B 4239 : 1999
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,日本工具工業会
(JSTA)/財団法人日本規格協会 (JSA) から工業標準原案を具して日本工業規格を改正すべきとの申出が
あり,日本工業標準調査会の審議を経て,通商産業大臣が改正した日本工業規格である。
これによって,JIS B 4239 : 1988は改正され,この規格に置き換えられる。
この規格の一部が,技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の
実用新案登録出願に抵触する可能性があることに注意を喚起する。通商産業大臣及び日本工業標準調査会
は,このような技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の実用新
案登録出願にかかわる確認について,責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 4239 : 1999
インボリュートスプラインブローチ
Involute spline broaches
序文 この規格は,JIS D 2001(自動車用インボリュートスプライン)に規定するインボリュートスプラ
イン穴を加工するブローチについて規定したものであるが,JIS D 2001が廃止され,JIS B 1603(インボ
リュートスプライン−歯面合わせ−一般事項,諸元及び検査)に統合されたことに伴い,この規格を改正
する。
1. 適用範囲 この規格は,JIS B 1603に規定するインボリュートスプライン穴(以下,スプライン穴と
いう。)で,モジュール (m) 0.5〜5mmに対応するスプライン穴を加工するインボリュートスプラインブロ
ーチ(以下,ブローチという。)について規定する。
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格は,その最新版(追補を含む。)を適用する。
JIS B 0102 歯車用語−幾何学的定義
JIS B 0175 ブローチ用語
JIS B 0401-2 寸法公差及びはめあいの方式−第2部:穴及び軸の公差等級並びに寸法許容差の表
JIS B 0405 普通公差−第1部:個々に公差の指示がない長さ寸法及び角度寸法に対する公差
JIS B 0601 表面粗さ−定義及び表示
JIS B 0651 触針式表面粗さ測定器
JIS B 0659 比較用表面粗さ標準片
JIS B 1603 インボリュートスプライン−歯面合わせ−一般事項,諸元及び検査
JIS B 4237 ブローチのつかみ部の形状・寸法
JIS B 7502 マイクロメータ
JIS B 7503 ダイヤルゲージ
JIS B 7513 精密定盤
JIS B 7519 指針測微器
JIS B 7533 てこ式ダイヤルゲージ
JIS B 7726 ロックウェル硬さ試験−試験機の検証
JIS B 7734 ヌープ硬さ試験−試験機の検証
JIS G 4403 高速度工具鋼鋼材
JIS Z 2245 ロックウェル硬さ試験−試験方法
JIS Z 2251 ヌープ硬さ試験−試験方法
2
B 4239 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3. 定義 この規格で用いる主な用語の定義は,JIS B 0102及びJIS B 0175による。
4. 種類 ブローチの種類は,スプライン穴の形状により,A形,B形及びC形の3種類とし,表1に示
す。
表1 ブローチの種類
単位 mm
形式
スプライン形状
モジュール (m)
A形 圧力角30°
平底 0.5,0.75,1.0,1.25,1.5,1.75,2,2.5,3,4,5
B形 圧力角30°
丸底 0.5,0.75,1.0,1.25,1.5,1.75,2,2.5,3,4,5
C形 圧力角37.5° 丸底 0.5,0.75,1.0,1.25,1.5,1.75,2,2.5,3,4,5
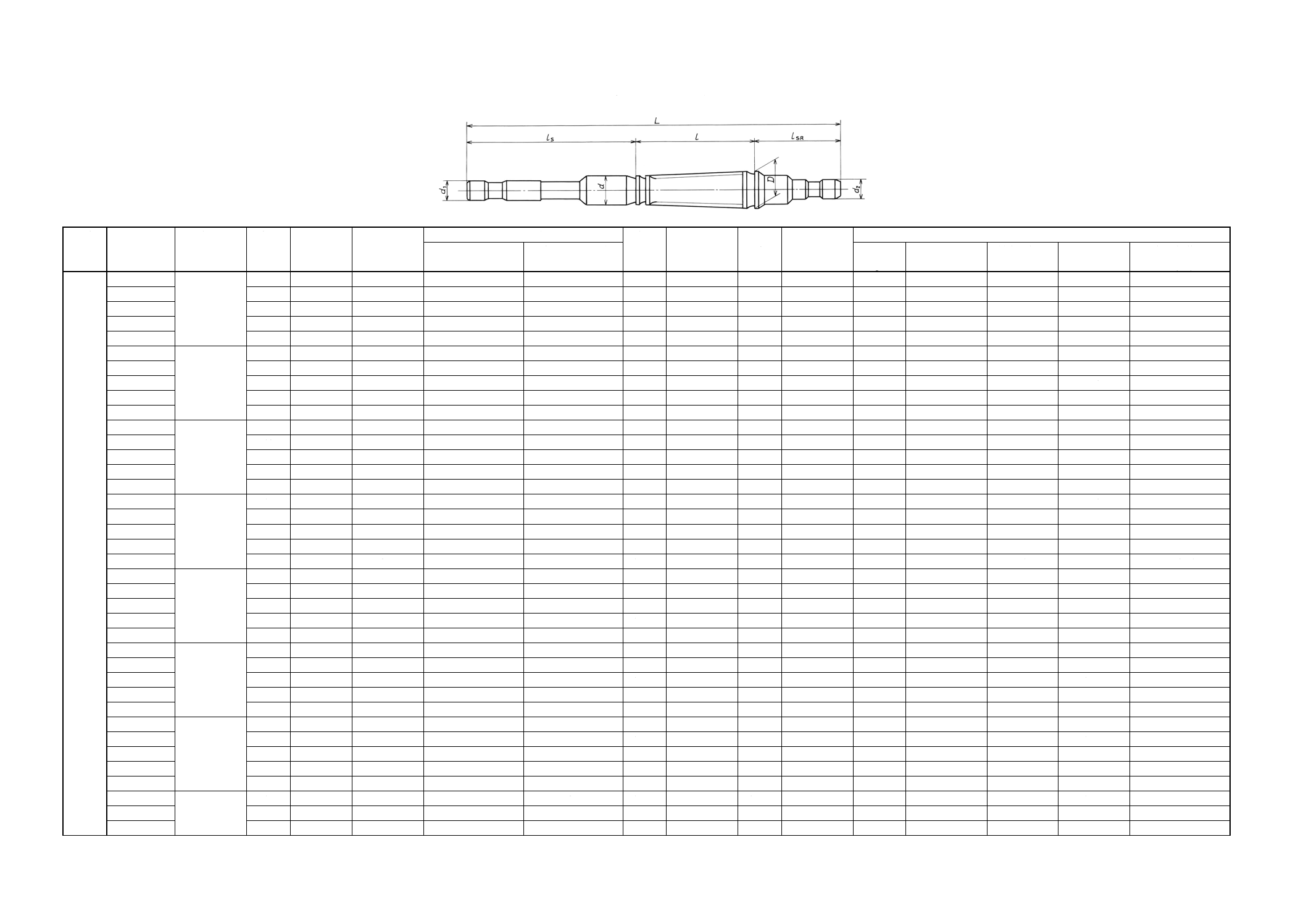
5. 形状・寸法 ブローチの形状及び寸法は,表2のとおりとする。
3
B 4239 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
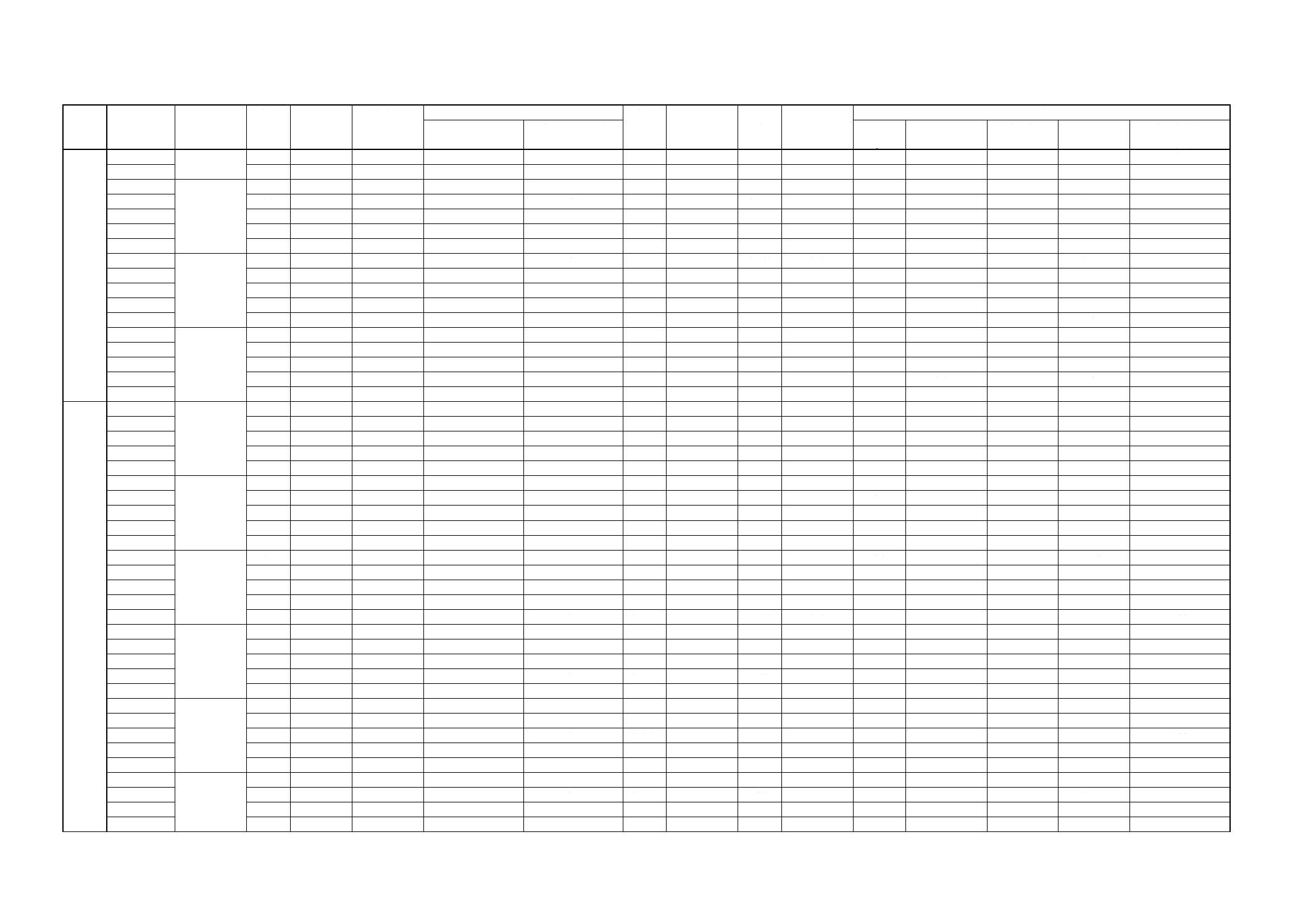
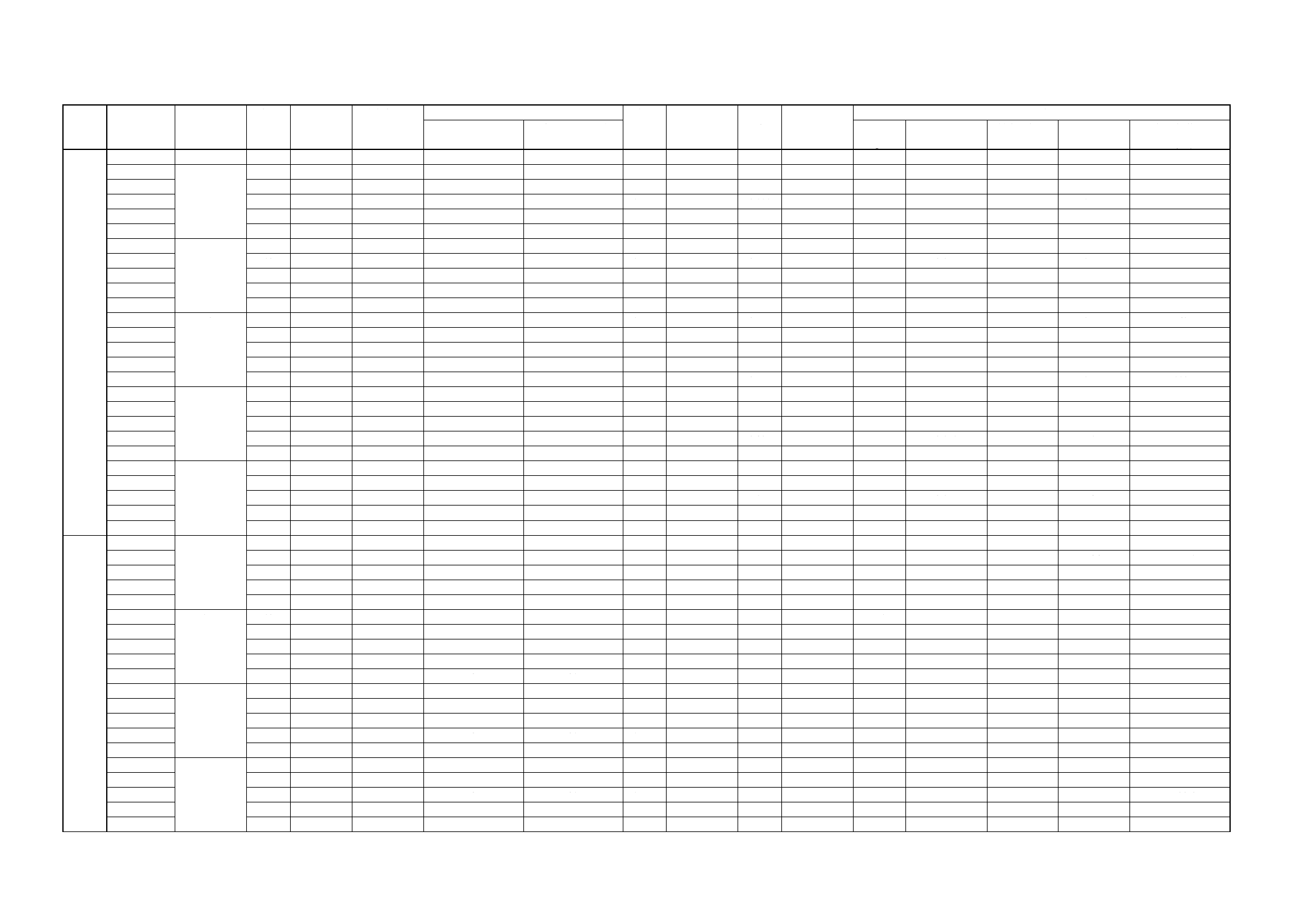
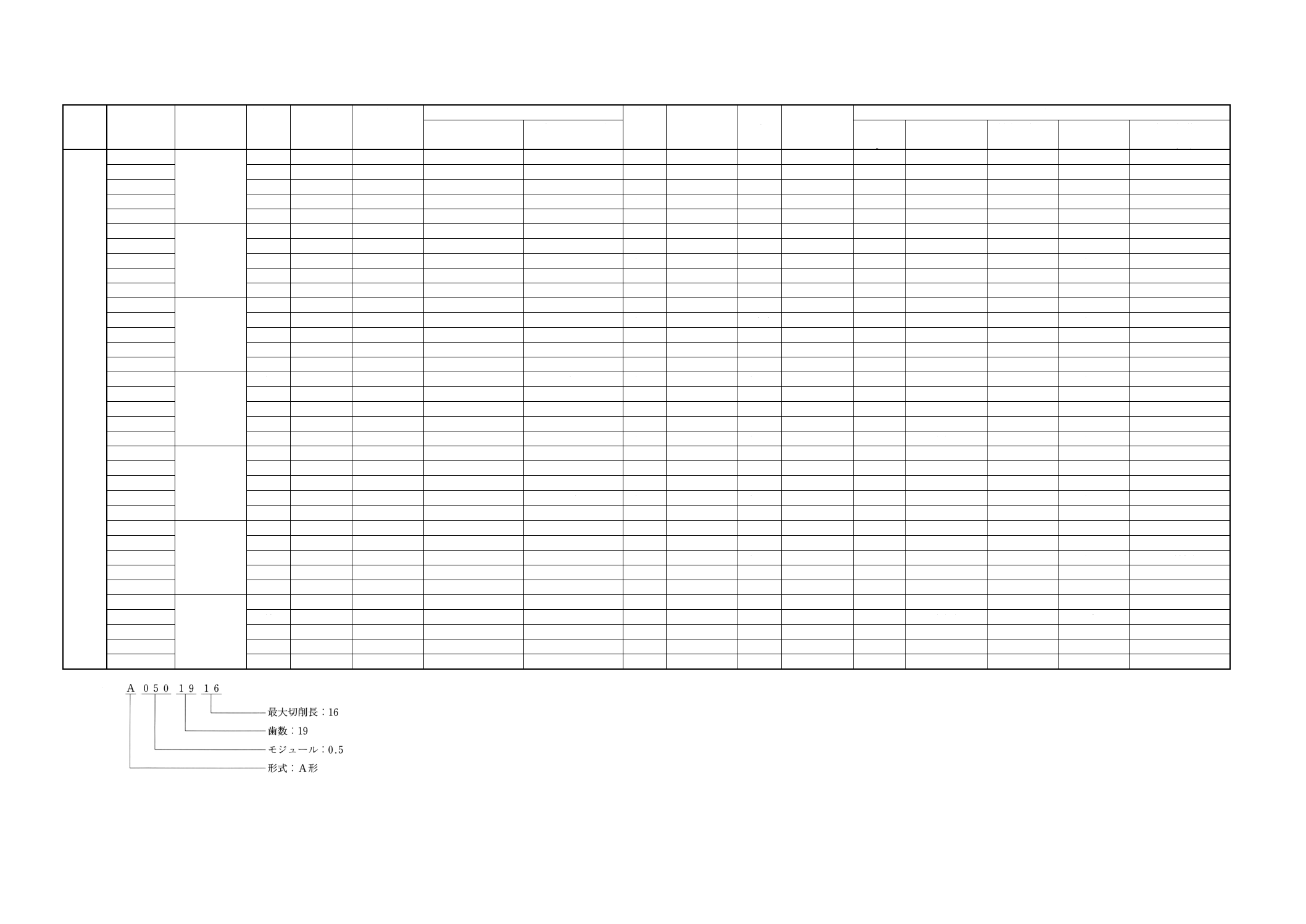
表2 ブローチの形状及び寸法
単位 mm
形式
呼び番号(1)
モジュール
m
歯数
Z
仕上刃の
外径
D
前案内部の
外径
d
シャンク径
全長
L
シャンクの
長さ
lS
刃長
l
後部シャンク
の長さ
lSR
参考
前部シャンクの径
d1
後部シャンクの径
d2
ピッチ
p
一刃の切込み
UT
最大切削長
ストローク
予想切削荷重(2)
P (kN)
A形
A0501916
0.5
19
10.43
9.06
8
−
450
170
246
34
6.0
0.038
16
296
3.2
A0502335
23
12.44
11.05
10
−
500
190
276
34
6.0
0.034
35
345
7.2
A0502935
29
15.44
14.04
12
−
500
190
270
40
6.0
0.035
35
345
9.4
A0503540
35
18.45
17.03
16
12
600
205
294
101
7.0
0.038
40
435
12.5
A0503940
39
20.45
19.03
16
12
600
205
294
101
7.0
0.038
40
435
14.0
A0751935
0.75
19
15.58
13.59
10
−
600
190
372
38
6.0
0.035
35
445
8.9
A0752340
23
18.59
16.57
16
−
600
205
351
44
9.0
0.060
40
435
15.7
A0752640
26
20.84
18.82
16
12
700
205
387
108
9.0
0.053
40
535
15.7
A0753248
32
25.35
23.30
20
16
750
220
430
100
10.0
0.055
48
578
20.4
A0753948
39
30.61
28.54
25
20
800
230
440
130
10.0
0.053
48
618
24.2
A1001740
1.0
17
18.73
16.14
12
−
700
195
459
46
9.0
0.057
40
545
14.2
A1001945
19
20.73
18.12
16
12
800
210
480
110
10.0
0.061
45
635
17.2
A1002450
24
25.74
23.09
20
16
1 000
225
660
115
11.0
0.048
50
825
17.4
A1002950
29
30.74
28.08
25
20
1 000
235
627
138
11.0
0.051
50
815
22.6
A1003950
39
40.75
38.06
32
25
1 100
245
715
140
11.0
0.045
50
905
27.3
A1251540
1.25
15
20.87
17.69
16
12
900
205
585
110
9.0
0.053
40
735
14.4
A1251945
19
25.87
22.65
20
16
900
220
570
110
10.0
0.062
45
725
21.7
A1252350
23
30.88
27.62
25
20
1 000
235
638
127
11.0
0.062
50
815
26.8
A1253150
31
40.89
37.59
32
25
1 100
245
715
140
11.0
0.055
50
905
32.7
A1253950
39
50.90
47.57
40
32
1 200
255
803
142
11.0
0.049
50
995
37.0
A1501550
1.5
15
25.01
21.23
20
16
1 000
225
660
115
11.0
0.070
50
825
22.4
A1501950
19
31.01
27.18
25
20
1 100
235
737
128
11.0
0.062
50
915
25.7
A1502550
25
40.02
36.14
32
25
1 150
245
770
135
11.0
0.060
50
955
33.5
A1503255
32
50.53
46.61
40
32
1 200
260
792
148
12.0
0.065
55
995
47.2
A1503955
39
61.04
57.09
50
40
1 250
270
828
152
12.0
0.062
55
1 035
55.5
A1751650
1.75
16
30.90
26.50
25
16
1 100
235
737
128
11.0
0.072
50
915
29.9
A1752250
22
41.41
36.93
32
25
1 200
245
825
130
11.0
0.065
50
1 005
38.2
A1752755
27
50.17
45.65
40
32
1 300
260
900
140
12.0
0.065
55
1 095
47.6
A1753355
33
60.67
56.12
50
40
1 300
260
888
152
12.0
0.067
55
1 095
59.3
A1753955
39
71.18
66.60
50
40
1 300
270
864
166
12.0
0.069
55
1 085
72.9
A2001965
2
19
41.29
36.24
32
25
1 300
260
912
128
12.0
0.073
65
1 105
49.0
A2002465
24
51.30
46.19
40
32
1 400
270
972
158
12.0
0.068
65
1 195
58.8
A2002965
29
61.31
56.16
50
32
1 400
270
972
158
12.0
0.068
65
1 195
72.0
A2003465
34
71.32
66.13
63
50
1 500
280
1 044
176
12.0
0.064
65
1 285
80.2
A2003965
39
81.32
76.11
63
50
1 500
290
1 032
178
12.0
0.065
65
1 275
94.2
A2501565
2.5
15
41.55
35.39
32
25
1 500
260
1 092
148
12.0
0.072
65
1 305
46.5
A2501965
19
51.56
45.30
40
32
1 500
270
1 068
162
12.0
0.075
65
1 295
62.7
A2502365
23
61.57
55.25
50
40
1 600
270
1 164
166
12.0
0.069
65
1 395
71.1
4
B 4239 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
形式
呼び番号(1)
モジュール
m
歯数
Z
仕上刃の
外径
D
前案内部の
外径
d
シャンク径
全長
L
シャンクの
長さ
lS
刃長
l
後部シャンク
の長さ
lSR
参考
前部シャンクの径
d1
後部シャンクの径
d2
ピッチ
p
一刃の切込み
UT
最大切削長
ストローク
予想切削荷重(2)
P (kN)
A2503165
31
81.59
75.18
63
50
1 700
290
1 248
162
12.0
0.065
65
1 475
92.2
A2503965
39
101.60
95.14
80
63
1 800
290
1 356
154
12.0
0.060
65
1 575
108.5
A3001665
3
16
52.83
45.44
40
32
1 700
270
1 284
146
12.0
0.073
65
1 495
60.7
A3001965
19
61.83
54.36
50
40
1 800
270
1 368
162
12.0
0.069
65
1 595
69.3
A3002265
22
70.84
63.31
50
40
1 800
280
1 344
176
12.0
0.071
65
1 585
83.7
A3002665
26
82.85
75.26
63
50
1 900
290
1 428
182
12.0
0.067
65
1 675
94.5
A3003665
36
112.87
105.19
100
80
2 200
290
1 716
194
12.0
0.056
65
1 975
111.5
A4001465
4
14
62.36
52.67
50
40
2 000
270
1 560
170
12.0
0.078
65
1 795
74.8
A4001965
19
82.37
72.48
63
50
2 100
290
1 632
178
12.0
0.076
65
1 875
101.7
A4002465
24
102.38
92.38
80
63
2 100
290
1 632
178
12.0
0.077
65
1 875
132.7
A4002965
29
122.39
112.31
100
80
2 300
290
1 824
186
12.0
0.069
65
2 075
145.6
A4003665
36
150.41
140.25
100
80
2 500
290
2 028
182
12.0
0.062
65
2 275
164.5
A5001365
5
13
72.88
60.91
50
40
2 500
280
2 064
156
12.0
0.072
65
2 285
79.0
A5001965
19
102.90
90.60
80
80
2 500
290
2 040
170
12.0
0.075
65
2 275
125.4
A5002365
23
122.91
110.49
100
80
2 500
290
2 028
182
12.0
0.076
65
2 275
156.4
A5002765
27
142.92
130.42
100
80
2 500
290
2 016
194
12.0
0.077
65
2 275
188.1
A5003565
35
182.94
170.32
100
80
2 500
290
2 016
194
12.0
0.078
65
2 275
251.0
B形
B0501916
0.5
19
10.58
9.06
8
−
450
170
246
34
6.0
0.042
16
296
3.6
B0502333
23
12.59
11.05
10
−
500
185
288
27
6.0
0.036
33
348
7.6
B0502933
29
15.59
14.04
12
−
500
185
276
39
6.0
0.038
33
348
10.2
B0503533
35
18.60
17.03
16
12
600
195
308
97
7.0
0.040
33
438
11.0
B0503938
39
20.60
19.03
16
12
600
200
294
106
7.0
0.042
38
438
15.5
B0751933
0.75
19
15.81
13.59
10
−
600
185
372
43
6.0
0.039
33
448
9.9
B0752335
23
18.81
16.57
16
−
600
200
351
49
9.0
0.067
35
435
14.0
B0752635
26
21.07
18.82
16
12
700
200
396
104
9.0
0.058
35
535
13.8
B0753240
32
25.57
23.30
20
16
750
215
423
112
9.0
0.054
40
575
20.1
B0753940
39
30.83
28.54
25
20
800
225
450
125
9.0
0.051
40
615
23.3
B1001735
1.0
17
19.03
16.14
12
−
700
190
459
51
9.0
0.063
35
545
12.6
B1001940
19
21.03
18.12
16
12
800
205
486
109
9.0
0.060
40
635
16.9
B1002445
24
26.04
23.09
20
16
1 000
220
680
100
10.0
0.047
45
825
17.0
B1002945
29
31.04
28.08
25
20
1 000
230
650
120
10.0
0.050
45
815
22.2
B1003955
39
41.05
38.06
32
25
1 100
250
700
150
10.0
0.046
55
905
33.5
B1251535
1.25
15
21.24
17.69
16
12
900
200
594
106
9.0
0.059
35
735
12.8
B1251940
19
26.25
22.65
20
16
900
215
576
109
9.0
0.062
40
725
21.7
B1252345
23
31.25
27.62
25
20
1 000
230
640
130
10.0
0.062
45
815
26.8
B1253145
31
41.26
37.59
32
25
1 100
240
730
130
10.0
0.054
45
905
32.1
B1253945
39
51.27
47.57
40
32
1 200
250
810
140
10.0
0.049
45
995
37.1
B1501543
1.5
15
25.46
21.23
20
16
1 000
215
675
110
9.0
0.061
43
828
19.5
B1501945
19
31.46
27.18
25
20
1 100
230
730
140
10.0
0.063
45
915
26.2
B1502545
25
40.47
36.14
32
25
1 150
240
780
130
10.0
0.060
45
955
33.5
B1503250
32
50.98
46.61
40
32
1 200
255
803
142
11.0
0.065
50
995
47.2
B1503950
39
61.49
57.09
50
40
1 250
265
847
138
11.0
0.062
50
1 035
55.5
B1751645
1.75
16
31.42
26.50
25
16
1 100
230
740
130
10.0
0.072
45
915
29.9
B1752245
22
41.93
36.93
32
25
1 200
240
830
130
10.0
0.065
45
1 005
37.3
B1752750
27
50.69
45.65
40
32
1 300
255
913
132
11.0
0.065
50
1 095
46.5
B1753350
33
61.20
56.12
50
40
1 300
255
891
148
11.0
0.071
50
1 089
62.9
5
B 4239 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
形式
呼び番号(1)
モジュール
m
歯数
Z
仕上刃の
外径
D
前案内部の
外径
d
シャンク径
全長
L
シャンクの
長さ
lS
刃長
l
後部シャンク
の長さ
lSR
参考
前部シャンクの径
d1
後部シャンクの径
d2
ピッチ
p
一刃の切込み
UT
最大切削長
ストローク
予想切削荷重(2)
P (kN)
B1753950
39
71.71
66.60
50
40
1 300
265
869
166
11.0
0.070
50
1 085
75.7
B2001960
2
19
41.89
36.24
32
25
1 300
255
902
143
11.0
0.074
60
1 105
49.7
B2002460
24
51.90
46.19
40
32
1 400
265
968
167
11.0
0.069
60
1 195
59.7
B2002960
29
61.91
56.16
50
32
1 400
265
1 001
134
11.0
0.067
60
1 195
70.9
B2003460
34
71.92
66.13
63
50
1 500
275
1 067
158
11.0
0.063
60
1 285
79.0
B2003960
39
81.92
76.11
63
50
1 500
285
1 045
170
11.0
0.065
60
1 275
94.2
B2501560
2.5
15
42.30
35.39
32
25
1 500
255
1 122
123
11.0
0.072
60
1 305
46.5
B2501960
19
52.31
45.30
40
32
1 500
265
1 089
146
11.0
0.075
60
1 295
62.9
B2502360
23
62.32
55.25
50
40
1 600
265
1 188
147
11.0
0.069
60
1 395
71.1
B2503160
31
82.34
75.18
63
50
1 700
285
1 254
161
11.0
0.066
60
1 475
93.6
B2503960
39
102.35
95.14
80
63
1 800
285
1 364
151
11.0
0.061
60
1 575
110.2
B3001660
3
16
53.73
45.44
40
32
1 700
265
1 298
137
11.0
0.074
60
1 495
61.5
B3001960
19
62.73
54.36
50
40
1 800
265
1 397
138
11.0
0.069
60
1 595
69.3
B3002260
22
71.74
63.31
50
40
1 800
275
1 364
161
11.0
0.071
60
1 585
83.7
B3002660
26
83.75
75.26
63
50
1 900
285
1 452
163
11.0
0.067
60
1 675
94.5
B3003660
36
113.77
105.19
100
80
2 200
285
1 749
166
11.0
0.056
60
1 975
111.5
B4001460
4
14
63.56
52.67
50
40
2 000
265
1 584
151
11.0
0.079
60
1 795
75.4
B4001960
19
83.57
72.48
63
50
2 000
285
1 628
187
11.0
0.078
60
1 875
104.4
B4002460
24
103.58
92.38
80
63
2 100
285
1 639
176
11.0
0.078
60
1 875
134.4
B4002960
29
123.59
112.31
100
80
2 300
285
1 837
178
11.0
0.070
60
2 075
147.7
B4003660
36
151.61
140.25
100
80
2 500
285
2 046
169
11.0
0.063
60
2 275
167.1
B5001360
5
13
74.38
60.91
50
40
2 500
275
2 090
135
11.0
0.073
60
2 285
80.1
B5001960
19
104.40
90.60
80
80
2 500
285
2 057
158
11.0
0.076
60
2 275
127.1
B5002360
23
124.41
110.49
100
80
2 500
285
2 057
158
11.0
0.077
60
2 275
158.4
B5002760
27
144.42
130.42
100
80
2 500
285
2 035
180
11.0
0.078
60
2 275
190.6
B5003560
35
184.44
170.32
100
80
2 500
285
2 024
191
11.0
0.079
60
2 275
254.2
C形
C0501916
0.5
19
10.34
9.08
8
−
450
170
246
34
6.0
0.035
16
296
3.2
C0502335
23
12.34
11.07
10
−
500
190
276
34
6.0
0.031
35
345
7.0
C0502940
29
15.34
14.07
12
−
500
195
266
39
7.0
0.038
40
345
10.9
C0503540
35
18.35
17.07
16
12
600
205
294
101
7.0
0.034
40
435
11.9
C0503940
39
20.35
19.06
16
12
600
205
294
101
7.0
0.035
40
435
13.7
C0751938
0.75
19
15.46
13.62
10
−
600
190
371
39
7.0
0.038
38
448
10.4
C0752340
23
18.46
16.61
16
−
600
205
351
44
9.0
0.055
40
435
15.4
C0752640
26
20.71
18.86
16
12
700
205
387
108
9.0
0.049
40
535
15.6
C0753248
32
25.22
23.35
20
16
750
220
420
110
10.0
0.051
48
578
20.2
C0753948
39
30.47
28.60
25
20
800
230
440
130
10.0
0.048
48
618
23.3
C1001740
1.0
17
18.57
16.16
12
−
700
195
459
46
9.0
0.053
40
545
14.3
C1001945
19
20.57
18.16
16
12
800
210
490
100
10.0
0.055
45
635
16.6
C1002450
24
25.58
23.14
20
16
1 000
225
649
126
11.0
0.045
50
825
17.5
C1002955
29
30.58
28.14
25
20
1 000
240
624
136
12.0
0.052
55
815
24.6
C1003955
39
40.59
38.13
32
25
1 100
250
720
130
12.0
0.045
55
905
29.1
C1251545
1.25
15
20.68
17.72
16
12
900
210
580
110
10.0
0.056
45
735
16.3
C1251950
19
25.69
22.70
20
16
900
225
561
114
11.0
0.066
50
725
24.9
C1252355
23
30.69
27.68
25
20
1 000
240
624
136
12.0
0.065
55
815
30.1
C1253155
31
40.70
37.67
32
25
1 100
250
708
142
12.0
0.057
55
905
36.1
C1253955
39
50.71
47.66
40
32
1 200
260
792
148
12.0
0.050
55
995
40.3
6
B 4239 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
形式
呼び番号(1)
モジュール
m
歯数
Z
仕上刃の
外径
D
前案内部の
外径
d
シャンク径
全長
L
シャンクの
長さ
lS
刃長
l
後部シャンク
の長さ
lSR
参考
前部シャンクの径
d1
後部シャンクの径
d2
ピッチ
p
一刃の切込み
UT
最大切削長
ストローク
予想切削荷重(2)
P (kN)
C1501555
1.5
15
24.79
21.26
20
16
1 000
230
660
110
12.0
0.071
55
825
24.6
C1501955
19
30.80
27.24
25
20
1 100
240
732
128
12.0
0.064
55
915
28.6
C1502555
25
39.81
36.21
32
25
1 150
250
768
132
12.0
0.062
55
955
37.2
C1503258
32
50.31
46.70
40
32
1 200
260
792
148
12.0
0.065
58
998
46.6
C1503958
39
60.82
57.19
50
40
1 250
270
828
152
12.0
0.057
58
1 038
54.4
C1751658
1.75
16
30.65
26.55
25
16
1 100
240
732
128
12.0
0.074
58
918
32.4
C1752258
22
41.16
37.01
32
25
1 200
250
804
146
12.0
0.068
58
1 008
42.9
C1752758
27
49.92
45.74
40
32
1 300
260
888
152
12.0
0.061
58
1 098
46.7
C1753358
33
60.43
56.23
50
40
1 300
260
888
152
12.0
0.061
58
1 098
57.7
C1753958
39
70.93
66.72
50
40
1 300
270
864
166
12.0
0.063
58
1 088
70.9
C2001965
2
19
41.02
36.31
32
25
1 300
260
888
152
12.0
0.069
65
1 105
49.9
C2002465
24
51.03
46.29
40
32
1 400
270
972
158
12.0
0.063
65
1 195
58.4
C2002965
29
61.03
56.27
50
32
1 400
270
972
158
12.0
0.063
65
1 195
71.3
C2003465
34
71.04
66.26
63
50
1 500
280
1 044
176
12.0
0.059
65
1 285
78.9
C2003965
39
81.04
76.25
63
50
1 500
290
1 020
190
12.0
0.060
65
1 275
92.6
C2501565
2.5
15
41.23
35.43
32
25
1 500
260
1 092
148
12.0
0.068
65
1 305
47.5
C2501965
19
51.24
45.39
40
32
1 500
270
1 068
162
12.0
0.070
65
1 295
63.1
C2502365
23
61.24
55.37
50
40
1 600
270
1 164
166
12.0
0.064
65
1 395
70.7
C2503165
31
81.25
75.34
63
50
1 700
290
1 224
186
12.0
0.061
65
1 475
92.4
C2503965
39
101.26
95.32
80
63
1 800
290
1 320
190
12.0
0.057
65
1 575
109.7
C3001665
3
16
52.45
45.51
40
32
1 700
270
1 272
158
12.0
0.069
65
1 495
61.9
C3001965
19
61.45
54.47
50
40
1 800
270
1 356
174
12.0
0.065
65
1 595
70.3
C3002265
22
70.46
63.45
50
40
1 800
280
1 344
176
12.0
0.066
65
1 585
83.5
C3002665
26
82.46
75.42
63
50
1 900
290
1 428
182
12.0
0.058
65
1 675
87.6
C3003665
36
112.48
105.39
100
80
2 200
290
1 728
182
12.0
0.051
65
1 975
108.3
C4001465
4
14
61.87
52.72
50
40
2 000
270
1 572
158
12.0
0.073
65
1 795
75.4
C4001965
19
81.88
72.63
63
50
2 100
290
1 632
178
12.0
0.071
65
1 875
102.2
C4002465
24
101.89
92.58
80
63
2 100
290
1 620
190
12.0
0.072
65
1 875
133.0
C4002965
29
121.89
112.55
100
80
2 300
290
1 824
186
12.0
0.064
65
2 075
144.4
C4003665
36
149.90
140.52
100
80
2 500
290
2 004
206
12.0
0.058
65
2 275
164.0
C5001365
5
13
72.29
60.93
50
40
2 500
280
2 040
180
12.0
0.069
65
2 285
82.1
C5001965
19
102.30
90.79
80
80
2 500
290
2 016
194
12.0
0.071
65
2 275
127.7
C5002365
23
122.31
110.73
100
80
2 500
290
2 028
182
12.0
0.071
65
2 275
156.7
C5002765
27
142.32
130.70
100
80
2 500
290
2 028
182
12.0
0.071
65
2 275
185.6
C5003565
35
182.33
170.65
100
80
2 500
290
2 016
194
12.0
0.072
65
2 275
247.1
注(1) 呼び番号は,種類,モジュール,歯数及び工作物の最大切削長の順序で表す。
例
7
B 4239 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
注(2) 予想荷重は,一般に次の式で求める。
予想荷重=s×Z×0.5×UT×k×n
ここに,
s: 工作物の小径の歯溝幅
Z: 歯数
UT: 一刃の切込み
k: 比切削抵抗
n: 同時切削歯数
次に,工作物の比切削抵抗が294kPaの場合の例を示す。
例 呼び番号 A0501916の場合
予想荷重=1.03×19×0.5×0.038×2.94×3=3.3kN
備考1. つかみ部は,JIS B 4237に規定する前つかみ部(丸首形)及び後つかみ部による。
2. L,lS及びlSRの許容差は,JIS B 0405の粗級とする。
3. 表2の中の予想切削荷重は,比切削抵抗を294kPaとして,算出してある。
8
B 4239 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6. 品質
6.1
外観 ブローチの外観は,地きず及び割れ並びに有害なまくれ,きず,さびなどの欠点がなく,仕
上げは良好でなければならない。
6.2
表面粗さ ブローチのすくい面の表面粗さは,8.1による試験を行ったとき,JIS B 0601に規定する
0.8μmRa (3.2μmRy) 以下とする。
6.3
硬さ ブローチの刃部の硬さは,8.2による試験を行ったとき,63HRC又は772HV以上とする。前
つかみ部及び後つかみ部は有害な変形,損傷を起こさせないよう適切な熱処理を施さなければならない。
6.4
前案内部の外径,一刃の切込み,仕上刃の外径,すくい角及び歯厚 前案内部の外径,一刃の切込
み,仕上刃の外径,すくい角及び歯厚は,8.3による試験を行ったとき,表3による。
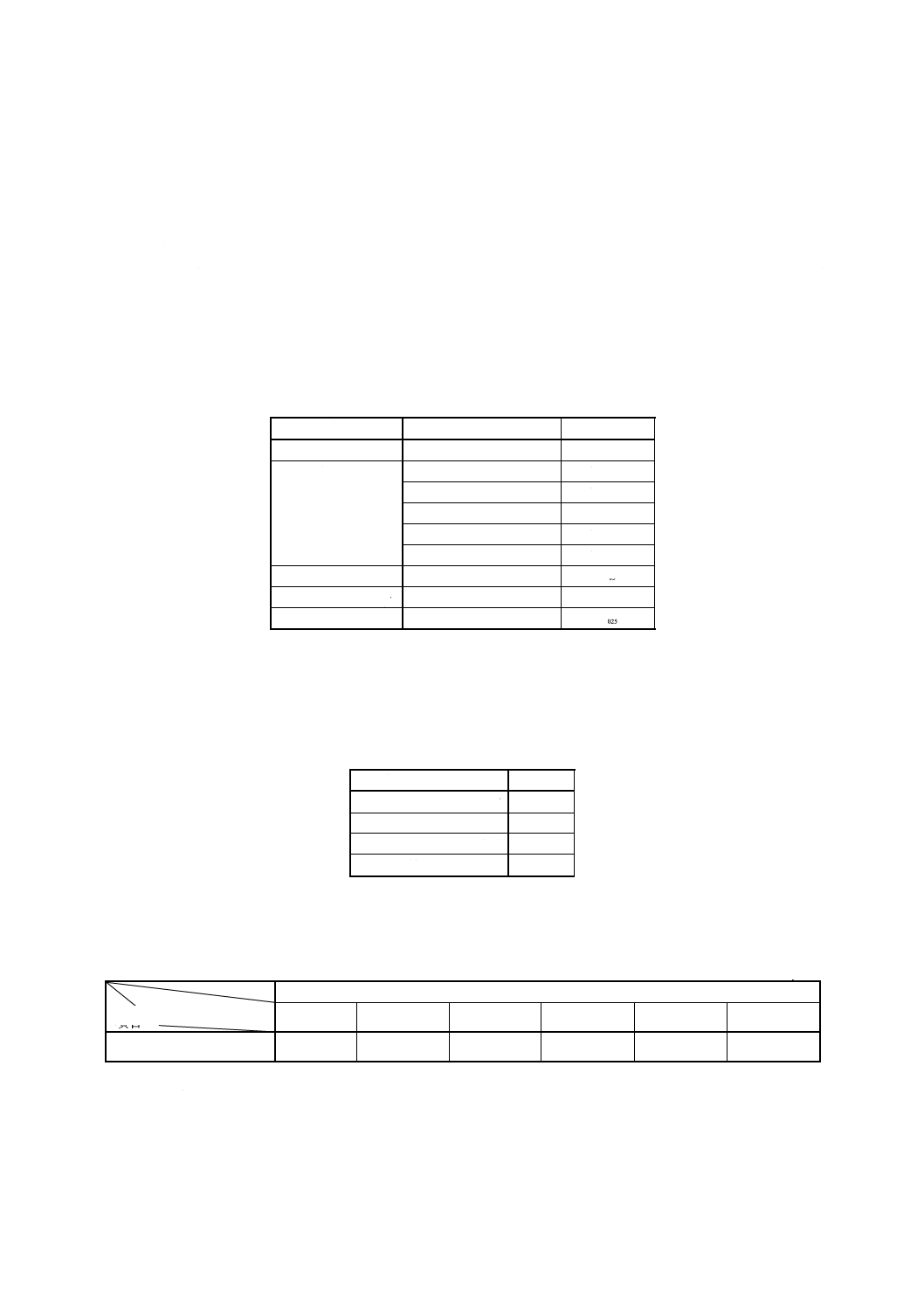
表3 前案内部の外径,一刃の切込み,仕上刃の外径,すくい角及び歯厚の許容差
単位 mm
項目
基準寸法
許容差
前案内部の外径d
−
g7
一刃の切込みUT
0.03以下
±0.005
0.03を越え0.05以下
±0.007
0.05を越え0.08以下
±0.010
0.08を越え0.10以下
±0.012
0.10を越えるもの
±0.015
仕上げ刃の外径D
−
003
.0
−
すくい角 γ
−
±1°30′
歯厚(3) Me
−
0025
.0
−
注(3) 歯厚の許容差は,測定用ピンが歯丈の中央付近で接
したときの値である。
備考 dの許容差は,JIS B 0401-2による。
6.5
振れ ブローチの振れは,8.3による試験を行ったとき,表4による。
表4 振れの公差値
単位 mm
ブローチ全長 L
公差値
500以下
0.08
500を越え1 000以下
0.15
1 000を越え2 000以下
0.20
2 000を越えるもの
0.30
6.6
歯形誤差 歯形誤差は,8.3による試験を行った時,表5による。ただし,歯形の負 (−) 側の誤差
は,歯形検査範囲(4)において,歯丈の中央付近を基準として許容差の3分の1を越えてはならない。
表5 歯形誤差
単位 μm
公差
項目 モジュール (mm)
0.5
0.75, 1.0
1.25, 1.5
1.75, 2, 2.5
3, 4
5
歯形誤差
10
11
13
15
18
23
注(4) 歯形検査範囲とは,工作物の歯丈に対応する歯形曲線の範囲をいう。
6.7
累積ピッチ誤差 累積ピッチ誤差は,8.3による試験を行ったとき,表6による。
9
B 4239 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表6 累積ピッチ誤差
単位 μm
公差
項
目
モジュール (mm)
0.5
0.75, 1.0
1.25, 1.5
1.75, 2, 2.5
3, 4
5
ピッチ円直径
(mm)
累
積
ピ
ッ
チ
誤
差
12以下
17
18
19
−
−
−
12を越え25以下
19
20
21
23
−
−
25を越え50以下
−
22
23
25
28
31
50を越え100以下
−
−
26
28
30
34
100を越え200以下
34
38
7. 材料 ブローチの材料は,JIS G 4403に規定するSKH51と同等以上の性能をもつものとする。
8. 試験方法
8.1
表面粗さ ブローチの表面粗さは,目視によってJIS B 0659に規定する粗さ標準片と比較測定する。
また,JIS B 0651に規定する触針式表面粗さ測定器を用いて測定を行ってもよい。
8.2
硬さ ブローチの刃部及びつかみ部の硬さは,JIS B 7726に規定するロックウェル硬さ試験機を用
いて,JIS Z 2245に規定する試験方法によって測定する。又はJIS B 7734に規定するヌープ硬さ試験機を
用いて,JIS Z 2251に規定する試験方法によって測定してもよい。なお,試験機による測定が困難な場合
はやすりによる比較測定を行ってもよい。
8.3
前案内部の外径,一刃の切込み,仕上刃の外径,歯厚,振れ,歯形誤差及び累積ピッチ誤差 ブロ
ーチの前案内部の外径,一刃の切込み,仕上刃の外径,歯厚,振れ,歯形誤差及び累積ピッチ誤差は表7
によって測定する。
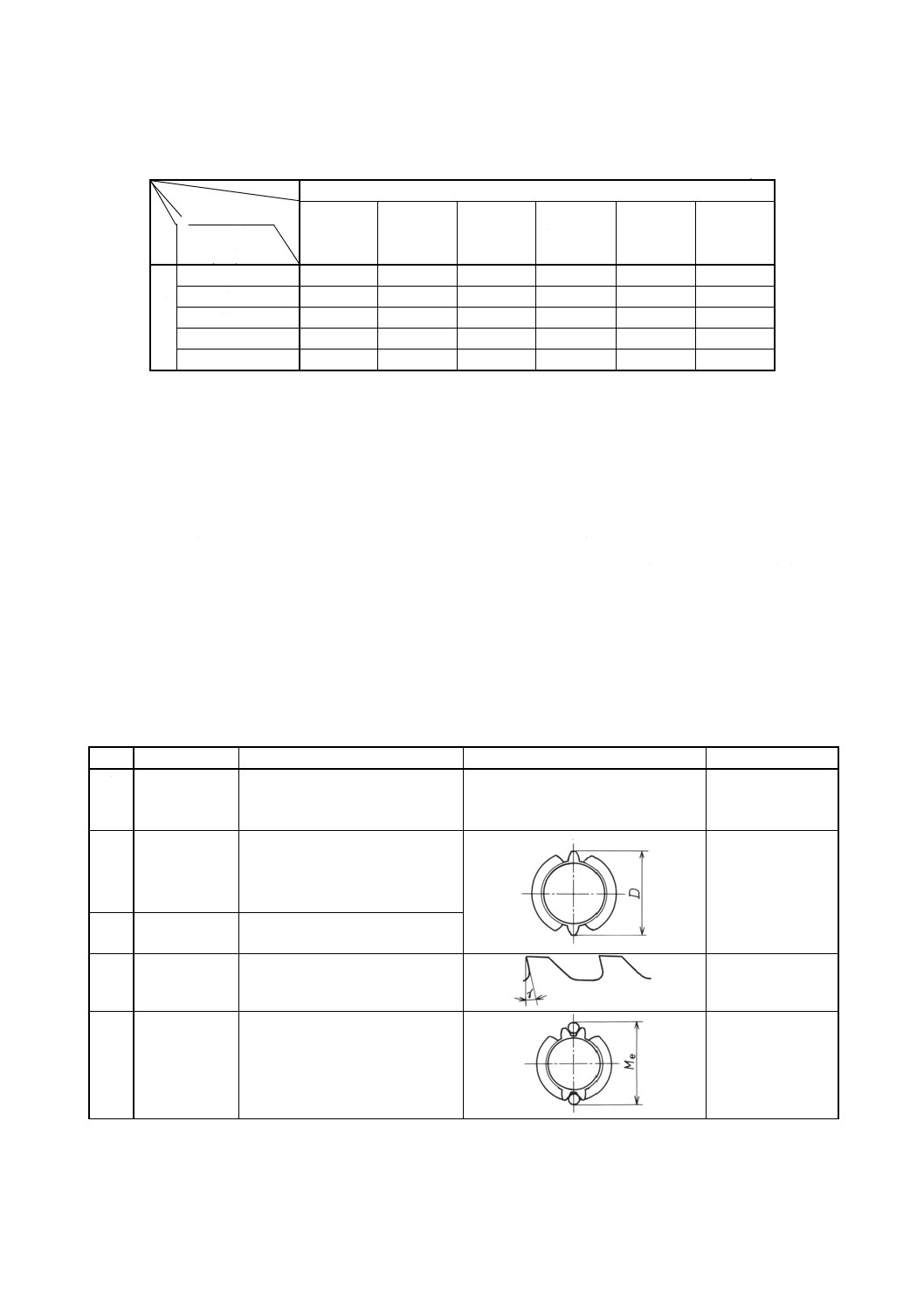
表7 試験方法
番号
項目
測定方法
測定方法図
測定器具
1
前案内部の外径
d
前案内部の外径をマイクロメー
タで測定する。
JIS B 7502に規定
する外側マイクロ
メータ
2
一刃の切込み
UT
n刃の外径とn+1刃の外径をマイ
クロメータで測定する。この二つ
の測定値の差を求め,測定値とす
る。
JIS B 7502に規定
する外側マイクロ
メータ
3
仕上げ刃の外径
D
仕上げ刃の外径をマイクロメー
タで測定する。
4
すくい角 γ すくい角測定装置にて,すくい面
の角度を測定する。
すくい角測定装置
5
歯厚
測定用ピンを歯溝に入れ,マイク
ロメータでそのオーバピン径を
測定する。
測定用ピン
JIS B 7502に規定
する外側マイクロ
メータ
10
B 4239 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
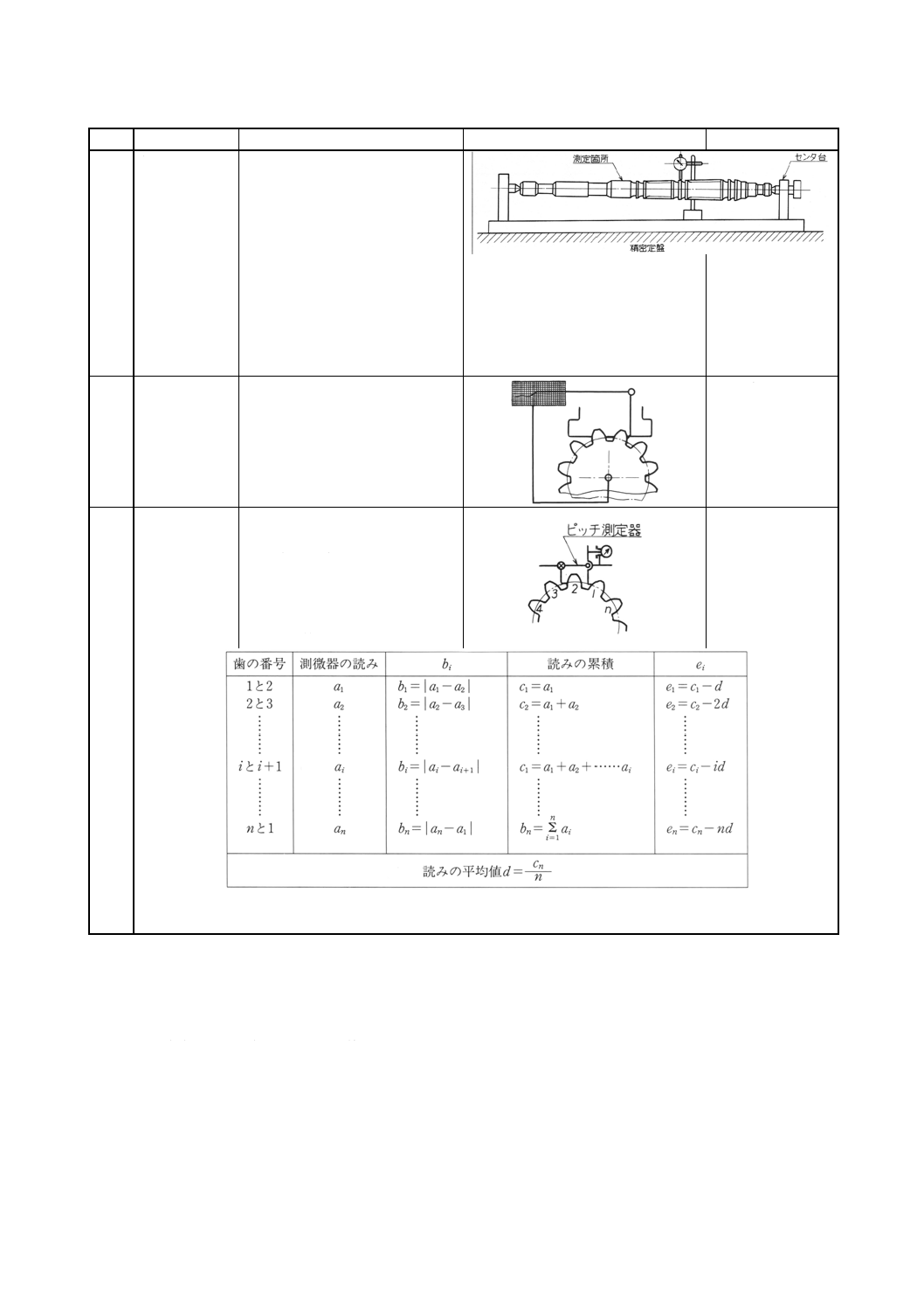
番号
項目
測定方法
測定方法図
測定器具
6
振れ
ブローチを精密定盤の上に置い
た両センタ台で支え,前案内部の
外周及び切刃の外周にダイヤル
ゲージを直角に当て,ブローチを
回しながらダイヤルゲージの指
針の動きを読む。読みの最大値と
最小値との差を測定値とする。
JIS B 7513に規定
する1級の精密定
盤
JIS B 7503に規定
する目盛0.01mm
のダイヤルゲージ
7
歯形誤差
アーバに試験片(5)を取り付け,歯
形測定器で測定する。
アーバ
歯形測定器
8
累積ピッチ誤差 アーバに試験片(5)を取り付け,円
ピッチ測定器で,二つの測定子を
隣り合った歯の対応する中間径
付近に接触させ,測定子間の距離
を指針測微器で読む。この測定を
全円周にわたって行い,次のよう
にして計算する。
アーバ
円ピッチ測定器
JIS B 7519に規定
する指針測微器
隣接ピッチ誤差の測定値=biの最大値
累積ピッチ誤差の測定値=e1………enの最大値と最小値との差
注(5) ここでいう試験片は,ブローチ歯形を直接測定することは困難なため,製造工程でブローチ精度を保証するため
のものである。試験片は,後つかみ部に取り付け,ブローチ歯形と同時に,歯形研削したものとする。
備考1. アーバの円筒部とセンタ穴の振れの公差は,0.003mm以内とする。
2. 指針測微器の指示精度は,使用範囲内で0.003mm以下とする。指針測微器としてダイヤルゲージを使用する
ときは,JIS B 7503によって,てこ式ダイヤルを使用する場合は,JIS B 7533による。
3. 測定方法及び測定器具は,一般的な例を示したものである。
9. 検査 ブローチの検査は,形状・寸法,外観,表面粗さ,硬さ,振れ,歯形誤差,累積ピッチ誤差及
び切れ味について行い,それぞれ5.及び6.の規定に適合しなければならない。
11
B 4239 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
10. 製品の呼び方 ブローチの呼び方は,規格番号又は規格名称,呼び番号,基準圧力角,材料記号(6)に
よる。
例1
JIS B 4239 A0501916 PA30゚SKH51
例2
インボリュートスプラインブローチ A0501916 PA30゚ SKH51
注(6) 使用材料がSKH51又はこれと同等の場合は,HSSと,また,SKH55又はこれと同等の場合には,
HSS−Coと呼んでもよい。
11. 表示
11.1 製品の表示 ブローチには,前つかみ部と前部案内の間に次の事項を横書きに表示する。
例1) 呼び番号
A0501916
2) 基準圧力角
PA30゚
3) 材料記号(7)
SKH51
4) 製造業者名又はその略号 ○○○○
注(7) 使用材料がSKH51又はこれと同等の場合は,HSSと,また,SKH55又はこれと同等の場合には
HSS−Coと表示してもよい。
11.2 包装の表示 ブローチの包装には,規格名称,及び11.1に規定する事項を表示する。
JIS原案作成委員会 構成表
氏名
所属
(委員長)
村 田 良 司
東京理科大学理工学部
(委員)
藤 田 昌 宏
通商産業省機械情報産業局
八 田 勲
工業技術院標準部
伊 藤 哲
工業技術院機械技術研究所
橋 本 進
財団法人日本規格協会
倉 持 建
日本高周波鋼業株式会社
南 野 修 司
日立ツール株式会社
川 口 俊 充
株式会社不二越
日下部 祐 次
神鋼コベルコツール株式会社
宮 林 光 行
株式会社彌満和製作所
舞 田 靖 司
社団法人日本機械工業連合会
岡 安 英 雄
社団法人日本工作機械工業会
西 村 欣 也
社団法人日本歯車工業会
石 川 侑 男
社団法人日本金型工業会
安 武 昭 彦
社団法人日本工作機器工業会
手 取 正 輝
いすゞ自動車株式会社
小 峰 武 夫
コベルコツールエンジニアリング株式会社
大 沢 秀 彦
オーエスジー株式会社
佐 藤 直 彦
理研製鋼株式会社
田 中 祐 弌
コベルコツールエンジニアリング株式会社
三 好 忠 義
オーエスジー株式会社
(事務局)
平 野 武 治
日本工具工業会
佐 野 保 次
日本工具工業会