1
B 4446
: 19
98
解
説
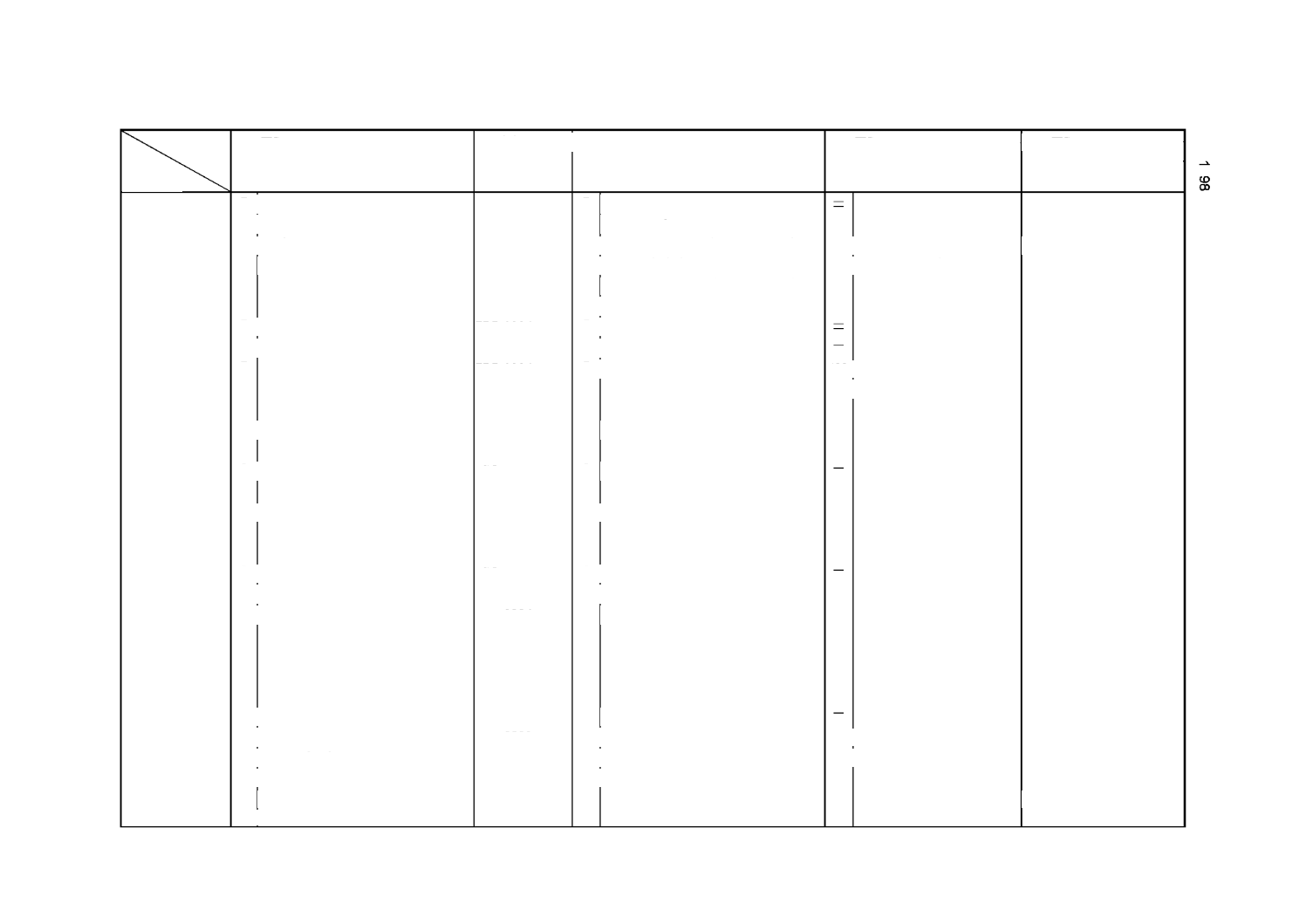
解説表
3
JIS
と対応する国際規格との対比表
JIS B 4446
: 1998
管用テーパねじ用タップ
(Hand taps for taper pipe threads)
ISO 2284
: 1987
Hand taps for parallel and taper pipe threads-General dimensions and marking
(管用平行ねじ用及び管用テーパねじ用ハンドタップ−形状・寸法及び表示)
ISO 5969
: 1979
Ground thread taps for pipe threads G series and Rp series-Tolerances on the threaded portion
(管用ねじ用
G
シリーズ及び
Rp
シリーズの研削仕上げクップ−ねじ部の精度)
ISO 8830
: 1991
High-speed steel machine taps with ground threads-Technical specifications
(高速度工具鋼研削仕上げマシンクップ−技術仕様)
対比項目
規定項目
(I)
JIS
の規定内容
(II)
国 際 規 格
番号
(III)
国際規格の規定内容
(IV)
JIS
の規格内容と国際規格
との相違点
(V)
JIS
と国際規格との一
致が困難な理由及び今
後の対策
(1)
適用範囲
○ 管用テーパめねじ
Rc
及び管用平
行めねじ
Rp
のねじ立てに用いる
管用テーパねじ用タップについて
の規定。
ISO 2284
○ 管用平行ねじ用及び管用テーパね
じ用タップの形状・寸法及び表示に
ついて規定。
=
JIS
は管用平行ねじ
Rp
用
を
JIS B 4445
で別に規定
しているが,
ISO
は管用ね
じ用全体を
1
規格で規定。
規格体系の相違。現状の
ままとする。
ISO 5969
○ 管用ねじ用
G
シリーズ及び
Rp
シリ
ーズの研削仕上げタップのねじ部
の精度について規定。
ISO 8830
○ 高速度工具鋼研削仕上げマシンタ
ップの特性について規定。
○
PT
形及び
PS
形については,
附属
書
に示す。
−
ADP PT
形及び
PS
形は
JIS
独
自の規定として残す(
附
属書
)
。
(2)
引用規格
○ 引用される規格を記載。
−
JIS
独自の規定として残
す。
(3)
定義
○
JIS B 0101
(ねじ用語)及び
JIS B
0176
(ねじ加工工具用語)による。
−
JIS
独自の規定として残
す。
(4)
種類
○ 管用テーパねじ用テーパタップ及
び管用テーパねじ用平行タップの
2
種類。
ISO 2284
○ 平行ねじ用タップ(
G
シリーズ用と
Rp
シリーズ用とを
1
種類として扱
っている)とテーパねじ用タップの
2
種類。
=
ISO
は平行ねじ用とテー
パねじ用とが
1
規格に含
まれている。
JIS
は平行ね
じ用を
JIS B 4445
で別に
規定。
規格体系の相違。現状の
ままとする。
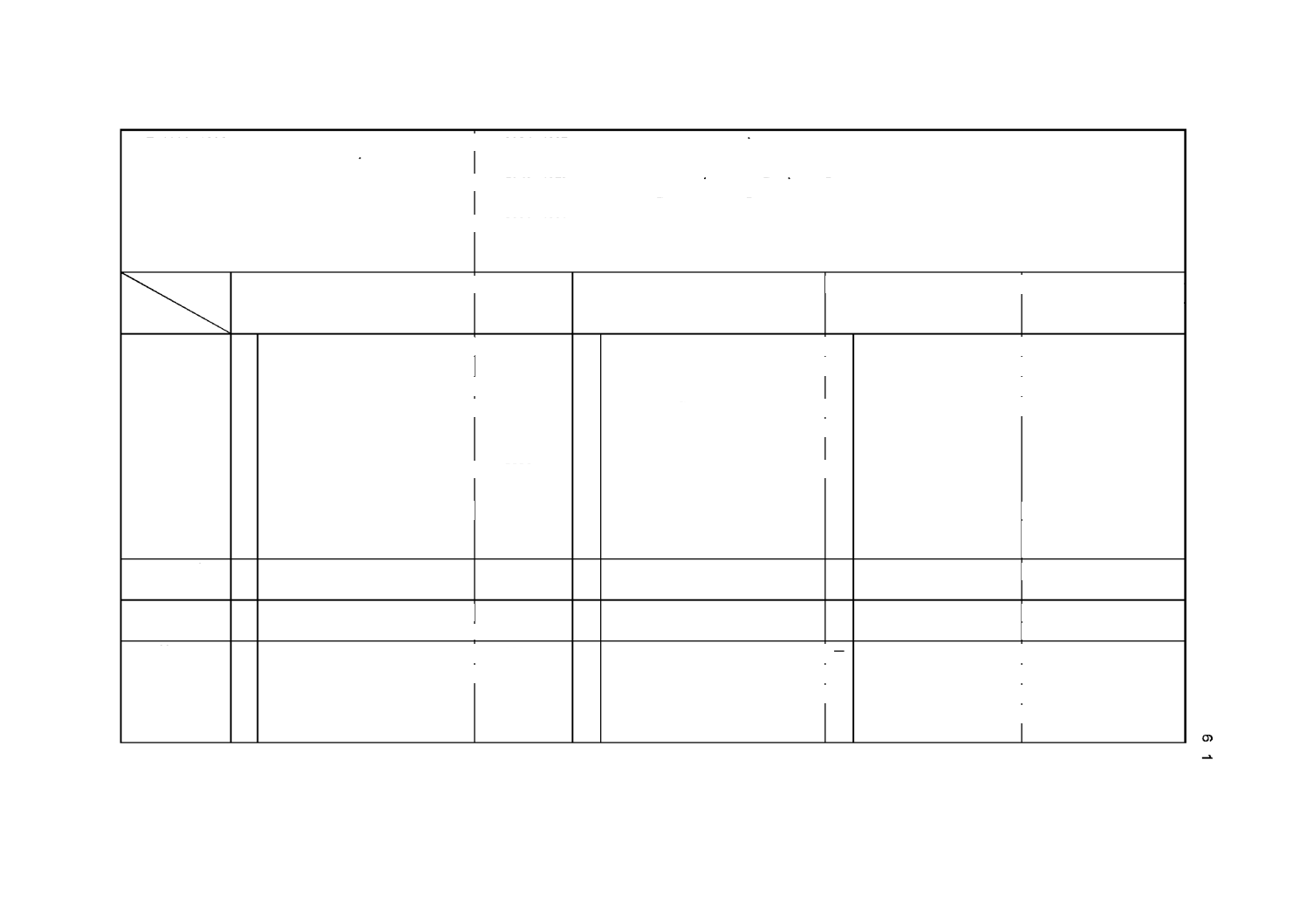
3
B 4446
: 19
98
解
説
解説表
3
JIS
と対応する国際規格との対比表(続き)
対比項目
規定項目
(I)
JIS
の規定内容
(II)
国 際 規 格
番号
(III)
国際規格の規定内容
(IV)
JIS
の規格内容と国際規格
との相違点
(V)
JIS
と国際規格との一
致が困難な理由及び今
後の対策
(6)
品質
○ 外観
−
JIS
独自の規定として残
す。
○ 硬さ:ねじ部;
min.63HRC
シャンク・四角部;
min.30HRC
ISO 8830
○ 硬さ:ねじ部;
6mm
以上
min.63HRC
シ ャ ン ク ・ 四 角 部 ;
min.30HRC
≡
○ ねじ部の精度:
Rc1/15
〜
Rc4
及び
Rpl/16
〜
Rp4
について規定。
ISO 5969
○ ねじ部の精度:
G
シリーズ
1/16
〜
6
及び
Rp
シリーズ
1/16
〜
6
について
規定。
ADP
ISO
は
Rc
について,ねじ
部の規定がない。
JIS
は
G
シリーズを
JIS
B
4445
で別に規定している。
Rc
は
JIS
独自の規定とし
て残す。
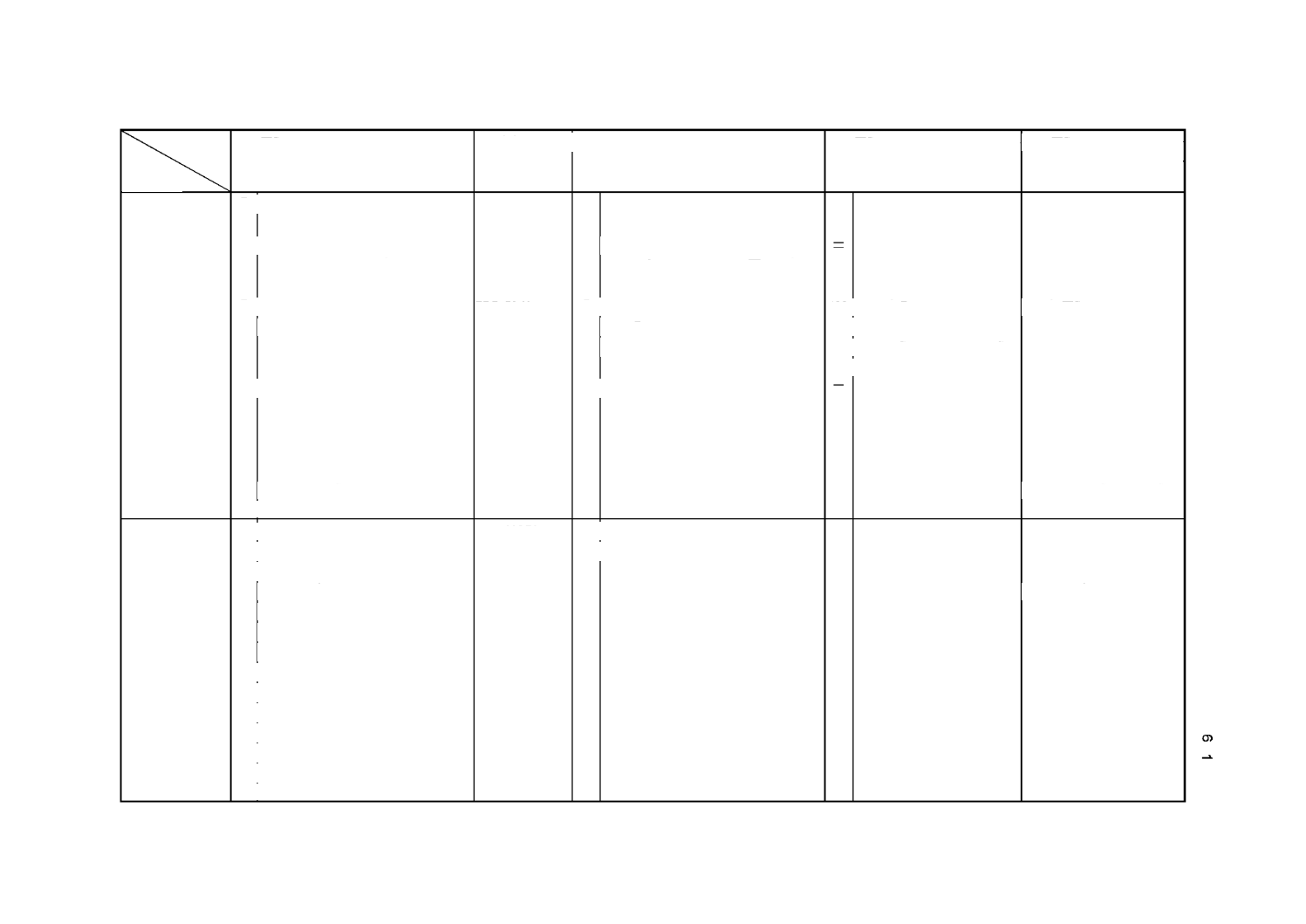
○ 振れ:
公差:
食付き部;
0.018
〜
0.036mm
ねじ部;
0.018
〜
0.026mm
シャンク;
0.03
〜
0.04mm
ISO 8830
○ 振れ:
公差:
食付き部;
0.018
〜
0.036mm
ねじ部;
0.018
〜
0.026mm
シャンク;
0.03
〜
0.04mm
≡
○
PT
形及び
PS
形の硬さ,ねじ部精
度及び振れ
−
PT
形及び
PS
形は
JIS
独
自の規定として残す。
(7)
材料
○
JIS G 4403
(高速度工具鋼鋼材)
の
SKH51
又はこれと同等以上の
性能をもつもの。
ISO 11051
○ 高速度工具鋼鋼材を使用したもの
だけ規定し,鋼種の規定はない。
=
○
PT
形及び
PS
形の材料
JIS G 4404
(合金工具鋼鋼材)の
SKS2
若しくは,
JIS G 4403
の
SKH51
又はこれらと同等以上の性
能をもつもの。
なお,ねじ部とシャンクとの材料
が異なるもののシャンクの材料
は,
JIS G 4051
(機械構造用炭素
鋼鋼材)に規定する
S55C
又は使
用上これらと同等以上の性能をも
つものとする。
−
PT
形及び
PS
形は
JIS
独
自の規定として残す。
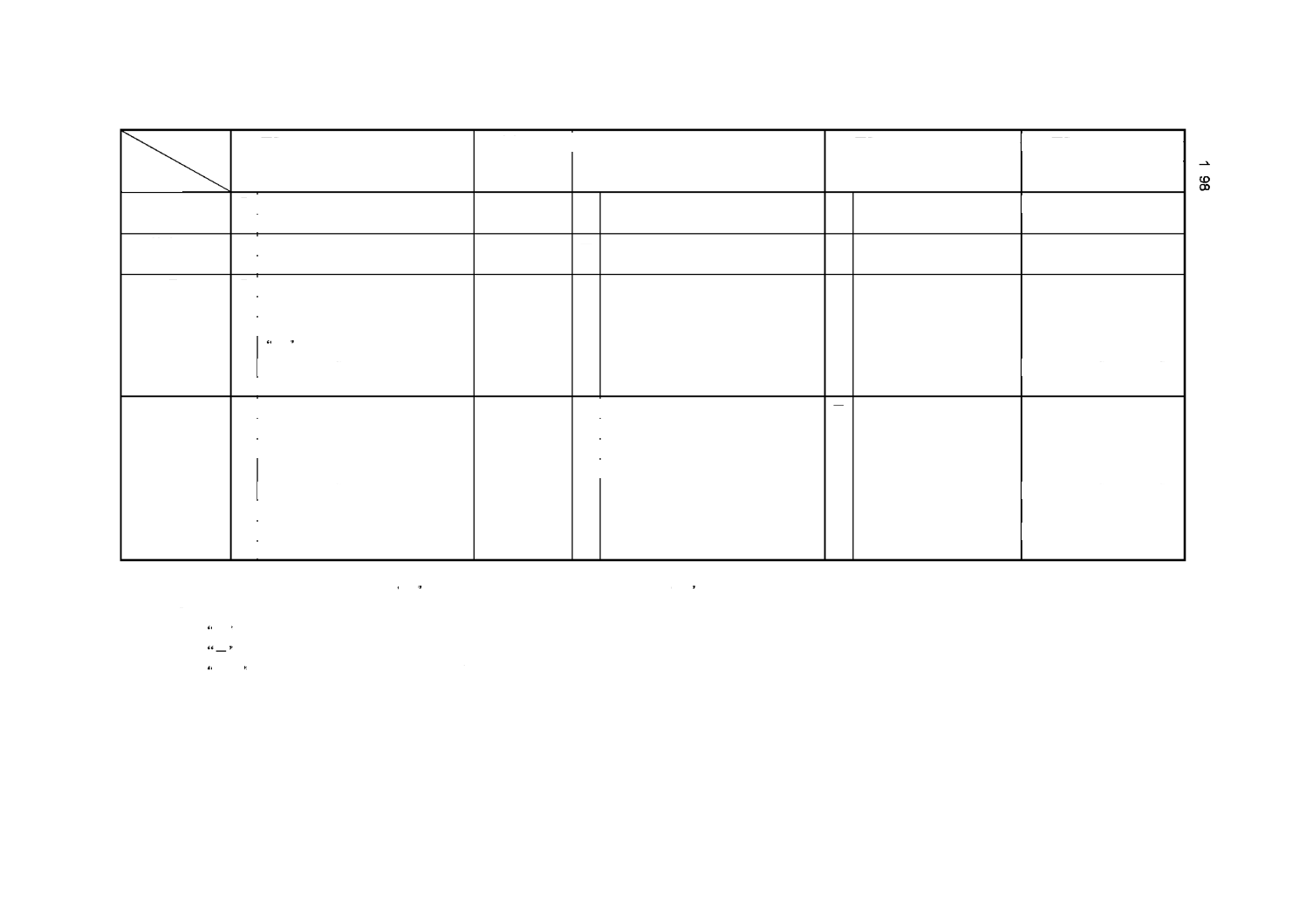
4
B 4446
: 19
98
解
説
解説表
3
JIS
と対応する国際規格との対比表(続き)
対比項目
規定項目
(I)
JIS
の規定内容
(II)
国 際 規 格
番号
(III)
国際規格の規定内容
(IV)
JIS
の規格内容と国際規格
との相違点
(V)
JIS
と国際規格との一
致が困難な理由及び今
後の対策
(8)
試験方法
○ 硬さ,ねじ部の精度及び振れにつ
いて規定。
−
JIS
独自の規定として残
す。
(9)
検査
○ 形状・寸法,外観,硬さ,ねじ部
の精度及び振れについて行う。
−
JIS
独自の規定として残
す。
(10)
製 品 の 呼 び
方
○ 規格番号又は規格名称,種類,呼
び及びねじ部の材料記号による。
なお,左ねじの場合は呼びの前に
左
を付け加える。
−
JIS
独自の規定として残
す。
○
PT
形及び
PS
形は,等級を付け加
える。
−
PT
形及び
PS
形は,
JIS
独
自の規定として残す。
(11)
表示
○ 製品の表示:左ねじの記号,呼び,
ねじ部の材料記号及び製造業者名
又はその略号を表示。
ISO 8830
ISO 11054
○ 呼び,高速度工具鋼のコード(
HSS
及び
HSS-E
)
,左ねじ記号及び製造
業者若しくは供給者の名称又はそ
れらの略号を表示。
≡
○
PT
形及び
PS
形は,等級を付け加
える。
−
PT
形及び
PS
形は,
JIS
独
自の規定として残す。
○ 包装の表示:規格の名称及び製品
の表示事項。
−
JIS
独自の規定として残
す。
備考
1.
対比項目
(I)
及び
(III)
の小欄で, ○
は該当する項目を規定している場合, −
は規定していない場合を示す。
2.
対比項目
(IV)
の小欄の記号の意味は,次による
≡ :
JIS
と国際規格との技術的内容は同等である。
= :
JIS
と国際規格との技術的内容は同等であるただし,軽微な技術上の差異がある。
ADP
:
JIS
は,国際規格と対応する部分を国際規格そのまま変更なしで採用している。ただし,
JIS
として必要な規定内容を追加している。