B 5031:2003
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,社団法人日本金型
工業会(JDMA)/財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を改正すべきとの
申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格である。
これによって,JIS B 5031:1997は改正され,この規格に置き換えられる。
この規格の一部が,技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の
実用新案登録出願に抵触する可能性があることに注意を喚起する。主務大臣及び日本工業標準調査会は,
このような技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の実用新案登
録出願にかかわる確認について,責任はもたない。
B 5031:2003
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
1. 適用範囲 ························································································································ 1
2. 引用規格 ························································································································ 1
3. 精度及び測定方法 ············································································································ 1
B 5031:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 5031:2003
プレス型用ダイセット−精度及び測定方法
Die sets for press dies−Accuracy and measuring method
1. 適用範囲 この規格は,プレス型用ダイセット(JIS B 5060)の精度及び測定方法について規定する。
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格は,その最新版(追補を含む。)を適用する。
JIS B 5007 プレス型用ガイドポスト及びガイドブシュ
JIS B 5060 プレス型用ダイセット
JIS B 7502 マイクロメータ
JIS B 7503 ダイヤルゲージ
JIS B 7506 ブロックゲージ
JIS B 7513 精密定盤
JIS B 7515 シリンダゲージ
JIS B 7519 指針測微器
JIS B 7539 円筒スコヤ
3. 精度及び測定方法 ダイセットの精度及び測定方法は,表1による。
表 1 ダイセットの精度及び測定方法
番号
検査事項
測定方法
測定方法図
許容値
mm
測定器具の
適用規格
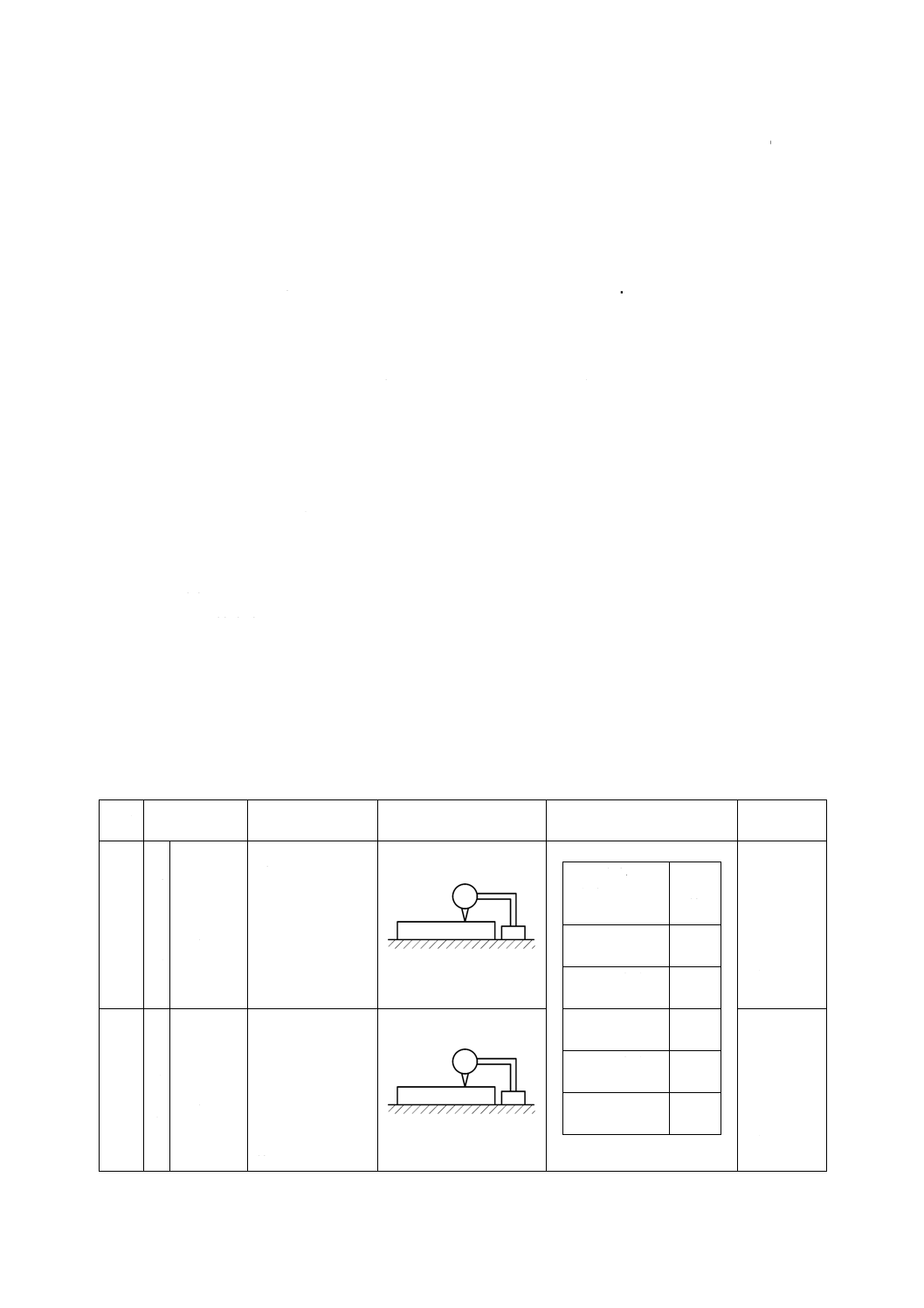
1
ダ
イ
ホ
ル
ダ
上面及び
下面の平
行度
定盤上にダイホル
ダを置き,その上
面に測定器を当て
て呼び寸法の範囲
内を前後左右に移
動させ,その読み
の最大差を測定値
とする。
精密定盤
JIS B 7503
又は
JIS B 7513
JIS B 7519
に規定する
1級
呼び寸法 (1)
(プレートの
長辺の長さ)
許容
値
160まで
0.012
160を超え
250まで
0.015
2
パ
ン
チ
ホ
ル
ダ
上面及び
下面の平
行度
定盤上にパンチホ
ルダを置き,その
上面に測定器を当
てて呼び寸法の範
囲内を前後左右に
移動させ,その読
みの最大差を測定
値とする。
精密定盤
250を超え
400まで
0.020
JIS B 7503
又は
JIS B 7513
JIS B 7519
に規定する
1級
400を超え
630まで
0.030
630を超え
800まで
0.040
2
B 5031:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表 1 ダイセットの精度及び測定方法(続き)
番号
検査事項
測定方法
測定方法図
許容値
mm
測定器具の
適用規格
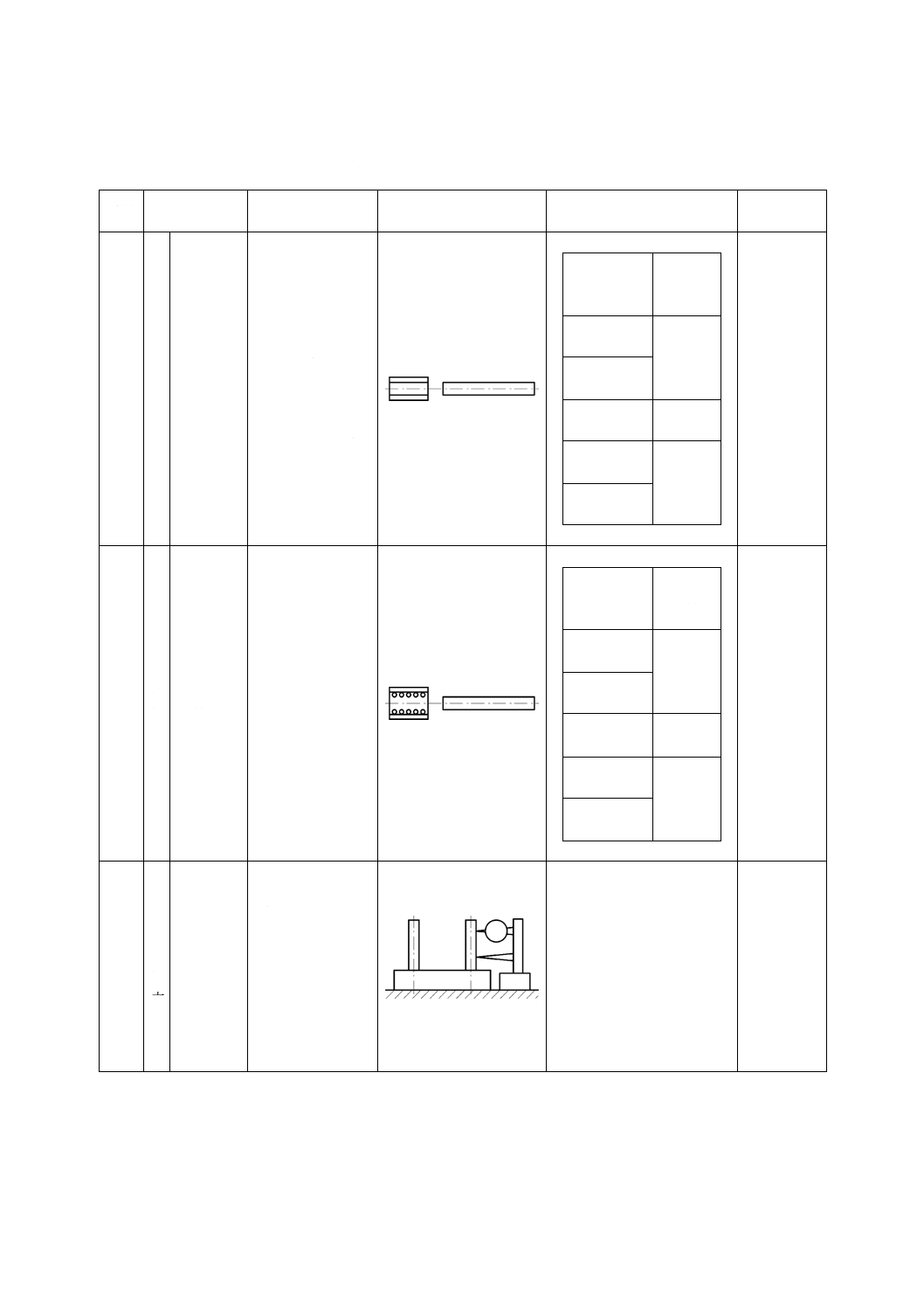
3
部
分
組
立
ガイドポ
ストとガ
イドブシ
ュとのク
リアラン
ス
ガイドポストのは
めあい部最大径
と,パンチホルダ
に組み付けたガイ
ドブシュ穴の最小
径を測定し,その
差を測定値とす
る。
クリアランス=
ガイドポストの最
大径−ガイドブシ
ュの最小径
JIS B 7502
JIS B 7503
JIS B 7506
JIS B 7515
ポスト径
クリア
ランス(2)
20
0.003〜
0.007
25
32
0.006〜
0.010
40
0.010〜
0.014
50
4
部
分
組
立
プリロー
ド量
ガイドポストのは
めあい部最大径
と,パンチホルダ
に組み付けたガイ
ドブシュ穴の最小
径及びボール径を
測定し,
プリロード量=
(ガイドポストの
最大径)+2×(ボ
ール径)−(ガイ
ドブシュ穴の最小
径)
を測定値とする。
JIS B 7502
JIS B 7503
JIS B 7506
JIS B 7515
ポスト径
プリロ
ード量(2)
20
0.020〜
0.024
25
32
0.026〜
0.030
40
0.032〜
0.036
50
5
部
分
組
立
ダイホル
ダ下面と
ガイドポ
ストとの
直角度
ガイドポストを組
み付けたダイホル
ダを定盤上に置
き,直角測定器に
よってガイドポス
トの周囲180度に
ついて直角度を測
り,その読みの最
大値を測定値とす
る。
精密定盤
JIS B 7503
又は
JIS B 7513
JIS B 7519
に規定する
1級
JIS B 7539
測定長100について
0.02以下
3
B 5031:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表 1 ダイセットの精度及び測定方法(続き)
番号
検査事項
測定方法
測定方法図
許容値
mm
測定器具の
適用規格
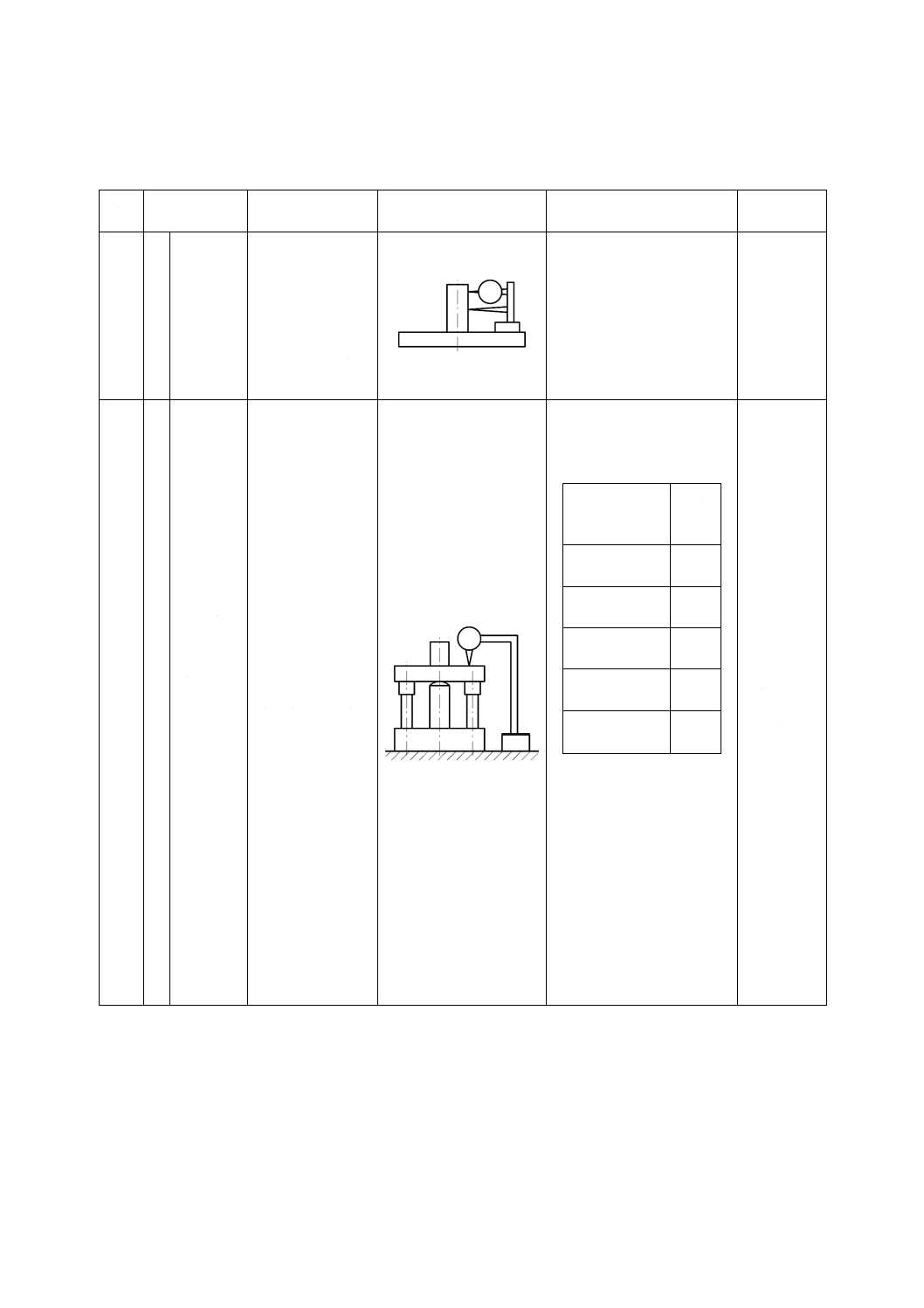
6
部
分
組
立
シャンク
の直角度
パンチホルダの上
面に置いた直角測
定器をシャンクに
当て,その周囲180
度について直角度
を測り,その読み
の最大値を測定値
とする。
JIS B 7503
又は
JIS B 7519
全長について0.02以下
7
組
立
組み立て
たダイセ
ットにお
けるパン
チホルダ
上面とダ
イホルダ
下面との
平行度
組み立てたダイセ
ットを定盤上に置
き,ダイホルダ呼
び寸法のほぼ中央
位置に支持ブロッ
クを置いてパンチ
ホルダを挟む。そ
してパンチホルダ
上面に測定器を当
てて呼び寸法の範
囲内を前後左右に
移動させ,その読
みの最大差を測定
値とする。ただし,
支持ブロックは一
端を球面,他端を
平面とした十分な
剛性をもつものと
する。また,パン
チホルダの自重に
よるたわみが最小
になるように同じ
高さの2個の支持
ブロックを使用し
てもよい。
精密定盤
JIS B 7503
又は
JIS B 7513
JIS B 7519
に規定する
1級
呼び寸法 (1)
(プレートの
長辺の長さ)
許容
値
160まで
0.020
160を超え
250まで
0.025
250を超え
400まで
0.035
400を超え
630まで
0.045
630を超え
800まで
0.060
注(1) 呼び寸法・(プレートの長辺の長さ)は,JIS B 5060による。
(2) クリアランス及びプリロード量は,参考値とする。
備考 ガイドポスト及びガイドブシュの精度は,JIS B 5007による。
4
B 5031:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。