B 4238 : 1999
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,日本工具工業会
(JSTA)/財団法人日本規格協会(JSA)から工業標準原案を具して日本工業規格を改正すべきとの申出があ
り,日本工業標準調査会の審議を経て,通商産業大臣が改正した日本工業規格である。
今回の改正では,JIS B 1301が1996年に改正されたことに伴い,内容を見直したが,寸法的な変更は軽
微であり,様式の変更が主である。
この規格の一部が,技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の
実用新案登録出願に抵触する可能性があることに注意を喚起する。通商産業大臣及び日本工業標準調査会
は,このような技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の実用新
案登録出願にかかわる確認について,責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 4238 : 1999
キー溝ブローチ
Keyway Broaches
序文 この規格は,キー溝の加工に多く使用されているブローチの統一性を図るために,1972年10月に
制定され,その後1980年,1988年の2回の改正を経ている。JIS B 1301が1996年に改正されたことに伴
い,この規格を改正する。
1. 適用範囲 この規格は,JIS B 1301に規定するキーの呼び寸法3×3〜16×10に対応するキー溝の加工
に用いる平形のキー溝ブローチ(以下,ブローチという。)について規定する。
2. 引用規格 次に掲げる引用規格は,この規格に引用されることによってこの規格の規定の一部を構成
する。これらの引用規格は,その最新版(追補を含む。)を適用する。
JIS B 0175 ブローチ用語
JIS B 0405 普通公差−第1部:個々に公差の指示がない長さ寸法及び角度寸法に対する公差
JIS B 0601 表面粗さ−定義及び表示
JIS B 0659 比較用表面粗さ標準片
JIS B 1301 キー及びキー溝
JIS B 4237 ブローチのつかみ部の形状・寸法
JIS B 7502 マイクロメータ
JIS B 7503 ダイヤルゲージ
JIS B 7513 精密定盤
JIS B 7726 ロックウェル硬さ試験−試験機の検証
JIS B 7734 ヌープ硬さ試験−試験機の検証
JIS G 4403 高速度工具鋼鋼材
JIS Z 2245 ロックウェル硬さ試験−試験方法
JIS Z 2251 ヌープ硬さ試験−試験方法
3. 定義 この規格で用いる主な用語の定義は,JIS B 0175による。
4. 種類 ブローチの種類は,加工するキー溝幅の許容差に対応する刃幅tの許容差によって滑動形D10
用,普通形JS9用及び締込み形P9用の3種類とする。
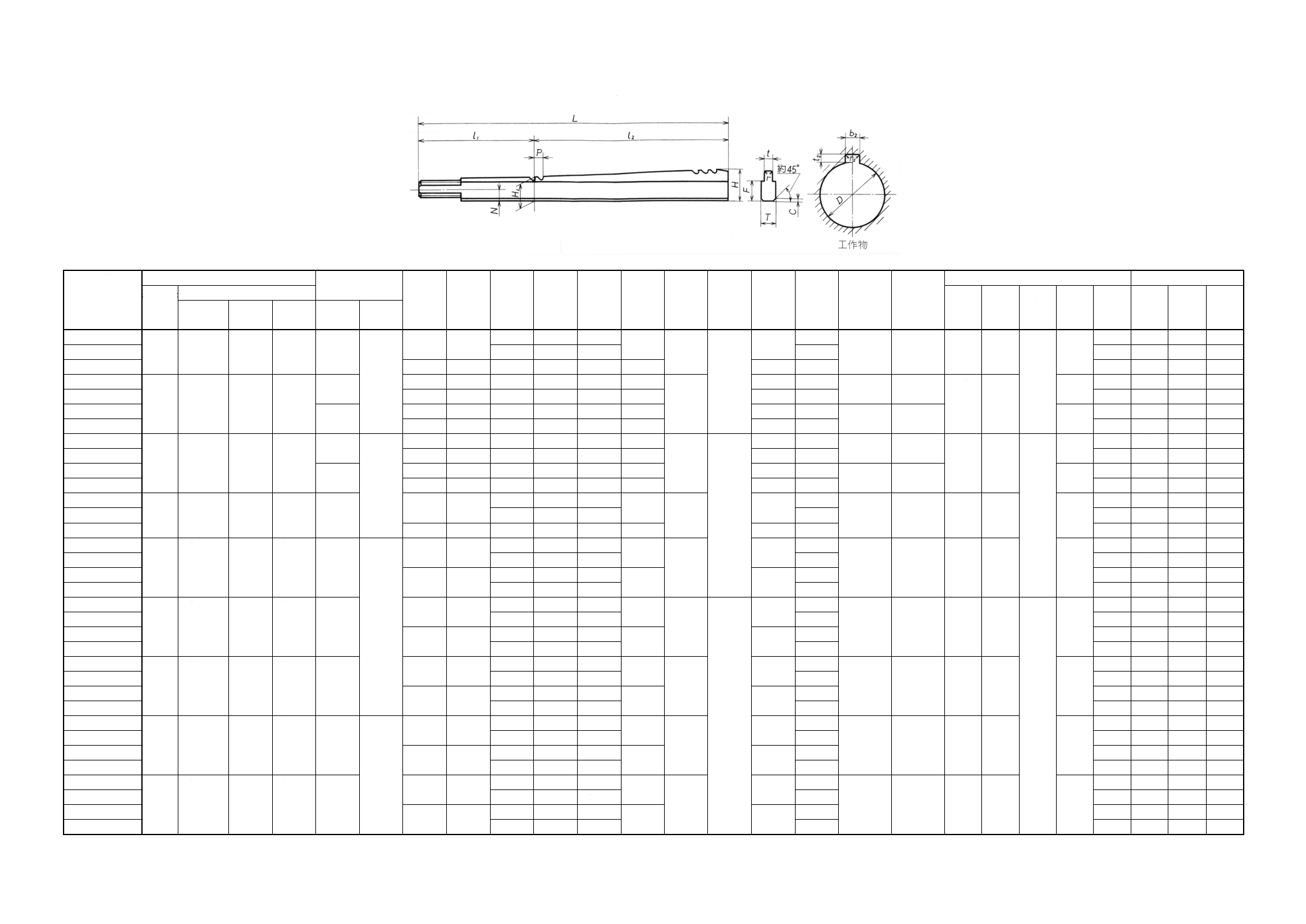
5. 形状・寸法 ブローチの形状及び寸法は,表1による。
2
B 4238 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6. 品質
6.1
外観 ブローチの外観は,地きず及び割れ並びに有害なまくれ・きず・さびなどの欠点がなく,仕
上げは良好でなければならない。
6.2
表面粗さ ブローチの刃部の表面粗さは,8.1による試験を行ったとき,すくい面でJIS B 0601に規
定する0.8μmRa (3.2μmRy) 以下とする。
6.3
硬さ ブローチの刃部の硬さは,8.2による試験を行ったとき,63HRC又は772HV以上とする。
6.4
曲がり ブローチの底面の曲がりは,8.3による試験を行ったとき,500mmにつき0.1mm以下とす
る。
7. 材料 ブローチの材料は,JIS G 4403に規定するSKH51又はこれと同等以上の性能をもつものとする。
8. 試験方法
8.1
表面粗さ ブローチ刃部の表面粗さは,目視によってJIS B 0659に規定する粗さ標準片と比較測定
する。
8.2
硬さ ブローチの硬さは,刃長間の両端付近及び中間の3か所をJIS B 7726に規定するロックウェ
ル硬さ試験機を用いてJIS Z 2245に規定する試験方法によって測定する。ただし,ロックウェル硬さ試験
機による測定ができない場合は,JIS B 7734に規定するヌープ硬さ試験機を用いて,JIS Z 2251に規定す
る試験方法によって測定してもよい。
なお,試験機による測定ができない場合は,やすりによる比較測定を行ってもよい。
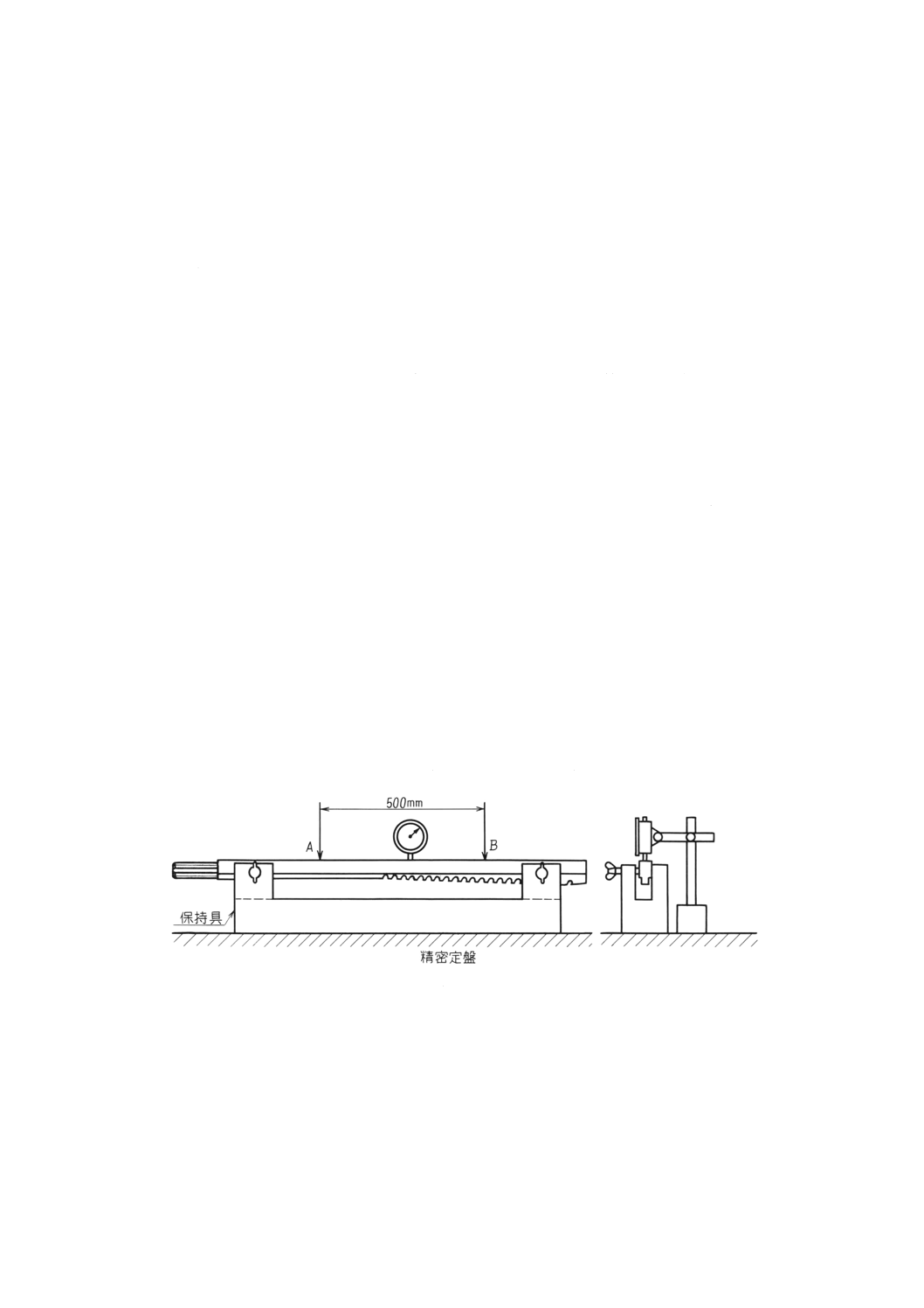
8.3
曲がり ブローチの曲がりは,図のように,精密定盤の上に置いた保持具に,ブローチの底面を上
にして取り付け,任意の位置で長手方向に500mm離れたA及びBの高さが等しくなるようにした後,底
面に垂直にダイヤルゲージを当て,AからBまで移動したときの読みの最大値と最小値との差を求める。
備考1. 精密定盤は,JIS B 7513に規定する1級とする。
2. ダイヤルゲージは,JIS B 7503による。
3. A,Bの間隔が500mmとれない場合は,だれの部分を除いてできるだけ大きくとる。
図 曲がりの試験方法
8.4
形状・寸法 ブローチの形状及び寸法は,表2によって測定する。
3
B 4238 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表1 ブローチの形状及び寸法
単位 mm
呼び番号(1)
刃幅t
ブローチ幅
T
仕上刃
の高さ
H
第1刃
の高さ
H1
全長
L
シャンク
の長さ
l1
刃長
l2
肩の
高さ
F
面取り
C
刃先すみ
部の丸み
r
H−H1
ピッチ
P
つかみ部の
呼び寸法
ねじ中心
までの高さ
N
工作物寸法(参考)
使用条件(参考)
基準寸法
許容差
キー溝
幅
b2
キー溝
深さ
t2
すみ部
の丸み
r2
最小径
D
最大
切削長
引抜き
回数
ストロ
ーク
予想
荷重(2)
kN
滑動形
D10用
普通形
JS9用
締込み形
P9用
基準寸法 許容差
h7
310016
3
+0.012
−0.002
−0.006
−0.020
+0.060
+0.046
5
0
−0.012
9
7.27
425
165
260
6
0.5
0.08
1.73
6
6
3.5
3
1.4
0.08
10
16
1
330
1
310028
530
185
345
〜
8
〜
28
1
440
2
310045-2
8
7.13
475
220
255
5
0.16
0.87
10
0.16
45
2
380
2
410028
4
+0.015
−0.003
−0.012
−0.030
+0.078
+0.060
5
9
6.68
600
185
415
5.5
0.5
2.32
8
6
3.5
4
1.8
10
28
1
510
3
410045-2
8
6.84
500
220
280
4.5
1.16
10
45
2
400
3
412045
6
10
7.76
710
225
485
6
2.24
10
8
4.5
12
45
1
610
3
412063-2
9
7.88
600
265
335
5
1.12
12
63
2
500
4
513028
5
+0.015
−0.003
−0.012
−0.030
+0.078
+0.060
7
0
−0.015
11
8.10
630
190
440
6.5
0.8
0.16
2.9
8
8
4.5
5
2.3
0.16
13
28
1
530
4
513063-2
10
8.55
670
265
405
5.5
〜
1.45
12
〜
63
2
570
5
515045
8
13
10.17
800
230
570
8
0.25
2.83
10
10
5.5
0.25
15
45
1
690
5
515090-2
12
10.58
750
320
430
7
1.42
14
90
2
640
6
618045
6
+0.015
−0.003
−0.012
−0.030
+0.078
+0.060
9
16
12.59
850
230
620
10
1
3.41
10
10
6
6
2.8
18
45
1
740
6
618063
1 000
270
730
12
63
1
890
7
618112-2
14
12.29
900
365
535
8
1.71
16
112
2
790
9
824045
8
+0.018
−0.004
−0.015
−0.037
+0.098
+0.076
12
0
−0.018
21
16.81
950
240
710
13
1.2
4.19
10
14
8
8
3.3
24
45
1
830
8
824063
1 120
280
840
12
63
1
1 000
10
824090-2
19
16.90
850
330
520
11
2.1
14
90
2
730
12
824140-2
1 120
430
690
18
140
2
1 000
13
1030045
10
+0.018
−0.004
−0.015
−0.037
+0.098
+0.076
15
26
21.64
900
240
660
17
1.5
0.25
4.36
10
16
11
10
3.3
0.25
30
45
1
780
11
1030090
1 250
330
920
〜
14
〜
90
1
1 130
16
1030112-2
23
20.82
950
375
575
14
0.4
2.18
16
0.4
112
2
830
18
1030180-2
1 250
510
740
20
180
2
1 130
23
1240045
12
+0.021
−0.006
−0.018
−0.045
+0.120
+0.093
17
32
27.58
950
250
700
23
1.5
4.42
10
18
13
12
3.3
40
45
1
820
14
1240090
1 250
340
910
14
90
1
1 120
19
1240112-2
29
26.79
1 000
385
615
20
2.21
16
112
2
870
22
1240180-2
1 250
520
730
20
180
2
1 190
27
1445045
14
+0.021
−0.006
−0.018
−0.045
+0.120
+0.093
19
0
−0.021
34
28.88
1 000
250
750
24
2
5.12
10
20
15
14
3.8
45
45
1
870
18
1445090
1 320
340
980
14
90
1
1 120
22
1445112-2
31
28.44
1 000
385
615
21
2.56
16
112
2
990
25
1445180-2
1 250
520
730
20
180
2
1 370
32
1650045
16
+0.021
−0.006
−0.018
−0.045
+0.120
+0.093
19
36
30.19
1 060
250
810
25
2
5.81
10
20
15
16
4.3
50
45
1
930
21
1650090
1 400
340
1 060
14
90
1
1 270
29
1650112-2
33
30.09
1 060
385
675
22
2.91
16
112
2
930
30
1650180-2
1 400
520
880
20
180
2
1 270
41
4
B 4238 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
注(1) 呼び番号は,刃幅,工作物の最小径及び最大切削長の順序で表す。
なお,呼び番号に,−2の付いているものは,引抜き回数が2回であるものを示す。
備考1. つかみ部は,JIS B 4237に規定するねじ形による。
2. H及びH1の許容差は,それぞれ
02
.0
0
−
mm及び
03
.0
0
−
mmとする。
3. L,L1及びl2の許容差は,±5mmとする。
4. Nの許容差は,JIS B 0405に規定する中級とする。
5. rは,JIS B 1301のキー溝寸法のr2による。
例1.
例2.
(2) 予想荷重は,一般に次の式で計算される。
予想荷重=(切削幅)×(1刃当たりの切削量)×(比切削抵抗)×(同時切削刃数)
次に,工作物の比切削抵抗が294kPaの場合の例を示す。
例 呼び番号 1240045の場合
予想荷重=12×0.08×2.94×5=14kN
5
B 4238 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
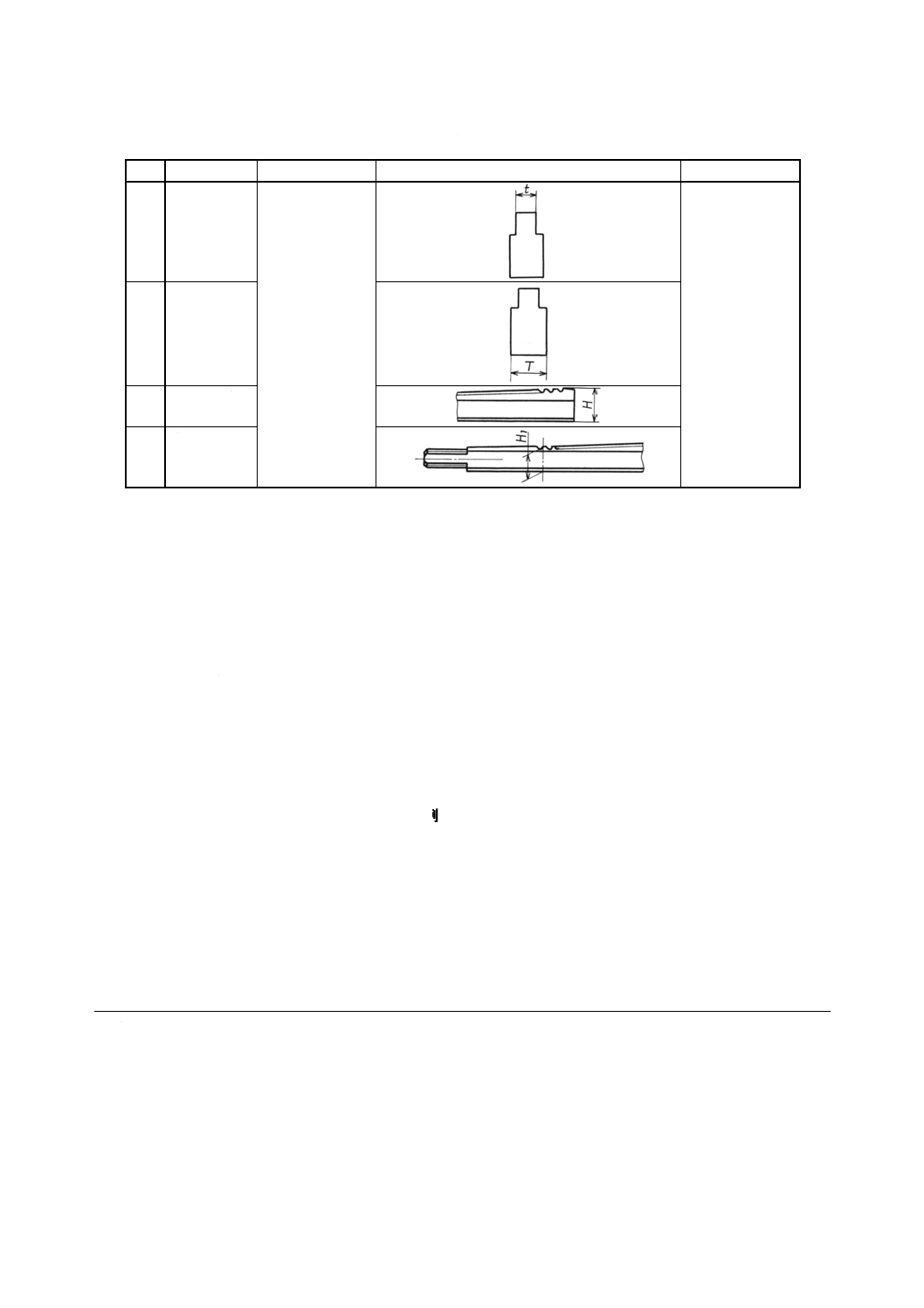
表2 形状乃び寸法の試験方法
番号
項目
測定方法
測定方法図
測定器具
1
刃幅
t
外側マイクロメー
タで測定する。
JIS B 7502
に規定する外側マ
イクロメータ
2
ブローチ幅
T
3
仕上刃の高さ
H
4
第1刃の高さ
H1
備考 測定方法及び測定器具は,一般的な例を示したものである。
9. 検査 ブローチの検査は,形状・寸法,外観,曲がり,表面粗さ及び硬さについて行い,それぞれ5.
及び6.1〜6.4の規定に適合しなければならない。
10. 製品の呼び方 ブローチの呼び方は,規格番号又は規格名称,呼び番号,種類及び材料記号(3)による。
例 JIS B 4238 515045 JS9用 SKH51
キー溝ブローチ 515045 JS9用 SKH51
注(3) 使用材料がSKH51又はこれと同等の場合は,HSSと呼んでもよい。
11. 表示
11.1 製品の表示 ブローチには,前部案内又は側面に次の項目を横書きに表示する。
例
(1)
呼び番号及び99(改正年記号) : 515045-99
(2)
種類
: JS9
(3)
材質記号(4)
: SKH51
(4)
製造業者名又はその略号
注(4) 使用材料がSKH51又はこれと同等の場合は,HSSと表示してもよい。
11.2 包装の表示 ブローチの包装には,規格番号又は規格名称及び11.1に規定する事項を表示する。
関連規格 JIS B 0401-1 寸法公差及びはめあいの方式−第1部:公差,寸法差及びはめあいの基礎
6
B 4238 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS原案作成委員会 構成表
氏名
所属
(委員長)
村 田 良 司
東京理科大学理工学部
(委員)
藤 田 昌 宏
通商産業省機械情報産業局
八 田 勲
工業技術院標準部
伊 藤 哲
工業技術院機械技術研究所
橋 本 進
財団法人日本規格協会
倉 持 建
日本高周波鋼業株式会社
南 野 修 司
日立ツール株式会社
川 口 俊 充
株式会社不二越
日下部 祐 次
神鋼コベルコツール株式会社
宮 林 光 行
株式会社彌満和製作所
舞 田 靖 司
社団法人日本機械工業連合会
岡 安 英 雄
社団法人日本工作機械工業会
西 村 欣 也
社団法人日本歯車工業会
石 川 侑 男
社団法人日本金型工業会
安 武 昭 彦
社団法人日本工作機器工業会
手 取 正 輝
いすゞ自動車株式会社
小 峰 武 夫
コベルコツールエンジニアリング株式会社
大 沢 秀 彦
オーエスジー株式会社
佐 藤 直 彦
理研製鋼株式会社
田 中 祐 弌
コベルコツールエンジニアリング株式会社
三 好 忠 義
オーエスジー株式会社
(事務局)
平 野 武 治
日本工具工業会
佐 野 保 次
日本工具工業会