2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 4620-1995
横万力(角胴形)
Parallel bench vices (Square jaw type)
1. 適用範囲 この規格は,作業台に取り付けて主に手仕上げ及び組立作業のとき,加工物をくわえる角
胴形の横万力(以下,万力という。)について規定する。
備考 この規格の引用規格を,次に示す。
JIS B 7726 ロックウェル硬さ試験機
JIS G 4051 機械構造用炭素鋼鋼材
JIS G 4401 炭素工具鋼鋼材
JIS G 5501 ねずみ鋳鉄品
JIS Z 2245 ロックウェル硬さ試験方法
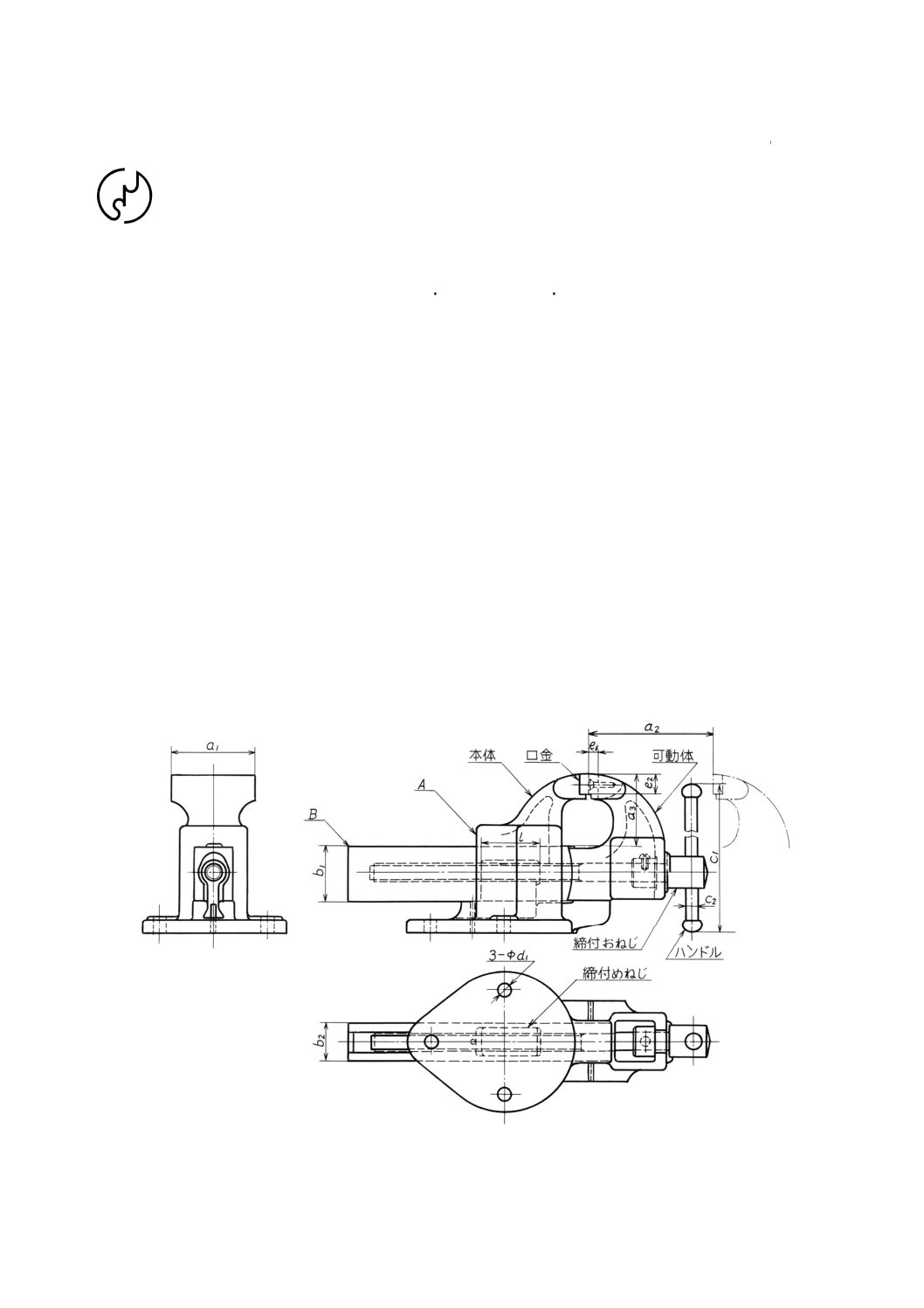
2. 形状・寸法 万力の形状及び寸法は,次のとおりとする。
(1) 万力の形状は,原則として図1による。
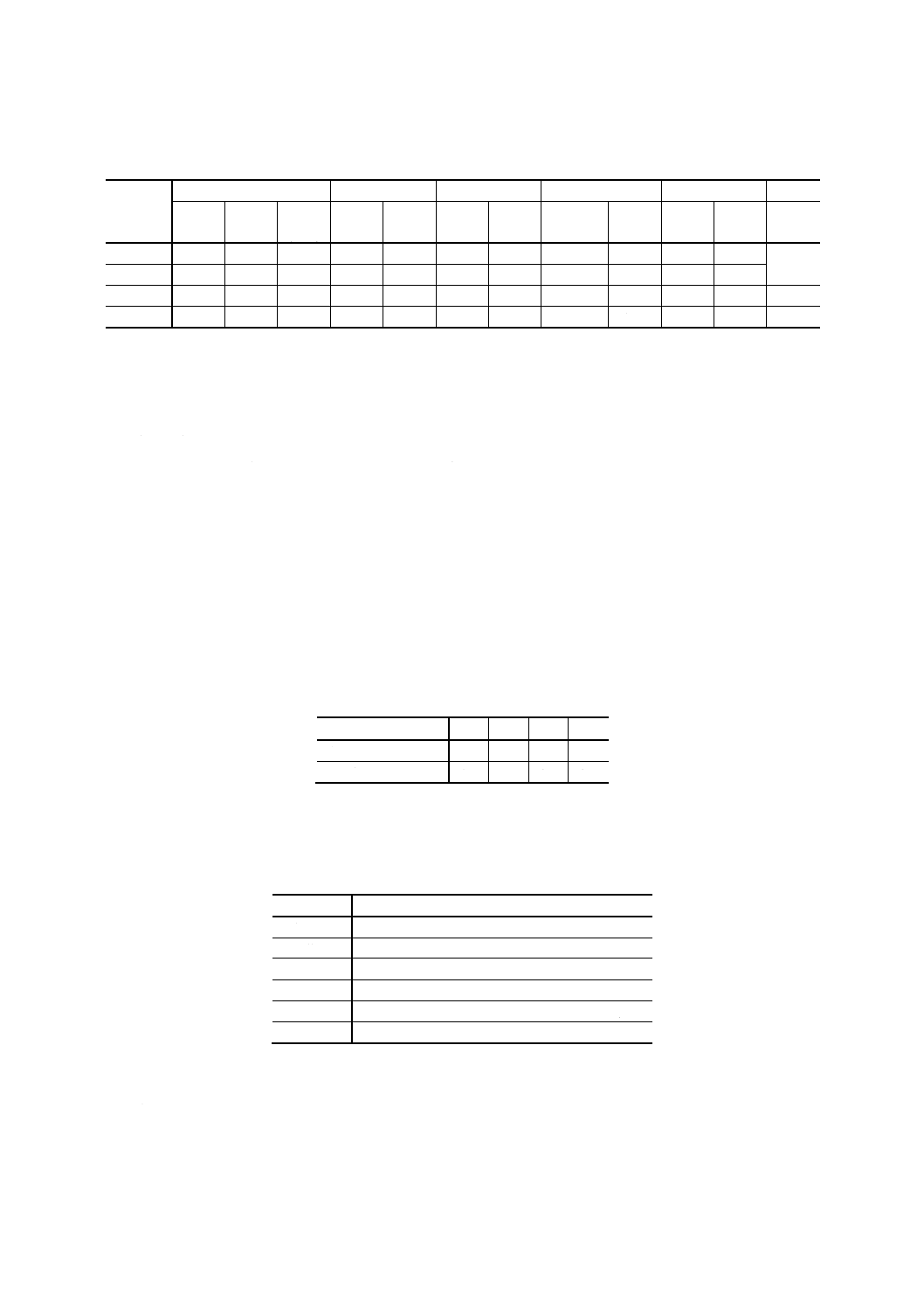
(2) 万力の寸法は,表1による。
図1 形状
2
B 4620-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表1 寸法
単位 mm
呼び寸法
本体
可動体
ハンドル
締付ねじ
口金
取付穴
a1
a2(1)
a3
b1
b2
c1
c2
l
e1
e2
d1
許容差
(最小) (最小) (最小) (最小) (最小) (最小) (最小) (最小) (最小) (最小)
75
75
90
60
50
40
180
12
40
9
18
11
±0.5
100
100
100
65
60
45
225
13
50
12
21
11
125
125
125
85
65
60
255
15
55
14
24
14
150
150
150
95
75
65
295
16
60
15
28
14
注(1) 口の開きa2は,口のある反対側において,本体の端面 (A) と可動体の端面 (B) とが一致するときの寸法を示す。
3. 品質
3.1
外観 万力の外観は,割れ,有害なきず,巣,まくれ,さび,その他使用上の有害な欠点がなく,
仕上げの程度は良好でなければならない。
3.2
機能 万力は,全工程について,滑り面及び締付ねじにはがたが少なく,口金の開きは平行を保ち,
可動体の動きは円滑であり,かつ,次の条件を満足しなければならない。
(1) 締付力 万力の締付力は,5.1の試験を行ったとき,各部に異常がなく,口金の長さの中央部において
19.6kN以上の締付力があること。
(2) 案内面すき間 万力の案内面(2)すき間は,5.2の試験を行ったとき,口金における読みの差が0.8mm
以下であること。
注(2) 案内面とは,本体と可動体との接触面をいう。
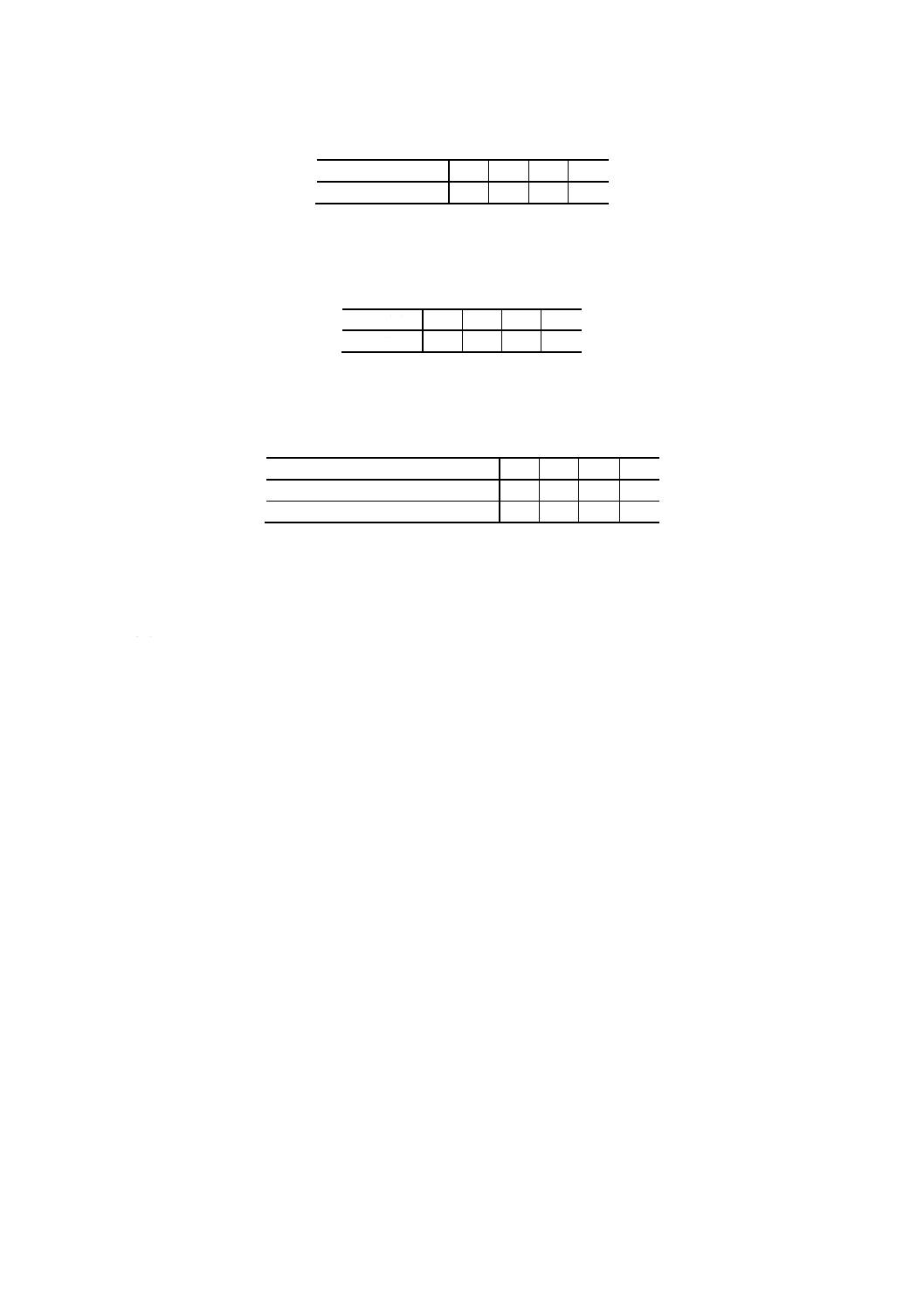
(3) 片寄締付 万力の片寄締付は,5.3の試験を行ったとき,表2に示す値より小さいこと。
表2 片寄締付
単位 mm
呼び寸法
75
100
125
150
前後方向のくるい
1.0
1.1
1.3
1.5
上下方向のくるい
0.7
0.7
0.7
0.7
3.3
口金の硬さ 万力の口金くわえ面の硬さは,5.4の試験を行ったとき,45〜53HRCとする。
4. 材料 万力の各部の材料は,表3又はこれと同等以上の品質のものとする。
表3 材料
部品名称
材料
本体
JIS G 5501のFC200
可動体
JIS G 5501のFC200
締付めねじ JIS G 5501のFC200
締付おねじ JIS G 4051のS45C
口金
JIS G 4401のSK5又はJIS G 4051のS15CK
ハンドル
JIS G 4051のS35C
5. 試験方法
5.1
締付力試験 万力の締付力試験は,締付ねじに表4の締付トルクを与え,そのときの口金中央部に
おける締付力を測定する。
3
B 4620-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表4 締付トルク
呼び寸法 mm
75
100
125
150
締付トルク N・m
98.1
117.7 137.3 166.7
5.2
案内面すき間試験 万力の案内面すき間試験は,万力を固定し,口を表5のように開き,上下方向
及び左右方向に各147.1Nの引張力を可動体に加え,そのときの口金における読みの差を測定する。
表5 案内面すき間試験
単位 mm
呼び寸法
75
100
125
150
口の開き
50
65
75
100
5.3
片寄締付試験 万力の片寄締付試験は,直径50mmの棒鋼を表6の位置にくわえて保ち,口金の他
端上面の位置を測定し,次に締付ねじに表6の締付トルクを与え,そのときの差を測定する。
表6 片寄締付試験
単位 mm
呼び寸法
75
100
125
150
万力の中心から棒鋼の中心までの距離
35
48
60
73
締付トルク N・m
98.1 117.7 137.3 166.7
5.4
口金の硬さ試験 万力の口金の硬さは,JIS B 7726に規定する試験機を用いてJIS Z 2245の試験方
法によって測定する。
6. 検査 万力の検査は,形状・寸法,外観,機能及び口金の硬さについて行い,それぞれ2.及び3.の規
定に適合しなければならない。
7. 製品の呼び方 万力の呼び方は,規格番号又は規格名称,及び呼び寸法による。
例1. JIS B 4620
100mm
例2. 横万力(角胴形) 100mm
8. 表示 万力には,適切な箇所に,次の事項を表示する。
なお,材料記号を表示することが望ましい。
(1) 呼び寸法
(2) 製造業者名又はその略号
4
B 4620-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
工作機械部会 作業工具専門委員会 構成表(昭和55年2月1日改正のとき)
氏名
所属
(委員会長)
築 添 正
大阪大学工学部
宮 下 彬 英
通商産業省工業品検査所
春 原 一 盛
財団法人機械電子検査検定協会
島 弘 志
通商産業省機械情報産業局
小 栁 武 昭
工業技術院標準部
屋 敷 定 雄
前田金属工業株式会社
千 葉 民 治
昭和スパナ製造株式会社
田 口 輝 雄
日本捻廻株式会社
安 西 武 二
株式会社松阪鉄工所
清 水 良 昭
花園工具株式会社
岡本 太右衛門
株式会社ナベヤ
堀 内 克之穰
株式会社堀内製作所
掘 川 弘 平
北陽産業株式会社
井 藤 三 男
関西作業工具協同組合
山 口 太 郎
全国作業工具工業組合
宇田川 鉦 作
日本ねじ研究協会
桑 原 昌 博
トヨタ自動車株式会社
河 西 五 男
日産自動車株式会社
橋 本 秀 夫
社団法人日本自動車整備振興会連合会
小 林 繁 鋪
東京電力株式会社
(専門委員)
内 藤 俊 男
日本国有鉄道鉄道技術研究所
鶴 見 松之助
松下電器産業株式会社
北 島 昭 生
株式会社日立製作所
内 山 友 和
日本電信電話公社
佐々木 賢 一
東京芝浦電気株式会社
(事務局)
桜 井 俊 彦
工業技術院標準部機械規格課
岡 島 弘 二
工業技術院標準部機械規格課
(事務局)
永 井 裕 司
工業技術院標準部機械規格課(平成7年3月1日改正のとき)