2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 4707-1992
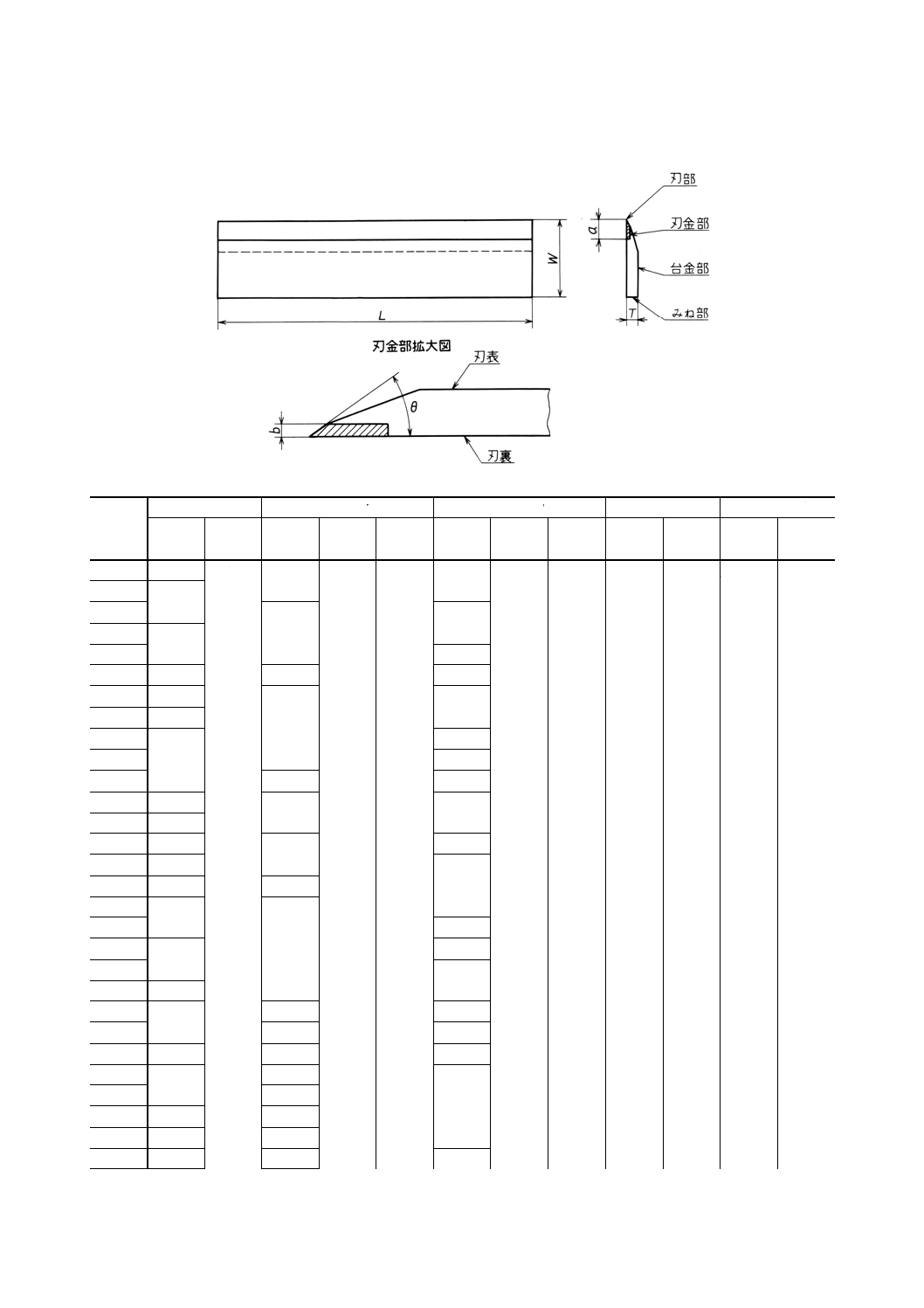
紙断裁機−紙断裁包丁
Paper cutting machine−Paper cutting knives
1. 適用範囲 この規格は,紙断裁機に用いる紙断裁包丁(以下,包丁という。)について規定する。
備考1. 包丁には,高速度工具鋼製及び超硬質工具材料製のものがある。
2. この規格の引用規格を,次に示す。
JIS B 0601 表面粗さの定義と表示
JIS B 4053 超硬質工具材料及びその使用分類
JIS B 7502 外側マイクロメータ
JIS B 7507 ノギス
JIS B 7512 鋼製巻尺
JIS B 7514 直定規
JIS B 7524 すきまゲージ
JIS B 7727 ショア硬さ試験機
JIS G 3101 一般構造用圧延鋼材
JIS G 4051 機械構造用炭素鋼鋼材
JIS G 4403 高速度工具鋼鋼材
JIS Z 2246 ショア硬さ試験方法
2. 品質
2.1
外観 表面は平滑であって,地きず及び割れ,並びに有害なまくれ,さび,接着不良などの欠陥が
なく,仕上げは良好でなければならない。
2.2
表面粗さ 刃裏面の粗さは,JIS B 0601に規定する3.2Sとする。
2.3
硬さ 高速度工具鋼製包丁の刃金部の硬さは,HS85以上とし,硬さの偏差は,HS4以下とする。超
硬質工具材料製包丁は,刃金部の硬さを規定しない。台金部の硬さは,HS35以下とする。
2.4
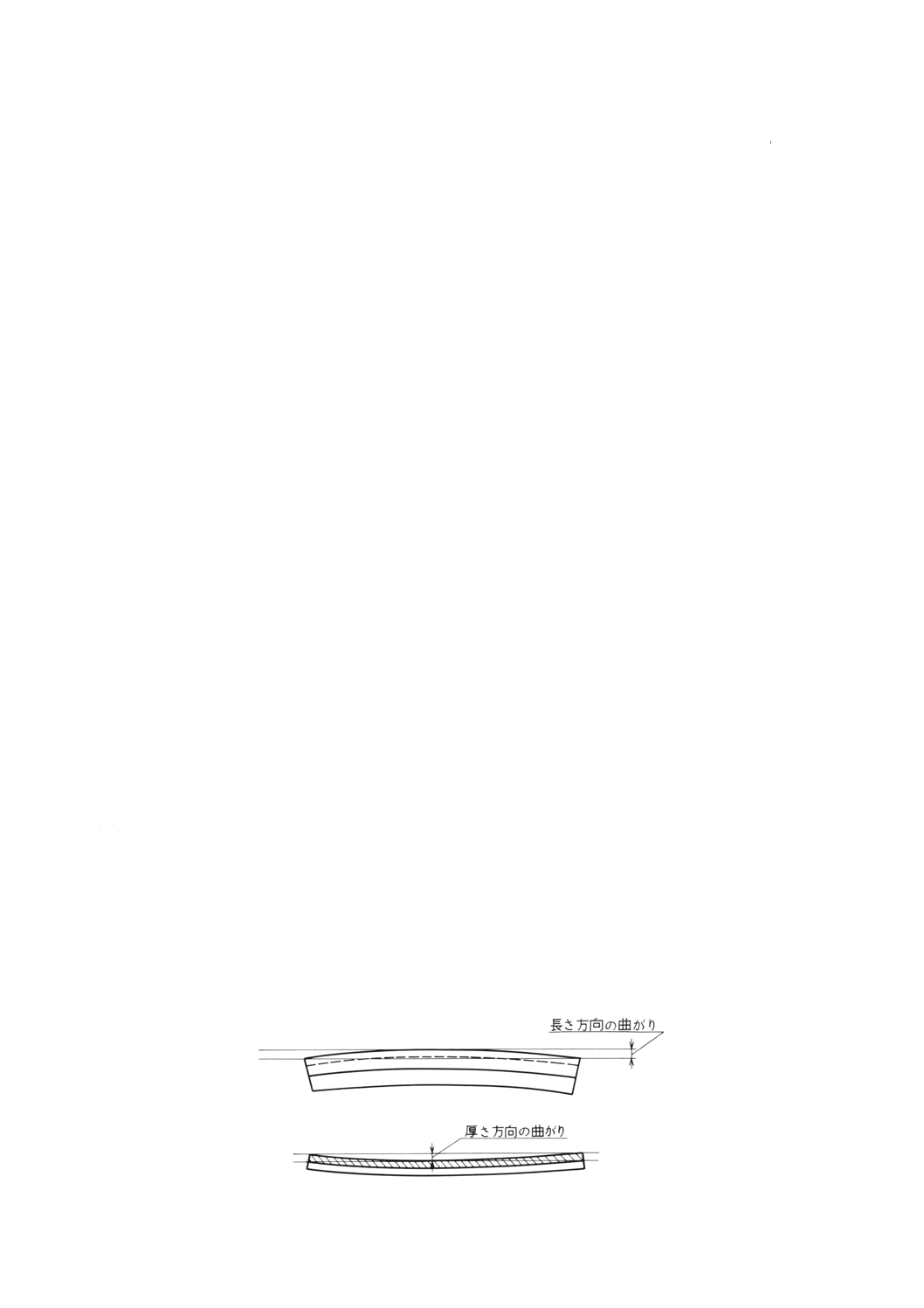
曲がり 曲がりは,次による(図1参照)。
図1 包丁の曲がり
2
B 4707-1992
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(1) 長さ方向の曲がり 長さ方向の曲がりの許容値は,0.3mmとする。
なお,みね部は,中高であってはならない。
(2) 厚さ方向の曲がり 厚さ方向の曲がりの許容値は,表1による。
なお,明らかなS字上の曲がりがあってはならない。
表1 厚さ方向の曲がりの許容値
単位 mm
長さ (L)
許容値
750〜1 095
0.3
1 100〜1 350
0.6
1 380〜1 850
0.8
(3) 幅方向の曲がり 幅方向の曲がりは,次による。
(a) 刃裏面の曲がりは,最小値0.03mm,最大値0.07mmの中低でなければならない。
(b) 刃表面は,平らであり,中高,中低であってはならない。
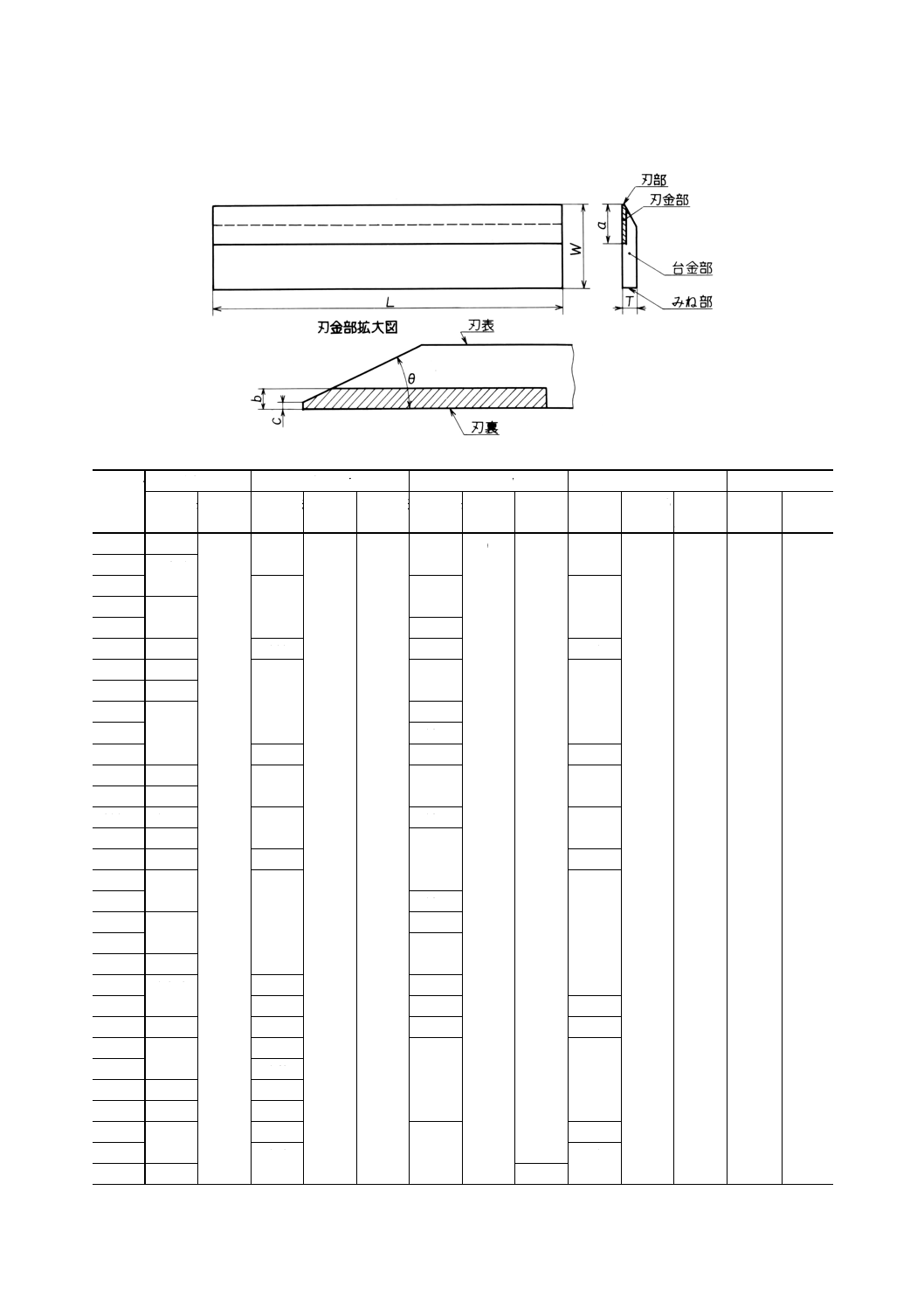
3. 形状・寸法 包丁の形状及び寸法は,刃金部材料によって表2又は表3による。
3
B 4707-1992
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表2 高速度工具鋼製包丁
単位 mm
呼び番号
長さ L
幅 W
厚さ T
刃金部
刃物角θ(参考)
基準寸法 許容差 基準寸法 許容差 幅の偏差 基準寸法 許容差 厚さの
偏差
幅 a
(最小)
厚さ b
(最小)
刃先厚さ
c(最大)
角度
許容差
75
750
±2
110
+1
−2
1.0
7.9
0
−0.10
0.03
50
2.0
0.5
20〜23° ±1°
85A
850
85B
130
9.5
60
90A
900
90B
11.1
92
925
110
9.7
50
94
940
130
11.1
60
95
950
107A
1 070
9.5
107B
12.7
107C
140
11.1
65
108
1 080
115
11.7
50
109
1 095
110
1 100
140
12.7
65
113
1 130
11.1
114
1 140
130
60
120A
1 200
140
65
120B
12.7
122A
1 220
11.1
122B
12.7
125
1 250
135A
1 350
144
10.0
135B
150
12.7
70
138
1 380
125
12.0
50
139A
1 390
150
13.7
70
139B
160
141
1 410
150
142
1 420
160
145A
1 450
140
12.7
65
145B
150
70
153
1 530
0.05
4
B 4707-1992
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
呼び番号
長さ L
幅 W
厚さ T
刃金部
刃物角θ(参考)
基準寸法 許容差 基準寸法 許容差 幅の偏差 基準寸法 許容差 厚さの
偏差
幅 a
(最小)
厚さ b
(最小)
刃先厚さ
c(最大)
角度
許容差
155
1 550
160
13.7
156
1 560
150
157A
1 566
144
12.0
65
157B
1 575
140
12.7
157C
150
70
160
1 605
160
13.7
161
1 610
150
178
1 785
160
185
1 850
165
14.2
5
B 4707-1992
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表3 超硬質工具材料製包丁
単位 mm
呼び番号
長さ L
幅 W
厚さ T
刃金部
刃物角θ(参考)
基準寸法 許容差 基準寸法 許容差 幅の偏差 基準寸法 許容差
厚さの
偏差
幅a
(最小)
厚さb
(最小)
角度
許容差
75
750
±2
110
+1
−2
1.0
7.9
0
−0.20
0.03
24
2.0
20〜28°
±1°
85A
850
85B
130
9.5
90A
900
90B
11.1
92
925
110
9.7
94
940
130
11.1
95
950
107A
1 070
9.5
107B
12.7
107C
140
11.1
108
1 080
115
11.7
109
1 095
110
1 100
140
12.7
113
1 130
11.1
114
1 140
130
120A
1 200
140
120B
12.7
122A
1 220
11.1
122B
12.7
125
1 250
135A
1 350
144
10.0
135B
150
12.7
138
1 380
125
12.0
139A
1 390
150
13.7
139B
160
141
1 410
150
142
1 420
160
145A
1 450
140
12.7
6
B 4707-1992
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
呼び番号
長さ L
幅 W
厚さ T
刃金部
刃物角θ(参考)
基準寸法 許容差 基準寸法 許容差 幅の偏差 基準寸法 許容差
厚さの
偏差
幅a
(最小)
厚さb
(最小)
角度
許容差
145B
150
153
1 530
155
1 550
160
13.7
156
1 560
150
157A
1 566
144
12.0
157B
1 575
140
12.7
157C
150
160
1 605
160
13.7
161
1 610
150
178
1 785
160
185
1 850
165
14.2
7
B 4707-1992
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4. 材料
4.1
刃金部の材料 刃金部の材料は,JIS G 4403に規定するSKH2,JIS B 4053に規定する超硬質工具材
料,又は使用上これらと同等以上の性能をもつものとする。
4.2
台金部の材料 台金部の材料は,JIS G 3101及びJIS G 4051に規定する鋼材,又は使用上これらと
同等以上の性能をもつものとする。
5. 試験方法
5.1
表面粗さ 表面粗さは,比較用粗さ標準片を用い,目視によって調べる。
5.2
硬さ 刃金部及び台金部の硬さは,JIS B 7727に規定する試験機を用いてJIS Z 2246の試験方法に
よって測定する。ただし,刃金部については,刃金幅中心付近のところを長さ方向の両端から150mm付
近と中央部付近の3か所を測定し,中央部付近の値を刃金部の硬さの測定値とし,3か所の測定値の最大
差を刃金部の硬さの偏差とする。
5.3
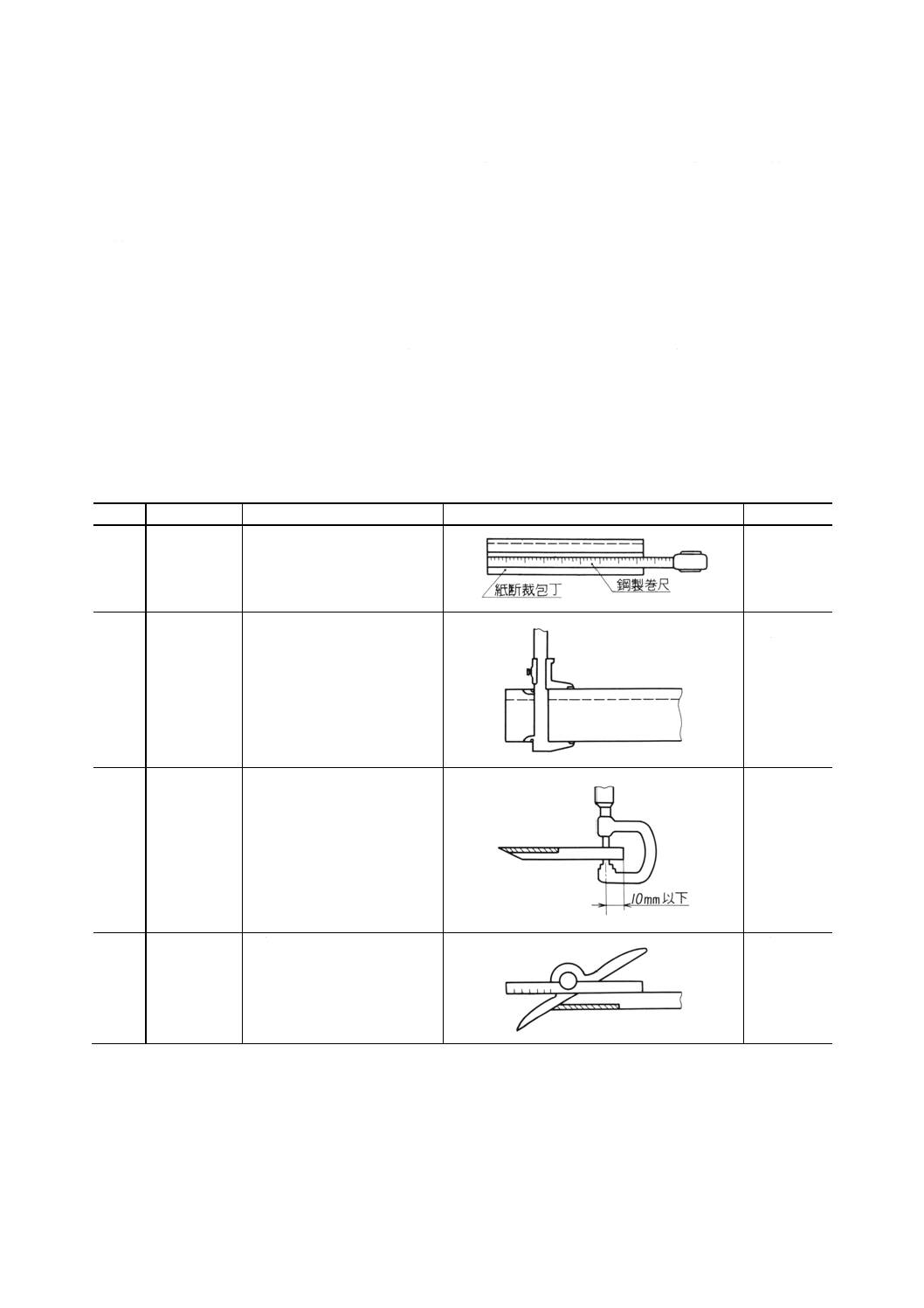
形状・寸法及び曲がり 形状・寸法及び曲がりは,表4によって測定する。
表4 測定方法
番号
項目
測定方法
測定方法図
測定器具
1
長さ
コンベックスルールで中央部付
近の1か所を測定する。
JIS B 7512の
鋼製巻尺
2
幅及び幅の偏
差
ノギスで両端から50mm付近と
中央部付近の3か所を測定し,
中央部付近の値を幅の測定値と
する。
また,3か所の測定値の最大
差を幅の偏差とする。
JIS B 7507の
ノギス
3
厚さ及び厚さ
の偏差
外側マイクロメータでみね部か
ら約10mm以下の所を両端から
150mm付近と中央部付近の3か
所を測定し,中央部付近の値を
厚さの測定値とする。
また,3か所の測定値の最大
差を厚さの偏差とする。
JIS B 7502の
外側マイク
ロメータ
4
刃物角(参考) 分度器又はこれに代わるゲージ
を用いて,長さ方向の1か所を
測定する。
分度器又は
ゲージ
8
B 4707-1992
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
項目
測定方法
測定方法図
測定器具
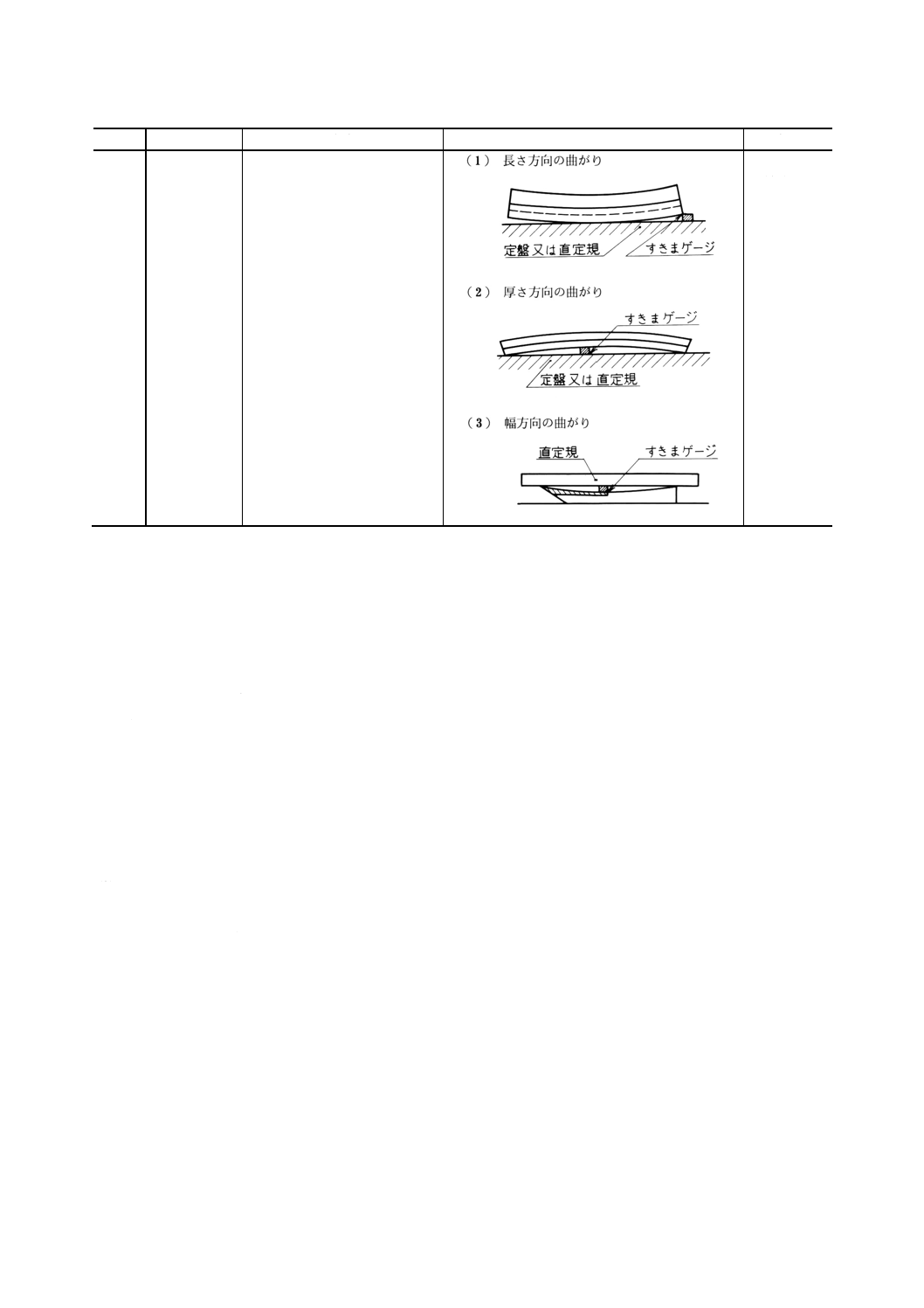
5
曲がり
測定箇所を平らな面に当てて,
最大すきまをすきまゲージで測
定する。
JIS B 7524
の並級のす
きまゲージ,
定盤又はJIS
B 7514のB級
の直定規
6. 検査 包丁の検査は,外観,表面粗さ,硬さ,曲がり及び形状・寸法について行い,それぞれ2.1〜2.4
及び3.に適合しなければならない。
7. 製品の呼び方 包丁の呼び方は,規格番号又は規格の名称,呼び番号及び刃金部の材料記号による。
例1. JIS B 4707 75 SKH2
紙断裁包丁 75 SKH2
例2. JIS B 4707 75 HW
紙断裁包丁 75 HW
8. 表示
8.1
製品の表示 製品には,容易に消えない方法で,次の事項を表示する。
(1) 呼び番号
(2) 刃金部の材料記号
(3) 製造業者名又はその略号
8.2
包装の表示 包装には,容易に消えない方法で,次の事項を表示する。
(1) 寸法(長さ×幅×厚さ)及び呼び番号
(2) 刃金部の材料記号
(3) 製造業者名又はその略号
9
B 4707-1992
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS B 4707改正原案作成委員会 構成表
氏名
所属
(委員長)
丸 山 弘 志
東京理科大学
伊佐山 建 志
通商産業省機械情報産業局
桐 山 和 臣
工業技術院標準部
永 井 辰 雄
株式会社永井機械製作所
橋 本 重 行
株式会社橋本鉄工場
伊 藤 嘉 康
イトーテック株式会社
江 畑 正 雄
余田機械工業株式会社
岡 田 親 司
社団法人日本印刷産業機械工業会
古 田 寛
兼房株式会社
久 我 春 雄
東洋刃物株式会社
木 村 文 隆
木村刃物製造株式会社
福 田 英 資
福田刃物工業株式会社
高 柳 昭 三
株式会社高柳刃物製作所
(事務局)
佐 藤 利 一
日本機械鋸・刃物工業会