1
B 4410
: 19
98
解
説
JIS
と対応する国際規格との対比表
JIS B 4410
: 1998
テーパピンリーマ
ISO 3465
: 1975 Hand taper pin reamers
(ハンドテ−パピンリーマ)
ISO 3467
: 1975 Machine taper pin reamers with Morse taper shanks
(モールステーパシャンクマシンテーパピンリーマ)
対比項目
規定項目
(I)
JIS
の規定内容
(II)
国際規格番号
(III)
国際規格の規定内容
(IV)
JIS
と国際規
格との相違点
(V)
JIS
と国際規格との一致が
困難な理由及び今後の対策
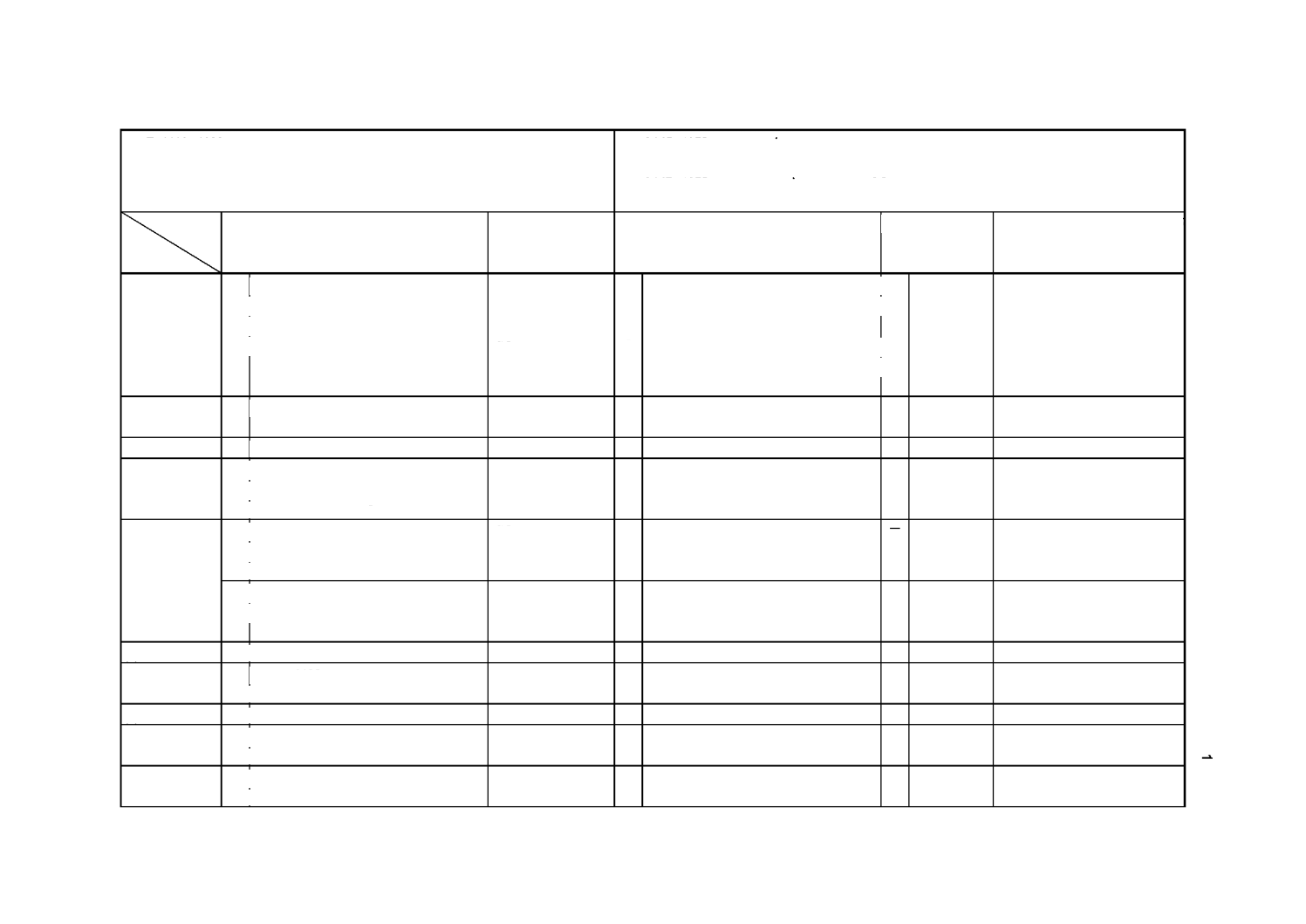
(1)
適用範囲
○
JIS B 1352
のテーパピンに対応する
呼び寸法が
0.6
〜
50mm
のテーパピン
リーマについて規定。
附属書として
J
形がある。
ISO 3465
○
ISO 2339
のテーパピンに対応する呼
び寸法が
0.6
〜
50mm
のハンドテーパ
ピンリーマを規定。
ADP
J
形は,
JIS
独自の規定として
移す。関係者と協議し,今後
5
年以内に整合化の方向で見直
す。
ISO 3467
○
ISO 2339
のテーパピンに対応する呼
び寸法が
6
〜
50mm
の機械用テーパピ
ンリーマを規定。
(2)
引用規格
○
22
規格
ISO 2339
,
ISO 237
,
ISO 286
,
ISO 3466
−
(3)
定義
○
JIS B 017
(リーマ用語)による
(4)
種類・等級 ○ ハンドテーパピンリーマ及び機械用
テーパピンリーマの
2
種類,ねじれは
直刃とねじれ刃の
2
種類を規定。
− 規定なし。
(5)
形状・寸法 ○ 寸法範囲
ハンドテーパピンリーマ
0.6
〜
50mm
機械用テーパピンリーマ
5
〜
50mm
ISO 3465
ISO 3467
○ 寸法範囲
ハンドテーパピンリーマ
0.6
〜
50mm
機械用テーパピンリーマ
5
〜
50mm
≡
○ 直径許容差 ±
0.02mm
テーパ角度公差
AT10
−
−
規定なし。
規定なし。
JIS
独自の規定として残す。今
後,
5
年以内に
ISO
に提案す
る方向で検討する。
(6)
品質
○ 外観・表面粗さ・硬さ・振れを規定。
− 規定なし。
(7)
材料・原料 ○
JIS G 4403
で定める
SKH51
又はこれ
と同等以上の性能をもつもの。
− 規定なし。
(8)
試験方法
○ 表面粗さ・硬さ・振れを測定。
− 規定なし。
(9)
検査
形状・寸法,外観,表面粗さ,硬さ及
び振れを検査。
− 規定なし。
(10)
呼び方
種類,呼び寸法及ぴ刃部の材料記号に
よる。
− 規定なし。