B 4751-2 : 1999
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法に基づいて,日本工業標準調査会の審議を経て,通商産業大臣が制定した日
本工業規格である。これによって,JIS B 4751 : 1972及びJIS B 4752 : 1972は廃止され,JIS B 4751-1及び
JIS B 4751-2に置き換えられる。
この規格は,JIS B 4751 : 1972及びJIS B 4752 : 1972の対応国際規格であったISO 2336 : 1980 (Hand and
machine hacksaw blades−Dimenions for lengths up to 450 mm and Pitches up to 6, 3 mm) が廃止されるととも
に,ISO 2336-1 : 1996 (Hacksaw blades−Part 1 : Dimensions for hand blades) 及びISO 2336-2 : 1996 (Hacksaw
blades−Part 2 : Dimensions for machine blades) が制定されたことから,これら二つの国際規格との整合化の
ため,それぞれに対応するものとして,JIS B 4751-1(ハクソー 第1部:ハンドハクソーの寸法)及び
JIS B 4751-2(ハクソー 第2部:マシンハクソーの寸法)として制定したものである。
この規格の一部が,技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の
実用新案登録出願に抵触する可能性があることに注意を喚起する。通商産業大臣及び日本工業標準調査会
は,このような技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の実用新
案登録出願にかかわる確認について,責任はもたない。
JIS B 4751-2には,次に示す附属書がある。
附属書(規定) マシンハクソーの形状・寸法以外の推奨技術仕様
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 4751-2 : 1999
ハクソー
第2部:マシンハクソーの寸法
Hacksaw blades−Part 2 : Dimensions for machine blades
序文 この規格は,1996年に第1版として発行されたISO 2336-2,Hacksaw blades−Part 2 : Dimensions for
machine bladesを翻訳し,技術的内容及び規格票の様式を変更することなく作成した,日本工業規格である。
なお,この規格で点線の下線を施してある“箇所”及び附属書(規定)は,対応国際規格にはない事項
である。
1. 適用範囲 この規格は,長さが300mm以上700mm以下,刃のピッチが8.5mm以下の片刃のマシンハ
クソー(以下,ハクソーと呼ぶ。)について規定する。
備考 この規格の対応国際規格を,次に示す。
ISO 2336-2 : 1996 Hacksaw blades−Part 2 : Dimensions for machine blades
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。この引用規格は,その最新版(追補を含む。)を適用する。
JIS B 0401-2 寸法公差及びはめあいの方式−第2部:穴及び軸の公差等級並びに寸法許容差の表
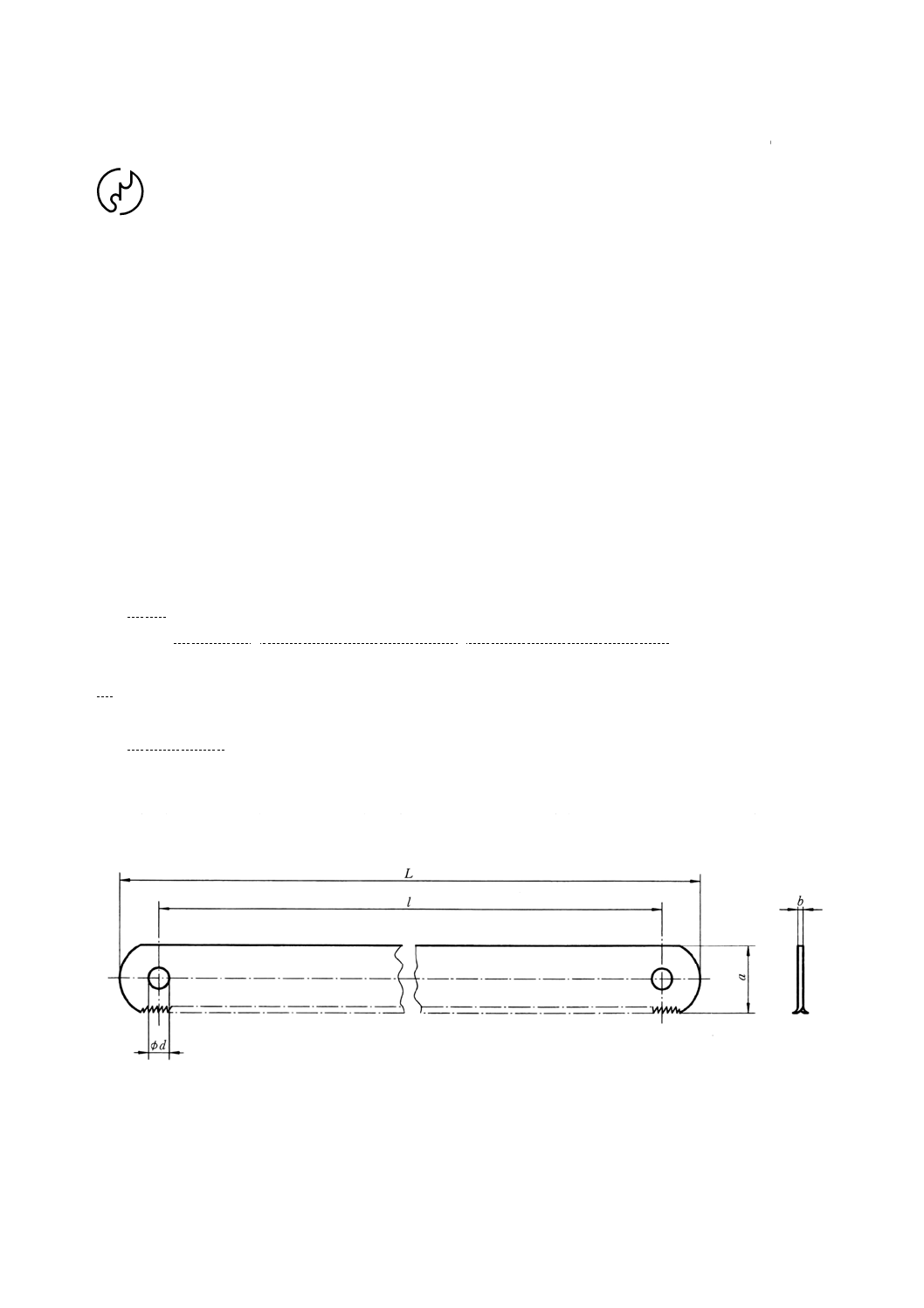
3. 形状・寸法 ハクソーの形状及び寸法は,図1及び表1のとおりとする。表1の記号は刃のピッチを
P,刃数(25mm当たり)をN,長さ(取り付け穴dの間の中心距離)をlで表している。取り付け穴の中
心はハクソーの中心線上にあることが望ましい。
図1
備考 刃の形状は製造業者の任意とする。
2
B 4751-2 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表1
単位mm
l
±2
a
b
刃のピッチ
L
最大
d
H14
P
N
300
25
1.25
1.8
14
330
8.2
2.5
10
350
25
1.25
1.8
14
380
8.2
2.5
10
32
1.6
2.5
10
4
6
400
32
1.6
2.5
10
430
8.2
4
6
40
2
4
6
6.3
4
450
32
1.6
2.5
10
485
10.2
4
6
40
2
4
6
6.3
4
500
40
2
2.5
10
535
10.2
4
6
6.3
4
600
50
2.5
4
6
640
12.5
6.3
4
700
50
2.5
4
6
740
12.5
6.3
4
8.5
3
4. 製品の呼び方 ハクソーの呼び方は,次のとおりとする。
a) 規格名称
b) 規格番号
c) 長さ l
d) 幅 a
e) 厚み b
f)
刃のピッチ P,刃数 N(25mm当たり)は括弧内に追記できる。
例 マシンハクソーの長さl=300mm,幅a=25mm,厚みb=1.25mm,ピッチP=2.5mmの場合
マシンハクソーJIS B 4751-2−300×25×1.25×2.5
又は
マシンハクソーJIS B 4751-2−300×25×1.25×2.5 (10)
3
B 4751-2 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書(規定) マシンハクソーの形状・寸法以外の推奨技術仕様
序文 この附属書は,ISO 2336-2 (Hacksaw blades−Part 2 : Dimensions for machine blades) に規定がないが,
マシンハクソーの技術仕様として必要な項目について規定するものである。
1. 品質
1.1
外観 外観は,地きず及びわれ並びに有害なきず,ねじれ,そり,まくれ,さびなどの欠点がなく,
仕上げは,良好でなければならない。
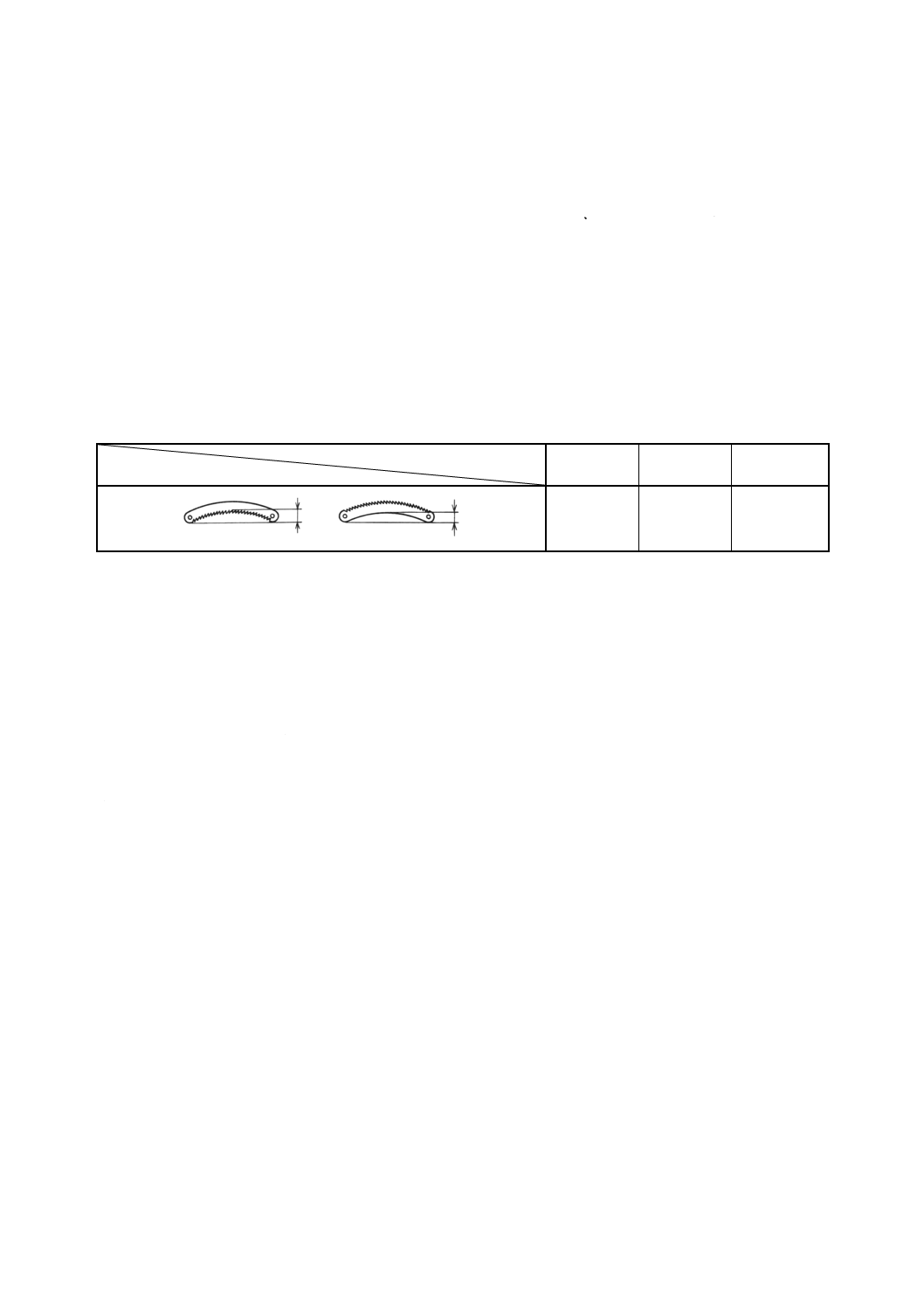
1.2
刃状曲り 刃状曲りの許容値は附属書表1による。
附属書表1
単位mm
取付穴の中心距離
曲り
350以下
450以下
600以下
1.2
1.6
1.8
1.3
硬さ 刃部の硬さは,62HRC又は746HV以上とする。
1.4
切削能力 切削能力は,次に示す切削試験条件によって試験を行ったとき,初回に対する最終回の
切断時間は,SKS7及びSKH51の場合,それぞれ140%及び115%以内でなければならない。
a) 使用する機械は金切り弓のこ盤とし,ラムの運動の精度は,次の各項目とも150mmについて0.05mm
以内でなければならない。
1) 万力の取付面に対する直角度
2) テーブル面に対する直角度
3) 運動の直角度
b) 金切り弓のこ盤の行程数及び行程は附属書表2による。
c) 被削物の材料は,JIS G 4401のSK7又はこれと同等以上の均一な組織をもつ材料とし,硬さは200〜
215HBとする。
d) 被削物の外径及び同時切削個数は附属書表2による。
e) 初回切断時間及び切断回数は附属書表2による。
f)
切削油は,十分に使用する。
4
B 4751-2 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書表2
材料
項目 刃数
SKS7
SKH51
9, 10
9, 10
6
金切り
弓のこ盤
行程数(回/分)
70
80
80
行程 (mm)
150
150
150
被削物
外径 (mm)
50
50
50
同時切削個数(個)
1
1
2
初回切断時間(分)
8±1
4.5±1
8±1
切断回数(個)
20
50
25
備考1. 初回切断時間を決めるために,金切り弓のこ盤のラムに適当な荷重を加え,その状態で
最終回まで試験を行う。
2. 刃数が6,9及び10以外のものは,これに準じて試験を行う。
3. 附属書表2に示す鋼種以外の材料を使用している場合は,それと類似する附属書表2
の鋼種と同一の試験条件で行う。
2. 刃数 刃数は,原則として附属書表3による。
附属書表3
刃数
(25.4mmにつき)
参考
刃のピッチ (mm)
3
8.5
4
6.4
6
4
8
3.2
9
2.8
10
2.5
12
2
14
1.8
参考 刃数の使用基準 被削物の品名及び材料並びに切削機械の行程数による刃数の使用基準を参考
表1に示す。
5
B 4751-2 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
参考表1
材料
刃数
被削物の品名又は材料
行程数(回/分)
25.4mmにつき
刃のピッチ (mm)
SKS7の場合
6
4
非鉄金属
125〜135
合金鋼
75〜 90
6
4
低炭素鋼
125〜135
8
3.2
高炭素鋼,焼なましした工具鋼
75〜 90
9
2.8
焼なまししない工具鋼,ステンレス鋼
50〜 70
SKH51の場合
3
8.5
アルミニウム合金
100〜150
4
6.4
6
4
構造用合金鋼,型用鋼
60〜 90
4
6.4
厚肉管(厚さ7mm以上)
120
6
4
8
3.2
9
2.8
鋳鉄,構造用炭素鋼・引抜鋼・黄銅・青銅
90〜135
6
4
可鍛鋳鉄
90〜120
8
3.2
高速度工具鋼・ニッケル鋼・レール
60〜 90
9
2.8
高力黄銅(マンガン黄銅)
ステンレス鋼
60
8
3.2
配管用炭素鋼鋼管(厚さ2〜6.7mm)
120〜135
9
2.8
10
2.5
12
2
14
1.8
14
1.8
薄肉管(厚さ2mm未満)
120
黄銅管
135
3. 表示
3.1
製品の表示 適当な箇所に,次の事項を表示する。
a) 材料記号
例
SKH51
b) 製造業者名又はその略号
○○○
3.2
包装の表示 包装に製品の表示をする場合は,次の事項を表示する。
a) 呼び寸法 (l×a×b)
例
300×25×1.25
b) 刃数
9
c) 取付穴寸法
10.5
d) 材料記号
SKH51
e) 製造業者名又はその略号
○○○
6
B 4751-2 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
国際整合化調査研究委員会 構成表
氏名
所属
(委員長)
村 田 良 司
東京理科大学理工学部
(委員)
中 嶋 誠
通商産業省機械情報産業局
本 間 清
工業技術院標準部
伊 藤 哲
工業技術院機械技術研究所
橋 本 繁 晴
財団法人日本規格協会技術部
野 上 彰
株式会社不二越
羽 山 隆 貫
日立ツール株式会社
川 口 俊 充
株式会社不二越
日下部 祐 次
神鋼コベルコツール株式会社
宮 林 光 行
株式会社彌満和製作所
倉 持 建
日本高周波鋼業株式会社
舞 田 靖 司
社団法人日本機械工業連合会
岡 安 英 雄
社団法人日本工作機械工業会
西 村 欣 也
社団法人日本歯車工業会
石 川 侑 男
社団法人日本金型工業会
安 武 昭 彦
社団法人日本工作機器工業会
手 取 正 輝
いすゞ自動車株式会社川崎工場
小 峰 武 夫
コベルコツールエンジニアリング株式会社
白 土 秀 明
オーエスジー株式会社
佐 藤 直 彦
理研製鋼株式会社
田 中 祐 弌
コベルコツールエンジニアリング株式会社
大 沢 秀 彦
オーエスジー株式会社
(事務局)
平 野 武 治
日本工具工業会
佐 野 保 次
日本工具工業会