2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 4502-1996
ねじ転造平ダイス
Thread rolling flat dies
1. 適用範囲 この規格は,次に示すおねじのねじ転造に用いるねじ転造平ダイス(1)(以下,ダイスとい
う。)について規定する。
注(1) ダイスは,移動ダイス及び固定ダイスの2個を一組とする。
ねじの種類
ねじの呼び
適用規格
メートル並目ねじ
M2〜M24
JIS B 0205
メートル細目ねじ
M4×0.5〜M24×1
JIS B 0207
備考 この規格の引用規格を,次に示す。
JIS B 0101 ねじ用語
JIS B 0123 ねじの表し方
JIS B 0176 ねじ加工工具用語
JIS B 0205 メートル並目ねじ
JIS B 0207 メートル細目ねじ
JIS B 0271 ねじ測定用三針
JIS B 0601 表面粗さ−定義及び表示
JIS B 0659 比較用表面粗さ標準片
JIS B 3102 ねじ用限界ゲージの形状・寸法
JIS B 7153 測定顕微鏡
JIS B 7184 投影検査器
JIS B 7502 マイクロメータ
JIS B 7503 ダイヤルゲージ
JIS B 7507 ノギス
JIS B 7513 精密定盤
JIS B 7519 指針測微器
JIS B 7524 すきまゲージ
JIS B 7526 直角定規
JIS B 7726 ロックウェル硬さ試験機
JIS G 4404 合金工具鋼鋼材
JIS Z 2245 ロックウェル硬さ試験方法
2. 用語の定義 この規格で用いる主な用語の定義は,JIS B 0176及びJIS B 0101による。
2
B 4502-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
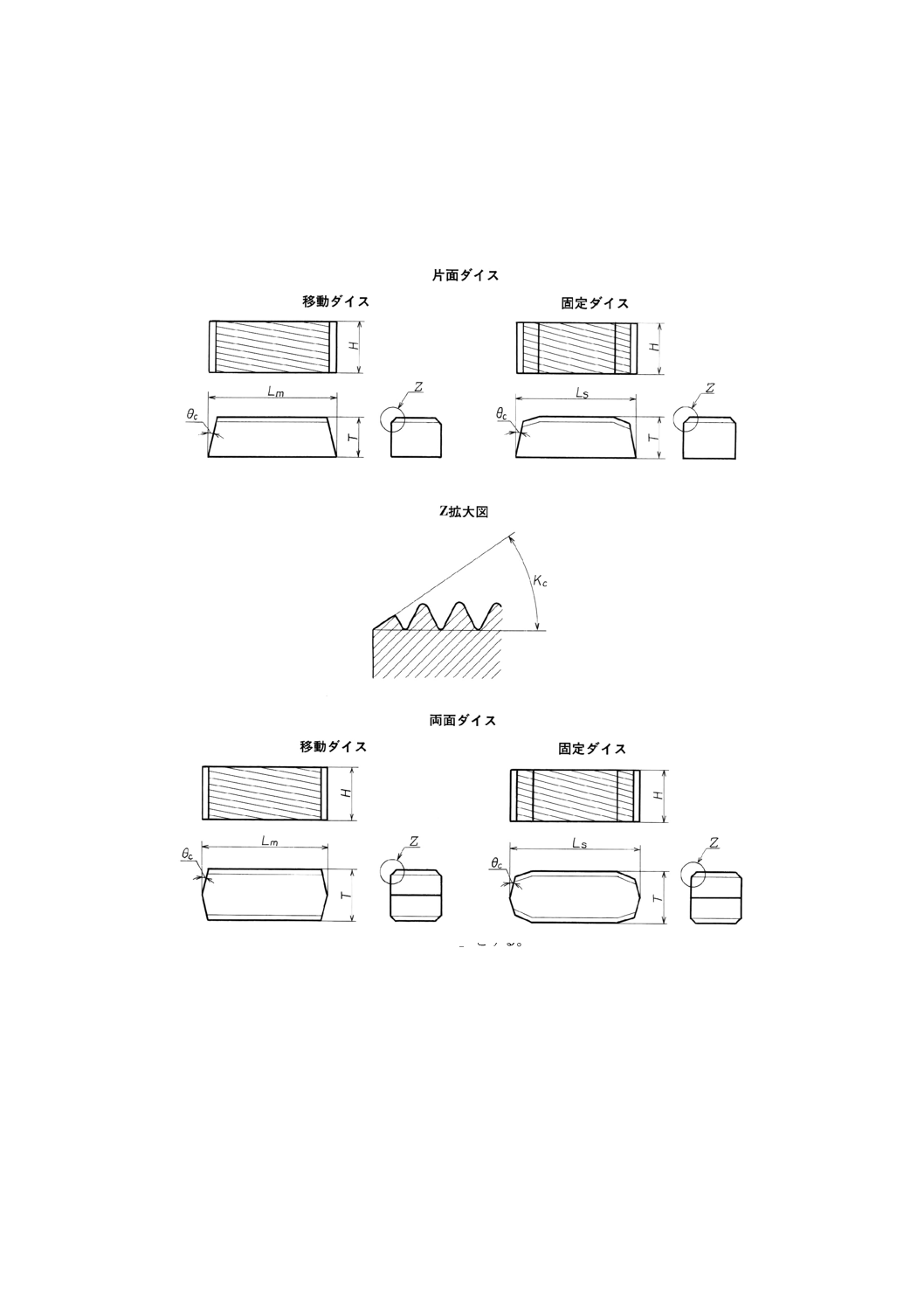
3. 種類 ダイスの種類は,形状によって,片面ダイス及び両面ダイスの2種類とする。
4. 形状・寸法
4.1
形状・寸法 ダイスの形状及び寸法は,表1による。
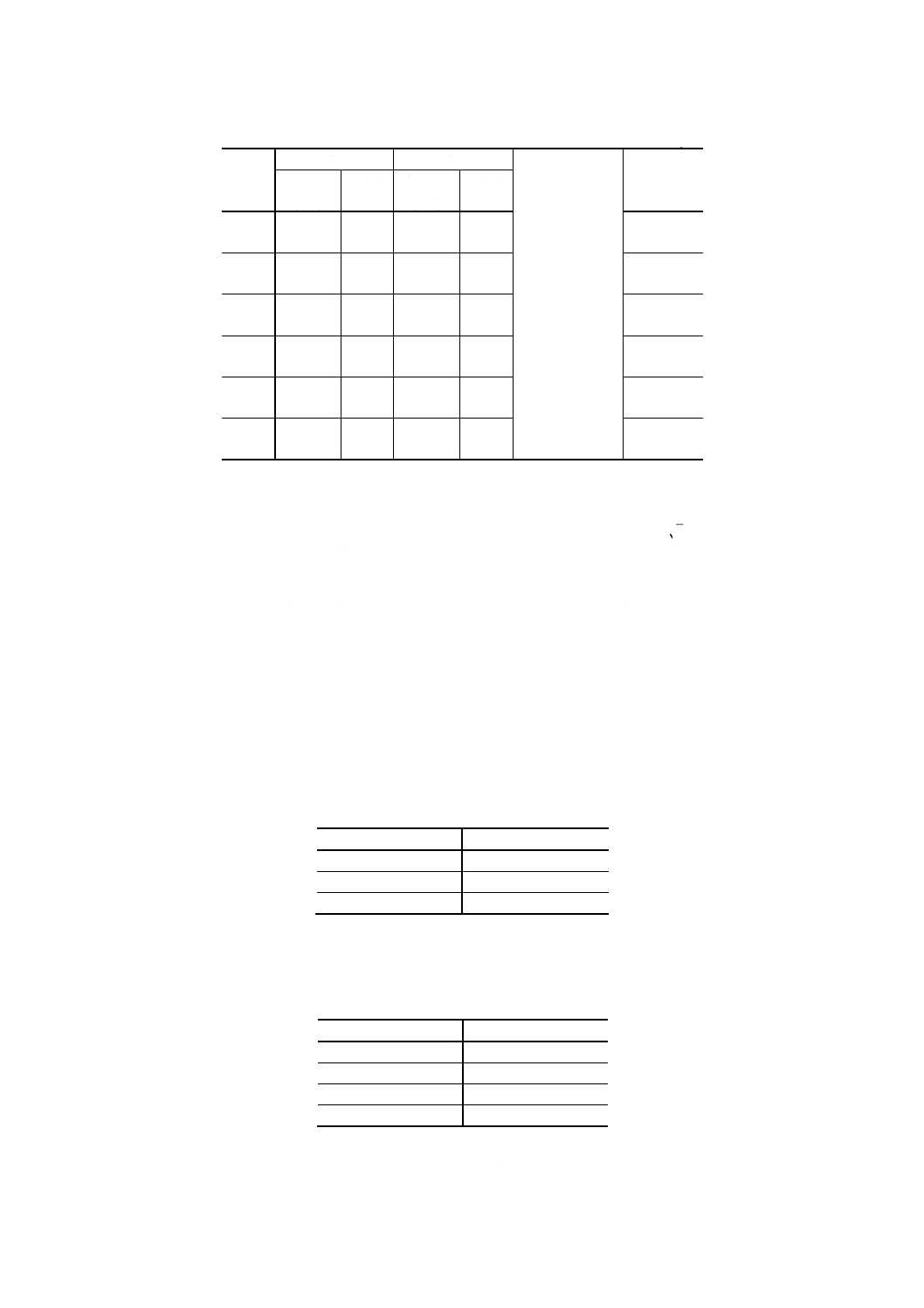
表1 ダイスの形状及び寸法
備考1. 取付け角θcは,一般には0°±30′又は5°
0
1°
−とする。
2. ねじ部の面取り角Kcは,一般には30°とする。
なお,面取り加工後の山頂の形状は,受渡当事者間の協定による。
3. 食付き部及び逃げ部のそれぞれの大きさ及び形状は,受渡当事者間の協定による。
4. リード角は,一般には転造されるねじの基準有効径におけるリード角とする。
3
B 4502-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表1 (続き)
単位 mm
全長
厚さ
T
高さ
H
適用するねじの呼び(参考)
Lm
Ls
メートルねじ
(並目及び細目)
54
42 15
15, 25
M2〜M3
64
51 16
20
70
60 20
20, 25
M2.5〜M4
75
63 18
32
95
82 25
25, 32, 40, 51
M3.5〜M5
105
90 25
25, 32, 40, 51
M4〜M6
114 102 25
32, 40, 51
M4〜M7
140 125 32
32, 40, 51, 76
M5〜M8
150 135 32
32, 40, 51, 76
M6〜M9
165 150 32
32, 40, 51, 76
M6〜M10
170 150 32
51
200 180 32
40, 51, 63, 76
M8〜M12
203 190 38
40, 50, 60, 76
M8〜M12
220 200 40
40, 50, 60, 80
M8〜M14
230 210 40
76
M9〜M14
270 240 40
40, 50, 60, 80
M10〜M16
310 280 50
50, 60, 85, 102
M12〜M18
330 300 50
50, 60, 85, 102
M12〜M20
470 420 50
60, 85, 102, 125
M18〜M24
備考 適用するねじの呼びは,全長Lsに対する転がり数が約5
〜8になるように選ばれている。ただし,転がり数νは,
次の式による。
d
L
v
S
3
=
ここに, d: ねじの呼び径
4.2
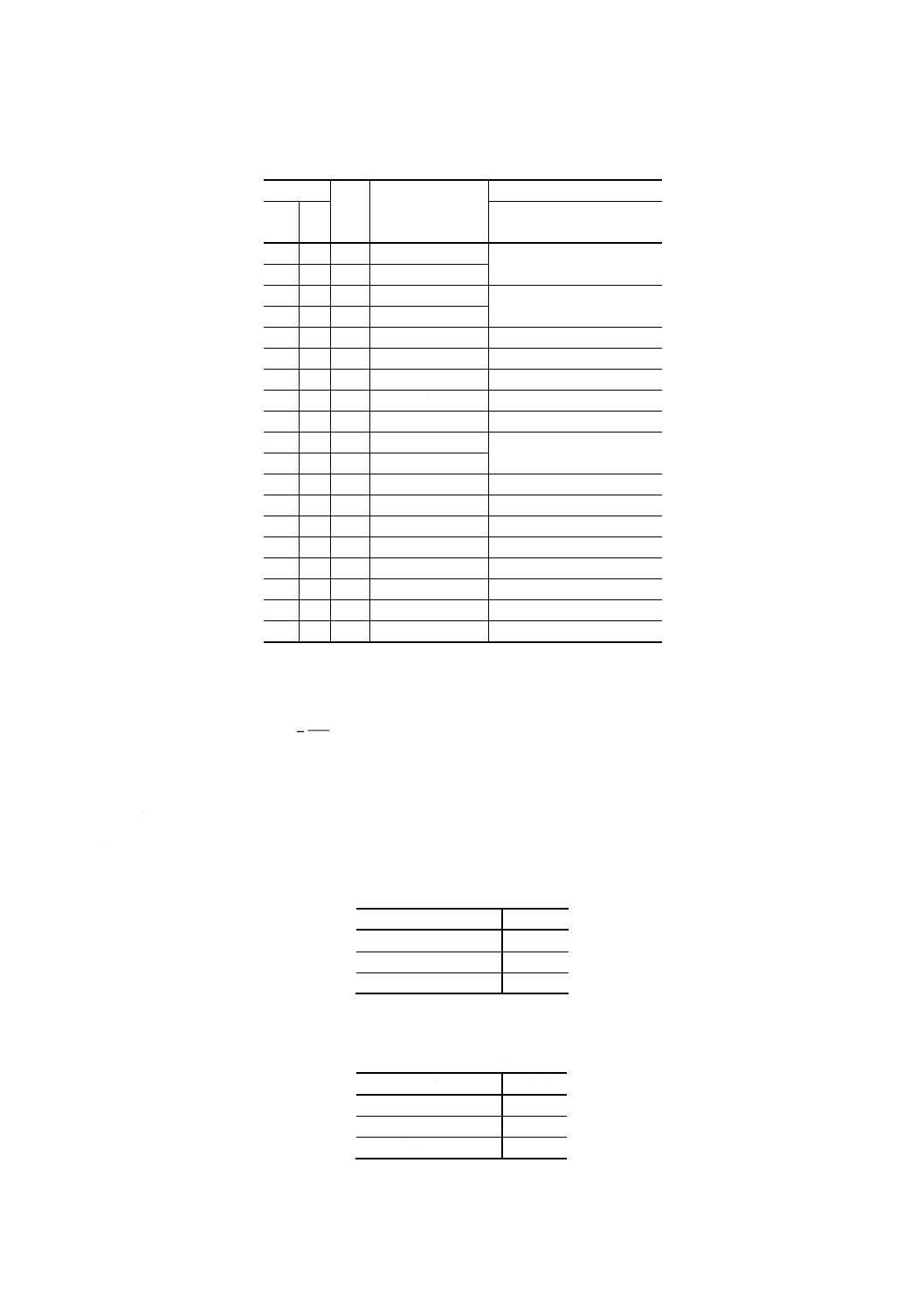
各部の寸法許容差 ダイスの全長,高さ及び厚さの許容差は,次による。
(1) Lm・Lsの許容差 Lm・Lsの許容差は,表2のとおりとする。
表2 Lm・Lsの許容差
単位 mm
Lm・Ls
許容差
42以上
120以下
±0.3
120を超え 400以下
±0.5
400を超えるもの
±0.8
(2) 高さHの許容差 高さHの許容差は,表3のとおりとする。
表3 高さHの許容差
単位 mm
H
許容差
15以上
30以下
±0.2
30を超え 120以下
±0.3
120を超えるもの
±0.5
4
B 4502-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(3) 厚さTの許容差厚さ Tの許容差は,
4.00
+
mmとする。
5. 品質
5.1
外観 ダイスの外観は,地きず及び割れ並びに有害なまくれ,きず,さびなどの欠点がなく,仕上
げは良好でなければならない。
5.2
表面粗さ ダイスのねじ部の表面粗さは,7.1による試験を行ったとき,JIS B 0601に規定する0.80
μmRa (3.2 μmRy) とする。ただし,滑り止め加工を施したねじ面は除く。
5.3
硬さ ダイスの硬さは,7.2による試験を行ったとき,58HRC以上とする。
5.4
各部の精度
5.4.1
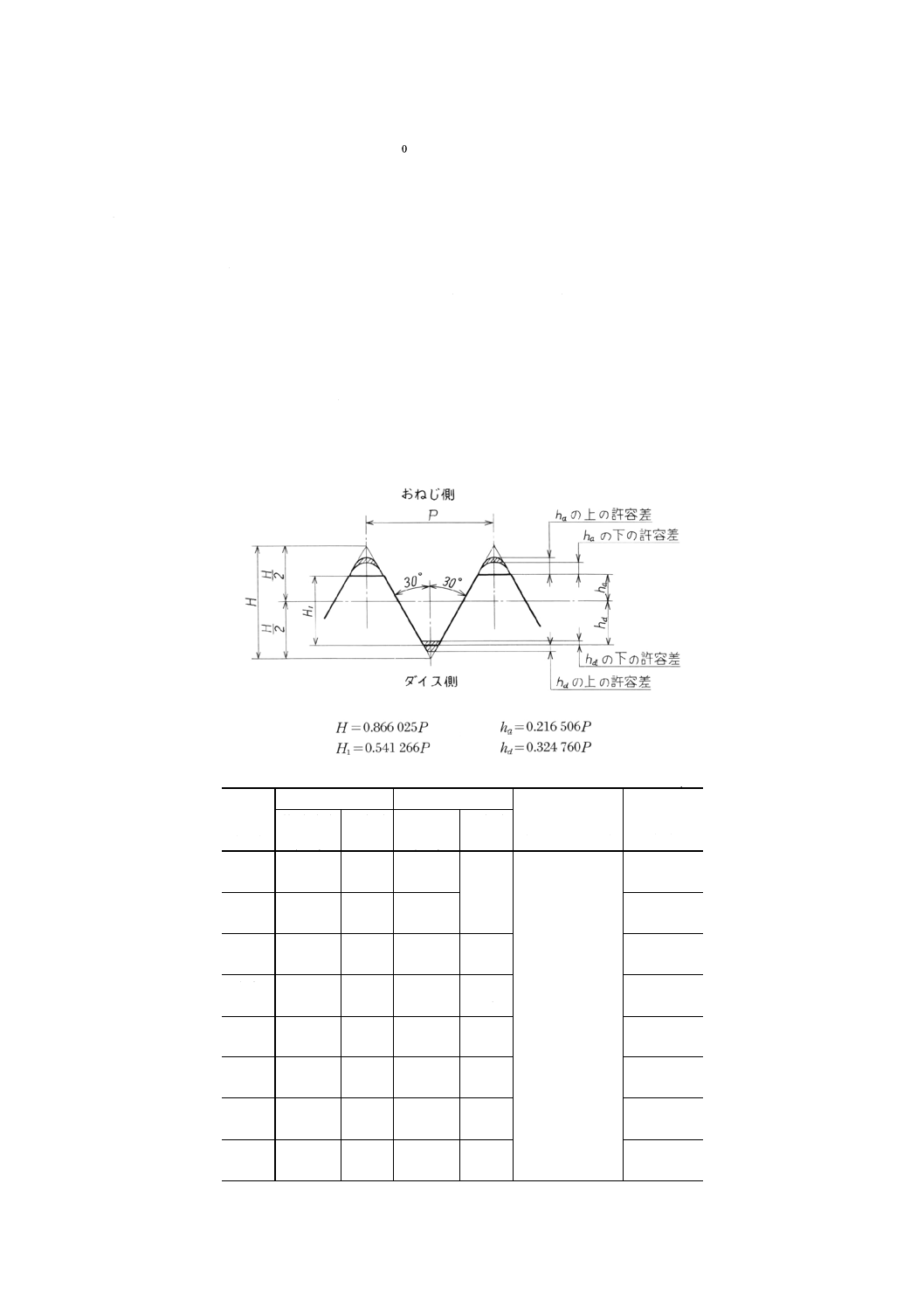
ねじ部の精度 ねじ部の精度は,7.3による試験を行ったとき,表4のとおりとする。
5.4.2
高さHの相互差 一組のダイスの高さHの相互差は,7.3による試験を行ったとき,0.1 mm以下
とする。
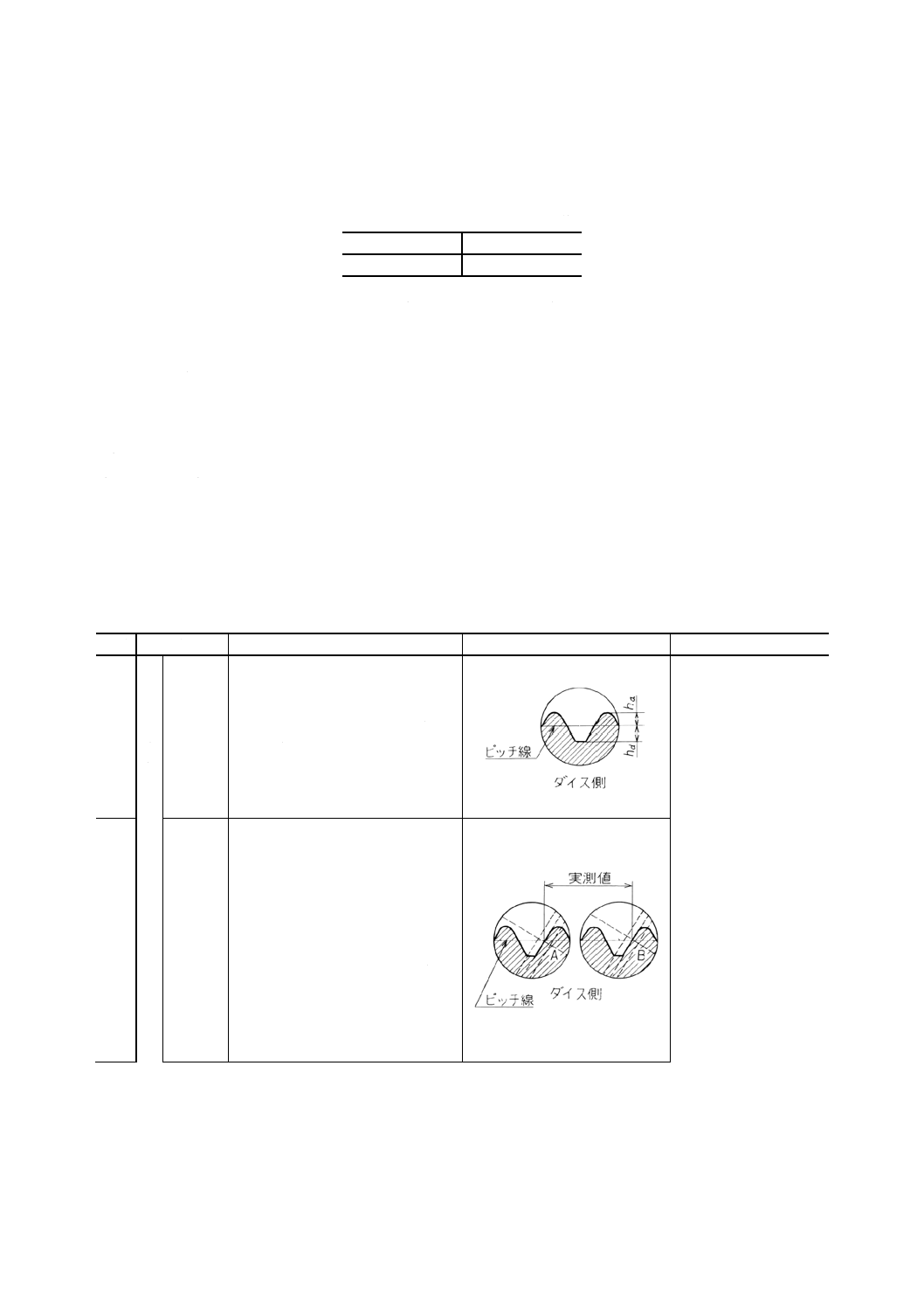
表4 メートル並目ねじ及びメートル細目ねじ用ダイスのねじ部の精度
単位 μm
ピッチ
P
(mm)
ha
hd
ピッチの
許容差(2)
(25 mmにつき)
山の半角の
許容差
(分)
基準寸法
(mm)
許容差 基準寸法
(mm)
許容差
0.4
0.087
+ 36
+ 29
0.130
+11
− 8
±15
±45
0.45
0.097
+ 42
+ 32
0.146
0.5
0.108
+ 45
+ 36
0.162
+12
− 8
±40
0.6
0.130
+ 55
+ 43
0.195
+13
− 9
0.7
0.152
+ 63
+ 50
0.227
+14
−10
±35
0.75
0.162
+ 67
+ 54
0.244
+15
−10
0.8
0.173
+ 71
+ 58
0.260
+15
−11
1
0.217
+ 87
+ 72
0.325
+17
−12
±30
5
B 4502-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 μm
ピッチ
P
(mm)
ha
hd
ピッチの
許容差(2)
(25 mmにつき)
山の半角の
許容差
(分)
基準寸法
(mm)
許容差 基準寸法
(mm)
許容差
1.25
0.271
+107
+ 90
0.406
+19
−13
±25
1.5
0.325
+126
+108
0.487
+21
−15
1.75
0.379
+146
+126
0.568
+22
−16
2
0.433
+165
+144
0.650
+24
−17
±20
2.5
0.541
+204
+180
0.812
+27
−19
3
0.650
+242
+216
0.974
+29
−21
±15
注(2) この表のピッチの許容差は,25 mm離れた任意の二つの山と山との間
のピッチ合計に対するものをいう。25 mm以外の寸法l mm(標準のは
めあいの長さ以下の寸法に対しては,lは標準のはめあいの長さとす
る。)に対するピッチの許容差が必要な場合は,表中の数値に
l
2.0
を
乗じた値を適用する。ただし,標準のはめあいの長さは,JIS B 3102
の表2(ねじリングゲージの形状及び寸法)に規定する通りねじリング
ゲージの長さとする。
ダイスが漸進ピッチ誤差をもつときは,著しく傾向の違うものを一
組としてはならない。
備考1. 上図の太い実線は基準山形を,また,斜線を施した部分は,ダイス
の公差域を示す。
2. ダイスの山頂は,0.125P以上の丸みがなければならない。
また,ダイスの谷底のすみの丸みは,0.1Pを超えてはならない。
5.4.3
平面度 ダイスの支持面,底面,上面及びねじ面の平面度は,7.3による試験を行ったとき,表5
のとおりとする。
表5 平面度の公差値
単位 mm
Lm・Ls
公差値
160以下
0.025
160を超え 250以下
0.040
250を超えるもの
0.063
5.4.4
平行度 ダイスの底面と上面との平行度及びねじ面と支持面との平行度は,7.3による試験を行っ
たとき,表6のとおりとする。
表6 平行度の公差値
単位 mm
Lm・Ls
公差値
50以下
0.025
50を超え 100以下
0.040
100を超え 200以下
0.063
200を超えるもの
0.080
5.4.5
直角度 ダイスの直角度の公差値は,7.3による試験を行ったとき,支持面と底面との直角度の公
差値は25 mmにつき0.04 mmとし,端面と底面との直角度の公差値は25 mmにつき0.2 mmとする。
6
B 4502-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.4.6
リード角 ダイスのリード角の許容差及び一組の相互差は,7.3による試験を行ったとき,表7の
とおりとする。
表7 リード角の許容差及び相互差
単位 分
許容差
相互差
±3
3以下
備考 ダイスのリード角は,一般に
は転造されるねじの基準有効
径におけるリード角とする。
6. 材料 ダイスの材料は,JIS G 4404に規定するSKD11,又はこれと同等以上の性能をもつものとする。
7. 試験方法
7.1
表面粗さ ダイスのねじ部の表面粗さは,目視によってJIS B 0659に規定する比較用表面粗さ標準
片を用いて測定する。
7.2
硬さ ダイスの硬さは,JIS B 7726に規定する試験機を用いてJIS Z 2245に規定する試験方法によ
って測定する。
7.3
ねじ部の精度・高さ・平面度・平行度・直角度・リード角 ダイスのねじ部の精度,高さ,平面度,
平行度,直角度及びリード角は,表8によって測定する。
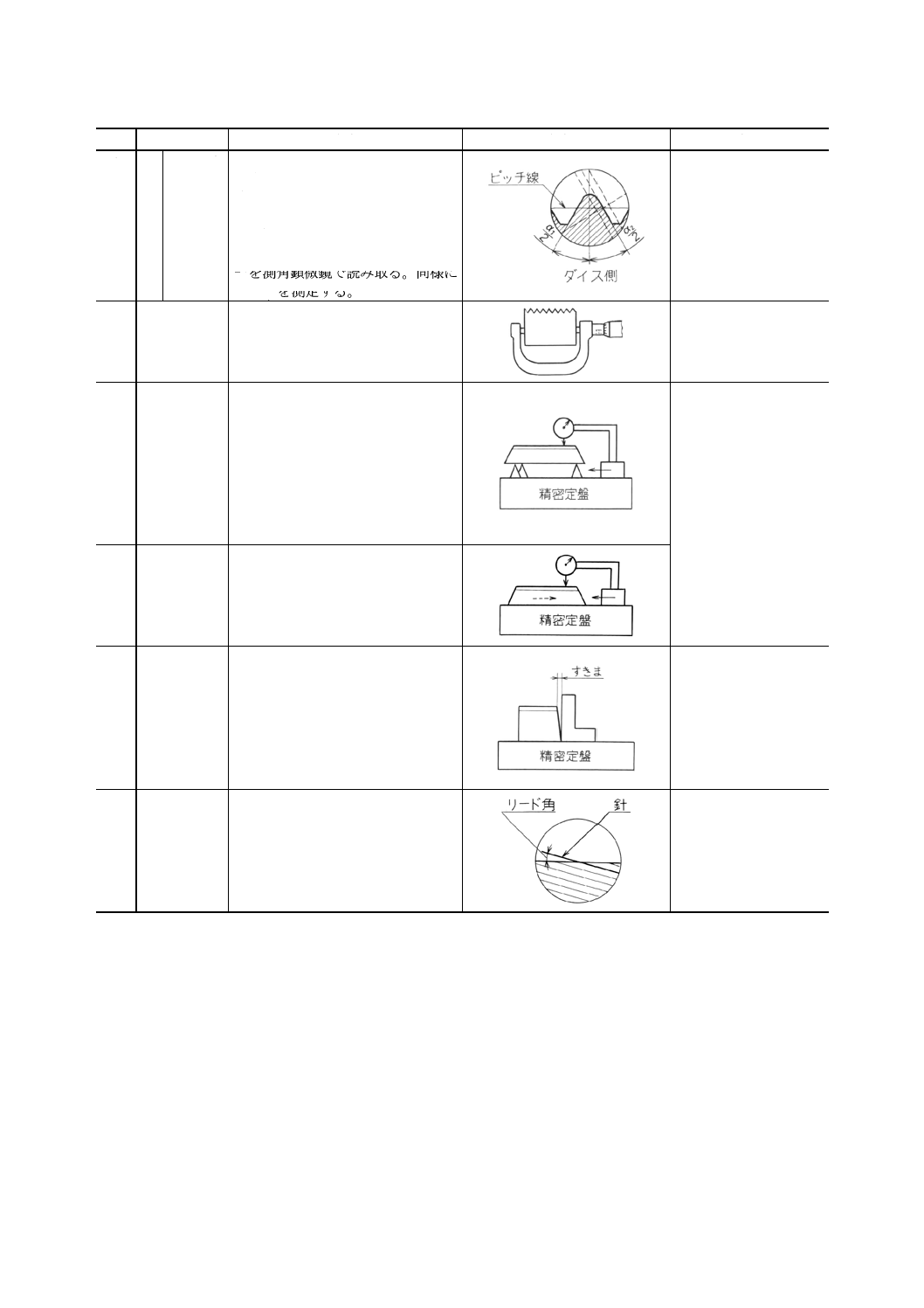
表8 ダイスの試験方法
番号
項目
測定方法
測定方法図
測定器具
1
ね
じ
部
の
精
度
ha及びhd ねじ山(食付き部及び逃げ部を除
く。)の形をとり)(3),ねじ山のピッ
チ線を測定顕微鏡の十字線と一致さ
せ,マイクロメータの目盛を読み,
次に測定しようとする山の頂又は谷
底と十字線を一致させ,マイクロメ
ータの目盛を読む。このときの読み
の差が実測値である。
JIS B 7153に規定する
測定顕微鏡
2
ピッチ
ねじ山(食付き部及び逃げ部を除
く。)の形をとり(3),ねじ山のピッチ
線を測定テーブルの移動方向と一致
させ,測定顕微鏡の鏡筒をリード角
だけ傾け,ねじ山Aと顕微鏡の十字
線とを一致させて,マイクロメータ
の目盛を読む。次に必要な山数だけ
離れたねじ山Bまで移動テーブルを
動かして十字線とねじ山Bを一致さ
せ,マイクロメータの目盛を読む。
このときのA,Bの読みの差が実測
値である。
7
B 4502-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
項目
測定方法
測定方法図
測定器具
3
山の半角 ねじ山(食付き部及び逃げ部を除
く。)の形をとり(3),ねじ山のピッチ
線を測定テーブルの移動方向と一致
させ,測定顕微鏡の鏡筒をリード角
だけ傾け,ねじ山のフランク面に顕
微鏡の十字線を合わせ,その回転角
2
1
αを測角顕微鏡で読み取る。同様に
して22
αを測定する。
4
高さ
外側マイクロメータ又はノギスで測
定する。
JIS B 7502に規定する
外側マイクロメータ
JIS B 7507に規定する
ノギス
5
平面度
精密定盤上に三つの支持台を介して
測定しようとする平面部分を置き,
その平面部の3点から定められる参
照平面を定盤と平行にし,ダイヤル
ゲージ又は指針測微器を精密定盤の
面に平行,かつ,前後左右に滑らせ
たときの指針の最大の振れを測定す
る。
JIS B 7513に規定する
精密定盤
JIS B 7503に規定する
ダイヤルゲージ
JIS B 7519に規定する
指針測微器
6
平行度
精密定盤上に測定しようとする平面
部分を置き,ダイヤルゲージ,指針
測微器又は試料を精密定盤の面に平
行,かつ,前後左右に滑らせたとき
の指針の最大の振れを測定する。
7
直角度
精密定盤上に測定しようとする直角
部分を置き,刃形直角定規とすきま
ゲージを使用し,すきまの最大を測
定する。
JIS B 7513に規定する
精密定盤
JIS B 7526に規定する
刃形直角定規
JIS B 7524に規定する
きまゲージ
8
リード角
支持面を下にして置き,底面に近い
ねじ溝(食付き部及び逃げ部を除
く。)にねじ測定用三針の1本を入
れ,底面とねじ溝のなす角度を測定
顕微鏡又は投影検査器で測定する。
JIS B 0271に規定する
ねじ測定用三針
JIS B 7153に規定する
測定顕微鏡
JIS B 7184に規定する
投影検査器
注(3) 形とは板形をいい,板形は,ねじ山加工のときに製作されたものをいう。
なお,実物で測定できる場合は直接測定でもよい。
8. 検査 ダイスの検査は,形状・寸法,外観,表面粗さ,硬さ及び各部の精度について行い,それぞれ
4.及び5.1〜5.4の規定に適合しなければならない。
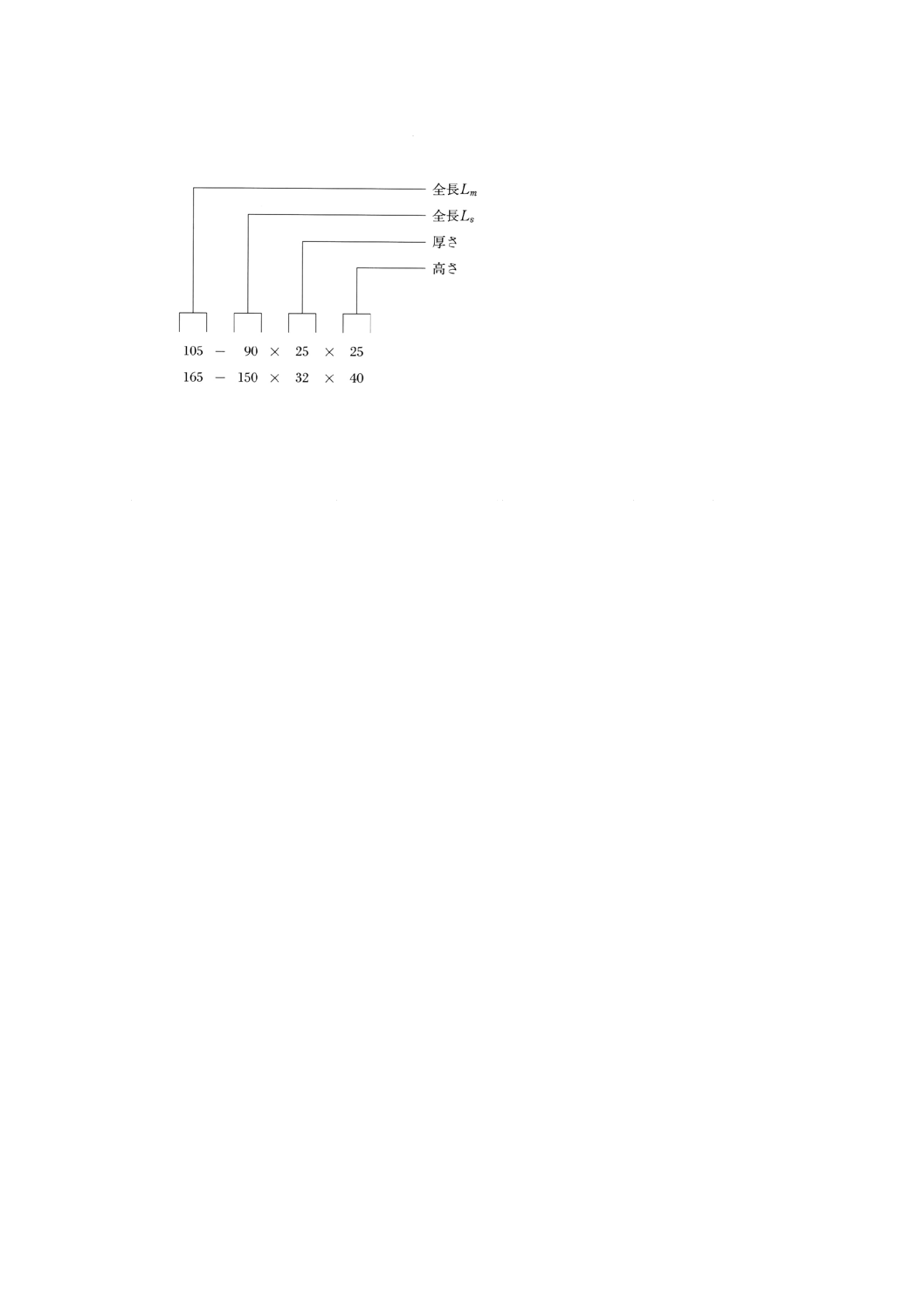
9. 製品の呼び方 ダイスの呼び方は,規格番号又は規格の名称,種類,転造されるねじの呼び(4),ダイ
スの全長(5)Lm・Ls,厚さ(5),高さ(5),及び材料記号による。ただし,転造されるねじが左ねじの場合は,ね
じの呼びの前に“左”を付け加える。
例1. JIS B 4502 両面ダイス M6×1 105−90×25×25 SKD11
8
B 4502-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
例2. ねじ転造平ダイス 片面ダイス 左 M8×1.25 165−150×32×40 SKD11
注(4) JIS B 0123による。ただし,メートル並目ねじの場合は,ピッチを付け加える。
(5)
10. 表示
10.1 製品の表示 ダイスには,一組の各々のダイスの上面に,一般には,次の事項を横書きに表示する。
例
(1) 転造されるねじが左ねじの場合は左ねじの記号 : L(転造されるねじが右ねじの場合は記号を付けな
い。)
(2) 転造されるねじの呼び(4)
: M6×1
(3) 材料の記号
: SKD11
(4) 製造業者名又はその略号
: ○○○○
(5) 製造番号及び組合せ番号(6)
: ○○○○−○○
注(6) 各組のダイスを区別するための組固有の番号
10.2 包装の表示 ダイスの包装には,規格の名称,種類及び10.1に規定する事項を表示する。
9
B 4502-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ねじ転造ダイス改正原案作成委員会 構成表
氏名
所属
(委員長)
吉 本 勇
東京工業大学名誉教授
(幹事)
宮 林 光 行
株式会社彌満和製作所
大 橋 宣 俊
湘南工科大学
藤 野 達 夫
通商産業省機械情報産業局
大 嶋 清 治
工業技術院標準部
稲 葉 元 成
日本ねじ研究協会
因 幸二郎
財団法人日本規格協会
尾 形 卓
朝日工業株式会社
西 山 信 夫
株式会社名古屋螺子製作所
田 中 誠之助
株式会社佐賀鉄工所
上 杉 晃 弘
ミネベア株式会社
橋 爪 勇 人
株式会社トープラ
上 田 公 芳
株式会社サンノハシ
明 石 哲 也
有限会社トリテクノ
中 村 勝 弘
オーエスジー株式会社
山 口 允 也
株式会社田野井製作所
松 田 誠
株式会社大岡製作所
関 口 徹
株式会社不二越
平 野 武 治
日本工具工業会
(事務局)
中 村 智 男
日本ねじ研究協会
文責 中 村 勝 弘