2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 4710 - 1997
木工用縦みぞカッタ
Groove cutters for woodworking machines
1. 適用範囲 この規格は,木工用縦みぞカッタ(以下,カッタという。)について規定する。
備考 この規格の引用規格を,次に示す。
JIS B 0601 表面粗さ−定義及び表示
JIS B 0651 触針式表面粗さ測定器
JIS B 4053 超硬質工具材料及びその使用分類
JIS B 7420 限界プレーンゲージ
JIS B 7503 ダイヤルゲージ
JIS B 7507 ノギス
JIS B 7513 精密定盤
JIS B 7726 ロックウェル硬さ試験機
JIS G 3101 一般構造用圧延鋼材
JIS G 4403 高速度工具鋼鋼材
JIS G 5501 ねずみ鋳鉄品
JIS Z 2245 ロックウェル硬さ試験方法
2. 品質
2.1
外観 カッタの外観は,地きず,割れ,接着不良,有害なまくれ,刃こぼれ,さびなどの欠陥がな
く,仕上げは良好でなければならない。
2.2
表面粗さ カッタの刃部の表面粗さは,5.1によって測定したときJIS B 0601に規定する0.8μmRa以
下でなければならない。
2.3
硬さ カッタの刃部の硬さは,5.2によって試験を行い,高速度工具鋼製については,59HRC以上で
なければならない。
2.4
振れ カッタの刃部の振れは,5.3によって測定し,表1の値以下でなければならない。
表1 刃部の振れ
単位mm
項目
許容値
外周の振れ
0.15
側面の振れ
2.5
静釣合い カッタの外周の静釣合いは,5.4によって測定したとき3g以内でなければならない。
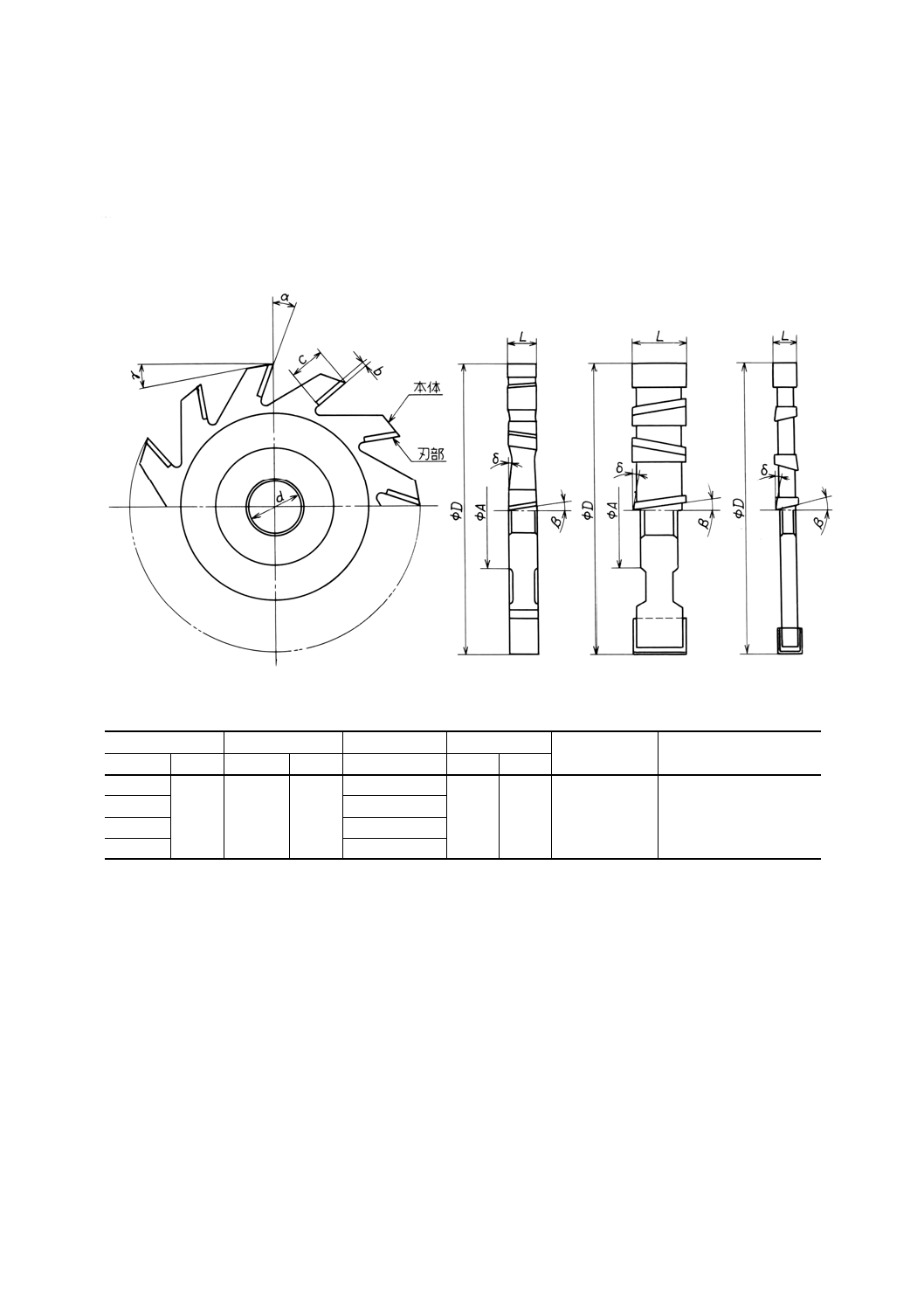
3. 形状・寸法 カッタの形状及び寸法は,付表1による。
2
B 4710 - 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4. 材料
4.1
刃部の材料 カッタの刃部は,JIS G 4403に規定するSKH 2及びJIS B 4053に規定するK10・K20・
K30又は使用上これと同等以上の性能をもつものとする。
4.2
本体の材料 カッタの本体はJIS G 3101のSS330又はJIS G 5501に規定するFC200又は使用上これ
と同等以上の性能をもつものとする。
5. 試験方法
5.1
表面粗さ カッタの刃部の表面粗さは,JIS B 0651に規定する測定器を用いて測定するか,又は使
用上これと同等以上の性能をもつ測定器を用いて測定する。
5.2
硬さ カッタの刃部の硬さは,JIS B 7726について規定する試験機を用い,JIS Z 2245の試験方法に
よって測定する。
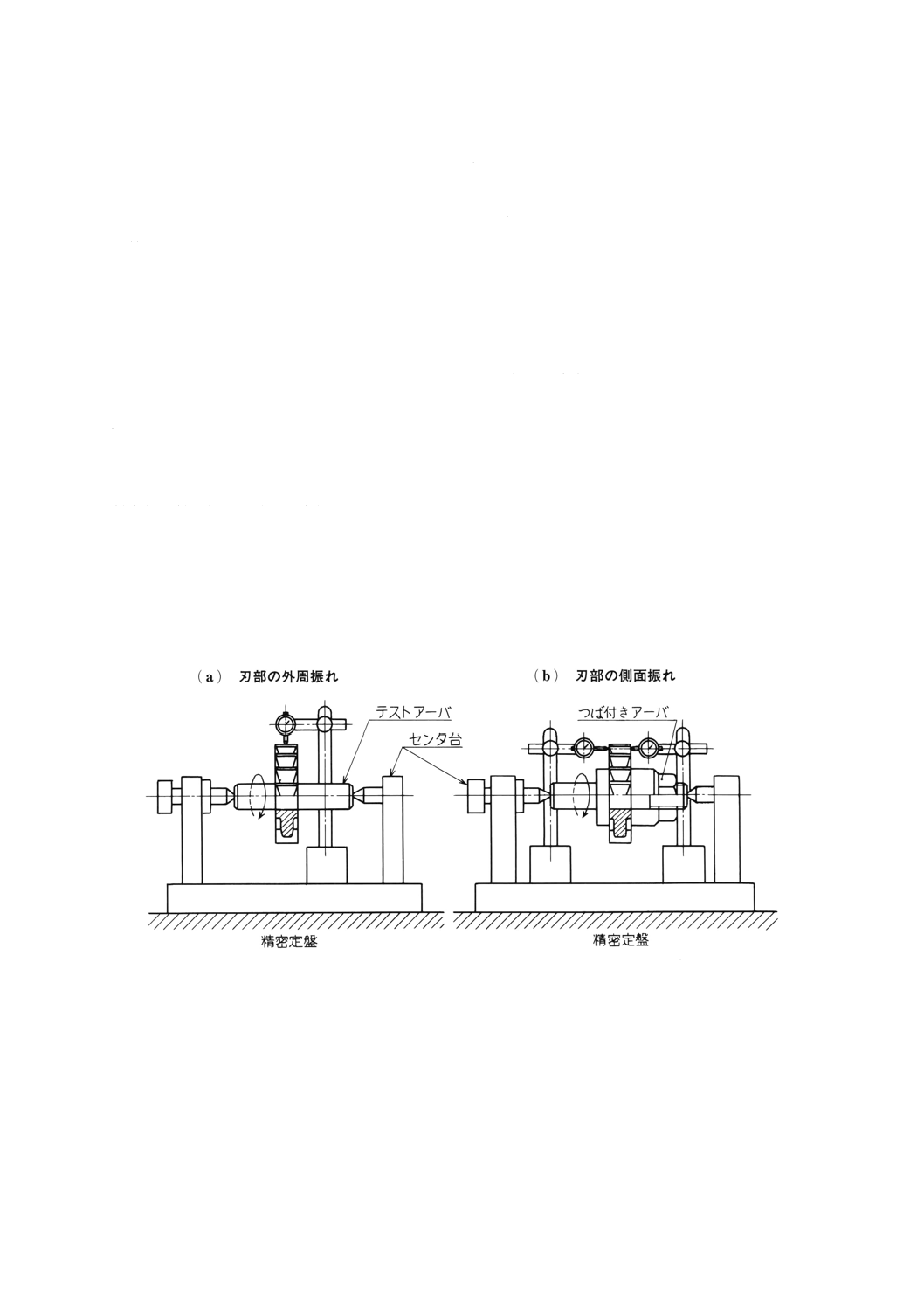
5.3
振れ カッタの刃部の外周振れは,カッタをテストアーバに緩みがないように挿入し,図1の(a)の
ようにJIS B 7513に規定する精密定盤の上に置いたセンタ台に取り付け,外周刃に垂直にJIS B 7503に規
定するダイヤルゲージを当て,カッタを矢の方向に回しながらダイヤルゲージの指針の動きを読む。読み
の最大値と最小値との差を測定値とする。
カッタの側面の振れは,カッタのつば付きアーバにナットで締め付け,図1の(b)のようにJIS B 7513に
規定する精密定盤の上に置いたセンタ台に取り付け,切り刃に垂直にJIS B 7503に規定するダイヤルゲー
ジを当て,カッタを矢の方向に回しながらダイヤルゲージの指針の動きを読む。読みの最大値と最小値と
の差を測定値とする。
図1 刃部の振れ測定方法
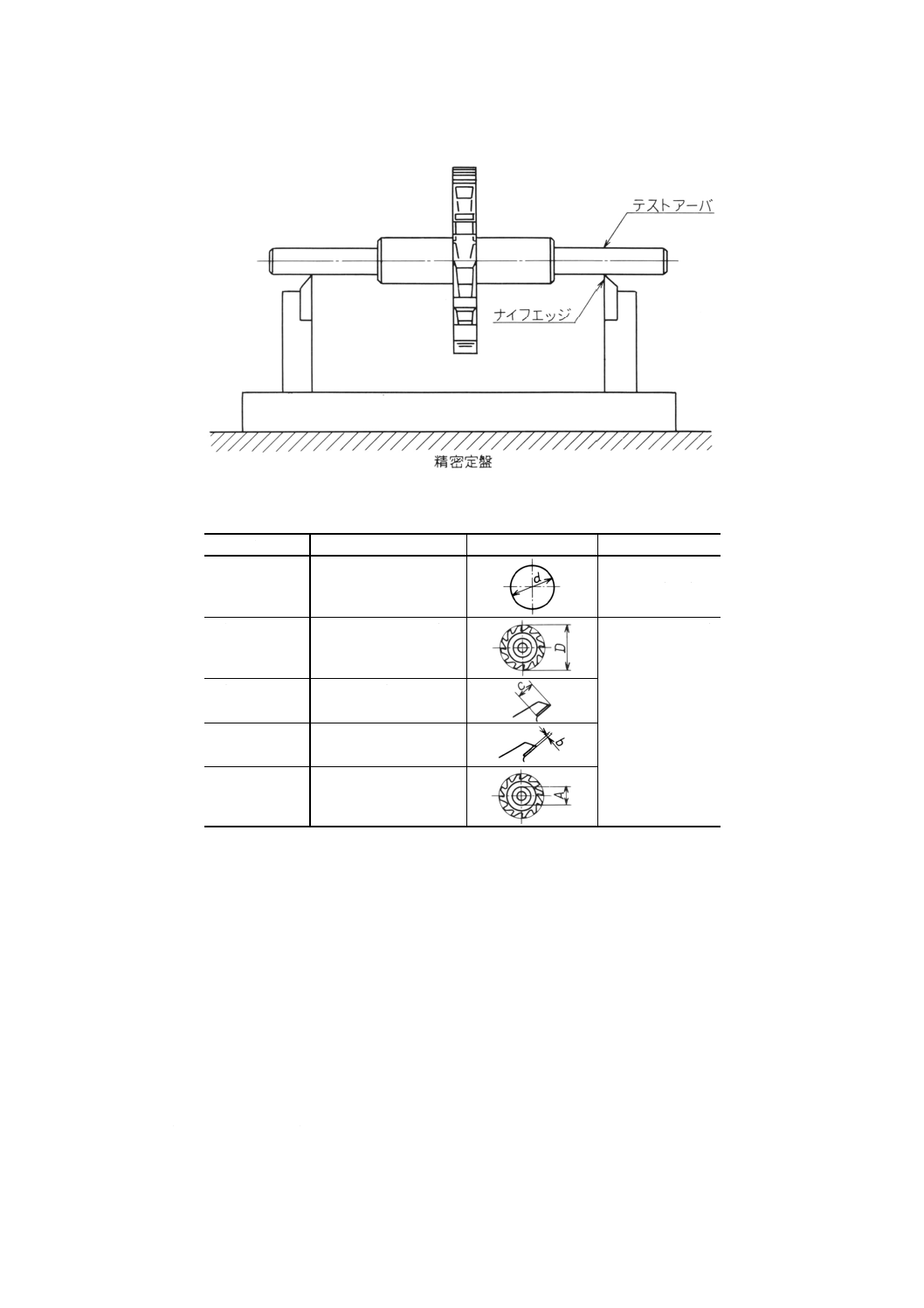
5.4
静釣合い カッタの静釣合いは,カッタのテストアーバに緩みがないように挿入し,図2のように
静釣合い試験用のナイフエッジの上に乗せて,不釣合いを見出し,そのときの釣合いおもりの重さを測定
する。
3
B 4710 - 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図2 静釣合いの測定方法
5.5
形状・寸法 カッタの形状及び寸法は,表2によって測定する。
表2 形状・寸法の測定方法
項目
測定方法
測定方法図
測定器具
穴径
限界ゲージで測定する。
JIS B 7420に規定
する限界ゲージ
外径
対向する切刃間の距離を
ノギスで測る。
JIS B 7507に規定
するノギス
刃部の長さ
ノギスで測定する。
刃部の厚さ
ノギスで測定する。
取付け面の直径 ノギスで測定する。
6. 検査 カッタの検査は,外観,表面粗さ,硬さ,振れ,静釣合い,形状及び寸法について行い,それ
ぞれ2.1〜2.5及び3.の規定に適合しなければならない。
7. 製品の呼び方 カッタの呼び方は,規格番号又は規格の名称,刃部の材料,歯数及び寸法(外径×厚
さ×穴径)による。
例 JIS B 4710,SKH 2,10Z 175×3.3×25.4
JIS B 4710,K20, 30Z 200×6.0×31.75
8. 表示
8.1
製品の表示 製品には,容易に消えない方法で次の事項を表示する。
(1) 寸法(外径×厚さ×穴径)
(2) 刃部の材料記号
4
B 4710 - 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(3) 製造業者名又はその略号
8.2
包装の表示 包装には,容易に消えない方法で次の事項を表示する。
(1) 寸法(外径×厚さ×穴径)
(2) 刃部の材料記号
(3) 製造業者名又はその略号
付表1 形状・寸法
備考1. 歯数及び本体の形状は,規定しない。
2. 側面図の3種類は,一例として示したものである。
単位mm
外径D
穴径d
取付面の直径A
刃部最小値
厚さL
(参考)
刃部角度
(参考)
基準寸法 許容差 基準寸法 許容差
最小値
長さc
厚さb
120
±0.5
15.0
25.4
30.0
31.75
+0.052
0
50
5
2
3.3, 3.6, 4.0, 4.5,
5.0, 5.5, 6.0, 9.0,
10.0, 10.5, 12.0,
15.0, 21.0
すくい角α 5°〜25°
横すくいβ 0°〜16°
外周逃げ角γ 7°〜20°
横逃げ角δ 0.5°〜5°
150
70
175
80
200
100
備考 穴径dの基準寸法は,受渡当事者間の協定によって,付表1以外の寸法とすることができる。
5
B 4710 - 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
木工機械用刃物 (JIS B 4708〜10) 原作成委員会
氏名
所属
(委員長)
丸 山 弘 志
東京理科大学
藤 野 達 雄
通商産業省機械情報産業局
大 島 清 治
工業技術院標準部
因 幸二郎
財団法人日本規格協会
○ 古 田 寛
兼房株式会社
高 橋 正 夫
東洋刃物株式会社
○ 高 橋 弘 志
木村刃物製造株式会社
○ 大 澄 謹 也
株式会社オリオン工具製作所
◎ 中 村 彰 雄
庄田鉄工株式会社
宇 塚 正
株式会社ウロコ製作所
下 坂 知
株式会社名南製作所
近 藤 昌 三
株式会社太洋製作所
佐 藤 正 之
株式会社日立工機原町
○ 川 島 正 行
株式会社平安コーポレーション
村 上 勝
社団法人全国木工機械工業会
(事務局)
○ 箱 田 大 幸
日本機械鋸・刃物工業会
備考 ○印は木工用縦みぞカッタJIS原案作成分科会委員を兼
ねる。
◎印は同分科会長を示す。