1
B 4201
: 19
98
解
説
JIS
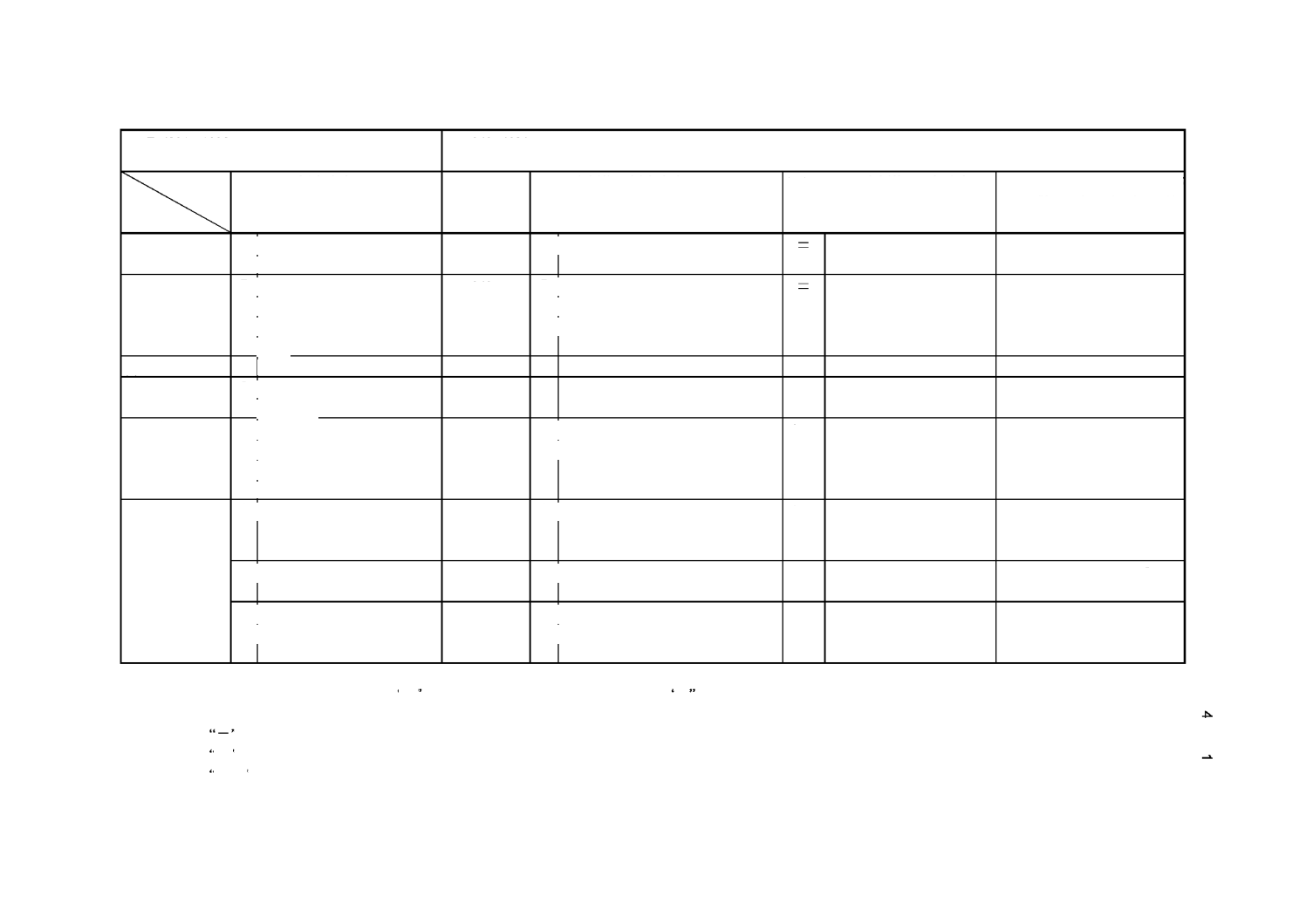
と対応する国際規格との対比表
JIS B 4201
: 1998
, フライス穴及びフライスアー
バ部
ISO 240
: 1994
Milling cutters
−
Interchangeability dimensions for cutter arbors or cutter mandrels
(フライス−カッタアーバ及びカッタマンドレルの互換寸法)
対比項目
規定項目
(I)
JIS
の規定内容
(II)
国際規格
番号
(III)
国際規格の規定内容
(IV)
JIS
と国際規格との相違点
(V)
JIS
と国際規格との一致が
困難な理由及び今後の対策
名称
フライス穴及びフライスア
ーパ部
ISO 240
○ フライス及びフライスアーバ部
≡
(1)
適用範囲
○ フライス穴及びこれに類似
しているもの,並びにフライ
スアーバ部について規定す
る。
ISO 240
○ カッタアーバとカッタマンドレル
の直径及び駆動部(穴キー及び端面
キー)の寸法を規定する。
≡
(2)
引用規格
○
4
規格
(3)
定義
○
JIS B 0172
(フライス用語)
による。
(4)
種類・等級
○ 取付け位置によって,キー溝
付き及び端面キー溝付きの
2
種類。穴径は
A
式,
B
式の
2
種類。
ISO 240
○ キー溝付きと,端面キー溝付きの
2
種類。
ADP
JIS
は取付け位置で
2
種類,
単位系で
2
種類の規定。
ISO
の単位系はメートルだ
けの規定。
B
式は
JIS
独自の規定として
残す。関係者と協議し,今後
5
年以内に整合化の方向で見
直す。
(5)
形状・寸法及
び 寸 法 許 容
差
○ 外径範囲
キー溝付き
8
〜
100mm
端面キー溝付き
5
〜
100mm
ISO 240
○ 外径範囲
キー溝付き
8
〜
100mm
端面キー溝付き
5
〜
60mm
ADP
端面キー溝付きの寸法範
囲が相違
関係者と協議し,今後
5
年以
内に整合化の方向で見直す。
○ キー溝幅の許容差
C12
○ キー溝幅の許容差
C11 ADP
キー溝の寸法許容差が相
違
関係者と協議し,今後
5
年以
内に整合化の方向で見直す。
○ 端面キー漸付きの丸みに許
容差範囲あり。
○ 端面キー溝付きの丸みの許容差は
最大値で指示
=
JIS
は丸みの許容差を規定
JIS
独自の規定として残す。
関係者と協議し,今後
5
年以
内に整合化の方向で見直す。
備考
1.
対比項目
(I)
及び
(III)
の小欄で, ○
は該当する項目を規定している場合, −
は規定していない場合を示す。
2.
対比項目
(IV)
の小欄の記号の意味は,次による。
≡ :
JIS
と国際規格との技術的内容は同等である。
= :
JIS
と国際規格との技術的内容は同等である。ただし,軽微な技術上の差異がある。
ADP
(
ADOPTION
の略)
:
JIS
は,国際規格と対応する部分を国際規格そのまま変更なしで採用している。