1
B 4407
: 19
98
解
説
JIS
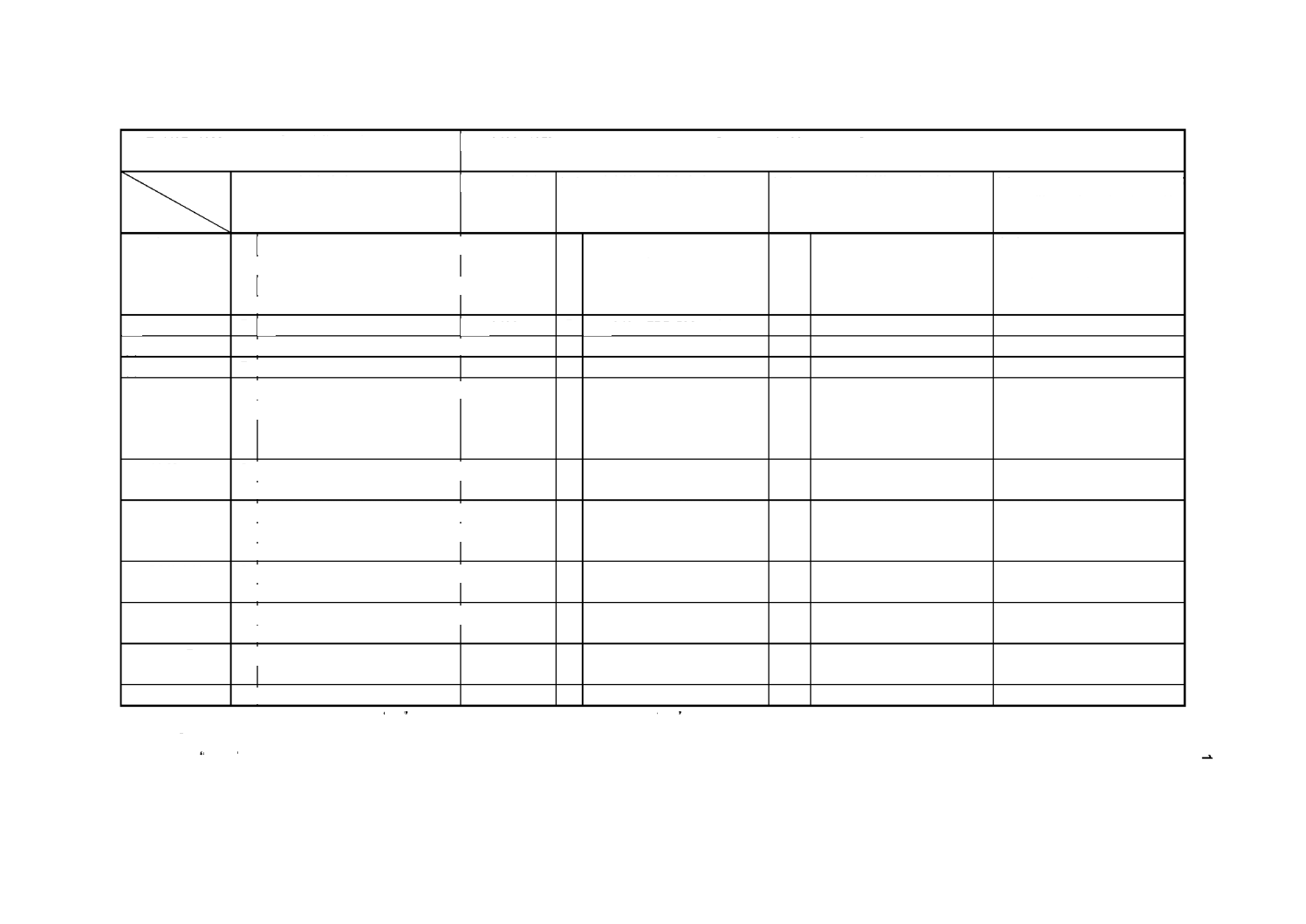
と対応する国際規格との対比表
JIS B 4407
: 1998
シェルリーマ用アーバ
ISO 2402
: 1972
Shell reamers with taper bore [taper bore 1 : 30 (included) ] with slot drive and arbors for shell reamers
[テーパ穴(
1:30
)付きシェルリーマ及びアーバ]
対比項目
規定項目
(I)
JIS
の規定内容
(II)
国 際 規 格
番号
(III)
国際規格の規定内容
(IV)
JIS
と国際規格との相違点
(V)
JIS
と国際規格との一致が
困難な理由及び今後の対策
(1)
適用範囲
○
JIS B 4406
に規定するシェルリ
ーマ用のアーバについて規定。
J
形(
1/50
テーパ)シェルリーマ
用アーバは,附属書による。
ISO 2402
○ リーマ取付け部のテーパは
1:30
を規定。
ADP
JIS
は,
J
形(
1/50
テーパ)
がある。
実態によって
JIS
は,
J
形
(
1/50
テーパ)を附属書(規定)と
して残す。今後
5
年以内に整
合化の方向で見直す。
(2)
引用規格
○
18
規格を適用。
ISO 2402
○
ISO 240
,
ISO 523
による。
(3)
定義
○
JIS B 0173
(リーマ用語)による。
−
(4)
種類・等級
○ テーパシャンクだけを規定。
− 規定なし。
(5)
形状・寸法
○ リーマ取付け部のテーパは
1:30
を規定。
○ リーマ取付け部のテーパは
1/30
を規定。
ADP
JIS
は,
J
形(
1/50
テーパ)
がある。
実態によって
JIS
は,
J
形
(
1/50
テーパ)を附属書(規定)と
して残す。今後
5
年以内に整
合化の方向で見直す。
(6)
品質
○ 外観,表面粗さ,硬さ,振れに
ついて規定。
− 規定なし。
(7)
材料
○
JIS G 4401
に規定する
SK7
又は
これと同等以上の性能をもつも
の。
− 規定なし。
(8)
試験方法
○ 表面粗さ,硬さ,振れについて
規定。
− 規定なし。
(9)
検査
○ 形状・寸法,外観,表面粗さ,
硬さ,振れについて規定。
− 規定なし。
(10)
製 品 の 呼 び
方
○ 製品の呼び方について規定。
− 規定なし。
(11)
表示
○ 製品の表示について規定。
− 規定なし。
備考
1.
対比項目
(I)
及び
(III)
の欄で, ○
は該当する項目を規定している場合, −
は規定していない場合を示す。
2.
対比項目
(IV)
の小欄の記号の意味は,次による。
ADP
:
JIS
は,国際規格と対応する部分を国際規格そのまま変更なしで採用している。ただし,採用した部分において,
JIS
として必要な規定内容を追加し,
又は適用範囲,規定項目及び
/
又は規定内容の一部を不採用としている。