B 4313:2008
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲 ························································································································· 1
2 引用規格 ························································································································· 1
3 用語及び定義 ··················································································································· 2
4 等級······························································································································· 2
5 ドリルのねじれ方向 ·········································································································· 3
6 寸法······························································································································· 3
6.1 ドリルの刃部 ················································································································ 3
6.2 ストレートシャンクの径 ································································································· 3
6.3 テーパシャンクの寸法 ···································································································· 3
6.4 ミーリングシャンクの径 ································································································· 3
6.5 振れ公差 ······················································································································ 3
6.6 長さ ···························································································································· 4
6.7 心厚 ···························································································································· 4
6.8 ウェブの振り分け ·········································································································· 5
6.9 マージン幅 ··················································································································· 6
6.10 リップハイト ··············································································································· 7
6.11 チゼルエッジの偏心 ······································································································ 7
6.12 ドリルの角度 ··············································································································· 8
7 材料及び硬さ ··················································································································· 8
8 表面粗さ ························································································································· 8
9 測定方法 ························································································································· 8
9.1 直径,振れ,チゼルエッジの偏心,リップハイト及びウェブの振り分け ··································· 8
9.2 硬さ ···························································································································· 8
9.3 表面粗さ ······················································································································ 8
10 検査 ····························································································································· 9
11 表示 ····························································································································· 9
11.1 製品の表示 ·················································································································· 9
11.2 包装の表示 ·················································································································· 9
附属書JA(参考)JISと対応する国際規格との対比表 ································································ 12
B 4313:2008
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,日本工具工業会
(JSCTA)及び財団法人日本規格協会(JSA)から工業標準原案を具して日本工業規格を改正すべきとの申出が
あり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格である。これによって,
JIS B 4313:2002は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に
抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許
権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に係る確認について,責任は
もたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 4313:2008
高速度工具鋼ドリル−技術仕様
High-speed steel two-flute twist drills−Technical specifications
序文
この規格は,1996年に第1版として発行されたISO 10899を基に作成した日本工業規格であるが,市場
からの要望のあった精級を追加し,国内の実情に合わせるため,技術的内容を変更して作成した日本工業
規格である。
なお,この規格で側線又は点線の下線を施してある箇所は,対応国際規格を変更している事項である。
変更の一覧表にその説明を付けて,附属書JAに示す。
1
適用範囲
この規格は,ストレートシャンク,モールステーパシャンク又はミーリングシャンクをもつ高速度工具
鋼ドリル(以下,ドリルという。)に対する技術仕様について規定する。この規格は,転造以外の製造方法
に適用する。ただし,受渡当事者間の協定によって特殊ドリルに準用してもよい。
この規格は,次の規格に適用する。
なお,この規格と個別規格とで形状・寸法の規定が重複する場合は,個別規格を優先する。
JIS B 4301 ストレートシャンクドリル
JIS B 4302 モールステーパシャンクドリル
JIS B 4305 ストレートシャンクロングドリル
JIS B 4306 モールステーパシャンクロングドリル
JIS B 4307 ストレートシャンクスタブドリル
JIS B 4314 ミーリングシャンクドリル−形状・寸法
注記1 この規格は高速度工具鋼ドリルの技術仕様について規定するものであるが,この規格単独で
は適合性評価を行うことは,意図していない。
注記2 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 10899:1996,High-speed steel two-flute twist drills−Technical specifications (MOD)
なお,対応の程度を表す記号(MOD)は,ISO/IEC Guide 21に基づき,修正していることを
示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS B 0171 ドリル用語
注記 対応国際規格:ISO 5419:1982,Twist drills−Terms,definitions and types (MOD)
2
B 4313:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS B 0401-2 寸法公差及びはめあいの方式−第2部:穴及び軸の公差等級並びに寸法許容差の表
注記 対応国際規格:ISO 286-2:1988,ISO system of limits and fits−Part 2: Tables of standard tolerance
grades and limit deviations for holes and shafts (IDT)
JIS B 0405 普通公差−第1部:個々に公差の指示がない長さ寸法及び角度寸法に対する公差
注記 対応国際規格:ISO 2768-1:1989,General tolerances−Part 1: Tolerances for linear and angular
dimensions without individual tolerance indications (IDT)
JIS B 0601 製品の幾何特性仕様(GPS)−表面性状:輪郭曲線方式−用語,定義及び表面性状パラメー
タ
JIS B 0651 製品の幾何特性仕様(GPS)−表面性状:輪郭曲線方式−触針式表面粗さ測定機の特性
JIS B 3301 テーパゲージ−モールステーパ及びメトリックテーパ
JIS B 4003 工具用テーパシャンク部及びソケット−形状・寸法
注記 対応国際規格:ISO 296:1991,Machine tools−Self-holding tapers for tool shanks (MOD)
JIS B 4301 ストレートシャンクドリル
JIS B 4302 モールステーパシャンクドリル
JIS B 4305 ストレートシャンクロングドリル
JIS B 4306 モールステーパシャンクロングドリル
JIS B 4307 ストレートシャンクスタブドリル
JIS B 4314 ミーリングシャンクドリルの形状・寸法
JIS B 7153 測定顕微鏡
JIS B 7502 マイクロメータ
JIS B 7503 ダイヤルゲージ
JIS B 7540 Vブロック
JIS B 7725 ビッカース硬さ試験−試験機の検証
注記 対応国際規格:ISO 6507-2:2005,Metallic materials−Vickers hardness test−Part 2: Verification
and calibration of testing machines (MOD)
JIS B 7726 ロックウェル硬さ試験−試験機の検証
JIS G 4051 機械構造用炭素鋼鋼材
JIS G 4403 高速度工具鋼鋼材
JIS G 7701 工具鋼(ISO仕様)
JIS Z 2244 ビッカース硬さ試験−試験方法
JIS Z 2245 ロックウェル硬さ試験−試験方法
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS B 0171による。
4
等級
技術仕様の等級は,公差によって精級(精級の等級記号はA)及び並級(並級は等級記号を定めない。)
の2種類とする。
3
B 4313:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5
ドリルのねじれ方向
ドリルのねじれ方向は,右ねじれ及び左ねじれともこの規格に基づく。特に指定がない場合には,右ね
じれとする。
6
寸法
6.1
ドリルの刃部
ドリルの刃部の寸法は,9.1の測定を行ったとき,次の事項を満足しなければならない。
a) 直径 ドリルの刃部の直径及び直径の許容差は,箇条1(適用範囲)に示すドリル規格の規定による。
b) バックテーパ バックテーパは,長さ100 mmにつき0.02〜0.10 mmとする。ただし,直径が1 mm未
満のドリルについては,付けなくてもよい。
6.2
ストレートシャンクの径
シャンク径の許容差は,JIS B 0401-2に規定する公差域クラスh11とする。ただし,バックテーパの範
囲によっては適用しなくてもよい。
6.3
テーパシャンクの寸法
テーパシャンクの寸法は,JIS B 4003による。
6.4
ミーリングシャンクの径
シャンクの径は,JIS B 4314による。シャンク径の許容差は,JIS B 0401-2に規定する公差域クラスh8
とする。
6.5
振れ公差
振れ公差は,9.1の測定を行ったとき,次の事項を満足しなければならない。
a) 精級 精級のシャンク軸線に対する振れ公差は,表1による。ただし,直径が2 mm未満のドリルに
は,適用しない。
表1−精級のシャンク軸線に対する外周コーナのマージン部の振れ公差
単位 mm
項目
直径D
全長L
75以下
75を超え
100以下
100を超え
150以下
150を超え
200以下
200を超え
250以下
振れ
tr
2.0以上 3.0以下
0.02
−a)
−a)
−a)
−a)
3.0を超え 6.0以下
0.02
0.03
−a)
−a)
−a)
6.0を超え 10.0以下
0.02
0.03
0.04
−a)
−a)
10.0を超え 18.0以下
0.03
0.03
0.04
0.05
−a)
18.0を超え 32.0以下
0.03
0.03
0.04
0.05
0.05
注a) −は振れ公差を規定しない。
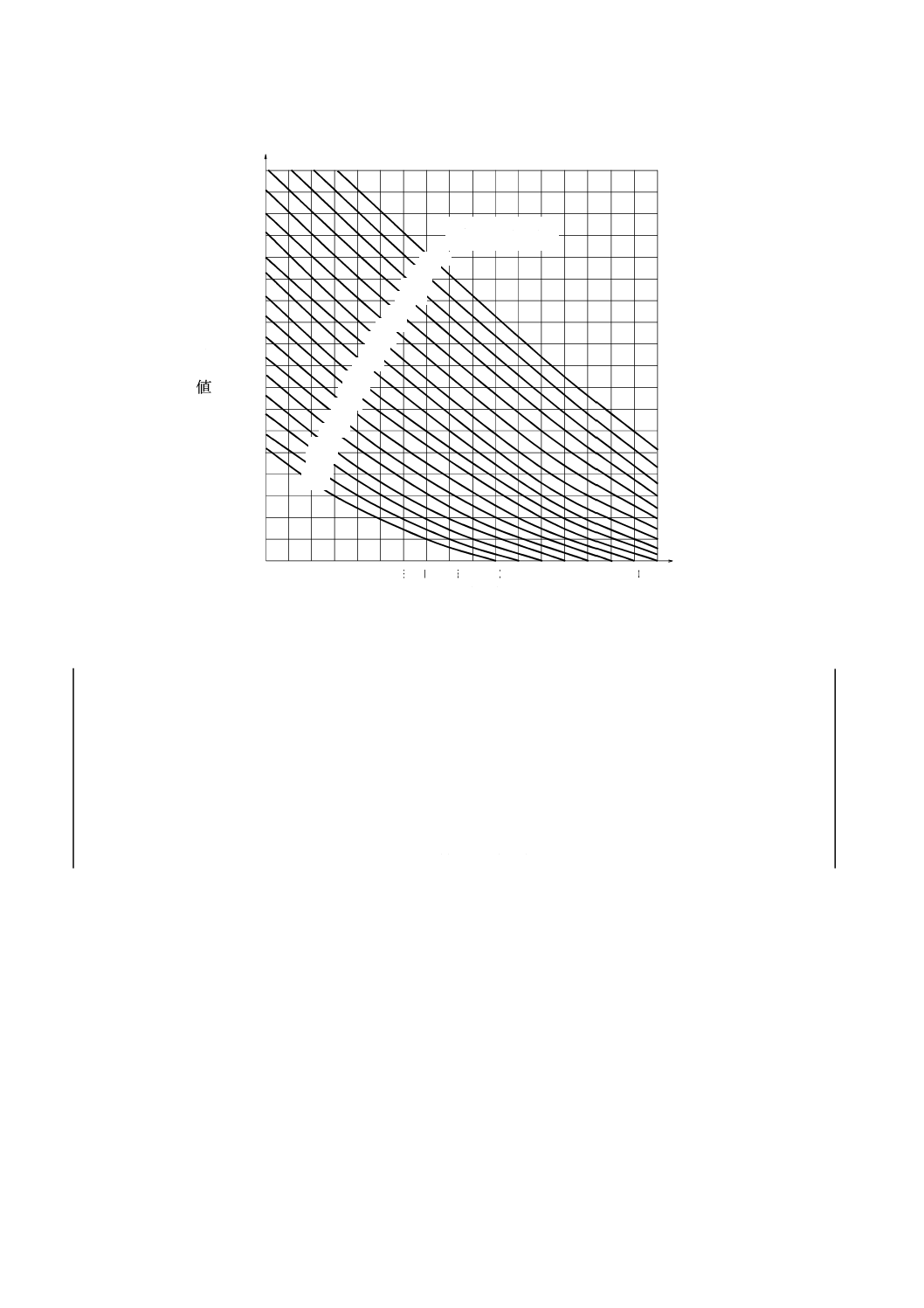
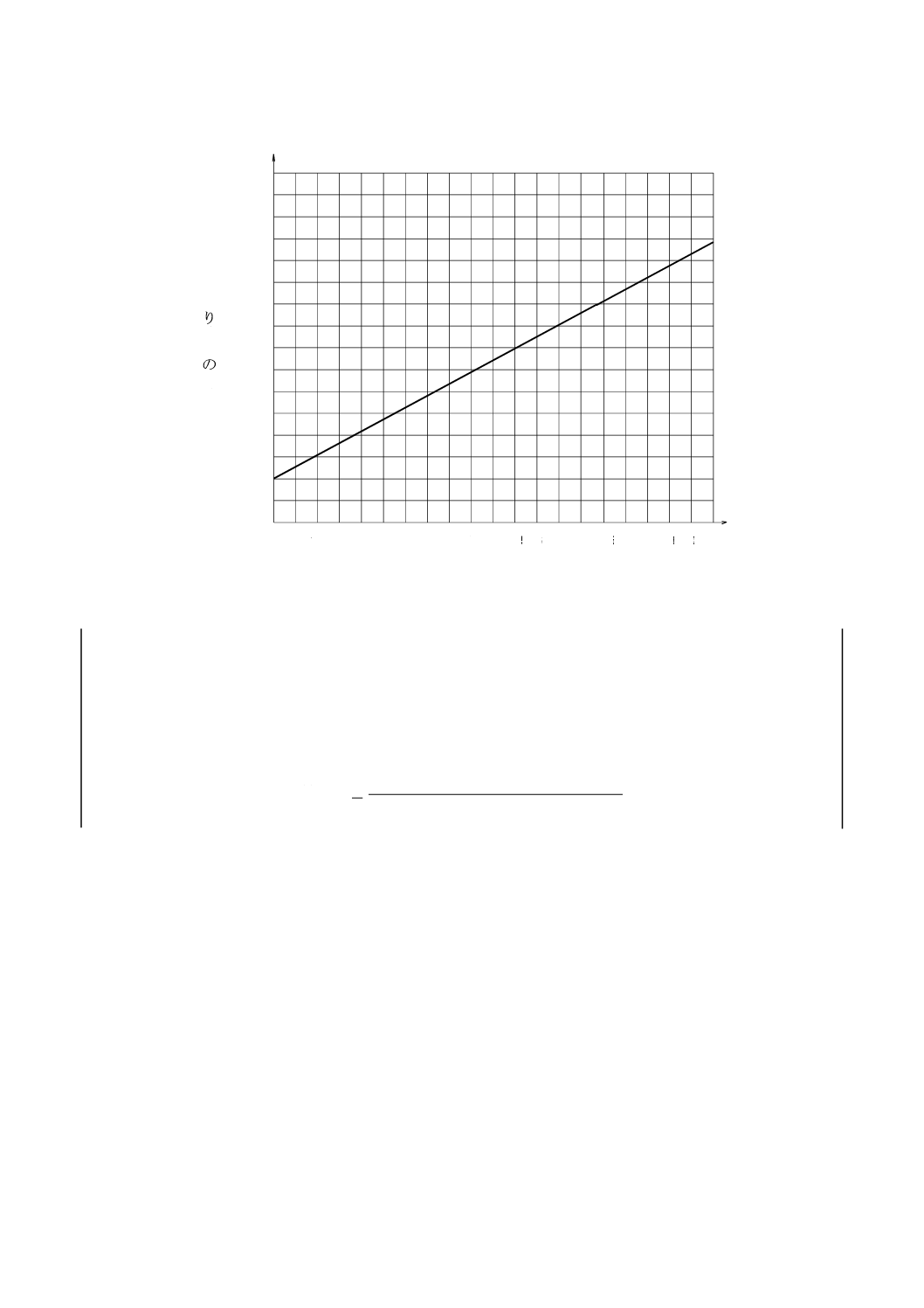
b) 並級 並級の振れは,式(1)で計算した公差内でなければならない。ただし,直径が2 mm未満のドリ
ルには,適用しない。
振れの公差の計算例を,図1に示す。
tr=0.03+0.01 L/D ······································································ (1)
ここに, D: ドリルの直径(mm)
L: ドリルの全長(mm)
tr: 振れ(mm)
4
B 4313:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図1−並級の振れの公差(計算例)
6.6
長さ
全長及び溝長の許容差は,JIS B 0405に規定する極粗級(記号v)とする。
6.7
心厚
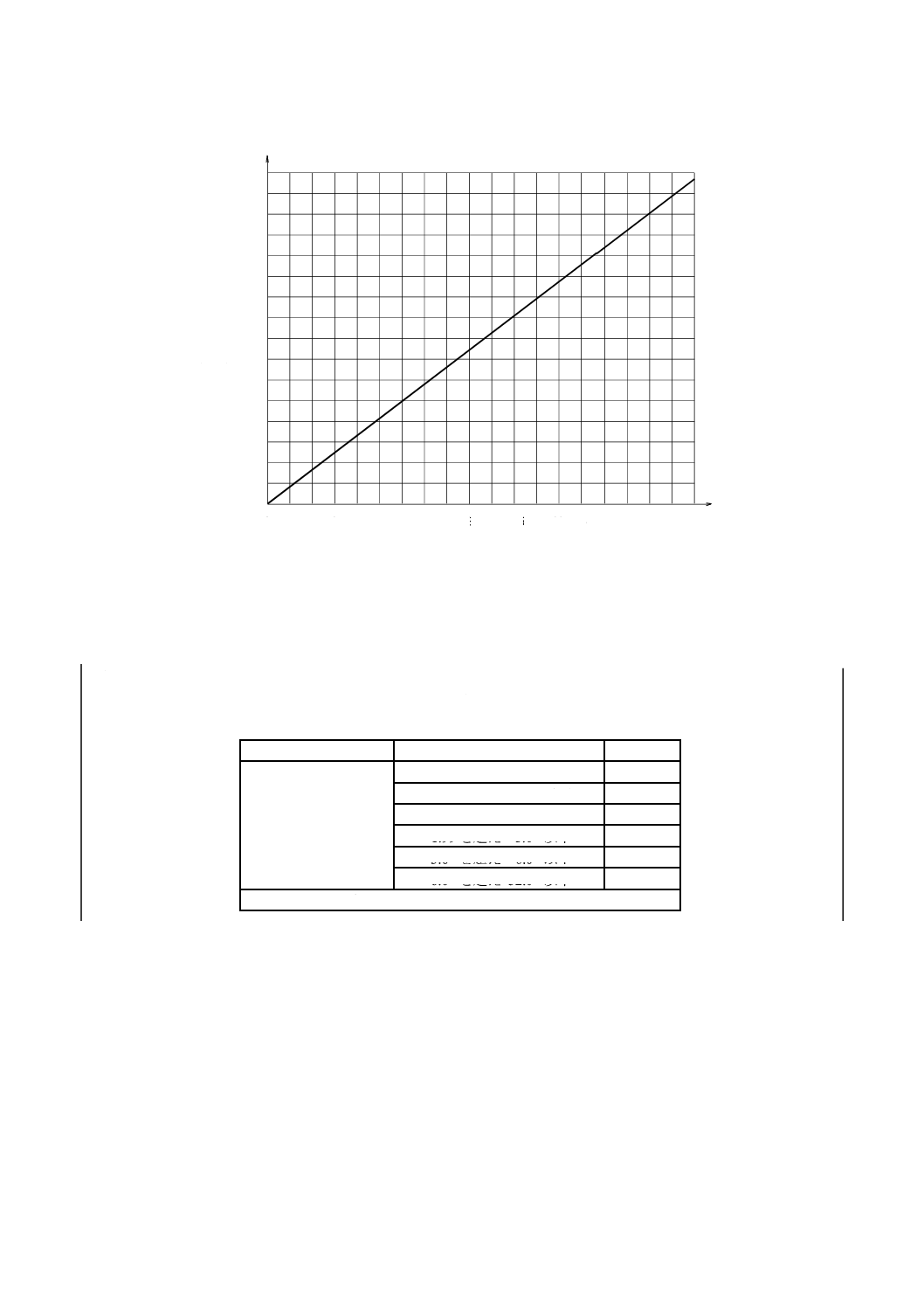
心厚の最小値は,式(2)及び図2による。また,ウェブテーパを付けてもよい。
W=0.195×D 0.825 ······································································· (2)
ここに,
D: ドリルの直径(mm)
W: 心厚の最小値(mm)
直径 D (mm)
2 2.5 3.15 4
5 6.3 8 10 12.5 16 20 25 31.5 40 50 63 80 100
0.04
0.05
0.063
0.08
0.1
0.125
0.16
0.2
0.25
0.315
0.4
0.5
0.63
0.8
1
1.25
1.6
2
2.5
振
れ
の
公
差値
(mm)
tr
全長 L (mm)
400
50
200
1000
800
630
500
315
250
160
125
100
80
63
40
31.5
25
20
5
B 4313:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図2−心厚の最小値
6.8
ウェブの振り分け
ウェブの振り分けは,9.1の測定を行ったとき,次の事項を満足しなければならない。
a) 精級 精級のウェブの振り分けの公差は,表2による。
表2−精級のウェブの振り分けの公差
単位 mm
項目
直径 D
公差
ウェブの振り分け
Dw
0.20以上 0.49以下
−a)
0.49を超え 0.99以下
0.04
0.99を超え 1.99以下
0.06
1.99を超え 3.0 以下
0.08
3.0 を超え 6.0 以下
0.10
6.0 を超え 32.0 以下
0.20
注a) −はウェブの振り分けの公差を規定しない。
b) 並級 並級のウェブの振り分けの公差は,式(3)及び図3による。
Dw=0.081×D 0.538 ······································································ (3)
ここに,
D: ドリルの直径(mm)
Dw: ウェブの振り分けの公差(mm)
直径 D (mm)
1 1.25 1.6 2 2.5 3.15 4
5 6.3 8 10 12.5 16 20 25 31.5 40 50 63 80
5
0.2
0.25
0.315
0.4
0.5
0.63
0.8
1
1.25
1.6
2
2.5
3.15
4
6.3
8
心
厚
(mm)
W
6
B 4313:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図3−並級のウェブの振り分けの公差
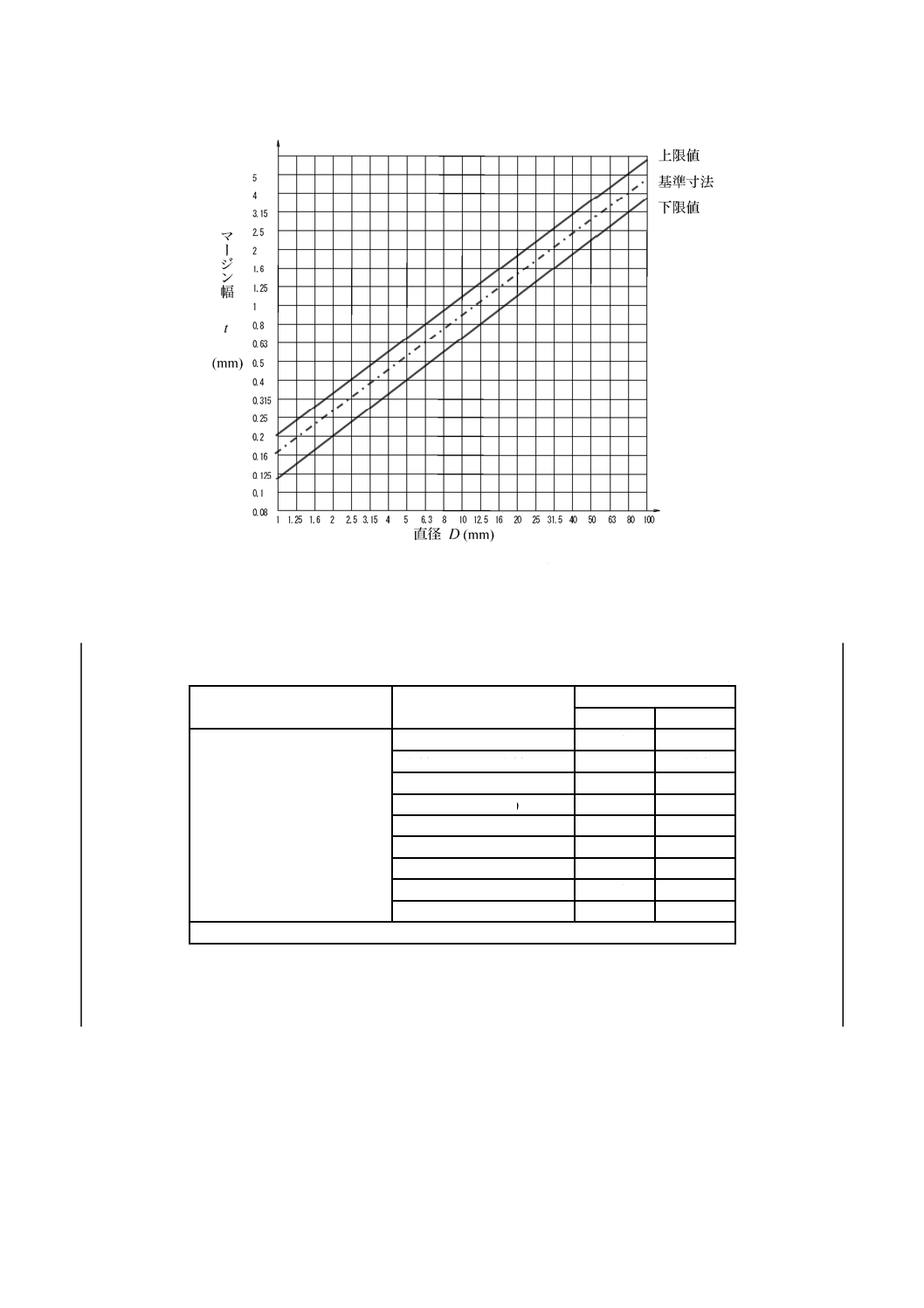
6.9
マージン幅
リーディングエッジに直角に測定したマージン幅は,図4による。また,1本のドリルにおけるマージ
ン幅の相互差は,図4に示す上限値と下限値との差の1/3を超えてはならない。すなわち,1本のドリル
におけるマージン幅の複数の測定値は,次の条件式を満たさなければならない。
3
に示す下限値
に示す上限値−
≦
値の最小値
測定値の最大値−測定
4
4
図
図
0.05
0.063
0.08
0.1
0.125
0.16
0.2
0.25
0.315
0.4
0.5
0.63
0.8
1
1.25
1.6
2
1 1.25 1.6 2 2.5 3.15 4 5 6.3 8 10 12.5 16 20 25 31.5 40 50 63 80 100
直径 D (mm)
ウ
ェ
ブ
の
振り
分
けの
公
差
(mm)
Dw
7
B 4313:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図4−マージン幅の許容差
6.10 リップハイト
リップハイトの公差は,9.1の測定を行ったとき,表3による。
表3−リップハイトの公差
単位 mm
項目
直径 D
公差
精級
並級
リップハイト th
0.20 以上 0.99 以下
−a)
−a)
0.99 を超え 1.99 以下
0.03
0.04
1.99 を超え 3.0 以下
0.03
0.05
3.0 を超え 6.0 以下
0.04
0.06
6.0 を超え 10.0 以下
0.05
0.08
10.0 を超え 18.0 以下
0.06
0.10
18.0 を超え 32.0 以下
0.08
0.12
32.0 を超え 50.0 以下
−a)
0.15
50.0 を超え 106.0 以下
−a)
0.20
注a) −はリップハイトの公差を規定しない。
6.11 チゼルエッジの偏心
チゼルエッジの偏心の公差は,9.1の測定を行ったとき表4による。
8
B 4313:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表4−チゼルエッジの偏心の公差
単位 mm
項目
直径 D
公差
精級
並級
チゼルエッジの偏心 tc
0.20 以上 0.49 以下
−a)
−a)
0.49 を超え 1.99 以下
0.02
−a)
1.99 を超え 3.0 以下
0.02
0.04
3.0 を超え 10.0 以下
0.03
0.05
10.0 を超え 18.0 以下
0.04
0.08
18.0 を超え 32.0 以下
0.06
0.12
32.0 を超え 75.0 以下
−a)
0.15
75.0 を超え 106.0 以下
−a)
0.20
注a) はチゼルエッジの偏心の公差を規定しない。
6.12 ドリルの角度
6.12.1 ねじれ角
ねじれ角は,製造業者が任意に決めるものとする。
6.12.2 先端角
はん用の穴加工に用いるドリルについては,先端角は118°±3°とする。±3°の許容差は他の先端角
にも適用される。
7
材料及び硬さ
ドリルの材料は,JIS G 4403に規定するSKH51若しくはJIS G 7701に規定するS1〜S4又はこれと同等
以上の性能をもつものとする。刃部とシャンクとの材料が異なるドリルのシャンク材料は,JIS G 4051に
規定するS55C又はこれと同等以上の性能をもつものとする。
ドリルの刃部の硬さは9.2による試験を行ったとき,772 HV又は63 HRC以上とする。タングは有害な
変形及び損傷を起こさないよう適切な熱処理を施し,25 HRC以上とする。
8
表面粗さ
ドリルのマージン及びシャンクの表面粗さは,9.3の試験を行ったときJIS B 0601に規定するRa1.6 と
する。
9
測定方法
9.1
直径,振れ,チゼルエッジの偏心,リップハイト及びウェブの振り分け
ドリルの直径,振れ,チゼルエッジの偏心,リップハイト及びウェブの振り分けは,表5によって測定
する。
9.2
硬さ
ドリルの刃部及びタングの硬さは,JIS B 7725に規定するビッカース硬さ試験機を用いてJIS Z 2244に
規定する試験方法によって測定するか,JIS B 7726に規定するロックウェル硬さ試験機を用いてJIS Z 2245
に規定する試験方法によって測定してもよい。
9.3
表面粗さ
ドリルのマージン及びシャンクの表面粗さは,JIS B 0651に規定する触針式表面粗さ測定機を用いて測
9
B 4313:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
定する。
10 検査
ドリルの検査は,長さ,各部の径,振れ,心厚,ウェブの振り分け,リップハイト及びチゼルエッジの
偏心について行い,箇条1(適用範囲)のドリル規格及び箇条6の規定を満足しなければならない。また,
硬さ及び表面粗さについては,箇条7及び箇条8に基づき検査を行う。
11 表示
11.1 製品の表示
直径が4 mm以上のドリルには,刃部を下又は左にして,首,シャンク又は溝の切り上がりに連なる円
筒部に,次の事項を横書きに表示する。
例
a) 直径
12.5
b) 材料記号1)
SKH51
c) 製造業者名又はその略号 〇〇〇〇
d) 精級の場合はA
A
e) 左ねじれの場合はLH
LH
11.2 包装の表示
ドリルの包装には,ドリルの名称,種類,直径,材料記号1),及び製造業者名又はその略号,精級の場
合はAを,左ねじれの場合はLHを表示する。
注1) 使用材料がSKH51若しくはS1〜S5又はこれと同等の場合は,HS又はHSSと表示し,また,
SKH55若しくはS6〜S8又はこれと同等の場合は,HSS-Coと表示してもよい。
10
B 4313:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
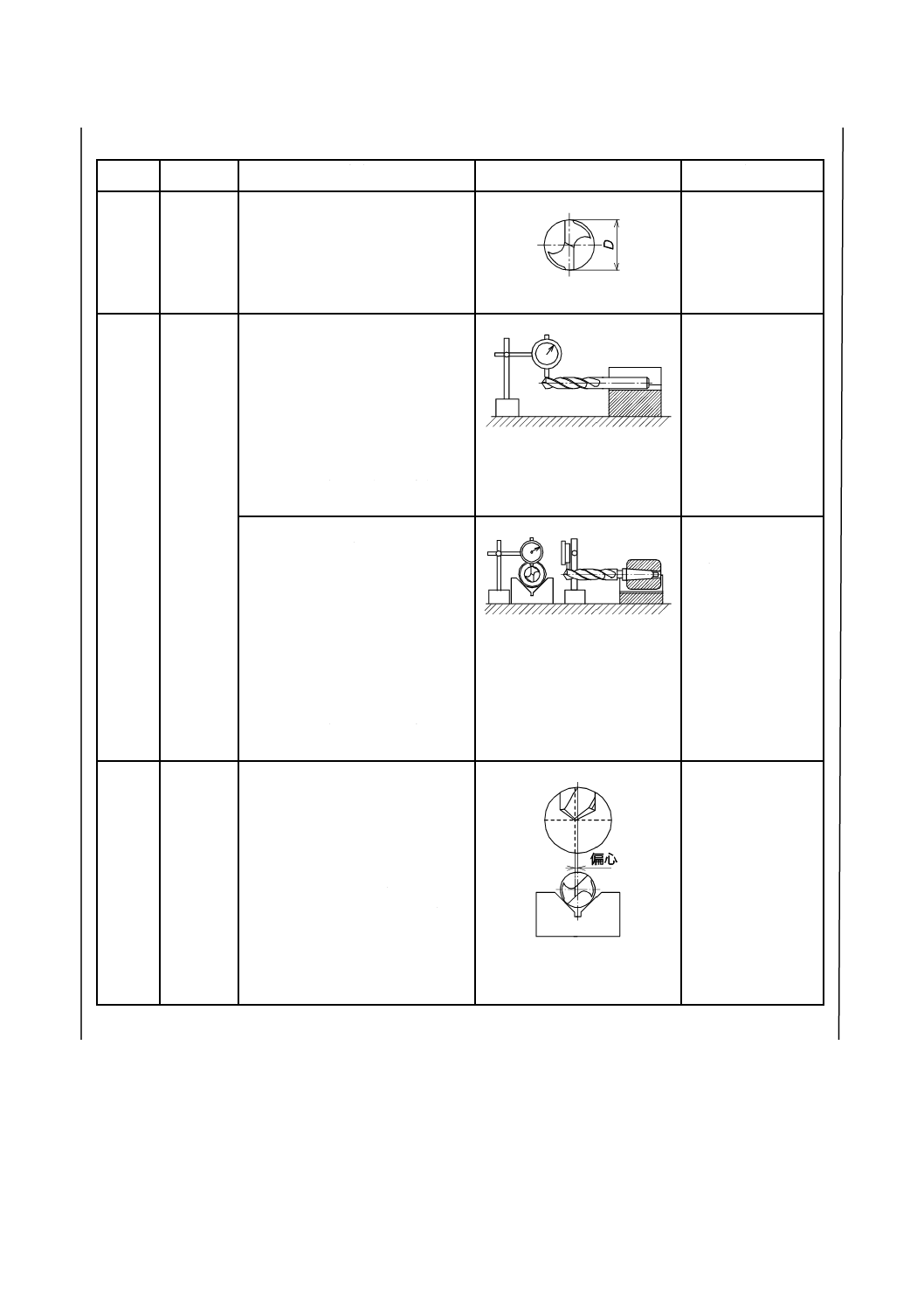
表5−測定方法
番号
項目
測定方法
測定方法図
測定器具
1
直径
D
マイクロメータで測定する。
JIS B 7502に規定す
る外側マイクロメー
タ
2
振れ
tr
ストレートシャンク及びミーリン
グシャンクの場合,Vブロックにド
リルのシャンク部全体を支え外周
コーナのマージン部にダイヤルゲ
ージの測定子を当てて,その目盛を
読む。
次にドリルを180°回転し,同様に
してダイヤルゲージの目盛を読む。
この二つの読みの差を測定値とす
る。
JIS B 7540に規定す
る鋼製1級のVブロ
ック
JIS B 7503に規定す
る目量0.01 mmのダ
イヤルゲージ
モールステーパシャンクの場合,ド
リルのシャンク部をテーパ穴をも
つ測定用ゲージa)に挿入し,そのゲ
ージの外周をVブロックで支える。
外周コーナのマージン部にダイヤ
ルゲージを当てて,その目盛を読
む。
次に測定用ゲージを180°回転し,
同様にしてダイヤルゲージの目盛
を読む。
この二つの読みの差を測定値とす
る。
JIS B 7540に規定す
る鋼製1級のVブロ
ック
JIS B 7503に規定す
る目量0.01 mmのダ
イヤルゲージ
テーパ穴をもつ測定
用ゲージa)
3
チゼル
エッジ
の偏心
tc
工具顕微鏡のテーブル上に置いた
Vブロックでドリルのマージンを
支え,チゼルエッジが垂直になるよ
うにして,チゼルエッジを十字線に
合わせ,マイクロメータの目盛を読
む。
次にドリルを180°回転し,同様に
してマイクロメータの目盛を読む。
この二つの読みの差の1/2を,測定
値とする。
JIS B 7540に規定す
る鋼製1級のVブロ
ック
JIS B 7153に規定す
る工具顕微鏡
11
B 4313:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
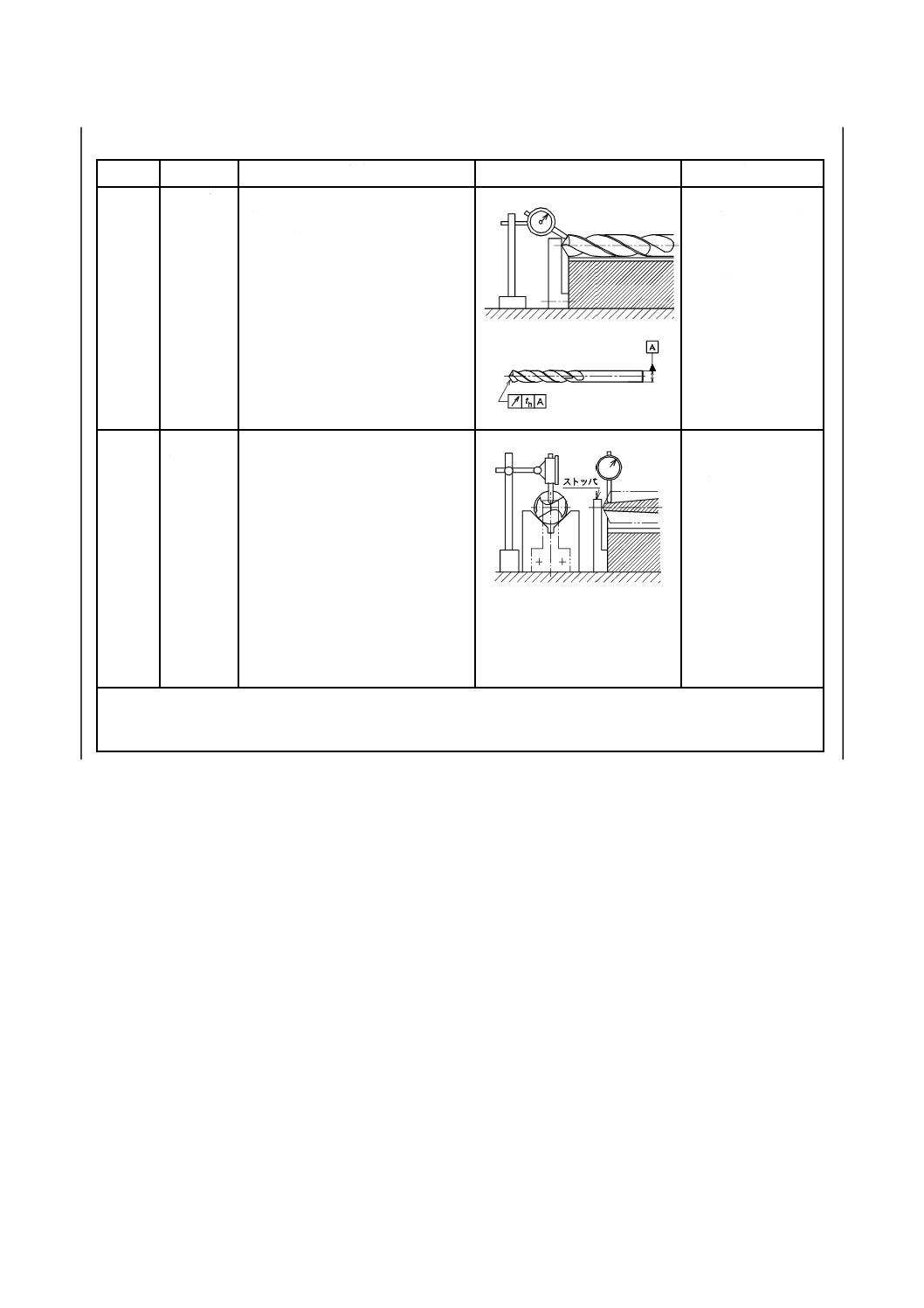
表5−測定方法(続き)
番号
項目
測定方法
測定方法図
測定器具
4
リップ
ハイト
th
Vブロックでドリルのマージンを
支え,チゼルエッジをストッパに当
て,逃げ面コーナ部から約0.1D中
心に入った位置での切れ刃に直角
にダイヤルゲージを当て,その目盛
を読む。
次にドリルを180°回転し,同様に
してダイヤルゲージの目盛を読む。
この二つの読みの差を,測定値とす
る。
JIS B 7540に規定す
る鋼製1級のVブロ
ック
JIS B 7503に規定す
る目量0.01 mmのダ
イヤルゲージ
5
ウェブの
振り分け
Vブロックでドリルのマージンを
支え,チゼルエッジをストッパに当
て,ドリルの外周コーナの位置の溝
底にダイヤルゲージを当てて,その
目盛を読む。
次にドリルを180°回転し,同様に
してダイヤルゲージの目盛を読む。
この二つの読みの差を,測定値とす
る。
JIS B 7540に規定す
る鋼製1級のVブロ
ック
JIS B 7503に規定す
る目量0.01 mmのダ
イヤルゲージ
注記 測定方法,測定器具などは,一般的な例を示す。
注a) テーパ穴をもつ測定用ゲージのテーパ精度は,JIS B 3301による。外周の真円度は2 μm,テーパ部の軸線と
外周部の軸線との同軸度は2 μmとする。
Dw
附属書JA
(参考)
JISと対応する国際規格との対比表
JIS B 4313: 2008 高速度工具鋼ドリル−技術仕様
ISO 10899: 1996,High-speed steel two-flute twist drills−Technical specifications
(Ⅰ)JISの規定
(Ⅱ)
国際
規格
番号
(Ⅲ)国際規格の規定
(Ⅳ)JISと国際規格との技術的差異の箇条ご
との評価及びその内容
(Ⅴ) JISと国際規格との技術
的差異の理由及び今後の対策
箇条番号及び
名称
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容,理由
1 適用範囲
ストレートシャンク,モー
ルステーパシャンク又はミ
ーリングシャンクをもつド
リルに対する技術的要求事
項を規定
1
ストレートシャンク,モ
ールステーパシャンクだ
け
追加
ミーリングシャンクを含めるた
め,JIS B 4314を追加した。
ミーリングシャンクドリル
は,我が国の開発製品であり
JISはあるがISO規格は未制
定である。今後ミーリングシ
ャンクドリルのISO規格制定
をNWIPとして提案し,規格
制定を待って,ISO 10899の
改正提案を行う。また,市場
からの要望,実情に合わせる
ため,ISO規格改正時にまと
めて提案する。
2 引用規格
3 用語及び
定義
用語及び定義を規定
−
規定なし
追加
JIS独自の規定として追加した。
実質的な差異はない。
4 等級
等級を規定
−
規定なし
追加
市場からの要望によって,等級を
追加。
5 ドリルの
ねじれ方向
ねじれ方向を規定
4
JISと同じ
一致
6 寸法
5
6.1 ドリルの
刃部
a) 直径
直径及び直径許容差を規定
5.1.1
JISとほぼ同じ
変更
直径の定義を削除,実質的な差異
はない。
b) バックテ
ーパ
バックテーパを規定
5.1.2
直径が6 mm未満のドリ
ルについては,付けなく
てもよい。
変更
バックテーパの適用直径の範囲
を実情に合わせ変更。
6.2 ストレー
トシャンクの
径
シャンクの許容差を規定
5.2
バックテーパを付けた場
合は,f11としてもよい。
変更
バックテーパの範囲によって適
用を除外した。
1
2
B
4
3
1
3
:
2
0
0
8
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(Ⅰ)JISの規定
(Ⅱ)
国際
規格
番号
(Ⅲ)国際規格の規定
(Ⅳ)JISと国際規格との技術的差異の箇条ご
との評価及びその内容
(Ⅴ) JISと国際規格との技術
的差異の理由及び今後の対策
箇条番号及び名
称
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容,理由
6.3 テーパシ
ャンクの寸法
シャンクの許容差を規定
5.3
JISとほぼ同じ
変更
AT7をAT5に修正。
6.4 ミーリン
グシャンクの径
シャンクの許容差を規定
−
規定なし
追加
JIS B 4314を追加したため,新た
に追加。
6.5 振れ公差
a) 精級
ドリルの振れを規定
−
規定なし
追加
精級の振れの公差を追加。
b) 並級
ドリルの振れを規定
5.4
JISと同じ
一致
6.6 長さ
全長及び溝長の許容差を
規定
5.5
JISとほぼ同じ
変更
一部削除,実質的な差異なし。
6.7 心厚
心厚の最小値を規定
5.6
JISとほぼ同じ
変更
一部削除,実質的な差異なし。
6.8 ウェブの
振り分け
a) 精級
ウェブの振り分けを規定
−
規定なし
追加
精級のウェブの振り分け公差を
追加。
b) 並級
ウェブの振り分けを規定
5.7
JISと同じ
一致
6.9 マージン
幅
マージン幅,及びマージ
ン幅の許容差を規定
5.8
グラフにて規定
変更
ドリル寿命の改善を目的にマー
ジン幅を広めに変更,実質的な差
異なし。
6.10 リップハ
イト
精級
リップハイトを規定
−
規定なし
追加
精級のリップハイトの公差を追
加,実質的な差異なし。
並級
リップハイトを規定
5.9
グラフにて規定
変更
グラフの読み取り誤差の防止の
ためリップハイトの公差を数値
で規定,実質的な差異なし。
−
−
5.10
溝分割誤差 グラフにて
規定
削除
溝分割誤差の規定を削除,実質的
な差異なし。
6.11 チゼルエ
ッジの偏心
チゼルエッジの偏心を規
定
−
規定なし
追加
JIS独自の規定として追加。
1
3
B
4
3
1
3
:
2
0
0
8
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
14
B 4313:2008
(Ⅰ)JISの規定
(Ⅱ)
国際
規格
番号
(Ⅲ)国際規格の規定
(Ⅳ)JISと国際規格との技術的差異の箇条ご
との評価及びその内容
(Ⅴ) JISと国際規格との技術
的差異の理由及び今後の対策
箇条番号及び
名称
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容,理由
6.12 ドリル
の角度
ねじれ角及び先端角を規定
5.11
JISと同じ
一致
7 材料及び
硬さ
刃部及びシャンクの材料硬
度を規定
材料はSKH51以上若しくは
S1〜S4
刃部の硬度:772HV又は
63HRC以上
6
刃部材料はISO 11054に
規定する高速度鋼材刃部
の硬度:
HSS: 780 HV〜900 HV
HSS-E: 820 HV〜950 HV
変更
ISOは硬さを範囲で指定してい
るのに対してJISは下限値を規
定している。実質的な差異はな
い。
8 表面粗さ
マージン及びシャンクの表
面粗さを規定
マージン,シャンクともに
Ra1.6又はRz6.3以下
7
直径15 mm以下−マージ
ン: Ra0.8/シャンクRa0.8
以下
直径15 mmを越え−マー
ジン: Ra1.6/シャンク:
Ra0.8以下
変更
ISOはマージンとシャンクの規
定値を別々に規定しているが,
JISは同じ値に規定している。実
質的な差異はない。
9 測定方法
表面粗さ,硬さ,直径,振
れ,チゼルエッジの偏心,
リップハイト,及びウェブ
の振り分けを規定
−
振れ,ウェブの振り分け,
硬さの試験方法について
規定
追加
ISOには規定はなく,JISは使用
者の理解を助ける目的で追加し
た。実質的な差異はない。
10 検査
形状・寸法,表面粗さ,硬
さ,振れ,チゼルエッジ,
リップハイト,及びウェブ
の振り分けについて規定
−
規定なし
追加
ISOには規定はなく,JISは使用
者の理解を助ける目的で追加し
た。実質的な差異はない。
11 表示
表示方法を規定
−
規定なし
追加
JIS独自の規定として追加した。
JISと国際規格との対応の程度の全体評価:ISO 10899:1996:MOD
1
4
B
4
3
1
3
:
2
0
0
8
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 一致 ·················· 技術的差異がない。
− 削除 ·················· 国際規格の規定項目又は規定内容を削除している。
− 追加 ·················· 国際規格にない規定項目又は規定内容を追加している。
− 変更 ·················· 国際規格の規定内容を変更している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD·················· 国際規格を修正している。
1
5
B
4
3
1
3
:
2
0
0
8
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。