B 4355:2016
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 2
4 等級······························································································································· 2
5 測定項目及び精度 ············································································································· 2
6 試験方法························································································································· 2
附属書JA(参考)測定器の精度及び性能並びに参考文献 ···························································· 24
附属書JB(参考)JISと対応国際規格との対比表 ······································································ 25
B 4355:2016
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,日本機械工具工業
会(JTA)及び一般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を改正すべき
との申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格である。
これによって,JIS B 4355:1998は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 4355:2016
歯車用ホブの精度
Gear hobs-Accuracy requirements
序文
この規格は,2009年に第2版として発行されたISO 4468を基に,対応する部分については対応国際規
格を翻訳し,技術的内容を変更することなく作成した日本工業規格であるが,我が国の実情に合わせて対
応国際規格の規定内容に追加している。
なお,この規格で側線又は点線の下線を施してある箇所は,対応国際規格にはない事項である。変更の
一覧表にその説明を付けて,附属書JBに示す。
1
適用範囲
この規格は,モジュールmが0.1〜40,基準圧力角αが20°のインボリュート平歯車及びはすば歯車用
の条数が1〜7条,外径が24〜400 mm及び全長8〜510 mmの歯車用ホブ(以下,ホブという。)の精度及
び試験方法について規定する。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 4468:2009,Gear hobs−Accuracy requirements(MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS B 0102-1 歯車用語−第1部:幾何形状に関する定義
注記 対応国際規格:ISO 1122-1:1998,Vocabulary of gear terms−Part 1: Definitions related to geometry
(MOD)
JIS B 0174 歯切工具用語
JIS B 0401-2 製品の幾何特性仕様(GPS)−長さに関わるサイズ公差のISOコード方式−第2部:穴
及び軸の許容差並びに基本サイズ公差クラスの表
注記 対応国際規格:ISO 286-2:2010,Geometrical product specifications (GPS)−ISO code system for
tolerances on linear sizes−Part 2: Tables of standard tolerance classes and limit deviations for holes
and shafts(IDT)
JIS B 4350 歯切工具−歯形及び寸法
2
B 4355:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS B 0102-1及びJIS B 0174による。
4
等級
ホブの等級は,精度によって,AAAA級,AAA級,AA級,A級,B級及びC級の6等級とする。
なお,ホブの歯形は,JIS B 4350に規定する並歯歯形及びトッピング歯形の2種類とする。
5
測定項目及び精度
ホブの測定項目の組合せ2種類における,JISとISO 4468との試験番号の対比を表1に示す。
ホブの精度は,表2〜表7による。
6
試験方法
ホブの精度の試験方法は,表8〜表14による。試験方法及び測定器は,一般的な例を示したものである。
ホブの精度を規定する表2〜表7の試験番号は,試験方法を規定する表8〜表14の試験番号に対応する。
測定器の精度及び性能は,附属書JAを参照。
3
B 4355:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
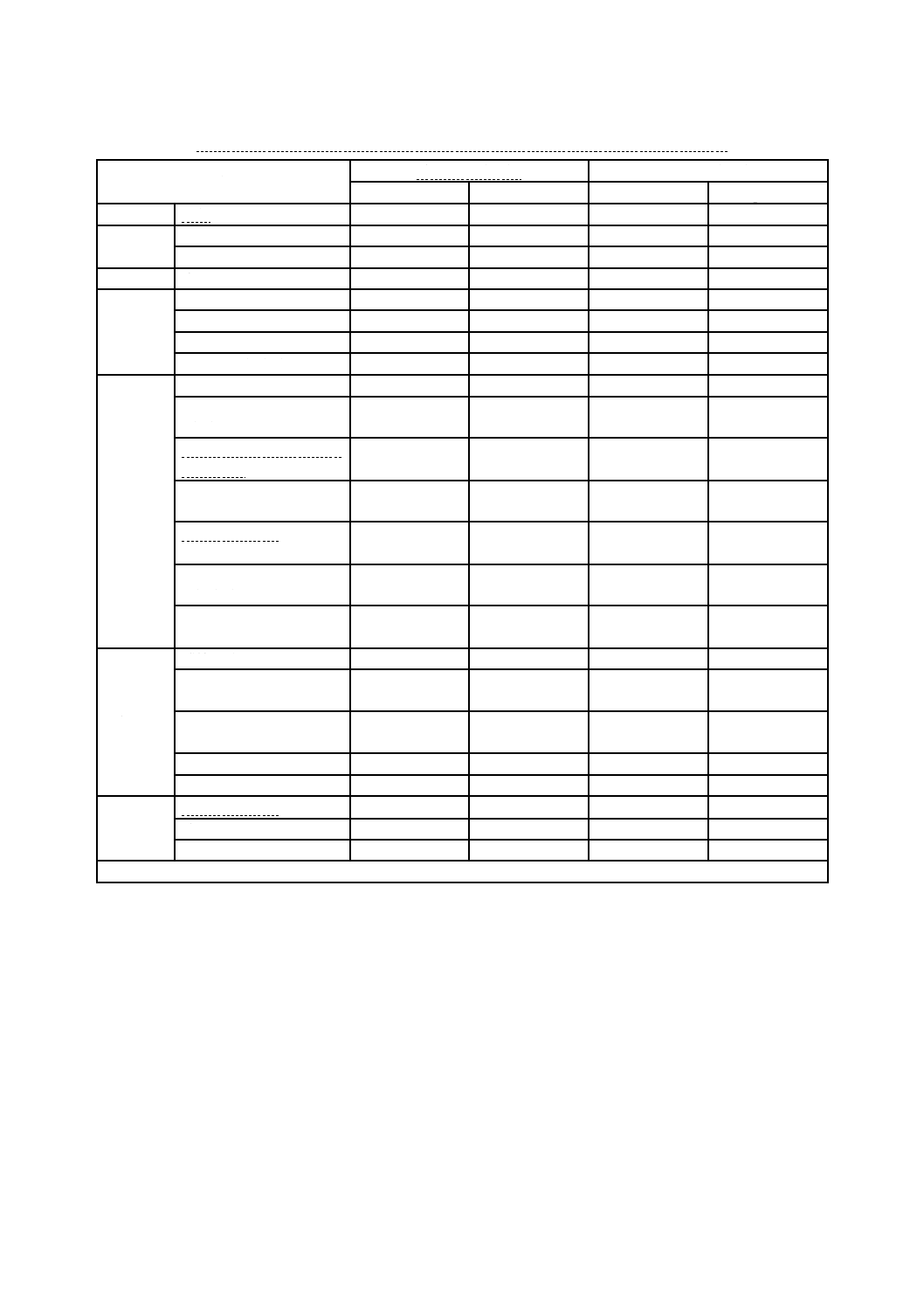
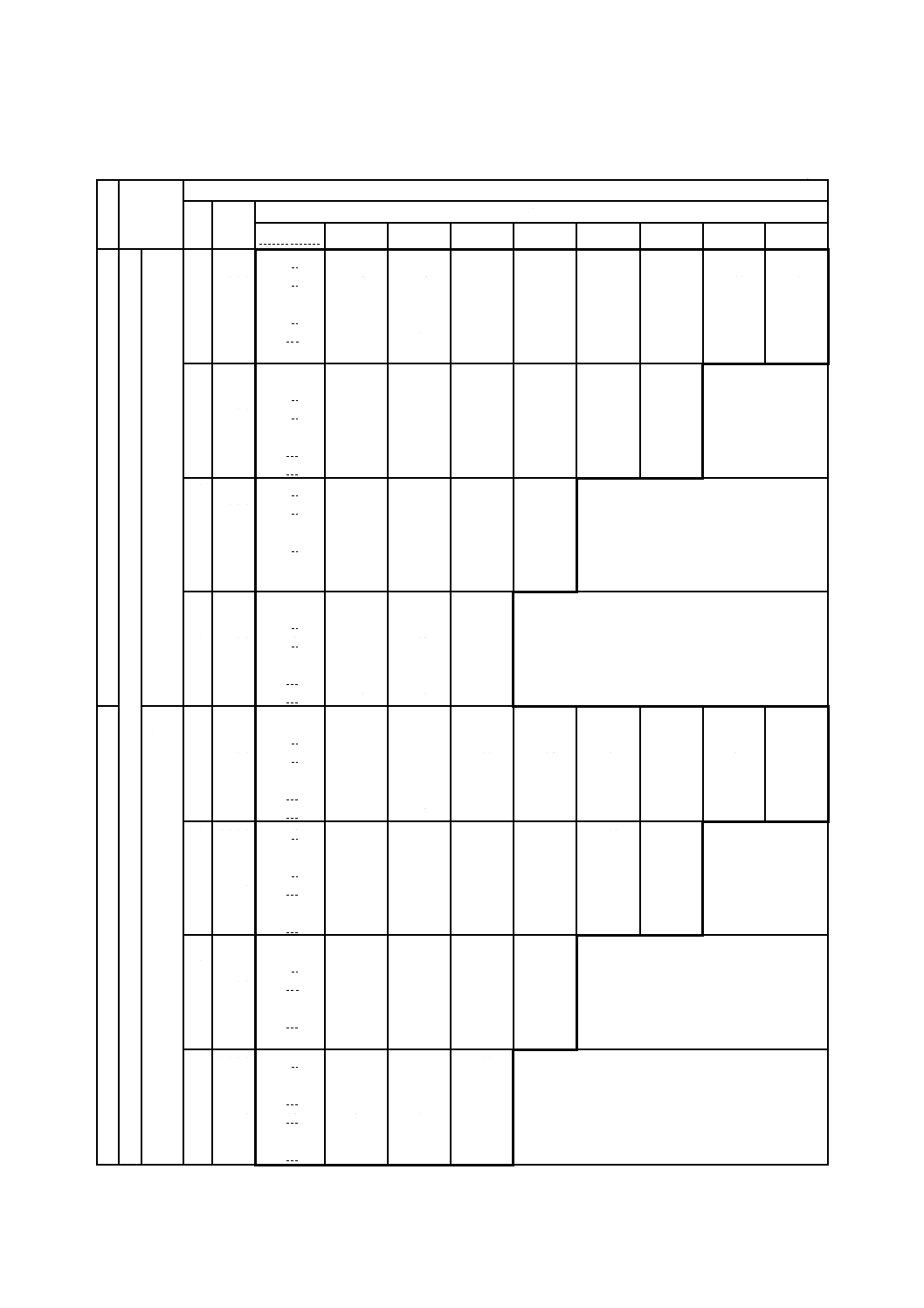
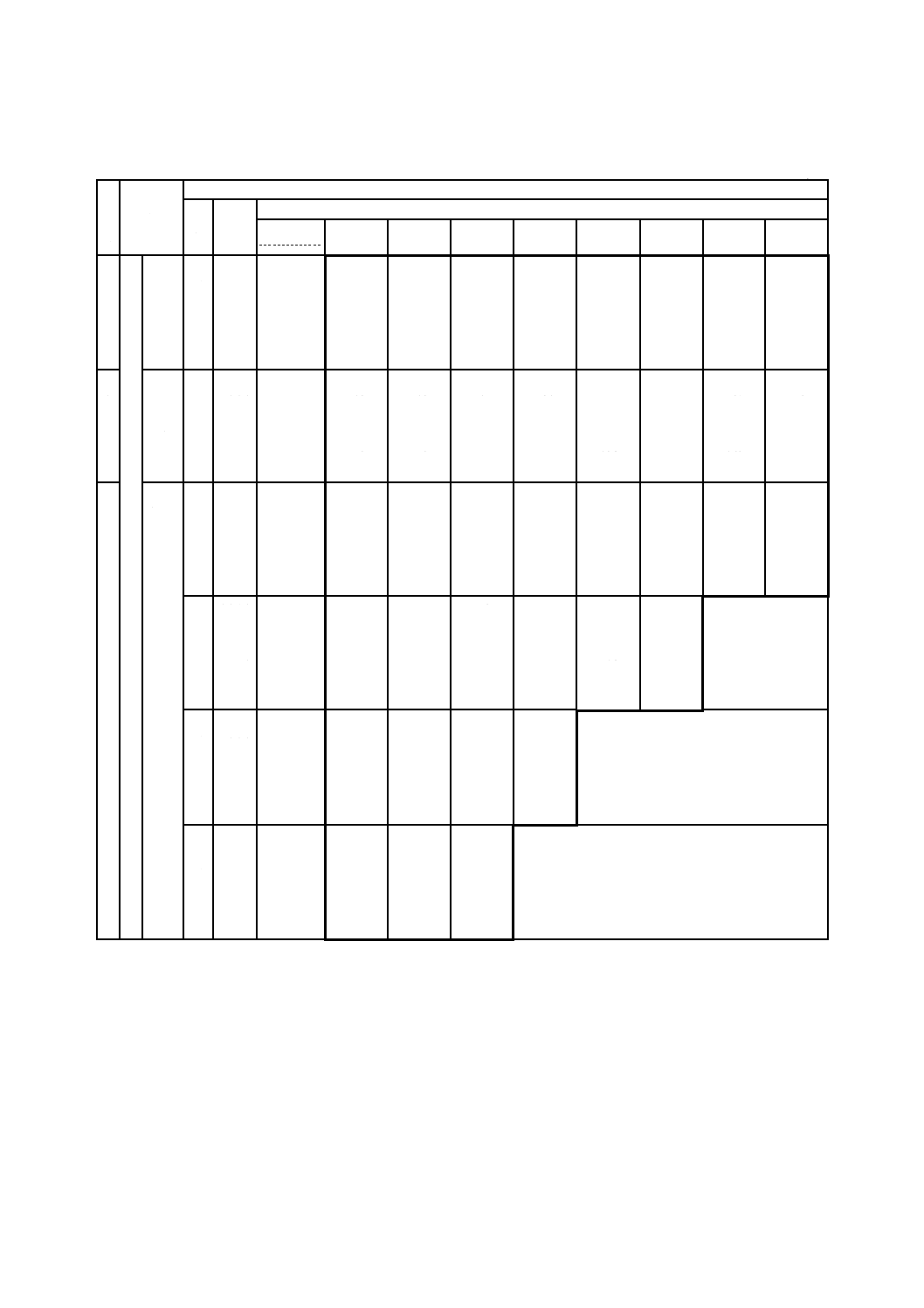
表1−測定項目の組合せ2種類におけるJISとISO 4468との試験番号の対比
項目
試験番号(JIS)
Test No.(ISO)
作用線(無)
作用線(有)
Elemental test
Composite test
穴
穴径
1
1
− a)
− a)
ハブ
外周の振れ
2
2
1
1
面の軸方向振れ
3
3
2
2
外周
歯先切れ刃の振れ
4
4
3
3
溝
隣接分割誤差
5
5
5
5
累積分割誤差
6
6
6
6
向心度
7
7
4
4
リード誤差(±)
8
8
7
7
歯形
歯形誤差
9
9A
8
8A
歯厚誤差(並歯歯形)
(−)
10
10
9
9
歯厚誤差(トッピング歯
形)(±)
10A
10A
−
−
歯厚のばらつき
(並歯歯形)
11
11
9B
9B
歯厚のばらつき
(トッピング歯形)
11A
11A
−
−
歯末のたけ誤差(並歯歯
形)(+)
12
12
9A
9A
歯元のたけ誤差(トッピ
ング歯形)(±)
12A
12A
−
−
歯すじ
隣接誤差
13
13
10
10
1アキシャルピッチ累積
誤差
14
14A
11
11A
3アキシャルピッチ累積
誤差
15
15A
12
12A
作用線隣接ピッチ誤差
−
16
−
13
作用線累積ピッチ誤差
−
17
−
14
すくい面
単一ピッチ誤差
18
18
−
−
隣接ピッチ誤差
19
19
15
15
3アキシャルピッチ誤差
20
20
16
16
注a) 対応国際規格で,穴径の許容値は規定されているが,試験方法は規定されてない。
4
B 4355:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
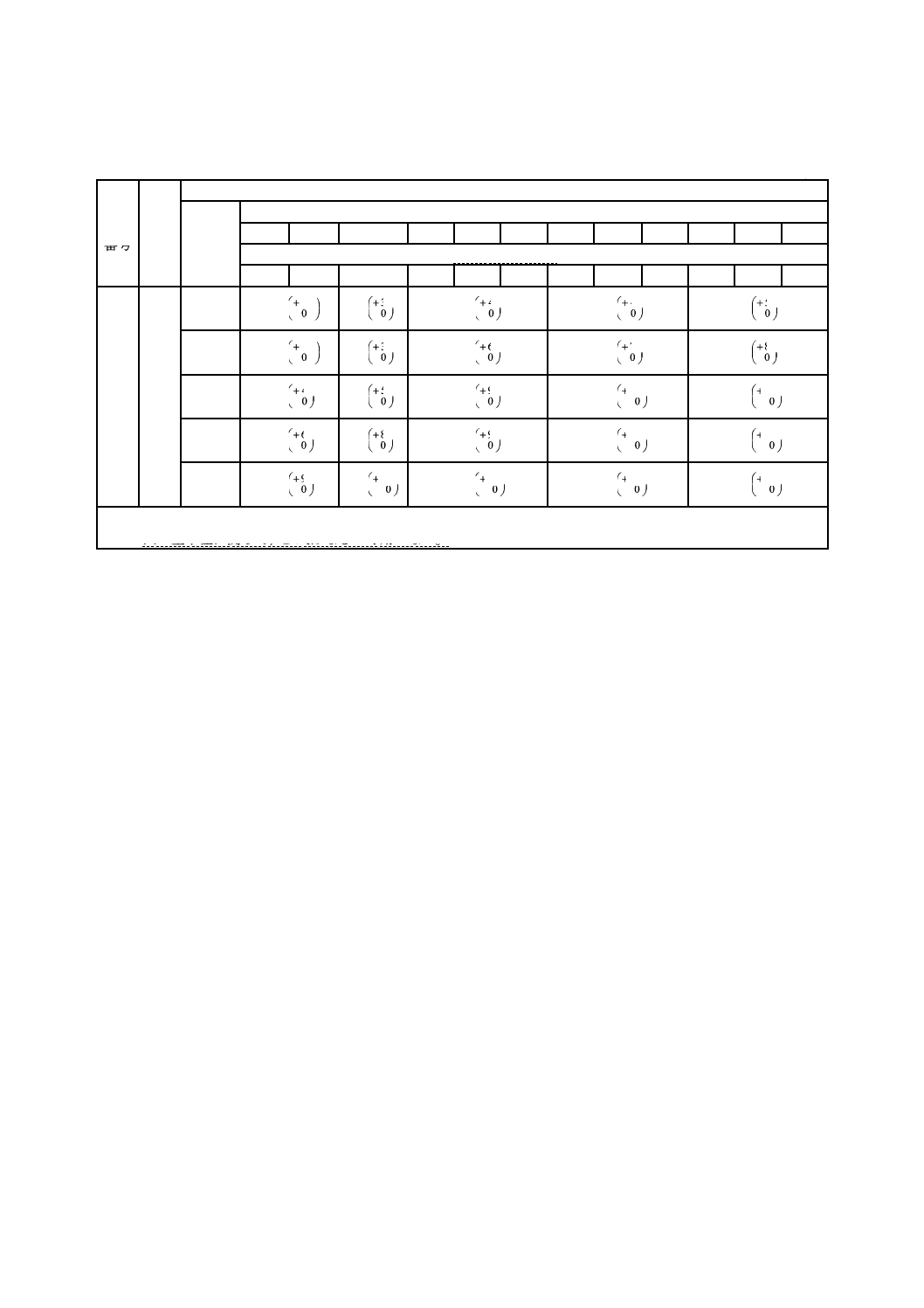
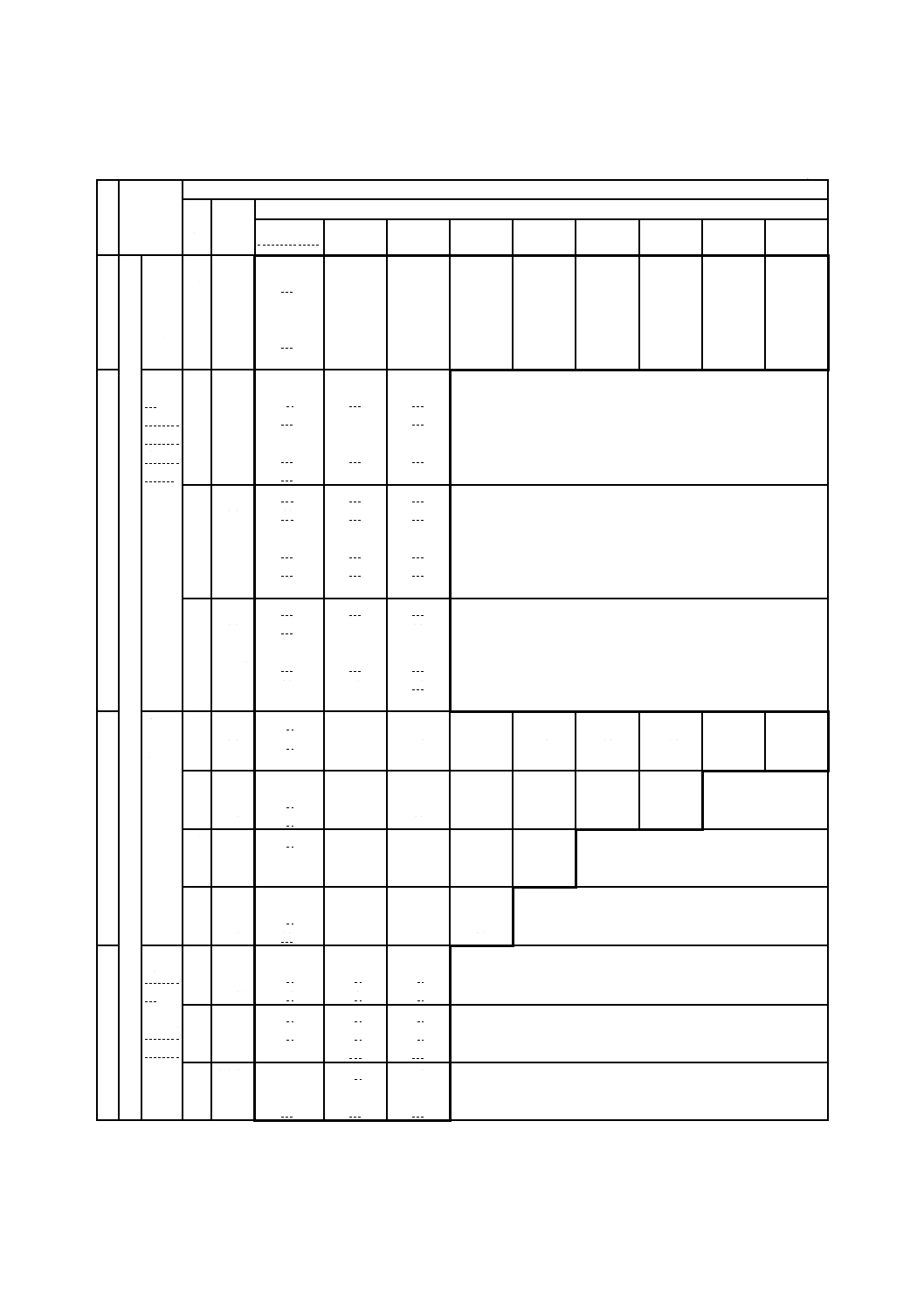
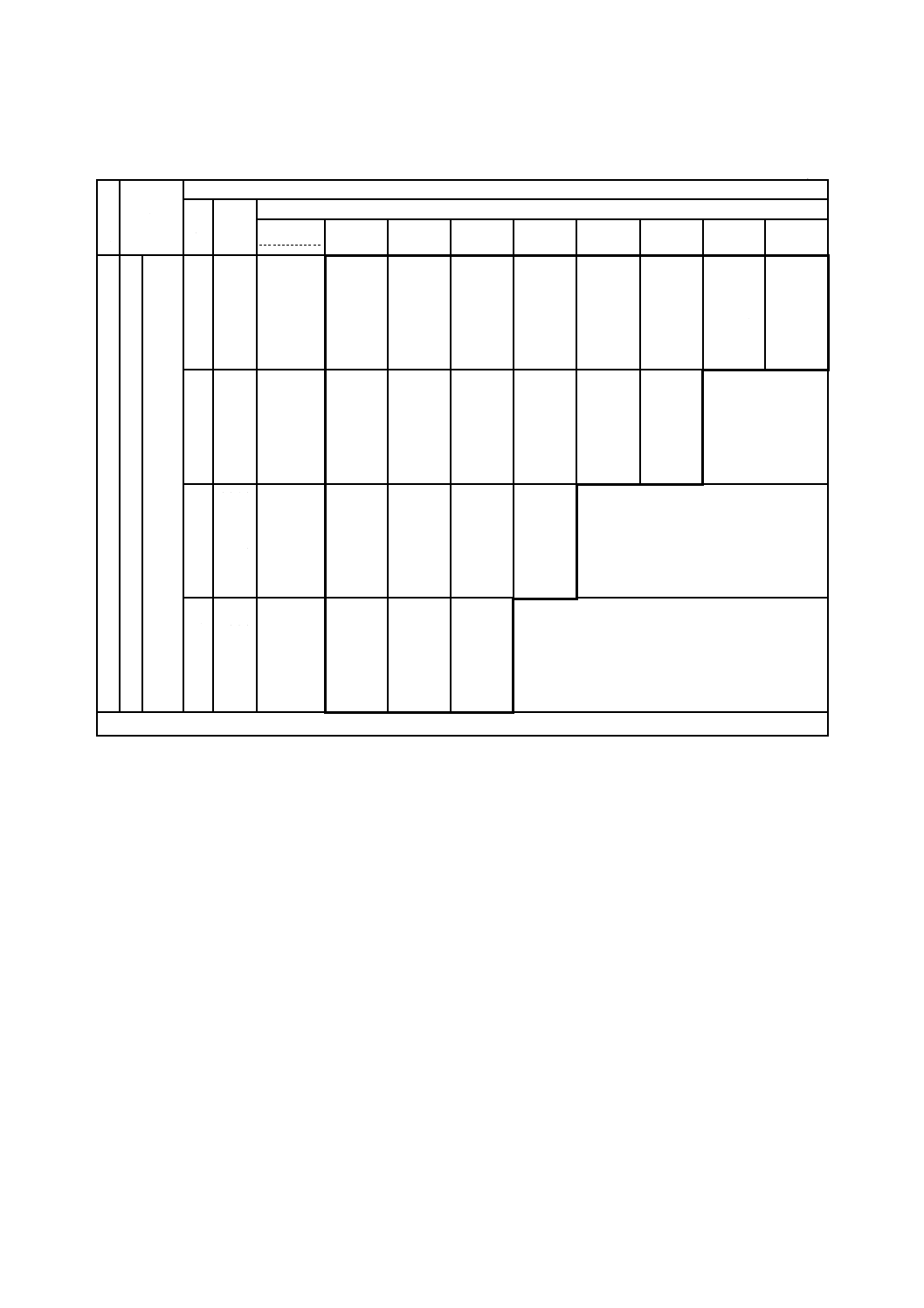
表2−穴の精度
単位 μm
試験
番号 項目
許容差a)
等級
穴の基準径A式(mm)
8
10
13
22
−
27
32
40
50
−
60
80
穴の基準径B式b)(mm)
−
−
−
22.225 25.4 26.988 31.75
38.1
−
50.8
63.5
76.2
1
穴径
AAAA
H3
+05.2
H3
+03
H3
+04
H3
+04
H3
+05
AAA
AA
H3
+05.2
H3
+03
H4
+06
H4
+07
H4
+08
A
H4
+04
H4
+05
H5
+09
H5
+0
11
H5
+0
13
B
H5
+06
H5
+08
H5
+09
H5
+0
11
H5
+0
13
C
H6
+09
H6
+0
11
H6
+0
13
H6
+0
16
H6
+0
19
注a) 穴径の許容差は,JIS B 0401-2に規定するH3〜H6による。
b) 穴の基準径に関して,B式はなるべく用いない。
5
B 4355:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
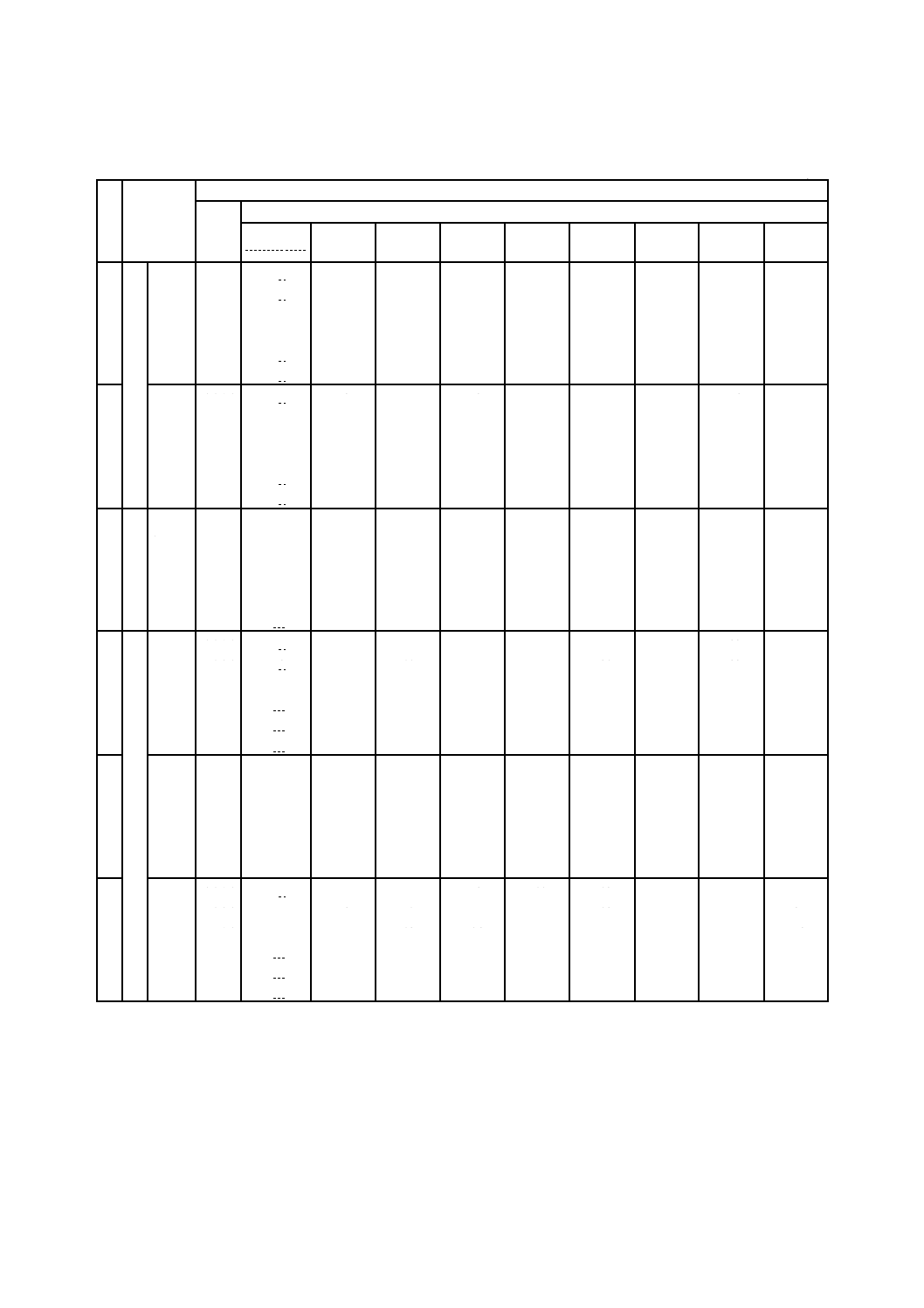
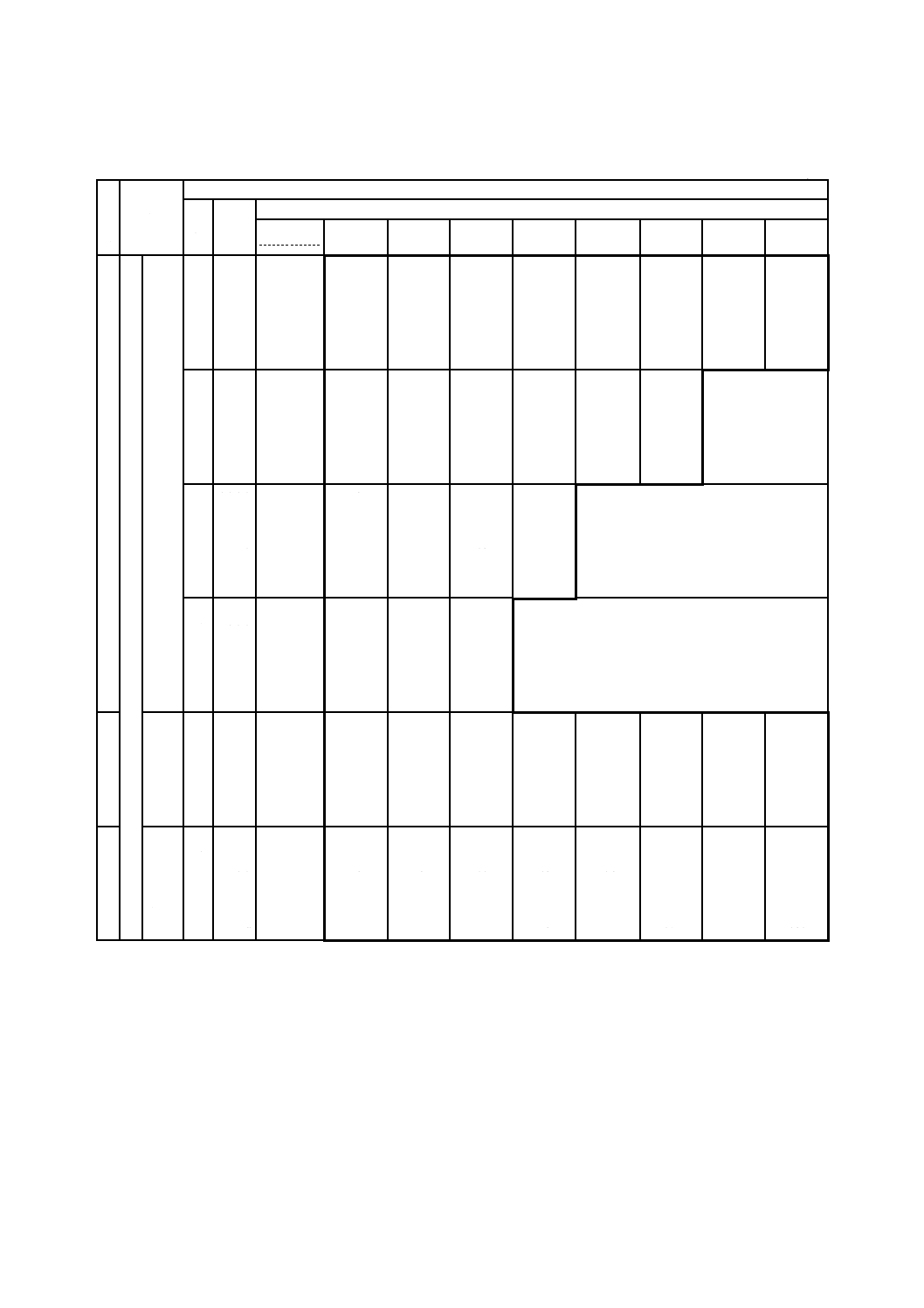
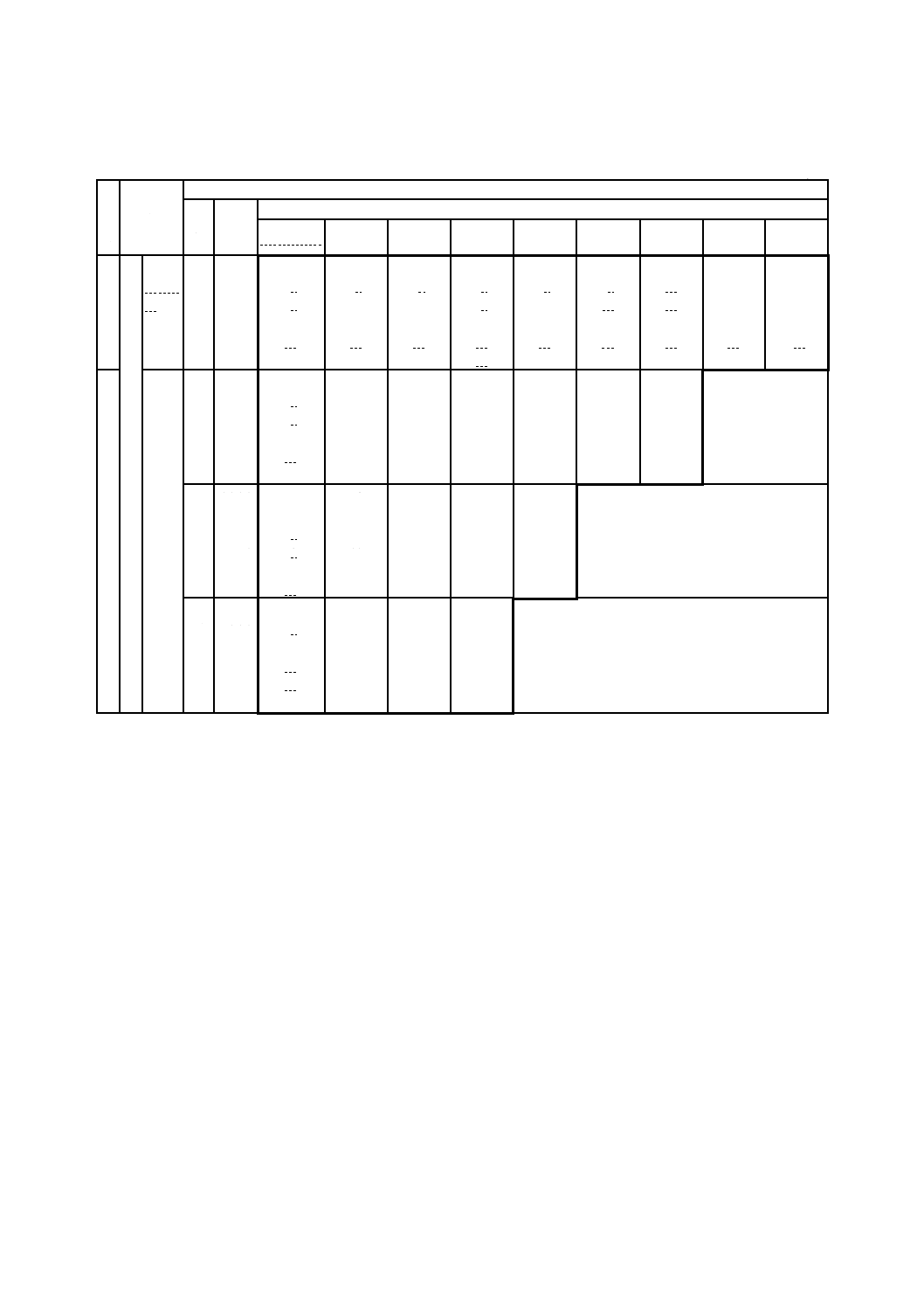
表3−ハブ,外周の振れ及び溝の精度
単位 μm
試
験
番
号
項目
許容値
等級
モジュール
0.1≦m<0.5 0.5≦m≦1
1<m≦2
2<m≦3.5 3.5<m≦6 6<m≦10 10<m≦16 16<m≦25 25<m≦40
2
ハ
ブ
外周の
振れ
AAAA
AAA
AA
A
B
C
2
2
2
3
5
5
2
2
3
4
7
7
2
2
3
4
7
7
2
3
4
6
9
9
2
3
5
7
11
11
3
4
6
9
14
14
4
5
8
11
17
17
5
7
10
14
22
22
6
9
13
18
29
29
3
面の軸
方向の
振れ
AAAA
AAA
AA
A
B
C
2
2
2
3
5
5
2
2
3
4
6
6
2
2
3
4
6
6
2
2
3
5
7
7
2
3
4
6
9
9
3
4
5
7
12
12
3
5
6
9
14
14
4
6
8
11
18
18
5
7
11
15
24
24
4
外
周
歯先切
れ刃の
振れ
AAAA
AAA
AA
A
B
C
6
9
13
18
32
65
8
12
17
24
43
86
8
12
17
24
43
86
10
15
21
30
53
106
13
18
26
37
66
132
16
23
33
46
83
166
20
29
41
58
104
207
25
36
51
72
130
259
33
48
67
95
171
342
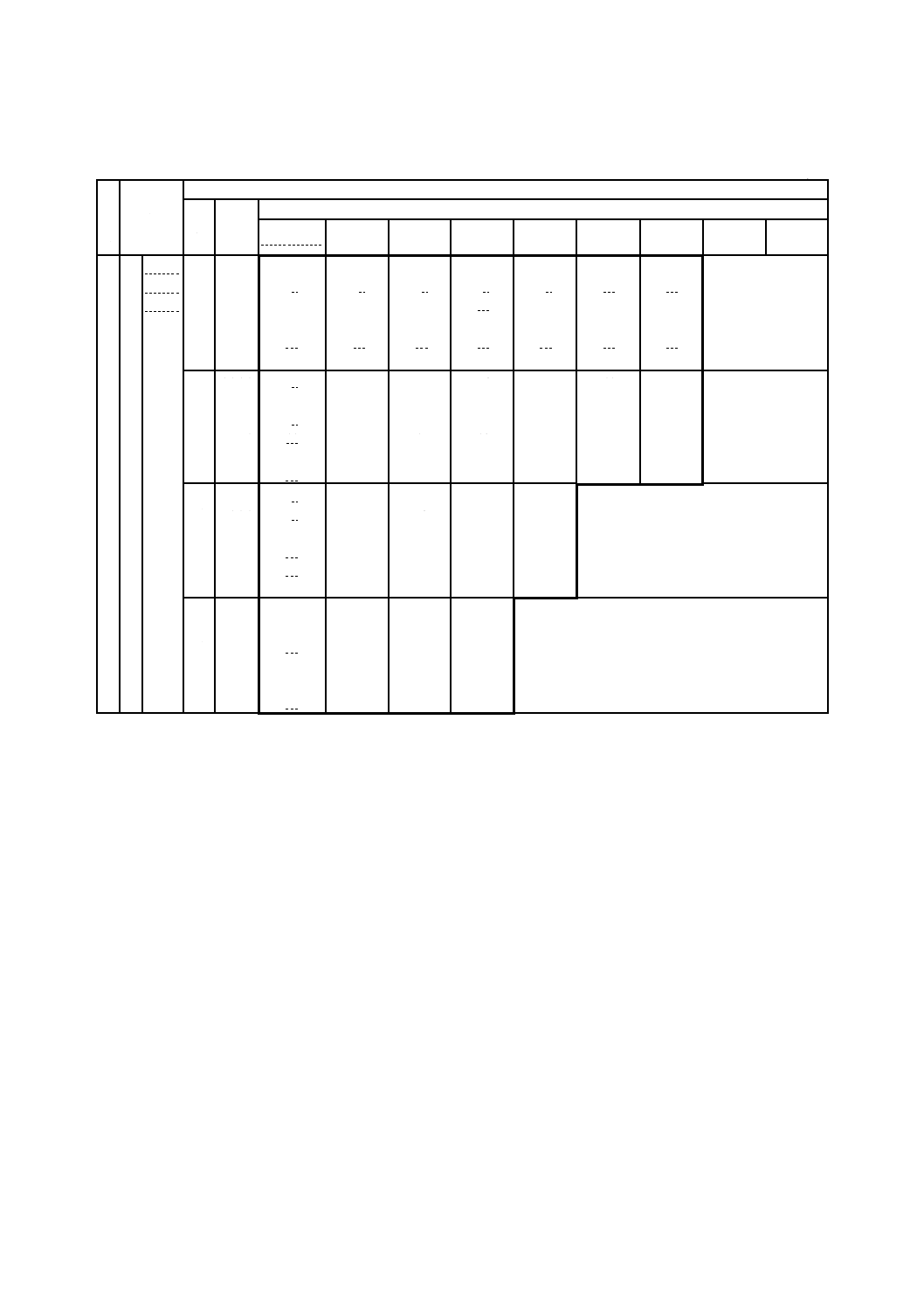
5
溝 隣接分
割誤差
AAAA
AAA
AA
A
B
C
6
8
11
16
28
28
7
10
15
21
37
37
7
10
15
21
37
37
9
13
18
26
46
46
11
16
23
32
58
58
14
20
29
40
73
73
18
25
36
50
91
91
22
32
45
63
113
113
29
42
59
83
150
150
6
累積分
割誤差
AAAA
AAA
AA
A
B
C
10
15
21
29
53
53
14
19
27
39
69
69
14
19
27
39
69
69
17
24
34
48
86
86
21
30
42
60
107
107
26
37
53
75
135
135
33
47
66
94
168
168
41
59
83
117
211
211
54
77
110
154
278
278
7
向心度
AAAA
AAA
AA
A
B
C
5
7
10
14
25
25
6
9
13
19
33
33
6
9
13
19
33
33
8
12
16
23
42
42
10
14
20
29
52
52
13
18
26
36
65
65
16
23
32
45
81
81
20
28
40
56
101
101
26
37
53
74
134
134
6
B 4355:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
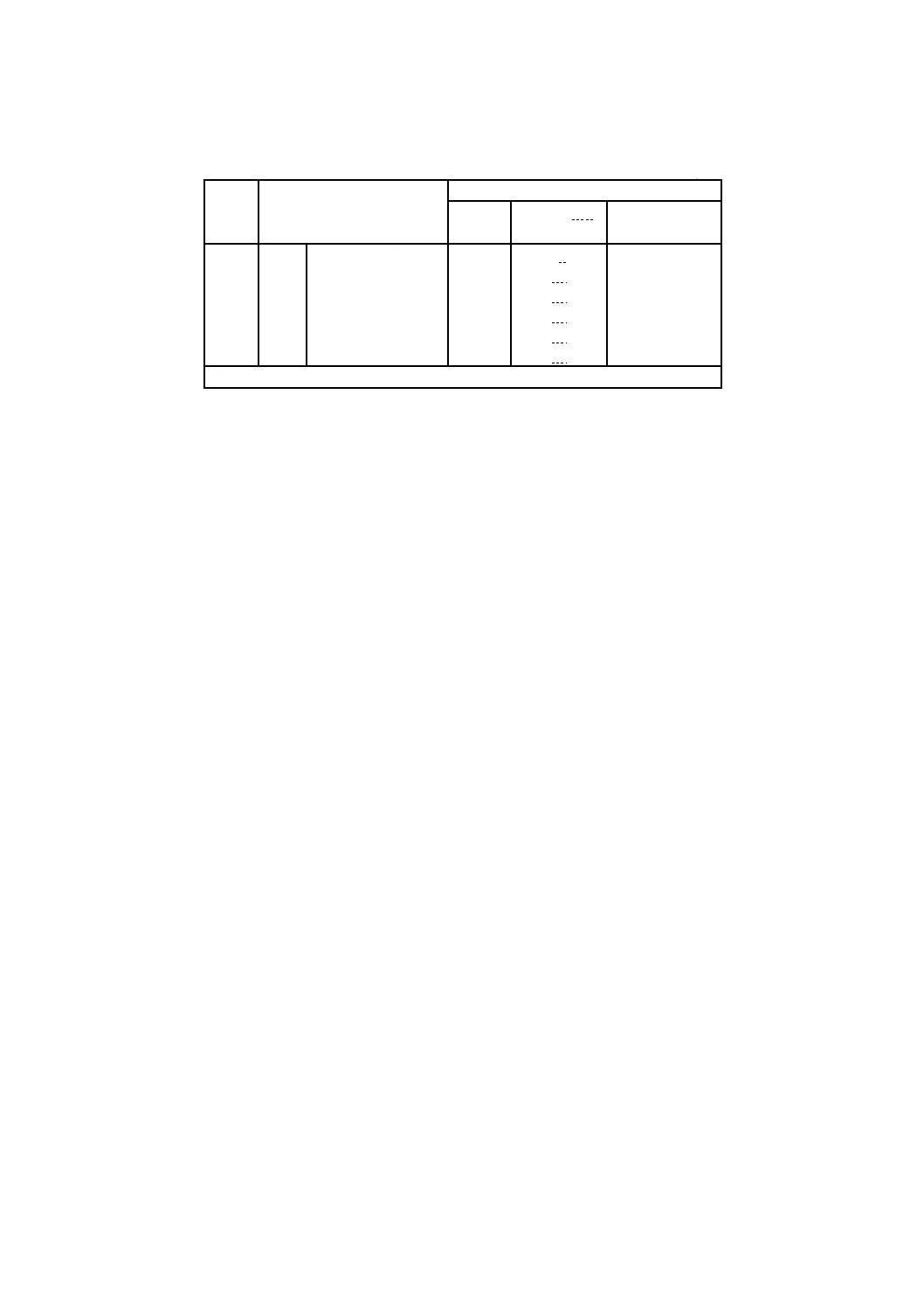
表4−溝のリード精度
単位 μm
試験
番号
項目
許容差
等級
刃長32 mm
以下
刃長32 mm
を超えa)
8
溝
リード誤差(±)
AAAA
AAA
AA
A
B
C
9
13
18
26
32
46
28
40
57
80
100
144
注a) 32 mmを超える刃長については,100 mmごとに規定する。
7
B 4355:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表5−歯形の精度
単位 μm
試
験
番
号
項目
許容値
条
数
等級
モジュール
0.1≦m<0.5 0.5≦m≦1
1<m≦2 2<m≦3.5 3.5<m≦6 6<m≦10 10<m≦16 16<m≦25 25<m≦40
9 歯
形
歯形誤
差A
1条 AAAA
AAA
AA
A
B
C
2
3
4
6
11
23
3
4
5
7
15
30
3
4
5
7
15
30
3
5
7
9
18
37
4
6
8
11
23
46
5
7
10
14
29
58
6
9
13
18
36
72
8
11
16
23
45
90
10
15
21
30
59
119
2条 AAAA
AAA
AA
A
B
C
2
4
5
7
14
28
3
5
7
9
19
37
3
5
7
9
19
37
4
6
8
12
23
46
5
7
10
14
29
57
6
9
13
18
36
72
8
11
16
23
45
90
3条
4条
AAAA
AAA
AA
A
B
C
3
4
6
9
18
35
4
6
8
12
23
46
4
6
8
12
23
46
5
7
10
14
29
58
6
9
13
18
36
72
5条
6条
7条
AAAA
AAA
AA
A
B
C
4
5
8
11
22
44
5
7
10
14
29
58
5
7
10
14
29
58
6
9
13
18
36
72
9
A
歯形誤
差B
1条 AAAA
AAA
AA
A
B
C
3
5
7
10
19
38
4
6
9
13
25
50
4
6
9
13
25
50
5
8
11
16
31
63
7
10
14
20
39
78
9
12
17
24
49
98
11
15
22
31
61
122
13
19
27
38
77
153
18
25
36
50
101
202
2条 AAAA
AAA
AA
A
B
C
4
6
8
13
24
48
6
8
11
16
32
63
6
8
11
16
32
63
7
10
14
20
39
78
9
12
17
24
49
98
11
15
22
31
61
122
13
19
27
38
77
153
3条
4条
AAAA
AAA
AA
A
B
C
5
7
11
15
30
60
7
10
14
20
39
79
7
10
14
20
39
79
9
12
17
24
49
98
11
15
22
30
61
122
5条
6条
7条
AAAA
AAA
AA
A
B
C
7
9
13
19
37
75
9
12
17
25
49
98
9
12
17
25
49
98
11
15
22
31
61
122
8
B 4355:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表5−歯形の精度(続き)
単位 μm
試
験
番
号
項目
許容値
条
数
等級
モジュール
0.1≦m<0.5 0.5≦m≦1 1<m≦2
2<m≦3.5 3.5<m≦6 6<m≦10 10<m≦16 16<m≦25 25<m≦40
10 歯
形
歯厚誤
差
(並歯
歯形)
(−)
1〜
7条
AAAA
AAA
AA
A
B
C
12
12
17
17
34
34
16
16
22
22
45
45
16
16
22
22
45
45
20
20
28
28
55
55
24
24
34
34
69
69
31
31
43
43
86
86
38
38
54
54
108
108
48
48
68
68
135
135
63
63
89
89
178
178
10
A
歯厚誤
差
(トッ
ピング
歯形)
(±)
1条 AAAA
AAA
AA
A
B
C
9
9
12
12
25
25
12
12
16
16
33
33
12
12
16
16
33
33
2条 AAAA
AAA
AA
A
B
C
11
11
15
15
31
31
14
14
20
20
41
41
14
14
20
20
41
41
3条
4条
AAAA
AAA
AA
A
B
C
14
14
19
19
39
39
18
18
25
25
51
51
18
18
25
25
51
51
11
歯厚の
ばらつ
き
(並歯
歯形)
1条 AAAA
AAA
AA
3
5
6
4
6
8
4
6
8
5
7
10
6
9
13
8
12
16
10
14
20
13
18
26
17
24
34
2条 AAAA
AAA
AA
4
6
8
5
7
11
5
7
11
6
9
13
8
11
16
10
14
20
13
18
26
3条
4条
AAAA
AAA
AA
5
7
10
6
9
13
6
9
13
8
12
16
10
14
20
5条
6条
7条
AAAA
AAA
AA
6
9
12
8
12
16
8
12
16
10
14
20
11
A
歯厚の
ばらつ
き
(トッ
ピング
歯形)
1条 AAAA
AAA
AA
3
5
6
4
6
8
4
6
8
2条 AAAA
AAA
AA
4
6
8
5
7
11
5
7
11
3条
4条
AAAA
AAA
AA
5
7
10
6
9
13
6
9
13
9
B 4355:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表5−歯形の精度(続き)
単位 μm
試
験
番
号
項目
許容値
条
数
等級
モジュール
0.1≦m<0.5 0.5≦m≦1
1<m≦2 2<m≦3.5 3.5<m≦6 6<m≦10 10<m≦16 16<m≦25 25<m≦40
12 歯
形
歯末の
たけ誤
差
(並歯
歯形)
(+)
1〜
7条
AAAA
AAA
AA
A
B
C
試験番号10の値/(2・tan20°)
12
A
歯元の
たけ誤
差
(トッ
ピング
歯形)
(±)
1〜
4条
AAAA
AAA
AA
A
B
C
試験番号10Aの値/(2・tan20°)
−
10
B 4355:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表6−歯すじの精度
単位 μm
試
験
番
号
項目
許容値
条
数
等級
モジュール
0.1≦m<0.5 0.5≦m≦1 1<m≦2
2<m≦3.5 3.5<m≦6 6<m≦10 10<m≦16 16<m≦25 25<m≦40
13 歯
す
じ
隣接誤
差
1条 AAAA
AAA
AA
A
B
C
2
3
4
6
12
24
2
3
4
6
12
24
3
4
5
7
15
30
3
5
7
9
18
37
4
6
8
12
23
46
5
7
10
14
29
58
6
9
13
18
36
72
8
12
17
24
48
95
2条 AAAA
AAA
AA
A
B
C
3
4
5
7
15
30
3
4
5
7
15
30
3
5
7
9
18
37
4
6
8
11
23
46
5
7
10
14
29
58
6
9
13
18
36
72
3条
4条
AAAA
AAA
AA
A
B
C
3
5
7
9
19
37
3
5
7
9
19
37
4
6
8
12
23
46
5
7
10
14
29
57
5条
6条
7条
AAAA
AAA
AA
A
B
C
4
6
8
12
23
46
4
6
8
12
23
46
5
7
10
14
29
58
14
1アキ
シャル
ピッチ
累積誤
差A
1〜
7条
AAAA
AAA
AA
A
B
C
4
5
7
10
21
42
4
5
7
10
21
42
5
6
9
13
26
52
6
8
11
16
32
64
7
10
14
20
40
81
9
13
18
25
50
101
11
16
22
32
63
126
15
21
30
42
83
166
14
A
1アキ
シャル
ピッチ
累積誤
差B
1〜
7条
AAAA
AAA
AA
A
B
C
4
6
8
12
24
48
4
6
8
12
24
48
5
7
10
15
30
59
6
9
13
18
37
73
8
12
16
23
46
92
10
14
20
29
58
115
13
18
26
36
72
144
17
24
34
48
95
190
11
B 4355:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表6−歯すじの精度(続き)
単位 μm
試
験
番
号
項目
許容値
条
数
等級
モジュール
0.1≦m<0.5 0.5≦m≦1
1<m≦2 2<m≦3.5 3.5<m≦6 6<m≦10 10<m≦16 16<m≦25 25<m≦40
15 歯
す
じ
3アキ
シャル
ピッチ
累積誤
差A
1〜
7条
AAAA
AAA
AA
A
B
C
7
10
14
19
39
77
7
10
14
19
39
77
8
12
17
24
48
96
10
15
21
30
60
119
13
19
27
37
75
150
16
23
33
47
94
187
20
29
42
59
117
234
27
39
55
77
154
309
15
A
3アキ
シャル
ピッチ
累積誤
差B
1〜
7条
AAAA
AAA
AA
A
B
C
9
13
19
27
53
107
9
13
19
27
53
107
12
17
24
33
66
133
14
21
29
41
83
165
18
26
37
52
104
207
23
32
46
65
130
259
28
41
58
81
162
324
37
53
76
107
214
428
16
作用線
隣接ピ
ッチ誤
差
1条 AAAA
AAA
AA
A
B
C
2
3
4
6
12
24
2
3
4
6
12
24
3
4
5
7
15
30
3
5
7
9
18
37
4
6
8
12
23
46
5
7
10
14
29
58
6
9
13
18
36
72
8
12
17
24
48
95
2条 AAAA
AAA
AA
A
B
C
3
4
5
7
15
30
3
4
5
7
15
30
3
5
7
9
18
37
4
6
8
11
23
46
5
7
10
14
29
58
6
9
13
18
36
72
3条
4条
AAAA
AAA
AA
A
B
C
3
5
7
9
19
37
3
5
7
9
19
37
4
6
8
12
23
46
5
7
10
14
29
57
5条
6条
7条
AAAA
AAA
AA
A
B
C
4
6
8
12
23
46
4
6
8
12
23
46
5
7
10
14
29
58
12
B 4355:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表6−歯すじの精度(続き)
単位 μm
試
験
番
号
項目
許容値
条
数
等級
モジュール
0.1≦m<0.5 0.5≦m≦1
1<m≦2 2<m≦3.5 3.5<m≦6 6<m≦10 10<m≦16 16<m≦25 25<m≦40
17 歯
す
じ
作用線
累積ピ
ッチ誤
差
1条 AAAA
AAA
AA
A
B
C
5
7
11
15
30
59
5
7
11
15
30
59
6
9
13
18
37
74
8
11
16
23
46
92
10
14
20
29
58
115
13
18
26
36
72
144
16
23
32
45 a)
90
180
21
30
42
59
119
238
2条 AAAA
AAA
AA
A
B
C
6
9
13
19
37
74
6
9
13
19
37
74
8
12
16
23
46
92
10
14
20
29
57
115
13
18
26
36
72
144
16
23
32
45
90
180
3条
4条
AAAA
AAA
AA
A
B
C
8
12
16
23
46
93
8
12
16
23
46
93
10
14
20
29
58
115
13
18
25
36
72
143
5条
6条
7条
AAAA
AAA
AA
A
B
C
10
14
21
29
58
116
10
14
21
29
58
116
13
18
26
36
72
144
注a) 基準値を示す。
13
B 4355:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表7−すくい面のピッチ精度
単位 μm
試
験
番
号
項目
許容値
条
数
等級
モジュール
0.1≦m<0.5 0.5≦m≦1
1<m≦2 2<m≦3.5 3.5<m≦6 6<m≦10 10<m≦16 16<m≦25 25<m≦40
18 す
く
い
面
単一ピ
ッチ誤
差
1条 AAAA
AAA
AA
A
B
C
2
3
4
6
12
25
3
4
6
8
16
33
3
4
6
8
16
33
4
5
7
10
20
41
4
6
9
13
25
50
6
8
11
16
32
63
7
10
14
20
40
79
−
−
18
25
50
99
−
−
23
33
65
131
19
隣接ピ
ッチ誤
差
2条 AAAA
AAA
AA
A
B
C
−
3
4
6
13
25
3
4
6
8
17
33
3
4
6
8
17
33
4
5
7
10
21
42
5
6
9
13
26
52
6
8
12
16
32
65
7
10
14
20
41
81
3条
4条
AAAA
AAA
AA
A
B
C
−
4
6
8
16
32
4
5
7
10
21
42
4
5
7
10
21
42
5
6
9
13
26
52
6
8
11
16
32
64
5条
6条
7条
AAAA
AAA
AA
A
B
C
−
5
7
10
20
39
5
7
9
13
26
52
5
7
9
13
26
52
6
8
11
16
32
65
14
B 4355:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表7−すくい面のピッチ精度(続き)
単位 μm
試
験
番
号
項目
許容値
条
数
等級
モジュール
0.1≦m<0.5 0.5≦m≦1 1<m≦2
2<m≦3.5 3.5<m≦6 6<m≦10 10<m≦16 16<m≦25 25<m≦40
20 す
く
い
面
3アキ
シャル
ピッチ
誤差
1条 AAAA
AAA
AA
A
B
C
3
5
6
9
18
36
4
6
8
12
24
48
4
6
8
12
24
48
5
7
10
15
30
59
−
9
13
18
37
73
−
12
16
23
46
92
−
14
20
29
58
115
2条 AAAA
AAA
AA
A
B
C
4
6
8
11
23
45
5
7
11
15
30
59
5
7
11
15
30
59
6
9
13
18
37
74
8
11
16
23
46
92
10
14
20
29
58
115
13
18
26
36
72
144
3条
4条
AAAA
AAA
AA
A
B
C
5
7
10
14
28
56
6
9
13
19
37
74
6
9
13
19
37
74
8
12
16
23
46
92
10
14
20
29
57
115
5条
6条
7条
AAAA
AAA
AA
A
B
C
6
9
12
18
35
70
8
12
16
23
46
93
8
12
16
23
46
93
10
14
20
29
58
115
15
B 4355:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表8−精度の試験方法(穴)
試験
番号
項目
測定方法
測定方法略図
測定器
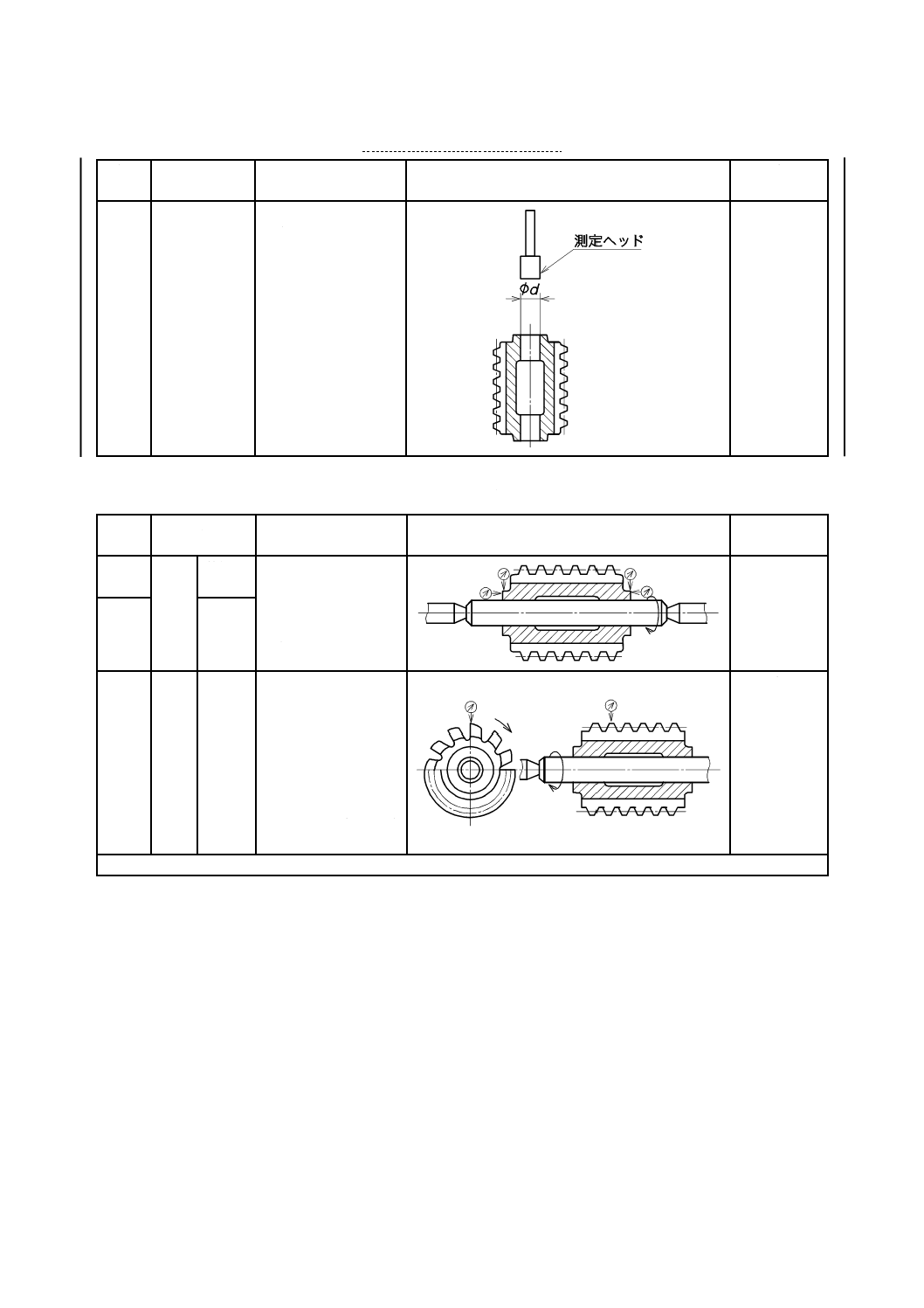
1
穴径
限界プレーンゲージ,
空気マイクロメータ
又は内側測定器で測
定する。
限界プレー
ンゲージ,
流量式空気
マイクロメ
ータ,
内側測定器
表9−精度の試験方法(ハブ及び外周の振れ)
試験
番号
項目
測定方法
測定方法略図
測定器
2
ハブ
外周の
振れ
アーバにホブをはめ
込みセンタ台に取り
付け,ハブに測微器の
測定子を当て,ホブを
回転させ読みを取る。
アーバ,
センタ台,
測微器
3
面の軸
方向振
れ
4
外周
歯先切
れ刃の
振れ
アーバにホブをはめ
込みセンタ台に取り
付け,歯先切れ刃に測
微器の測定子を当て,
ホブを試験範囲a) 内
で矢の方向に回転さ
せ,軸方向の3か所に
ついて,1回転させ読
みを取る。
アーバ,
センタ台,
測微器
注a) 試験範囲は,通常,両端の不完全刃を除いた範囲とする。
16
B 4355:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表10−精度の試験方法(溝)
試験
番号
項目
測定方法
測定方法略図
測定器
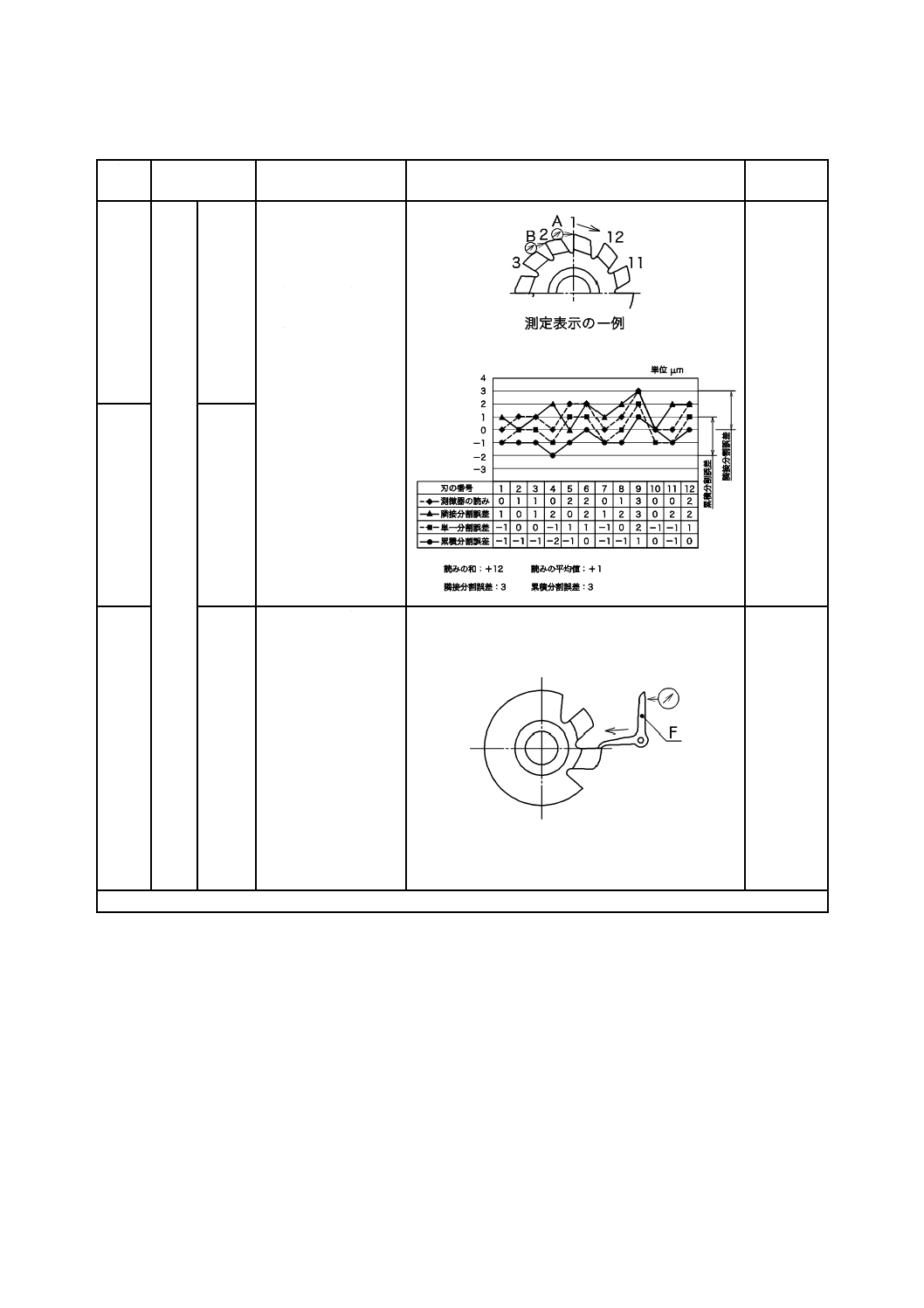
5
溝
隣接分
割誤差
アーバにホブをはめ
込みセンタ台に取り
付け,すくい面2に測
微器Bの測定子又は
止金を置き,隣のすく
い面1に測微器Aの
測定子を当てて,その
目盛を0(必ずしも0
でなくてもよい。)に
合わせ,ホブを矢の方
向に回転させながら
1,2,3,……と,す
くい面2を基準とし
て順次すくい面1に
当てた測微器Aの測
定子の指針の動きを
読み取る。この読みを
記録して測定方法略
図に示すようにして
誤差を求める。
アーバ,
センタ台,
測微器
6
累積分
割誤差
7
向心度 アーバにホブをはめ
込みセンタ台に取り
付け,測微器の取付台
の滑り面と平行で,か
つ,ホブの軸心を含む
平面上に歯先切れ刃
があるようにホブを
固定し,その平面上に
測微器の測定子を,軸
心を含む直角方向に
移動させ,試験範囲a)
内の測微器の読みの
最大値と最小値との
差を求める。
アーバ,
センタ台,
測微器(接
触子F付
き)
注a) 試験範囲は,ホブの切込歯たけとする。
17
B 4355:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表11−精度の試験方法(溝,リード精度)
試験
番号
項目
測定方法
測定方法略図
測定器
8
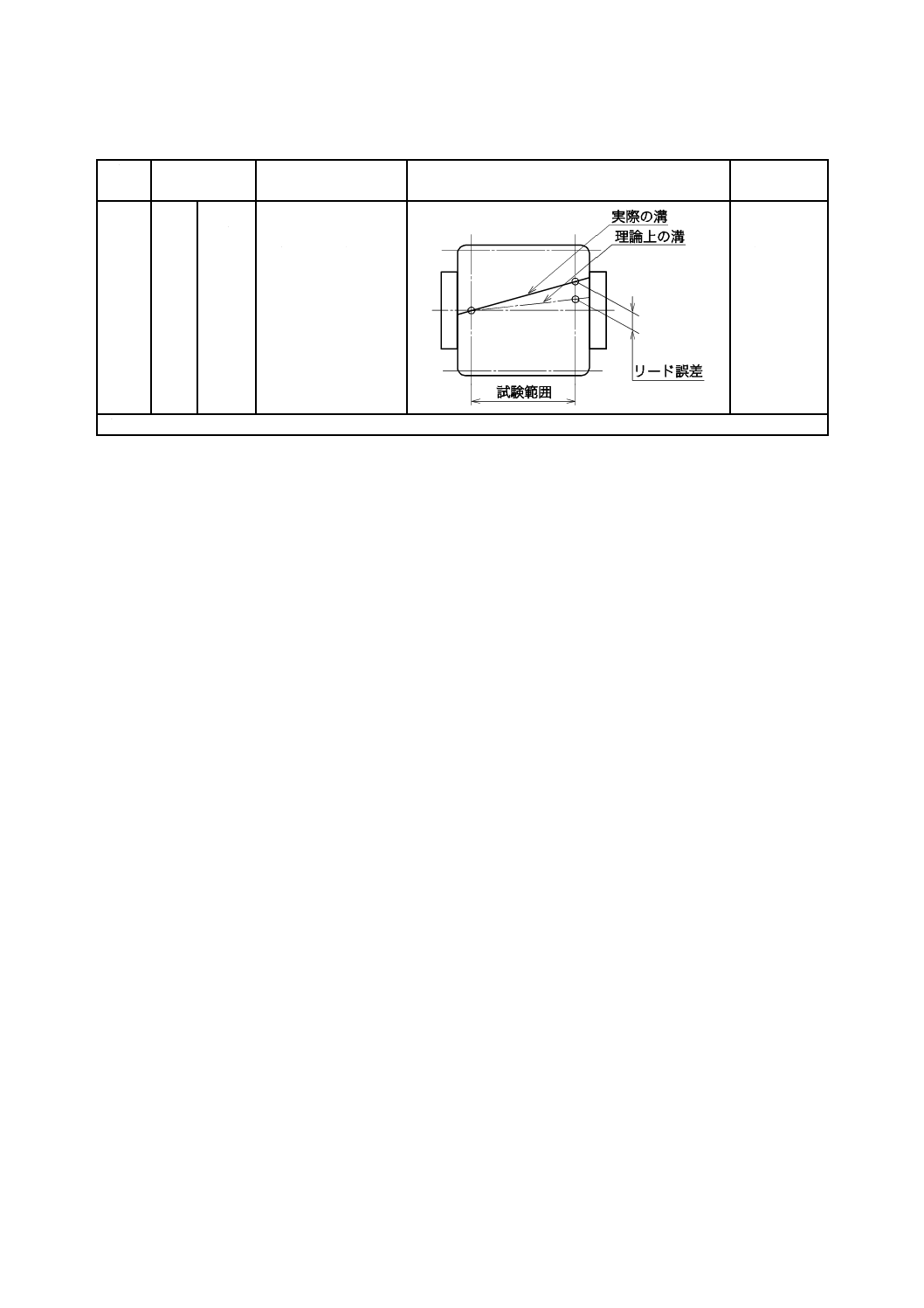
溝
リード
誤差
ホブをアーバにはめ
込みホブ測定機に取
り付ける。測微器の測
定子をすくい面のピ
ッチ線上に当て,理論
上の溝のつるまき線
に沿ってホブを動か
し,試験範囲a) 内で
の読みを取る。
アーバ,
ホブ測定機,
測微器
注a) 試験範囲は,通常,両端の不完全刃を除いた範囲とする。
18
B 4355:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表12−精度の試験方法(歯形)
試験
番号
項目
測定方法
測定方法略図
測定器
9
9A
歯形
歯形誤
差
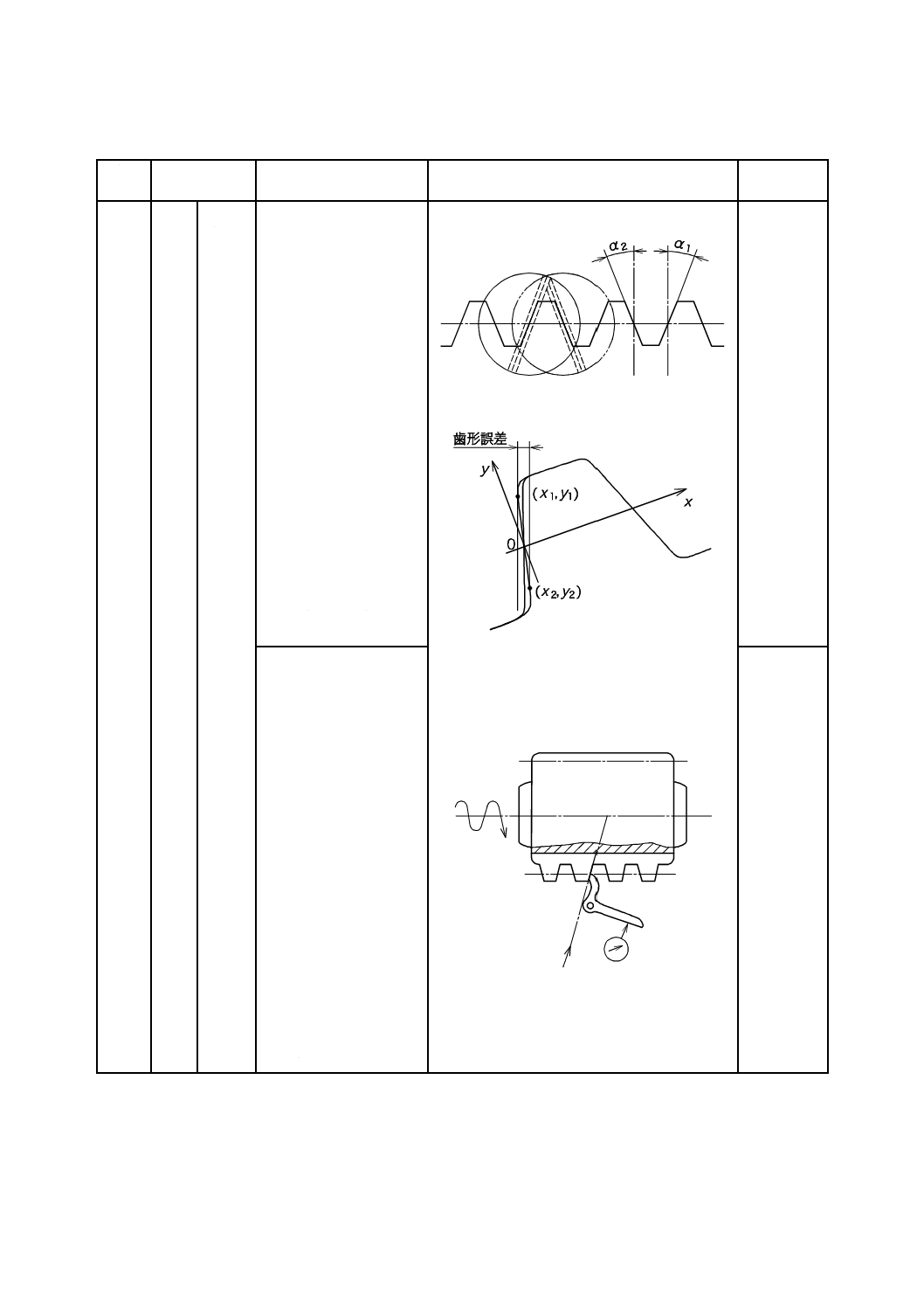
a) 光学的方法
ホブをアーバにはめ
込み工具顕微鏡に取
り付け,顕微鏡の鏡
筒を進み角だけ傾
け,ピッチ線付近の
切れ刃とヘアーライ
ンとを合わせ,その
回転角α1及びα2を読
み取る。読み取った
角度と理論上の角度
との差を求め,長さ
寸法に換算する。又
は,顕微鏡の鏡筒を
歯の進み角だけ傾
け,ピッチ線と切れ
刃との交点を原点0
として切れ刃の各点
のy座標を定めて,x
座標を読み取り,こ
の値と理論値との差
を求める。
アーバ,
工具顕微鏡
b) 機械的方法
ホブをアーバにはめ
込みホブ測定機に取
り付け,ホブに理論
上の歯すじのつるま
き線のねじ運動を与
え,ホブ軸心を含む
平面内又はホブのね
じ面の基礎円筒に接
する平面内で,理論
的な圧力角の方向に
移動できる測微器の
測定子を切れ刃が通
過するときの指針の
振れ幅を読み取る。
次に測微器を移動さ
せて,この測定を順
次繰り返す。これら
の読みの最大値と最
小値との差を求め
る。
アーバ,
ホブ測定機
19
B 4355:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表12−精度の試験方法(歯形)(続き)
試験
番号
項目
測定方法
測定方法略図
測定器
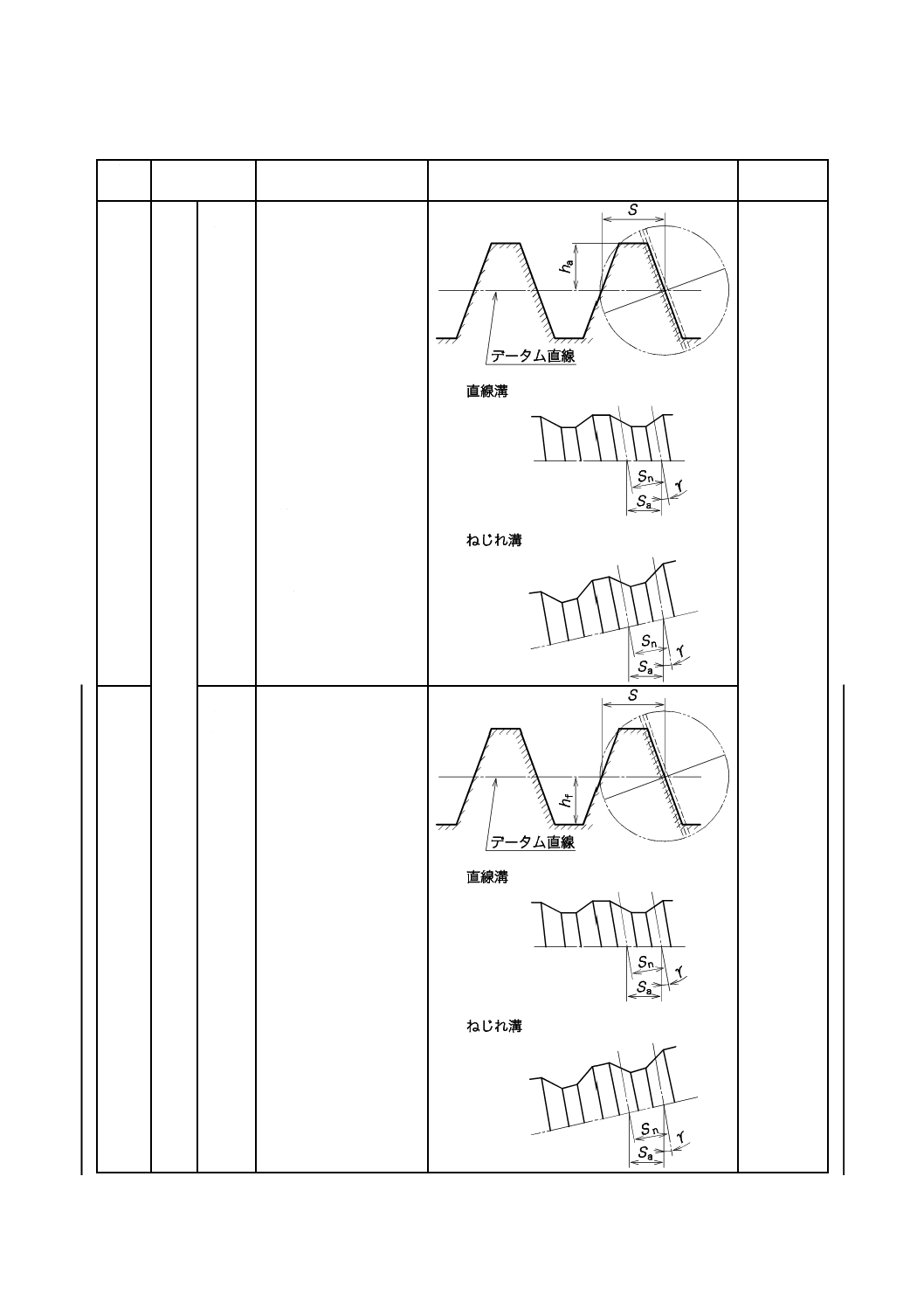
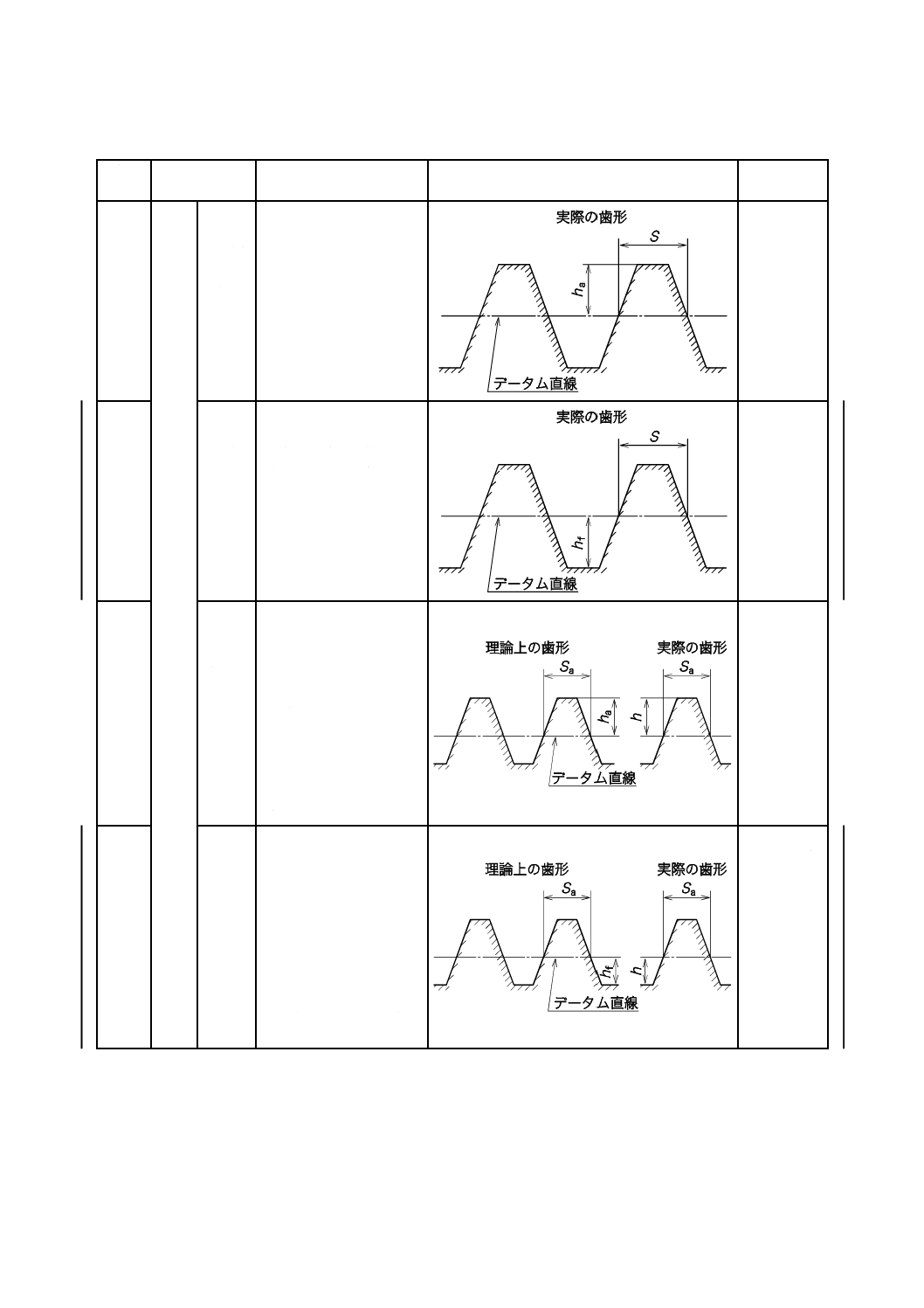
10
歯形
歯厚誤
差
(並歯
歯形)
ホブをアーバにはめ込み
工具顕微鏡に取り付け,
工具顕微鏡の鏡筒を歯の
進み角だけ傾け,任意の
切れ刃で歯先から歯末の
たけhaの位置にヘアーラ
インを合わせ,次にホブ
を軸方向に移動させ,歯
の進み角に直交するねじ
れ溝をもつものは軸方向
に移動させると同時に回
転させて焦点を反対側の
切れ刃に合わせ,軸方向
の移動量sと,その理論
値saとの差を求める。
直線溝の場合,
sa=sn / cos γ
ねじれ溝の場合,
sa=sn・cos γ
ここに,
sn=πm / 2
γ :歯の進み角
m :モジュール
アーバ,
工具顕微鏡,
測定投影機
10A
歯厚誤
差
(トッ
ピング
歯形)
ホブをアーバにはめ込み
工具顕微鏡に取り付け,
工具顕微鏡の鏡筒を歯の
進み角だけ傾け,任意の
切れ刃で歯先から歯末の
たけhfの位置にヘアーラ
インを合わせ,次にホブ
を軸方向に移動させ,歯
の進み角に直交するねじ
れ溝をもつものは軸方向
に移動させると同時に回
転させて焦点を反対側の
切れ刃に合わせ,軸方向
の移動量sと,その理論
値saとの差を求める。
直線溝の場合,
sa=sn / cos γ
ねじれ溝の場合,
sa=sn・cos γ
ここに,
sn=πm / 2
γ :歯の進み角
m :モジュール
20
B 4355:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表12−精度の試験方法(歯形)(続き)
試験
番号
項目
測定方法
測定方法略図
測定器
11
歯形
歯厚の
ばらつ
き(並
歯
歯
形)
試験番号10と同様にし
て,任意の溝の範囲間で
の歯厚の読みの最大値と
最小値との差を求める。
アーバ,
工具顕微鏡,
測定投影機
11A
歯厚の
ばらつ
き(ト
ッピン
グ
歯
形)
試験番号10Aと同様にし
て,任意の溝の範囲間で
の歯厚の読みの最大値と
最小値との差を求める。
アーバ,
工具顕微鏡,
測定投影機
12
歯末の
たけ誤
差(並
歯
歯
形)
試験番号10と同様にし
て,任意の切れ刃で,歯
厚がホブの歯厚の理論値
と同じとなる位置にヘア
ーラインを合わせ,次に
ホブを半径方向に移動さ
せて,ホブの歯先にヘア
ーラインを合わせ,半径
方向の移動量hと,その
理論値haとの差を求め
る。
アーバ,
工具顕微鏡,
測定投影機
12A
歯元の
たけ誤
差(ト
ッピン
グ
歯
形)
試験番号10Aと同様にし
て,任意の切れ刃で,歯
厚がホブの歯厚の理論値
と同じとなる位置にヘア
ーラインを合わせ,次に
ホブを半径方向に移動さ
せて,ホブの歯底にヘア
ーラインを合わせ,半径
方向の移動量hと,その
理論値hfとの差を求め
る。
アーバ,
工具顕微鏡,
測定投影機
21
B 4355:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表13−精度の試験方法(歯すじ)
試験
番号
項目
測定方法
測定方法略図
測定器
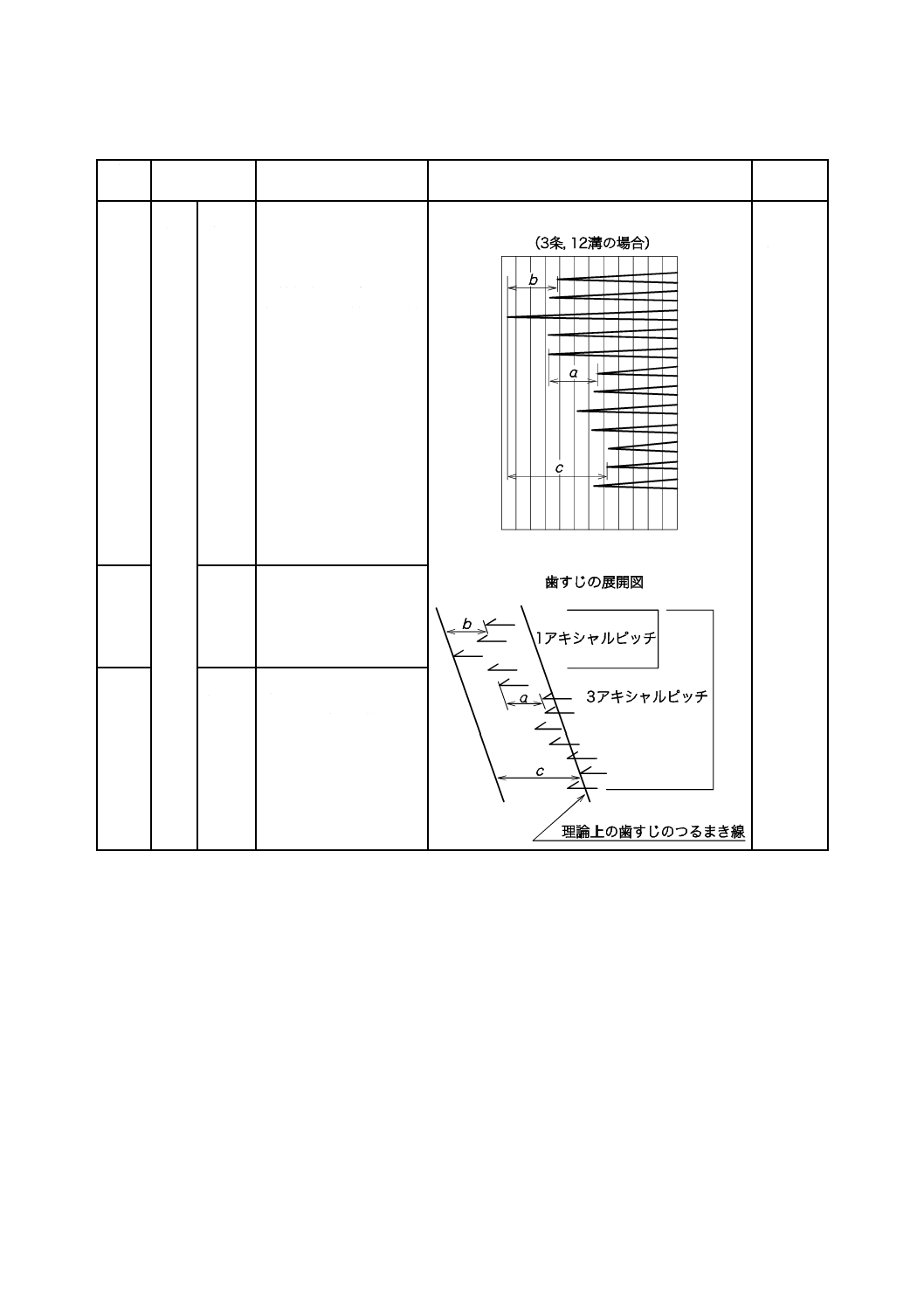
13
歯す
じ
隣接誤
差
ホブをアーバにはめ込み
ホブ測定機に取り付け,
測定子をピッチ円付近に
当て,各切れ刃が測定子
の接触点を過ぎるときの
指針の振れの最大値と最
小値とを読み取る。
ホブ両端の不完全刃を除
いた任意の刃から始まる
任意の条の連続した3ア
キシャルピッチ相当分を
測定し,測定方法略図の
ようにして誤差を求め
る。
3アキシャルピッチ間で
の隣り合った切れ刃の読
みの差の最大値aを求め
る。
アーバ,
ホブ測定
機
14
14A
1アキ
シャル
ピッチ
累積誤
差
番号13と同様にして測
定した1アキシャルピッ
チ間での読みの最大値と
最小値との差bを求め
る。
15
15A
3アキ
シャル
ピッチ
累積誤
差
番号13と同様にして測
定した3アキシャルピッ
チ間での読みの最大値と
最小値との差cを求める。
22
B 4355:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表13−精度の試験方法(歯すじ)(続き)
試験
番号
項目
測定方法
測定方法略図
測定器
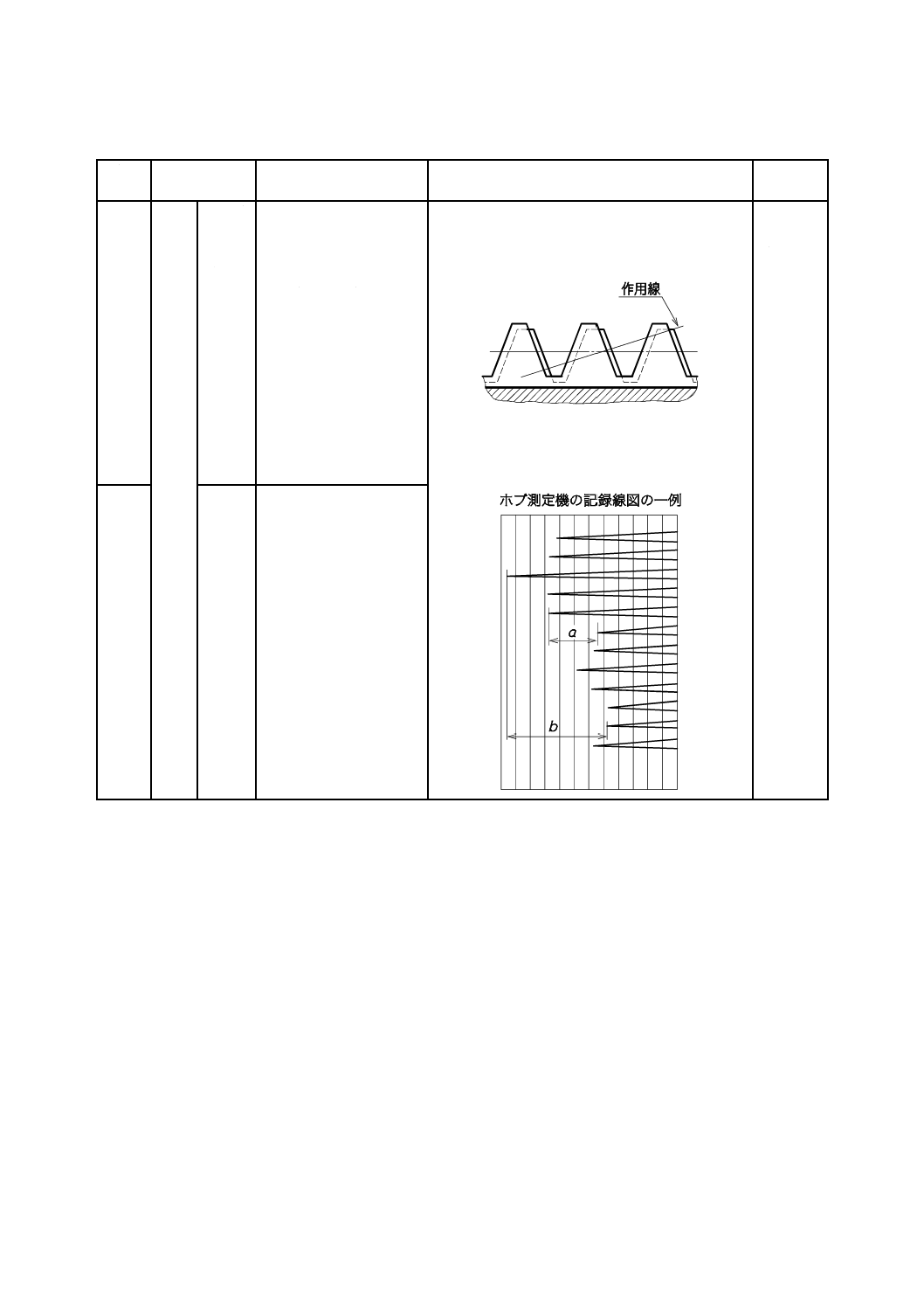
16
歯す
じ
作用線
隣接ピ
ッチ誤
差
ホブをアーバにはめ込
み,ホブ測定機に取り付
け,測微器の測定子をホ
ブ両端の不完全刃を除い
た任意の刃の右又は左切
れ刃に当てる。
測定子が作用線に沿って
かみ合い範囲を移動する
間に,各切れ刃を通過す
るときの指針の振れを読
む。
かみ合い範囲での隣り合
った切れ刃の読みの差の
最大値aを求める。
アーバ,
ホブ測定
機
17
作用線
累積ピ
ッチ誤
差
試験番号16と同様にし
て測定したかみ合い範囲
間での読みの最大値と最
小値との差bを求める。
23
B 4355:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表14−精度の試験方法(すくい面)
試験
番号
項目
測定方法
測定方法略図
測定器
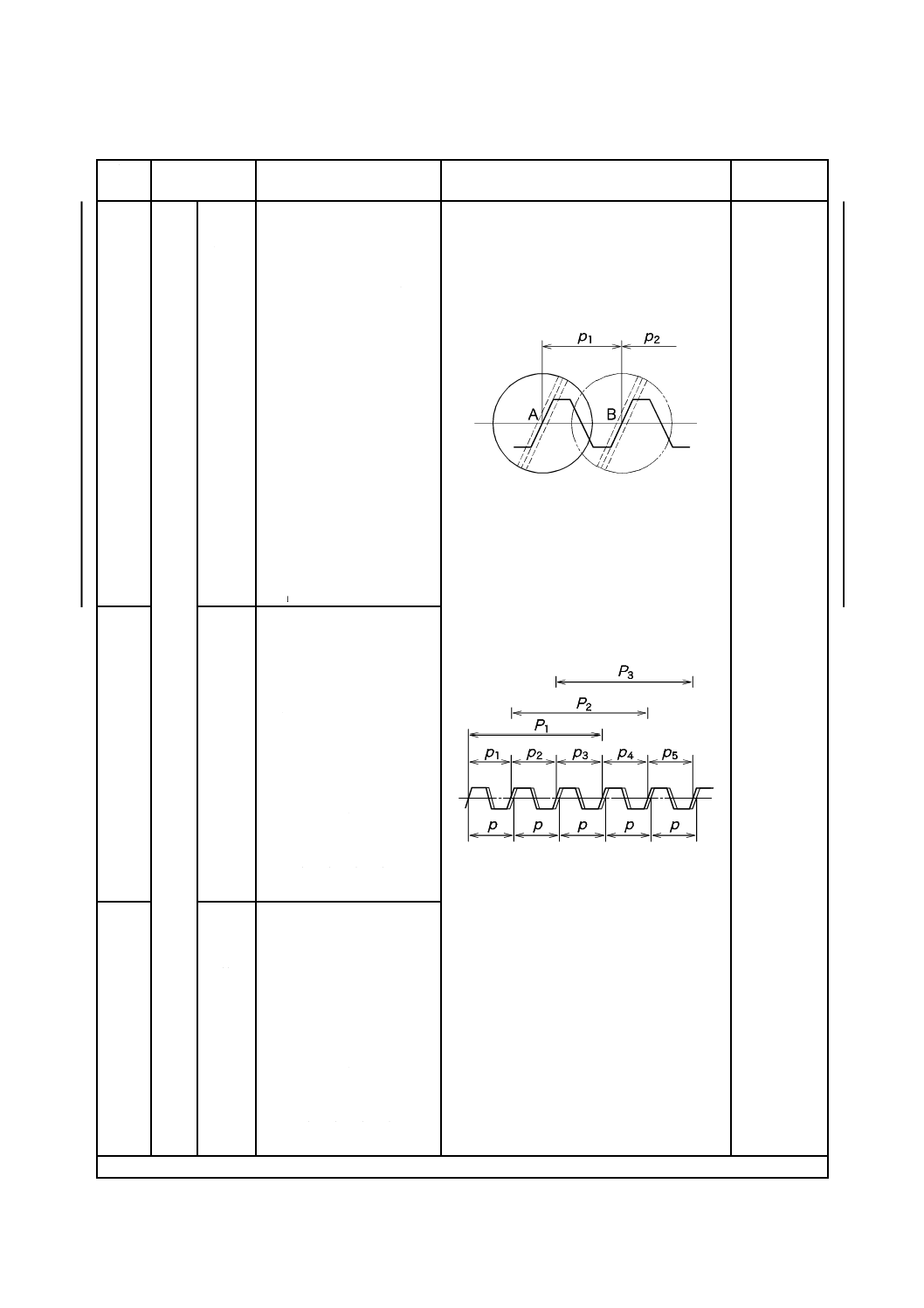
18
すく
い面
単一ピ
ッチ誤
差
アーバにホブをはめ込み工
具顕微鏡に取り付け,顕微
鏡の鏡筒を歯の進み角だけ
傾け,切れ刃Aと鏡筒内の
ヘアーラインとを一致させ
てマイクロメータの目盛を
読み取る。次にホブを動か
してヘアーラインとB点を
一致させ,マイクロメータ
の目盛を読み取る。このと
きのA,Bの読みの差が実
測値で,これと理論値pと
の差を求める。
直線溝の場合
p=πm / cos γ
ねじれ溝の場合
p=πm・cos γ
ここに,
γ :歯の進み角
m :モジュール
アーバ,
工具顕微鏡,
測定投影機
19
隣接ピ
ッチ誤
差
試験番号18と同様にして,
任意の溝の試験範囲a)内の
ピッチを読み取り,隣り合
うピッチとの差の最大値を
求める。
すなわち,
Δ1=|p1−p2|
Δ2=|p2−p3|
Δ3=|p3−p4|
・
・
・
Δn−1=|pn−1−pn|
Δ1,Δ2,Δ3…Δn−1
の最大値を求める。
20
3アキ
シャル
ピッチ
誤差
試験番号18と同様にして
測定した3アキシャルピッ
チの実測値と理論値3pと
の差の最大値を求める。
Δ1=|P1−3p|
Δ2=|P2−3p|
Δ3=|P3−3p|
・
・
・
Δn=|Pn−3p|
Δ1,Δ2,Δ3…Δn
のうちの最大値を求める。
注a) 試験範囲は,通常,両端の不完全刃を除いた範囲とする。
24
B 4355:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
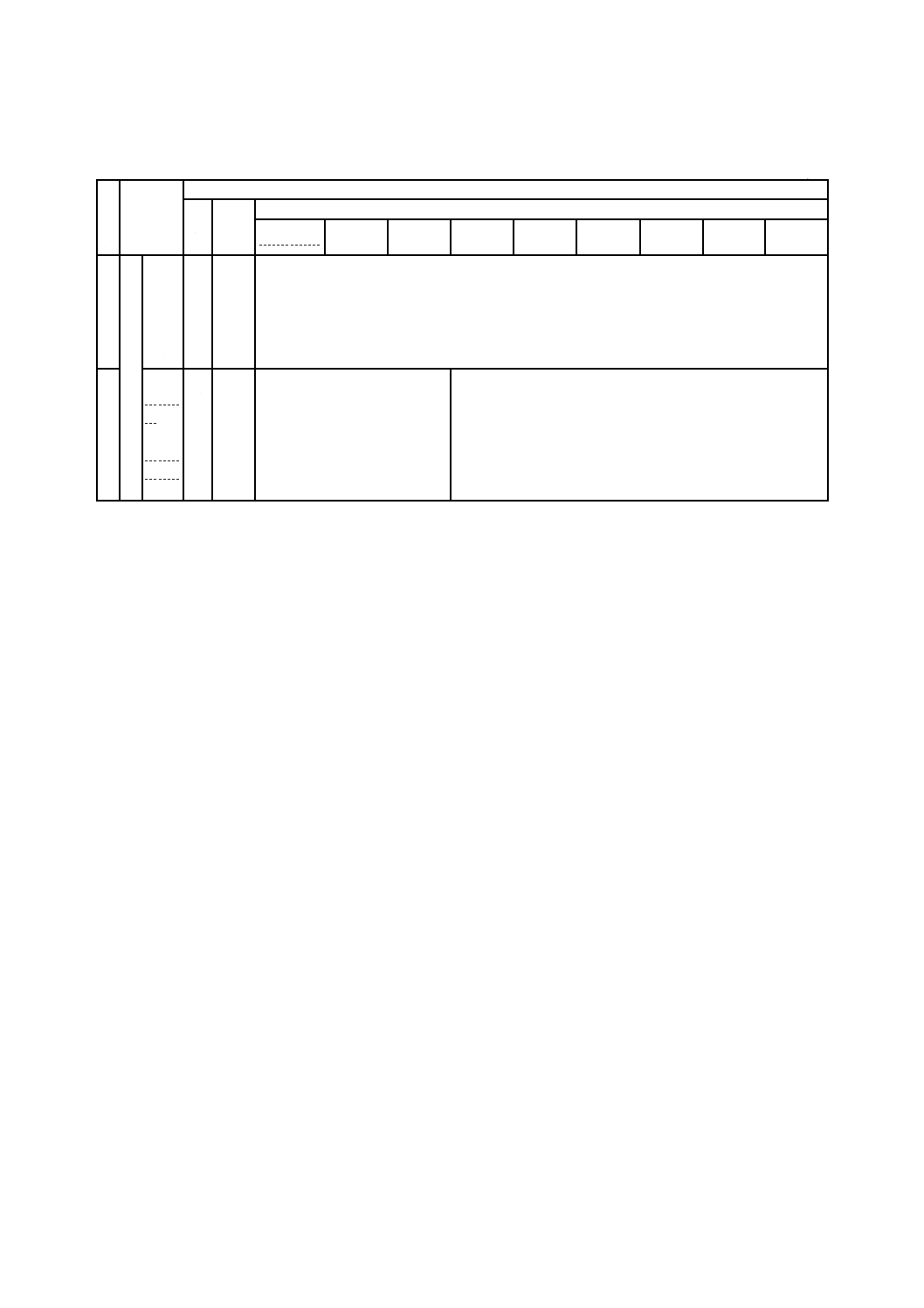
附属書JA
(参考)
測定器の精度及び性能並びに参考文献
JA.1 限界プレーンゲージの精度は,JIS B 7420による。
JA.2 流量式空気マイクロメータの基準倍率は5 000倍とし,その性能はJIS B 7535による。
JA.3 内側測定器の指示の精度は,使用範囲内で0.001 mm以下とする。
JA.4 アーバのセンタ穴をデータムとした場合の円筒部の円周振れの許容値は,表JA.1による。
表JA.1−アーバの円筒部の円周振れ精度
単位 μm
等級
モジュール
m≦2
2<m
AAAA
1
1
AAA
AA
1
1.5
A
B
C
1.5
2
JA.5 測微器の指示の精度は,使用範囲内で0.001 mm以下とする。
測微器としてダイヤルゲージを使用する場合は,JIS B 7503に,てこ式ダイヤルゲージを使用する場合
は,JIS B 7533に,また,指針測微器を使用する場合は,JIS B 7519による。
JA.6 工具顕微鏡の性能は,JIS B 7153による。
JA.7 測定投影機の性能は,JIS B 7184による。
JA.8 ホブ測定機の指示の精度は,0.001 mm以下とする。
JA.9 参考文献
JIS B 7153 測定顕微鏡
JIS B 7184 測定投影機
JIS B 7420 限界プレーンゲージ
JIS B 7503 ダイヤルゲージ
JIS B 7519 指針測微器
JIS B 7533 てこ式ダイヤルゲージ
JIS B 7535 流量式空気マイクロメータ
25
B 4355:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JB
(参考)
JISと対応国際規格との対比表
JIS B 4355:2016 歯車用ホブの精度
ISO 4468:2009,Gear hobs−Accuracy requirements
(I)JISの規定
(II)
国際規
格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
1 適用範囲 モジュール0.1≦m≦40
について規定。
1
モジュール0.5≦m≦40
について規定。
追加
JIS独自の規定として0.1≦m<0.5
を追加した。
我が国の実情に合わせて追加し
た。
対応国際規格の次回見直し時に追
加するよう提案する。
全長8〜510 mmについ
て規定。
全長10〜510 mmについ
て規定。
追加
JIS独自の規定として全長8 mmを
追加した。
2 引用規格
3 用語及び
定義
JISの2規格を引用し
ている。
3
測定項目を説明。
変更
JISでは,用語規格を引用して記載
した。
技術的差異はない。
4 等級
AAAA,AAA,AA,A,
B,Cの6等級について
規定。
1
4A,3A,2A,A,B,C,
Dの7等級について規
定。
変更
ISO規格のD級を削除した。また,
トッピング歯形について追加した。
我が国の実情に合わせて追加し
た。
対応国際規格の次回見直し時に追
加するよう提案する。
5 測定項目
及び精度
表1−測定項目の組合
せ2種類におけるJIS
とISO 4468との試験番
号の対比
4
Table 1−測定項目と試
験番号との関係
変更
全体の構成を変更したので,JISと
ISO規格との関係が明確になるよ
うに表1の説明を追加した。
表2−穴の精度:
穴の基準径はA式(メ
トリック系),B式(イ
ンチ系)を規定。
穴の基準径はA式を規
定。
追加
JIS独自の規定としてB式を追加し
た。
市場からの要望によって追加し
た。
表4−溝のリード精度:
刃長を32 mm以下,32
mmを超えの2種類で
規定。
刃長100 mmごとに規
定。
追加
JIS独自の規定として刃長32 mm以
下を追加した。
市場からの要望によって追加し
た。
2
B
4
3
5
5
:
2
0
1
6
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
26
B 4355:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際規
格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
5 測定項目
及び精度
(続き)
表5−歯形の精度:
並歯歯形及びトッピン
グ歯形の歯厚誤差,歯
厚のばらつき,歯元の
たけ誤差について規
定。
4
並歯歯形の歯厚誤差,歯
厚のばらつき,歯元のた
け誤差について規定。
追加
JIS独自の規定としてトッピング歯
形の歯厚誤差,歯厚のばらつき,歯
元のたけ誤差を追加した。
表7−すくい面のピッ
チ精度:
1条の単一ピッチ誤差
について規定。
−
追加
JIS独自の規定として1条の単一ピ
ッチ誤差を追加した。
表7−すくい面のピッ
チ精度:
1〜7条の3アキシャル
ピッチ誤差について規
定。
2〜7条の3アキシャル
ピッチ誤差について規
定。
追加
JIS独自の規定として1条を追加し
た。
6 試験方法 20項目の試験方法につ
いて規定。
4
16項目の試験方法につ
いて規定。
追加
測定項目の追加によって試験方法
を追加した。
市場からの要望によって追加し
た。
−
−
5
公差又は許容差の求め
方について記載。
削除
JISでは参考事項として削除した。
技術的差異はない。
附属書JA
(参考)
測定器の精度及び性能
並びに参考文献を記
載。
−
−
追加
JIS独自に追加した。
市場からの要望によって追加し
た。
JISと国際規格との対応の程度の全体評価:ISO 4468:2009,MOD
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 削除 ················ 国際規格の規定項目又は規定内容を削除している。
− 追加 ················ 国際規格にない規定項目又は規定内容を追加している。
− 変更 ················ 国際規格の規定内容を変更している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD ··············· 国際規格を修正している。
2
B
4
3
5
5
:
2
0
1
6
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。