際規格:ISO 13850,Safety of machinery−Emergency stop function−Principles for design
(IDT)
JIS B 9710 機械類の安全性−ガードと共同するインタロック装置−設計及び選択のための原則
注記 対応国際規格:ISO 14119,Safety of machinery−Interlocking devices associated with guards−
Principles for design and selection(IDT)
JIS B 9711 機械類の安全性−人体部位が押しつぶされることを回避するための最小すきま
注記 対応国際規格:ISO 13854,Safety of machinery−Minimum gaps to avoid crushing of parts of the
human body(IDT)
JIS B 9713-1 機械類の安全性−機械類への常設接近手段−第1部:高低差のある2か所間の固定され
た昇降設備の選択
注記 対応国際規格:ISO 14122-1,Safety of machinery−Permanent means of access to machinery−Part
1: Choice of fixed means and general requirements of access(IDT)
JIS B 9713-2 機械類の安全性−機械類への常設接近手段−第2部:作業用プラットフォーム及び通路
注記 対応国際規格:ISO 14122-2,Safety of machinery−Permanent means of access to machinery−Part
2: Working platforms and walkways(IDT)
JIS B 9713-3 機械類の安全性−機械類への常設接近手段−第3部:階段,段ばしご及び防護さく(柵)
注記 対応国際規格:ISO 14122-3,Safety of machinery−Permanent means of access to machinery−Part
3: Stairs, stepladders and guard-rails(IDT)
JIS B 9714 機械類の安全性−予期しない起動の防止
注記 対応国際規格:ISO 14118,Safety of machinery−Prevention of unexpected start-up(IDT)
JIS B 9716 機械類の安全性−ガード−固定式及び可動式ガードの設計及び製作のための一般要求事
4
B 6033:2018
項
注記 対応国際規格:ISO 14120,Safety of machinery−Guards−General requirements for the design and
construction of fixed and movable guards(IDT)
JIS B 9718 機械類の安全性−危険区域に上肢及び下肢が到達することを防止するための安全距離
注記 対応国際規格:ISO 13857:2008,Safety of machinery−Safety distances to prevent hazard zones
being reached by upper and lower limbs(IDT)
JIS B 9960-1 機械類の安全性−機械の電気装置−第1部:一般要求事項
注記 対応国際規格:IEC 60204-1:2009,Safety of machinery−Electrical equipment of machines−Part 1:
General requirements(MOD)
JIS B 9961 機械類の安全性−安全関連の電気・電子・プログラマブル電子制御システムの機能安全
注記 対応国際規格:IEC 62061,Safety of machinery−Functional safety of safety-related electrical,
electronic and programmable electronic control systems(IDT)
JIS C 6802 レーザ製品の安全基準
注記 対応国際規格:IEC 60825-1,Safety of laser products−Part 1: Equipment classification and
requirements(IDT)
JIS C 61000-6-2 電磁両立性−第6-2部:共通規格−工業環境におけるイミュニティ
注記 対応国際規格:IEC 61000-6-2,Electromagnetic compatibility (EMC)−Part 6-2: Generic standards
−Immunity standard for industrial environments(MOD)
JIS Z 3400 金属材料の融接に関する品質要求事項
注記 対応国際規格:ISO 3834-1,Quality requirements for fusion welding of metallic materials−Part 1:
Criteria for the selection of the appropriate level of quality requirements(MOD)
JIS Z 8501 人間工学−作業システム設計の原則
注記 対応国際規格:ISO 6385,Ergonomic principles in the design of work systems(IDT)
ISO 3744,Acoustics−Determination of sound power levels and sound energy levels of noise sources using
sound pressure−Engineering methods for an essentially free field over a reflecting plane
ISO 3746,Acoustics−Determination of sound power levels and sound energy levels of noise sources using
sound pressure−Survey method using an enveloping measurement surface over a reflecting plane
ISO 4871,Acoustics−Declaration and verification of noise emission values of machinery and equipment
ISO 9355-1,Ergonomic requirements for the design of displays and control actuators−Part 1: Human
interactions with displays and control actuators
ISO 9355-2,Ergonomic requirements for the design of displays and control actuators−Part 2: Displays
ISO 9355-3,Ergonomic requirements for the design of displays and control actuators−Part 3: Control actuators
ISO 11161,Safety of machinery−Integrated manufacturing systems−Basic requirements
ISO 11202,Acoustics−Noise emitted by machinery and equipment−Determination of emission sound
pressure levels at a work station and at other specified positions applying approximate environmental
corrections
ISO 11204,Acoustics−Noise emitted by machinery and equipment−Determination of emission sound
pressure levels at a work station and at other specified positions applying accurate environmental
corrections
ISO 13849-1:2015,Safety of machinery−Safety-related parts of control systems−Part 1: General principles
5
B 6033:2018
for design
注記 JIS B 9705-1:2011 機械類の安全性−制御システムの安全関連部−第1部:設計のための一
般原則は,ISO 13849-1:2006,Safety of machinery−Safety-related parts of control systems−Part 1:
General principles for design(IDT)の対応JIS
ISO 13856-2,Safety of machinery−Pressure-sensitive protective devices−Part 2: General principles for
design and testing of pressure-sensitive edges and pressure-sensitive bars
ISO 14122-4,Safety of machinery−Permanent means of access to machinery−Part 4: Fixed ladders
ISO 15534-1,Ergonomic design for the safety of machinery−Part 1: Principles for determining the dimensions
required for openings for whole-body access into machinery
ISO 15534-2,Ergonomic design for the safety of machinery−Part 2: Principles for determining the dimensions
required for access openings
ISO 19719,Machine tools−Work holding chucks−Vocabulary
IEC 61000-6-4,Electromagnetic compatibility (EMC)−Part 6-4: Generic standards−Emission standard for
industrial environments
IEC 61800-5-2,Adjustable speed electrical power drive systems−Part 5-2: Safety requirements−Functional
EN 1127-1,Explosive atmospheres−Explosion prevention and protection−Part 1: Basic concepts and
methodology
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS B 9700及びISO 13849-1によるほか,次による。
3.1
一般用語
3.1.1
研削盤(grinding machine)
回転する研削工具で工作物を加工する工作機械。
注記 研削盤は異なる研削方式を組み合せることができる(例えば,円筒研削と内面研削との組合せ)。
3.1.1.1
据付け形研削盤(stationary grinding machine)
所定の位置に据え付けて運転する研削盤(3.1.1)。
注記 据付け形研削盤の種類及びグループについては,3.4を参照。
3.1.2
手動操作(manual control)
機械の個々の動き,起動及び制御を作業者が手動で行う操作。
3.1.3
手動研削盤(manually controlled grinding machine)
それぞれの加工工程をNCプログラムによらずに作業者が起動又は制御する研削盤(3.1.1)。
3.1.4
数値制御,NC[numerical control (NC)]
工作物に対する工具経路,加工に必要な作業の工程などを,それに対応する数値情報で指令する制御。
(出典:JIS B 0181:1998の2.1.1)
6
B 6033:2018
3.1.5
コンピュータ数値制御,CNC[computerized numerical control (CNC)]
機械機能を制御するためにコンピュータを用いた数値制御(3.1.4)。
工作物に対する工具経路,加工に必要な作業の工程などを,それに対応する数値情報で指令する制御。
(出典:JIS B 0181:1998の2.1.2を修正)
3.1.6
数値制御研削盤(numerically controlled grinding machine)
NC研削盤(NC grinding machine)
数値制御(3.1.4)又はコンピュータ数値制御(3.1.5)で運転される研削盤。
3.1.7
動力駆動軸(power operated axes)
人力,又は重力以外の力によって駆動される軸。
3.1.8
といし(grinding product, grinding wheel)
研削工具(grinding tool)
と粒及び結合剤から製造される任意形状の切れ刃をもつ回転工具。
注記 といしには,一般といしと超と粒ホイールとがある(EN 12413及びEN 13236参照)。
3.1.9
ドレス工具(dressing tool)
研削能力の生成,再生(刃付け)又は成形(ツルーイング)するための固定又は回転工具。
3.1.10
加工領域(work zone)
加工を行う空間。
3.1.11
危険区域への接近(access to the hazard zone)
身体の部分又は全身(全身接近)が危険区域に到達又は入ること。
3.1.12
運転停止(operational stop)
製造工程中の機械動作の停止。
注記 制御システムと機械駆動部との間の制御機能(トルク,回転速度及び位置)は維持する。
3.1.13
安全運転停止(safe operational stop)
制御システムの故障に起因する危険な機械動作を防ぐ追加的制御システム方策を備えた運転停止。
3.1.14
安全停止(safe stop)
制御システムの故障による危険な機械動作を防止するための機械アクチュエータへの電力遮断による停
止。
3.1.15
パフォーマンスレベル,PL[performance level (PL)]
予見可能な条件下で,安全機能を実行するための制御システムの安全関連部の能力を規定するために用
7
B 6033:2018
いられる区分レベル。
(出典:ISO 13849-1:2015の3.1.23を修正)
3.1.16
要求パフォーマンスレベル,PLr[required performance level (PLr)]
安全機能のそれぞれに対し,要求されるリスク低減を達成するために適用されるパフォーマンスレベル。
(出典:ISO 13849-1:2015の3.1.24を修正)
3.2
研削盤の部分
3.2.1
目視窓(vision panel)
作業者が加工領域(3.1.10)及び機械の他の部分を目視するためにガードに設けられた窓。
3.2.2
透明スクリーン(transparent screen)
細かい研削粉じん及び研削火花から作業者の顔及び目の保護のために研削盤に備えられているスクリー
ン。
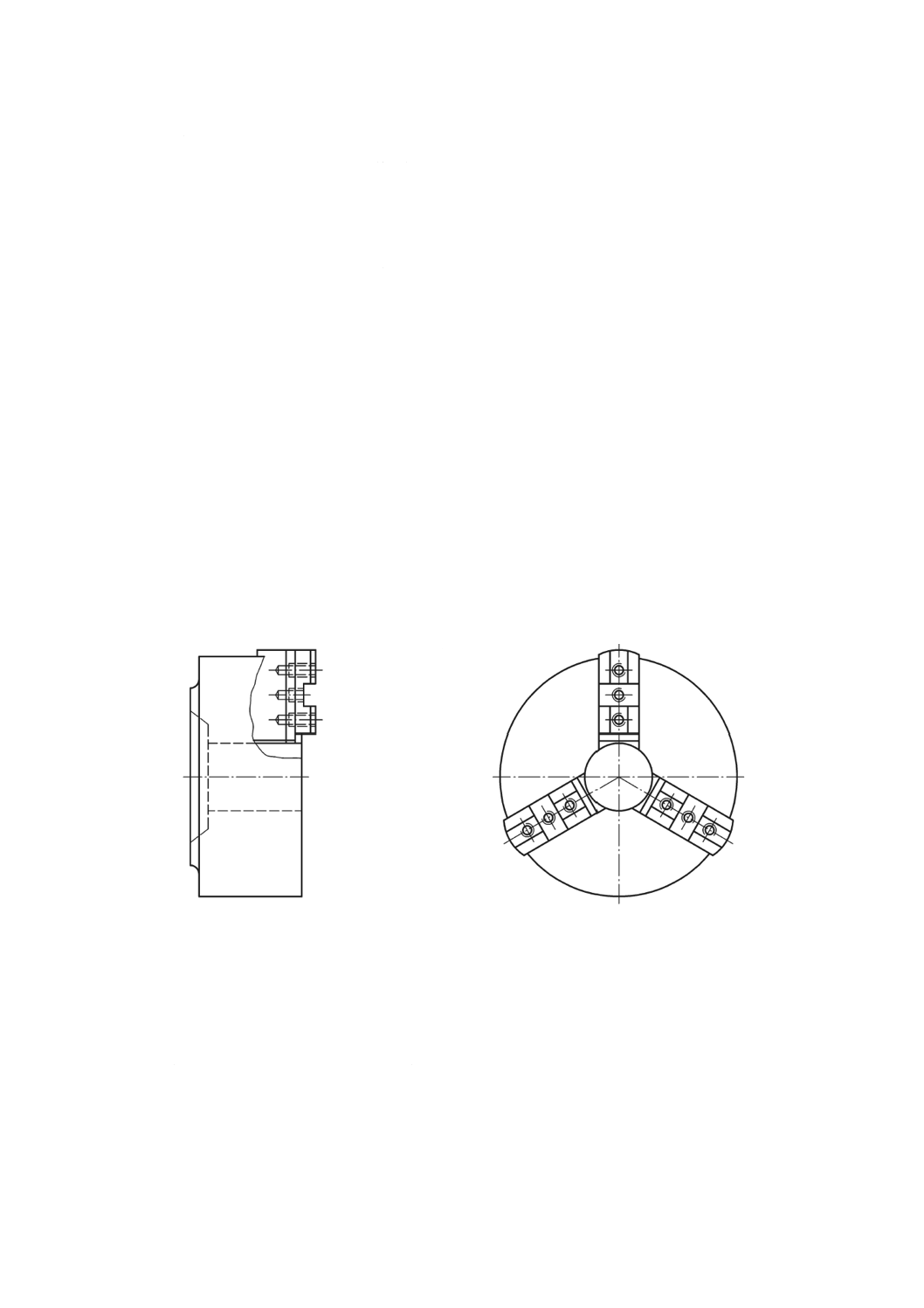
3.2.3
チャック(chuck)
人力,又は空圧,油圧若しくは機械的に蓄積したエネルギー(例えば,内蔵したばね)によって工作物
を保持する装置。
注記1 図1を参照。
図1−チャック
注記2 三つ爪チャックは,単なる例である。チャックには,爪が2個,3個,4個,6個などのもの
がある。
(出典:JIS B 6150の3.1,3.2及び3.3を修正)
3.2.4
コレット(collet,chuck with multiple clamping)
工作物の内径又は外径のクランプのために複数の保持要素をもつチャック。
(出典:ISO 19719:2010の1.5)
8
B 6033:2018
3.2.5
手動パルス発生器,(electronic handwheel)
手で回している間だけパルスを発生し,数値制御(3.1.4)によって軸を移動させる手動操作器。パルス
ハンドルともいう。
3.2.6
といし覆い(abrasive product guard)
研削に必要な部分だけが露出するようにといしを覆い,といしが破損したときに破片がその内にとどま
るように設計製造されているガード。
3.2.7
加工領域エンクロージャ(work zone enclosure)
研削盤のガードで,いかなる飛散物(例えば,といしの破片,機械の部分,工作物,加工液)も加工領
域内にとどめるように,また,危険動作部分へのアクセスが防止されるように設計製造されたガード。
3.2.8
といし保持装置(tool holding device)
といしをといし軸に固定するための装置。
3.3
安全運転モード,MSO[Modes of safe operation (MSO)]
3.3.1
MSO 0
手動モード(manual mode)
プログラム運転を用いずに作業者が手動で軸送り又は機械操作を行うための安全運転モード。
注記 軸送り動作は,押しボタン,機械式のハンドル,手動パルス発生器又はジョイスティックを使
用して操作することができる。
3.3.2
MSO 1
自動モード(automatic mode)
手動又は自動で工作物又は工具を搬入・搬出する装置を備えた機械を,プログラム又は作業者が停止さ
せるまで続くプログラムされた連続的に自動的な運転を行うモード。
3.3.3
MSO 2
セッティングモード(setting mode)
加工工程の前に,作業者が行う調整のための安全運転モード。
注記 例えば,工作物に測定子又はといしを当てて,工作物又はといしの位置を確認することは,こ
の安全運転モードにおける作業である。調整には機械の段取り作業を含む。
3.3.4
MSO 3
制限付き運転条件における手動介入のための特別モード(optional special mode for manual intervention under
restricted operating conditions mode)
作業者が開始する制限付の自動運転及び加工プロセスに手動介入を可能とする安全運転モード。
例 加工領域にアクセスするためにガードを開いた状態で,例えば,プログラム又はオペレータによ
って,プログラムされた動作を自動的に続けることができる。
9
B 6033:2018
3.3.5
MSO保守(MSO service)
保守又は保全のための安全運転モード
注記 MSO保守においては,工作物の機械加工は行わない。
例 レーザ測長器による軸位置補正,ボールバー試験,主軸振れ解析。
3.4
この規格に規定する研削盤の種類及びグループ
3.4.1
一般
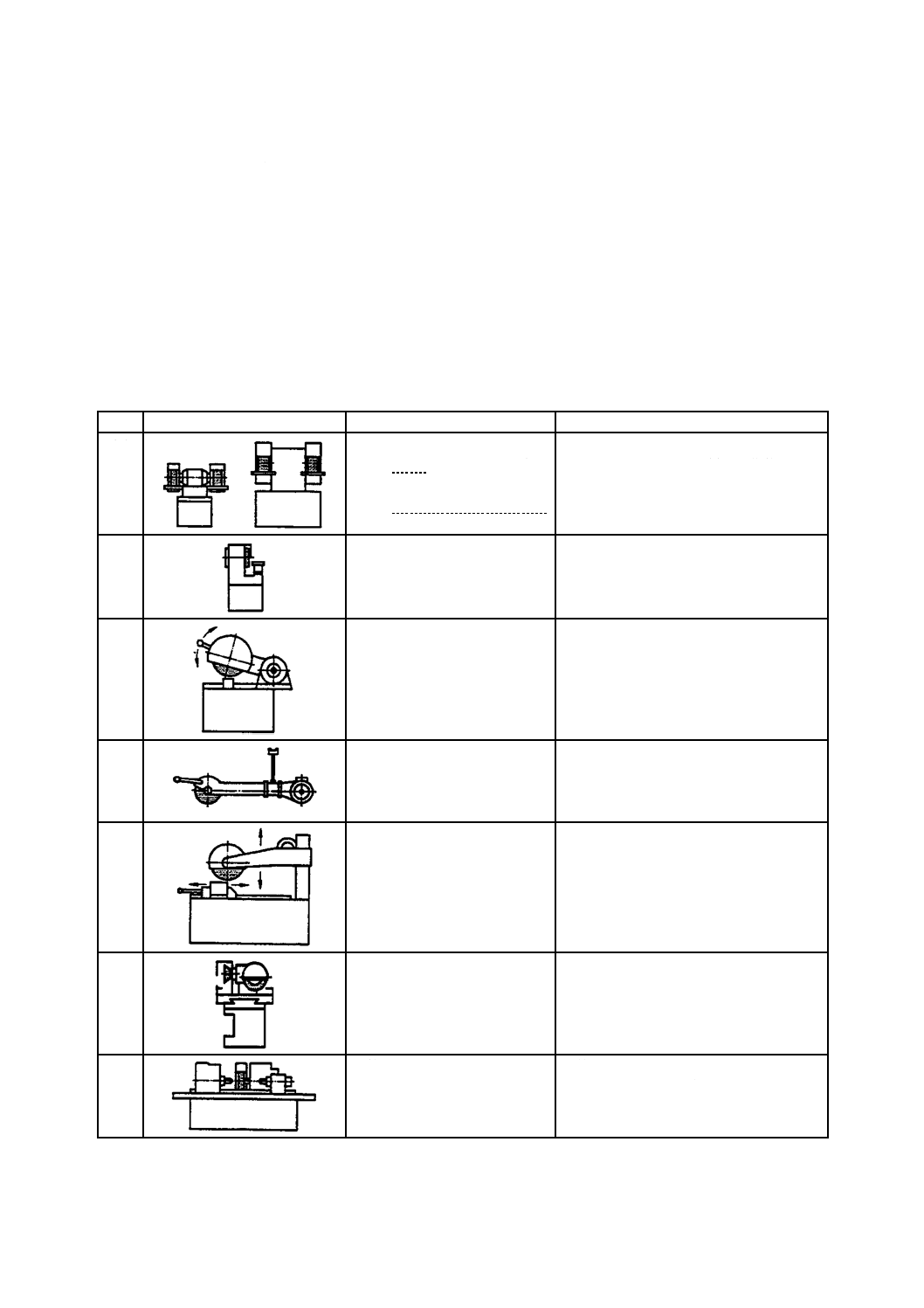
研削盤は,関連する危険源によって異なるグループに分類し,かつ,研削方法によっても分類する。研
削盤の種類の例は,表1による。
表1−研削盤の種類
No.
研削盤の種類(図)
名称
研削方法
1.1
台付きグラインダ
注記 JIS C 9029-2-4に対応す
る卓上グラインダには,
この規格は適用しない。
外周面による研削
といしの外周面での研削。工作物は手で
案内する。
1.2
台付きグラインダ
側面による研削
といしの側面での研削。工作物は手で案
内する。
1.3
切断機
切断
工作物を切断するための研削。工作物は
固定され,切断といしは機械的に案内し
手動で送る。
1.4
つり下げ式研削盤
外周面による研削,切断
といしの外周面での高圧研削。工作物は
確実に取り付ける又は自重で安定させ
る。研削盤をつり下げ,手動で送る。
1.5
切断機
切断
工作物に溝入れ又は切断するための研
削。工作物は機械的に案内し手動で送る。
切断といしは機械的に送る。
1.6
工具研削盤
外周面及び側面による研削
工具のすくい面及び切れ刃の生成及び再
生のための研削。工作物及びといしは機
械的に送る。
1.7
円筒研削盤
円筒研削−外周面による研削
回転する工作物の円筒面の研削。工作物
及びといしは機械的に送る。
10
B 6033:2018
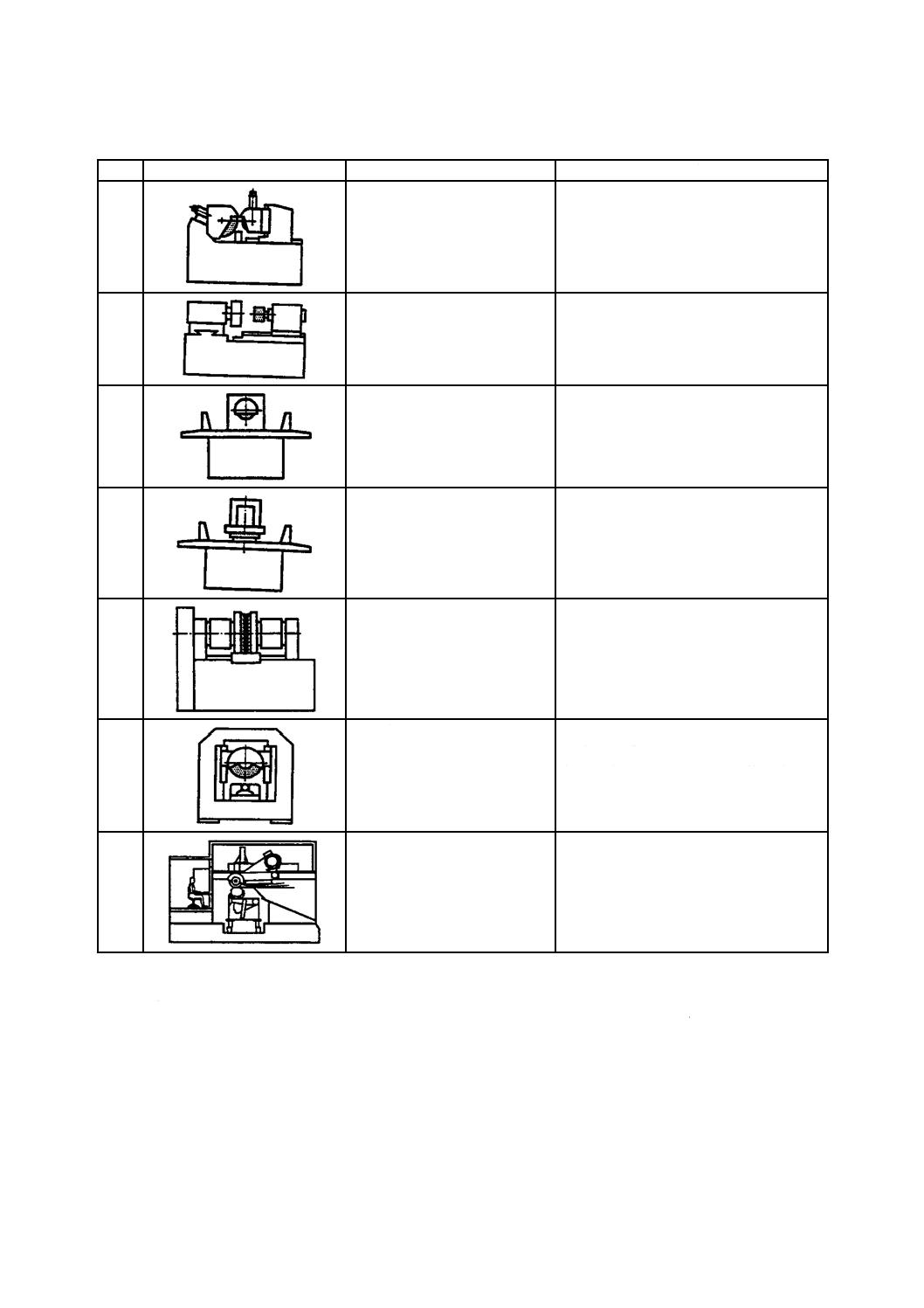
表1−研削盤の種類(続き)
No.
研削盤の種類(図)
名称
研削方法
1.8
心なし円筒研削盤
心なし円筒研削−外周面による研削
回転する工作物の外周面の研削。工作物
をといし,調整車,及び支持刃との間に
支えて,その外周を加工する研削。
1.9
内面研削盤
内面研削−外周面による研削
回転する工作物の内面の研削。工作物及
びといしは機械的に送る。
1.10
横軸平面研削盤(往復テーブ
ル,回転テーブル)
平面研削−外周面による研削
工作物をテーブルに固定して,平面を生
成する研削。工作物及びといしは機械的
に送る。
1.11
立て軸平面研削盤(往復テーブ
ル,回転テーブル)
平面研削−側面による研削
工作物をテーブルに固定して,平面を生
成する研削。工作物及びといしは機械的
に送る。
1.12
横軸又は立て軸対向二軸平面
研削盤
平面研削−側面による研削
対向二軸の平面研削。工作物及びといし
は機械的に送る。
1.13
切断機
切断
工作物に溝入れ又は切断するための研
削。工作物及びといしは機械的に送る。
1.14
高能率研削盤
平面研削
工作物をテーブルに固定して,平面を生
成する高能率研削。工作物及びといしは
機械的に送る。
3.4.2
グループ1:動力駆動軸及び数値制御機能をもたない手動研削盤(Group 1: manually controlled grinding
machine without power operated axes and without numerical control)
といし軸及び粗位置決めのための単独軸を除いて,動力駆動軸をもたない研削盤。全ての動作について,
作業者が一度に一つの動作を起動し,操作する研削盤(図2参照)。
このグループの研削盤は,次の機能をもつ場合がある。
− 機械式の軸送り機能
− 加工のための工作物又は工具の手動軸送り
11
B 6033:2018
− 周速一定(constant surface speed)制御のための電子的な機能
− 倣い装置(例えば,半径研削装置,テンプレート)
− 工作物外形用測定装置(例えば,マイクロスコープ)
− 割出し装置(部品)
− 個々の軸の動力駆動による粗位置決め
このグループの研削盤は,簡易又は完全な数値制御システム(NC)をもたない。
図2−グループ1の研削盤の例
3.4.3
グループ2:動力駆動軸をもつ手動研削盤(簡易数値制御機能をもつ場合を含む。)(Group 2: manually
controlled grinding machine with power operated axes and, if applicable, with limited numerically controlled
capability)
動力駆動軸をもつ手動研削盤(図3参照)。
手動パルス発生器を使用して操作できる動力駆動軸を備えた研削盤,又はパネルで操作する簡易NC装
置を備えた研削盤を含む。
といしと工作物との間の軸送り動作は,物理的な力又は動力を使って手動で操作する。
このグループの研削盤は,次の機能を幾つか又は全てもつものがある。
a) グループ1の全ての機能
b) 次の機能を備えた簡易数値制御システム
1) MSO 0専用
2) 軸の補間(例えば,倣い・あらかじめ定義した形状)
ただし,次の機能はもたない。
− 自動プログラム起動
− 工具交換システムの自動的な起動
− 自動工作物交換システム
12
B 6033:2018
図3−グループ2の研削盤の例
3.4.4
グループ3:数値制御研削盤(Group 3: numerically controlled grinding machine)
自動機能を提供する数値制御(NC)システムを備えた研削盤(図4及び図5参照)。
このグループの研削盤は,次の機能をもつ場合がある。
a) 複数の安全運転モードを備えた数値制御システム
b) 自動工作物交換システム
c) 自動工具マガジン,工具搬送及び工具交換システム
d) 自動心押し軸前進又は後退
e) 自動成形装置
f)
2次加工運転(例えば,フライス削り,旋削,穴あけ)
g) 補助的な搬送装置
図4−グループ3の研削盤の例1
13
B 6033:2018
図5−グループ3の研削盤の例2
3.5
速度及び許容周速度
3.5.1
といしの最大周速度(maximum operating speed)
といしの製造業者が指定したといしの最大許容周速度。
3.5.2
最大許容速度(maximum permissible speed)
機械の製造業者が決定し,かつ,機械パラメータとして設定でき,許容できる速度の最大値。
3.5.3
最大可能速度(maximum possible speed)
故障時に発生する最大速度。
3.5.4
減速した速度(reduced speed)
安全のために機械の製造業者が最大許容速度までに制限した速度。
3.5.5
回転速度(rotational speed)
次の式で計算されるといしの速度。
π
D
v
n
×
×
×
=
60
000
1
ここに,
n: 回転速度(min-1)
v: 周速度(m/s)
D: といしの直径(mm)
3.5.6
周速度(peripheral speed)
次の式で計算されるといしの速度。
000
1
60×
×
×
=
n
π
D
v
ここに,
n: 回転速度(min-1)
v: 周速度(m/s)
D: といしの直径(mm)
14
B 6033:2018
4
主要な危険源のリスト
4.1
一般
研削盤の製造業者は,JIS B 9700に従ってリスクアセスメントを実施しなければならない。表2に規定
する危険源及び危険状態のリストは,JIS B 9700の箇条4(リスクアセスメント及びリスク低減のための
方法論)及び5.4(危険源の同定)に従って実施したリスクアセスメントによって作業と危険源とを同定し
た結果になる。箇条5及び箇条6における安全要求事項及び保護方策は,リスクアセスメントに基づいて
おり,同定した危険源の排除又はそれらが起こすリスクの低減を取り扱っている。
リスクアセスメントは,予期しない起動を含む全ての予見可能な危険状態を想定している。危険区域に
アクセスできる作業者及びその他の人へのリスクを確認し,機械の製品寿命中の様々な状況(例えば,立
上げ,セットアップ,生産,保守,修理,分解)の下で起こり得るリスクを考慮し,評価している。その
評価には制御システムにおける故障の影響の分析を含む。
さらに,この規格の使用者(すなわち,設計者,製造業者及び供給者)は,次のa)及びb)を考慮してリ
スクアセスメントが完全であることを確認しなければならない。
a) 保守,段取り,清掃の意図した使用及びそれらの合理的に予見可能な誤使用(JIS B 9700の3.23及び
3.24を参照)。
b) 機械に関連する主要な危険源の識別。
4.2
主な危険区域
主な危険区域は,次による。
a) 送り軸,といし軸,ドレス軸,工作物保持装置,工作主軸,ワークレスト,心押台及び工作物が動作
する加工領域
b) 工作物の搬入・搬出装置
c) 内部取付け及び外部取付けの工具マガジン及び工具交換装置
d) 歯車箱
e) カム機構
4.3
この規格で取り扱う主要な危険源及び危険状態
この規格で取り扱う主要な危険源は,表2による。この表の列の番号は,JIS B 9700の表B.1の表番号
を参照している。
表2−主要な危険源及び危険状態のリスト
No a)
危険源及び危険状態
研削盤における危険状態及び
危険区域の例
起こり得る結果
この規格の
関連する箇条
1
機械的な危険源
1.1
可動部の固定部への接近 機械とといしとの間の区域(特にワー
クレストとといし及び工作物との間)
における手作業
押し潰し,せん断,引
込み,捕捉
5.1.2
5.2
5.12
といしの工作物方向への送り動作
押し潰し,せん断,飛
散物
5.1.2
5.2
といし又は工作主軸近傍での手作業
巻込み
5.1.2
5.2
といし及び工作物の保持
押し潰し,せん断
15
B 6033:2018
表2−主要な危険源及び危険状態のリスト(続き)
No a)
危険源及び危険状態
研削盤における危険状態及び
危険区域の例
起こり得る結果
この規格の
関連する箇条
1.2
可動部
加工,段取り,保守及び修理中の軸移
動,可動部及び自動搬入・搬出装置の
区域内での作業
工作テーブルの往復動作
作業用プラットフォームにおける作業
衝撃,巻込み,引込み,
捕捉
5.1.2
5.2
5.9
5.12
1.3
回転部
搬入・搬出及び測定時の回転している
といしへの意図しない接触
こすれ,擦りむき,引
込み,捕捉
5.1.2
5.2
5.9
5.10
5.12
1.4
突端部,切削部及び鋭利
部
搬入・搬出及び測定時の工作物の鋭利
部への意図しない接触
切傷,突き通し,こす
れ,擦りむき
5.1.2
5.2
1.5
落下物及び飛散物
始動,段取り,研削運転,といし交換,
保守又は撤去時の材料の部分及び切く
ずの飛散
工作物の落下
といしの破壊
機械近傍での破壊による機械部分の飛
散
押し潰し,せん断,衝
撃,貫通,突き通し
5.1.2
5.2
5.9
5.10
5.12
5.13
7.2.2
7.2.3
7.2.5
1.6
重力
段取り中の可動機械要素の落下。例え
ば,といし又は工作物の交換時の重力
による
作業用プラットフォーム又はピットに
おける作業
押し潰し,せん断,衝
撃
5.1.2
5.2
5.12
1.7
高圧
特に機械の据付け時と立上げ時の油圧
機器における作業
圧力下の媒体による
目又は皮膚への突き通
し又は衝撃
5.1.2
5.2
1.8
安定性
機械又はその近傍における,固定して
いない機械又はその部分の落下又は転
倒
衝撃,押し潰し
5.14
7.2.10
1.9
粗い又は滑りやすい面
機械若しくはその周辺での床及び階段
又は高所での作業における,次に起因
する危険を伴う状態
− 研削液,潤滑油,作動油の飛散又
は流出
− 飛散した液体の残留
− 特に落下の危険のある所での,不
十分な手すり又は他の制止装置
滑り,転倒,落下
5.1.2
5.2
5.15
2
電気的危険源
2.1
充電部
充電部との接触
感電
5.3
2.2
故障時に通電する部分
故障時に通電する部分への接触
電気的な接触
5.3
3
熱的危険源
高温の物体又は材料
機械又は近傍における,研削時の熱い
研削火花の飛散
火傷
5.1.2
5.2
16
B 6033:2018
表2−主要な危険源及び危険状態のリスト(続き)
No a)
危険源及び危険状態
研削盤における危険状態及び
危険区域の例
起こり得る結果
この規格の
関連する箇条
4
騒音に関わる危険源
製造工程及び可動部
空気力学的な騒音で,次に起因する:
機械又は近傍における,
− といしの回転
− 研削中のといし及び工作物の振動
− 駆動及び伝達要素
− 清掃のための空気の吹き付け
永久的な聴力障害
口頭連絡の阻害又は音
響信号の干渉に起因す
るその他の危険源(例
えば,機械的,電気的
な)
5.4
7.2.6
附属書E
附属書F
5
振動に関わる危険源
振動部
手送りによる研削工程における振動の
伝達
不快
神経傷害
関節の損傷
5.5
7.2.7
6
放射に関わる危険源
6.1
低周波及び高周波の電磁
放射
電気装置における作業,特に段取り又
は保守
インプラントへの影響
(例えば,ペースメー
カ,除細動器)への影
響
5.6
6.2
レーザ放射を含む光線の
放射(赤外線,可視光線,
紫外線)
測定装置及びレーザ測長での作業中,
特に段取り又は保守
火傷
視力障害
5.6
7
材料/物質に関わる危険源
7.1
生物学的及び微生物学的
(ウィルス又はバクテリ
ア)な作用物質
機械で又は近傍における,バクテリア
の発生した研削液への接触
感染
5.7.1
7.2
液体
機械で又は近傍における,研削液の皮
膚への接触
皮膚への傷害
5.7.1
5.7.2
7.3
蒸気
機械で又は近傍における,加工中に(例
えば,研削液によって)使用されてい
る物質又は生成された物質の吸引及び
摂取。
呼吸困難
中毒
5.7.1
5.7.2
7.4
可燃性材料
火災及び爆発に関わる危険源
a) 可燃材料の加工(例えば,アルミ
ニウム,マグネシウム)
b) 可燃物の使用(例えば,研削油)
火災及び爆発に起因す
る火傷
5.7
5.7.3
附属書G
附属書H
附属書I
8
人間工学的危険源
8.1
表示器及び表示装置の設
計又は配置
作業位置における表示情報の誤認識
ヒューマンエラーの結
果として他の危険源
(例えば,機械的,電
気的)
5.8
8.2
操作機器の設計,配置,
又は識別
作業位置における機械の誤操作
5.8
8.3
操作又は作業における無
理
操作機器の位置及び取扱い
工作物又は工具の交換における上肢,
下肢の解剖学的に不適切な考察
過度な疲労
5.8
8.4
操作又は作業における姿
勢
筋骨格の障害
5.8
8.5
繰返し動作
過度な疲労
5.8
17
B 6033:2018
表2−主要な危険源及び危険状態のリスト(続き)
No a)
危険源及び危険状態
研削盤における危険状態及び
危険区域の例
起こり得る結果
この規格の
関連する箇条
8.6
視界,照明
工作物及びといしの取扱い及び位置合
わせにおける手作業の(ための)正確
性及び判断力への影響
搬入・搬出,段取り,といし交換,及
び保守
搬入・搬出場所,及びといし交換場所
過度な疲労
ヒューマンエラーの結
果としての他の危険源
(例えば,機械的,電
気的)
5.8
9
機械の使用環境に関わる危険源
ヒューマンエラー
合理的に予見可能な誤使用
機械の誤操作(不正操作)
工作物及びといしの不適切な取扱い及
び段取り
作業場所及び加工工程の不適切な設計
上肢,下肢の解剖学的に不適切な考察
正しくない設置
上記全ての危険源
5.2.6
7.2.4
7.2.11
10
危険源の組合せ
10.1
動力源の故障
機械の可動部,取り付けられた工作物,
工具,又はそれらの破片の落下又は飛
散
可動部の停止制御の欠陥
押し潰し
せん断
衝撃
切傷
切断
引込み
捕捉
突き通し
こすれ
擦りむき
5.9
5.11
10.2
動力供給中断後の回復
制御されない動作(速度変動を含む)
予期しない/意図しない起動
5.9
5.10
10.3
制御システムの故障
機械の可動部,取り付けられた工作物,
又は工具の落下又は飛出し
可動部の停止制御の欠陥
制御されない動作(速度変動を含む)
予期しない/意図しない起動
制御システムの欠陥又は不十分な設計
に起因するその他の危険事象
工具の様々な速度(段取りにおける)
5.9
5.10
5.12
注a) この表は,JIS B 9700の表B.1に基づき,研削盤に特有の危険源を示している。この表の番号は,JIS B 9700
の表B.1の番号を参照している。
5
安全要求事項及び/又は保護方策
5.1
一般要求事項
5.1.1
一般
研削盤は,この箇条の安全要求事項及び保護方策に適合しなければならない。この規格で扱っていない
危険源に対しては,JIS B 9700の箇条4及び6.1(一般)に従って機械を設計しなければならない。
設計によるリスク低減の指針については,JIS B 9700の6.2(本質的安全設計方策)を参照。また,安全
防護方策については,JIS B 9700の6.3(安全防護及び付加保護方策)を参照。
設計者は,合理的に予見可能な誤使用を含めた意図する使用において,危険区域にアクセスする作業者
及びその他の人の両方に対して,機械の製品寿命の間に起こり得る危害について考慮しなければならない
(JIS B 9700の3.23及び3.24参照)。作業者又はその他の要員の介在が必要な作業(例えば,段取り,清
掃,保守,修理)及び加工操作の両方に対する危険源を考慮しなければならない。制御システムの故障を
も含めた機械構成品の故障解析は,リスクアセスメントの一部である。この指針は,ISO 13849-1による。
18
B 6033:2018
安全機能に対する信頼性要求事項は,ISO 13849-1に従ったパフォーマンスレベル(PL)として定義され
る[5.12 b)参照]。
この箇条に記載する全ての要求事項及び/又は保護方策は,特別に言及がない限り研削盤の全てのグル
ープに適用する。
5.1.2
研削盤の全てのグループに対するガードの要求事項
5.1.2.1
一般
ガードはJIS B 9716に従わなければならない。固定式ガードの固定具は,ガードを取り外した後もガー
ド又は機械から外れずに残っていなければならない。機械を完全に置き換える場合,より広範囲な修理が
必要な場合,又は他の場所へ移動するために撤去する場合だけに外すような固定式ガードの場合には,こ
の要求事項は適用しない。
5.1.2.2
位置及び安全
要求事項は,次による。
a) 高さ及び位置については,ガードが床に設置される場合(例えば,防護柵)には,ガードは,1.4 m以
上の高さでなければならず,確実に固定しなければならない。危険区域からの距離は,JIS B 9718の
表2(保護構造物越えの到達−高リスク)に従わなければならない。ガード下部と床との間の全ての
開口部は,180 mm以下でなければならない。
b) 駆動部のガードついては,機械の動力伝達装置(例えば,チェーン及びスプロケット,歯車,親ねじ,
送りねじ,ボールねじ)へのアクセスは,固定式ガード又は設計によって防止し,危険区域にアクセ
スできないようにしなければならない。
通常の機械操作中にこれらの箇所へアクセスする必要がある場合は,インタロック付き可動式ガー
ドを取り付けなければならない[c)参照]。
注記 インタロック式可動式ガードは,グループ1及びグループ2の研削盤には,必ずしも必要で
ない。
c) ガードのインタロック
1) 可動式ガードは,危険な機械可動部へのアクセスを防止するため,施錠機能の有無にかかわらずJIS
B 9710に従ってインタロックを設けなければならない。インタロック装置は,JIS B 9710の箇条7
(インタロック装置の選択)に従って選択しなければならない。
2) インタロック装置の故障,すなわち機能及び/又は配置上の故障は,JIS B 9960-1の9.2.2(停止機
能)に規定する停止カテゴリ1の機械停止にしなければならない。
3) 可動式ガードのインタロック装置の安全機能に関する要求事項は,表3 1)を参照。
5.2
表2 No.1.1〜1.4,1.6及び1.7に示す機械的危険源に対する特定要求事項
5.2.1
グループ1の研削盤,動力駆動軸及び数値制御機能をもたない手動研削盤
要求事項は,次による。
a) といしとの意図しない接触を防止するための保護方策を提供しなければならない。といしは,加工に
必要な部分を除いて防護しなければならない。
通常,5.13.2.1に従ったといし覆いは,この要求事項を満足する。
b) 動力駆動式の粗位置決めの場合,軸送り速度は最大2 m/minでなければならない。動きの制御は,ホ
ールド・ツー・ラン制御装置[表3 2)参照]又は手動パルス発生器[表3 3)参照]を使って行わなけ
ればならない。
c) 工作物を手で案内する研削盤を除いて,搬入・搬出又は測定のような手動介入の場合,回転するとい
19
B 6033:2018
しに接触しないように,追加の装置又は予防方策をとらなければならない。その予防方策に次の保護
方策を一つ以上含めてもよい。
1) といし回転の停止
2) 自動安全防護の提供
3) 作業者から届かないようにといしの位置決めをする(といしと工作物との間隔は,少なくとも200
mmの安全距離を考慮する。)。
注記 作業領域が狭いことから,JIS B 9718を逸脱する。
d) 表1のNo. 1.3に従った機械的に案内する切断機械は,使用後に切断用といしが自動的に初期位置に確
実に戻るための保護方策を備えなければならない。切断用といしが停止するまで,初期位置に留まら
なければならず,接触しないように自動的にガードしなければならない。
e) 表1のNo. 1.4によるつり下げ式研削盤及びつり下げ式切断機は,ハンドルを離した後は,といし台が
工作物から離れるように可調整のカウンタバランスウェイトを備えなければならない。
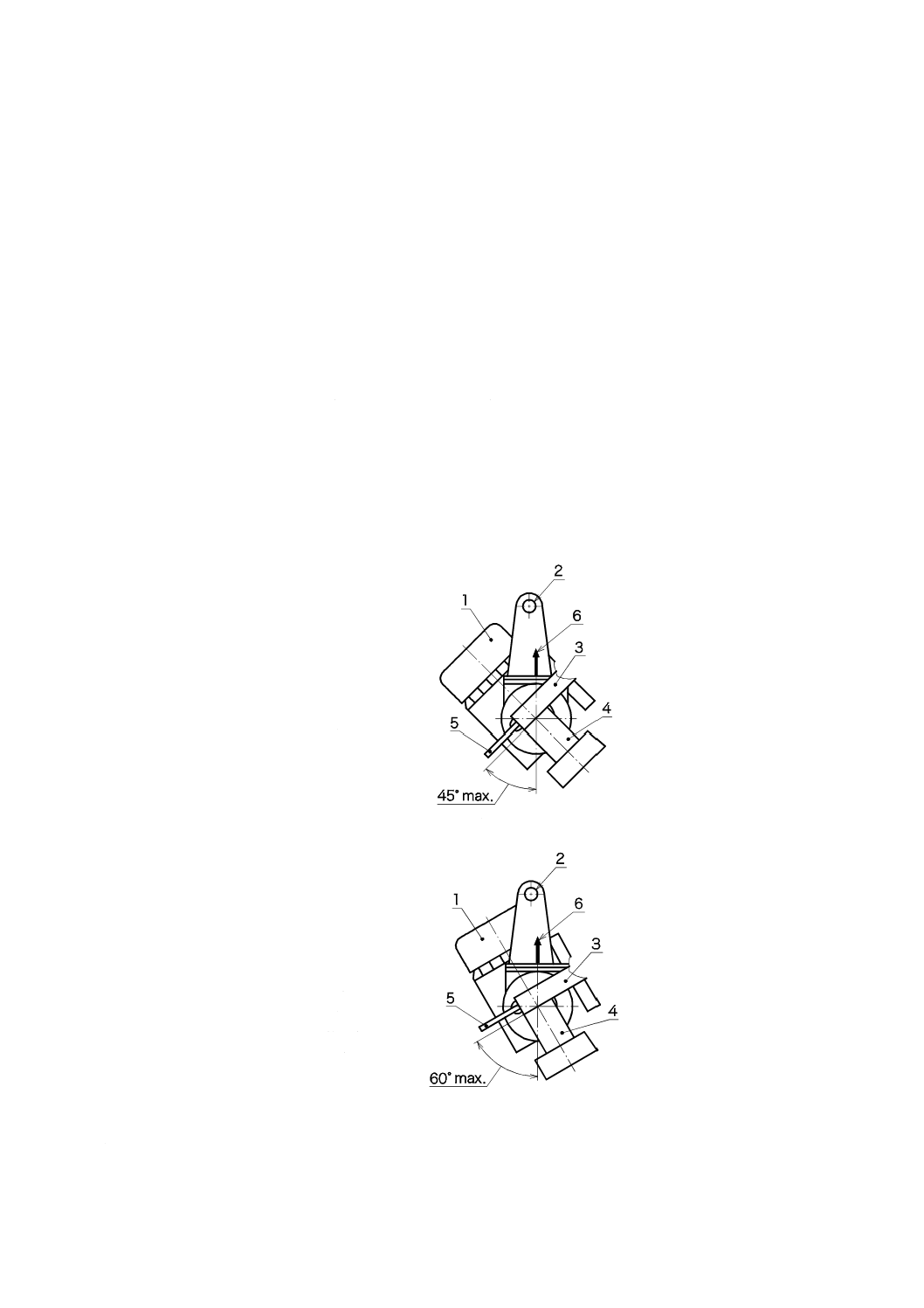
f)
手動送りのスイング形研削盤において,といし台は垂直軸からいずれかの側に最大45°まで振ること
ができる(図6参照)。
g) 手動送りのスイング形切断機において,といし台は垂直軸からどちらかの側に最大60°まで振ること
ができる(図7参照)。
記号
1
モータ
2
懸架装置
3
覆い
4
旋回軸
5
といし
6
垂直軸
図6−スイング形研削盤
記号
1
モータ
2
懸架装置
3
覆い
4
旋回軸
5
切断といし
6
垂直軸
図7−スイング形切断機
h) 表1のNo. 1.1及びNo. 1.2における台付きグラインダは,細かい研削粉じん及び研削火花に対して作
20
B 6033:2018
業者の顔,特に目を保護するための透明シールドを備えていなければならない。
工作物の取扱い中に,衝撃荷重で破壊又は亀裂を生じないように,そして,放出された研削粉じん
又は研削火花による表面摩耗が最小になるように,シールドは,衝撃及び摩耗に対する十分な耐性を
もたなければならない。ポリカーボネートは,適切なシールド材料の一例である。
シールドは,通常の作業位置で作業者がシールドを通してだけ研削作業を見ることができるように,
調節可能で十分な大きさでなければならない。シールドは,工作物の軸送り及び保持を妨げてはなら
ない。このシールドの最小寸法を附属書JAに示す。
i)
グループの研削盤において,といし軸及び粗位置決め用の軸送りの意図しない起動はJIS B 9714の箇
条6に従って防止しなければならない。
j)
5.13.2.1に従ったといし覆いを備えており,かつ,といしの周速度がv≦50 m/sに制限されている場合
は,といし軸は運転してもよい。といし軸の減速した速度の監視については,表3 5)を参照。といし
軸の回転は,専用の制御装置(例えば,起動ボタン)によって手動で起動しなければならない[表3 14)
参照]。
5.2.2
グループ2の研削盤,動力駆動軸及び簡易数値制御機能をもつ手動研削盤
要求事項は,次による。
a) といしとの接触に対する保護
機械はといしとの意図しない接触を防止する保護方策をとらなければならない。といしは,加工に
必要な部分を除いて全体を防護することが望ましい。
通常,5.13.2.1に従ったといし覆いは,この要求事項を満足する。
b) 加工領域へのアクセス
グループ2の研削盤は,いずれの寸法も300 mm以下の工作物を加工する機械を除いて,加工点を
含む危険区域へのアクセス及び研削液の飛散を防止するように,加工領域の背面と側面とに固定式及
び/又は可動式ガードを備えなければならない。JIS B 9718が規定する最小距離に適合しなければな
らない。
c) 加工領域内の回転部(例えば,チャック及び工作物)における巻込み及び捕捉する箇所へのアクセス
は,固定式及び/又は可動式ガードで防止しなければならない。
d) 加工領域の外側,例えば,固定部(制御盤を含む。)と往復テーブルとの間,及び往復スイッチ(例え
ば,研削盤の表面上の)におけるせん断及び押し潰しは,設計又は安全防護で防止しなければならな
い。
e) 搬入・搬出又は測定のような手動介入の場合,回転するといしに接触しないように,追加の装置又は
予防策をとらなければならない。その予防策に次の保護方策を一つ以上含めてもよい。
1) といし回転の停止
2) 自動安全防護の提供
3) 作業者が届かないように,といしを位置決めする(といしと工作物との間隔は,少なくとも200 mm
の安全距離を考慮する。)。
注記 作業領域が狭いことから,JIS B 9718を逸脱する。
f)
安全運転モード
5.2.7.2に従ったMSO 0だけ許容する。危険源が衝突に限定できる場合は,平面研削盤におけるテー
ブルの長手方向の減速した往復運動速度は,5.2.7.2 c)から逸脱して最大25 m/minとしてもよい。
g) 手動ハンドルの動力回転による巻込み及び衝撃の危険源は,除去しなければならない。例えば,自動
21
B 6033:2018
的に外れるか,又は握りをもたない若しくは安全な位置にばねで戻る握りをもった平面的な形状(ス
ポークなし)のハンドル構造にする。
5.2.3
グループ3の研削盤:数値制御研削盤
5.2.3.1
加工領域へのアクセス
機械の危険部分へのアクセスを防止することによって,表2に示すリスク(例えば,巻込み,押し潰し,
せん断など)を低減するために,ガードを設置しなければならない。可動部による危険が設計上避けるこ
とのできない場合の安全防護の選択する一般的な指針は,JIS B 9700の6.3.2(ガード及び保護装置の選択
及び実施)及び6.3.3(ガード及び保護装置の設計に関する要求事項)による。放出の危険を最小化するガ
ードの特徴については,5.13を参照。
5.2.3.2
ガードの特定要求事項
グループ3の研削盤におけるガードの特定要求事項は,次による。
a) インタロック付きガード
1) 操作中に危険な動作部への頻繁なアクセスが求められる全ての可動式ガードは,インタロック付き
として設計しなければならない[5.1.2.2 c)参照]。可動式ガードが開放された場合又は防護装置が作
動した場合は,危険な動作を停止し,新たな動作を禁止しなければならない(JIS B 9714参照)。可
動式ガードから加工領域へのアクセスが可能な場合で継続動作による危険がある場合には,ガード
に追加の施錠装置を取り付けなければならない[JIS B 9710の箇条5(インタロック装置設計のた
めの規定)及び箇条7(インタロック装置の選択)参照]。
2) 作業者が視認できない危険区域に人がアクセス又はとどまることができる場合は,再起動を阻止す
る保護方策,例えば,存在検知保護設備又はキャプティブ・キーによるドアの閉鎖を防ぐ保護方策
をとらなければならない。
注記 キャプティブ・キーは,そのキーで危険動作が停止した後でガードの施錠を解除するイン
タロック装置である[JIS B 9710の附属書D(キャプティブ・キーインタロック装置)参
照]。
b) 動力作動式ガード
1) 5.2.3.2 a)の要求事項も適用する。
2) 作業者のアクセスのために動力作動式ガードが取り付けられている場合には,JIS B 9700の6.3.3.2.6
(ガードによる危険源)に従わなければならず,そのガード端に,せん断及び押し潰しの危険を回
避するための保護装置を取り付けなければならない。圧力検知装置を取り付けることができる場合
は,ガード端部の全域を検知しなければならない。ガードの高さが2.5 m以上ある場合は,床及び
台から2.5 mの高さまで検知できる圧力検知装置を取り付けなければならない。圧力検知装置につ
いては,ISO 13856-2による。ガードの安全機能は,表3 9)に従わなければならない。
3) ガードが閉まるのを防ぐことができる力は75 N以下とし,ガードの運動エネルギーは,4 J以下と
しなければならない。ガード閉動作中に異常を検知し,自動的に開ける保護装置が付いている場合
は,ガードが閉まるのを防ぐことのできる力は,最大150 Nとし,運動エネルギーは,最大10 J以
下とする[JIS B 9716の5.2.5.2(操作力)参照]。この要求事項は,端部の幅が8 mm以上でせん断
が発生しない場合に適用する。可動式ガードとハウジングとの隙間は,4 mm以下とする。
4) b) 2)及びb) 3)の要求事項を満たさない場合は,作業位置を限定するための保護装置,例えば,両手
操作制御装置を付けなければならない。
5) ガードが完全に閉じるまで,機械の動きを開始してはならない。ガードのシステムがJIS B 9700の
22
B 6033:2018
6.3.3.2.5[起動機能インターロック付きガード(制御式ガード)に関する要求事項]の要求事項を満
たす場合は,ガードの閉動作を始動命令に使用できる。
6) これらの要求事項は,JIS B 9700の3.27に定義するガードに対して適用しなければならない。
5.2.3.3
追加特定要求事項
グループ3の研削盤に対する追加特定要求事項は,次による。
a) 加工領域へのアクセスは,機械の安全運転モードに関する5.2.7の要求事項による。
b) ガードは,研削粉じん,研削液及び飛散物を封じ込め,及び/又はこれらへの暴露を防止するように
も設計しなければならない[5.13及び5.15 b)参照]。
c) 接触保護 工作物の搬入・搬出又は,測定のようなMSO 1における手動介入の際に追加の装置若しく
は予防方策を提供するか,又は回転するといしに接触しないようにしなければならない。その保護方
策は,次による。
1) といしの回転の停止
2) 自動安全防護の提供
3) 作業者から届かないようにといしを位置決めする(JIS B 9718の安全距離を尊重する。)。
d) 安全運転モード グループ3の研削盤は,MSO 1及びMSO 2を備えなければならない。MSO 0,MSO
3及びMSO保守は,任意である。
e) MSO 0は,グループ2の研削盤に対する要求事項を適用する(5.2.2参照)。
5.2.4
工具保持装置
工具保持装置は,加減速を含む運転中に保持力が低下しない設計としなければならない。
注記 といしのクランプ方法及び工具保持装置の安全要求事項は,構造規格を参照。また,これらの
対応国際規格の要求事項については,附属書Dを参照。
5.2.5
工作物の保持
5.2.5.1
一般
研削盤は,保持装置を備え,工作物の不慮の動作を防止するために保持又は案内しなければならない。
手作業で工作物を交換するための工作物保持装置の開閉は,全ての安全運転モードで可能である。
5.2.5.2
ワークレスト
a) 工作物保持装置を備えていない研削盤(表1のNo.1.1及び1.2参照)は,発生した力を安全に扱える
ようなワークレストを備えなければならない。
b) ワークレストは,といしの摩耗に対応した調整ができなければならず,といしとワークレストとの隙
間は3 mm以下でなければならない。ワークレストは,少なくともといしと同じ幅でなければならず,
頑丈な構造とし研削盤に確実に取り付けなければならない。
注記 といしとワークレストとの隙間は,構造規格では3 mm以下と規定し,対応国際規格では2 mm
以下と規定している。
5.2.5.3
動力駆動式の工作物保持装置
a) 動力駆動式の工作物保持装置をもつ研削盤は,保持エネルギーが喪失した場合又は保持装置の駆動力
が設定された最小値を下回った場合に,加工プロセスを開始しないか,又はJIS B 9960-1に従った停
止カテゴリ1を開始しなければならない。回転する動力駆動式の工作物保持装置において,工作物の
飛出しに起因する危険がない場合は,例外的に工作物の位置決めをしてもよい。関係する安全運転モ
ードにおいて,工作物保持主軸の減速した主軸速度を超えてはならない。
b) 駆動機能の働きを監視しなければならない。例えば,保持圧力及び/又は移動の監視[表3 7)参照]。
23
B 6033:2018
c) 回転工作物保持装置においては,工作主軸の回転中に保持装置の緩め動作が可能であってはならない。
[表3 7)参照]。
d) 手作業で工作物を搬入する場合は,保持装置の操作による指への傷害を防止しなければならない[爪
の最大ストロークは4 mm未満に設定する(JIS B 9718参照)]。
e) 回転する工作物保持装置は,最大許容回転速度を明確に表示しなければならない。
f)
保持装置の状態を作業者に示さなければならない。
保持装置が故障又は保持エネルギーが喪失した場合においても,保持機能を維持するようにするか,又
は研削盤若しくはそのガードがいかなる部品も飛散しないように設計しなければならない。
5.2.6
重力下の垂直軸又は傾斜軸
垂直軸又は傾斜軸の重力による危険な移動を避けるための手段を提供しなければならない(例えば,ブ
レーキシステム)。垂直軸又は傾斜軸の意図しない落下防止の制御に関する要求事項は,表3 13)を参照。
5.2.7
研削盤の安全運転モード
5.2.7.1
モードの選択
a) 特定の研削盤に対する必須又はオプションの安全運転モードは,5.2.2 f)及び5.2.3.3 d)に示す。
b) モードを選択するために,
1) 安全運転モードの選択は,キースイッチ,アクセスコード,又はそれに相当する確実な手段を用い
て行い,加工領域の外側からだけで可能でなければならない。例えば,選択スイッチの表示又は位
置によって容易に視認できなければならない。モード選択を行うことによって,危険な状態が発生
してはならない。キー式のモード選択スイッチを使用する場合は,JIS B 9700の6.2.11.10(制御モ
ード及び運転モードの選択),及びJIS B 9960-1の9.2.3(運転モード)に従わなければならない。
2) モード選択装置及び関連する制御システムは,いかなる場合も常に一つのモードだけが選択可能で,
有効でなければならない。モード選択に関する要求事項は,表3 10)を参照。
3) MSO 3の選択(5.2.7.5参照)には,1)及び2)の要求事項を満たすために別の装置が必要である。
5.2.7.2
MSO 0:手動モード
MSO 0が選択されていて可動式ガードが開いているか,又は5.2で特定している機械的危険源に対する
ガードが要求されない場合には,次の要求事項を適用する。
a) 5.13.2.1に従ったといし覆いで,といしの周速度がv≦50 m/sに制限されている場合には,といし軸を
運転してもよい。といし軸の減速した速度の監視については,表3 5)を参照。といし軸の回転は,専
用の制御装置(例えば,起動ボタン)によって手動で起動しなければならない[表3 14)参照]。
b) といしと工作物との間の軸送り動作は手動で行わなければならない。といし軸の回転中に,最大2軸
(数値制御であってもよい。)を起動ボタンによって起動してもよい[表3 14)参照]。他の全ての軸に
よる切込み動作は,手動ハンドル,手動パルス発生器[表3 3)参照],又はホールド・ツゥ・ラン制御
装置で行ってもよい[表3 2)参照]。
c) 軸送りは,次の減速した速度で動作しなければならない[表3 6)参照]。
1) 最大2 m/min
2) ストロークが1 m〜5 mの場合は,最大5 m/min
3) ストロークが5 mを超える場合及び保護装置(例えば,両手操作機器,圧力検出マット)が有効な
場合は,最大10 m/min
d) 保持装置又は工作物の直径が500 mm以下の場合は,動力駆動式の工作主軸の周速度は,最大0.7 m/s
に制限しなければならない。500 mmを超える直径の場合は,周速度は1.3 m/sに制限し,回転速度は
24
B 6033:2018
50 min-1を超えてはならない。工作主軸の減速した速度の監視については,表3 5)を参照。
注記 a),c)及びd)に与えられる軸送り,回転速度又は周速度の減速した速度の値は最大値である。
リスクアセスメントの実施において,機械に特有な危険状態に従って適用可能な場合にはそれ
らの値を更に減じる。
5.2.7.3
MSO 1:自動モード
MSO 1において可動式ガードが開いている場合には,次の要求事項を適用する。
a) 機械要素は,動作してはならない,かつ,全ての主軸及び送り軸は安全停止[表3 12)参照]又は安全
運転停止[表3 11)参照]の状態でなければならない。例外は,次による。
1) 手作業による工作物の取付け(5.2.5参照)
2) 工作主軸の回転は,ホールド・ツゥ・ラン制御[表3 2)参照]によらなければならず,取扱説明書
に記載されている最大の工作物保持装置に対して,回転速度は5 min-1を,周速度は5 m/minを超え
てはならない。減速した速度は監視しなければならない[表3 5)参照]。
3) といし軸は,次のように運転してもよい。
− 5.2.3.3 c)(接触保護)及び5.13.2.1(といし覆い)に適合する場合は,といしの周速度はv≦50 m/s
に制限しなければならない。
− 5.2.3.3 c)及び5.13.2.1に適合しない場合は,といしの周速度はv≦16 m/sに制限しなければならな
い。
− といし軸の減速した速度の監視については,表3 5)を参照。
注記 手動で目立て(ドレス)をする場合,リスクアセスメントの結果として適切ならば個人の保護
具はこの接触防止の要求事項を満たすことができる(箇条7参照)。
MSO 1において可動式ガードが閉じている場合は,機械要素の全てのプログラムされた動作は可能で,
機械は起動装置の作動によってだけ起動又は再起動しなければならない。といし軸の最大許容回転速度は,
監視[表3 5)参照]しなければならない。ただし,非同期モータは例外とする。
5.2.7.4
MSO 2:セッティングモード
この安全運転モードは,加工用ではない。
MSO 2を選択し,可動式ガードが開いている場合には,次の要求事項を適用する。
a) といし軸は,次の場合に起動装置を使用して運転してもよい。
− 5.2.3.3 c)(接触保護)及び5.13.2.1(といし覆い)に適合する場合は,といしの周速度はv≦50 m/s
に制限しなければならない。
− といし覆いが5.13.2.1に適合しない場合,又は5.2.3.3 c)の要求事項に適合しない場合は,といしの
周速度はv≦16 m/sに制限しなければならない。
といし軸の減速した速度の監視については,表3 5)を参照。
b) 送り軸は,次の減速した速度で動作しなければならない[表3 6)参照]。
1) 最大2 m/min
2) ストロークが1〜5 mの場合は,最大5 m/min
3) ストロークが5 mを超える場合で,作業者が安全な位置にいることを確実にする保護装置(例えば,
両手操作制御装置又は圧力感知マット)が組み合わされている場合は,最大10 m/min
動作はホールド・ツゥ・ラン制御装置[表3 2)参照]又は手動パルス発生器[表3 3)参照]で制御
しなければならない。
ホールド・ツゥ・ラン制御装置及び手動パルス発生器のPLrは,危険を回避できることが現実的な
25
B 6033:2018
場合には,5.12 b)に特定されるPLrよりも低くてもよい。これは,軸送りの減速した速度が0.5 m/min
以下の場合に想定することができる[表3 6)参照]。
c) 動力駆動式工作物保持装置の速度は,n≦50 min-1に制限しなければならない。ただし,保持装置の直
径又は工作物の直径のいずれか大きなほうで測定した周速度は1.3 m/sを超えてはならない。工作主軸
の減速した速度の監視については,表3 5)を参照。動作の制御はホールド・ツゥ・ラン制御装置[表
3 2)参照],手動パルス発生器[表3 3)参照],又はイネーブル装置[表3 4)参照]と組み合わせた起動
ボタンで制御しなければならない。
ホールド・ツゥ・ラン制御装置は,人間工学的な理由から2段のペダルスイッチとしてもよい[表
3 2)参照]。
ホールド・ツゥ・ラン制御装置及び手動パルス発生器のPLrは,危害のひどさが低いことが現実的
な場合には,5.12 b)に指定したPLrよりも低くともよい。これは,捕捉,巻込み,引込みの危険源な
どが存在しない場合に想定することができる。
注記 a)〜c)に与えられる軸送り,回転又は周速度の減速した速度の値は,最大値である。リスク
アセスメントの実施において,機械に特有な危険状態に従って適用可能な場合にはそれらの
値を更に減じる。
d) 複数の場所から可動式ガードを通じて危険区域へ接近でき,かつ,危険区域の一部が作業者の位置か
ら見えないときは,残りのガードが閉じられていない限り機械は動作してはならない。
e) 機械が工作物の搬入・搬出装置をもつ場合,次による。
1) 搬入・搬出装置のセッティングは,装置がプログラム可能な軸数が3軸未満であっても,b)の要求
事項又はJIS B 8433-1の5.7.3(手動低減速度)及び5.7.4(手動高速モード)の要求事項を適用する。
2) 送り速度が制限を超えることができない場合は(例えば,空圧駆動軸),ガードが開いた状態におけ
る表3 6)に従った減速した速度の監視は要求されない。動力駆動式の動作は,ステップごとの動作
を許可するホールド・ツゥ・ラン制御装置を併用したイネーブル装置の制御によってだけ起動しなけ
ればならない。連続動作が要求される場合は,イネーブル装置及びホールド・ツゥ・ラン制御装置
は危険部分から安全な距離に設置し,危険区域の外側に両手を保たなければならない(JIS B 9715
参照)。安全機能,例えば,ホールド・ツゥ・ラン制御装置及びイネーブル装置に関する要求事項は
表3 2)及び4)を参照。いかなるセンサ又はフィードバック装置の作動によっても危険な動作をして
はならない。
3) 工作物の搬入・搬出にロボットを使用する場合は,JIS B 8433-1の要求事項を適用しなければなら
ない。
MSO 2を選択し,可動式ガードが閉じている場合は,機械の全ての動きが可能である。といし軸の最大
許容速度の監視[表3 5)参照]は有効でなければならない。ただし,非同期モータは例外とする。
5.2.7.5
MSO 3:制限付き運転条件における手動介入のための特別モード
この安全運転モードは,作業者の危険区域へのアクセスが絶対に必要な場合で,更に技術的な側面及び
最高技術水準に従った実行可能性の側面の下で適用可能な全ての安全方策が提供されることを意図してい
る。作業者のアクセスは単品の製作,複雑で高精度な少数製品に必要不可欠な場合がある。さらに,複雑
な工作物及び工具配置を伴った初めてのプログラム試験のために,ガードが開いた状態における自動プロ
グラム運転が必要な場合がある。
MSO 3を選択し,ガードが開いている場合は,5.2.7.4(MSO 2:セッティングモード)の要求事項を手
動操作に適用し,次の要求事項をプログラムされたサイクルを実行するために適用する。
26
B 6033:2018
a) といし軸は,次の場合に運転してもよい。
− 5.2.3.3 c)(接触保護)及び5.13.2.1(といし覆い)に適合する場合は,といしの周速度はv≦50 m/s
に制限しなければならない。
− といし覆いが5.13.2.1に適合しない場合,又は5.2.3.3 c)に適合しない場合は,といしの周速度はv
≦16 m/sに制限しなければならない。
といし軸の減速した速度の監視については,表3 5)を参照。
b) 軸送りは,次の減速した速度で動作しなければならない[表3 6)参照]。
1) 最大2 m/min
2) ストロークが1 mを超える場合は,最大5 m/min
c) 動力駆動式の工作主軸の周速度及び回転速度は,保持装置又は工作物の直径が500 mm以内であれば
最大0.7 m/sに制限しなければならない。より大きな直径の場合は,周速度を最大1.3 m/sに制限し,
減速した速度は50 min-1を超えてはならない。工作主軸の減速した速度の監視は,表3 5)を参照。
注記 a)〜c)に与えられる軸送り,回転速度又は周速度の減速した速度は,最大値である。リスク
アセスメントの実施において,それらの値は機械に特有な危険状態に従って適用可能な場合
にはそれらの値を更に減じる。
d) b)及びc)によるプログラム動作の制御は,ホールド・ツゥ・ラン制御装置[表3 2)参照],手動パルス
発生器[表3 3)参照]又は起動ボタンで制御できる。それらはそれぞれイネーブル装置と組み合せて
使用しなければならない。
e) 保持装置の動作(例えば,チャックの外側に突き出た爪の回転)によって生じる危険区域へのアクセ
スはガードによって防止しなければならない。
f)
プログラムは,開始から全てのサイクルを通じて表示しなければならない。合わせて,次に開始され
るステップを表示しなければならない。
5.3〜5.15の要求事項に適合しなければならない。特別モードが要求される事例は,附属書Kに記載す
る。
MSO 3において可動式ガードが閉じている場合は,イネーブル装置を用いなくとも機械要素の全ての動
きが可能である。といしの減速した速度の監視[表3 5)参照]は有効でなければならない。ただし,非同
期モータは例外とする。
5.2.7.6
MSO保守
MSO保守は,機械の製造業者によって訓練・認定された保守担当者,及び使用者が機械製造業者の説明
に従って許可した保守担当者だけに提供しなければならない(7.2.9参照)。
a) 一般
1) MSO保守の選択には,着脱式のMSO保守選択装置を用いなければならない。MSO保守の選択装置
は,MSO保守を選択するための施錠可能なスイッチ及び着脱用のケーブルから構成されている。
MSO保守の選択装置の着脱位置は,機械の制御盤の外側に配置しなければならない。MSO保守の
選択装置上の警告表示によってMSO保守の選択装置の使用は,機械製造業者の教育を受け,認定
された保守担当者だけに限定されることを通知しなければならない。MSO保守の選択装置が機械に
接続されている間は,いかなる他の安全運転モードも選択可能であってはならない。
MSO保守の選択装置は,上記の保守担当者だけにMSO保守の使用を制限する他の選択装置に置
き換えてもよい。
2) 手動操作は,5.2.7.4の条件の下でだけ可能である。
27
B 6033:2018
3) リスクアセスメントによって,警告表示と共に二次的なガード,バリア,スクリーンなどの追加の
安全方策が必要になる場合がある。
b) このモードでは,ガードが開いている状態で自動機能を制限した使用が可能となる。制限は,次によ
る。
1) MSO保守中は,機械加工が可能であってはならない。
2) 軸送り速度は減速し,5.2.7.6 b) 5)に従う場合を除いて,監視[表3 6)参照]しなければならない。
減速した軸送り速度は,2 m/minを超えてはならない。ただし,軸のストロークが1 mを超える場
合は,5 m/minを超えてはならない。
3) 連続した動作サイクル(例えば,繰返し試験)が可能である。
4) といし及び工作物保持装置の回転は,5.2.7.5のa)及びc)の条件で可能でなければならない。
5) プログラム動作の制御は,ホールド・ツゥ・ラン制御装置[表3 2)参照],手動パルス発生器[表3
3)参照]又は起動ボタンによって行うことができる。それらはそれぞれイネーブル装置と組み合わ
せて使用しなければならない。減速した速度が5.2.7.6 b) 2)の速度制限を超える場合は,イネーブル
装置は危険区域の外側に配置しなければならない。
5.2.8
研削盤のオプション又は追加の装置
5.2.8.1
工作物の搬入・搬出のための搬送装置
機械が工作物搬入・搬出のための搬送装置を装備している場合には,次の要求事項を適用する。
a) 工作物搬送装置における作業者の搬入・搬出位置は,加工領域の外側で,他の危険な機構(例えば,
工具交換装置)から離れて配置しなければならない。
b) 搬送装置の危険区域へのアクセスは,固定式及び/又はインタロック付可動式ガードによって防止す
るか[表3 1) iv)参照],又は危険な動作は保護装置の作動によって停止又は禁止しなければならない
(例えば,インタロック付きガード,光カーテン)。
c) 工作物の搬入・搬出のための搬送装置のセッティングモードについての要求事項は,5.2.7.4 e)を参照。
d) 機械の区域内の搬送装置に対して,機械の非常停止装置[5.12 c)参照]の作動は,搬送装置の非常停
止機能を作動しなければならず,逆もまた同じである。機械及び搬送装置が一つに統合されている場
合は,ISO 11161を適用しなければならない。
e) 搬送装置の危険区域へアクセスが可能な場合,その位置から加工領域へのアクセスは,次による。
− アクセス可能であってはならない。又は,
− 機械は停止状態になければならず,予期しない起動を防止しなければならない。
f)
機械の加工領域へのアクセスが可能な場合,その位置から搬送装置へのアクセスは,次のいずれかに
よる。
− アクセスは可能であってはならない。
− 搬送装置は停止状態になければならず,予期しない起動を防止しなければならない(予期しない起
動の防止については,JIS B 9714を参照)。
5.2.8.2
心押台及び/又はクイルを装備した機械
心押台及び/又はクイルを装備している場合は,心押台の位置を手動で調整するときにベッドの端から
意図せずに抜け落ちてしまうことを防ぐ手段を提供しなければならない(例えば,機械的なストッパ)。動
力駆動式の心押台及び/又はクイルを装備した機械には,次の要求事項を適用する。
a) ガードが開いているときのクイルの動力による移動速度は,スプリング方式を除き,ストロークが10
mmを超えるときには,1.2 m/minを超えてはならない。また,そのクイルの前進は,次のいずれかに
28
B 6033:2018
よって制御しなければならない。
1) 加工領域の外にある両手操作が必要な制御装置(例えば,JIS B 9712に従った両手操作制御)[表3
2)参照]。
2) ホールド・ツゥ・ラン制御[表3 2)参照]。
3) 2ポジション又は3ポジションのフットスイッチ[表3 2)参照]。
b) 押し付けを調整する手段を推奨する。押し付けシステムが作動しない,又は押し付けていない場合は,
加工の開始を禁止しなければならない。押し付けシステムが意図せずに緩んだ場合(例えば,押し付
け力を緩める動作が開始した場合,又は作業者が事前に設定していた押し付けの限界値に達しない場
合),加工は停止しなければならない(例えば,制御停止)[表3 7)参照]。
c) 手動で工作物を交換するときの心押台のクイルは,全ての安全運転モードで動作させてもよい。
d) チャックの保持力又は振れ止めが十分でない場合は,工作主軸の回転中は,動力駆動式の心押台又は
クイルの動作の手動操作が可能であってはならない[表3 7)参照]。
e) 押し付けの限界について,次のいずれかの手段を提供しなければならない。
1) 心押台のクイル上に押し付けの限界を表示し,かつクイルの端部に耐久性のある表示をする(例え
ば,色付きリング)。
2) 押し付けの限界をリミットスイッチで監視し,主軸回転とインタロックとをとる[表3 7)参照]。
f)
全ての安全運転モードにおいて,ガードが開いているときの心押台の動力駆動による工作物方向への
移動は,ホールド・ツゥ・ラン制御[表3 2)参照]でだけ可能でなければならない。押し潰しを避ける
ために必要な隙間については,JIS B 9711の要求事項を考慮した上で,心押台は1回の操作で決めた
位置まで後退させることができる。心押台の移動速度は,2 m/minを超えてはならない。
5.2.8.3
外部からアクセス可能な工具マガジン,工具搬送及び工具交換機構
機械が外部からアクセス可能な工具マガジン,工具搬送又は工具交換装置を装備している場合は,次の
要求事項を適用しなければならない。
a) 工具マガジン,工具搬送及び工具交換機構への外部からのアクセスは,JIS B 9710の7.1(一般)に従
って固定式及びインタロック付き可動式ガードの組合せ[5.2.3.2 a)参照]によって,安全防護しなけ
ればならない。工具交換装置,工具マガジンに関連したインタロック装置などの安全機能に関する要
求事項については,表3 1) iii)を参照。
b) 工具マガジンへのアクセスのための可動式ガードが開いているときは,工具マガジンの駆動は,表3
11)及び表3 12)に従った安全停止,又は安全運転停止の状態で停止していなければならない。MSO 2,
MSO 3及びMSO保守において,可動式ガードが開いている場合には,動力式工具マガジンの動力に
よる動作(例えば,工具の補給,保守又は調整の目的)は,ホールド・ツゥ・ラン制御による1ステ
ーション割出動作,又は両手操作制御装置(JIS B 9712参照)による連続操作によってだけ可能でな
ければならない。この動作は,2 m/minに減速した速度とするか,又はJIS B 9718に従って危険な動
作の区域外に設置された制御機器からの起動でなければならない。
c) 工具の落下又は放出を防ぐため,工具をマガジンの工具ホルダに保持しなければならない。工具保持
の設計データ(例えば,工具の質量,慣性モーメント及び形状の最大値)を,使用者に提供しなけれ
ばならない(7.2.2参照)。
d) 固定式又は可動式ガードによって工具交換装置の可動部へのアクセスを防止しなければならない。ど
の危険区域からも,工具交換装置へアクセスするために設けられた可動式ガードが開いている場合は,
工具交換装置の動作を禁止しなければならない。どのセンサ又はフィードバック装置が作動しても,
29
B 6033:2018
他の危険な機械動作が発生してはならない。工具の落下・放出を防止するために,工具交換装置は動
力喪失を含めた全ての運転条件の下で工具を保持しなければならない。
5.3
電気的危険に対する特定要求事項
a) 電気装置への直接接触
1) 電気装置は,この規格の中で特に指定のない場合には,JIS B 9960-1に従わなければならない。
2) 感電保護についてはJIS B 9960-1の箇条6(感電保護)を,短絡保護及び過負荷保護についてはJIS
B 9960-1の箇条7(装置の保護)を参照。特にJIS B 9960-1に規定する次の箇条の要求事項を満足
しなければならない。
i)
箇条7 装置の保護
ii) 箇条8 等電位ボンディング
iii) 箇条12 導体及びケーブル
iv) 箇条13 配線
v) 箇条14 電動機及び関連装置
3) 電気のエンクロージャは,工具及び/又は工作物の飛出しによる損傷のリスクにさら(曝)されて
はならない。充電部への接近ができてはならない[JIS B 9960-1の6.2.2(エンクロージャによる保
護)参照]。動力回路が過電流保護されている場合[JIS B 9960-1の7.2.2(電源導体)参照]は,機
械における火災のリスクは重大であると考えない。
b) 電気装置への間接接触については,JIS B 9960-1の6.3(間接接触に対する保護)の要求事項を満たさ
なければならない。
注記 “間接接触”の定義については,JIS B 9960-1の3.29を参照。
c) 制御機器は,JIS B 9960-1の6.2.2に従って,少なくともIP2Xの保護等級でなければならない。例外
として,加工領域内における制御機器のエンクロージャは,IP55の保護等級でなければならない。
5.4
騒音の危険に対する特定要求事項
機械設計時に,騒音を抑制する有効な情報及び技術方策を考慮に入れなければならない(例として,
ISO/TR 11688-1を参照)。
注記 研削盤における主な騒音源は,研削方法及び研削盤で使用される機器及び装置に依存する。空
中伝搬騒音の主な発生源には,次のものを含む。
− といし及び工作物
− といし軸
− 工作物保持主軸
− 送り軸駆動
− ボールねじ
− ドレス及びといし成形(ツルーイング)装置
− 搬入・搬出,排出又は搬送運転
− 油圧システム
− 排気システム
− 空圧システム
− 研削液システム
発生源における騒音低減手段が不十分な場合は,可能な限り二次的な騒音低減手段をとらなければなら
ない。騒音低減手段は,附属書Eを参照。
30
B 6033:2018
騒音放射の試験は,附属書Fを参照。
騒音放射の値の宣言は,7.2.6に従わなければならない。
5.5
振動の危険に対する特定要求事項
ハンドルを使って手動で送る研削盤(例えば,表1のNo. 1.3及び1.4参照)において,作業者が2.5 m/s2
を超える振動を受ける可能性がある場合には,振動を防止するための保護方策を提供しなければならない。
振動の低減のための保護方策は,構造設計,減衰及び/又は絶縁による(CR 1030-1参照)。機械的振動の
試験は,ISO 20643を参照。
5.6
放射の危険に対する特定要求事項
a) 低周波電磁波,電波及びマイクロ波の放射については,5.9 k)を参照。追加情報は,EN 12198-1,EN
12198-2及びEN 12198-3を参照。
b) 内蔵レーザフィードバックシステムは,JIS C 6802に従ってビーム経路又は鏡面反射にさら(曝)さ
れることを防ぐように設計しなければならない。
5.7
材料又は物質の危険に対する特定要求事項
5.7.1
一般
研削盤の製造及び運転時に使用する材料又は物質は,機械の製品寿命にわたって健康に害を及ぼさない
ように使用しなければならない。例えば,アスベストをブレーキ及びクラッチのライニングに使用しては
ならない。
健康に有害な材料を加工又は使用する場合,及び粉じん,煙霧,噴霧の発生が見込まれる場合は,作業
者の暴露が最小となるように安全防護を設計しなければならない。一体形排気システム又は排気システム
を取り付ける手段を提供しなければならない。
一体形排気システムに接続した研削盤は,粉じん,煙霧,噴霧を発生する各装置の起動と同時に排気シ
ステムが作動するように設計しなければならない。これらの装置の停止後は,粉じん,煙霧,噴霧に起因
する危険がなくなるまで排気システムの運転を続けなければならない。全閉ガード式の機械において,延
長する運転時間は,加工領域の容積及び排気能力に依存する。例えば,加工空間の空気が少なくとも2回
交換された後においてだけ,ガードを開くことが可能であるものが望ましい。ガードを開くとき,一体形
排気システムは危険レベルでの危険物質への暴露の可能性がないように設計しなければならない。
例えば,圧縮空気を使用して有害な噴霧が漏れるのを防止する保護方策を講じなければならない。
排気システムに対する実際の要求事項は,例えば,使用された材料の性質など異なる要因の多様性に依
存するので,この規格の中で,より詳細な技術的な要求事項を示すことはできない。
5.7.2
研削液を使用する装置
5.7.2.1
一般
健康に有害な研削液を潤滑剤及び冷却剤として研削に使用する場合には,研削盤はこれらの危険源を防
止又は最小限にする装置を備えなければならない。
5.7.2.2
接触及び吸引に対する保護方策
a) システムは,研削液の飛散,あふ(溢)れ及び漏れを防ぐように設計しなければならない。
b) 液体タンク及びその他のシステム構成品は,このシステムを完全な状態で維持できる材料で製造しな
ければならない。
c) 吐出ノズルは,不要な飛散を最小限にするように設計しなければならない。
d) 加工領域において噴霧及び蒸気の発生が想定される場合は,ガード及び排気システムを取り付けるか,
又は取り付けられる手段を提供しなければならない(5.7.1参照)。
31
B 6033:2018
e) 研削液は,過剰な加熱及びそれに続く蒸発を避けるために,研削盤が正しく機能するように十分な容
量をもつか,又は冷却システムを設けなければならない。
f)
作業者が加工領域に手を入れることが想定され(例えば,搬入・搬出作業,セッティング調整),ガー
ドが開いたとき,研削液は自動的に停止しなければならない[表3 19)参照]。機器の冷却,又はベッ
ド洗浄のために研削液の流れの調節ができるとよい(例えば,ノズルの調節)。自動研削液制御を装備
していないその他の全ての機械は,研削液供給の手動操作又は向きを調節するための装置を備えなけ
ればならない。
g) 研削液タンクの最高/最低の液面レベルを表示する視認性のよい液面計を備えなければならない。
h) 研削液システムは,全ての予見可能な操作及び研削状態において,有害な蒸気及び煙霧の発生を防ぐ
ために十分な研削液を供給しなければならない。
i)
研削液システムは,サンプリングを含むメンテナンス作業を容易にし,メンテナンス中の研削液への
人体暴露を可能な限り少なくするように設計しなければならない。
j)
研削盤では,システム全体の研削液を排出することなく切りくずを取り除けるように設計しなければ
ならない。
5.7.2.3
生物学的又は微生物(ウイルス又は細菌)学的な危険源
a) 研削液システム内の研削液は,通常の使用においてタンク内(設計上沈殿を必要とする部分を除く。)
で滞留することなく循環しなければならない。
b) 機械内に滞留する箇所をなくすために,研削液は重力によって機械からタンクへ排出するようにしな
ければならない。
c) 排出用配管は,沈殿を最小にするように十分な直径及び傾斜がなければならない。
d) 研削液システムは,ろ過装置を備えなければならない。
e) 沈殿物が堆積する場合は,清掃を容易にするように考慮しなければならない(例えば,容器の角部に
丸みをつける。)。清掃のために全体システムの排水を要求してはならない(ISO 14159参照)。
f)
タンク内部は,バクテリアの増殖を助長してはならない(例えば,平滑な表面)。
g) 研削液のタンクに,外部からの異物の侵入を防止するためのカバーを設けなければならない。
h) 使用後の機械の潤滑油のような,外部からの油及びグリスによる研削液の汚染を避けるようにするか,
又は機構的に除去するための手段を設けなければならない。必要な場合には,油又はグリスを分離又
は除去するシステムを追加することが可能でなければならない。
i)
研削液を使用する全閉ガード式の研削盤の場合は,ガードに排気システムとの接続部を設けなければ
ならない。通常の運転において排気システムの効果的な運転が可能となるように,接続部の配置は,
機械内部の空気の流れを考慮しなければならない。
5.7.3
火災及び爆発の危険に対する保護方策
5.7.3.1
可燃性研削液
5.7.3.1.1
研削液システムに対する要求事項
可燃性研削液を使用するように設計された研削盤は,可燃性混合物及び着火源が発生するリスクを最小
限にする次の装置を備えなければならない。
a) いかなるときでも,いかなる工具に対しても,十分な量の研削液を研削加工点に常時供給するように
研削液流路を設計しなければならない(例えば,管の断面積,タンク,ポンプ,ノズルの種類及び位
置決め方法)。
b) 研削液の供給が正しく機能していない場合は,機械の起動を防止しなければならない。研削液の供給
32
B 6033:2018
監視については,表3 18)を参照。
c) 研削液の供給不良の場合には,適切な方法で加工を自動的に停止しなければならない。例えば,工具
と工作物との分離,といし軸及び排気システムの(電源)遮断。
d) 適切な排気システムを提供しなければならない。
5.7.3.1.2
排気システムに対する要求事項
排気能力は,機械からの研削液の蒸気及び煙霧の排出を安全に防止するために,少なくとも加工空間を
負圧に維持しなければならない。
排気システムが正常に機能していない場合は,機械の運転サイクルの起動を防止しなければならない[表
3 18)参照]。機械が運転中の場合は,適切な手段で自動的に停止しなければならない。例えば,工具と工
作物との分離,といし軸及び排気システムの(電源)遮断。
排気システムの配管を含む加工空間の金属物は全て,保護導体システムに連続的に接続しなければなら
ない。
火災及び爆発による危険が上記の手段で防止できない場合は,これらの影響を制限する追加的保護方策
を取らなければならない。
その保護方策には,次のものを含む。
1) 目視窓,及び必要な場合は人に危険のない方向への圧力放散の手段を備えた加工空間の耐圧全閉ガ
ード。加工空間の耐圧全閉ガードは,5.1.2及び適用可能な場合には5.2.3.2のガードに対する要求事
項を満たさなければならない。圧力放散面の寸法に関する情報は,附属書Hを参照。
2) 火炎及び高温ガスの作業区域並びに環境への放出の防止。例えば,ガードの可動部品(外周)での
耐火ラビリンスシール(附属書H参照)。
3) 消火装置[火災警報及び自動消火システムの制御に対する要求事項は,表3 16)及び17)を参照]。
4) 制御システムを含め,機械は,火災検知装置,消火システム,火災警報,圧力除去装置などへの接
続が製造業者の推奨に従った方法で可能でなければならない。
集中排気システムに接続される機械は,火災時に次を防止する保護方策又はシステムを備えていなけれ
ばならない。
− 集中排気システムへの延焼
− 機械加工空間へのさらなる給気
− 消火媒体の排出,
注記1 例えば,火炎防止器(附属書H参照),排気遮断弁の使用。
一体形排気システムは,火災又は爆発の場合には,自動的に遮断しなければならない。
可燃性研削液を使用する場合の一体形排気システム及び消火システムの例は,附属書Iを参照。
注記2 リスク低減のための追加的保護方策は,機械の実使用条件に依存するので,個別に考慮しな
ければならない。
5.7.3.2
可燃性及び爆発性の粉じん
可燃性及び爆発性粉じんを発生し得る材料(例えば,アルミニウム,マグネシウム又はその合金)を加
工するための研削盤を設計する場合,発火又は爆発による危険源を防止するためにそれらの粉じん及び可
燃性ガス(水素など)を安全に除去するための装置を備えなければならない。可能な場合は,EN 1127-1
による爆発を防ぐ保護方策を適用しなければならない。
研削盤は,粉じんの爆発を防ぐために,例えば,次のシステムを備えなければならない。
a) 湿式研削
33
B 6033:2018
b) 瞬時に研削くずを湿らせることによって湿った沈殿物になる乾式研削
c) 湿式集じん器によって湿った沈殿物にする乾式研削
要求事項は,附属書Gを参照。
5.8
人間工学の原理を軽視したことに起因する危険に対する特定要求事項
a) 機械は,次の人間工学の原則に従って設計しなければならない。
− JIS B 9700の6.2.6(安定性に関する規定),6.2.8(人間工学原則の遵守)及び6.3.5.6(機械類への
安全な接近に関する方策)
− JIS Z 8501
− ISO 15534-1
− ISO 15534-2
b) 主制御盤の配置に関する要求事項は,次による。
1) 機械の起動,運転停止,モード選択及びホールド・ツゥ・ラン制御(適用する場合)のための主制
御盤は,作業位置に配置しなければならない。制御表示器及びアクチェエータは,研削くず及び研
削粉じんから保護され,ISO 9355-1,ISO 9355-2,ISO 9355-3及びJIS B 9960-1の箇条10(オペレ
ータインタフェース及び機械に取り付けた制御機器)に従わなければならない。例えば,ガード付
押しボタンによって意図しない操作から保護しなければならない。
2) MSO 1を起動するモード選択スイッチ又は起動制御装置は,主制御盤以外のいかなる場所にも設け
てはならない。作業者が危険区域をよりよく視認できる場合には,別の起動スイッチを主制御盤か
ら離れた位置に設置してもよい。複数の起動スイッチがある場合には,一つを使う時には他は使え
ないように制御システムを設計しなければならない。
3) MSO 2において機械を操作する機器は,例えば,ペンダント上で主操作盤から離れて設置してもよ
い。又は,危険区域の外側に配置された個別の操作盤に設置してもよい。
4) MSO 2における機械操作のために複数の制御装置が提供される場合には,いかなる場合でも一度に
使用できるのは一つの制御装置だけでなければならない。
c) 不健康な姿勢又は過度の身体的努力の繰り返し(又は反復)に対する要求事項は,使用中における無
理又は負荷を避けるような人間工学の原理に従った設計を含む。特に,次の要求事項を考慮する。
1) 工作物,工具及び附属品は簡単に移動できなければならない。10 kgを超える質量がある部品につい
ては,つり上げ装置が必要になる場合がある(EN 1005-1,EN 1005-2,EN 1005-3及びEN 1005-4
参照)。
2) 搬送装置,ホイスト又はつり上げ装置を必要とする場合は,それらの据付け及び操作ができなけれ
ばならない(例えば,ガードが開いたときに機械上部から加工領域へのアクセスが可能となるよう
に)。
3) 部品の搬入を手で行う場合には,その固定具,例えば,工具ホルダは,過度に機械内部へ手を伸ば
すことを避けるように配置しなければならない(EN 1005-1,EN 1005-2,EN 1005-3及びEN 1005-4
参照)。
4) 保持又は把持装置(例えば,ドローバー又はチャック)の操作機器は,工具又は工作物の質量を支
えながら過度に手を伸ばすことを避けるように配置しなければならない(例えば,足踏み制御)(EN
894-3:2000の箇条4参照。)
5) 可動式ガードの使用によって過度の身体的努力の繰返しが必要となる場合は,ガードは,動力駆動
式としなければならない[JIS B 9700の6.2.2.2(物理的側面)参照]。
34
B 6033:2018
d) 手−腕又は足−脚を解剖学的に考慮して,タンクの充塡及び排出のような監視又は保守のための操作
機器の配置及び作業位置は,人間工学の原理を満足するように選択しなければならない(JIS B 9715,
EN 614-1,EN 614-2,EN 894-1,EN 894-2,EN 894-3,EN 894-4,EN 1005-1,EN 1005-2,EN 1005-3
及びEN 1005-4参照)。
e) 機械設計時に,照明について,照度,方向,ぎらつきなどを考慮しなければならない。必要な場合は,
全体照明を提供しなければならない。特に次を考慮しなければならない。
1) 必要な照度は実施される研削作業に依存する。注視する領域及び近傍は,少なくとも300 lxでなけ
ればならない。
2) ぎらつき,反射,影(例えば,工作物又は機械部品からの)は,可能な限り除かなければならない。
3) 光源は,研削加工による汚れが最小限となるように配置しなければならない。
f)
手動操作の設計,配置,識別,及び入力装置(例えば,キーボード,キーパッド,押しボタン)は,
ISO 9355-1,ISO 9355-2及びISO 9355-3に従わなければならない。
g) 視覚表示装置の設計又は配置に関して,表示される情報は,明確でなければならない。反射及びぎら
つきは,最小限に抑えなければならない[ISO 9355-1,ISO 9355-2,ISO 9355-3及びISO 9241(全て
の部)参照]。
5.9
予期しない起動,オーバラン又は速度超過に起因する危険に対する特定要求事項
a) JIS B 9960-1の9.2.5.2(起動)における起動条件は,この規格では5.2.3.2 a)にインタロックとして規
定する。
b) 制御システムの故障及び/又は不調に関する要求事項は,次による。
1) 制御システムは,JIS B 9960-1,JIS B 8361及びJIS B 8370,並びにJIS B 9961又はISO 13849-1に
従って設計しなければならない。予期しない機械動作(例えば,といし及び工作主軸回転,軸運動,
又は研削軸からの工具の放出)は,防止しなければならない(JIS B 9714参照)。
2) プログラマブル機能を変更する場合は,プログラムデータ又はプログラマブル機能への不正操作を
防止するためのロックが可能でなければならない。これは,パスワード又はキースイッチの使用に
よって実現することができる。
3) 安全関連のソフトウェアは,不正な変更から保護しなければならない。特にパートプログラムに組
み込まれた,又はパートプログラムから呼び出されたシーケンスによって使用者が安全機能(イン
タロック付きガードを含む。)の動作を無効化することが可能であってはならない。
c) 起動に関する要求事項は,次による。
1) 起動及び再起動についての安全機能に関する要求事項は,表3 14)及び19)を参照。
2) 複数のホールド・ツゥ・ラン制御装置が設置されている場合(例えば,主操作盤,手持ちペンダン
ト)は,同時に一つだけを有効としなければならない。
3) インタロック付き可動式ガードを閉じることで機械部分が再起動してはならない。動力作動式ガー
ドが取り付けられている場合は,5.2.3.2 b)を参照。
4) 可動式ガードが開いているか,又はMSO 0の場合は,といし及び工作主軸,送り軸又は工作物保持
装置などの危険動作の予期しない起動は,JIS B 9714の箇条6(予期しない起動を防止するための
遮断及びエネルギの消散以外の方策)に従って防止しなければならない。
5) 主軸起動のための手動操作装置は,予期しない操作を防止しなければならない。例えば,機械的な
2回操作の機器,平形ボタン又はへこ(凹)み形押しボタン。
d) 主軸及び送り軸の減速した速度の監視に関する次の要求事項は,全ての安全運転モードに適用しなけ
35
B 6033:2018
ればならない。
1) 主軸及び軸送りの減速した速度は,安全運転モードに依存している。それらの速度を監視しなけれ
ばならない。これには,工作物保持装置及びといし軸を含む。
2) 主軸又は軸送りが減速した速度を超過した場合は,自動的にJIS B 9960-1の9.2.2に従った停止カテ
ゴリ1の停止としなければならない。
といしは,工具保持装置において,滑り,緩み,又は破壊を引き起こす可能性のある方法で停止
してはならない。
3) 工作主軸,工具主軸及び送り軸の減速した速度の監視についての要求事項は,表3 5)及び6)を参照。
e) 軸送り動作に関する要求事項は,次による。
1) 軸送り動作は,手動又は動力駆動によって行ってもよい。
i)
軸送りの方向は,JIS B 6011の要求事項に従った制御装置の方向と一致しなければならない。
ii) 動力駆動式の軸送り動作の予期しない起動は,防止しなければならない(JIS B 9714の箇条6参
照)。
iii) 重力による垂直軸又は傾斜軸の予期しない危険動作は,(例えば,質量バランス又は冗長ブレーキ
装置によって)防止しなければならない。
2) 軸送り動作の起動又は垂直軸又は傾斜軸の意図しない落下の安全機能に関する要求事項については,
表3 13)及び15)を参照。
f)
停止に関する要求事項は,次による。
1) 機械動作は,JIS B 9960-1の9.2.2に従った停止機能によって停止しなければならない。
2) 人が機械動作の予期しない起動によって危険源にさらされる場合,停止機能には“安全停止”又は
“安全運転停止”だけを用いなければならない。“運転停止”の場合,可動式ガードを開くことが可
能であってはならない。
3) 安全機能の要求事項は,表3 11)及び12)を参照。
g) 電力供給中断後の復帰において,制御装置は自動的な再起動を防止し,動力駆動の起動には再操作が
常に要求される設計としなければならない(JIS B 9714参照)。
h) 遮断及びエネルギーの消散
1) JIS B 9700の6.2.10(空圧及び液圧装置の危険源の防止),6.3.5.4(遮断及びエネルギの消散に関す
る方策),及びJIS B 9714の箇条5(遮断及びエネルギの消散のための手段)を参照。
2) 動力遮断のための手段を設けなければならない。JIS B 8361,JIS B 8370,及びJIS B 9960-1の5.3
(入力電源断路器)を参照。蓄積したエネルギーの消散については,JIS B 9714の5.3[蓄積エネル
ギの消散又は制限(封じ込め)のための装置]を参照。
3) 電源遮断装置は,JIS B 9960-1の5.3に従わなければならない。
4) 機械がそれ自身に油圧ポンプ及び/又は空気圧縮機を備えている場合には,機械の電気的遮断は,
ポンプ及び/又は圧縮機のモータへの電力供給の遮断を伴わなければならない。油圧又は空圧が機
械の外部から供給されている場合には,機械にはJIS B 9714の箇条5に規定する確実な手動操作式
の施錠可能な遮断装置(遮断バルブ)を備えなければならない。遮断の結果,エネルギー消散が自
動的に可能でない場合には(JIS B 9714の5.3.1.3参照),残圧を減衰するための手段を提供しなけ
ればならない。この手段は,バルブであってもよいが,パイプの分断であってはならない。
i)
空圧システムは,JIS B 8370に従わなければならない。
j)
油圧システムは,JIS B 8361に従わなければならない。
36
B 6033:2018
k) 電気電子機器に対する外部影響に関する要求事項(電磁両立性)は,次による。
1) イミュニティ−電子制御システムは,JIS C 61000-6-2に従って電磁妨害から保護され,かつ,電気
制御の運転又は故障に対しても安定しているように設計し,設置しなければならない。
2) エミッション−電気的及び電子的設計は,IEC 61000-6-4に従って電磁放射を制限するための技術的
情報及び物理的保護方策を適用しなければならない。
注記 EN 50370-1及びEN 50370-2も適用できる。
5.10 回転速度の可変性に起因する危険に対する特定要求事項
といし軸の変速装置を備えた研削盤は,安全運転モードごとのといしの最大周速度を超過するリスクを
最小限にするために,といし軸の駆動モードに依存しない次の保護方策/装置を備えなければならない。
a) といしの可変速度範囲の最低速度を選択したときにだけ,といし回転を可能とする起動装置。
b) 極数変換駆動装置の場合,高速側での直接起動を防止するインタロックをとらなければならない。
c) 回転速度を,プログラムされた研削速度と実際のといしの直径とから計算する研削盤では,制御装置
がといしの交換を認識するか,又はといし交換の場合に必要となるデータ入力の明確な警告表示がな
ければならない。
d) 直径の異なるといしを運転できる研削盤では,各直径に対する最大回転速度を明確に視認できる警告
がなければならない。選択した速度は明確に視認できなければならない(例えば,速度目盛が付いた
制御ノブ)。
e) 選択した回転速度又は周速の表示。表示値は,選択した値と同じでなければならない。
といし及び工作主軸の減速した速度の監視に関する要求事項については,表3 5)を参照。
5.11 動力供給の故障に起因する危険に対する特定要求事項
動力供給の故障に対する要求事項は,次による。
a) 不適切な圧力又は電圧を検出し,機械を停止しなければならない。
b) 動力供給の中断又は故障が工作物保持力又は工具保持力の喪失を引き起こしてはならない(例えば,
電圧低下検出機器,又は圧力低下検出機器などの手段による。)。
c) 動力供給の復帰によって機械が自動的に再起動してはならない[JIS B 9714及びJIS B 9700の6.2.11.4
(動力中断後の再起動)参照]。
d) 動力供給の中断又は故障が重力下の垂直軸又は傾斜軸の危険動作を引き起こしてはならない(例えば,
冗長ブレーキ装置)。垂直軸又は傾斜軸の意図しない落下を防止するための安全制御機能に関する要求
事項は,表3 13)を参照。
e) システムは,いかなる回路における経路の断絶(例えば,配線,配管,又はホースなどの破損)が安
全機能の喪失を引き起こしてはならない(JIS B 9960-1,JIS B 8361及びJIS B 8370参照)。
f)
動力供給を遮断するための手段を設けなければならない[JIS B 8361の5.3.2.2(保守のための要求事
項),5.4.7.2.1(予期しない起動)及びJIS B 9960-1の5.3参照]。蓄積したエネルギーの消散について
は,JIS B 9714の5.3を参照。
5.12 制御回路の故障に起因する危険に対する特定要求事項
a) この規格では,制御システムの安全関連部分(ハードウェア及びソフトウェア)には,最初のアクチ
ュエータ(制御機器)又は位置検出器から,例えば,モータのような最終アクチュエータ又は要素の
入力点までのシステム全体を含む。制御システムの安全機能は,ISO 13849-1に従って設計,製造及
び適用された安全関連部品を用いて実現しなければならない。一般に,安全機能への入力装置が作動
した場合は,危険動作はJIS B 9960-1の9.2.2に規定する停止カテゴリ0又は1で停止し,更に予期し
37
B 6033:2018
ない起動を防止しなければならない。
b) 安全機能は,この項目に与えられるISO 13849-1のパフォーマンスレベルに関する要求事項を満たさ
なければならない。附属書Jは,といし軸の減速した速度の監視に要求されるパフォーマンスレベル
の実現性を示している。
注記1 リスク低減は,異なる保護手段を適用して達成することができる。すなわち,制御システム
の安全関連部分及び他の保護手段(例えば,機械的手段)。ISO 13849-1の図2を参照。
注記2 意図する安全機能に対するPLrを決定するためのリスクアセスメントは,制御システムから
独立した他の技術的手段(例えば,機械的ガードによるリスク低減)の実施後を前提として
もよい。リスクグラフの出発点は,この保護方策の実施後の点に位置することができる。ISO
13849-1:2015のA.1を参照。
表3−安全機能とパフォーマンスレベルとの関係
安全機能
要求パフォー
マンスレベル
PLr
1) 次の区域に対して適用する可動式ガードに組み付けられたインタロック装置,電子式検知保
護機器(ESPE)又はその他の安全装置
i)
加工領域
保守のためにだけアクセスする領域
d,カテゴリ3
c
ii) 動力伝達装置,駆動機構
1時間当たり1回を超えてアクセスする場合
1時間当たり1回未満だけアクセスする場合
d
c
iii) 工具交換装置,工具マガジン
d
iv) 工作物搬入・搬出装置
1時間当たり1回を超えてアクセスする場合
1時間当たり1回未満だけアクセスする場合
d
c
v) パレット交換装置
1時間当たり1回を超えてアクセスする場合
1時間当たり1回未満だけアクセスする場合
d
c
vi) ピットへのアクセス,周辺防護柵の出入
1時間当たり1回を超えてアクセスする場合
1時間当たり1回未満だけアクセスする場合
d
c
2) ホールド・ツゥ・ラン制御
ホールド・ツゥ・ラン制御装置とイネーブル装置とを組み合わせて使用する場合
6)に従っていない軸送りの減速した速度の監視が適用されている場合
6)に従った軸送りの減速した速度の監視が適用されている場合
d
d
c
3) 手動パルス発生器による制御システム
ホールド・ツゥ・ラン制御装置とイネーブル装置とを組み合わせて使用する場合
6)に従っていない軸送りの減速した速度の監視が適用されている場合
6)に従った軸送りの減速した速度の監視が適用されている場合
d
d
c
4) イネーブル装置
d
5) 主軸の減速した速度の監視
d,カテゴリ3
6) 軸送りの減速した速度の監視
2)のPL=dに適合するホールド・ツゥ・ラン制御又は3)のPL=dに適合する手動パルス発
生器による軸送り制御
d
38
B 6033:2018
表3−安全機能とパフォーマンスレベルとの関係(続き)
安全機能
要求パフォー
マンスレベル
PLr
7) 動力駆動式工具保持及び工作物保持の制御システム
− 可動式ガードを備えていない場合
− 可動式ガードを備えており,例えば,MSO 3のようにガードが開いた状態で加工する場合
− 可動式ガードが閉じている安全運転モードの場合
c
c
b
8) 非常停止
c
9) 端部接触検知装置[例えば,圧力検知保護装置(PSPD)]による動力作動式ガード又はドアか
らの押し潰しの危険防止
d
10) 安全運転モード選択機能
c
11) 安全運転停止(IEC 61800-5-2:2007に従う停止カテゴリ2)
d
12) 安全停止(IEC 61800-5-2:2007に従う停止カテゴリ1)
安全停止(IEC 61800-5-2:2007に従う停止カテゴリ0)
d
c
13) 垂直軸又は傾斜軸の意図しない落下を防止する制御機能
危険回避が困難な場合
危険な垂直軸又は傾斜軸があるが,事故の回避又は危害のひどさを著しく軽減する可能性
がある場合
d
c
14) 起動及び再起動機能[5.9 c)参照]
電子制御システムの場合
電気機械式制御システムの場合
注記 起動と再起動機能が,例えばガードインタロック又はイネーブル装置のような他の保
護方策で回避される場合は,それらは安全関連機能ではない。
d
c
15) 軸移動の起動[5.9 e)参照]
電子制御システムの場合
電気機械式制御システムの場合
注記 起動と再起動機能が,例えば,ガードインタロック又はイネーブル装置のような他の
保護方策で回避される場合は,それらは安全関連機能ではない。
d
c
16) 意図しないCO2消火システムの起動の防止
− 接近できる機械の場合
− 接近できない機械の場合
c
b
17) 火災報知器又は自動消火システムと機械制御システムとの間のインタフェース
b
18) 可燃性研削液を用いた場合の研削液の供給及びオイルミストの排気の監視
b
19) 5 bar以上の研削液供給の予期しない起動の防止
5 bar未満の研削液供給の予期しない起動の防止
c
b
c) 非常停止
1) 非常停止機能は,JIS B 9960-1の9.2.5.4.2(非常停止)に従った停止カテゴリ1又は停止カテゴリ0
(リスクアセスメントによって決定する。)の停止でなければならない。さらに,JIS B 9700の6.3.5.2
(非常停止機能を達成するためのコンポーネント及び要素)及びJIS B 9703に従わなければならな
い。
2) 非常停止機能は,JIS B 9960-1の10.7(非常停止用機器)及びJIS B 9703に従う非常停止装置によ
って作動しなければならない。非常停止装置は,次を含む作業位置に設けなければならない。
i)
危険動作を起動する各操作位置
ii) 主操作盤
iii) 全ての可搬形操作盤(該当する場合)
39
B 6033:2018
iv) 工具マガジン
v) 工作物搬入・搬出場所
5.13 液体又は物体の飛散に起因する危険に対する特定要求事項
5.13.1 一般
といしの破片に起因する危険(5.13.2参照),又は工作物,工作物の部分,機械部品,粉じん若しくは研
削液の飛散に起因する危険の可能性のある研削盤は,それらの部品及び物質を加工領域内に留める固定式
及び可動式ガードを備えなければならない。ガードは,予想される応力を考慮して設計,製造及び配置し
なければならない。これらはJIS B 9716の一般要求事項に適合しなければならない。
部品の放出を防止するためのガードは,適切に設計,製造及び配置された場合,5.13.2に従ってといし
の破片を封じ込め,及び/又は加工領域への接近を防止することにも寄与する。
5.13.2 といし破壊時の飛散を防止するガード
5.13.2.1 といし覆い
研削盤は,といしが破壊したときに,その破片を効果的に封じ込めることができるといし覆いを備えな
ければならない。このといし覆いの厚さは覆いの材料の種類,といしの最大周速度及び質量を考慮して特
定しなければならない。
といし覆いは,といしの最大範囲を覆わなければならない。
といし覆いの各部は溶接又は他の手段によって結合され,この結合は破片の衝撃によって分離しないよ
うに十分な強度がなければならない。
といし覆いは,といし破壊時に緩み又は移動が起こらないように固定しなければならない。
といし覆い及びその取付構成部品は,意図した使用におけるといしの最大寸法及びといし軸の最大回転
速度を考慮しなければならない。そのといし軸の最大回転速度は,といし軸駆動装置が故障した場合に起
こり得る最大回転速度である。
注記1 といし覆いに関して,構造規格の規定と対応国際規格の規定(附属書A参照)とでは異なっ
ている。
注記2 対応国際規格は,といしの直径がD≦1 000 mmかつ周速度v≦16 m/sの場合には,といし覆
いを要求していない。
といし覆いを備えられない場合は,加工領域を覆うガード,又は必要な保護が得られる他の保護方策を
提供しなければならない。
注記3 作業領域のガードに対する対応国際規格の要求事項については,附属書Aを参照。
回転式ドレス工具がといしと同様な危険を生じる場合は,関連する保護方策をこれらの工具に提供しな
ければならない。構造規格に適合するといし覆いは,この細分箇条の要求事項に適合するとみなす。
5.13.2.2 加工領域エンクロージャ
安全係数Sbr≦1.75(EN 12413参照),式(1)を参照,又は周速度vが50 m/sを超えて(v>50 m/s)といし
を使用する研削盤は,破片を(といし覆いの開口部から放出する破片を含む。)加工領域内に封じ込める加
工領域エンクロージャ(完全に囲われた作業領域)を備えなければならない。
2
S
br
br
=vv
S
·············································································· (1)
ここに,
Sbr: 遠心力に起因する破壊に対する安全係数
vbr: 破壊速度であって,遠心力に起因するといしが破壊する周速
40
B 6033:2018
度(m/s)
vS: 最大運転速度であって,回転といしの最大許容周速度(m/s)
加工領域エンクロージャには,固定式及び可動式ガードを含む。
注記1 加工領域エンクロージャに対する対応国際規格の要求事項については,A.3.1.4を参照。
次の場合は,加工領域エンクロージャは不要である。
a) といしの周速度が80 m/s以下(v≦80 m/s)の手動送りつり下げ式研削盤及びつり下げ式切断機(表1
のNo.1.4参照)。
b) といしの周速度が100 m/s以下で切断といしの直径が406 mm以下の手動送り及び機械式送りの切断機
(表1のNo .1.3及び1.5参照)。
といし覆い及び加工領域エンクロージャは,意図した使用におけるといしの最大寸法及びといし軸の最
大回転速度を考慮しなければならない。そのといし軸の最大回転速度は,といし軸駆動装置が故障した場
合に起こり得る最大回転速度である。
注記2 といし覆いの厚さを決めるためのといし軸の最大回転速度は,といし回転の監視速度として
もよい。
5.13.3 工作物(又はその一部)の放出に対する保護
5.13.3.1 一般
工作物(又はその一部)の放出を防止しなければならない。これが不可能な場合は,放出される部品の
エネルギーを基に決めた保持能力のある適切なガードを備えなければならない。
5.13.3.2 平面研削盤
平面研削盤(表1のNo.1.10及びNo.1.11参照)は,放出された工作物を封じ込めるガードを,といし回
転方向の加工領域の端に装備しなければならない。放出された工作物の運動エネルギーは,工作物の質量
とといし最大周速度とから決定しなければならない。
注記1 平面研削盤は,放出される工作物の質量を0.5 kgと想定してもよい。
注記2 対応国際規格は,封じ込めるガードに要求される厚さをA.4.3に従って決定してもよいとし
ている。
5.14 安定性喪失に起因する危険に対する特定要求事項
機械及び関連機器は,指定された使用条件下で安定していなければならない。JIS B 9700の6.2.6及び
6.3.2.6(安定性のための保護方策)の要求事項を満たさなければならない。
5.15 人の滑り,つまずき,及び落下の危険に対する特定要求事項
a) 機械上の作業場所及びアクセス手段(階段,組み付けられたはしご,プラットフォーム,通路など)
は,手すり,足掛け,及び必要な場合には滑り止めを設置することによって,滑り,つまずき,及び
落下の可能性を最小限にしなければならない。JIS B 9713-1,JIS B 9713-2,JIS B 9713-3及びISO
14122-4の要求事項を満足しなければならない。
b) 研削液の供給装置を備えている場合は,床が汚れないように機械のエンクロージャの外への飛散,吐
出及び噴霧を防止しなければならない。液体の周囲への流出が滑りの危険につながり,それを防止す
ることの重要性について,使用上の情報で注意を喚起しなければならない。
6
安全要求事項及び/又は保護方策の検証
表4に,箇条5に記載された安全要求事項及び保護方策を検証するための方法,並びにこれに対応する
この規格の箇条を示す。
41
B 6033:2018
表4−検証方法
(細分)
箇条
安全要求事項及び/又は
保護方策
検証方法
目視
検査
機能
テスト
測定
計算
文書
5.1
一般要求事項
5.1.2
研削盤の全てのグループに対するガードの要求事項
○
○
○
○
5.2
機械的危険源に対する特定要求事項
5.2.1
グループ1の研削盤,動力軸及び数値制御機能をもた
ない手動研削盤
○
○
○
○
5.2.2
グループ2の研削盤,動力駆動軸及び簡易数値制御機
能をもつ手動研削盤
○
○
○
○
5.2.3
グループ3の研削盤:数値制御研削盤
5.2.3.1
加工領域へのアクセス
○
○
○
5.2.3.2
ガードの特定要求事項
○
○
○
○
5.2.3.3
追加特定要求事項
○
○
○
○
○
5.2.4
工具保持装置
○
○
○
○
○
5.2.5
工作物の保持
5.2.5.2
ワークレスト
○
○
○
5.2.5.3
動力駆動式工作物保持装置
○
○
○
○
5.2.6
重力下の垂直軸又は傾斜軸
○
○
○
5.2.7
安全運転モード
5.2.7.1
モード選択
○
○
○
5.2.7.2
MSO 0:手動モード
○
○
○
○
5.2.7.3
MSO 1:自動モード
○
○
○
5.2.7.4
MSO 2:セッティングモード
○
○
○
○
5.2.7.5
MSO 3:制限付き運転条件における手動介入のための特
別モード
○
○
○
○
5.2.7.6
MSO保守
○
○
○
○
5.2.8
研削盤のオプション又は追加の装置
5.2.8.1
工作物の搬入・搬出のための搬送装置
○
○
○
5.2.8.2
心押台及び/又はクイルを装備した機械
○
○
○
○
5.2.8.3
外部からアクセス可能な工具マガジン,工具搬送及び
交換機構
○
○
○
○
5.3
電気的危険に対する特定要求事項
○
○
○
○
5.4
騒音の危険に対する特定要求事項
○
○
○
○
5.5
振動の危険に対する特定要求事項
○
○
○
○
5.6
放射の危険に対する特定要求事項
○
○
○
○
5.7
材料又は物質の危険に対する特定要求事項
5.7.1
一般
○
○
○
○
5.7.2
研削液を使用する装置
5.7.2.1
一般
○
○
○
○
5.7.2.2
接触及び吸引に対する保護方策
○
○
○
○
5.7.2.3
生物学的又は微生物(ウイルス又は細菌)学的な危険
源
○
○
○
5.7.3
火災及び爆発の危険に対する保護方策
5.7.3.1
可燃性研削液
○
○
○
○
5.7.3.2
可燃性及び爆発性の粉じん
○
○
○
5.8
人間工学の原理を軽視したことに起因する危険に対す
る特定要求事項
○
○
○
○
42
B 6033:2018
表4−検証方法(続き)
(細分)
箇条
安全要求事項及び/又は
保護方策
検証方法
目視
検査
機能
テスト
測定
計算
文書
5.9
予期しない起動,オーバラン,又は速度超過に起因す
る危険に対する特定要求事項
○
○
○
5.10
回転速度の可変性に起因する危険に対する特定要求事
項
○
○
○
5.11
動力供給の故障に起因する危険に対する特定要求事項
○
○
○
5.12
制御回路の故障に起因する危険に対する特定要求事項
○
○
○
○
5.13
液体又は物体の飛散に起因する危険に対する特定要求事項
5.13.1
一般
○
○
○
5.13.2
といし破壊時の飛散を防止するガード
5.13.2.1
といし覆い
○
○
○
○
○
5.13.2.2
加工領域エンクロージャ
○
○
○
○
○
5.13.3
工作物(又はその一部)の放出に対する保護
○
○
○
○
○
5.14
安定性喪失に起因する危険に対する特定要求事項
○
○
○
5.15
人の滑り,つまずき,及び落下の危険に対する特定要
求事項
○
○
○
7
使用上の情報
7.1
マーキング
○
○
7.2
取扱説明書
○
○
注記 この規格では,誤解を避けるため,確認の記号に“○”を使用した。対応国際規格では,“X”を使用している。
7
使用上の情報
注記 JIS B 9700の6.4(使用上の情報)を参照。
7.1
マーキング
研削盤は,JIS B 9700の6.4.4[表示,標識(絵文字)及び警告文]に従ってマーキングをしなければな
らない。少なくとも次のマーキングをしなければならない。
a) 機械を明確に特定するために
1) 製造業者の企業名及び住所,並びに該当する場合には,認定された代表者名
2) 機械の名称,シリーズ名又は形式
3) 該当する場合,製造番号
4) 製造年月(製造が完了した年月)
注記1 対応国際規格では,製造年だけの表示を要求しているが,構造規格では製造年月の表示
を要求している。
b) 必要な場合は,規制への適合を示す表示(例えば,CEマーキング)
c) 安全な使用のために
1) といし軸の回転方向
2) 毎分回転数又は周速m/s表記による,最大といし軸回転速度又はといし軸の回転速度範囲
3) といしの最大許容寸法
4) 機械の質量
5) 電気,油圧,空圧の供給源に関するデータ
6) 毎分回転数表記による最大工作主軸回転速度
43
B 6033:2018
7) 機械に恒久的に取り付けないガード,保護装置及びその他の部品には,識別データを表示をしなけ
ればならない。
8) 次の場合に,火災又は爆発のリスクが存在する機械は,その適切な表示をしなければならない。
i)
機械に附属する消火剤に危険が存在する場合。
ii) 機械が,意図した特別な材料の加工(例えば,軽金属)に限定されており,その他の材料の加工
(例えば,火花を形成する)が危険を生じる可能性がある場合。
9) 覆いは,使用できるといしの最高使用周速度,厚さ及び直径を表示しなければならない。
注記2 対応国際規格は,9)の表示を要求していないが,構造規格は要求している。
7.2
取扱説明書
7.2.1
一般
JIS B 9700の6.4.5[附属文書(特に,取扱説明書)]に規定する取扱説明書を研削盤に特別な情報含め
て機械と共に提供しなければならない。
取扱説明書は,機械の意図した安全な使用について作業者を十分に教育するのに必要な機械輸送,組立・
分解,操作,段取り,保守,清掃などに関する情報を記載しなければならない。
取扱説明書には,作業者への機械の安全な使用,調整及び操作について十分な教育が不可欠であること
を記載しなければならない。少なくとも次の情報を提供しなければならない。
a) 研削盤に適した機械加工プロセス及び安全運転モードの仕様。機械がMSO 2,MSO 3,又はMSO保
守を提供する場合は,これらの安全運転モードの意図した詳細な用途を定義しなければならない。
1) 予見可能な誤使用の情報。
2) 残留リスクに関する情報。例えば,次による。
i)
提供される全ての安全運転モード(例えば,MSO 0,MSO 1,MSO2,MSO 3又はMSO保守)
ii) 騒音(7.2.6参照)
iii) 手動送り機械の振動(7.2.7参照)
iv) といしを手ではめるときのといしへの接触
3) 作業者に必要な技能に関する情報は,特に機械がMSO 0,MSO 2,MSO 3又はMSO保守を備えて
いる場合は,次のような経験に関する記載。
i)
工作物及び保持装置の位置調整並びに保持
ii) 研削盤の段取り,操作及び監視作業
iii) といしの選択及び使用
iv) といしの取付け及びドレス
v) 工作物の加工及び加工工程の最適化のためのデータ入力
vi) 特別な危険及び安全要求事項
vii) 個人用保護具の使用
注記 MSO 3及びMSO保守には,更なる技能が必要な場合がある(7.2.9参照)。
JIS B 9700が要求する一般情報に加えて,次の情報を取扱説明書に記載しなければならない。
b) 各安全運転モードにおける機械の起動の前に安全防護が所定の位置にあり,その機能が有効となって
いなければならないこと。
c) 安全な据付けに必要な情報(例えば,床の状態,ユーティリティ,振動減衰)。
可燃性研削液を使用する機械の圧力放散装置の配置に関する情報,並びに可燃性及び爆発性粉じん
の生成を伴う加工に使用する機械の湿式集じん装置の配置に関する情報を含む。
44
B 6033:2018
d) 保守に関する要求事項。これには,検査及び試験に必要な装置のリスト並びに試験の頻度及び方法を
含む。
e) 次の詳細項目を含む,透明スクリーン/目視窓の保護機能を維持するために必要な目視検査の頻度。
1) 透明スクリーン/目視窓の検査の方法,及び使用の継続が不適切と判断される欠損の程度の説明又
は交換が必要な状態の説明。この情報には,許容できない透明スクリーン/目視窓の状態,例えば,
過去の衝撃による塑性変形(膨らみ又はへこみ),割れ,周辺部のシールの破損,積層へのクーラン
トの浸透(経年劣化による),曇り又は変色のような劣化の兆候,保護層の損傷のような劣化の兆候
の記載を含めることができる。ポリカーボネート製透明スクリーン/目視窓は,曇り又は変色が発
生すると危険な状態となるために,直ぐに交換しなければならないこと。
2) 製造業者の推奨する透明スクリーン/目視窓の交換方法。交換方法は,透明スクリーン/目視窓の
材質特性を考慮しなければならない。ポリカーボネートの経年劣化については,附属書JBを参照。
3) 透明スクリーン/目視窓に損傷を与えない清掃方法,並びに適切な洗浄剤の選択及び使用方法。
4) 目視窓を交換する場合,製造業者の指定する取付方法。
f)
重い部品,工具及び工作物の取扱い及びつり上げの方法。工具,部品,固定装置のような交換部品の
つり上げ位置を含む。
g) 校正用レーザの使用に関する推奨事項(適用できる場合,JIS C 6802を参照)。
h) ブレーキ装置及び駆動伝達装置用の潤滑油の選択,準備,使用及び保守に関する推奨事項。
i)
研削液の選択,準備,使用及び保守に関する推奨事項,研削液の劣化に対する注意事項及び研削液の
製造業者の推奨事項に従うための情報。
j)
研削液の跳ねかけ,飛散又は排出を防ぐ保護方策の推奨事項[例えば,とい(樋)の清掃],及び機械
の周囲への液の流出防止方策に関する推奨事項。
k) 可燃性研削液を選択する場合の火災及び爆発のリスクを低減するための推奨事項。これには,例えば,
粘性,引火点,及び低排出の研削液の使用による気化及び蒸気の低減に関する情報を含む(附属書H
参照)。
l)
可燃性研削液を使用する場合の予防策についての推奨事項。これには次の情報を含む。
1) 扉の隙間及び機械の開口部からの高温ガスの漏れ
2) 火災後の高温表面及び高温部
3) 火災後の機械の開閉/再起動による再引火の危険
4) 研削液による火災及び爆発の危険に対する安全関連の特性を,その全寿命にわたって維持するため
の,次に示すような異物の混入の防止
i)
機械の清掃及び調整用の製品
ii) 工作物の洗浄剤及び溶剤
iii) 外から混入する油剤など
m) 可燃性又は爆発性粉じんが加工中に形成される場合の追加の予防方策(7.2.9の第2段落を参照)。
n) 捕捉された人を解放するための方法。
o) 個人用保護具の使用に関する推奨事項(例えば,手,耳及び目の保護具)。
p) 加工プロセスで生成される有害物質(例えば,粉じん及び霧)を排出するためのシステムの接続方法。
q) 作業場所及び機械への接近手段(例えば,はしご,足場,通路)における,滑り,つまずき,又は転
落の危険に対する警告及び予防方策。
45
B 6033:2018
7.2.2
ツーリング
a) といし及びといしフランジの選択及び取扱い,といしの適切な取付け,打音検査及び速度検査,中敷
(ラベル)及び(薄いといしをフランジに取り付けるための)スペーサの使用,新しいといしの使用
開始,といし成形(ツルーイング)及びドレスに関する情報(附属書D参照)。可能な場合には,と
いしの選択に関する情報は,低騒音形といしの適用可否についての助言を含むことが望ましい。
b) 自動搬入装置をもつ研削盤については,といしの最大の許容質量及び空間的領域に関する情報。
c) 異なる形式又は寸法のといしのための,といし覆いの選択に関する情報。
d) 安全防護及び保護方策に関する情報,例えば,といしの切りくずを手作業で清掃するときに必要な個
人用保護具。
7.2.3
工作物保持
工作物保持及び工作物保持装置に関する次の情報を提供しなければならない。
a) 機械とともに提供される工作物保持装置の情報:工作物保持具の使用及び保守に関する情報(例えば,
保守及び給油の計画)。
b) 使用可能な工作物保持装置の情報:工作物保持装置の製造業者が提供する使用及び保守に関する情報,
及びコレット又はチャックに関する情報を含む工作物の推奨保持方法。
c) 工作物保持装置の取換え及び交換の情報:工作物保持装置(例えば,チャック,面板,コレット)の
選択,取付け及び交換のための情報,例えば,保持装置の取付部分に関する情報及びチャック又は面
板の不釣り合いに関する要求事項。
d) 工作物保持装置の改造の情報:
1) 機械ととも提供された,又は機械に取り付けられていた工作物保持装置の改造を行うと,主軸の最
大許容回転速度及び保持装置の能力を低下させる可能性があることの情報。
2) 工作物保持装置の改造は,研削盤の製造業者が指定する範囲内に限定するか,又は工作物保持装置
の製造業者の推奨に従わなければならないことの情報。
3) チャックの爪などの工作物保持装置に用いる機器によって,最大許容回転速度が制限されることの
情報。このような機器には制限した最大許容回転速度(毎分回転数)を明記しなければならない。
7.2.4
NC操作パネルからアクセス可能な機械機能
取扱説明書は,NC操作パネルから操作可能な機能(例えば,工具補正,モード操作,モード変更)の
正しい選択及び使用方法を記載しなければならない。
7.2.5
再起動
再起動の手順は,取扱説明書に記載しなければならない。特に,次の事項を取扱説明書に記載しなけれ
ばならない。
− 作業者は,といし交換後にといしの最大回転速度を機械に入力しなければならない。
− 作業者は,プログラム変更した後に,最大回転運転速度を入力及び/又は有効化しなければならない。
− 作業者は,両方の速度を有効化しなければならない。
− 作業者は,特定の工作物の最大工作主軸回転速度及び工作物保持装置の最大回転速度を入力及び/又
は有効化しなければならない。
7.2.6
騒音
空中伝搬騒音の放射に関して,次の情報を提供しなければならない。
a) 70 dB(A)を超える場合の作業場所でのA特性放射音圧レベル。超えない場合は,その旨を提示。
b) 63 Pa(20 μPaに対して130 dB)を超える場合は,作業場所でのピークC特性瞬時音圧。
46
B 6033:2018
c) 作業場所でのA特性音圧レベルが80 dB(A)を超える場合は,機械から放射されるA特性音響パワーレ
ベル。
これらの値は,当該機械における実測値,又は技術的に比較可能な類似機械における実測値に基づくも
のでなければならない。
特別に大形の機械の場合には,A特性音響パワーレベルの代わりに機械周辺の特定の場所でのA特性放
射音圧レベルを提示してもよい。
音圧レベルを提示する場合は,不確かさを記載しなければならない。測定時の機械の運転条件及び用い
た測定方法を記載しなければならない。
最大音圧値及びその場所を表示しなければならない。
騒音値の宣言書を作成する場合は,測定方法及び試験中に適用した運転条件,並びにISO 4871に規定す
る二つの値による表示形式を用いて,測定器から読み取った値と不確かさの値Kとの二つの値を併記しな
ければならない。
− ISO 3746又はISO 11202(グレード3)を使用するときはK=4 dB
− ISO 3744又はISO 11204(グレード2)を使用するときはK=2.5 dB
例 音響パワーレベルLWA=83 dB(A)(測定値),ISO 3746に従って行われた測定の不確かさK=
4 dB(A)
注記 宣言書の別の例については,JIS B 6195の附属書E(工作機械及び周辺装置の騒音放射表示
例)を参照。
提供された放射値の正確さを検証する場合には,提供されたものと同じ方法及び同じ作業条件で測定し
なければならない。騒音値の宣言書には,次の文章を記載しなければならない。
“引用された数字は,放射レベルであり,必ずしも安全作業レベルではない。放射と暴露レベルとの間
に相関関係はあるが,この値は追加の予防手段が必要かどうかを決めるためのデータとして用いることは
できない。作業員に影響を与える実際の暴露レベルの要素には,作業室の特性,その他の騒音源,例えば,
機械の台数,他の近くの加工作業,及び作業者が騒音にさら(曝)される時間の長さなどを含む。また,
許容される騒音暴露レベルは,国によって異なり得る。しかし,この情報によって機械の使用者は,危険
源及びリスクのよりよい評価が可能になる。”
7.2.7
振動
上肢が振動にさら(曝)される場合(例えば,手動で案内する研削盤)は,取扱説明書は,機械から伝
わる振動に関する次の情報を含まなければならない。
− 上半身がさら(曝)される全振動量が2.5 m/s2以上の場合はその値。
− 上半身がさら(曝)される全振動量が2.5 m/s2を超えない場合は,その旨。
− 測定の不確かさの値。
さらに,取扱説明書は次の事項を示さなければならない。
a) 振動を低減するための技術的方策に関する情報
b) 適切な場合,個人用保護具の情報
c) 振動測定時の機械の運転条件
d) 測定子の位置
e) 使用した振動測定方法
f)
振動の宣言をした基準(例えば,EN 12096)
47
B 6033:2018
7.2.8
補助搬送装置
補助搬送装置を機械に取り付ける場合には,補助搬送装置の製造業者又は供給者は,機械の製造業者又
は供給者が取付けに必要とする情報を提供しなければならない。
7.2.9
機械使用者が対処しなければならない残留リスク
機械に取り付けられた又は機械と共に供給されたガードは,飛散のリスクを最小限にすることを意図し
ているが,完全ではないことを警告しなければならない。作業者と目視窓との最小距離を提供しなければ
ならない。
アルミニウム又はマグネシウムのような加工材料は,追加的な危険源,例えば,火災及び爆発又は有害
な粉じんの原因になり得ることを示さなければならない。部品の交換,装置の撤去又はソフトウェアの変
更が安全機能に影響する可能性がある場合には,引き続き行う確認作業に関する情報を提供しなければな
らない。
アンバランスな工作物の機械加工は,放出の危険を生じる可能性があるという情報,及びこのリスクを
最小限にする方法としてバランスを取るか又は減速して機械加工をするという情報を提供しなければなら
ない。
その研削盤に適している加工工程及び安全運転モードについての情報を提供しなければならない。
例えば,セッティングモード及び手動モードの機械的危険源を通じて,起こり得る残留リスクについて
の情報を提供しなければならない。
機械が5.2.7.5に規定するMSO 3を提供する場合は,次による。
− 意図した使用の詳細及び安全方策は,機械製造業者又は供給者が文書化しなければならない。
− 機械の製造業者又は供給者は,作業者がMSO 3を運転するために必要な技能レベルを記載しなければ
ならない。
機械が5.2.7.6に規定するMSO保守を提供する場合は,機械製造業者は,次の全ての項目を記載しなけ
ればならない。
− MSO保守の利用についての詳細。
− MSO保守の操作のために作業者に要求される技能及び技能レベル。
− 全ての工具及び工作物保持装置(適用できる場合)を取り外さなければならないこと。
使用者が騒音放出レベルを低減するために考慮しなければならない主要な要因に関する情報を提供しな
ければならない。例えば,次による。
a) 工具の選択
b) 工作物及び/又は工具の保持
c) 保守
7.2.10 研削盤の据付けに関する説明
必要な基礎及び据付け・支持の方法に関する情報は,提供しなければならない。特に,大形機械の重量
部品については,安全な取扱方法を記載しなければならない。
7.2.11 機械の清掃に関する説明
製造業者は,清掃手順についての情報を提供しなければならない。全ての附帯設備(例えば,手すり,
足場及び/又は滑り止めされた表面)を記載し,機械の全ての箇所及び部品への接近手段を記載しなけれ
ばならない。
48
B 6033:2018
附属書A
(参考)
といし覆い,加工領域エンクロージャ及びそれらの組合せ
この附属書は,対応国際規格では“規定”である。しかし,構造規格とは一致していないので,この規
格では,対応国際規格の附属書を“参考”として記載する。構造規格の規定は,この附属書に優先して適
用する。
A.1 一般
次の事項は,一般といし,及び超と粒ホイールの使用におけるといし覆い,加工領域エンクロージャ及
びそれらの組合せに適用する。
A.2 略語及び記号
この附属書で用いる主な略語及び記号は,次による。
AS
固定要素のせん断面積
[mm2]
AT
伸びボルトの円筒軸断面積
[mm2]
D
せん断面の直径
[mm]
E
回転といしの総エネルギー
[J]
Etrans
破片の並進エネルギー
[J]
E 'trans
といし覆いの固定要素の計算のための破片の並進エネルギー
[J]
Erot
破片の回転エネルギー
[J]
ΔE
衝撃の間のエネルギー損失
[J]
F
衝撃力
[N]
Fm
平均せん断力
[N]
Fmax
最大せん断力
[N]
k
衝突係数
[−]
ls
伸びボルトの軸長さ
[mm]
m
といしの質量
[kg]
mBr
破片の質量
[kg]
mSH
といし覆いの質量
[kg]
n
固定要素の数
[−]
Q
といしの穴径と直径の比
[−]
ReH
降伏点
[N/mm2]
Rm
引張強さ
[N/mm2]
Rp0.2
0.2 %耐力
[N/mm2]
s
変位
[mm]
sw
せん断長さ
[mm]
ν
といしの使用周速度
[m/s]
νmax
といし軸駆動が故障したときの,といしの最大周速度
[m/s]
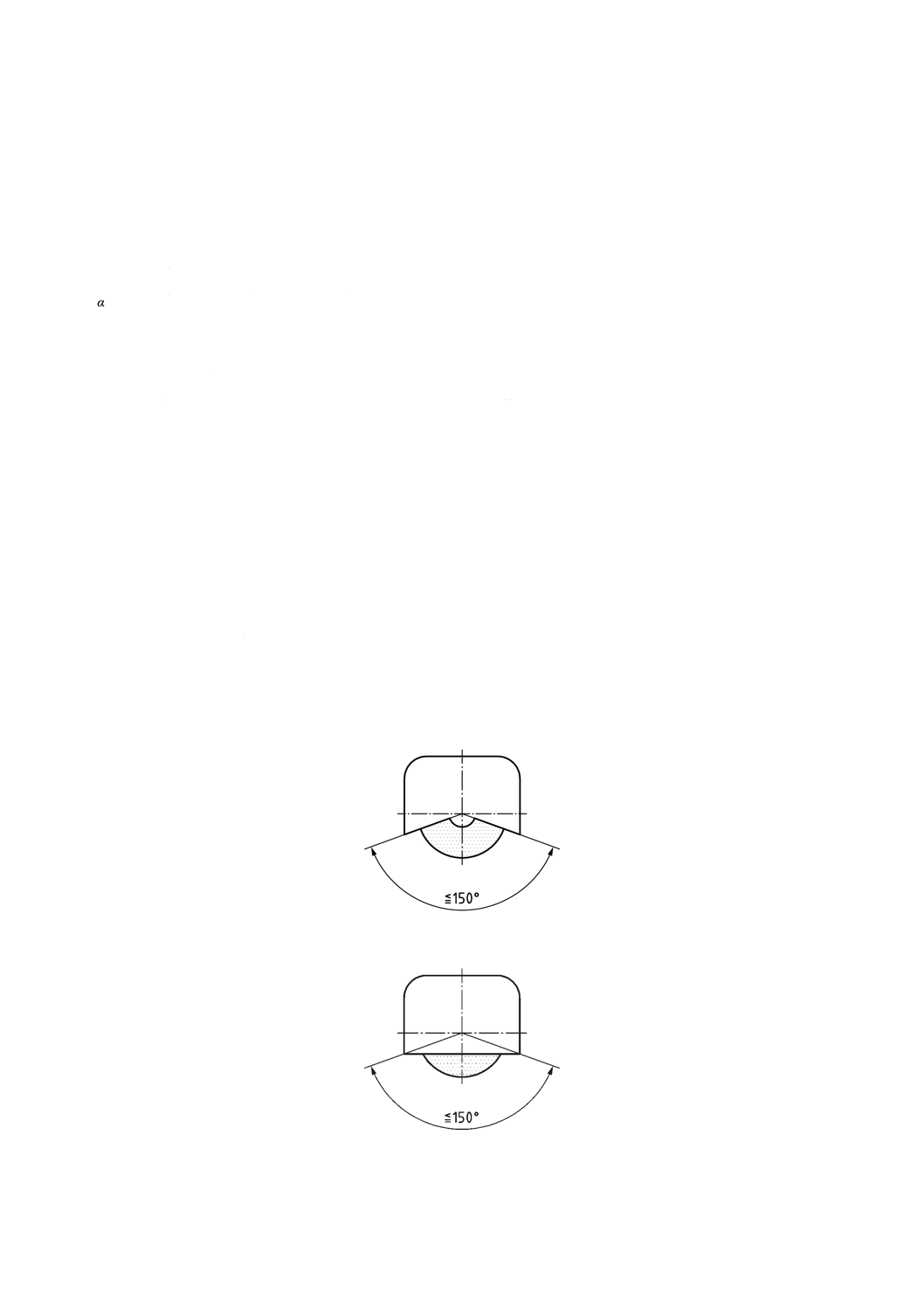
49
B 6033:2018
vs
といしの最大使用周速度
[m/s]
WD
伸びボルトの引張り衝撃のエネルギー吸収容量
[J]
Wi
i番目の固定要素のエネルギー吸収容量
[J]
Ws
せん断衝撃時のせん断要素のエネルギー吸収容量
[J]
z
といしの破片の数
[−]
α
破片の半角
[°]
α)
破片の半角(ラジアン表示)
[−]
εB
破損時の伸び率(elongation of break)
[%]
εR
破損点の伸び率(elongation at rupture)
[%]
E
弾性係数elastic modulus
[N/mm2]
σm
降伏点ReH又は0.2 %耐力Rp0.2及び引張強さRmの算出平均
[N/mm2]
ρ
密度
[g/cm3]
τs
せん断強さ
[N/mm2]
A.3 といし覆い及び加工領域エンクロージャの要求事項
A.3.1 といし覆いの形状及び開口部の角度
A.3.1.1 一般
といし覆いは,といしが破壊したときの破片を安全にその内にとどめる。一般的にといしは,といし覆
いによって全体が囲われている。開口部の角度は研削盤の多様な形式によって異なっており,機械加工に
必要な部分だけに限定する。
A.3.1.2 外周研削用といし覆い
表1のNo.1.3,1.5,1.10,1.13及び1.14に合致した外周研削,切断及び成形研削の研削盤のといし覆い
は,露出部開口角を150°以内とする(図A.1及び図A.2参照)。
図A.1
図A.2
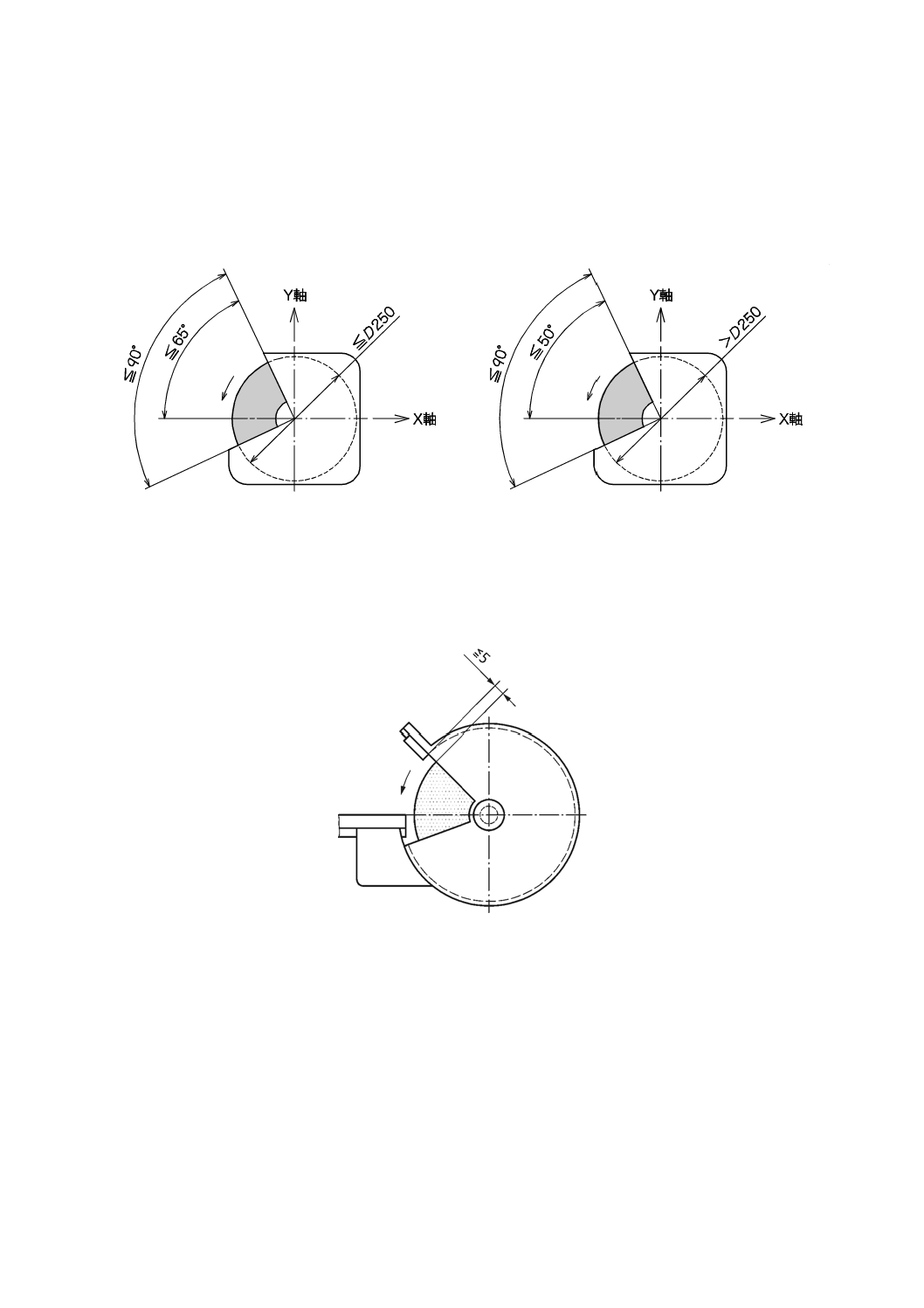
50
B 6033:2018
A.3.1.3 卓上及び台付きグラインダ(表1のNo 1.1参照)における周速度が50 m/s以下の外周研削用の
といし覆い
といし覆いの露出部開口角は,90°を超えない。といしの直径が250 mm以下の場合は,X軸より上の
角度が65˚を超えず,といしの直径が250 mmを超える場合は,50°を超えない(図A.3参照)。
単位 mm
a) 直径D≦250 mm
b) 直径D>250 mm
図A.3
といしの直径が125 mm以上の場合は,といし外周の摩耗に対応するため,といしと,といし覆いとの
隙間を5 mm以下に調整できるように設計する。例えば,図A.4〜図A.9を参照。
単位 mm
図A.4
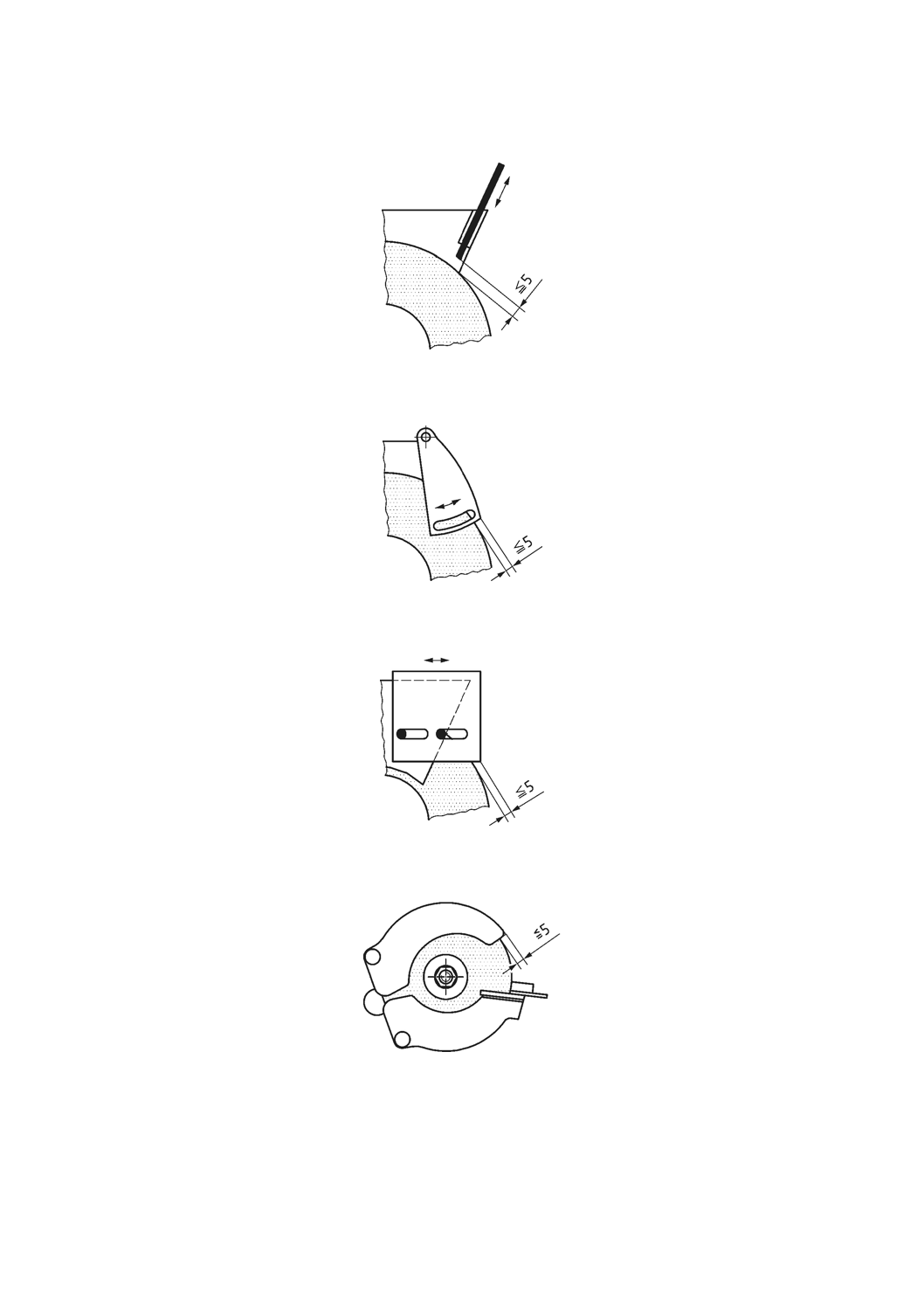
51
B 6033:2018
単位 mm
図A.5
単位 mm
図A.6
単位 mm
図A.7
単位 mm
図A.8
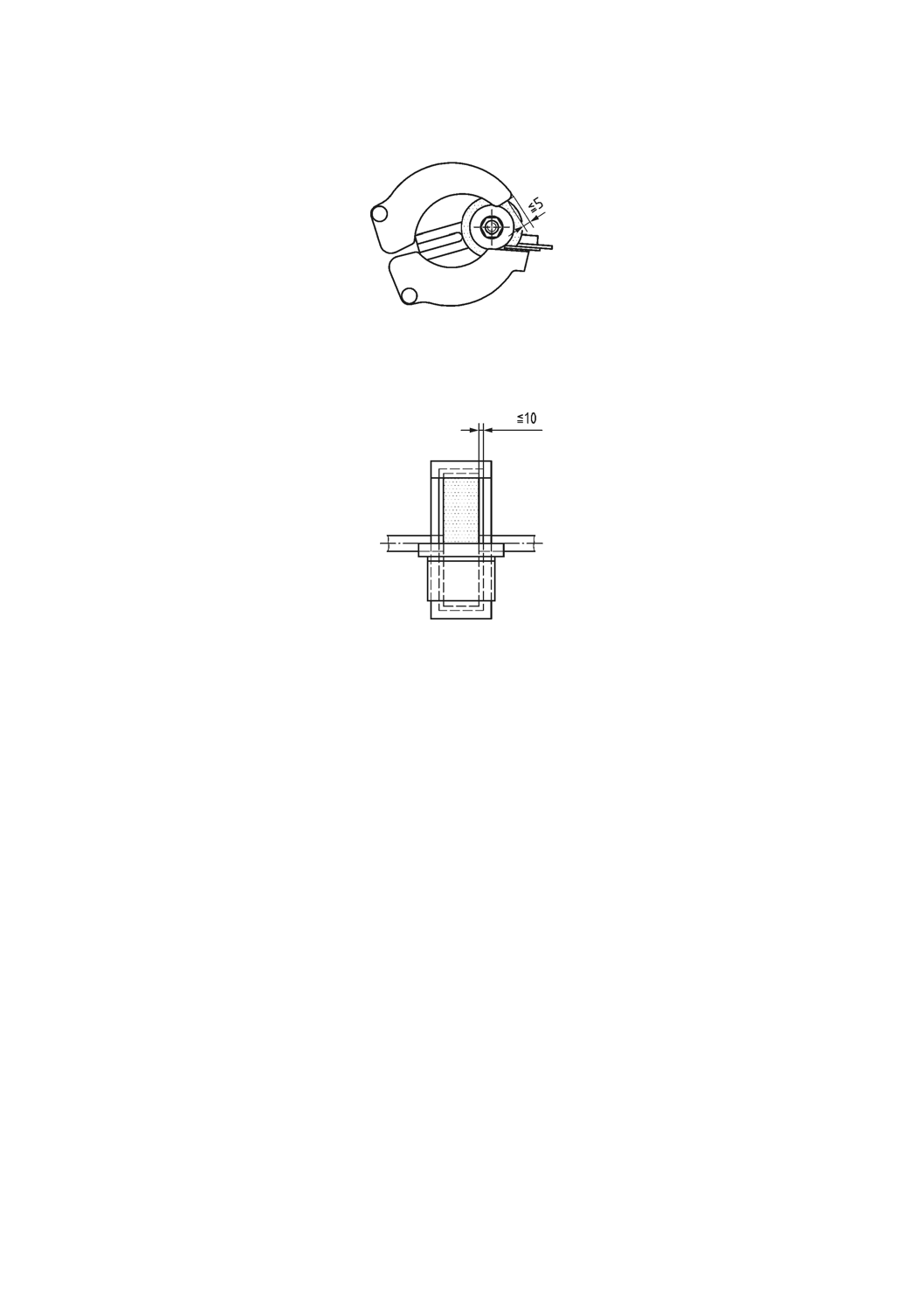
52
B 6033:2018
単位 mm
図A.9
といしとといし覆いとの側面の隙間は,10 mmを超えない(図A.10参照)。
単位 mm
図A.10
A.3.1.4 卓上及び台付きグラインダ(表1のNo 1.1参照)における周速度が50 m/sを超える外周研削用
のといし覆い
周速度が50 m/sを超える卓上及び台付きグラインダは,といし覆い及び内面ガードを備える。内面ガー
ドは,といしが破壊したときにといし覆いの開口部を閉じる(図A.11及び図A.12参照)。
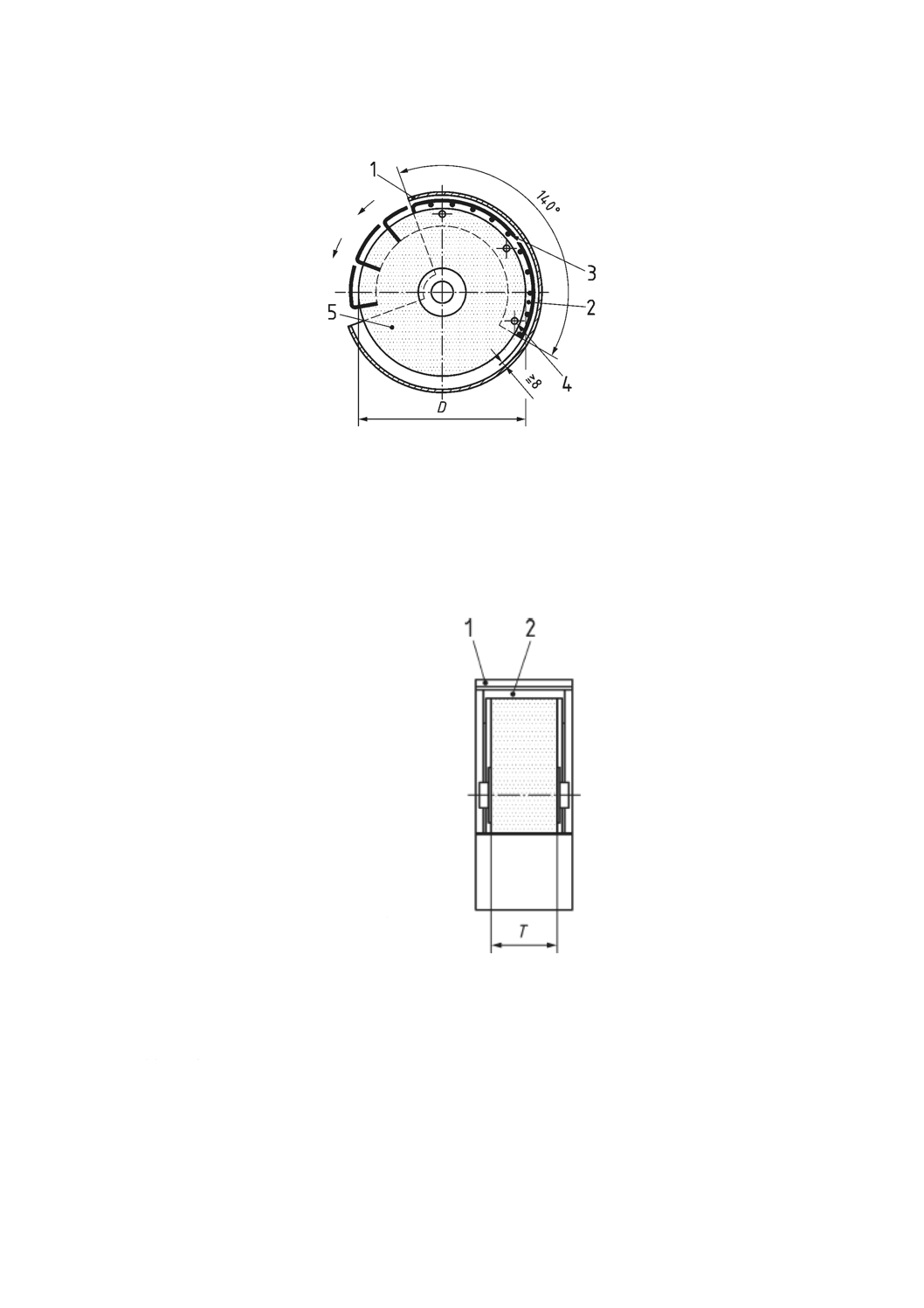
53
B 6033:2018
単位 mm
記号
1
といし覆い
2
内面ガード
3
キャリアペグ
4
締め付けねじ
5
研削といし
図A.11
記号
1
といし覆い
2
内面ガード
図A.12
内面ガードの設計
円形ガードの内側の輪郭に沿ったU字形状。その中心角は140˚である。といしの直径(D)と厚さ(T)
との関係は,次による。
注記 経験上,安全な動作は直径と厚さとが次の関係にある場合にだけ確認されている。
D≧500 mm T≧60 mm
D≧600 mm T≧50 mm
D≧762 mm T≧40 mm
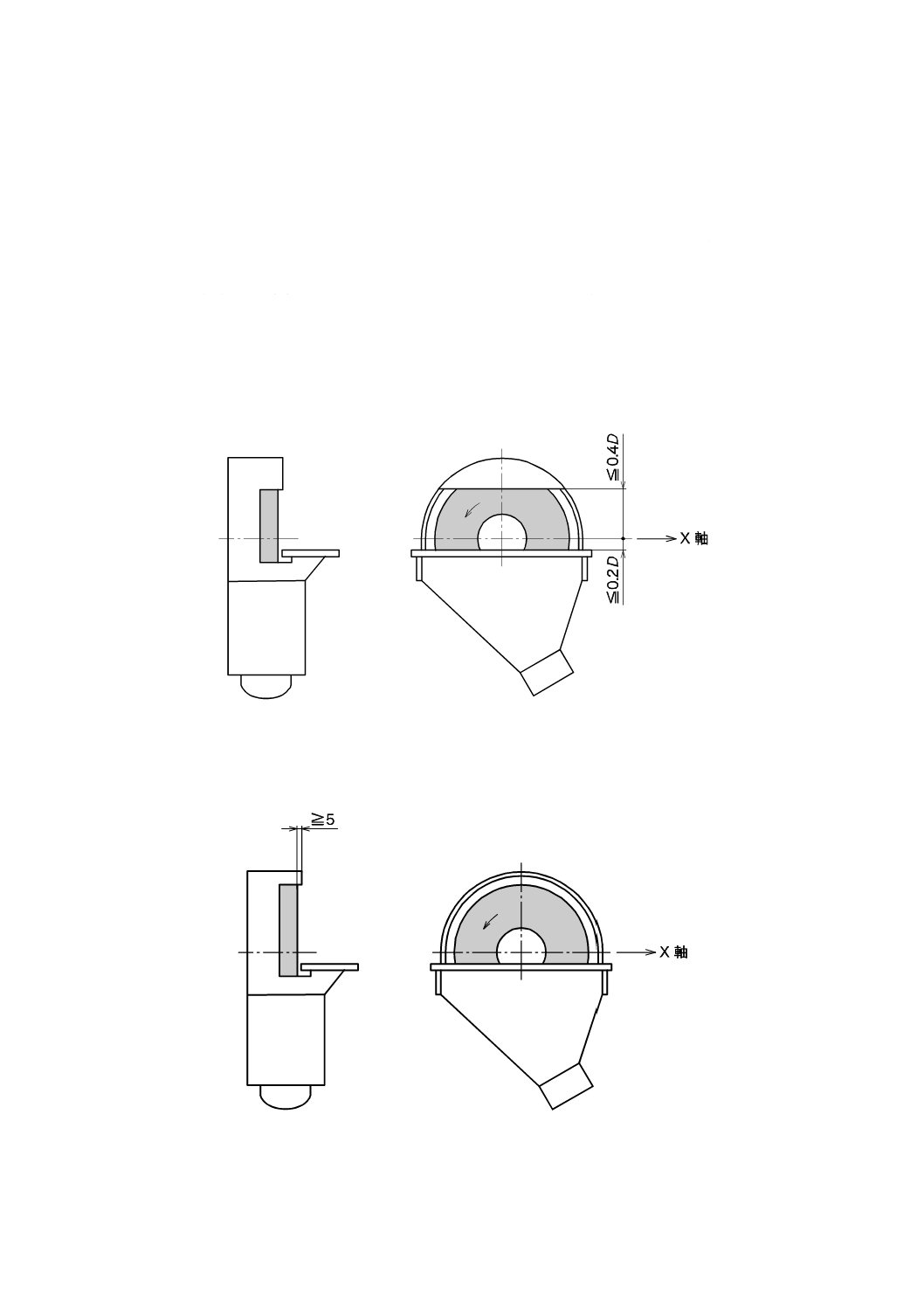
54
B 6033:2018
U字形状の回転部分の内側に,キャリアペグを取り付ける。
内面ガードはガードの側面に固定要素を使って取り付ける。固定要素は破断伸びを小さくする。例えば,
M5 10.9。
内面ガードの厚さは,最低3 mmで最大5 mm,図A.11の1〜3の材料は表A.7による。
といし覆いの内側と内面ガードの外側のと間の隙間は,8 mm以上にする。図A.11を参照。
A.3.1.5 卓上及び台付きグラインダ(表1のNo 1.2参照)における側面研削用のといし覆い
側面のへこ(凹)みの有無にかかわらず,側面研削といしのといし覆いは,開口部を次のように設計す
る。
X軸の上側は,0.4 Dを超えない。
X軸の下側は,0.2 Dを超えない。
図A.13を参照。
図A.13
といしの直径が200 mm以下で,といし覆いがといしの厚さ方向に5 mm以上外側に張り出している場
合は,X軸の上側の前面は覆わなくてよい(図A.14参照)。
図A.14
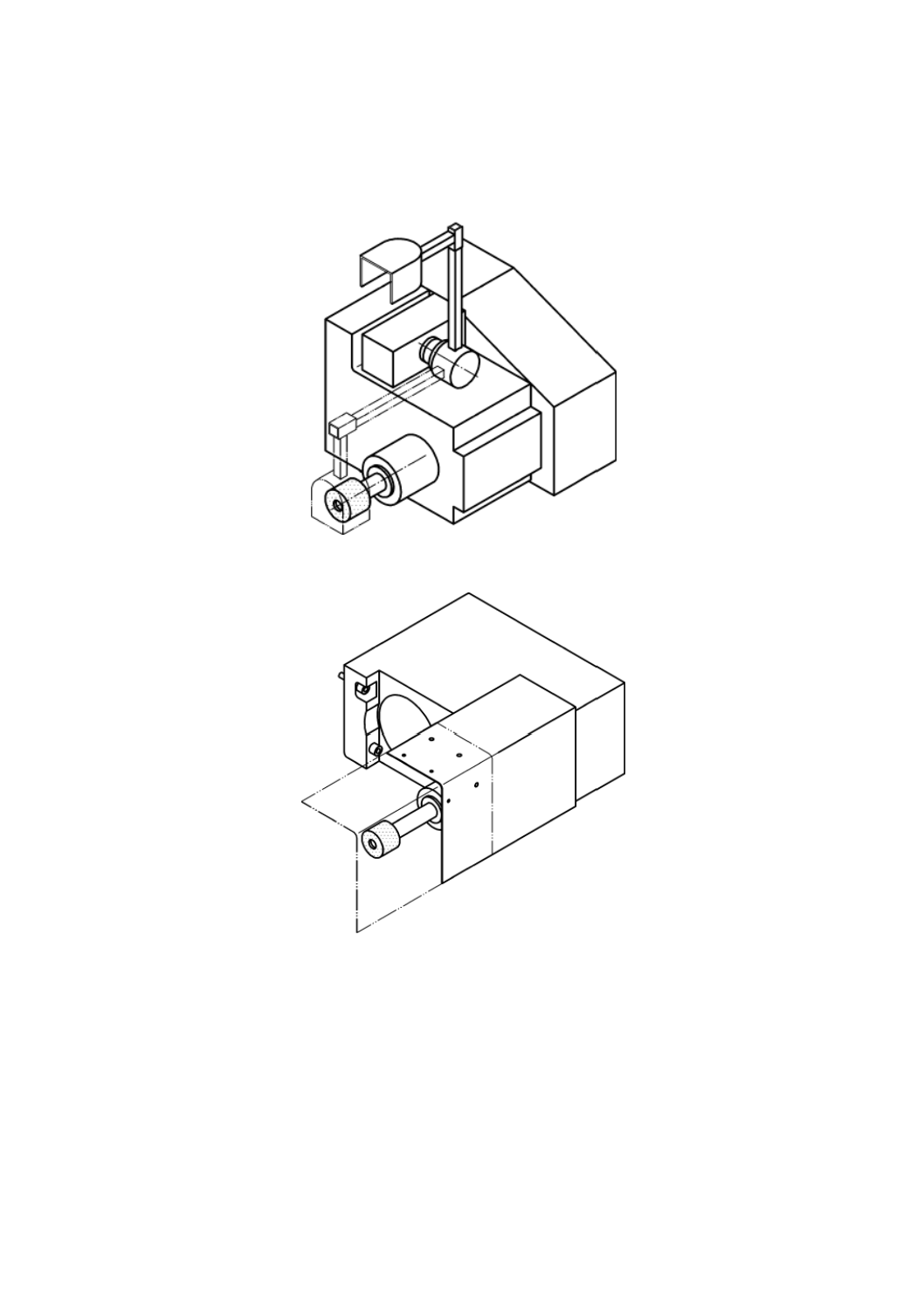
55
B 6033:2018
A.3.1.6 内面研削盤(表1の1.9参照)におけるといし覆い
といしと接触(例えば,工作物の取り外し中に)に対する保護のための自動装置の例は,図A.15〜図
A.18を参照。
図A.15
図A.16
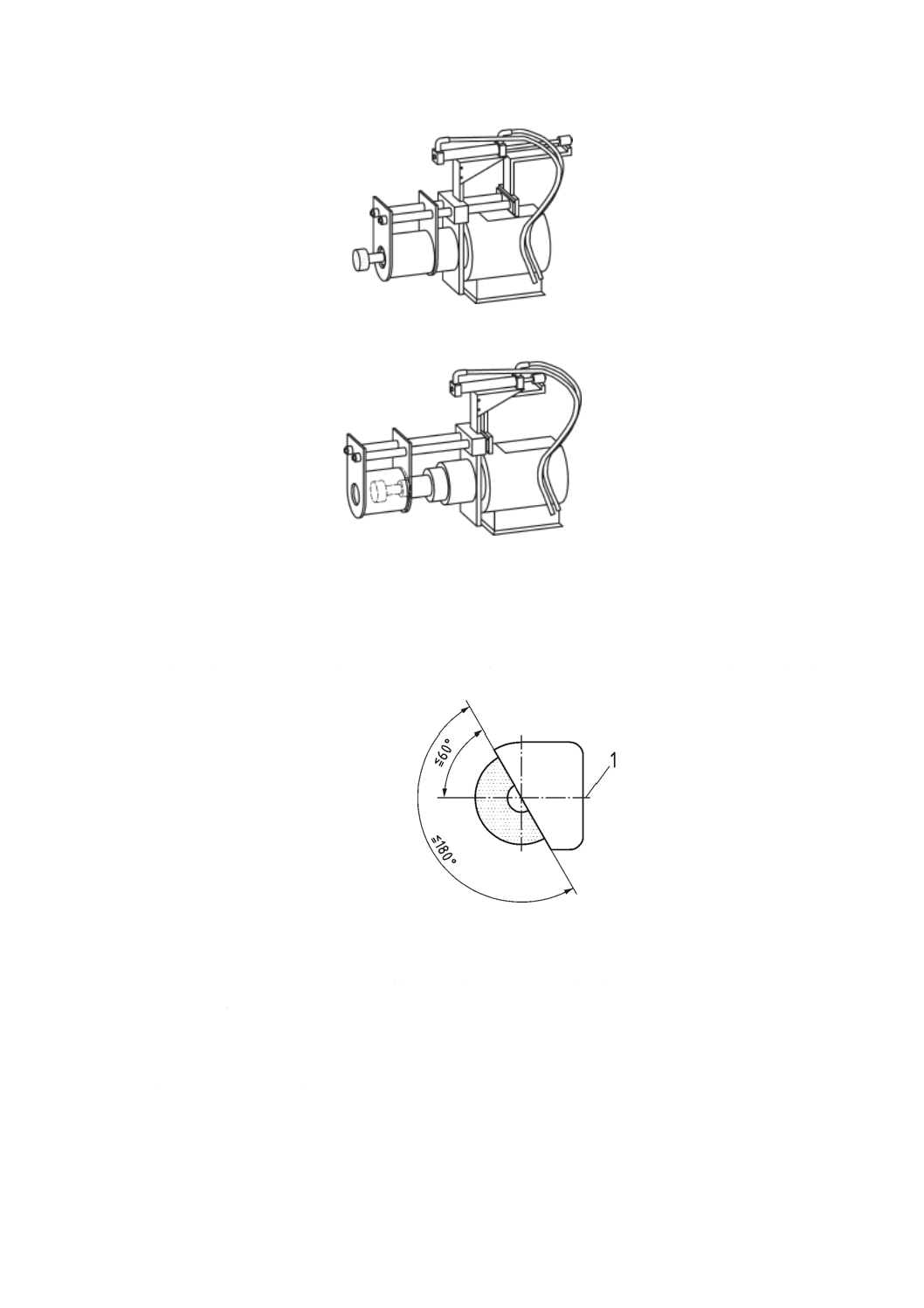
56
B 6033:2018
図A.17
図A.18
加工プロセスにおけるといしの破片の飛散は,5.13.2.2に従った加工領域エンクロージャによって防止す
る。
A.3.1.7 円筒研削盤(表1の1.7及び1.8参照)におけるといし覆い
といし覆いの全ての露出部開口角は,180°を超えずX軸より上の開きは60°を超えない(図A.19参照)。
記号
1
X軸
図A.19
といしの直径Dが250 mm以上の場合,といし覆いはといしの外周摩耗に対応するために,といしの外
周とといし覆いとの隙間を5 mm以下に調整できる(図A.5〜図A.7参照)。
A.3.1.8 平面研削盤(表1の1.11参照)における側面研削用のといし覆い
といし頭が軸方向に切り込む場合の可動調整式(及び調整式保護バンド付き)といし覆いにおいて,と
いしの外周面とといし覆いの内側の隙間は最大12.5 mmとし,可動調整式(及び調整式保護バンド付き)
といし覆いから突き出した(無保護の)といしのオーバハングToは,次による。
T≦50 mmの場合は,To≦0.3 T
T>50 mmの場合は,To≧0.2 T
図A.20を参照。
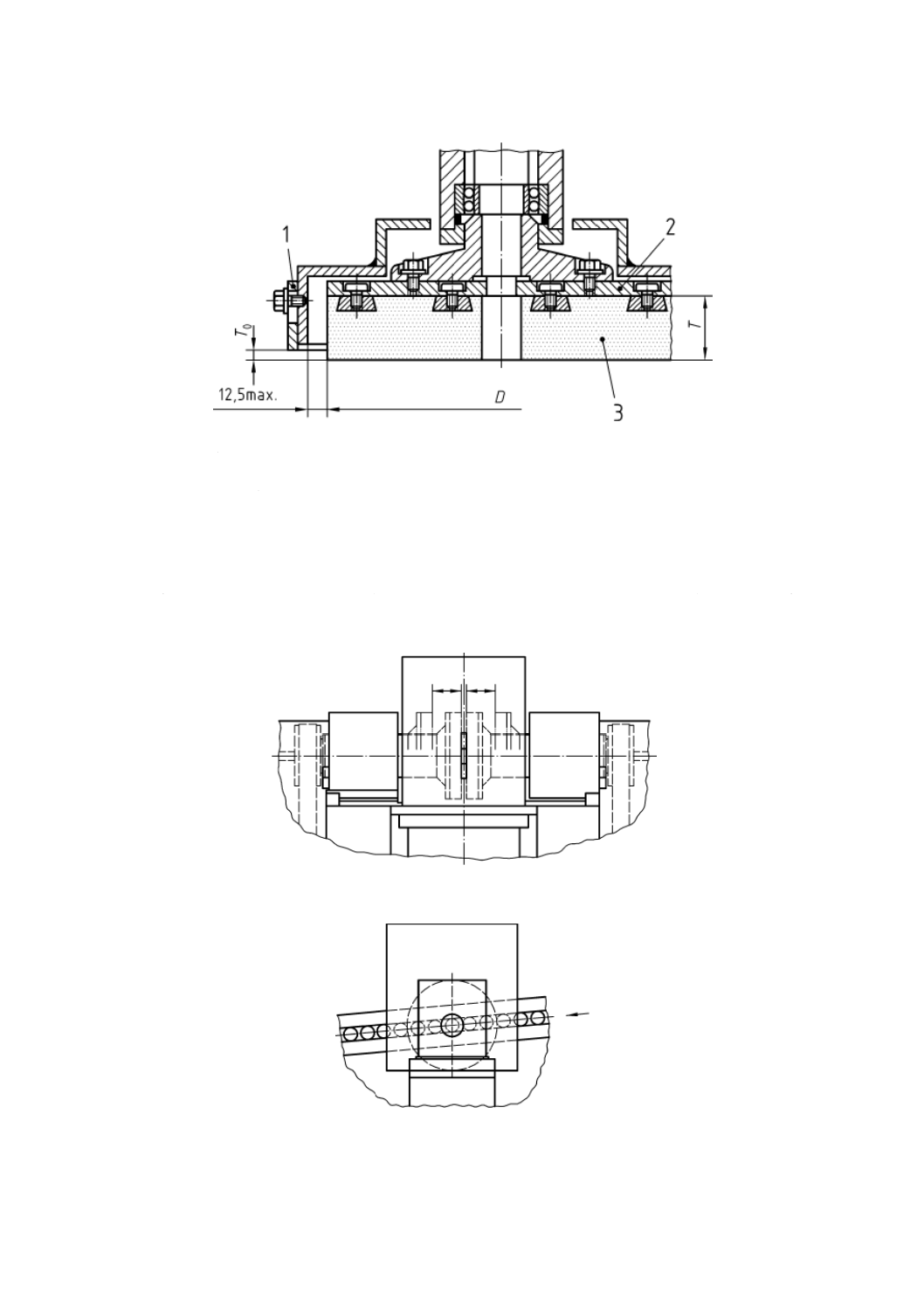
57
B 6033:2018
記号
1
調整式保護バンド
2
交換用ディスク
3
研削といし
図A.20
A.3.1.9 対向二軸平面研削盤(表1の1.12参照)における側面研削用のといし覆い
対向二軸平面研削盤のためのといし覆いは,工作物の搬入・搬出のための開口部を除いて加工領域を完
全に囲う(図A.21及び図A.22参照)。
図A.21
図A.22
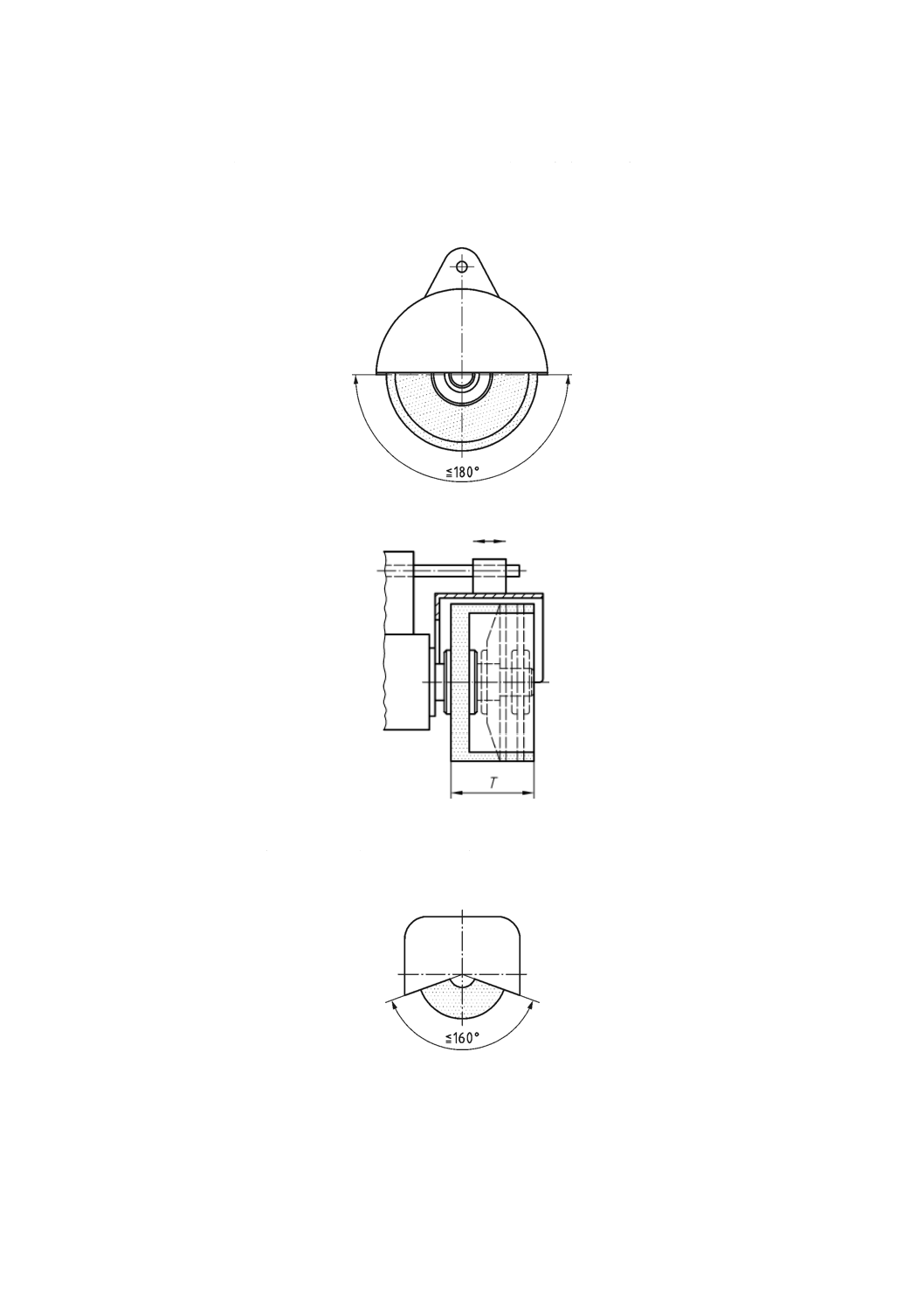
58
B 6033:2018
A.3.1.10 工具研削盤(表1の1.6参照)におけるといし覆い
使用するといし覆いのタイプは,といしの形状及び位置並びに実施する運転によって異なる。
といし覆いの露出部開口角は,180°を超えない。といし覆いはといしの厚さ全体を囲う(図A.23及び
図A.24参照)。
図A.23
図A.24
A.3.1.11 つ(吊)り下げ式研削盤及びつ(吊)り下げ式切断機(表1の1.4参照)におけるといし覆い
といし覆いの露出開口角は,160°を超えない(図A.25参照)。
図A.25
A.3.2 といし覆いの厚さ及び材料
A.3.2.1 一般
といし覆いは,使用する材料(表A.7参照)によって,表A.1〜表A.6に示す寸法とする。各表に示さ
59
B 6033:2018
れるといし寸法及び周速度に対する厚さは,最小値とみなす。
研削盤が異なるタイプのといし又は異なる周速度での使用を意図している場合,といし覆いの寸法は常
に,想定される破片の最高エネルギー(計算については,A.4.2を参照)による。
組合せといしの場合,ガードの厚さの決定には,破片が最高エネルギー(計算については,A.4.2を参照)
となるといしを考慮しなければならない。ガードの寸法は,一般といしの場合はこのエネルギー値の150 %,
超と粒ホイールの場合は100 %で決定する。
厚さの決定の原理をA.4に示す。各表に記載されていないといしの寸法及び周速度に対する厚さは,そ
の手順によって求めることができる。厚さは,少なくとも1.5 mmであることが望ましい。
各表の基礎値としたものよりも高い破片エネルギーが想定される場合の寸法及び周速度については,個
別に寸法を決定する。この場合,といし覆い内に追加的エネルギー吸収要素又はより厚い覆いを使用する。
A.3.2.2 といし覆いの厚さ
といし覆いの厚さは,表A.1〜表A.6による。
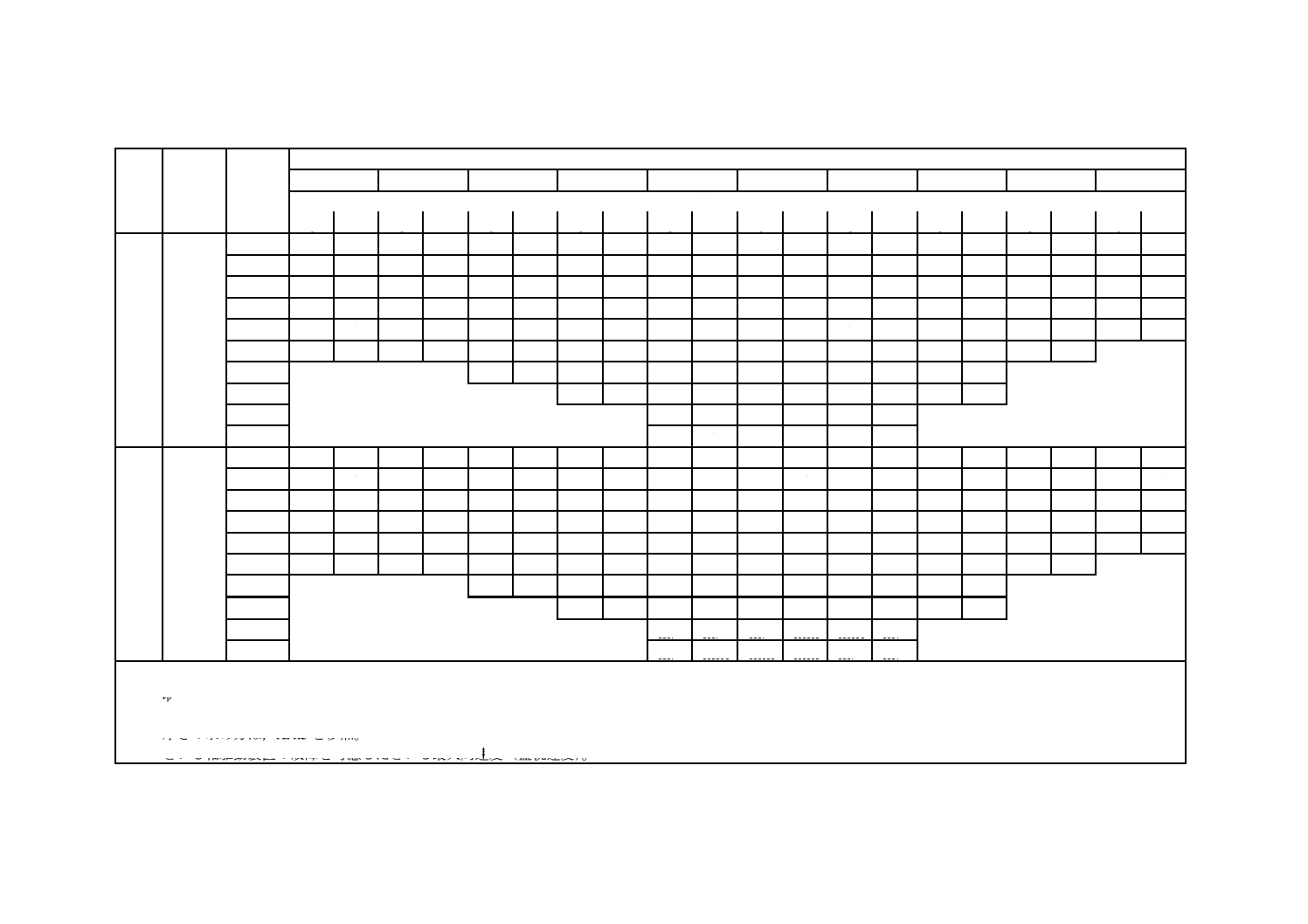
60
B 6033:2018
表A.1−切断といしを除く,一般といし用の鋼製ガードの厚さ
単位 mm
材料a) 周速度d)
vmax
(m/s)
といし
厚さ
T
といしの直径D
125
200
315
406
508
610
762
914
1 067
1 250
最小厚さb), c)
tp
ts
tp
ts
tp
ts
tp
ts
tp
ts
tp
ts
tp
ts
tp
ts
tp
ts
tp
ts
1
2
3
8
32
25
1.5
1.5
2.5
2
3
2.5
4
3
4.5
3.5
5
4
6
4.5
7
5
8
6
8.5
6.5
50
2
1.5
3
2
4
3
5
3.5
6
4.5
6.5
5
8
6
9
6.5
10
7.5
11
8.5
100
2.5
2
4
3
5
4
6.5
5
7.5
5.5
8.5
6.5
10
7.5
11.5
8.5
13
10
14.5
11
160
3
2.5
4.5
3.5
6
4.5
7.5
5.5
9
6.5
10
7.5
12
9
13.5
10.5
15
11.5
17
13
200
3.5
2.5
5
3.5
7
5
8
6
9.5
7
11
8
13
10
15
11
16.5
12.5
18.5
14
250
4
3
5.5
4
7.5
5.5
9
6.5
10.5
8
12
9
14
10.5
16
12
18
13.5
315
8
6
10
7
11.5
8.5
13
10
15.5
11.5
17.5
13
400
10.5
8
12.5
9.5
14
10.5
17
12.5
19
14.5
500
13.5
10
15.5
11.5
18
13.5
600
15.5
12
16.5
12.5
19.5
14.5
1
2
3
8
40
25
2.0
1.5
2.5
2
3.5
3
4.5
3.5
5.5
4
6
4.5
7
5.5
8
6
9
7
10.5
7.5
50
2.5
2
3.5
2.5
5
3.5
6
4.5
7
5
8
6
9
7
10.5
8
12
9
13
10
100
3
2.5
4.5
3.5
6
4.5
7.5
5.5
9
6.5
10
7.5
12
9
13.5
10
15
11.5
17
13
160
3.5
3
5
4
7
5.5
9
6.5
10.5
8
12
9
14
10.5
16
12
18
13.5
20.5
15
200
4
3
5.5
4.5
8
6
9.5
7
11.5
8.5
13
10
15.5
11.5
17.5
13
19.5
14.5
22
16.5
250
4.5
3.5
6
5
8.5
6.5
10.5
8
12.5
9
14
10.5
16.5
12.5
19
14.5
21.5
16
315
9.5
7
11.5
8.5
13.5
10
15.5
11.5
18
13.5
20.5
15.5
400
12.5
9.5
14.5
11
17
12.5
20
15
22.5
17
500
16
12
18
13.5
21.5
16
600
17
12.5
19.5
14.5
23
17
注a) 材料名は,表A.7を参照。
b) tp
外周部厚さ
ts
側方部厚さ
c) 厚さの求め方は,A.4.3を参照。
d) といし軸駆動装置の故障を考慮したといし最大周速度(監視速度)。
8
B
6
0
3
3
:
2
0
1
8
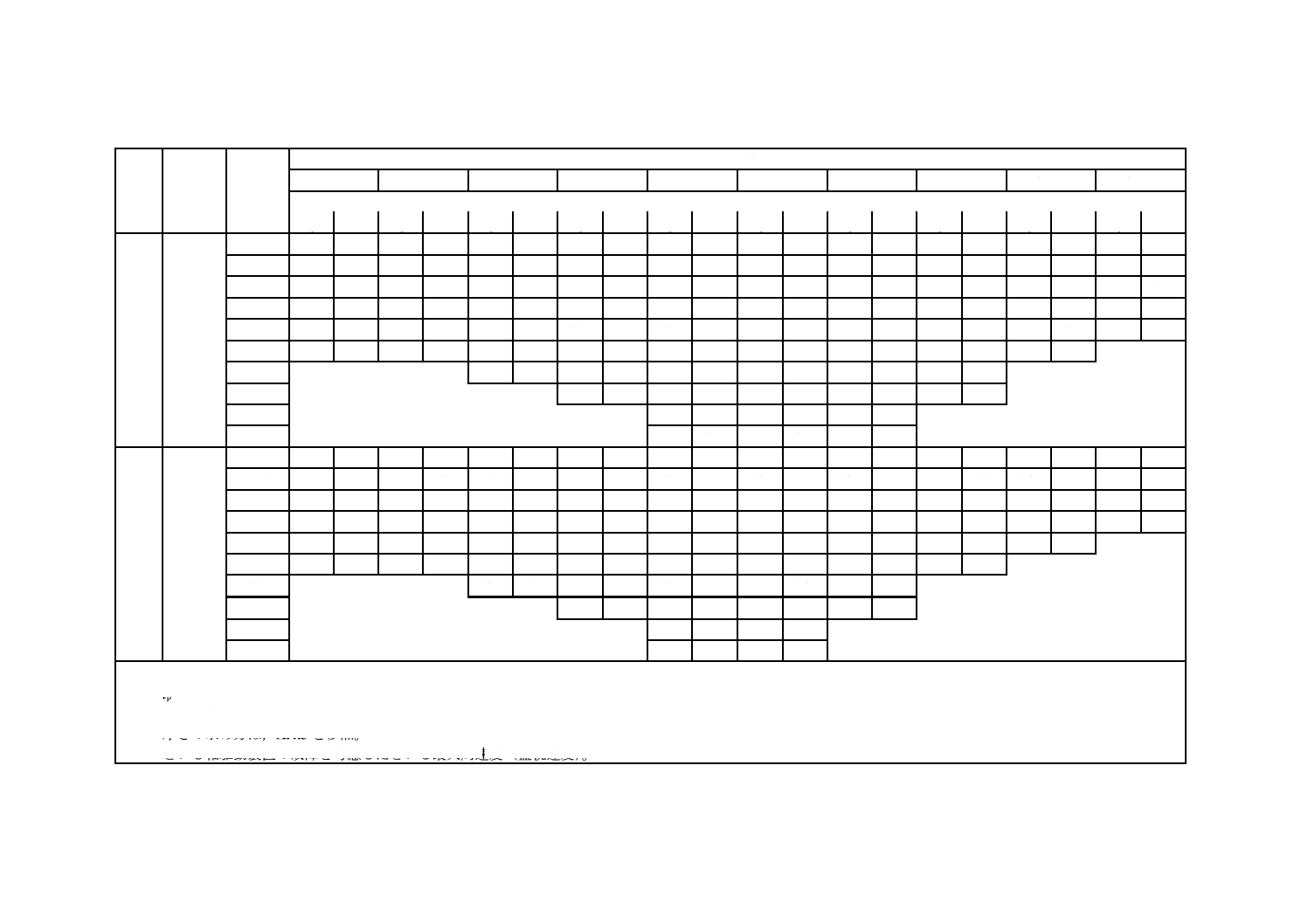
61
B 6033:2018
表A.1−切断といしを除く,一般といし用の鋼製ガードの厚さ(続き)
単位 mm
材料a) 周速度d)
vmax
(m/s)
といし
厚さ
T
といしの直径D
125
200
315
406
508
610
762
914
1 067
1 250
最小厚さb), c)
tp
ts
tp
ts
tp
ts
tp
ts
tp
ts
tp
ts
tp
ts
tp
ts
tp
ts
tp
ts
1
2
3
8
50
25
2.5
1.5
3
2.5
4.5
3.0
5
3.5
6
4.5
7
5.5
8.5
6.5
9.5
7
11
8
12
9
50
3
2
4
3
5.5
4.5
7
5
8
6
9
7
11
8
12.5
9.5
14
10.5
15.5
11.5
100
3.5
2.5
5
4
7.5
5.5
9
6.5
10.5
8
12
9
14
10.5
16
12
18
13.5
20
15
160
4.5
3
6
4.5
8.5
6.5
10.5
8
12.5
9
14
10.5
16.5
12.5
19
14
21.5
16
24
18
200
5
3.5
6.5
5
9.5
7
11.5
8.5
13.5
10
15.5
11.5
18
13.5
20.5
15.5
23
17.5
26
19.5
250
5
4
7
5.5
10
7.5
12
9
14.5
11
16.5
12.5
19.5
14.5
22.5
17
25
19
315
11
8.5
13.5
10
15.5
12
18
13.5
21.5
16
24.5
18.5
400
14.5
11
17
13
20
15
23.5
17.5
26.5
20
500
18.5
14
21.5
16
25.5
19
600
20
15
23
17
27
20
1
2
3
8
63
25
2.5
2
3.5
3
5
4
6
4.5
7.5
5.5
8.5
6.5
10
7.5
11.5
8.5
12.5
9.5
14.5
11
50
3.5
2.5
5
3.5
6.5
5
8
6
9.5
7
11
8
13
9.5
14.5
11
16.5
12.5
18.5
14
100
4.5
3.5
6
4.5
8.5
6.5
10.5
8
12
9
14
10.5
16.5
12.5
19
14
21
16
24
18
160
5
4
7
5.5
10
7.5
12.5
9
14.5
11
16.5
12.5
19.5
15
22.5
17
25
19
28.5
21.5
200
5.5
4.5
8
6
11
8.5
13.5
10
16
12
18
13.5
21.5
16
24.5
18.5
27.5
20.5
250
6
4.5
8.5
6.5
12
9
14.5
11
17
13
20
15
23
17.5
26.5
20
315
13
10
16
12
18.5
14
21.5
16
25.5
19
400
17.5
13
20.5
15
23.5
17.5
27.5
20.5
500
22
16.5
25.5
19
600
23.5
17.5
27
20
注a) 材料名は,表A.7を参照。
b) tp
外周部厚さ
ts
側方部厚さ
c) 厚さの求め方は,A.4.3を参照。
d) といし軸駆動装置の故障を考慮したといし最大周速度(監視速度)。
8
B
6
0
3
3
:
2
0
1
8
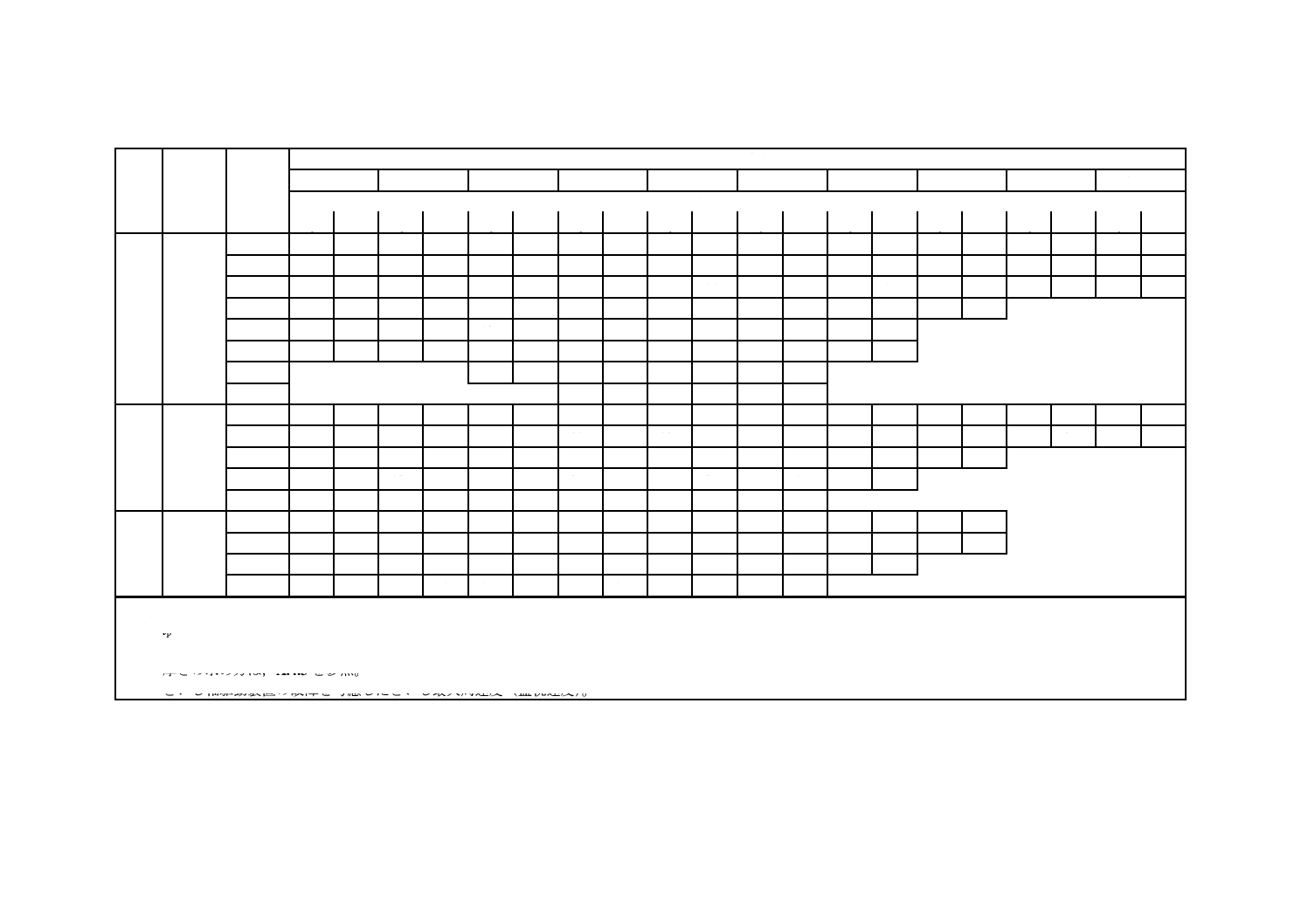
62
B 6033:2018
表A.1−切断といしを除く,一般といし用の鋼製ガードの厚さ(続き)
単位 mm
材料a) 周速度d)
vmax
(m/s)
といし
厚さ
T
といしの直径D
125
200
315
406
508
610
762
914
1 067
1 250
最小厚さb), c)
tp
ts
tp
ts
tp
ts
tp
ts
tp
ts
tp
ts
tp
ts
tp
ts
tp
ts
tp
ts
1
2
3
8
80
25
3
2.5
4.5
3.5
6
4.5
7.5
5.5
9
6.5
10
7.5
12
9
13.5
10
15
11.5
17
13
50
4
3
5.5
4
8
6
9.5
7
11.5
8.5
13
10
15.5
11.5
17.5
13
19.5
14.5
22
16.5
100
5
4
7.5
5.5
10.5
7.5
12.5
9
14.5
11
17
12.5
20
15
22.5
17
25.5
19
28.5
21.5
160
6
4.5
8.5
6.5
12
9
14.5
11
17.5
13
20
15.5
23.5
17.5
27
20
200
6.5
5
9.5
7
13
10
16
12
19
14
21.5
16.5
25.5
18
250
7.5
5.5
10.5
7.5
14.5
11
17.5
13
20.5
15
23.5
17.5
28
21
315
15.5
11.5
19
14
22
16.5
25.5
19
400
20.5
15.5
24.5
18
28
21
1
2
3
8
100
25
3.5
3
5
4
7.5
5.5
9
6.5
10.5
7.5
12
9
14
10.5
16
12
18
13.5
20
15
50
4.5
3.5
6.5
5
9.5
7
11.5
8.5
13.5
10
15.5
11.5
18
13.5
20.5
15.5
23
17.5
26
19.5
100
6
4.5
8.5
6.5
12
9
14.5
11
17
13
20
15
23.5
17.5
26.5
20
160
7.5
5.5
10.5
7.5
14.5
11
17.5
13
20.5
15
23.5
17.5
27.5
21
200
8
6
11
8.5
15.5
11.5
19
14
22
16.5
25.5
19
1
2
3
8
125
25
4.5
3
6
4.5
8.5
6.5
10.5
7.5
12
9
14
10.5
16.5
12.5
19
14
50
5.5
4
8
6
11
8
13.5
10
15.5
12
18
13.5
21.5
16
24.5
18.5
100
7
5.5
10
7.5
14
10.5
17
13
20
15
23.5
17.5
27.5
21
160
8.5
6.5
12
9
17
12.5
20.5
15
24
18
27.5
21
注a) 材料名は,表A.7を参照。
b) tp
外周部厚さ
ts
側方部厚さ
c) 厚さの求め方は,A.4.3を参照。
d) といし軸駆動装置の故障を考慮したといし最大周速度(監視速度)。
8
B
6
0
3
3
:
2
0
1
8
63
B 6033:2018
表A.2−切断といしを除く,一般といし用の鋳鋼製といし覆いの厚さ
単位 mm
材料a) 周速度d)
vmax
(m/s)
といし
厚さ
T
といしの直径D
125
200
315
406
508
610
762
914
1 067
1 250
最小厚さb), c)
tp
ts
tp
ts
tp
ts
tp
ts
tp
ts
tp
ts
tp
ts
tp
ts
tp
ts
tp
ts
4
32
25
2.5
2
3
2.5
4.5
3.5
5.5
4
6.5
5
7.5
5.5
8.5
6.5
10
7.5
11
8.5
12.5
9.5
50
3
2.5
4
3
6
4.5
7
5
8
6
9.5
7
11
8.5
12.5
9.5
14
10.5
16
12
100
4
3
5.5
4
7.5
5.5
9
6.5
10.5
8
12
9
14.5
11
16.5
12
18.5
14
20.5
15.5
160
4.5
3.5
6.5
4.5
9
6.5
10.5
8
12.5
9.5
14.5
11
17
13
19.5
14.5
22
16.5
24.5
18.5
200
5
3.5
7
5
9.5
7
11.5
8.5
13.5
10
15.5
12
18.5
14
21
16
23.5
18
26.5
20
250
5.5
4
7.5
6
10.5
8
12.5
9.5
15
11
17
13
20
15
23
17
25.5
19.5
315
11.5
8.5
13.5
10.5
16
12
18.5
14
22
16.5
25
19
400
15
11
17.5
13
20
15
24
18
27
20.5
500
19
14
22
16.5
26
19.5
600
20.5
15.5
23.5
17.5
27.5
21
4
40
25
3
2
4
3
5.5
4
6.5
5
7.5
5.5
8.5
6.5
10
7.5
11.5
8.5
13
10
14.5
11
50
3.5
2.5
5
3.5
7
5
8
6
9.5
7
11
8.5
13
10
15
11
16.5
12.5
19
14
100
4.5
3.5
6.5
4.5
9
6.5
10.5
8
12.5
9.5
14.5
11
17
12.5
19
14.5
21.5
16
24.5
18
160
5
4
7.5
5.5
10.5
8
12.5
9.5
15
11
17
13
20
15
23
17
25.5
19.5
29
21.5
200
5.5
4.5
8
6
11
8.5
13.5
10
16
12
18.5
14
22
16.5
25
18.5
28
21
31.5
23.5
250
6
4.5
9
6.5
12
9
14.5
11
17.5
13
20
15
23.5
17.5
27
20
30.5
22.5
315
13
10
16
12
19
14
22
16.5
25.5
19.5
29.5
22
400
17.5
13
20.5
15.5
24
18
28
21
32
24
500
22.5
17
26
19.5
30.5
23
600
24
18
27.5
21
32.5
24.5
注a) 材料名は,表A.7を参照。
b) tp
外周部厚さ
ts
側方部厚さ
c) 厚さの求め方は,A.4.3を参照。
d) といし軸駆動装置の故障を考慮したといし最大周速度(監視速度)。
8
B
6
0
3
3
:
2
0
1
8
64
B 6033:2018
表A.2−切断といしを除く,一般といし用の鋳鋼製といし覆いの厚さ(続き)
単位 mm
材料a) 周速度d)
vmax
(m/s)
といし
厚さ
T
といしの直径D
125
200
315
406
508
610
762
914
1 067
1 250
最小厚さb), c)
tp
ts
tp
ts
tp
ts
tp
ts
tp
ts
tp
ts
tp
ts
tp
ts
tp
ts
tp
ts
4
50
25
3
2.5
4.5
3.5
6
4.5
7.5
5.5
9
6.5
10
7.5
12
9
13.5
10.5
15.5
11.5
17
13
50
4
3
6
4
8
6
9.5
7.5
11.5
8.5
13
10
15.5
11.5
17.5
13
20
15
22
16.5
100
5
4
7.5
5.5
10.5
8
12.5
9.5
14.5
11
17
12.5
20
15
22.5
17
25.5
19
28.5
21.5
160
6
4.5
9
6.5
12.5
9
15
11
17.5
13
20
15
23.5
18
27
20
30
22.5
34
25.5
200
6.5
5
9.5
7
13.5
10
16
12
19
14
22
16.5
25.5
19
29
22
33
24.5
37
27.5
250
7.5
5.5
10.5
8
14.5
11
17.5
13
20.5
15.5
23.5
18
28
21
32
24
36
27
315
15.5
12
19
14
22.5
17
25.5
19
30
22.5
34.5
26
400
20.5
15.5
24.5
18.5
28
21
33
25
38
28.5
500
26.5
20
30.5
23
36
27
600
28
21
32.5
24.5
38.5
29
4
63
25
4
3
5
4
7.5
5.5
9
6.5
10.5
8
12
9
14
10.5
16
12
18
13.5
20.5
15.5
50
5
4
7
5
9.5
7
11.5
8.5
13.5
10
15.5
11.5
18
13.5
21
15.5
23.5
17.5
26.5
20
100
6
4.5
9
6.5
12
9
14.5
11
17.5
13
20
15
23.5
17.5
27
20
30
22.5
34
25.5
160
7.5
5.5
10.5
8
14.5
11
17.5
13
20.5
15.5
24
18
28
21
32
24
36
27
200
8
6
11.5
8.5
16
12
19
14.5
22.5
17
26
19.5
30.5
23
35
26
39
29
250
12.5
9
17
13
20.5
15.5
24.5
18.5
28
21
33
25
38
28.5
315
18.5
14
22.5
17
26.5
20
30.5
23
36
27
400
24.5
18.5
29
21.5
33.5
25
39.5
29.5
500
31.5
23.5
36
27
600
33.5
25
39
29
注a) 材料名は,表A.7を参照。
b) tp
外周部厚さ
ts
側方部厚さ
c) 厚さの求め方は,A.4.3を参照。
d) といし軸駆動装置の故障を考慮したといし最大周速度(監視速度)。
8
B
6
0
3
3
:
2
0
1
8
65
B 6033:2018
表A.3−切断といしを除く,一般といし用の球状黒鉛鋳鉄製といし覆いの厚さ
単位 mm
材料a) 周速度d)
vmax
(m/s)
といし
厚さ
T
といしの直径D
125
200
315
406
508
610
最小厚さb), c)
tp
ts
tp
ts
tp
ts
tp
ts
tp
ts
tp
ts
5
32
25
3.5
3
5
4
7
5.5
8.5
6.5
10
7.5
12
9
50
4.5
3.5
6.5
5
9
7
11
8.5
13
10
15
11.5
100
6
4.5
8.5
6.5
12
9
14.5
11
17
13
19.5
14.5
160
7
5.5
10
7.5
14
10.5
17
13
20
15
23
17.5
注a) 材料名は,表A.7を参照。
b) tp
外周部厚さ
ts
側方部厚さ
c) 厚さの求め方は,A.4.3を参照。
d) といし軸駆動装置の故障を考慮したといし最大周速度(監視速度)。
8
B
6
0
3
3
:
2
0
1
8
66
B 6033:2018
表A.4−切断といしを除く,一般といし用のアルミニウム合金製といし覆いの厚さ
単位 mm
材料a) 周速度d)
vmax
(m/s)
といし厚さ
T
といしの直径D
125
200
315
406
508
最小厚さb), c)
tp
ts
tp
ts
tp
ts
tp
ts
tp
ts
6
40
10
2.5
2
3
2.5
4.5
3.5
5.5
4
6.5
5
20
3
2.5
4
3
6
4.5
7
5.5
8.5
6.5
32
3.5
2.5
5
3.5
7
5.5
8.5
6.5
10
7.5
50
10
3
2
4
3
5.5
4
6.5
5
7.5
6
20
3.5
2.5
5
3.5
7
5.5
8.5
6.5
10
7.5
32
4
3
6
4.5
8.5
6.5
10
7.5
12
9
63
10
3
2.5
4.5
3.5
6.5
5
7.5
6
9
7
20
4
3
6
4.5
8.5
6.5
10
7.5
12
9
32
5
3.5
7
5.5
10
7.5
12
9
14
10.5
7
32
10
5
4
7
5.5
10
7.5
12
9
14
11
20
6.5
5
9
7
13
10
15.5
11.5
18.5
14
32
8
6
11
8
15.5
11.5
18.5
14
22
16.5
40
10
6
4.5
8.5
6.5
12
9
14
11
17
12.5
20
7.5
6
11
8
15
11
18.5
14
21.5
16
32
9
7
13
9.5
18
13.5
22
16
26
19
注a) 材料名は,表A.7を参照。
b) tp
外周部厚さ
ts
側方部厚さ
c) 厚さの求め方は,A.4.3を参照。
d) といし軸駆動装置の故障を考慮したといし最大周速度(監視速度)。
表A.5−切断といし用の鋼又は鋳鋼製といし覆いの厚さ
単位 mm
材料a)
切断といし寸法
直径
D
150
250
350
500
600
800
1 000
1 250
1 500
1 800
穴径
H
16
32
32
40
60
60
100
100
127
203.2
厚さ
T
3.2
4
4
6
8
10
13
16
16
20
周速度d)
vmax
(m/s)
最小厚さb), c)
tp
ts
tp
ts
tp
ts
tp
ts
tp
ts
tp
ts
tp
ts
tp
ts
tp
ts
tp
ts
1
2
3
8
63
1.5
1.5
2
1.5
3
2
4
3
5.5
4
7
5.5
9.5
7
12
9
13.5
10
17
13
80
1.5
1.5
2.5
2
3.5
2.5
5
4
6.5
5
8.5
6.5
11
8.5
14
10.5
16
12
20
15
100
2
1.5
3
2.5
4
3
6
4.5
7.5
5.5
10
7.5
13.5
10
16.5
12.5
19
14.5
24
18
4
63
2
1.5
3
2.5
4
3
6
4.5
8
5.5
10.5
8
13.5
10
17
13
19.5
15
24.5
18
80
2.5
2
4
3
5
3.5
7
5.5
9
7
12.5
9.5
16
12
20
15
23
17.5
29
22
100
3
2
4.5
3.5
5.5
4
8.5
6.5
10.5
8
14.5
11
19
14
24
18
27.5
20.5
34
25.5
注a) 材料名は,表A.7を参照。
b) tp
外周部厚さ
ts
側方部厚さ
c) 厚さの求め方は,A.4.3を参照。
d) といし軸駆動装置の故障を考慮したといし最大周速度(監視速度)。
8
B
6
0
3
3
:
2
0
1
8
68
B 6033:2018
表A.6−鋼又はアルミニウム母材の超と粒ホイール用の鋼製といし覆いの厚さ
単位 mm
材料a) 周速度d)
vmax
(m/s)
といし厚さ
T
といしの直径 D
150
200
300
400
500
600
750
最小厚さb), c)
tp
ts
tp
ts
tp
ts
tp
ts
tp
ts
tp
ts
tp
ts
1
2
3
8
50
20
1.5
1.5
2
1.5
2
1.5
2.5
2
2.5
2
3
2
3
2.5
40
2
1.5
2.5
2
3
2
3
2.5
3.5
2.5
3.5
3
4
3
1
2
3
8
63
20
2
1.5
2.5
1.5
2.5
2
3
2
3
2.5
3.5
3
3.5
3
40
2.5
2
3
2
3.5
2.5
4
3
4
3
4.5
3.5
5
3.5
1
2
3
8
80
20
2.5
2
2.5
2
3
3.5
3.5
2.5
4
3
4
3
4.5
3.5
40
3
2.5
3.5
2.5
4
3
4.5
3.5
5
3.5
5
4
5.5
4.5
1
2
3
8
100
20
3
2
3
2.5
3.5
3
4
3
4.5
3.5
5
3.5
5
4
40
3.5
2.5
4
3
4.5
3.5
5.5
4
5.5
4.5
6
4.5
6.5
5
1
2
3
8
125
20
3
2.5
3.5
2
4
3
4.5
3.5
5
4
5.5
4
6
4.5
40
4
3
4.5
3.5
5.5
4
6
4.5
6.5
5
7
5.5
7.5
5.5
1
2
3
8
140
20
3.5
2.5
4
3
4.5
3.5
5
4
5.5
4.5
6
4.5
6.5
5
40
4.5
3.5
5
4
6
4.5
6.5
5
7
5.5
8
6
8.5
6.5
1
2
3
8
160
20
4
3
4.5
3.5
5
4
5.5
4.5
6
4.5
6.5
5
7
5.5
40
5
4
5.5
4.5
6.5
5
7.5
5.5
8
6
8.5
6.5
9.5
7
8
B
6
0
3
3
:
2
0
1
8
表A.6−鋼又はアルミニウム母材の超と粒ホイール用の鋼製といし覆いの厚さ(続き)
単位 mm
材料a) 周速度d)
vmax
(m/s)
といし厚さ
T
といしの直径 D
150
200
300
400
500
600
750
最小厚さb), c)
tp
ts
tp
ts
tp
ts
tp
ts
tp
ts
tp
ts
tp
ts
1
2
3
8
180
20
4.5
3
5
3.5
5.5
4
6
4.5
7
5
7.5
5.5
8
6
40
5.5
4
6
4.5
7
5.5
8
6
9
6.5
9.5
7
10.5
7.5
1
2
3
8
200
20
4.5
3.5
5
4
6
4.5
7
5
7.5
5.5
8
6
8.5
6.5
40
6
4.5
6.5
5
8
6
8.5
6.5
9.5
7
10
7.5
11
8.5
注a) 材料名は,表A.7を参照。
b) tp
外周部厚さ
ts
側方部厚さ
c) 厚さの求め方は,A.4.3を参照。
d) といし軸駆動装置の故障を考慮したといし最大周速度(監視速度)。
8
B
6
0
3
3
:
2
0
1
8
70
B 6033:2018
表A.7−材料の選択
材料名
機械的強度の特性
該当する
ISO規格
Rm
N/mm2
ReH
N/mm2
εB
%
1
商用及び展伸鍛造用
冷間圧延炭素鋼板
3574
270
140
28
2
構造用品質の冷間圧延
鋼板
4997
6316
300
220
18
3
一般産業機械用鋼
1052
340
215
17
4
一般産業機械用炭素鋼
鋳鋼品
3755
450
230
22
5
球状黒鉛鋳鉄
1083
400
250
15
6
鍛造アルミニウム合金
6361-2
310
260
10
7
鋳造アルミニウム合金
3522
200
−
3
8
ステンレス圧延鋼板
9444
520
205
−
9
ポリカーボネート
−
60
E=2 300 N/mm2
εR>80
A.3.3 複合といし覆い
A.3.3.1 一般
といし覆いが,例えば,溶接,ねじ込み,リベット締めによって個々の部品を結合したものである場合,
その部品は,といしが破損した場合に生じるエネルギーによって結合が分離することがないように接続す
る。
A.3.3.2 溶接といし覆い
A.3.3.2.1 図面
設計図内での溶接線の表記は,ISO 2553による。
A.3.3.2.2 前処理
溶接のための部品の前処理は,供給される図面による。完全溶込み溶接が要求される場合,正しい施工
法を実施することが特に重要である。
A.3.3.2.3 要員
溶接技能者は,関連規格が規定する次の条件下で承認を得る。
− 鋼製といし覆いの場合,ISO 9606-1による試験証明書をもっている。
− アルミニウム製といし覆いの場合,ISO 9606-2による試験証明書をもっている。
A.3.3.2.4 溶接法
溶接法及び溶接金属は,母材を考慮して選択する。溶接施工法は,JIS Z 3400及びISO 15607による。
A.3.3.2.5 検査及び試験
溶接の品質は,ISO 5817の表1,品質レベルC(中)に規定される規格による。
溶接及び溶接後熱処理の後で部品を目視検査する。厚さが20 mmを超えるといし覆いの場合,継ぎ目の
非破壊検査を実施する。
注記 継手によっては,その長さが比較的短いと予想されるため,突合せ継手又はすみ肉溶接の長さ
の最初及び最後の25 mmを無視することは容認されず,また要求規格を継手全体に適用する。
A.3.4 台付きグラインダのシールド
台付きグラインダのシールドは,附属書JA参照。
71
B 6033:2018
A.3.5 加工領域エンクロージャ
A.3.5.1 飛散領域
飛散領域については,JB.3参照。
A.3.5.2 厚さ及び材料
A.3.5.2.1 といし覆いを備えた研削盤の加工領域エンクロージャの厚さ及び材料
鋼板の場合,飛散領域内においては,厚さは表A.1,表A.5又は表A.6に従ったtpの0.2倍で,少なくと
も1.5 mmとする。表A.7の材料1,2,3又は8とする。
ポリカーボネートの場合,飛散領域内においては,厚さは表A.1に従ったtpの0.5倍で,少なくとも3 mm
とする。表A.7の材料9とする。
A.3.5.2.2 といし覆いを備えていない研削盤の加工領域エンクロージャの厚さ及び材料
鋼板の場合,飛散領域内においては,厚さは表A.1,表A.5又は表A.6に従うが,飛散領域外における
厚さは,表A.1,表A.5又は表A.6に従うtpの0.2倍とすることができるが,1.5 mm以上とする。表A.7
の材料1,2,3及び8とする。
ポリカーボネートの場合,飛散領域内においては,厚さは表A.1,表A.5又は表A.6に従ったtpの2.5
倍で,3 mm以上とする。飛散範囲外における厚さは,少なくとも3 mmとする。表A.7の材料9とする。
注記 鋼板及びポリカーボネートの広範な調査によれば,厚さについての関係はtpc=2.5×TSteelに示さ
れ,耐衝撃性の結果と値がほぼ一致する(tpcはポリカーボネートの厚さ,tSteelは鋼板の厚さで
ある。)。
A.3.6 加工領域エンクロージャ内での目視窓の取付け
加工領域エンクロージャ内での目視窓の取付けは,JB.2参照。
A.3.7 強度の検証及び試験
A.3.7.1 といし覆い
A.3.2に記載する仕様に適合しないといし覆いは,強度を検証するために試験する。試験は,次の方法に
よる。
a) ガードの取付け。
b) ガードは,位置及び固定要素が研削盤の意図する使用に一致するように取り付ける。
c) といしの種類及び寸法は,研削盤での意図する使用に一致するものを使用する。
d) といしの破壊は,意図する最大運転速度又は許容回転速度において,発射体のといしへの撃ち込み又
は他の適切な手段による。発射体は,といしの保持装置(フランジ)近くに当てる。
e) 試験は,同じガードを使用して,三つのといしで連続して実施する。
ガード及びその保持要素がそのまま機能し,認定された亀裂検出法,例えば,浸透探傷法又は磁気探傷
法によって検査したときに目に見える亀裂を示さない場合,十分な強度が検証される。小さな変形及び表
面的損傷は容認できる。固定装置,例えば,保持装置,ボルトは,損傷が検出されずそのまま機能する。
A.3.7.2 加工領域エンクロージャ
A.3.5.2に適合しない加工領域エンクロージャは,その強度又はといしの破片に対する耐衝撃性能を検証
するために試験する。試験方法については,附属書B及び附属書Cを参照。A.3.5.2の厚さの計算につい
ては,各検証において求められた値を使用することができる。
72
B 6033:2018
A.4 といし覆い及びその取付け手段の設計基準
A.4.1 一般
といしのエネルギーは次のように伝達されるため,といしの破壊によってもたらされる破片のエネルギ
ーは,といし覆いの設計及びその取付け手段の基本的基準である。
− 直接的に又は間接的に(衝突する破片の放出によって)といし覆いへ,
− といし覆いを介して取付け手段及び機械のフレームへ,
− といし覆いの中に突き出る可能性のあるといし目直しを介して,間接的に主軸ヘッド及び機械のフレ
ームへ。
といしの破片のエネルギーの計算方法,といし覆いの厚さの決定方法,及びといし覆いの取付け手段の
設計方法は,次による。
A.4.2 といしの破片のエネルギー
といしが破壊した場合にその破片からといし覆いに伝達される衝撃エネルギーの計算は近似だけが可能
である。その値は特に,といしの破壊挙動による。
回転するといしのエネルギーは,次の式による。
(
)
2
2
1
4
1
v
Q
m
E
×
+
=
·································································· (A.1)
これは並進及び回転エネルギーとして破片の中に含まれている。結果として生じた破片が同じ大きさで
あると仮定すると,次の式を得る。
(
)
rot
trans
E
E
z
E
+
×
=
·································································· (A.2)
破片の並進エネルギーを次の式に示す。
(
)
2
2
2
2
2
3
trans
ˆ
sin
)
1(
)
1(
9
2
v
α
α
Q
Q
m
π
E
×
×
−
−
×
×
×
=
······································· (A.3)
破片の半角α=67°において,並進エネルギーは最大値となる。
(
)
(
)
2
2
2
2
3
trans
1
1
051
.0
)
67
(
v
Q
Q
m
α
E
×
−
−
×
×
=
°
=
········································· (A.4)
破片の回転エネルギーの計算は次の式による。
rans
rot
t
E
z
E
E
−
=
······································································· (A.5)
注記 記号については,A.2を参照。
A.4.3 といし覆いの厚さの決定
といし覆いの厚さの計算のための理論的モデルは存在しない。したがって,表A.1〜表A.6の厚さは経
験と入手可能な実験的試験結果とに基づいて決定している。その手順を次に示す。
といし覆いの厚さの決定に関する基本的基準は,新しいといしの質量及び寸法並びにといし軸駆動装置
の故障した場合に起こり得る最大周速度を用いたA.4.2の式(A.4)に従う破片の並進エネルギーである。
要求される厚さ及び破片エネルギーは,EN 13218:2002が作成されたときに有効であったドイツ,イギ
リス及びフランスの各国法規の中の厚さ表に関連付いている。これらの厚さ表に記載されたといしに対し
て推定される破片エネルギーは,上記の式を用いて計算された。といし覆いの厚さ表の値をこの算出した
エネルギー値に割り当てた。厚さは,線図においては,といし覆いの材料をパラメータとした破片エネル
73
B 6033:2018
ギーの関数として表された。
線図は要求事項間でかなりの一致を示した。ただし,考慮した全ての表において,厚さの値に割り当て
られたエネルギー値は幅広いばらつきを示した。
厚さを破片エネルギーに明確に割り当てるために,認められた変動を補償関数によって,さらに現在ま
で慣例的に使用されてきた厚さに関する実験的調査及び経験を用いて概算した。
この経験的手順によって,表A.7に示すガード材料について,といし覆いの外周部の厚さtpとといしの
破片エネルギーEtransとの関係は,次のように導かれた。
鋼板:
tp=
37
.0
trans
4.0E
(Etrans<100 000 Nm)
鋳鋼:
tp=
37
.0
trans
57
.0
E
(Etrans<100 000 Nm)
鋳鉄:
tp=
37
.0
trans
92
.0
E
(Etrans<6 000 Nm)
鍛造アルミニウム合金:
tp=
37
.0
trans
7.0E
(Etrans<3 300 Nm)
鋳造アルミニウム合金:
tp=
37
.0
trans
8.1E
(Etrans<1 300 Nm)
これらの式において,エネルギー値Etransは,Nmで与えられ,厚さtpは,mmである。
括弧の中に示されるエネルギー値は限界値であり,それよりも高い値については,上記の式の適否は確
認されていない。
表A.1〜表A.6に示される厚さは,これらの近似関数によって求めた。次の想定は,A.4.2の式(A.4)に従
った破片エネルギーの計算の基礎として次を想定した。
表A.1〜表A.4:JIS R 6242に従うといし1号又は41号
Q=0.2,D≦508 mmの場合
Q=0.4,D≧610 mmの場合
Q=といしの穴径Hと直径Dとの比
破片の半角α=67°
といしの密度ρ=2.4 g/cm3
表A.6:
ISO 6104による超と粒ホイール1A1
超と粒の厚さX=6 mm
Q=コア直径(D−2X)と
といしの直径Dの比
破片の半角α=15°
と粒密度ρ=8.6 g/cm3
コアの破損は考慮しない
超と粒ホイールがEN 13236又は同等の要求事項に適合している場合は,超と粒ホイールのコアの破損
は考慮しなくてよい。
各国の厚さ表と経験値とを基に,といし覆いの側方部厚さtsは,ts/tp=0.75として求めた。計算によって
求められた厚さは,表では0.5 mm単位に丸めている。
この手順は,表A.1〜表A.6に記載されていない寸法及び周速度のといし,並びに上記とは異なる密度
のといしに対するといし覆いに適用できる。
74
B 6033:2018
A.4.4 取付け手段の設計
事象を単純化するために,取付け手段の設計には破片の並進エネルギーだけを考慮に入れる。しかしな
がら,安全上の理由から,最大周速度に30 %上乗せした速度で計算を行う。その結果として,式(A.4)はこ
の計算によって,次の式のように変換される。
(
)
(
)
2
2
2
2
3
trans
1
1
086
.0
)
67
(
v
Q
Q
m
α
E
×
−
−
×
×
=
°
=
········································ (A.6)
静止質量に衝撃力が働いた場合の塑性変形によるエネルギー損失を考慮することができる。
(
)
'
trans
2
SH
Br
SH
1
E
k
m
m
m
E
×
−
×
+
=
∆
··················································· (A.7)
衝撃係数kはk=0(塑性衝撃)とk=1(弾性衝撃)との間で変化する。この衝撃係数kは裏張りとして
といし覆いに付けた塑性材料又は要素(例えば,硬い発泡ポリウレタンや薄肉の丸い管)によって,ある
範囲内で低減することができる。実際の試験では例として衝撃係数k=0.75の値を示した。これらの変形
要素の厚さは,といし覆いの厚さと少なくとも等しくする。180 N/cm2の引張強度をもつ発泡ポリウレタン
の場合には,裏張りの厚さとといし覆い(表A.1〜表A.5)の厚さとの比はおよそ4:1が望ましい。しか
し,といし覆いの中に,例えば,溶接された固定網のような硬い障害物は避けることが望ましい。
安全装置は,といしが破壊した場合にもこれらの部品が外れないように研削盤に取り付ける。n個の要
素のエネルギー吸収能力の合計は,エネルギーの計算値より大きい。
次の条件を満足する。
E
E
W
n
i
i
Δ
'trans
1
−
>
∑
=
···································································· (A.8)
衝撃引張応力
衝撃引張応力の場合には,伸びボルトが使用される。伸びボルト(例えば,高弾性のねじ,材料品質8.8,
10.9又は同等品)のエネルギーの減衰能力は,次の式のように概算される。
B
m
s
T
D
ε
σ
l
A
W
×
×
×
=
································································ (A.9)
ここで,
2
m
eH
m
R
R
σ
+
=
······································································(A.10)
ReHは,例えば,Rp0.2である。
せん断応力
もし可能な場合,これらの条件下では,エネルギー減衰能力が非常に小さいので,固定ねじは破片のエ
ネルギーによるせん断応力で破断しない。特別な取付方法で結合される場合には,せん断領域は十分な大
きさを保証する。せん断エネルギーの減衰能力は,およそ次の式のように示される。
w
m
s
s
F
W
×
=
········································································· (A.11)
要素が円形断面の場合の平均的なせん断力を次の式に示す。
max
m
3
2
F
F
×
=
········································································(A.12)
最大せん断力を次の式に示す。
s
s
max
A
τ
F
×
=
·········································································(A.13)
せん断距離を次の式に示す。
d
s
×
=3.0
w
··········································································(A.14)
75
B 6033:2018
附属書B
(参考)
ガードの衝撃試験−破裂試験
この附属書は,対応国際規格のガードの衝撃試験(破裂試験)に関する附属書Bを参考として記載する。
B.1
一般
この附属書は,加工領域からの飛散物によるリスクを最小限にするために,ガードに対する試験につい
て記載する。
この附属書は,完成したガード及びガード材料に適用する。
B.2
試験方法
B.2.1 原理
この試験方法は,といし覆いを備えていない機械に適用し,といし破片の飛散による危険を再現する。
この試験によって,貫通及び引張りに対するガード又はガード材料の耐性・強度が示される。
この試験においては,といしを意図的に破裂させて危険事象を再現する。
B.2.2 試験条件
a) 試験は,研削盤の最大可能といし軸回転速度の少なくとも1.2倍でといしを破裂させる。といし径に
対応する制限したといし回転速度が表3 5)に従った速度監視をしている場合,制限したといし回転速
度の1.2倍で試験してもよい。
注記 といしの周速度は,最大可能といし回転速度又は制限したといし回転速度に対応する周速度
を20 %上回ると想定している。この安全係数は,次による。
− ガード又はサンプル部材の材料特性のばらつき
− 制御システムの信号処理に必要な時間間隔に起因する遅延を伴ってといし軸駆動を遮断
した場合に,増加する回転速度/周速度の不確かさ
− “中央への衝撃”は,最悪ケースではないこと
− 耐衝撃性決定のための衝撃試験数が少ないこと
− 試験装置のといし軸回転速度の不確かさ
b) といしは,該当する研削盤に用いられるといしに相当する形式(形状,硬さ,気孔)及び質量のもの
を使用する。最も高いリスクを示すといしを使用する。
c) 試料は,といしの周りの飛散方向に放射状に配置する。
d) といしの破片の並進エネルギーが最大になるように,といし総質量の約1/3の破片が生成されること
が望ましい。これは,といしに切込みを入れることで実施してもよい。
e) 試料のといし軸までの距離は,実際の研削盤のガードとといし間の距離にほぼ一致することが望まし
い。
f)
試験の回数:といし破片の飛散方向と衝突位置が偶然に一致して,試料が表面の少なくとも1/3が衝
突したことを調べる(例えば,高速度写真で)。そのような衝突になるまで試験を繰り返す。衝突の確
率を上げるために,試験ごとに飛散方向に複数の試料を配置してもよい。
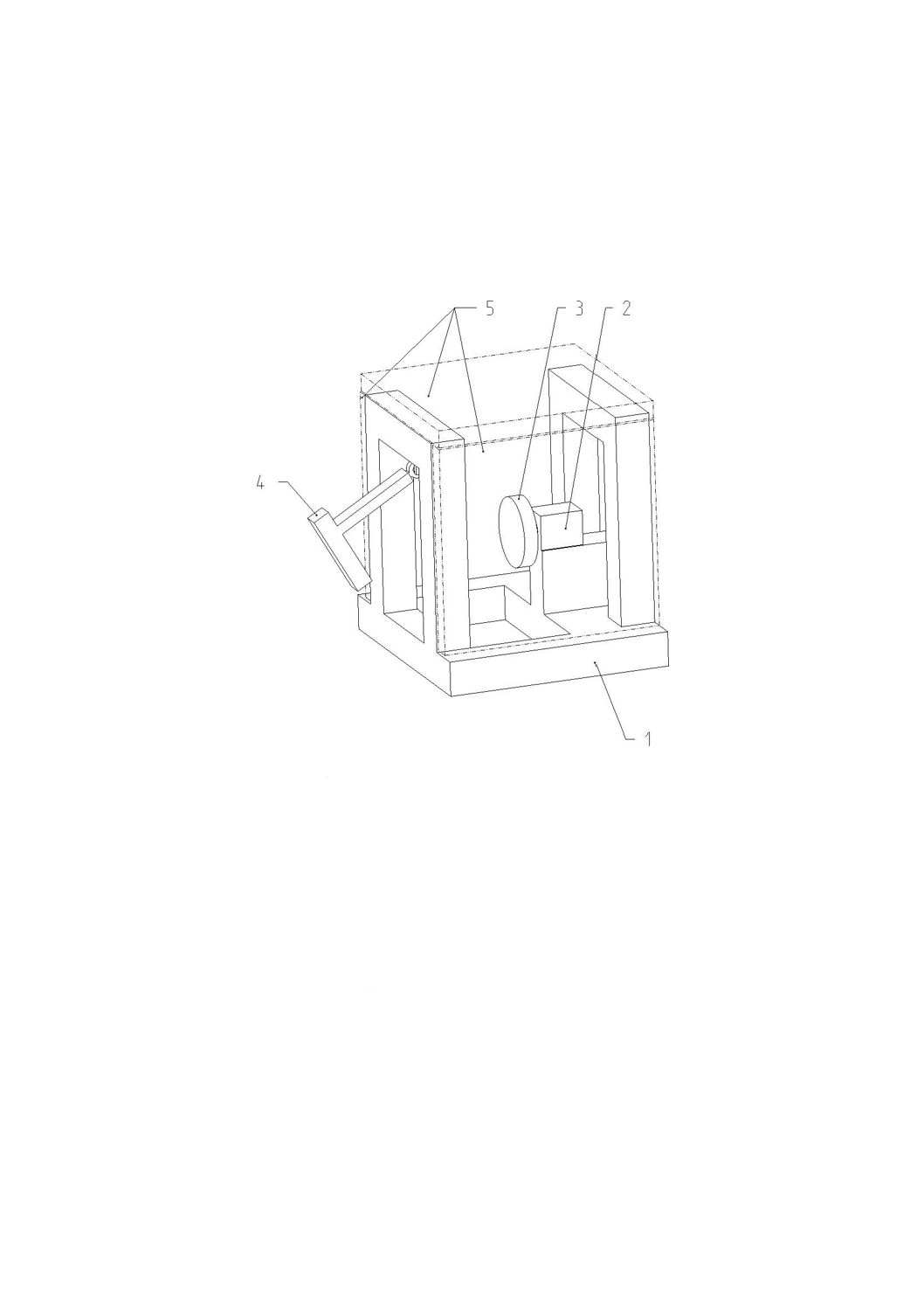
76
B 6033:2018
B.2.3 試験装置
試験装置(図B.1参照)は,といしを必要な回転速度又は周速度に加速するために,主にといし把持装
置を備えた動力駆動式のといし軸で構成される。
速度は,測定によって制御する。
さらに,試験装置は,といしの破壊を引き起こす装置(例えば,ハンマー)及び試料を固定するための
構造を備える。
記号
1
フレーム
2
主軸
3
といし
4
ハンマー
5
試料
図B.1−衝撃試験装置の例
B.2.4 試料
サンプル部材又はガードの完成品を試料として使用してもよい。
衝撃試験の試料は,実際の研削盤の最も弱い部分の材料及び構造に対応したものとする。
ガードの二つの要素の連結部分を試験する場合は,といし破片が実際の連結部分の傍らを直撃するよう
に試料を試験装置上に配置する。
目視窓だけの耐衝撃を試験しない。もう一つの決定要素は,目視窓の外周部構造への取付けである。
したがって,目視窓は,実際の機械への取付けに類似した方法で,研削盤のガードに相当する構造に取
り付ける。
大きな目視窓は小さなものよりも衝撃によって膨らむので,更に大きな重ね代が求められる。試験は,
77
B 6033:2018
実際の研削盤に使用する目視窓の外部寸法にほぼ一致する目視窓を用いて実施する。±15 %の逸脱は認め
られる。
B.3
結果
衝突後の試料に見られる損傷の評価は,次による。
B.3.1 損傷の程度は,次による。
a) ざ(坐)屈及び/又は膨らみ(割れのない恒久的な変形)
b) 浅いひび及び/又は割れ(片面だけに見えるもの)
c) 貫通したひび及び/又は割れ(表面から裏面まで貫通したひび及び/又は割れ)
d) 貫通(発射体が試験対象を貫通すること)
e) 目視窓の固定部分からの外れ
f)
ガードの支持部分からの外れ
B.3.2 判定
貫通したひび又は貫通がなく,かつ,B.3.1のe)又はf)の損傷がなければ,試験に合格する。
B.4
試験報告書
試験報告書には,少なくとも次の情報を記載する。
a) 試験の日付,場所及び試験機関の名称
b) といしの寸法,質量及び強度
c) 試験対象の設計,材料及び寸法
d) 試験対象の試験装置への保持又は固定方法
e) 損傷状態が示された試験結果
78
B 6033:2018
附属書C
(参考)
ガードの衝撃試験−発射体による衝撃
この附属書は,対応国際規格のガードの衝撃試験(発射体による衝撃)に関する附属書Cを参考として
記載する。
C.1 一般
この附属書は,加工領域からの飛散物によるリスクを最小限にするために,ガードに対する試験につい
て規定する。この附属書は,完成品としてのガード及びガード材料に適用する。
C.2 試験方法
C.2.1 原理
この試験方法は,といし覆いを備えていない機械に適用し,といし破片の飛散による危険事象を再現す
る。この試験によって,貫通及び引張りに対するガード又はガード材料の耐性/強度が示される。
この試験においては,発射体をガードに衝突させて危険事象を再現する。その衝撃エネルギーは中心角
134°の扇形といし破片の並進エネルギーに一致する。
C.2.2 試験条件
a) 機械に使用されるといしで最も高い危険性を示すものに基づいて,破片の衝撃エネルギーを決定する。
b) 必要な衝撃エネルギーは,式(A.4)で決定する中心角134°の扇形といし破片の並進エネルギーに相当
する。研削盤の最大可能といし軸回転速度の1.2倍のといしの周速度を仮定している。といし径に対
応する制限したといし回転速度が表3 5)に従った速度監視をしている場合,制限したといし回転速度
の1.2倍で試験してもよい。
注記 といしの周速度は,最大可能といし回転速度又は制限したといし回転速度に対応する周速度
を20 %上回ると想定する。この安全係数は,次による。
− ガード又はサンプル部材の材料特性のばらつき
− 制御システムの信号処理に必要な時間間隔に起因する遅延を伴ってといし軸駆動を遮断
した場合に,増加する回転速度/周速度の不確かさ
− “中央への衝撃”は,最悪ケースではないこと
− 耐衝撃性決定のための衝撃試験数が少ないこと
− 試験装置のといし軸回転速度の不確かさ
c) 発射体の質量は,a)に示されるように中心角134°の扇形といし破片の質量程度とする。発射体の直
径は,といし幅にほぼ一致することが望ましい。
d) 破片の必要な速度は,b)及びc)に従った質量の下で次の式から計算する。
m
E
v
2
=
ここに,
v: 発射体の速度=衝突速度
E: b)によって計算される衝撃エネルギー
m: c)による発射体の質量
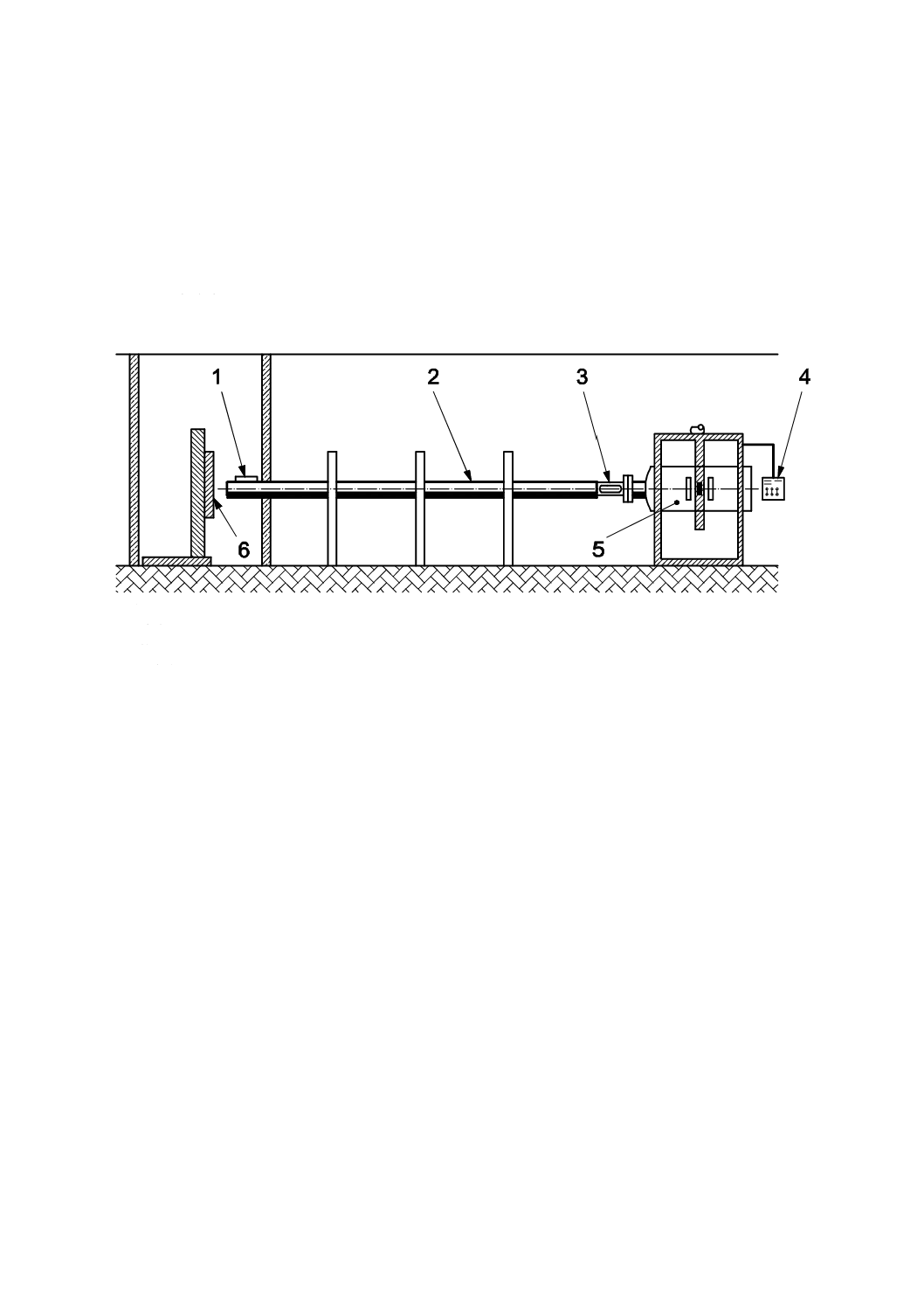
79
B 6033:2018
C.2.3 試験装置
試験装置は,発射装置,発射体及び試料であるガードの支持で構成する。
C.2.3.1 発射装置
発射装置は,例えば,フランジ付きの筒及び圧縮空気容器から構成することができる(図C.1参照)。圧
縮空気をバルブによって放出することができて,発射体を試験対象に向けて加速する。この発射装置には,
コンプレッサによって空気を供給する。発射体の速度は,空気圧で制御することができる。駆動又は推進
装置は,衝突速度の±5 %まで発射体を加速できる。
発射体速度は,適切な速度計,例えば,近接センサ又は光電セルによって筒の出口付近で測定する。
記号
1
速度計
2
筒
3
発射体
4
操作盤
5
圧縮空気容器
6
試料
図C.1−衝撃試験装置
C.2.3.2 発射体
発射体の形状,質量及び寸法は,図C.2及び表C.1に示す。
発射体の材料,質量及び形状の仕様は,次による。
− C.2.2 a)で指定するといし材料に対応した発射体の材料
− C.2.2 c)で指定する発射体の質量及び直径
− 図C.2及び表C.1に指定する発射体の前面
発射体の仕様が表C.1の標準発射体に一致する場合は,標準発射体を使用することができる。それ以外
の場合は,適切に縮小又は拡大して発射体の幾何学的形状を指定する。
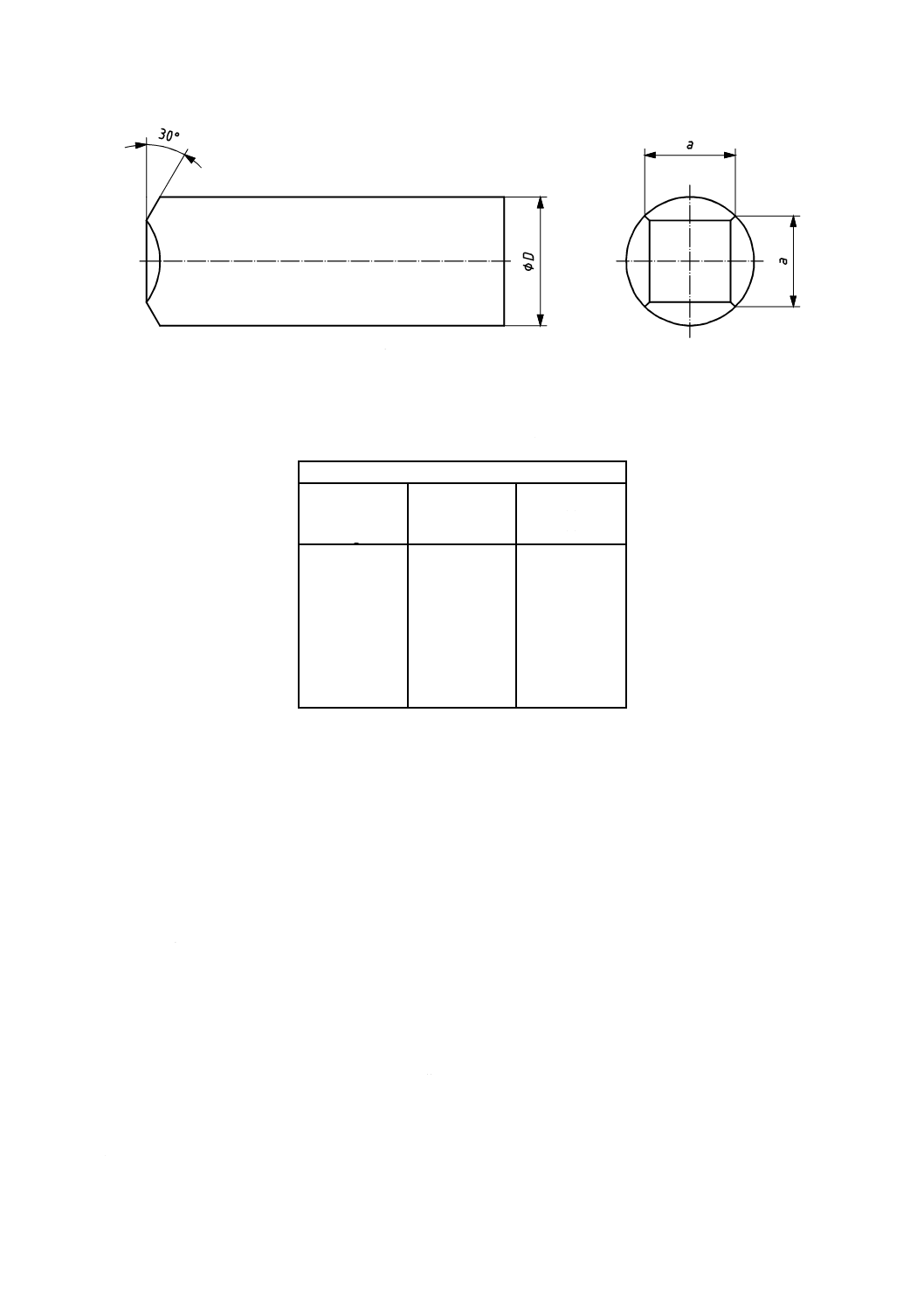
80
B 6033:2018
注記 発射体は,少なくとも0.5 mmの深さまでHRC
4
0
56+に焼き入れしておく。
図C.2−発射体
表C.1−発射体の質量及び寸法
発射体
質量
m
kg
直径
D
mm
前面
a×a
mm×mm
0.625
1.25
2.5
30
30
40
50
30
50
60
70
19×19
19×19
25×25
30×30
19×19
30×30
38×38
45×45
C.2.3.3 速度測定
発射体速度は,加速が完了した位置(筒から出た後又は筒内の適切な圧力逃がし部分を過ぎた位置)で
測定する。速度は,一定の間隔で設置した近接センサ,光電セル又は同等の手段を用いて測定する。
C.2.3.4 試験中のガード支持
試験は,ガード及び/又はガードのサンプル部材を使って行う。ガードの支持部分は,機械におけるガ
ードの取付けと同等とする。ガードの試験においてサンプル部材を使う場合は,開口部の内側が450 mm
×450 mmのフレームに取り付けることができる。このフレームは,十分な剛性をもつものにする。サン
プル部材は,強制的な締付けによらない方法で支える。
C.2.4 試験手順
ガードの耐衝撃力等級を評価するために,発射体は,可能な限り材料サンプルの中心に,かつ,垂直に
衝突させる。機械ガードの実物を用いた試験では,衝突は,ガードの最も弱い部分に対して行う。
C.3 試験結果
衝突の後に,ガード又は材料に発見された損傷は,次のように判定する。
C.3.1 損傷は,次による
a) ざ(坐)屈及び/又は膨らみ(割れのない恒久的な変形)
b) 浅いひび及び/又は割れ(片面だけに見えるもの)
81
B 6033:2018
c) 貫通したひび及び/又は割れ(表面から裏面まで貫通したひび及び/又は割れ)
d) 貫通(発射体が試験対象を貫通すること)
e) 目視窓の固定部分からの外れ
f)
ガードの支持部分からの外れ
C.3.2 判定
貫通したひび又は貫通がなく,かつ,B.3.1のe)又はf)の損傷がなければ,試験に合格する。
C.4 試験報告書
試験報告書には,少なくとも次の情報を記載する。
a) 試験の日付,場所及び試験機関の名称
b) 発射体の質量,寸法,及び速度
c) 機械製造業者,形式,最大加工径,最大といし軸回転速度,といしの質量及び寸法,並びに衝撃によ
って生じた損傷
d) 試験対象物の設計,材質及び寸法
e) 試験対象物の固定方法
f)
衝撃の方向及び発射体の衝突位置
g) 試験結果
82
B 6033:2018
附属書D
(参考)
といしの取付方法及び工具取付装置に関する事項
この附属書は,対応国際規格では規定の附属書である。しかし,構造規格とは一致していないので,こ
の規格では,対応国際規格の附属書を参考として記載する。構造規格の規定は,この附属書に優先して適
用される。
D.1 一般
研削盤にといしを取り付ける装置は,次による。
D.2 取付方法
取付方法の例:
− フランジによる方法。図D.7〜図D.12を参照。
− ナット付き取付具/ボルト取付台板による方法。図D.13〜図D.15を参照。
− といし外周の締付けリング又は,チャッキング工具による方法。図D.16を参照。
− 接着台板による方法。図D.17及び図D.18を参照。
− 締付けセグメント取付具による方法。図D.19及び図D.20を参照。
D.3 取付装置の設計
取付装置は,最小の操作力において最大のトルクを伝達する。次の事項を満たす。
− といしフランジの設計では,締め付けたときに接触部分が回転軸に対して直角であることを確実なも
のとする(タイプ4のテーパといしを除く。)。
− 締付け力は接触面全体で均一にする。接触面は平たん(坦)であり,ばりはないものにする。回転軸
の同軸度は0.02 mm以下であることが望ましい。
− といし締付け範囲のといしの穴径が当たる部分にぬすみを設ける。ぬすみは1 mm以上とし,H>0.2D
のといしの場合は4 mm以上とする。
− 取付装置にはD.4.4に従ったマーキングをする。
D.4 フランジの設計
D.4.1 締付け力及び締付けトルク
寸法は有限要素法(FEM)又は等価法によって設計できる。代替の設計手段として,D.4.2の手引を使
用してもよい。
D.4.2 締付け直径寸法,半径方向の幅及び接触幅
フランジの直径DFの仕様は,といしの機能,研削盤の種類,及び最大使用周速度に対応して表D.1〜表
D.3に適合する。さらに,といし(図D.1)の半径方向の幅Mの少なくとも1/6をフランジで覆う(R≧0.17M)。
ストレートフランジに関しては,輪状の接触幅Rは,フランジの直径の少なくとも1/6以上とする(R≧0.17
DF)(図D.2参照)。
スリーブフランジ(図D.1参照)の設計については,ISO 666を参照。
83
B 6033:2018
表D.1−といし及びビトリファイドコアの超と粒ホイールのフランジ径(切断用といしを除く。)
機械の種類
といし
最大といし軸回転速度
vs
m/s
フランジの直径
DF
mm
名称
単位:mm
結合剤
据付形研削盤
平形,皿形,カップ形
H≦0.2・D
全て
全て
≧0.33・D
H>0.2・D
≧H+2・(0.17・M)a)
D=といしの直径
H=といしの穴径
M=といしの半径方向の幅
−
2
H
D
注a) ISO 666を参照。
表D.2−切断といしのフランジ径
機械の種類
といし
最大といし軸回転速度
vs
m/s
フランジの直径
DF
mm
名称
単位:mm
結合剤
据付け形切断機
平形切断といし
D≦800
B,BF
≦63
≧0.2・D
80,100
≧0.25・D
125
≧0.33・D
D>800
BF
≦63
≧0.2・D
80,100,125
≧0.33・D
オフセット形切断といし D全て
BF
≦100
≧0.25・D
少なくとも
H+2・(0.17・M)
つり下げ式研削盤
平形切断といし及びオフ
セット形切断といし
D≦600
BF
≦80
8
B
6
0
3
3
:
2
0
1
8
84
B 6033:2018
表D.3−金属コアの超と粒切断ホイールのフランジ直径
機械の種類
といし
最大といし軸回転速度
vs
m/s
フランジの直径
DF
mm
名称
単位:mm
結合剤
据付け形切断機
平形切断といし
D≦600
G,M
≦200
≧0.18・D
少なくとも41
B
≦140
600<D≦1 500
M
≦125
≧0.18・D
D>1 500
≧0.10・D
少なくとも270
8
B
6
0
3
3
:
2
0
1
8
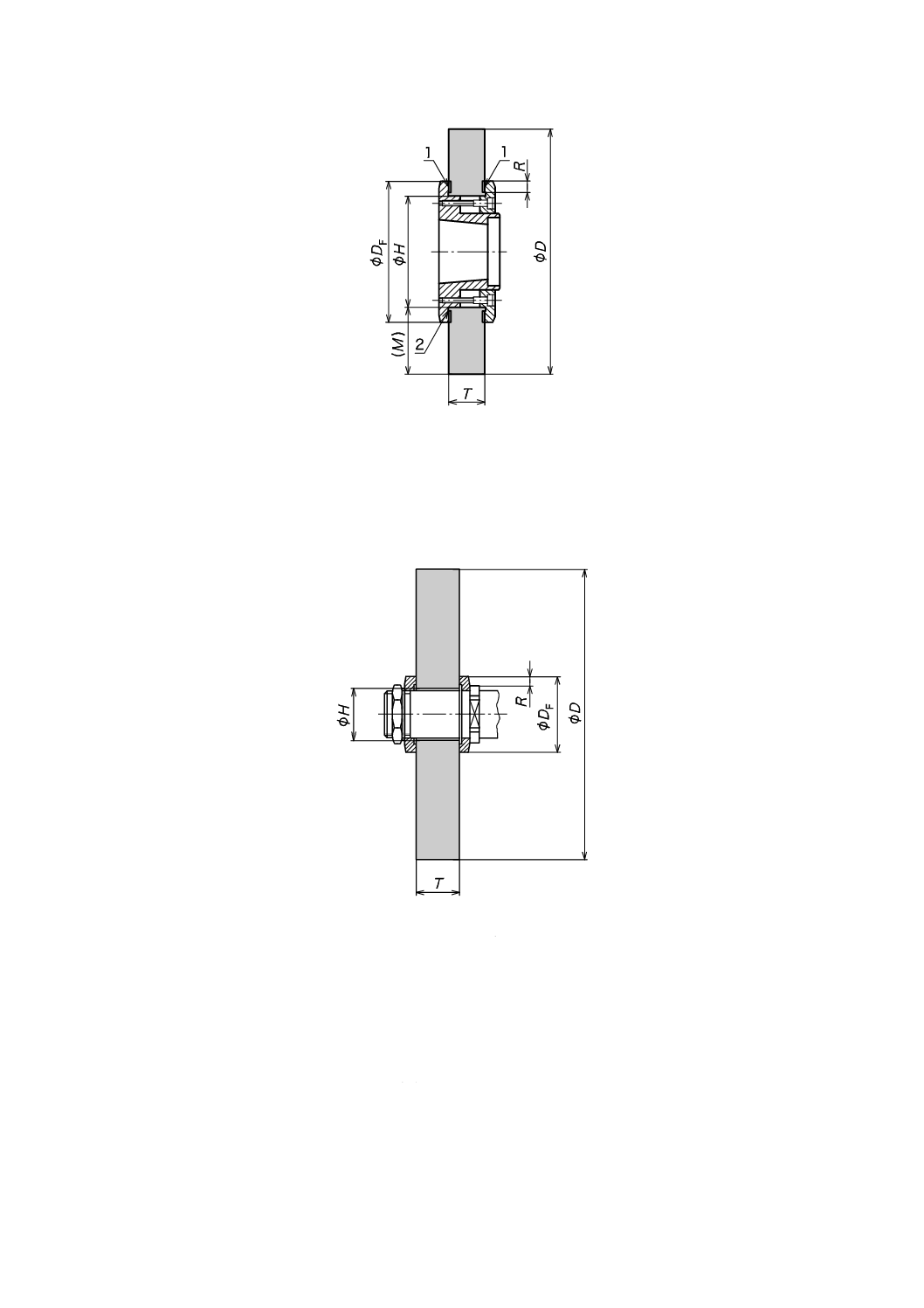
85
B 6033:2018
記号
1
ラベル
2
ぬすみ
図D.1−大きな穴径のといしの取付け用フランジ
(H>0.2 D)
図D.2−小さな穴径のといしの取付け用フランジ
(H≦0.2 D)
D.4.3 剛性
D.4.3.1 一般
フランジは,保持時に接触面全体に力が均一に確実に分布するように十分な剛性をもたせる。試験荷重
Fcを加えて,その保持領域が基準面に平行(λ≦0.005)な場合,フランジは十分な剛性があるとみなされ
る。試験手順をD.4.3.2に示す。ISO 666に適合するフランジは十分な剛性があるとみなし,剛性の測定を
必要としない。
D.4.3.2 剛性の測定方法
加える試験荷重は,といしの特性を考慮し,製造業者が計算する局部締付力FEに対応する値Fcである。
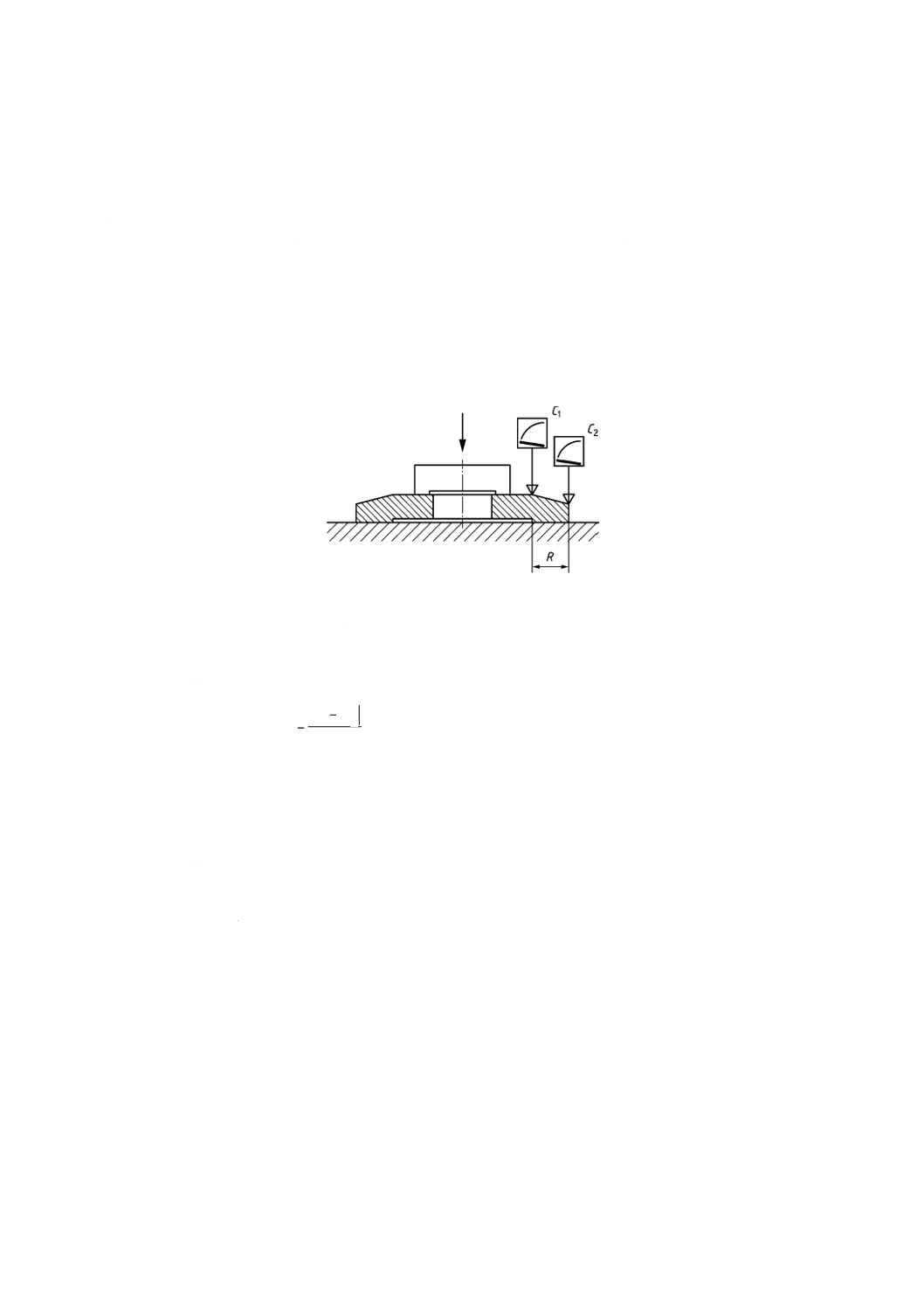
86
B 6033:2018
測定の実行:
a) 測定テーブル(平面度0.01/ 100以下)上に,接触面が測定テーブルに接触するようにフランジを配置
する。
b) 2個のダイヤルゲージを,一つは凹部の直径位置に,もう一つはフランジの直径DFが200 mm以下の
場合は直径から1 mmの位置に,DFが200 mmを超える場合は2 mmの位置に配置する。
c) フランジを保持するナット又はねじと同様の接触面積に相当する平座金を使用する。試験荷重Fcを加
える。試験荷重の1/10に相当する与圧に荷重を軽減し,ダイヤルゲージを0にセットする。複数のね
じで保持するフランジの場合においては,通常はねじでフランジに伝達されるように,負荷はピンに
よって伝達する。
d) ダイヤルゲージ(図D.3)から得るC1とC2との相対変位値を記録する。
図D.3−試験配置
e) 予圧まで試験荷重を減らす。ダイヤルゲージのポインタが元の位置に戻ってくることが望ましい。
f)
120˚ずらして3回測定を行う。
g) 比率を計算する。
R
C
C
λ
2
1−
=
(C1,C2,及びRの単位は,mmである。)
D.4.4 フランジのマーキング
直径Dが200 mmを超えるといしの場合,フランジはといしを取り付けた後も目視可能なように次の表
示をする。
− といしの最大外形D
− といしの最大厚さと最小の厚さT
− といしの穴径H
D.5 保持要素の埋め込みによるといしの取付具
D.5.1 ナット付きといし,軸付きといし
回転軸にねじ要素が埋め込まれているといしを支えるフランジは,といし及び平らな接触部分を設ける。
回転軸の円周振れ公差は0.02 mm以下とする。
平形及びカップ形といしを取り付けるために,フランジの直径DFは,といしの最大直径の少なくとも
0.33 Dとする(図D.4参照)。
Fc
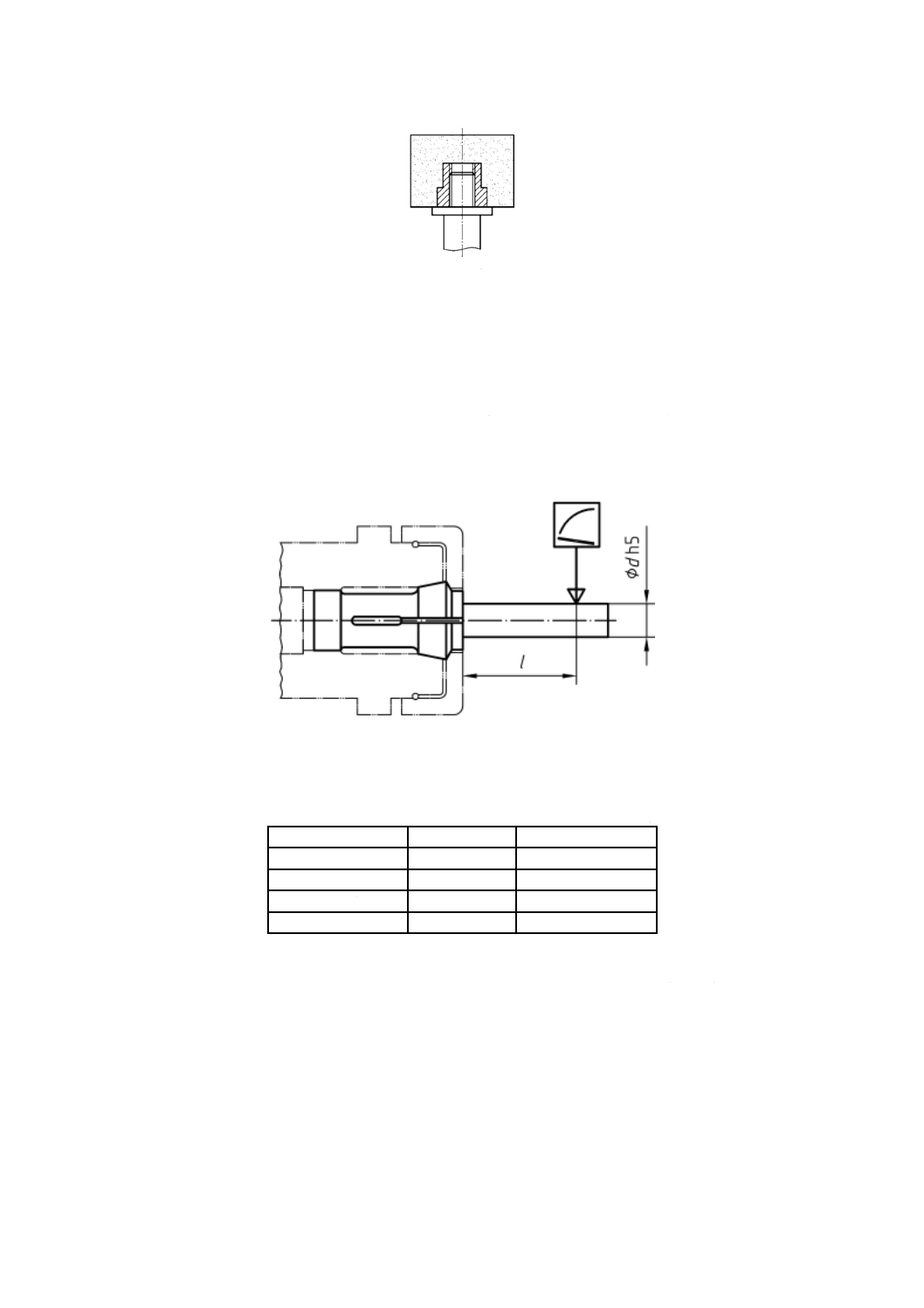
87
B 6033:2018
図D.4−カップ形といし
軸付きといしの取付け用のコレットは保持径及び保持長を表示する。コレットは保持した軸の十分な同
軸性を確保する。D.5.2の試験手順を用いて表D.4に示す円周振れ公差を超えていない場合は,この事項を
満たす。
D.5.2 コレットの振れ公差を決定するための方法
試験用のスピンドルにコレットを取り付けた後,試験軸φd h5をコレットに装着する(図D.5参照)。
試験軸の円周振れ公差は,保持位置からの距離(試験長)において測定し(例えば,ダイヤルゲージに
よって),対応する試験値と比較する。
図D.5−試験軸
表D.4−コレットの円周振れ公差
単位 mm
保持径φd
試験長l
円周振れ公差
1.6<φd≦3
10
0.02
3<φd≦6
16
0.02
6<φd≦10
25
0.02
10<φd≦18
40
0.03
D.5.3 といしのタイプ2,35,36,37といし(EN 12413参照)及び相当品のインサート
といしの埋め込みナットは台板の鋼と十分な面積で接し,埋め込みナットの曲げ又は破壊を引き起こさ
ないようにボルトをガイドする。ボルトの先端は,挿入されたナットの底及びといし本体に到達しない。
常にボルトとナット/といし本体の底部との間に隙間を設ける(図D.6参照)。
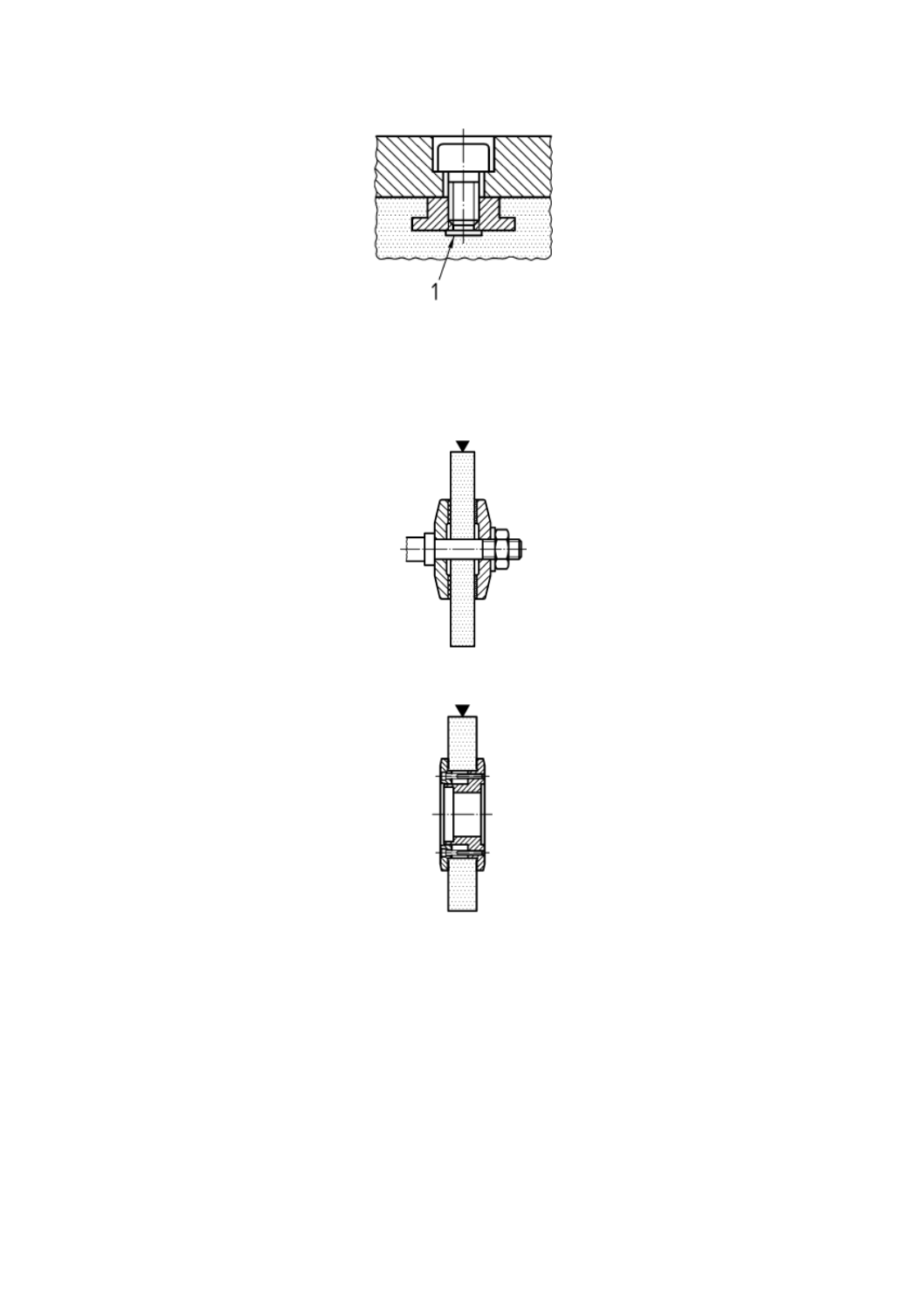
88
B 6033:2018
記号
1
ボルトの端部は,ナットの底に到達していない
図D.6−正しいナットとボルトとの配置
図D.7〜図D.19は,といしの保持の例を示す。
図D.7
図D.8
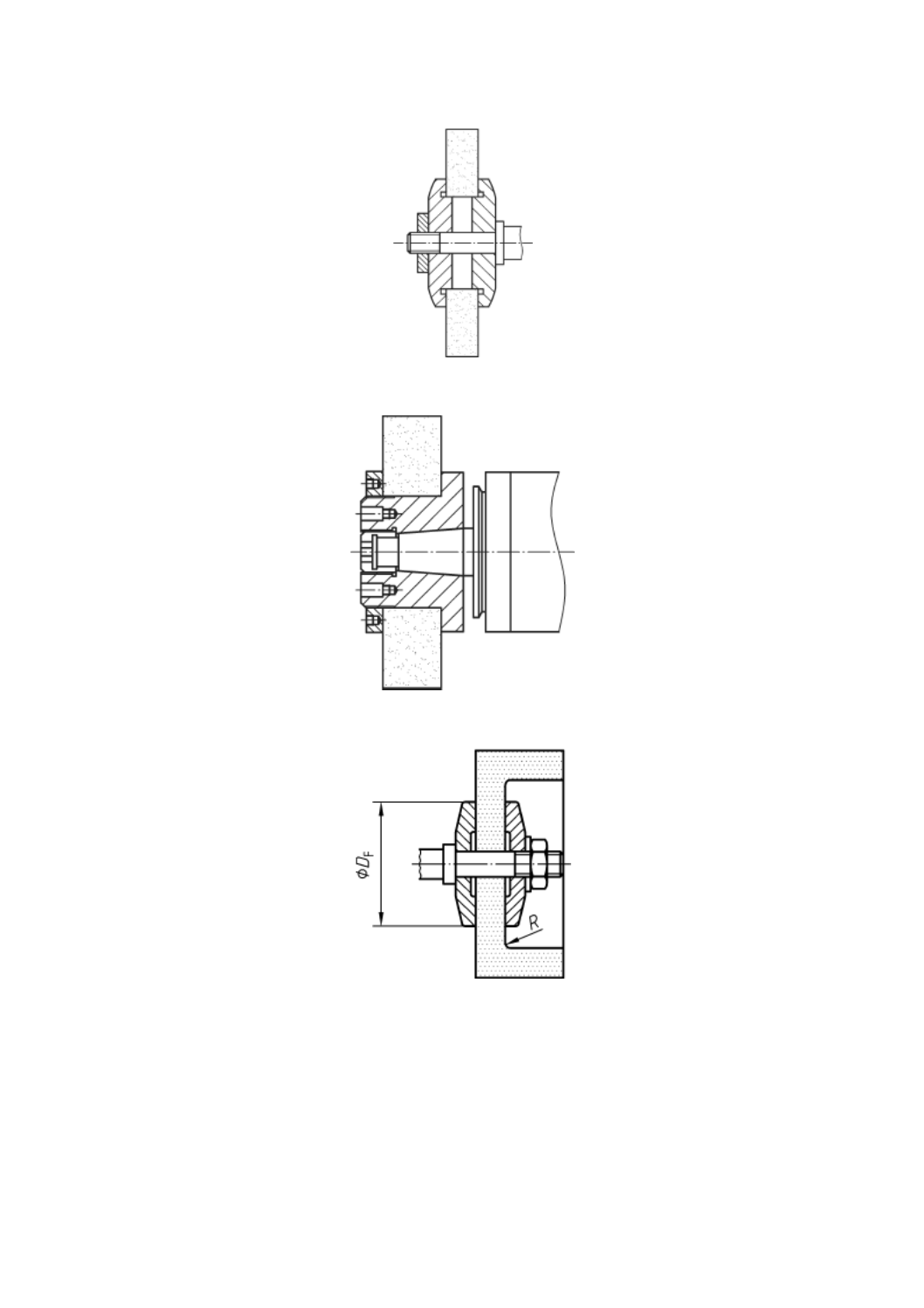
89
B 6033:2018
図D.9
図D.10
図D.11
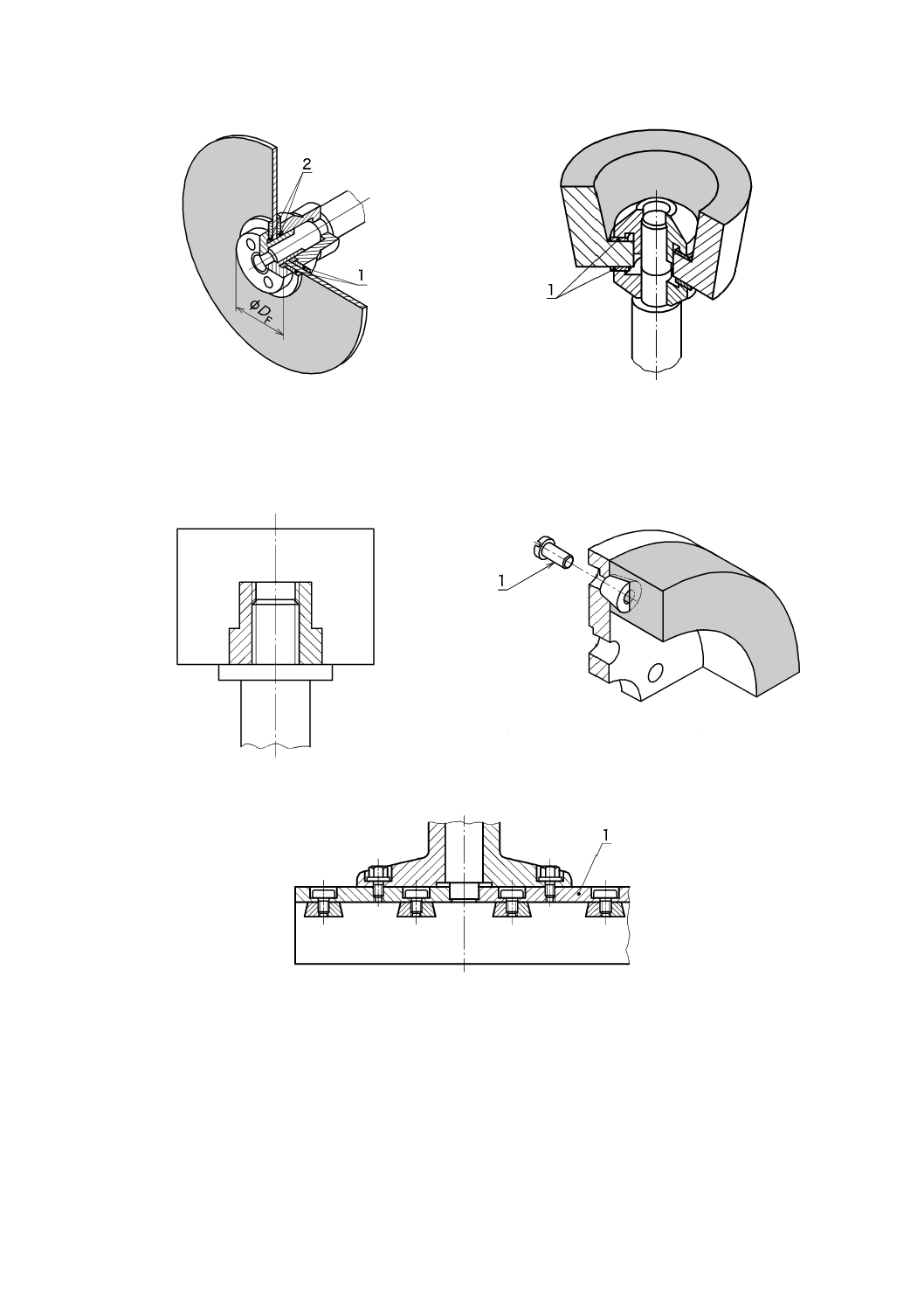
90
B 6033:2018
記号
1
ラベル
2
ぬすみ
記号
1
ラベル
図D.12
図D.13
記号
1
ボルトの先端がといしの底に到達していない
図D.14
図D.15
記号
1
台板
図D.16
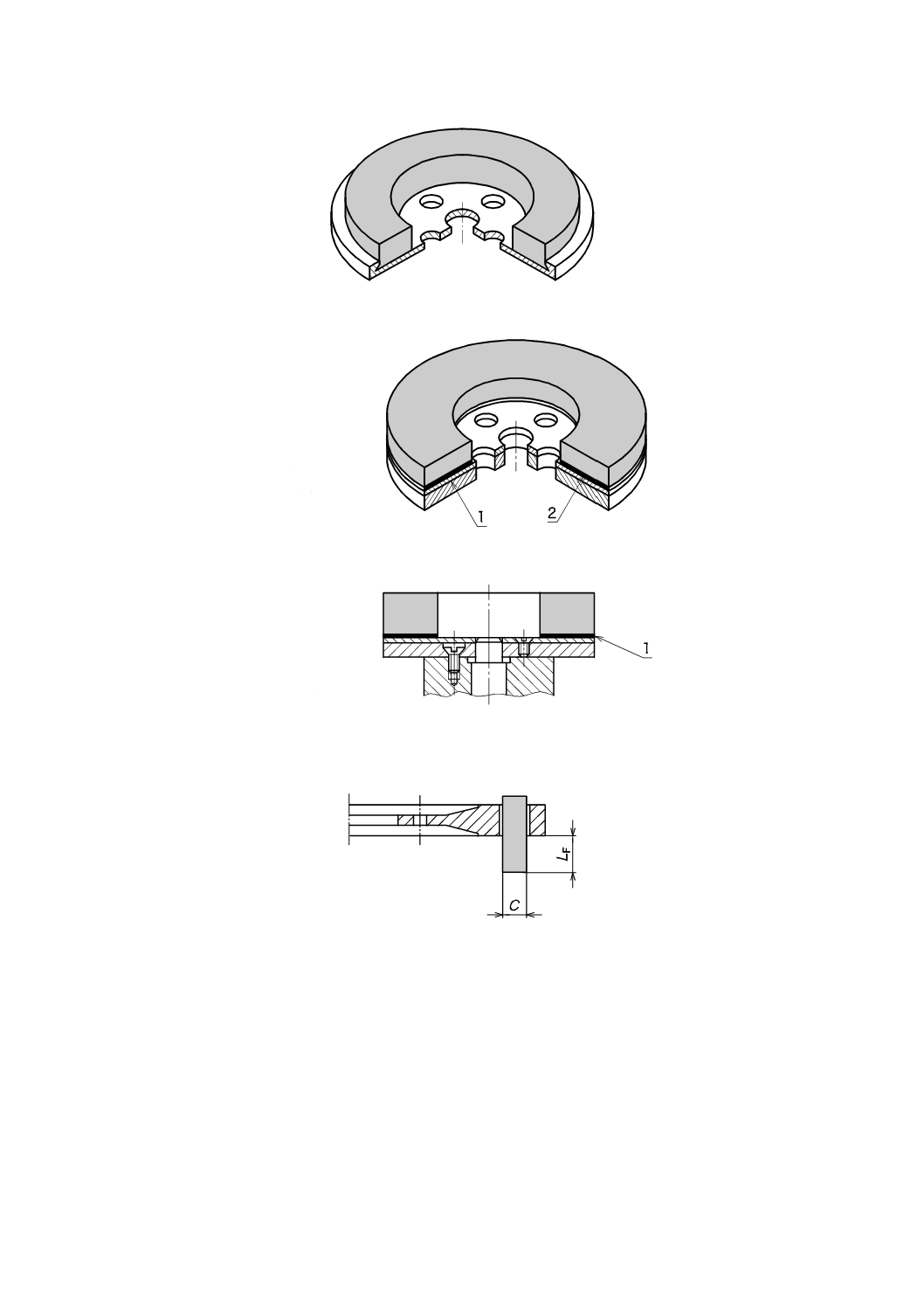
91
B 6033:2018
図D.17
記号
1
台板
2
接着剤
図D.18
記号
1
接着剤
図D.19
図D.20及び図D.21は,セグメント形といしの例を示す。
図D.20
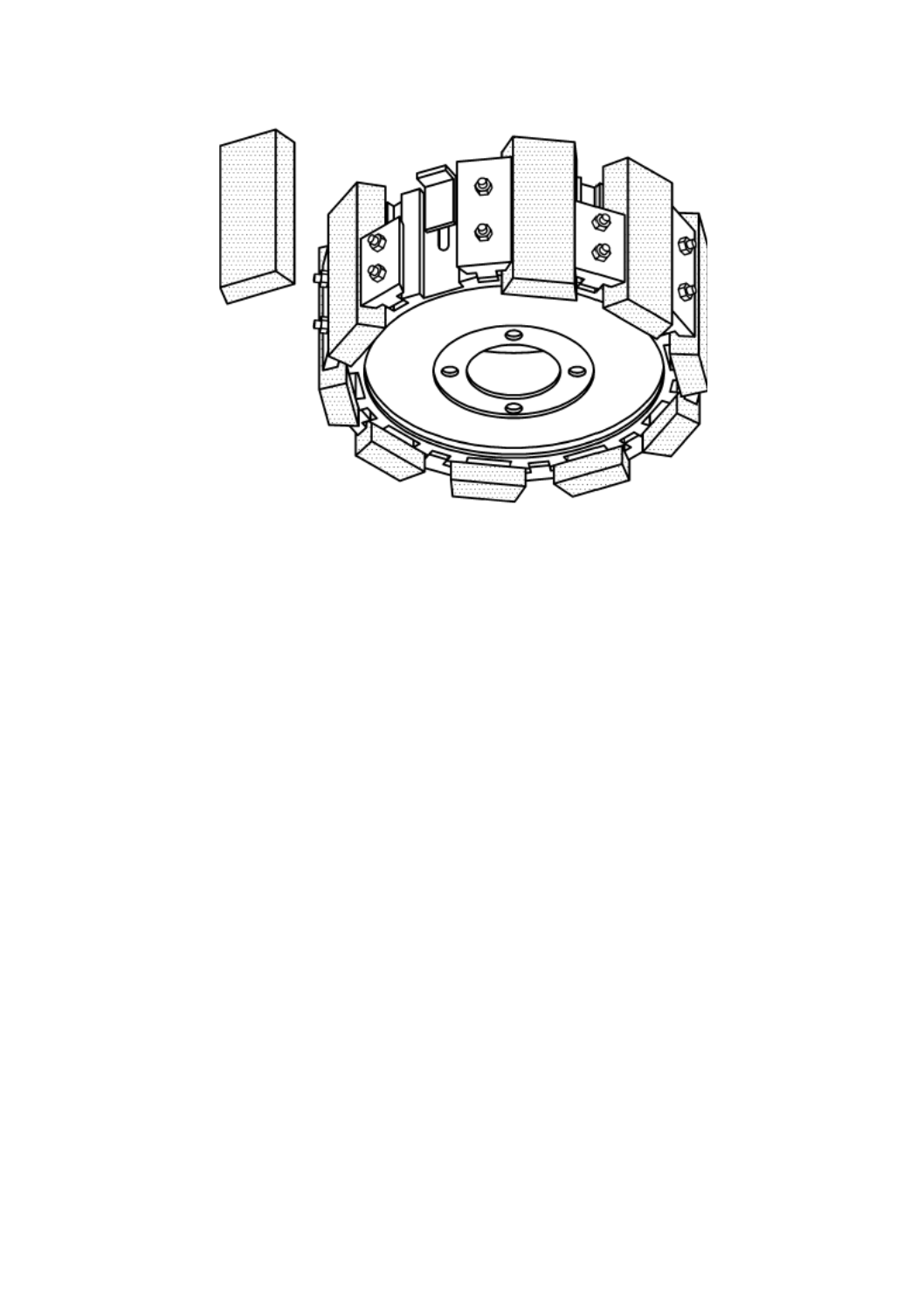
92
B 6033:2018
図D.21
93
B 6033:2018
附属書E
(参考)
騒音低減
設計段階での騒音放射低減のための保護方策の例を次に示すが,これが全てではない。製造業者は,同
等又はより高い効果のある騒音低減の代替方策をとることができる。
騒音低減は,次によることができる。
− 振動の防止
バランスのとれた工具及び工具の十分な支持,例えば,高剛性で直径の大きなフランジによる。
− 振動伝達の防止
振動が構造的に回避できない場合には,防振装置によって振動要素を絶縁し,外部への伝ぱ(播)
を低減する。
− 気流音の低減
排気口における気体,又は緩和過程に対しては吸音材による(例えば,空圧制御の圧縮空気の使用
において)。
例えば,といし及び工作物の保持装置の音に対する,圧縮空気用多孔ノズルの使用。
− 乱流の防止
可能ならば,高速回転部分の空気力学的な設計(例えば,閉曲面)は,乱流及びその結果生じる高
周波騒音の発生を防止する。
− 音の伝搬の低減
遮音性/減衰性のエンクロージャは,騒音源から外部への空気伝搬騒音を低減する。それらは,工
作機械全体又は個々の騒音源(例えば,油圧ユニット,加工領域,駆動モータ)のいずれかを覆うこ
とで達成してもよい。
エンクロージャの効率は,開口部(例えば,空気取入口又は排気口,搬入・搬出口)によって大幅
に低減する。
音の伝搬は,部分的なエンクロージャによって低減することができる。吸音材料は騒音源の周りの
機械のエンクロージャの内面に適用する(例えば,玉軸受外周の機械カバーの内面)。
94
B 6033:2018
附属書F
(参考)
騒音放射の決定
F.1
方法
工作機械の音圧レベル及び音響パワーレベルを決定するための一般情報及び基本的な測定方法は,JIS B
6195による。
環境補正値K2の関数として,音響パワーレベルは,ISO 3744又はISO 3746に従った反射面による方法
によって測定する。作業場所における音圧レベルは,ISO 11201,ISO 11202又はISO 11204に従って測定
する。音圧レベルの測定は,取扱説明書で作業位置として指定した位置で行う。
F.2
動作状況
この規格では,研削盤の騒音測定を行うのための運転条件は,規定していない。この運転条件は,将来,
この規格の附属書として規格化される可能性がある。製造業者は,それが利用可能になるまで騒音放射の
値の宣言に使用した運転条件,といし及び工作物の詳細を記載する。
複数の典型的な運転条件で騒音放射を測定することが有効な場合がある。規格に適切に規定されるまで,
測定は少なくとも次の条件の下,“無負荷”の運転モードで実行するのが望ましい。
− といしの最大運転周速度
− 最大軸送り速度
− 研削液の最大圧力又は最大流量
− 最高の出力
さらに,
− 全ての附属装置(例えば,チップコンベヤ,研削液システム,油圧・潤滑システム)は,測定中に稼
動していることが望ましい。
− 全ての保護装置は,特に騒音を低減するために設計されているもの及び機械に附属しているものは,
測定時に取り付け,“保護”位置になければならない。
作業位置での音圧レベル及び音響パワーレベルの決定においては,同一の取付け及び運転条件を使用す
る。
注記 ISO 11689に従った体系的な記録,騒音宣言の積上げ又は評価が今まで行われていないために,
この規格を適用する研削盤に対して,実現可能な騒音放射値は明示できない。
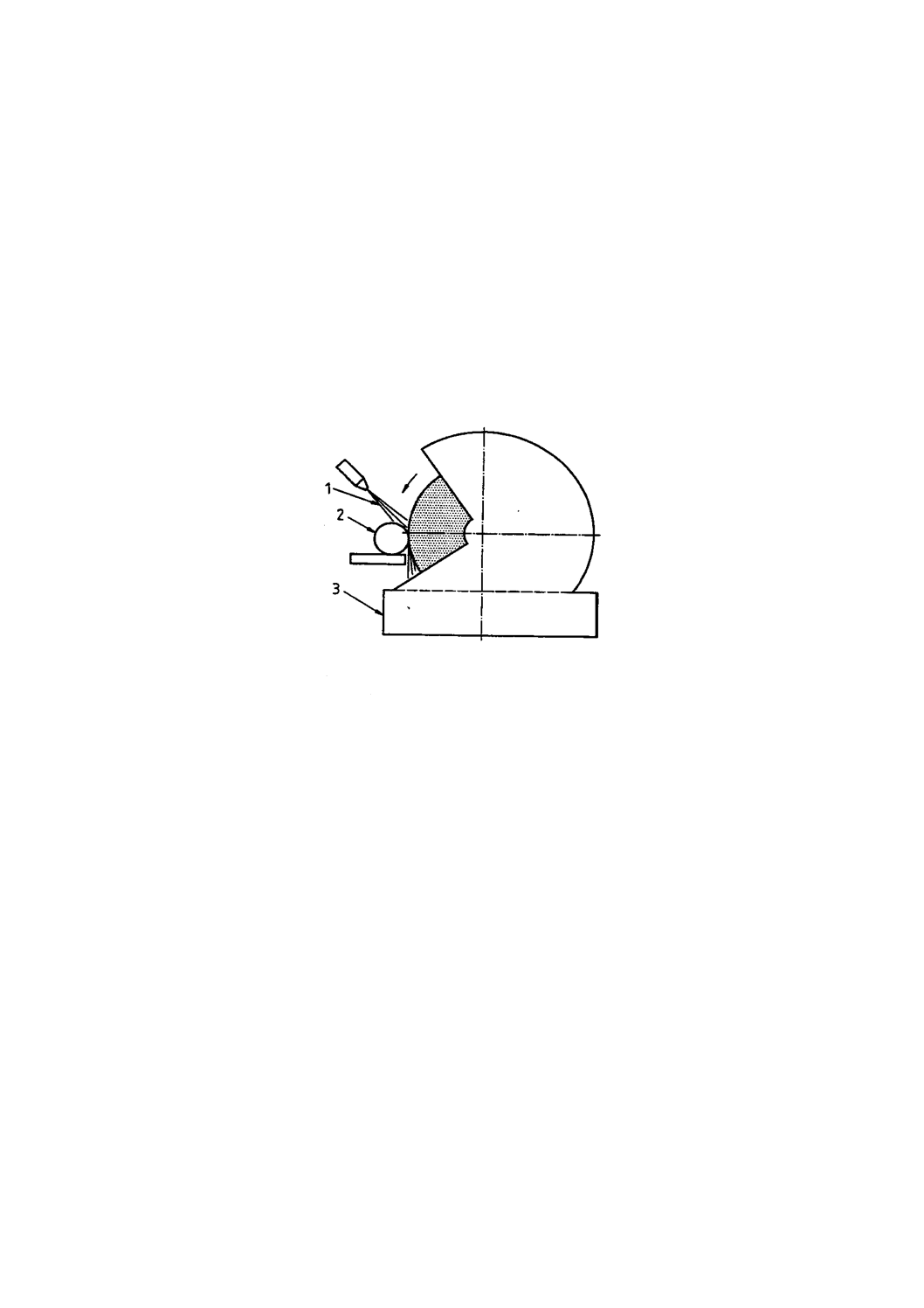
95
B 6033:2018
附属書G
(規定)
可燃性又は爆発性の粉じんを発生する材料を
加工するための研削盤に対する要求事項
G.1
湿式研削用の装置(図G.1参照)
機械には,加工点に直接,水又は適切な研削液を供給するための装置を備えなければならない。研削液
の流路は,常に加工点に十分な研削液を確実に供給できる距離でなければならない。
研削液が適切に供給されていない場合は,といし軸の回転を開始してはならない。
MSO 1において研削油が十分供給されていない場合には,適切な方法で加工を停止しなければならない。
記号
1
研削液
2
工作物
3
オイルパン
図G.1−湿式研削
G.2
粉じん発生直後に湿潤する乾式研削(図G.2参照)
機械には,水又は適切な研削液を研削点の直後に直接かけることで,粉じんは結合して落下し,その場
に積もるように,発生した粉じんを湿らせる装置を備えなければならない。水又は研削液の流路は,常に
加工点に湿式研削のための十分な量を確実にできる距離でなければならない。
研削油が適切に機能していない場合は,といし軸の回転を開始してはならない。
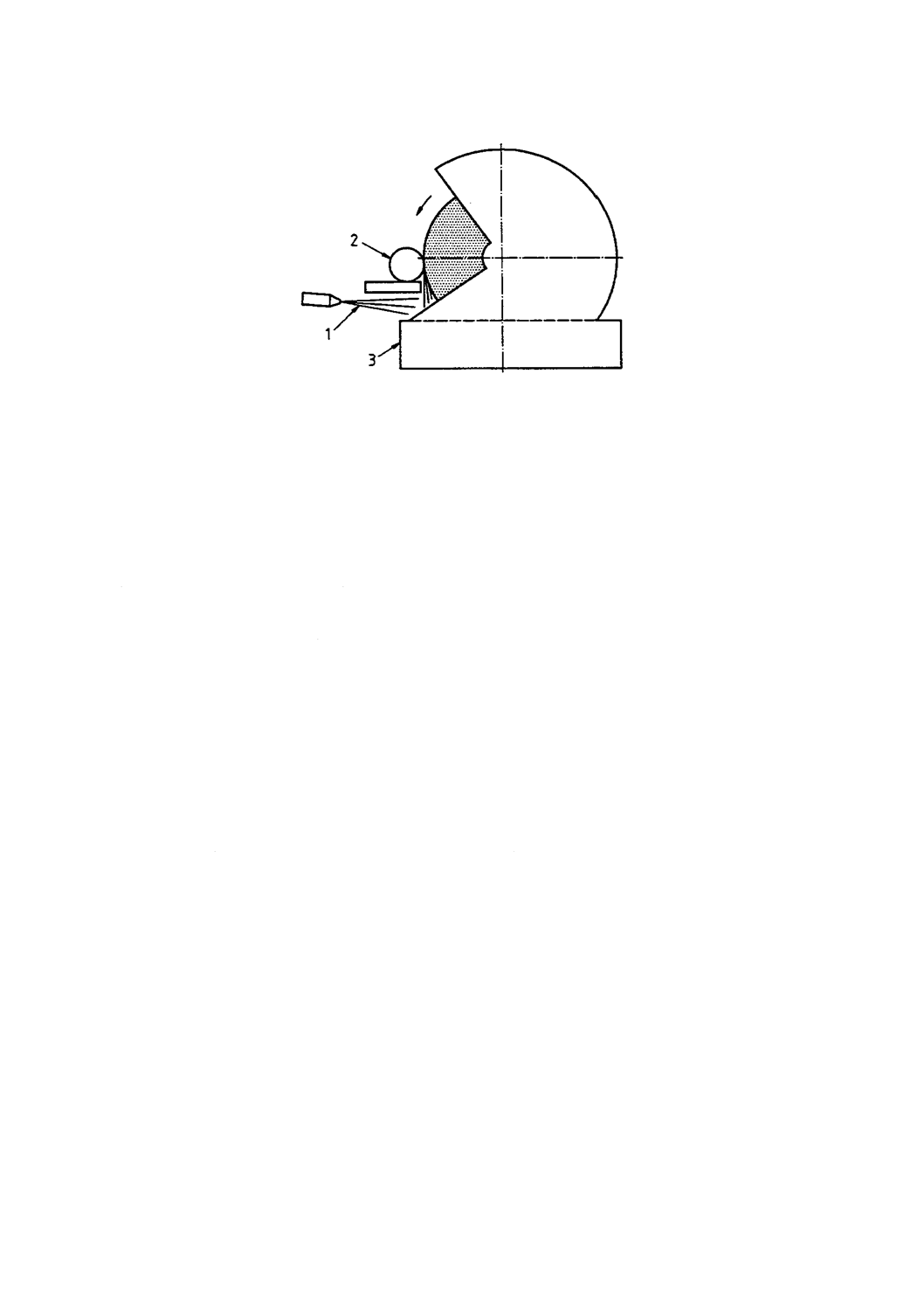
96
B 6033:2018
記号
1
研削液
2
工作物
3
オイルパン
図G.2−粉じん発生直後に湿潤する乾式研削
G.3
湿式吸じん装置を使った乾式研削(図G.3参照)
機械には,加工点で発生した乾式研削の粉じんを抽出するための装置と,抽出した粉じんを湿潤するの
に適切なシステムとを備えなければならない。
機械の加工領域において粉じんが蓄積しないように,設計・製造しなければならない。
湿式吸じん装置は,洗浄水で粉じんの給湿を確実に行わなければならない。吸じん装置内部における,
粉じんの固化及び蓄積は防止しなければならない。吸じん装置が停止した場合に,危険な水素・空気混合
物が蓄積することを防止しなければならない。
吸じん又は湿潤が適切に機能していない場合は,といし軸の回転を開始してはならない。
吸じん又は湿潤が十分でない場合には,加工は適切な方法で停止しなければならない。
抽出装置の内部で研削粉じんを安全に集めて搬送するために,空気速度は20 m/sを基本としなければな
らない。
吸じん用ファンは,清浄な空気側に設置しなければならず,配管の中に研削の粉じんが蓄積するのを防
ぐために機械が停止した後も必要な限り作動し続けなければならない。
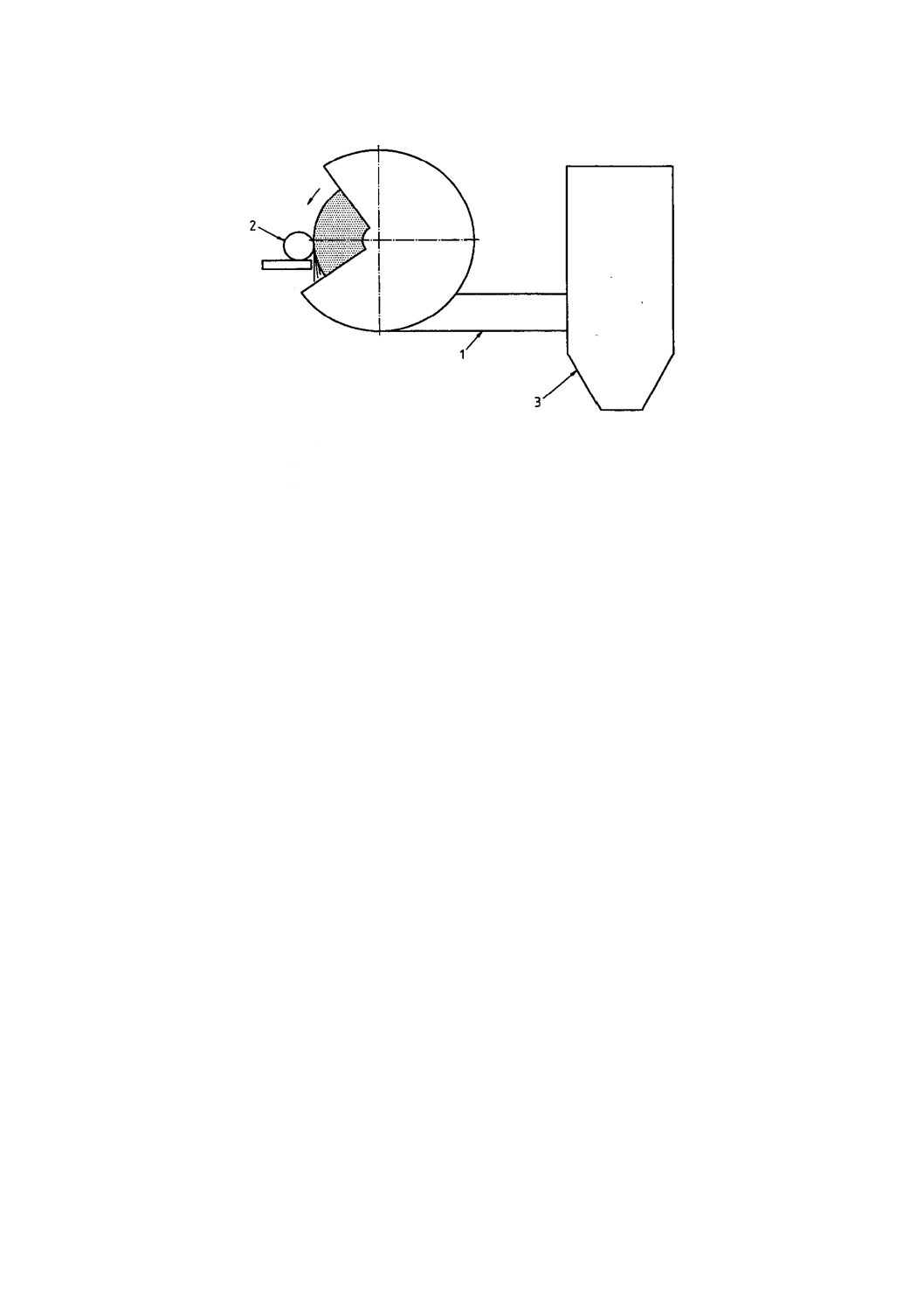
97
B 6033:2018
記号
1
吸じん装置
2
工作物
3
湿式吸じんシステム
図G.3−研削粉じんの湿潤吸じんする乾式研削
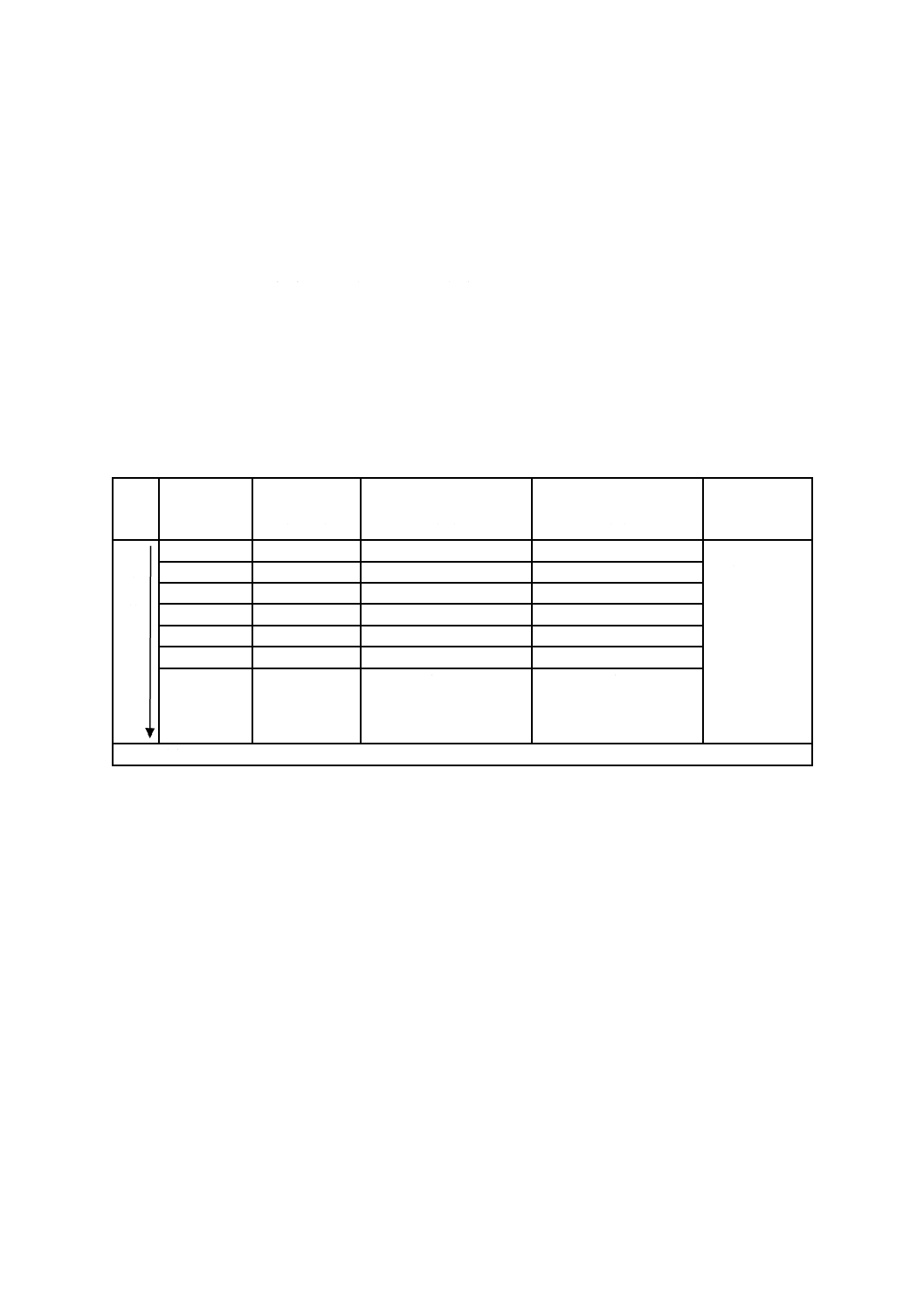
98
B 6033:2018
附属書H
(参考)
可燃性研削液の使用に対する安全方策
H.1 低エミッションの研削液の選択
油分が15 %を超える研削液は,火災又は爆燃の危険源になる。
低エミッションの非水溶性研削液を選択することによって,機械内の煙霧及び蒸気の発生は低減できる。
低エミッションの研削液には,次の特徴がある。
− 低蒸発性鉱油,合成エステル類及び/又は特別な液体を基本とした混合物。
− ミストになりにくい添加剤の添加。
表H.1に,低エミッションの研削液選択のために,推奨する粘度分類及び加工方法を示す。
表H.1−非水溶性研削液の特性
傾向
粘度a)
40 °Cにおける
粘度
(mm²/s)
ISO 2592による引火点
(クリーブランド開放法)
(°C)
250 °Cにおける蒸発損失
(ノアック試験)
(%)
加工方法
(例)
火
災
及
び
爆
発
の
危
険
源
の
減
少
ISO VG 5
4.14〜5.06
>120
<85
ホーニング
面取り
研削
深穴加工
旋削
フライス削り
穴あけ
ねじ切り
ねじ転造
ブローチ削り
ISO VG 7
6.12〜7.48
>145
<80
ISO VG 10
9〜11
>155
<60
ISO VG 15
13.5〜16.5
>190
<25
ISO VG 22
19.8〜24.2
>200
<15
ISO VG 32
28.8〜35.2
>210
<13
ISO VG 46
41.4〜50.6
>220
<11
注a) 分類は,ISO 3448:1992による。
一般に研削液は,加工に必要な粘度があって,蒸発損失が小さく,かつ,引火点が高いものを選択する
ことが望ましい。
H.2 ラビリンスシールの耐炎性
機械のドアに適切なラビリンスシールを使用することによって,機械の作業区域に炎が出ることをほと
んど防ぐことができる。ラビリンスシールは,炎の経路を複数回の方向転換をして,隙間の幅を2 mm以
下とすると,最もよい結果が得られる。
耐炎性ラビリンスの原則は,次による。
− 機械内部で圧力が急激に上昇する場合は,隙間を狭くする。
− 隙間は2 mm以下とする。
− 流れ方向の経路変更は,少なくとも180度で2回行う。
− 調整可能な隙間とする。
− 可燃性の材料は使用しない。
− 出口を作業者に直接向けない。
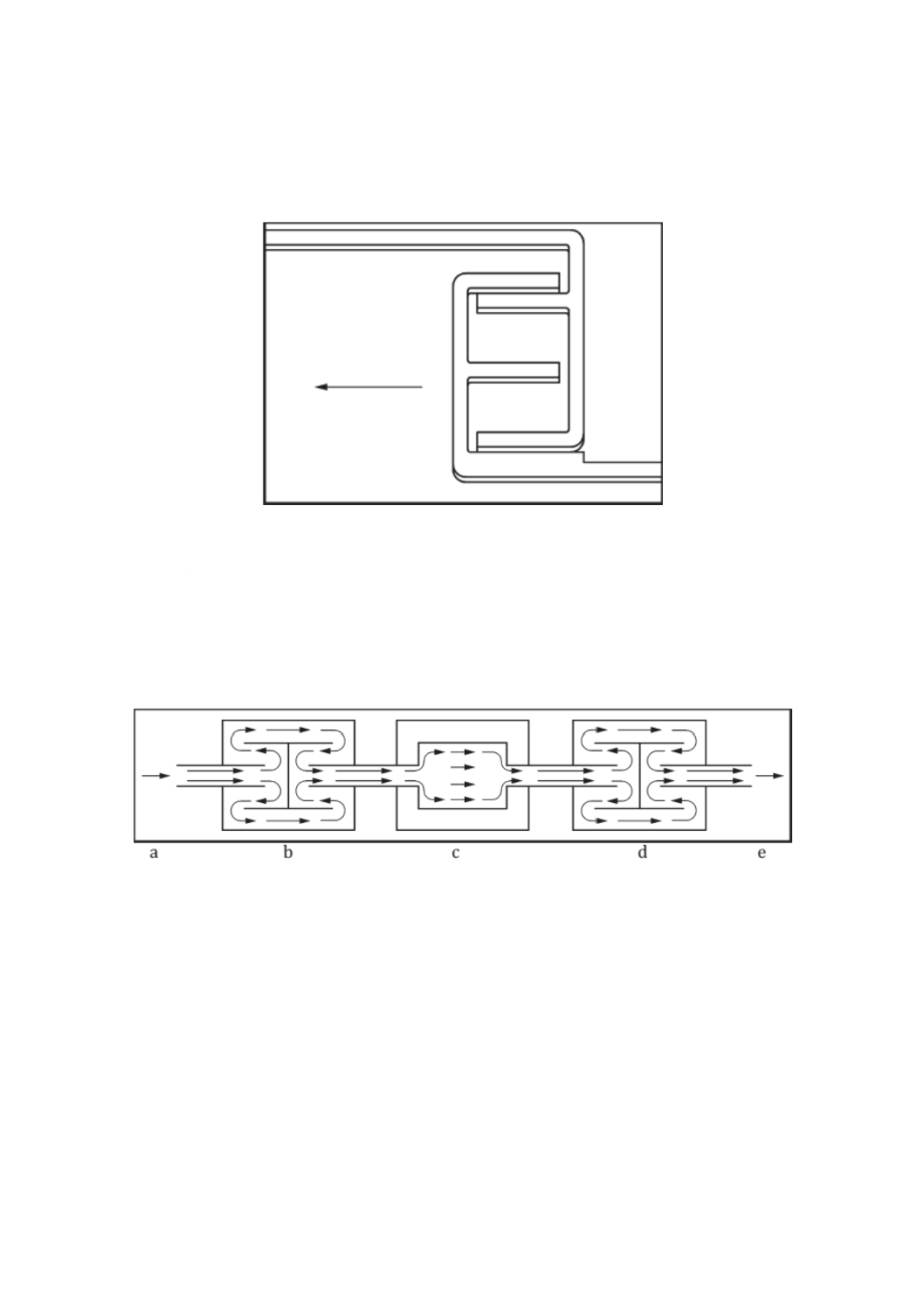
99
B 6033:2018
− せん断点及び押し潰し点は,適切な方法で保護する(例えば,端部保護)。
図H.1に示すラビリンスシールは,直列に接続した複数の方向転換及び侵入した火炎の膨張の原理に基
づいて機能する。
図H.1−耐炎性ラビリンスの原則的な機構
H.3 炎の排気システムへの侵入防止
排気経路の適切な火炎防止器を組み合わせた排気システム開口部前部のバッフルプレート(じゃま板)
は,(集中)排気システムへの炎の伝ぱ(播)を防ぐことができる。
図H.2に示す火炎防止器は,直列に接続した複数回の方向転換及び侵入した火炎の膨張の原理に基づい
て機能する。
空気の供給
方向の転換
膨張
方向の転換
排気
図H.2−排気経路における火炎防止器の原理図
H.4 圧力放散面の寸法
加工領域エンクロージャの圧力抵抗に依存するが,爆発する圧力を危険のない程度に抑制するため,又
は火炎を危険のない方向に直接逃がすために圧力放散装置が必要である。
圧力放散装置の必要性及び圧力放散面の大きさは,図H.3によって決定することができる。この図の右
側に加工領域エンクロージャの容積を示す。加工領域エンクロージャの容積X2と許容可能な最大の放散
圧力Predを表す線との交点から,選択された圧力放散装置の静的作動圧力Pstatを示す線と交差するまで横
線をたどる。要求される放散口の面積は,その交点のX座標である。加工領域エンクロージャの自然通気
の開口部(例えば,空気取入れ口)では静的作動圧力は0 mbarと推定することができる。
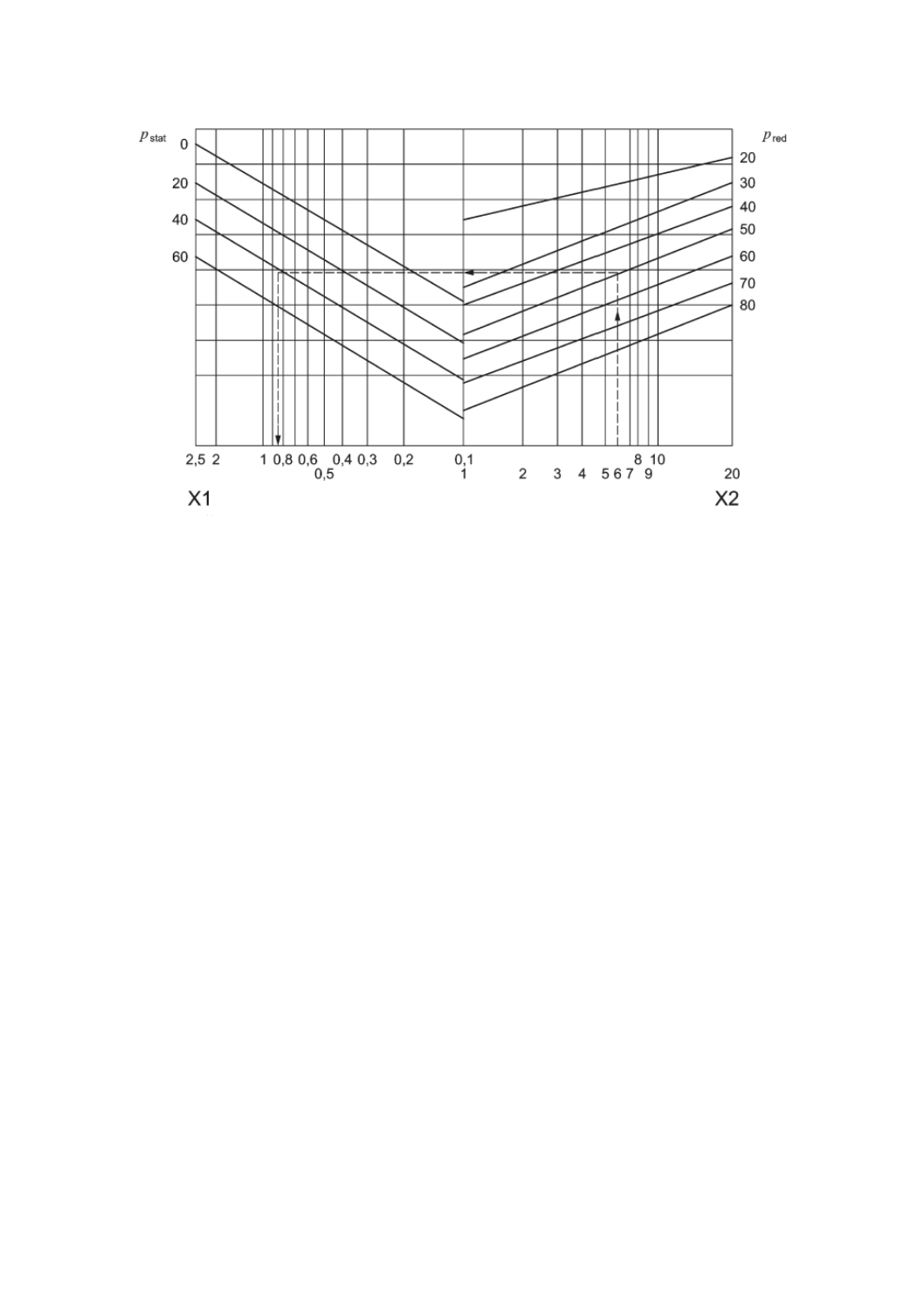
100
B 6033:2018
Pstat
:静的作動圧力(mbar)
Pred
:放散圧力(mbar)
X1
:放散口の面積(m²)
X2
:加工領域エンクロージャの容積(m³)
注記 図H.3は充塡度5 %に対して有効である。ここで,充塡度とは加工領域エンクロージャに対する可
燃性空気の体積比であり,充塡度5 %は一般的な大きさの機械を想定している。
図H.3−爆発圧力の解放−必要とされる圧力放散面の面積の早見線図
101
B 6033:2018
附属書I
(参考)
可燃性の研削液を使用する場合の排気及び消火システムの統合事例
研削液供給と排気システムとの監視は,機械の安全機能に必要不可欠である。
火災検知後の安全方策は,排気システム(集中式又は単独式)の種類に依存する。
a) 集中自動排気システムの安全方策
1) 加工の緊急停止(工具退避の有無にかかわらず)
2) 排気遮断弁又はシャッタ装置を閉じることによる排気システムへの火炎の侵入抑制(ただし,排気
システムへの着火源の侵入を防止することはできない。)
3) 消火システムの緊急作動
4) 研削液の供給停止
5) 集中排気システムの稼動続行の可能性
b) 単独排気システム(通常は機械の上部)の安全方策
1) 加工の緊急停止(工具退避の有無にかかわらず)
2) 単独排気システムの停止
3) 消火システムの緊急作動
4) 研削液の供給停止
上記の安全機能を実行するためには,研削盤,排気システム,及び消火システムの制御は,適切なイン
タフェースをもつ必要がある(図I.1参照)。
注記1 図I.1は,研削盤において自動消火システムが必要な場合の研削盤の制御と自動消火システ
ムの制御との相互関係の例を示している。
注記2 これらの火災防止及び保護の安全方策は,マグネシウム,チタンなどの可燃性材料の加工に
は不十分である。この種類の材料には,特別な保護方策を適用するのが望ましい。
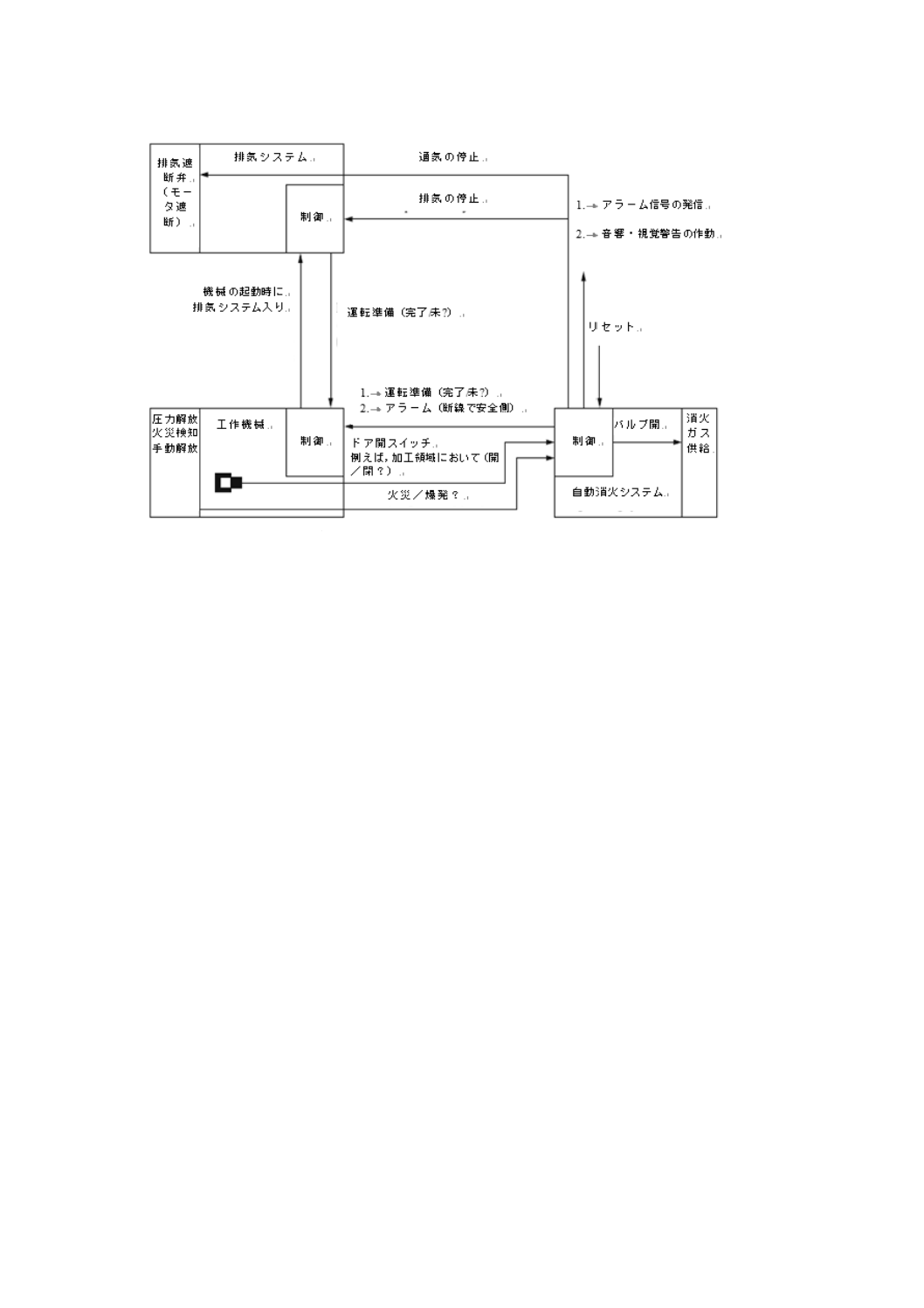
102
B 6033:2018
図I.1−研削盤の制御と自動消火システムの制御との相互関係の例
(例えば,工場の火災消火システム)
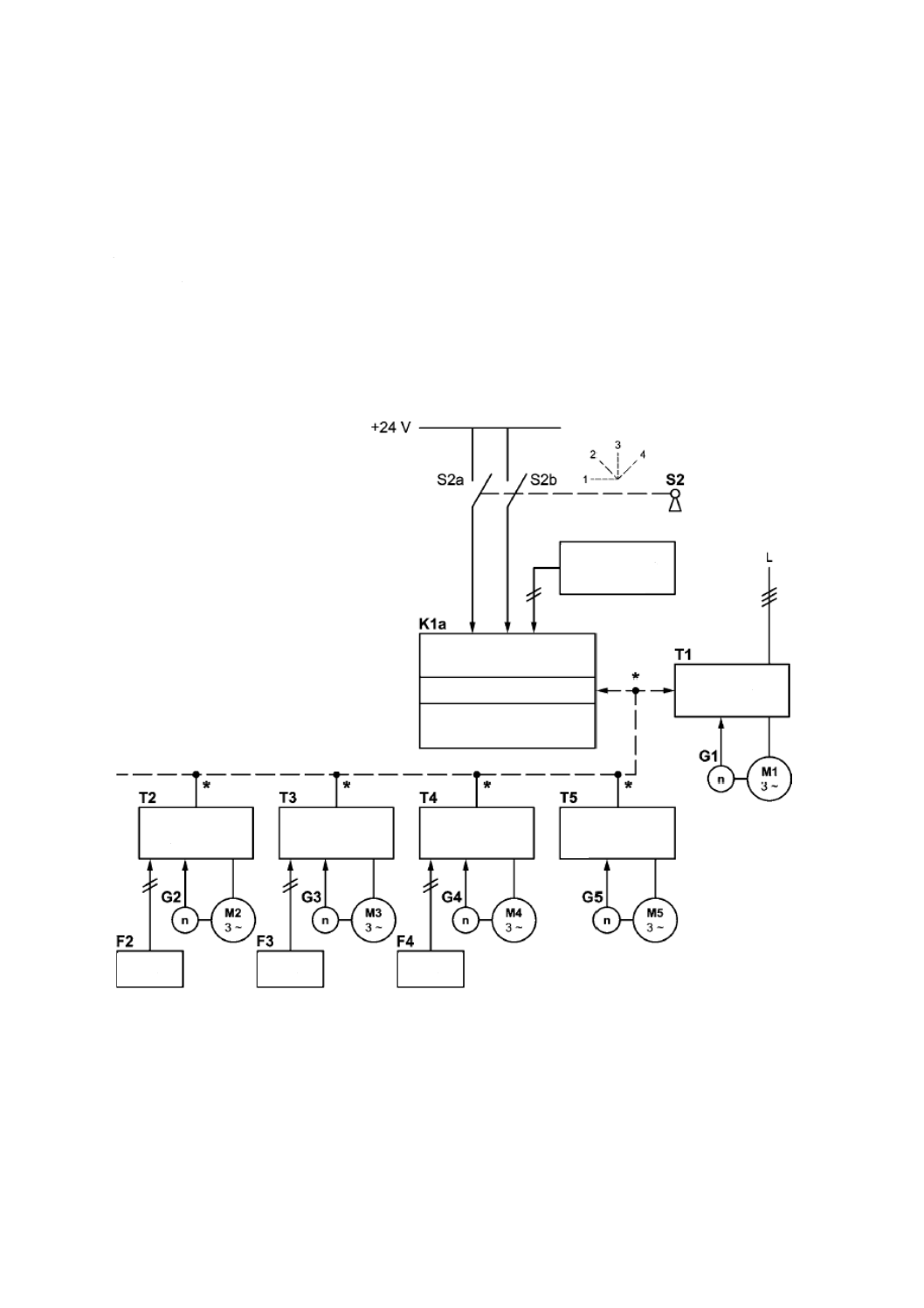
103
B 6033:2018
附属書J
(参考)
機能安全−といし軸の回転速度の制限監視の例
J.1
一般(図J.1参照)
この附属書は,ISO 13849-1をといし軸の回転速度の制限監視に適用する場合の,故障確率の計算手順
を示す例である。用語及び略号は,ISO 13849-1を参照。
表3 5)は,“スピンドルの回転速度制限監視”にPLr=dとカテゴリ3とを要求している。考察の結果,
この要求事項に適合していることを実証するために,個々の三つの安全機能を定義することになる。これ
は,三つの機能の定量化につながる。
図J.1−基本的な電気回路例
J.2
安全機能(図J.1参照)
安全PLC(K1a)とFC Tnとは一体化したユニットである。2チャンネル条件は,安全PLC(K1a)に
FC Tnを組み合わせて実現している。中でも,安全機能STO,SLS安全カメラは統合され,それぞれに制
御の製造業者がPL,カテゴリ及びPFHを表示する。
FC
移動軸
Y軸
FC
送り軸
X軸
FC
垂直軸
Z軸
FC
旋回テーブル
CRT
測定
システム
安全入力
安全出力
安全PLC
安全運転モードの選択
キースイッチ
工具選択
FC
スピンドル
B軸
安全バスシステム
測定
システム
測定
システム
1:自動
2:セッティング
3:特別モード
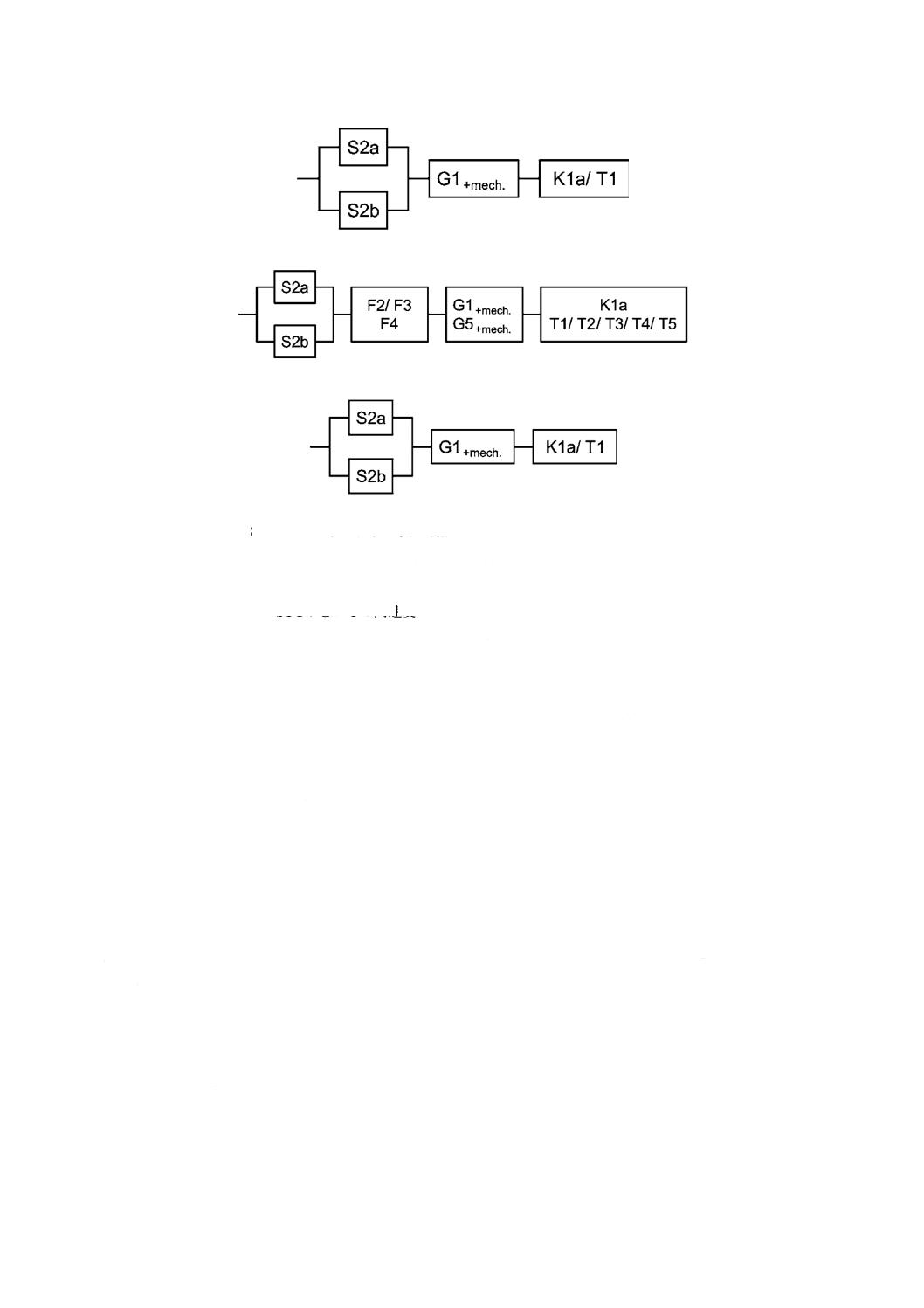
104
B 6033:2018
SF1
SF2
SF3
SF1:といし軸の回転速度の制限
SF2:といし径a)の減少によるといしの周速度(SUG)の制限
SF3:選択された工具の機能としての最大のSUG b)の制限
注a) 安全カメラによって監視されているドレス位置にあるドレス工具
b) SUG:といしの周速度
図J.2−安全関連のブロック図の例
J.3
故障確率の計算
a) 全ての安全機能について,共通原因故障(CCF)に対する十分な保護方策は少なくとも65点で,その
内訳は,分離15点,過電圧などに対する保護15点,及び環境条件(25+10)点である。
b) 工具選択スイッチS2の作動によって,といし軸は動作してはならない。このスイッチは,4重の符号
化があり,二つのチャンネルを経由して安全PLCに読み込まれる。
c) 工具選択スイッチのB10dは,106回1)である。1年240日16時間において4時間ごとに操作される。
例えば,接点S2aに1年でnop=960回及びMTTFd=10 416 1)を得る。冗長回路の相互確認によるDC
=99 %で,工具選択スイッチS2のサブシステムのためのPFHは,2.47×10-9 /hである。
d) モータとエンコーダとの間のG1mech及びG5mechの機械的な軸(軸受を含む。)には,障害の除外を適
用する。製造業者は,疲労強度の根拠を提供しなければならない(IEC 61800-5-2:2007の表D.19参照)。
e) 回転式エンコーダのG1及びG5には,製造業者がPHF=2.6×10-9及びカテゴリ3 1)を表明している。
f)
線形の計測系F2-F4は,約152年のMTTFdに一致するFIT 1 500時間1)をもつ。線形の計測システム
は制御系に統合されており,平均故障検知は安全PLCであるK1aによって与えられることから,DC
は90 %と仮定する。
g) 安全コントローラK1aと安全I/Oモジュールとは安全カテゴリ3として試験する。故障確率は,PFH
2.89×10-7/h 1)となる。
h) 周波数変換器T1〜T5は,それぞれPHF 4.8×10-9/h 1)の制御モジュールである。送り軸及び主軸の制御
に使われる周波数変換器は,安全機能に統合される(例えば,SOS,SLS,SS1)。
105
B 6033:2018
i)
サブシステムK1a/T1(SF1及びSF3を参照)の計算には,製造業者による方法を使用する。サブシス
テムの全PHFは3.34×10-7/hとなる。
j)
サブシステムK1a/T1/T2/T3/T4/T5(SF2を参照)の計算は,製造業者による方法を使用する。サブシ
ステムの全PHFは,5.14×10-7/hとなる。
k) SF1については,PL=d及びPFH=3.84×10-7/hを得る。
l)
SF2については,PL=d及びPFH=9.32×10-7/hを得る。
m) SF3については,PL=d及びPFH=3.84×10-7/hを得る。
注1) 機器の製造業者のデータに基づくB10d及びMTTFdの値。
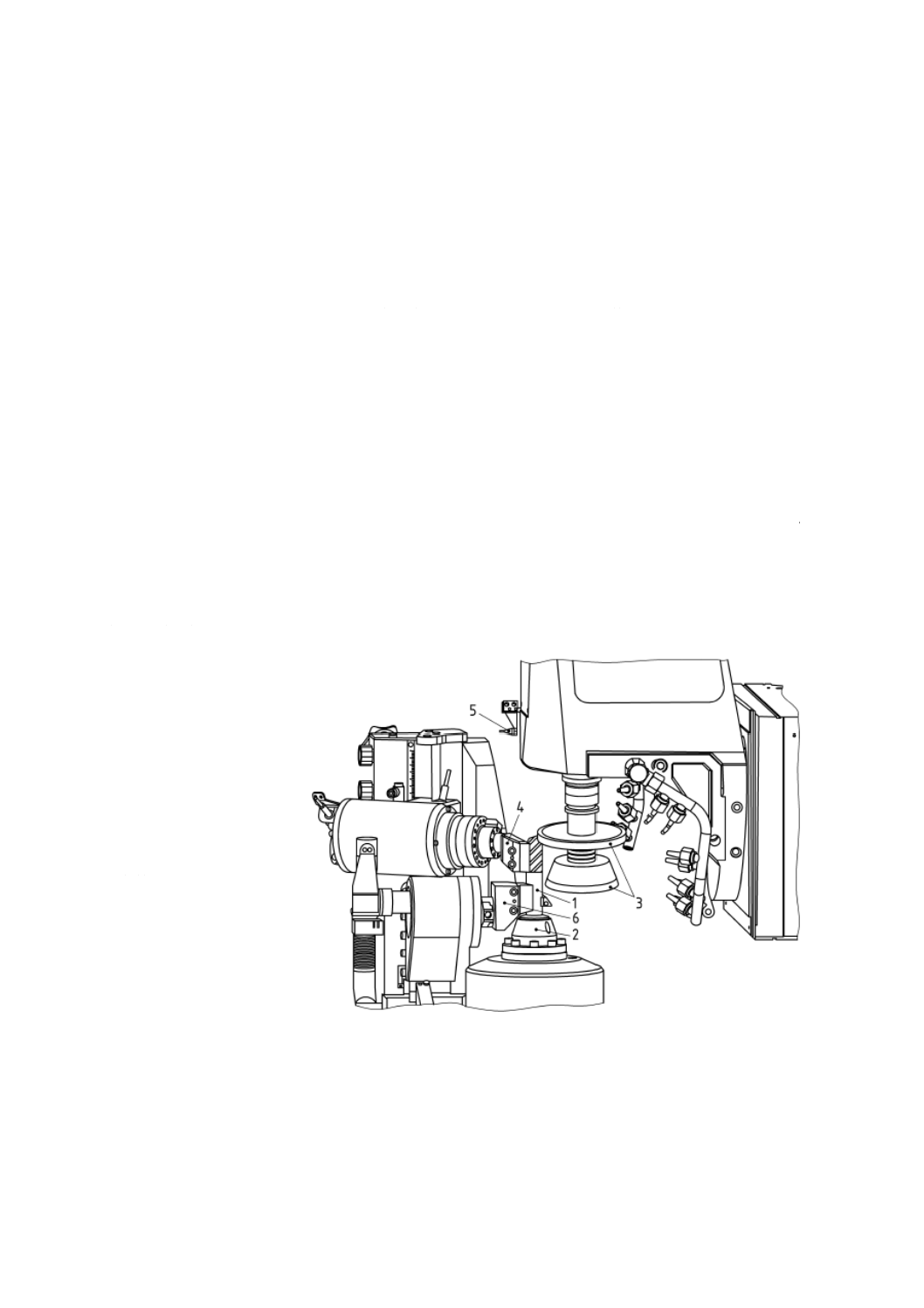
106
B 6033:2018
附属書K
(参考)
MSO 3(制限付き運転条件における手動介入のための特別モード)−事例
K.1 一般
5.2.7.5は,ガードを開放した状態で自動プログラム運転を許可するための基本的な安全要求事項につい
て規定している。アプリケーションは,多種多様なために,完全な保護方策は,事例の形式でだけ記載で
きる。MSO 3をその他のアプリケーションに用いる場合は,少なくともこの例が示す安全レベルに達する
ことが望ましい。
K.2 例1:段取り中の新しいNCプログラム運転の制御
K.2.1 状態
CNC制御の工具研削盤でフライス工具の自動加工を行うための段取りについて示す。といし頭に三つの
研削工具が取付け可能で,加工領域には測定用センサがある。さらに工作物の支持装置を使用する。新た
に作成したプログラムを証明するために,まず一つの工作物から始める。工作物と工具との隙間を約5 mm
とる。最初のプログラム運転の間,作業者は送り軸が衝突しないように研削工具の動作を制御する。工作
物の幾何形状が複雑なため,作業者は幾つかの異なる視点からプログラムの全体動作を評価するようにす
ることが望ましい。ただし,そのために,この異なる視点からカメラシステムを使用することはできない
(図K.1参照)。
記号
1
工作物(エンドミル)
2
チャック
3
といし
4
バックレスト
5
測定用センサ
6
サポート
図K.1−工具研削盤
プログラム運転の間,作業者は,操作機器を使用して軸送り速度を停止するまで遅くすることができる。
研削液は,段取り運転の間は停止する。といしは,といし主軸との心ずれの影響を小さくするために500
min-1(<16 m/s)で回転させる。工作物を加工する必要はない。

107
B 6033:2018
K.2.2 安全要求事項の実施
ガードが開いた状態で自動動作を伴う段取りのために,独立したモード選択装置(キースイッチ)を使
ってMSO 3(制限付き運転条件における手動介入のための特別モード)を選択する。
といしは,といし主軸との心ずれの影響を少なくするために500 min-1(<16 m/s)で回転させる。これ
によって,といしとの接触によるリスクは許容レベルまで低減する。
軸送り動作による危険源を防止するために,MSO 3が選択され,ガードが開いている状態では,送り軸
は初期状態として安全停止又は安全運転停止の状態にある。イネーブル装置が操作されている場合に限り,
軸送りは安全停止/安全運転停止から減速した速度で動作が認められる状態(< 2 m/min)に切り替わる。
工作主軸回転(<50 min-1)及び送り軸の自動動作は,イネーブル装置を作動させながら起動ボタンによ
って起動する。一方の手でイネーブル装置のボタンを押し,もう一方の手で手動操作機器を操作する。そ
の結果,両方の手は危険区域の外側に隔てられる。
手動操作によって,軸送り速度は0 m/min(停止)から2 m/minまで連続的に設定できる。
機械への落ち込みを防止するために,作業者のための開口部の下側は,JIS B 9718に従って1 100 mmよ
り高くする。
研削液供給は必要がないので遮断しており,研削液の噴霧による物質的な危険又は火災の危険はない。
騒音レベルは,加工を行わないために75 dB(A)を下回っている。振動,エネルギー供給の故障,エミッ
ション,速度超過,又は制御の故障による危険源と同様に,電気的,生物学的,熱的,人間工学的な危険
源に関して箇条5の要求事項を適用する。
K.3 例2:輪郭研削するレールにおける位置決め及びといしの成形(ドレス)
K.3.1 状態
CNC平面研削盤は,MSO 3が必要である。この平面研削盤は輪郭レールの自動研削に使用する(図K.2
及び図K.3参照)。
図K.2−輪郭研削
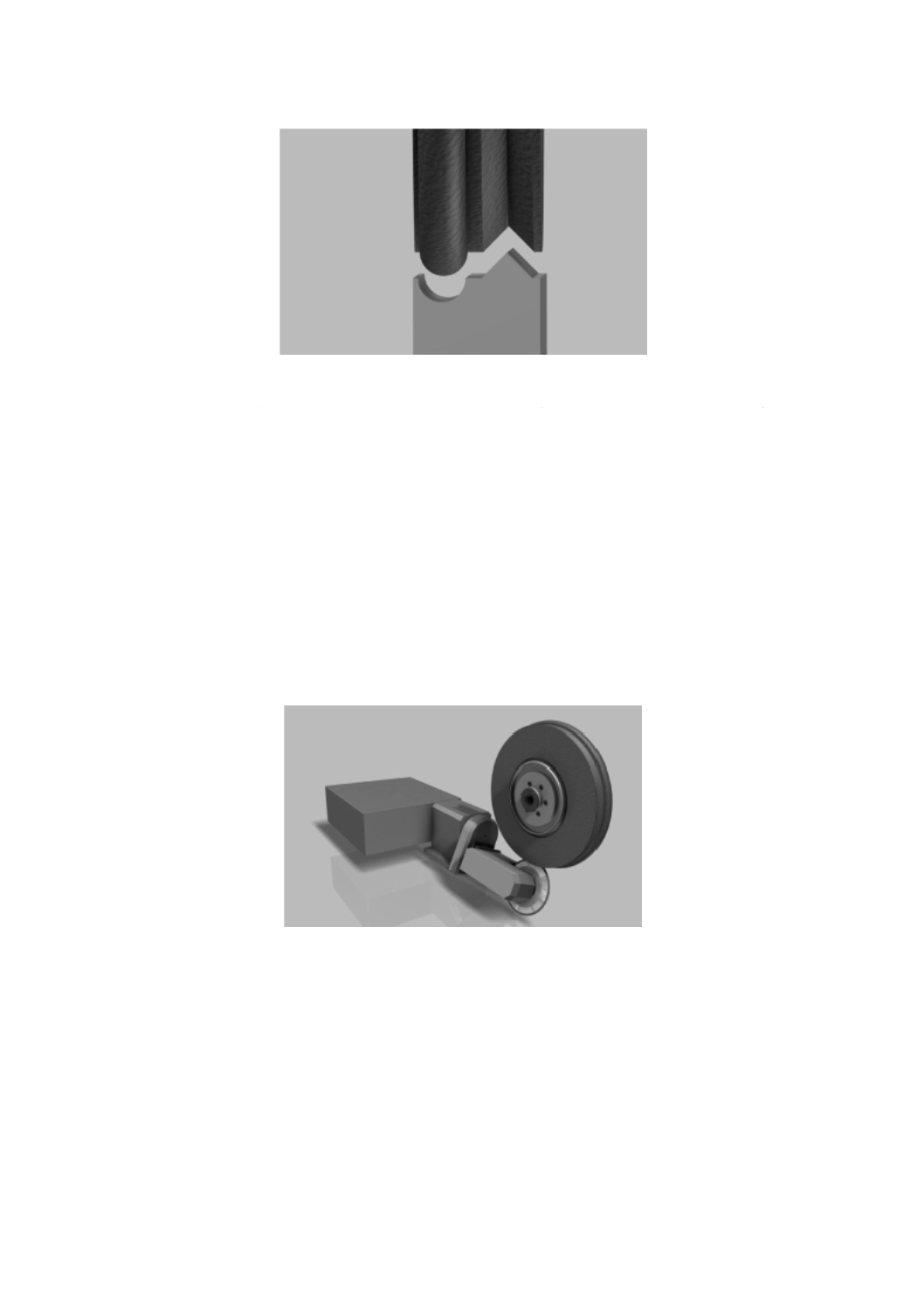
108
B 6033:2018
図K.3−輪郭研削
研削加工を開始する前に,工作物(すなわち,粗加工された輪郭レール)は正確に工作テーブル上に取
り付ける。この作業は“溝合わせ(threading)”とも呼ばれる。この加工を行うために,レールの全長にわ
たって工作テーブルを移動させ,工作物が正しく位置決めされているかを確認するために自動的に微小な
往復動をさせなければならない。レールとといしと間の輪郭は作業者の位置からは見ることができないの
で,閉じたガードの目視窓を通して観察することもできない。そのため,作業者は,微小な往復動をさせ
ながら輪郭加工しているとき,といしが均一に全面接触しているかどうかを聞き分けなければならない。
この加工は非常に難しく熟練を要する。特に,輪郭レールが樹脂コーティングされていて,研削加工中に
僅かな音しか発生しない場合に熟練を要する。作業者が輪郭レールの全長にわたって均一な接触が行われ
ていないように聞こえる場合は,作業者は軸の微小往復動を停止させて,輪郭レールの位置を修正する。
次いで,ガードを開けた状態における軸送りの自動動作がMSO 3を必要とするもう一つの加工がある。
その加工は,輪郭研削といしの精密な輪郭成形である(図K.4及び図K.5参照)。
図K.4−ドレス装置

109
B 6033:2018
図K.5−ドレス装置
成形(ドレス)は,プログラムされた自動運転によって行う。動作中は,作業者はプログラムされた目
標の輪郭がといしの実際の輪郭に一致しているかどうかを確認する。作業者は,成形運転中に音の変化を
聞き分けることでこれを行う。
K.3.2 安全要求事項の実施
ドレス装置及び工作テーブルの自動動作をガードが開いた状態で可能とするために,独立した安全運転
モード選択スイッチ(キースイッチ)を使ってMSO 3を選択する。MSO 3で,ガードが開いた状態では,
送り軸は安全停止又は安全運転停止の状態にある。起動ボタンを押した後にだけ,自動送り動作がガード
を閉じた状態で起動する。プログラムサイクル中にガードは閉じたままである。イネーブル装置を有効に
して,速度が安全制限速度に制限した場合に,ガードの開放が可能になる。このようにすると,送り動作
による危険は十分に低減する。
といしは,最大16 m/sの周速度で回転できる。電着ダイアモンドドレッサの回転速度は,最大2 400 min-1
である。直径125 mmの場合に対応する周速度は約16 m/sである。したがって,といしへの接触への危険
及びといし破損時の破片によるリスクは低減した。ガードが開いている場合,安全停止/安全運転停止状
態から減速した速度状態へ移行するイネーブル装置を有効化することで,軸送りは維持される。この場合
の減速した速度とは,ドレス装置は2 m/min未満で,ストロークが1 mを超える往復軸では5 m/min未満
である。イネーブル装置が有効でない場合,ボタンが離された場合,又はボタンが押し込まれた場合は,
直ちに安全停止/安全運転停止状態に移行する。
片手がイネーブルボタンにあり,もう片方の手で手動機器又は手動パルス発生器を操作する。その結果,
両方の手は危険区域の外側に隔てられる。
工作テーブルの往復速度及びドレス装置の軸速度は,無段階に可変であるが,減速した速度以下である。
プロセスに重畳した単独の軸送り(精密な調整)は,手動パルス発生器を使ってできる。
研削液の供給を最少量に制限すれば,研削液による危険は可能な限り低減する。研削液の最少量は,焼
けを避けるために必要である。さらに機械の閉じた空間へ飛散した研削液は,吸じんされる。そのため,
作業者の研削液又は研削液のミストへの接触はほとんどない。
減速した速度及び少量の材料除去によって,騒音レベルは70 dB(A)を下回る。振動,エネルギ供給の故
障,エミッション,速度超過,又は制御の故障による危険源と同様に,電気的,生物学的,熱的,人間工
学的な危険源に関して,箇条5の要求事項を適用する。
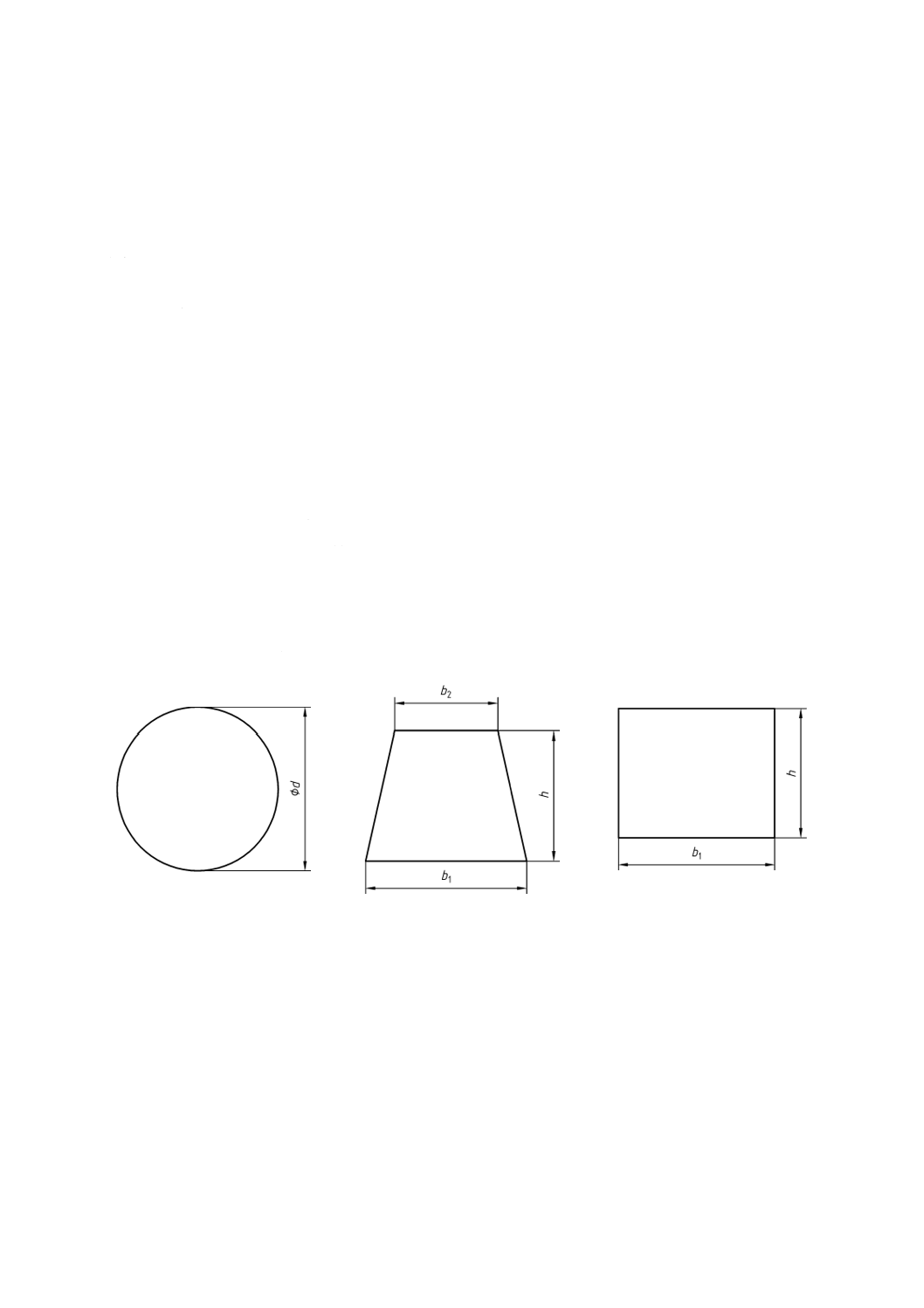
110
B 6033:2018
附属書JA
(規定)
台付きグラインダの透明スクリーン及び目視窓
JA.1 一般
この附属書は,台付きグラインダのシールド(A.3.4参照)について規定する。対応国際規格のA.3.4は,
我が国の法令で引用されている構造規格には規定されていない内容になるが,安全上重要な内容であるた
め,附属書JA(規定)として抜き出した。
JA.2 台付きグラインダのシールド
平形研削といしを備えた台付きグラインダの四角形,台形又は円形シールドの透明部分の最小寸法を表
JA.1及び図JA.1に示す。
研削といしの厚さTが0.15 Dまでに制限される場合は,これらの寸法はといしの直径Dに対応して与え
られる。
Tが0.15 Dよりも大きい場合は,b1(最小)は実際のTの値に比例して乗じなければならない。台形シ
ールドの小さいほうの底辺b2は,最小値を75 mmとして,研削といし厚さTの少なくとも1.5倍でなけれ
ばならない。
側面で研削するといし又はカップ形といしを装備する台付きグラインダの透明スクリーン及び目視窓の
最小寸法は,平形といしを備えたグラインダの場合と同一である。ただし,平形といしの厚さTをといし
の使用部分の幅Wに置き換えることが望ましい。
図JA.1
111
B 6033:2018
表JA.1−透明スクリーン及び目視窓のサイズ
単位 mm
といしの直径
D
b1(最小)
h
b2
d
100/200
75
60
75
75
200
80
70
80
85
230/250
100
80
80
95
300
125
100
80
115
356
140
110
100
130
406/457
150
115
100
135
508
200
150
100
170
610
200
175
100
182
762
200
175
100
182
112
B 6033:2018
附属書JB
(規定)
加工領域エンクロージャ内での目視窓の取付け
JB.1 一般
この附属書は,加工領域エンクロージャ内での目視窓の取付け(A.3.6参照)及び飛散領域(A.3.5.1参
照)について規定する。対応国際規格のA.3.5.1及びA.3.6は,我が国の法令で引用されている構造規格に
は規定されていない内容になるが,安全上重要な内容であるため,附属書JB(規定)として抜き出した。
JB.2 加工領域エンクロージャ内での目視窓の取付け
7.2.1 e) 2)に規定するポリカーボネートの経年劣化を,次に示す。
加工領域エンクロージャ内の目視窓は,締付け又は接着によってエンクロージャの内側部分に取り付け
なければならない。
目視窓の保護効果を保証するために,目視窓と周囲との鋼板構造には十分な重なりがなければならない。
重なり部の最小値は,次による。
a) といし覆い及び加工領域エンクロージャを備えた研削盤で,目視窓を飛散領域外(図JB.3及び図JB.4
参照)に配置する場合は,重なり部は少なくとも10 mmとする(図JB.1参照)。
b) といし覆い及び加工領域エンクロージャを備えた研削盤で,目視窓を飛散領域内(図JB.3及び図JB.4
参照)に配置する場合は,重なり部は少なくとも15 mmとする。目視窓のいずれかの寸法(例えば,
直径,長辺)が500 mm以上の場合,重なり部は少なくとも35 mmとしなければならない(図JB.1
参照)。
c) といし覆いを備えず,加工領域エンクロージャを備えた研削盤で,目視窓を飛散領域外(図JB.3及び
図JB.4参照)に配置する場合は,重なり部は少なくとも15 mmとする(図JB.1参照)。
d) といし覆いを備えず,加工領域エンクロージャを備えた研削盤で,目視窓を飛散領域内(図JB.3及び
図JB.4参照)に配置する場合は,製造業者は,といしの破片を封じ込めるための目視窓の取付けに関
する適切性を証明しなければならない。検証方法については,附属書B及び附属書Cを参照。
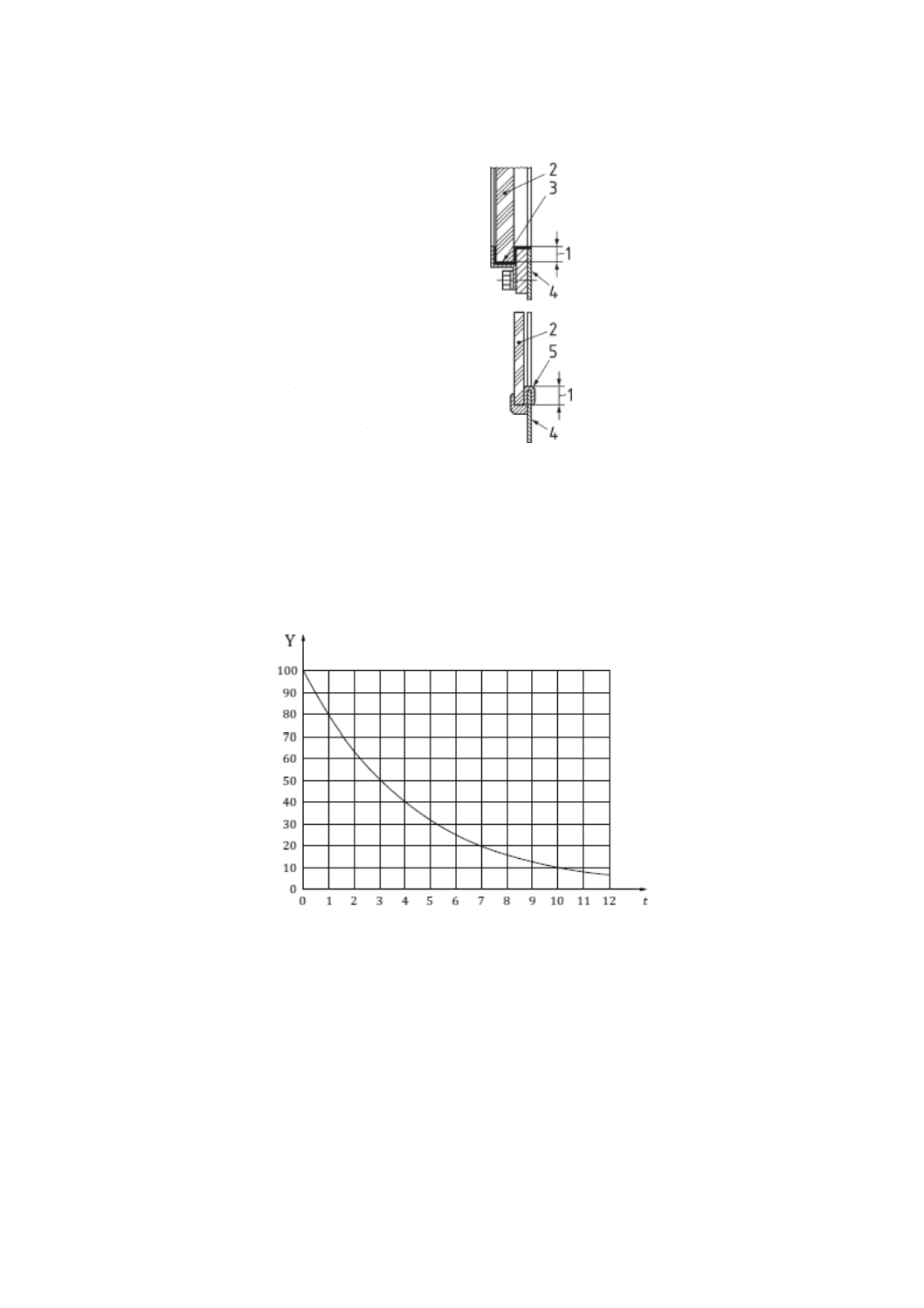
113
B 6033:2018
機械側
アクセス側
記号
1
重なり部
2
目視窓
3
フレームの輪郭
4
鋼板
5
フレーム
図JB.1
ポリカーボネート製目視窓は,例えば,機械加工側に安全ガラス製目視窓を追加し,作業者側にプラス
チックス製目視窓を追加して,経年劣化から保護しなければならない。目視窓の端部は密封しなければな
らない。ポリカーボネート製目視窓の使用可能寿命を説明書に記載しなければならない。
注記 全周にわたって保護されたポリカーボネート板については耐衝撃性能の低下は小さいが,保護
されていないポリカーボネートの耐衝撃性能は使用年数と共に大きく低下する(図JB.2参照)。
記号
Y 耐衝撃性能(%)
t
使用年数(年)
図JB.2−保護されていないポリカーボネートの劣化曲線(平均値)
JB.3 飛散領域
飛散領域とは,といし(工具)の破壊によって破片が飛散する可能性がある領域である。
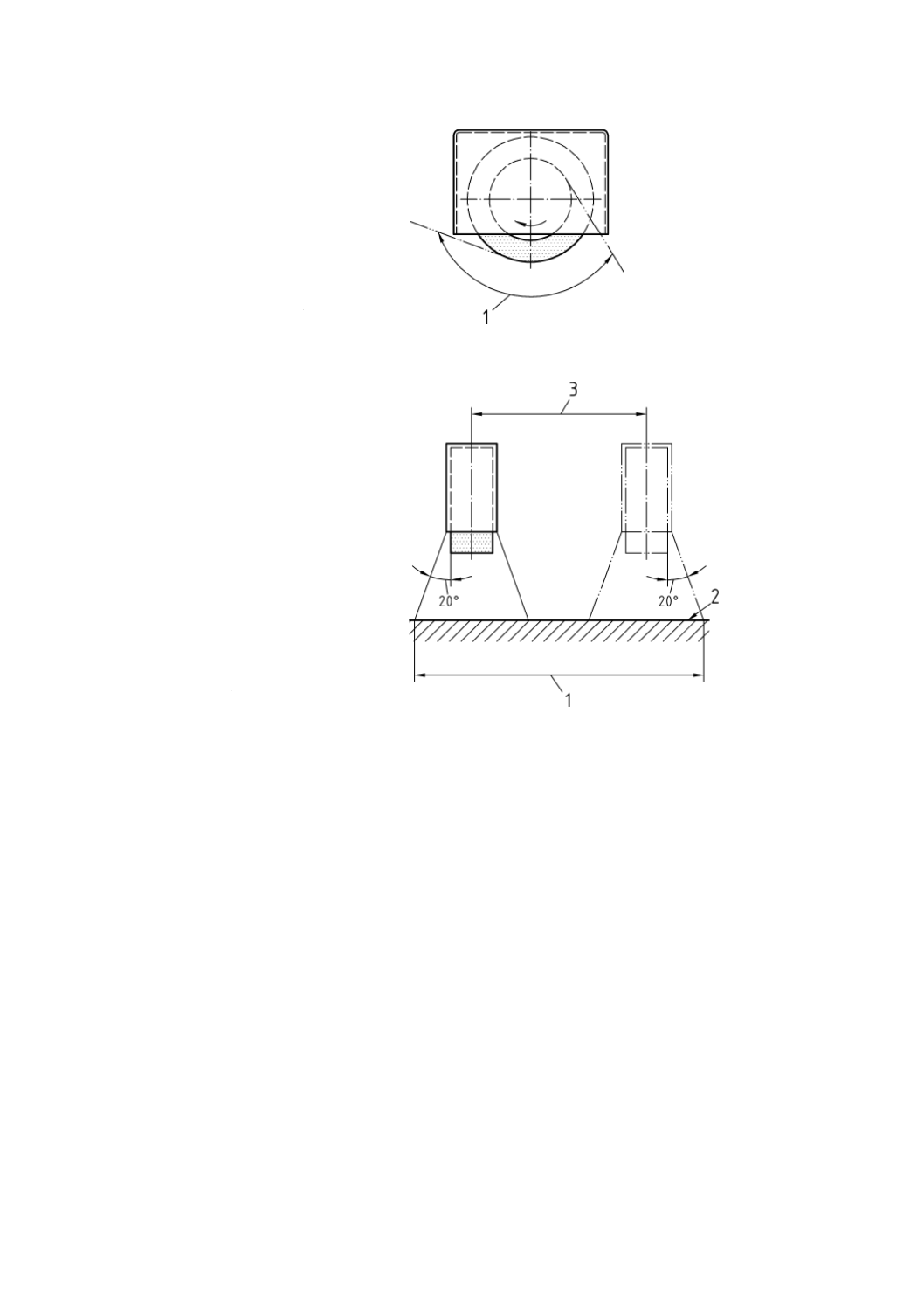
114
B 6033:2018
記号
1
飛散領域
図JB.3
記号
1
飛散領域
2
加工領域エンクロージャ
3
走行範囲
図JB.4
飛散領域は,といしの最大幅と,といしの自由側面に対して少なくとも20°の角度で両側に現れる領域
とを合算したものにほぼ一致する(図JB.4参照)。自由側面とは,ガード又はフランジによって囲まれて
いない面である。
飛散領域を特定する場合は,といし軸のヘッドの走行及び回転運動を考慮しなければならない(図JB.4
参照)。
115
B 6033:2018
参考文献
[1] JIS B 6195:2003 工作機械−騒音放射試験方法通則
注記 対応国際規格:ISO 230-5:2000,Test code for machine tools−Part 5: Determination of the noise
emission(IDT)
[2] JIS B 9712:2006 機械類の安全性−両手操作制御装置−機能的側面及び設計原則
注記 対応国際規格:ISO 13851:2002,Safety of machinery−Two-hand control devices−Functional
aspects and design principles(IDT)
[3] JIS B 9715 機械類の安全性−人体部位の接近速度に基づく安全防護物の位置決め
注記 対応国際規格:ISO 13855,Safety of machinery−Positioning of safeguards with respect to the
approach speeds of parts of the human body(IDT)
[4] JIS C 9029-2-4 可搬形電動工具の安全性−第2-4部:卓上グラインダの個別要求事項
注記 対応国際規格:IEC 61029-2-4,Safety of transportable motor-operated electric tools−Part 2:
Particular requirements for bench grinders(MOD)
[5] JIS C 9029-2-10 可搬形電動工具の安全性−第2-10部:切断機の個別要求事項
注記 対応国際規格:IEC 61029-2-10,Safety of transportable motor-operated electric tools−Part 2-10:
Particular requirements for cutting-off grinders(IDT)
[6] JIS C 9745-2-3 手持ち形電動工具−安全性−第2-3部:グラインダ,ポリッシャ及びディスクサンダ
の個別要求事項
注記 対応国際規格:IEC 60745-2-3,Hand-held motor-operated electric tools−Safety−Part 2-3:
Particular requirements for grinders, polishers and disk-type sanders(MOD)
[7] JIS H 5202 アルミニウム合金鋳物
注記 対応国際規格:ISO 3522,Aluminium and aluminium alloys−Castings−Chemical composition and
mechanical properties(MOD)
[8] JIS K 2001:1993 工業用潤滑油−ISO粘度分類
注記 対応国際規格:ISO 3448:1992,Industrial liquid lubricants−ISO viscosity classification(MOD)
[9] JIS K 2265-4 引火点の求め方−第4部:クリーブランド開放法
注記 対応国際規格:ISO 2592,Determination of flash and fire points−Cleveland open cup method
(MOD)
[10] JIS R 6242 といし−一般的要求事項
注記 対応国際規格:ISO 525,Bonded abrasive products−General requirements(MOD)
[11] ISO 666,Machine tools−Mounting of grinding wheels by means of hub flanges
[12] ISO 1052:1982,Steels for general engineering purposes
[13] ISO 1083,Spheroidal graphite cast irons−Classification
[14] ISO 2553,Welding and allied processes−Symbolic representation on drawings−Welded joints
[15] ISO 3574,Cold-reduced carbon steel sheet of commercial and drawing qualities
[16] ISO 3755:1991,Cast carbon steels for general engineering purposes
[17] ISO 4997,Cold-reduced carbon steel sheet of structural quality
[18] ISO 5817,Welding−Fusion-welded joints in steel, nickel, titanium and their alloys (beam welding excluded)
116
B 6033:2018
−Quality levels for imperfections
[19] ISO 6103,Bonded abrasive products−Permissible unbalances of grinding wheels as delivered−Static testing
[20] ISO 6104,Superabrasive products−Rotating grinding tools with diamond or cubic boron nitride−General
survey, designation and multilingual nomenclature
[21] ISO 6316,Hot-rolled steel strip of structural quality
[22] ISO 6361-2,Wrought aluminium and aluminium alloys−Sheets, strips and plates−Part 2: Mechanical
properties
[23] ISO 9241 (all parts),Ergonomics of human-system interaction
[24] ISO 9606-1,Qualification testing of welders−Fusion welding−Part 1: Steels
[25] ISO 9606-2,Qualification test of welders−Fusion welding−Part 2: Aluminium and aluminium alloys
[26] ISO 11201,Acoustics−Noise emitted by machinery and equipment−Determination of emission sound
pressure levels at a work station and at other specified positions in an essentially free field over a reflecting
plane with negligible environmental corrections
[27] ISO 11689,Acoustics−Procedure for the comparison of noise-emission data for machinery and equipment
[28] ISO 14159,Safety of machinery−Hygiene requirements for the design of machinery
[29] ISO 15607,Specification and qualification of welding procedures for metallic materials−General rules
[30] ISO 20643,Mechanical vibration−Hand-held and hand-guided machinery−Principles for evaluation of
vibration emission
[31] ISO/TR 11688-1,Acoustics−Recommended practice for the design of low-noise machinery and equipment−
Part 1: Planning
[32] EN 614-1,Safety of machinery−Ergonomic design principles−Part 1: Terminology and general principles
[33] EN 614-2,Safety of machinery−Ergonomic design principles−Part 2: Interactions between the design of
machinery and work tasks
[34] EN 894-1,Safety of machinery−Ergonomics requirements for the design of displays and control actuators−
Part 1: General principles for human interactions with displays and control actuators
[35] EN 894-2,Safety of machinery−Ergonomics requirements for the design of displays and control actuators−
Part 2: Displays
[36] EN 894-3,Safety of machinery−Ergonomics requirements for the design of displays and control actuators−
Part 3: Control actuators
[37] EN 894-4,Safety of machinery−Ergonomics requirements for the design of displays and control actuators−
Part 4: Location and arrangement of displays and control actuators
[38] EN 1005-1,Safety of machinery−Human physical performance−Part 1: Terms and definitions
[39] EN 1005-2,Safety of machinery−Human physical performance−Part 2: Manual handling of machinery and
component parts of machinery
[40] EN 1005-3,Safety of machinery−Human physical performance−Part 3: Recommended force limits for
machinery operation
[41] EN 1005-4,Safety of machinery−Human physical performance−Part 4: Evaluation of working postures and
movements in relation to machinery
[42] EN 12096,Mechanical vibration−Declaration and verification of vibration emission values
[43] EN 12198-1,Safety of machinery−Assessment and reduction of risks arising from radiation emitted by
117
B 6033:2018
machinery. Part 1: General principles
[44] EN 12198-2,Safety of machinery−Assessment and reduction of risks arising from radiation emitted by
machinery−Part 2: Radiation emission measurement procedure
[45] EN 12198-3,Safety of machinery−Assessment and reduction of risks arising from radiation emitted by
machinery−Part 3: Reduction of radiation by attenuation or screening
[46] EN 12413,Safety requirements for bonded abrasive products
[47] EN 13218:2002,Machine tools−Safety−Stationary grinding machines
[48] EN 13236,Safety requirements for superabrasive products
[49] CR 1030-1,Hand-arm vibration−Guidelines for vibration hazards reduction−Part 1: Engineering methods by
design of machinery
[50] Mewes D. and Trapp R.-P. Impact Resistance of Materials for Guards on Cutting Machine Tools−
Requirements in Future European Safety Standards; International Journal of Occupational Safety and
Ergonomics (JOSE) 6 (2000) Nr. 4, S. 507-520, 8 Lit.
118
B 6033:2018
附属書JC
(参考)
JISと対応国際規格との対比表
JIS B 6033:2018 工作機械−安全性−据付け形研削盤
ISO 16089:2015,Machine tools−Safety−Stationary grinding machines
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差異の理由
及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
1 適用範囲
1
JISとほぼ同じ。 変更
参照しているIEC 61029-2-2(JIS C
9029-2-2)は誤りであり,IEC
61029-2-4(JIS C 9029-2-4)に変更
した。
参照しているIEC 61029-2-2(JIS C
9029-2-2)はラジアルアームソーの規格で
あり,誤りであるため。対応国際規格の
見直しの際に修正提案を行う。
JISとほぼ同じ。 追加
手持ち形グラインダを適用範囲に
含めないことを追加した。
使用者の理解を助けるため。
4 主要な危
険源のリス
ト
4.3
JISとほぼ同じ。 変更
表2 No.4“騒音に関わる危険源”
の“この規格の関連する箇条”の附
属書Gを,附属書Eに変更した。
対応国際規格の附属書Gは,可燃性又は
爆発性の粉じんを発生する材料を加工す
るための研削盤に関する規定であり,騒
音に関する規定ではない。これは対応国
際規格の明らかな誤りであるため,この
規格では,正しく修正した。対応国際規
格の次回見直しの際,修正提案を行う。
変更
表2 No.7.4“可燃性材料”の“こ
の規格の関連する箇条”の附属書J
を,附属書Gに変更した。
対応国際規格の附属書Jは,といし軸の回
転速度の制限監視に係る故障確率の計算
例であり,可燃性材料に関する規定では
ない。これは,対応国際規格の明らかな
誤りであるため,この規格では,正しく
修正した。対応国際規格の次回見直しの
際,修正提案を行う。
8
B
6
0
3
3
:
2
0
1
8
119
B 6033:2018
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差異の理由
及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
5 安全要求
事項及び/
又は保護方
策
5.2.1 h) グループ1の
機械,動力駆動軸及び
数値制御機能をもた
ない手動研削盤
5.2.1 h)
JISとほぼ同じ。 追加
シールドの最小寸法が定義されて
いるA.3.4を附属書JA(台付きグラ
インダの透明スクリーン及び目視
窓)として追加した。
対応国際規格における附属書Aをこの規
格では,研削盤等構造規格(以下,構造
規格という。)に合致するため,規定から
参考に変更している。ただし,A.3.4は構
造規格に規定されていないが,安全上重
要であるため部分的にこの規格に追加す
る。
5.2.4 工具保持装置
5.2.4
JISとほぼ同じ。 追加
“といしのクランプ方法及び工具
保持装置の安全要求事項”の説明を
注記に追加した。
対応国際規格と構造規格とで規定が異な
るため,利用者の理解を助けるため追加
した。
JISとほぼ同じ。 削除
参照している附属書Eの記載を削
除した。
参照している附属書Eは,騒音低減を示
しており,ここでの記載は誤りであるた
め。対応国際規格の見直しの際に修正提
案を行う。
5.2.5.2 ワークレスト
5.2.5.2
JISとほぼ同じ。 変更及
び追加
b)について,といしとワークレスト
の隙間の定義を2 mmから3 mmに
変更した。
なお,対応国際規格では,といしと
ワークレストの隙間は2 mmを超え
てはならないと規定していること
を注記として追加した。
構造規格では,3 mmを規定しているた
め。利用者の理解を助けるため,注記を
追加した。
5.8 人間工学の原理
を軽視したことに起
因する危険に対する
特定要求事項
5.8
JISとほぼ同じ。 変更
g)について,参照しているEN規格
の参照番号(EN 894-1,EN 894-2
及びEN 894-4)をISO規格の参照
番号(ISO 9355-1,ISO 9355-2及び
ISO 9355-3)に変更した。
参照として,欧州規格ではなく国際規格
を優先したため。対応国際規格の見直し
の際に修正提案を行う。
8
B
6
0
3
3
:
2
0
1
8
120
B 6033:2018
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差異の理由
及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
5 安全要求
事項及び/
又は保護方
策
(続き)
5.13.2.1 といし覆い
5.13.2.1
JISとほぼ同じ。 変更
といし覆いについて,対応国際規格
のA.3.1からA.3.3及びA.4を参照
する代わりに,構造規格に適合する
といし覆いが,この規格の要求事項
に適合する旨を追加した。
構造規格に合致するため。
−
追加
対応国際規格とといし覆いの定義
が構造規格と異なることを注記1
として追加した。
利用者の理解を助けるため。
JISとほぼ同じ。 変更
対応国際規格では,といし覆いは,
といしの直径がD≦1 000 mm,か
つ,周速度v≦16 m/sの場合は適用
しないとしているが,この規格で
は,構造規格では対応国際規格のよ
うな例外を認めていないため,この
要求事項を削除し,注記2としてこ
の旨を追加した。
構造規格に準拠するため。
JISとほぼ同じ。 変更
対応国際規格では,作業領域のガー
ドの材料及び厚さは,A.3.5.2.2に適
合しなければならないとしている
が,この規格では,作業領域の材料
厚さについて対応国際規格の附属
書Aを参照する代わりに,注記3
に情報として記載した。
この規格では,附属書Aを“規定”から
“参考”に変更したため,これを参照し
ない記載とした。
8
B
6
0
3
3
:
2
0
1
8
121
B 6033:2018
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差異の理由
及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
5 安全要求
事項及び/
又は保護方
策
(続き)
5.13.2.2 加工領域エ
ンクロージャ
5.13.2.2
JISとほぼ同じ。 変更
対応国際規格では,a)及びb)の加工
領域エンクロージャについて,
A.3.5及びA.3.14を参照している
が,この規格では附属書Aを参照
せず,さらに一文にまとめた記載に
変更した。また,附属書Aに情報
がある旨の注記1を追加した。
この規格では,附属書Aを“規定”から
“参考”に変更したため,これを参照し
ない記載とした。また,利用者の理解を
助けるために,注記1を追加した。
JISとほぼ同じ。 変更
前項の変更によって,c)及びd)をa)
及びb)に変更した。
前項の変更による。
JISとほぼ同じ。 変更
対応国際規格では,注記において,
附属書Aを参照しているが,この
規格では,附属書Aを参照しない
記載に変更した。
この規格では,附属書Aを“規定”から
“参考”に変更したため,これを参照し
ない記載とした。
5.13.3.2 平面研削盤
5.13.3.2
JISとほぼ同じ。 変更
対応国際規格では,ガードの要求寸
法を決定する計算式にA.4.3を参照
しているが,この規格では,附属書
Aの計算式を参照せずに,平面研削
盤のガードの要求寸法の説明を注
記2とする記載に変更した。
この規格では,附属書Aを“規定”から
“参考”に変更したため,これを参照し
ない記載とした。利用者の理解を助ける
ために,注記2を追加した。
8
B
6
0
3
3
:
2
0
1
8
122
B 6033:2018
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差異の理由
及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
7 使用上の
情報
7.1 マーキング
7.1
JISとほぼ同じ。 変更及
び追加
対応国際規格では,a) 4)は製造年と
しているが,この規格では製造年月
とした。
この違いについて,注記1として追
加した。
構造規格では,機械の製造年月の表示を
要求しているため。
また,利用者の理解を助けるため。
−
追加
c)について,といし覆いは使用でき
るといしの最高使用周速度,厚さ及
び直径を表示しなければならない
旨を注記と共に9)として追加した。
対応国際規格では,といし覆いは使用で
きるといしの最高使用周速度,厚さ及び
直径の表示を要求していないが,構造規
格では要求しているため。
7.2.1 一般
7.2.1
JISとほぼ同じ。 追加
e) 2)の製造業者の推奨する透明ス
クリーン/目視窓の交換方法を定
義するA.3.6を,附属書JB(加工領
域エンクロージャ内での目視窓の
取付け)として追加した。
対応国際規格における附属書Aをこの規
格では,“規定”から“参考”に変更して
いる。ただし,A.3.6は構造規格に規定さ
れていないが,安全上重要であるため,
部分的にこの規格に追加した。
JISとほぼ同じ。 追加
e)の透明スクリーン/目視窓の検
査方法,交換方法についての取扱説
明書への記載要求について,“目視
窓”を追加した。
利用者の理解を助けるため。対応国際規
格の見直しの際に修正提案を行う。
JISとほぼ同じ。 変更
k)の可燃性研削液を使用する場合
の予防策についての推奨事項の参
照先を附属書Iから附属書Hに変更
した。
参照している附属書Iは附属書Hの誤り
であるため,対応国際規格の見直しの際
に修正提案を行う。
7.2.2 ツーリング
7.2.2
JISとほぼ同じ。 追加
a)において,“中敷”と“スペーサ”
の説明として“(ラベル)及び(薄
いといしをフランジに取り付ける
ための)”を追加した。
“中敷”と“スペーサ”は用語として確
立していないため,説明を追加した。
7.2.9 機械使用者が
対処しなければなら
ない残留リスク
7.2.9
JISとほぼ同じ。 変更
対応国際規格では,附属書Aを参
照しているが,この規格では附属書
Aを参照しない記載に変更した。
この規格では,対応国際規格における附
属書Aを“参考”としているため。
8
B
6
0
3
3
:
2
0
1
8
123
B 6033:2018
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差異の理由
及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
附属書A
(参考)
といし覆い,加工領域
エンクロージャ及び
それらの組合せ
附属書A
(規定)
JISとほぼ同じ。 変更
対応国際規格の附属書Aを“規定”
から“参考”に変更した。
対応国際規格の附属書Aは,といし覆い
の厚さ及び形状の規定が,構造規格と内
容が一致していない部分がある。しかし,
規格利用者への対応国際規格に関する情
報提供のため,参考として記載した。
−
追加
構造規格の規定を優先する説明を
追加した。
国内法規である構造規格の規定に合致す
ること,及びこの附属書は,対応国際規
格の情報提供の目的で記載したことを明
確にするため追加した。
JISとほぼ同じ。 変更
表A.1,表A.2及び表A.4の外周部
厚さtp並びに側面部厚さtsの一部の
数値を変更した。
対応国際規格の同表は,数値が急に減少
したりと,明らかな誤りがあるため,こ
の規格では対応国際規格の原規格である
EN 13218の同表に基づき,数値を変更し
た。対応国際規格の見直しの際に修正提
案を行う。
附属書B
(参考)
ガードの衝撃試験−
破裂試験
附属書B
(参考)
JISとほぼ同じ。 追加
附属書Bをこの規格では参考とし
て記載した説明を追加した。
この附属書は,対応国際規格の情報提供
の目的で記載したことを明確にするため
追加した。
附属書C
(参考)
ガードの衝撃試験−
発射体による衝撃
附属書C
(参考)
JISとほぼ同じ。 追加
附属書Cをこの規格では参考とし
て記載した説明を追加した。
この附属書は,対応国際規格の情報提供
の目的で記載したことを明確にするため
追加した。
附属書D
(参考)
といしの取付方法と
工具取付装置に関す
る安全要求事項
附属書D
(規定)
JISとほぼ同じ。 変更
対応国際規格の附属書Dを“規定”
から“参考”に変更した。
対応国際規格の附属書Dは,フランジの
寸法及び取付け方法の規定が,構造規格
と内容が一致していない部分がある。し
かし,規格利用者への対応国際規格に関
する情報提供のため,参考として記載し
た。
−
追加
構造規格の規定を優先する説明を
追加した。
国内法規である構造規格の規定に合致す
ること,及びこの附属書は,対応国際規
格の情報提供の目的で記載したことを明
確にするため追加した。
8
B
6
0
3
3
:
2
0
1
8
124
B 6033:2018
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差異の理由
及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
附属書JA
(規定)
台付きグラインダの
透明スクリーン及び
目視窓
A.3.4
JISとほぼ同じ。 追加
“台付きグラインダの透明スクリ
ーン及び目視窓”の規定を追加し
た。
対応国際規格のA.3.4は,安全上重要な内
容であるため,この規格では附属書Aを
参考としていることから,外出しして,
附属書(規定)とした。
附属書JB
(規定)
加工領域エンクロー
ジャ内での目視窓の
取付け
A.3.5.1
及
び
A.3.6
JISとほぼ同じ。 追加
“加工領域エンクロージャ内での
目視窓の取付け”の規定を追加し
た。
対応国際規格のA.3.5.1及びA.3.6は,安
全上重要な内容であるため,この規格で
は附属書Aを参考としていることから,
外出しして,附属書(規定)とした。
JISと国際規格との対応の程度の全体評価:ISO 16089:2015,MOD
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 削除 ················ 国際規格の規定項目又は規定内容を削除している。
− 追加 ················ 国際規格にない規定項目又は規定内容を追加している。
− 変更 ················ 国際規格の規定内容を変更している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD ··············· 国際規格を修正している。
8
B
6
0
3
3
:
2
0
1
8