3
B 4127-1:2018
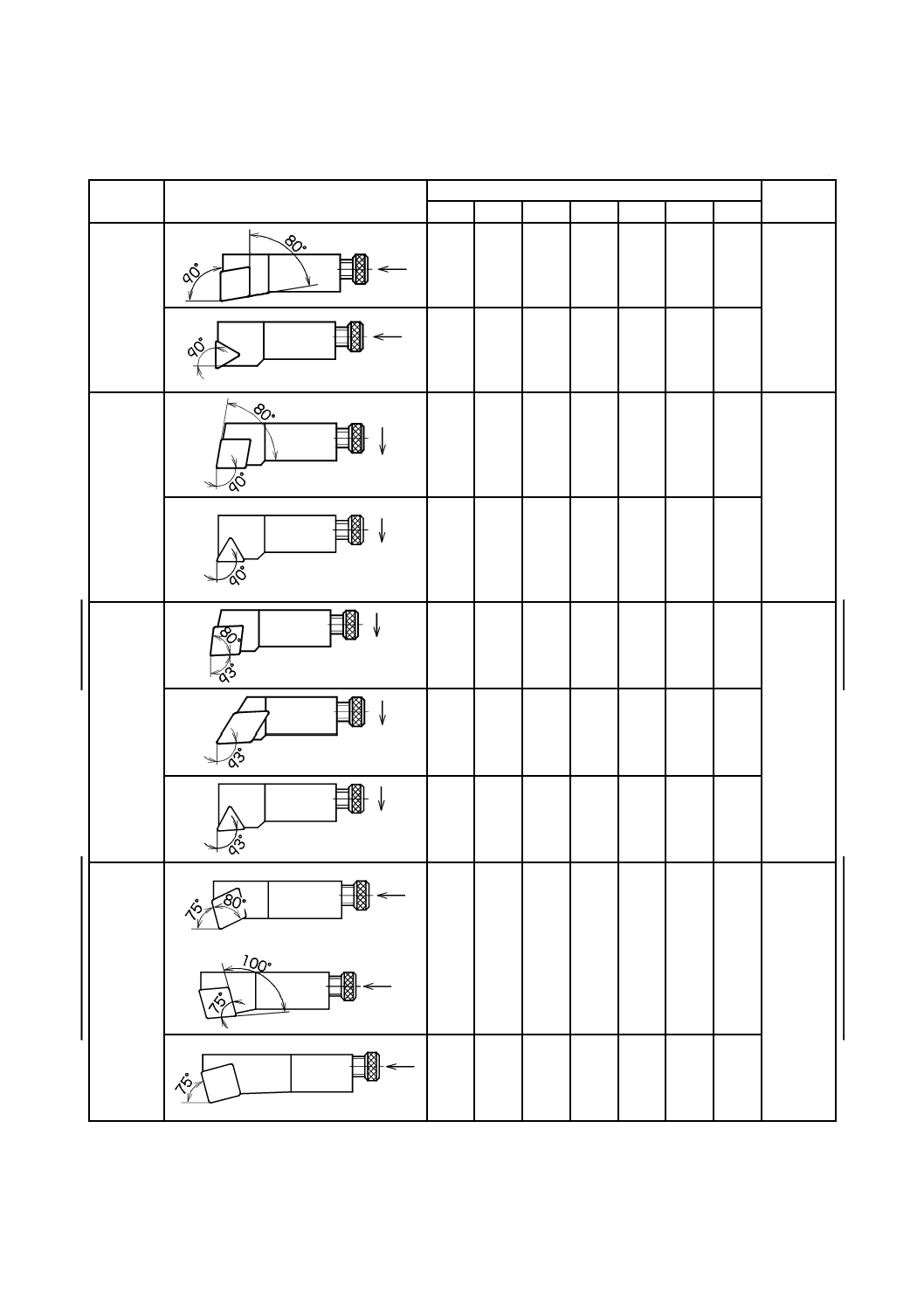
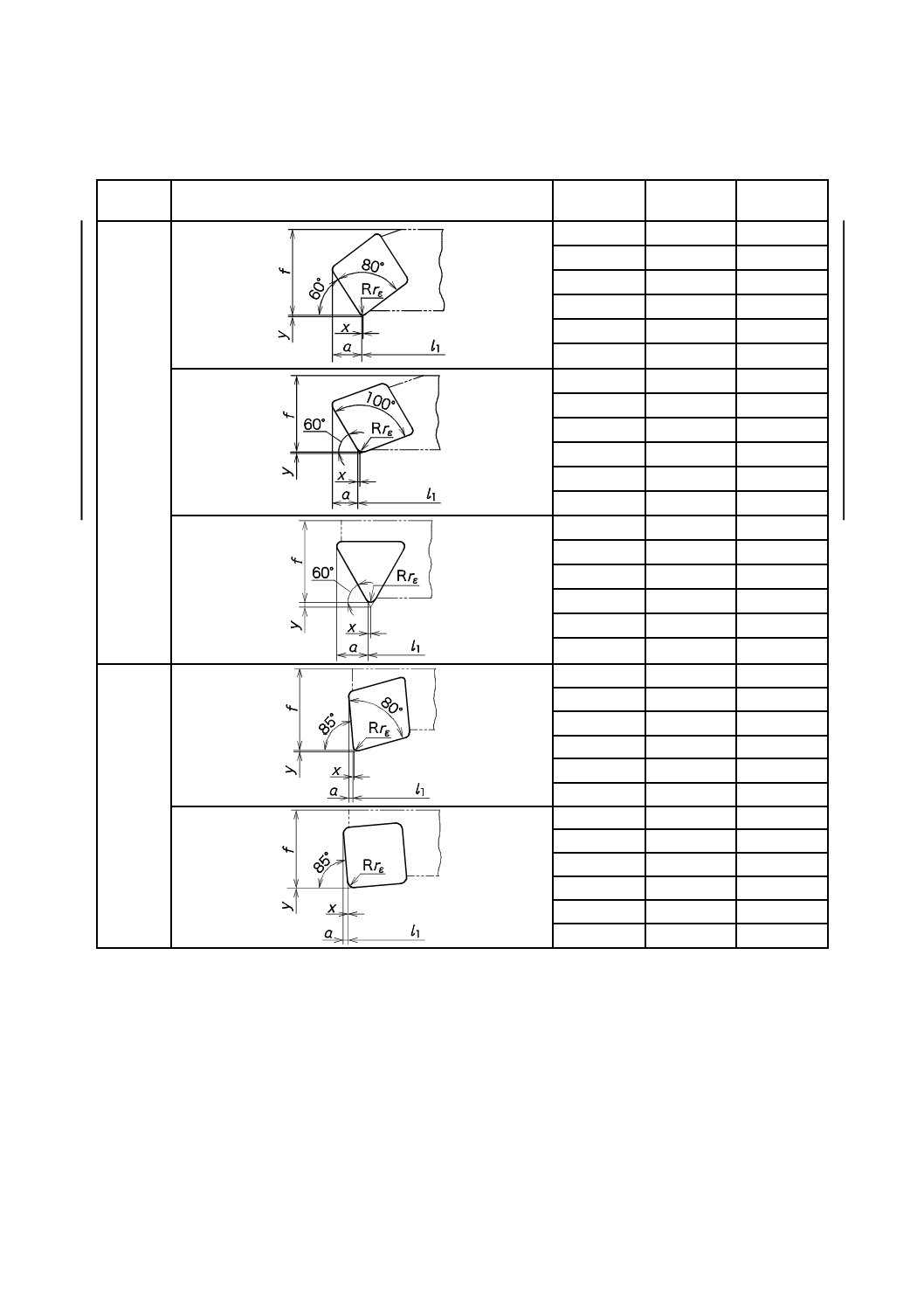
表1−カートリッジAタイプの一覧
単位 mm
切れ刃の
形状記号
図
刃先の高さ
寸法は以
下を参照
6
8
10
12
16
20
25
F
●
●
JIS B
4127-2
●
●
●
●
●
●
G
●
●
JIS B
4127-3
●
●
●
●
●
●
J
○
JIS B
4127-4
●
●
●
●
●
●
●
K
●a)
●a)
JIS B
4127-5
●
●
●
●
●
B 4127-1:2018
(1)
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 一般事項························································································································· 2
4 寸法······························································································································· 6
4.1 刃先の高さh1,工具全長l1及び刃先距離f ·········································································· 6
4.2 最小加工径d1 ················································································································ 6
4.3 シャンクの寸法 ············································································································· 7
5 寸法の決め方 ··················································································································· 9
5.1 切れ刃のコーナ ············································································································· 9
5.2 マスタチップのコーナ半径 ····························································································· 10
5.3 工具全長l1 ··················································································································· 10
5.4 刃先距離f ···················································································································· 10
5.5 刃先の高さh1 ··············································································································· 11
5.6 許容差 ························································································································ 11
5.7 寸法a ························································································································· 11
5.8 補正値x及びy ············································································································· 11
附属書A(参考)JIS B 4127-1〜JIS B 4127-12とISO/TS 13399-2及びISO/TS 13399-3との記号表示の関係
········································································································································ 17
附属書JA(参考)カートリッジの材料,硬さ及び試験方法 ························································· 18
附属書JB(参考)JISと対応国際規格との対比表 ······································································ 20
B 4127-1:2018
(2)
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,日本機械工具工業会(JTA)及び一般財団法
人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を制定すべきとの申出があり,日本工
業標準調査会の審議を経て,経済産業大臣が制定した日本工業規格である。これによって,JIS B 4127:1998
は廃止され,その一部を分割して制定したこの規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
JIS B 4127の規格群には,次に示す部編成がある。
JIS B 4127-1 第1部:一般事項
JIS B 4127-2 第2部:切れ刃の形状記号F
JIS B 4127-3 第3部:切れ刃の形状記号G
JIS B 4127-4 第4部:切れ刃の形状記号J
JIS B 4127-5 第5部:切れ刃の形状記号K
JIS B 4127-6 第6部:切れ刃の形状記号L
JIS B 4127-7 第7部:切れ刃の形状記号R
JIS B 4127-8 第8部:切れ刃の形状記号S
JIS B 4127-9 第9部:切れ刃の形状記号T
JIS B 4127-10 第10部:切れ刃の形状記号U
JIS B 4127-11 第11部:切れ刃の形状記号W
JIS B 4127-12 第12部:切れ刃の形状記号Y
日本工業規格 JIS
B 4127-1:2018
刃先交換チップ用カートリッジ−Aタイプの
形状・寸法−第1部:一般事項
Cartridges, type A, for indexable inserts-
Part 1: General survey, correlation and determination of dimensions
序文
この規格は,2015年に第1版として発行されたISO 5611-1を基に,我が国の実情を反映し,技術的内容
を変更して作成した日本工業規格である。
なお,この規格で側線又は点線の下線を施してある箇所は,対応国際規格を変更している事項である。
変更の一覧表にその説明を付けて,附属書JBに示す。また,附属書JAは,対応国際規格にはない事項
である。
1
適用範囲
この規格は,刃先交換チップ(以下,チップという。)を保持する刃先交換チップ用カートリッジ(以下,
カートリッジという。)について規定する。
注記1 カートリッジの材料,硬さ及び試験方法を参考として附属書JAに記載する。
注記2 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 5611-1:2015,Cartridges, type A, for indexable inserts−Part 1: General survey, correlation and
determination of dimensions(MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS B 0107 バイト用語
JIS B 0170 切削工具用語(基本)
JIS B 4120 刃先交換チップの呼び記号の付け方
注記 対応国際規格:ISO 1832:2012,Indexable inserts for cutting tools−Designation
JIS B 4121 刃先交換チップ
JIS B 4125 刃先交換チップ用ホルダ−角シャンク及びカートリッジの呼び記号の付け方
注記 対応国際規格:ISO 5608,Turning and copying tool holders and cartridges for indexable inserts−
Designation
JIS B 4127-2 刃先交換チップ用カートリッジ−Aタイプの形状・寸法−第2部:切れ刃の形状記号F
2
B 4127-1:2018
注記 対応国際規格:ISO 5611-2,Cartridges, type A, for indexable inserts−Part 2: Style F
JIS B 4127-3 刃先交換チップ用カートリッジ−Aタイプの形状・寸法−第3部:切れ刃の形状記号G
注記 対応国際規格:ISO 5611-3,Cartridges, type A, for indexable inserts−Part 3: Style G
JIS B 4127-4 刃先交換チップ用カートリッジ−Aタイプの形状・寸法−第4部:切れ刃の形状記号J
注記 対応国際規格:ISO 5611-4,Cartridges, type A, for indexable inserts−Part 4: Style J
JIS B 4127-5 刃先交換チップ用カートリッジ−Aタイプの形状・寸法−第5部:切れ刃の形状記号K
注記 対応国際規格:ISO 5611-5,Cartridges, type A, for indexable inserts−Part 5: Style K
JIS B 4127-6 刃先交換チップ用カートリッジ−Aタイプの形状・寸法−第6部:切れ刃の形状記号L
注記 対応国際規格:ISO 5611-6,Cartridges, type A, for indexable inserts−Part 6: Style L
JIS B 4127-7 刃先交換チップ用カートリッジ−Aタイプの形状・寸法−第7部:切れ刃の形状記号R
注記 対応国際規格:ISO 5611-7,Cartridges, type A, for indexable inserts−Part 7: Style R
JIS B 4127-8 刃先交換チップ用カートリッジ−Aタイプの形状・寸法−第8部:切れ刃の形状記号S
注記 対応国際規格:ISO 5611-8,Cartridges, type A, for indexable inserts−Part 8: Style S
JIS B 4127-9 刃先交換チップ用カートリッジ−Aタイプの形状・寸法−第9部:切れ刃の形状記号T
注記 対応国際規格:ISO 5611-9,Cartridges, type A, for indexable inserts−Part 9: Style T
JIS B 4127-10 刃先交換チップ用カートリッジ−Aタイプの形状・寸法−第10部:切れ刃の形状記号
U
注記 対応国際規格:ISO 5611-10,Cartridges, type A, for indexable inserts−Part 10: Style U
JIS B 4127-11 刃先交換チップ用カートリッジ−Aタイプの形状・寸法−第11部:切れ刃の形状記号
W
注記 対応国際規格:ISO 5611-11,Cartridges, type A, for indexable inserts−Part 11: Style W
JIS B 4127-12 刃先交換チップ用カートリッジ−Aタイプの形状・寸法−第12部:切れ刃の形状記号
Y
注記 対応国際規格:ISO 5611-12,Cartridges, type A, for indexable inserts−Part 12: Style Y
ISO 3002-1,Basic quantities in cutting and grinding−Part 1: Geometry of the active part of cutting tools−
General terms, reference systems, tools and working angles, chip breakers
3
一般事項
カートリッジの一覧を表1に,カートリッジ及びそれに対応する文字記号を,JIS B 4127-2〜JIS B
4127-12に示す。呼び記号は,JIS B 4125による。
その他のこの規格で用いる主な用語及び定義は,JIS B 0107及びJIS B 0170による。
3
B 4127-1:2018
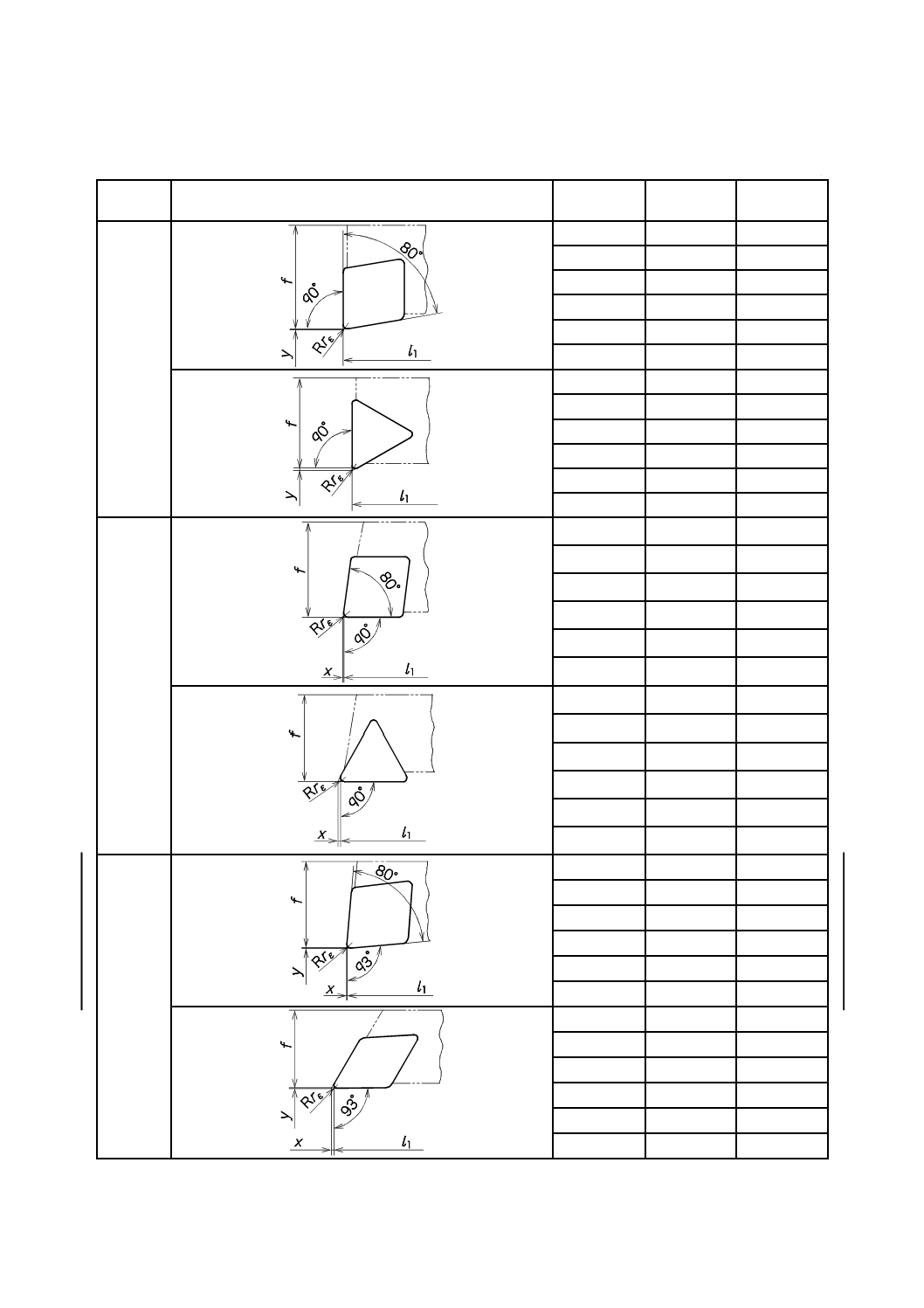
表1−カートリッジAタイプの一覧
単位 mm
切れ刃の
形状記号
図
刃先の高さ
寸法は以
下を参照
6
8
10
12
16
20
25
F
●
●
JIS B
4127-2
●
●
●
●
●
●
G
●
●
JIS B
4127-3
●
●
●
●
●
●
J
○
JIS B
4127-4
●
●
●
●
●
●
●
K
●a)
●a)
JIS B
4127-5
●
●
●
●
●
4
B 4127-1:2018
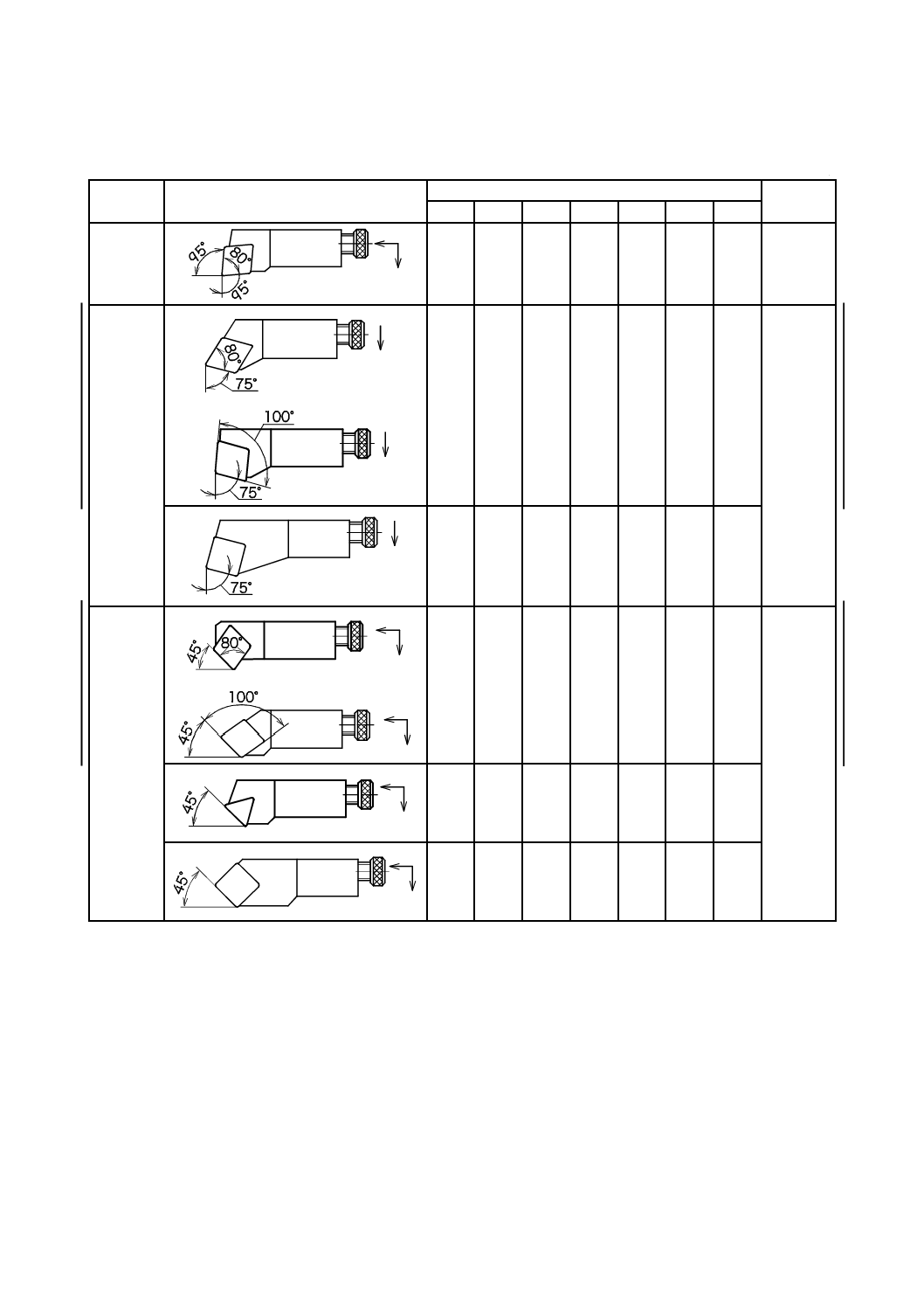
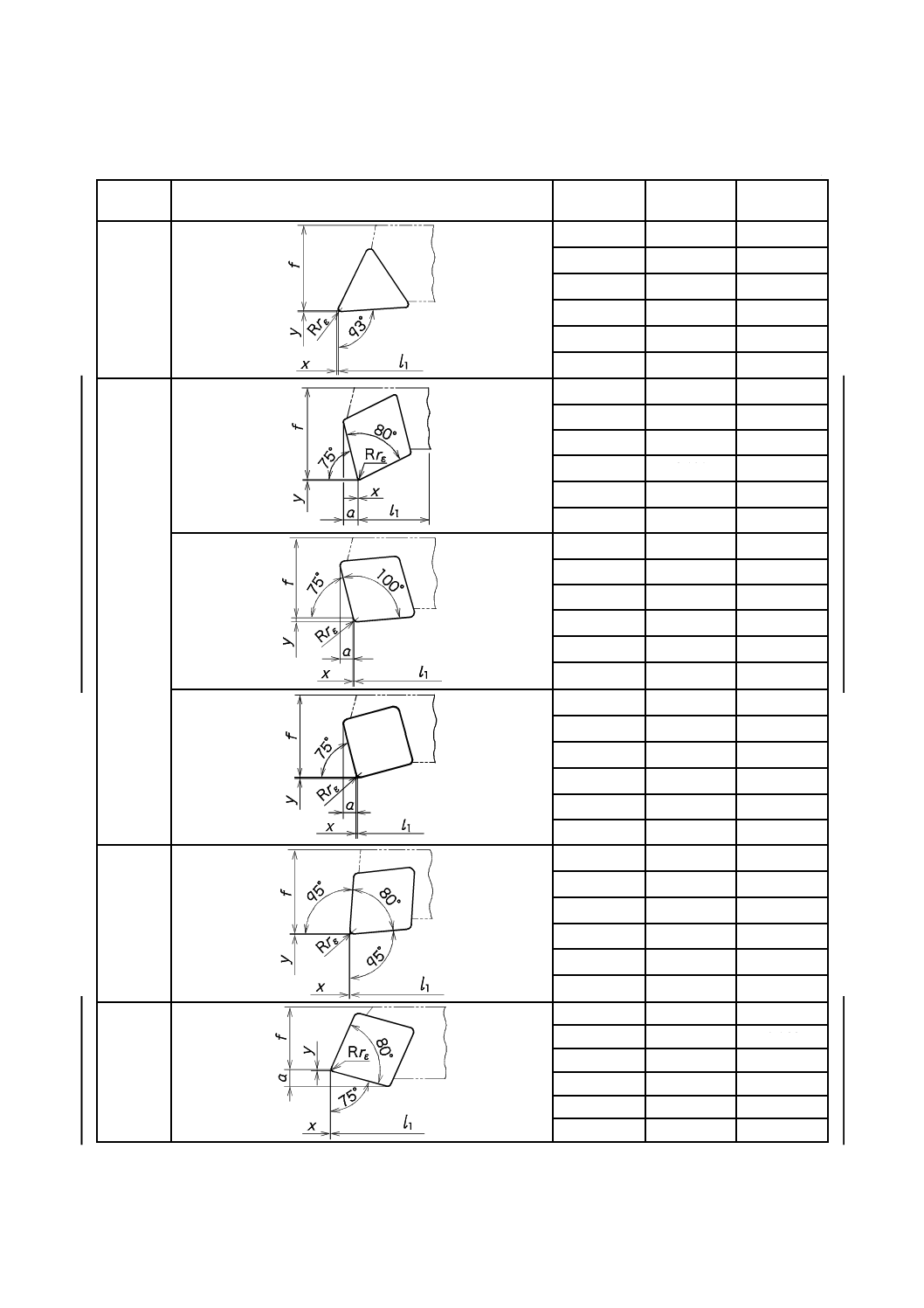
表1−カートリッジAタイプの一覧(続き)
単位 mm
切れ刃の
形状記号
図
刃先の高さ
寸法は以
下を参照
6
8
10
12
16
20
25
L
●
●
●
●
●
●
●
JIS B
4127-6
R
●a)
●a)
JIS B
4127-7
●
●
●
●
●
S
●a)
●
JIS B
4127-8
●
●
●
●
●
●
●
●
●
●
●
5
B 4127-1:2018
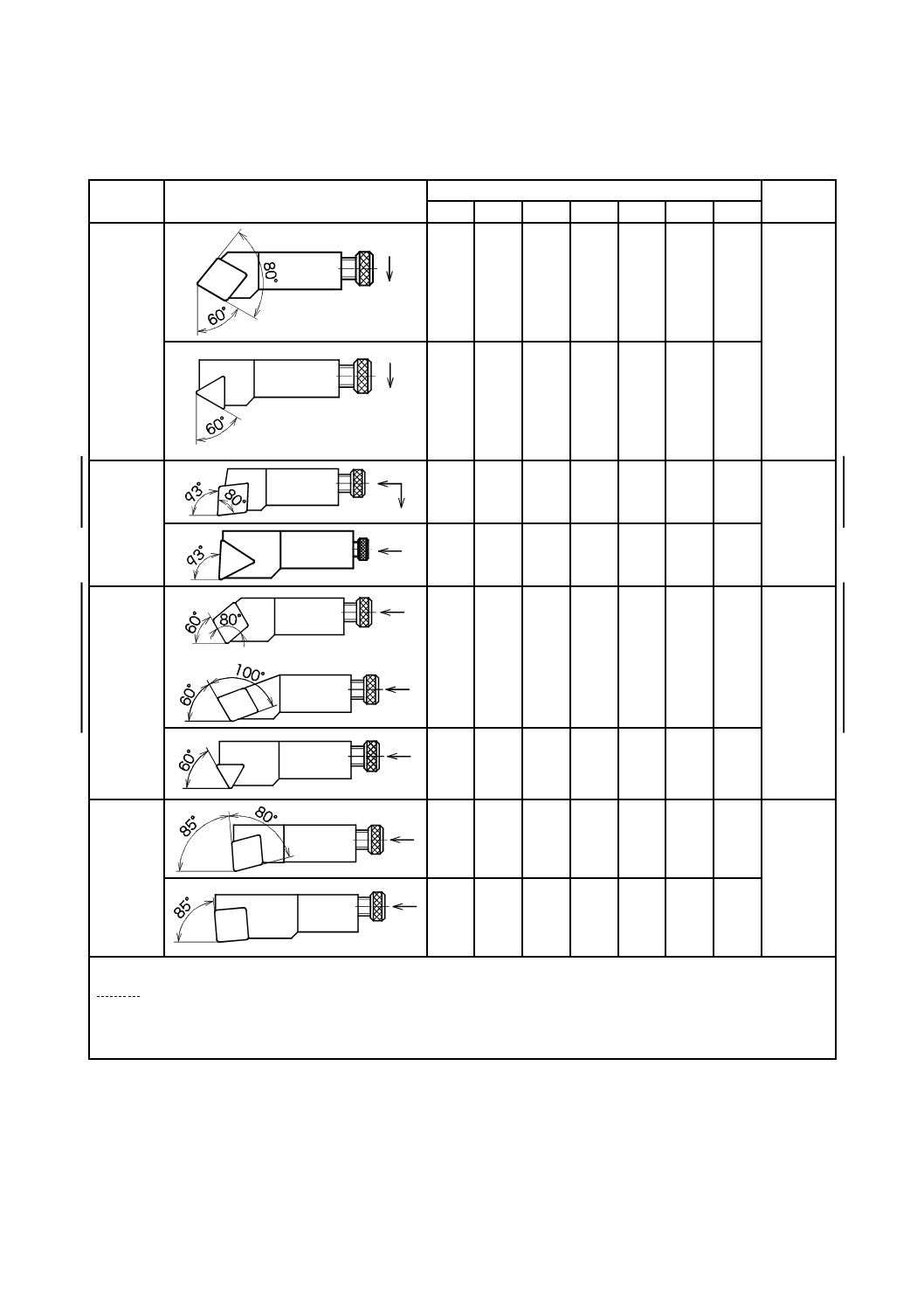
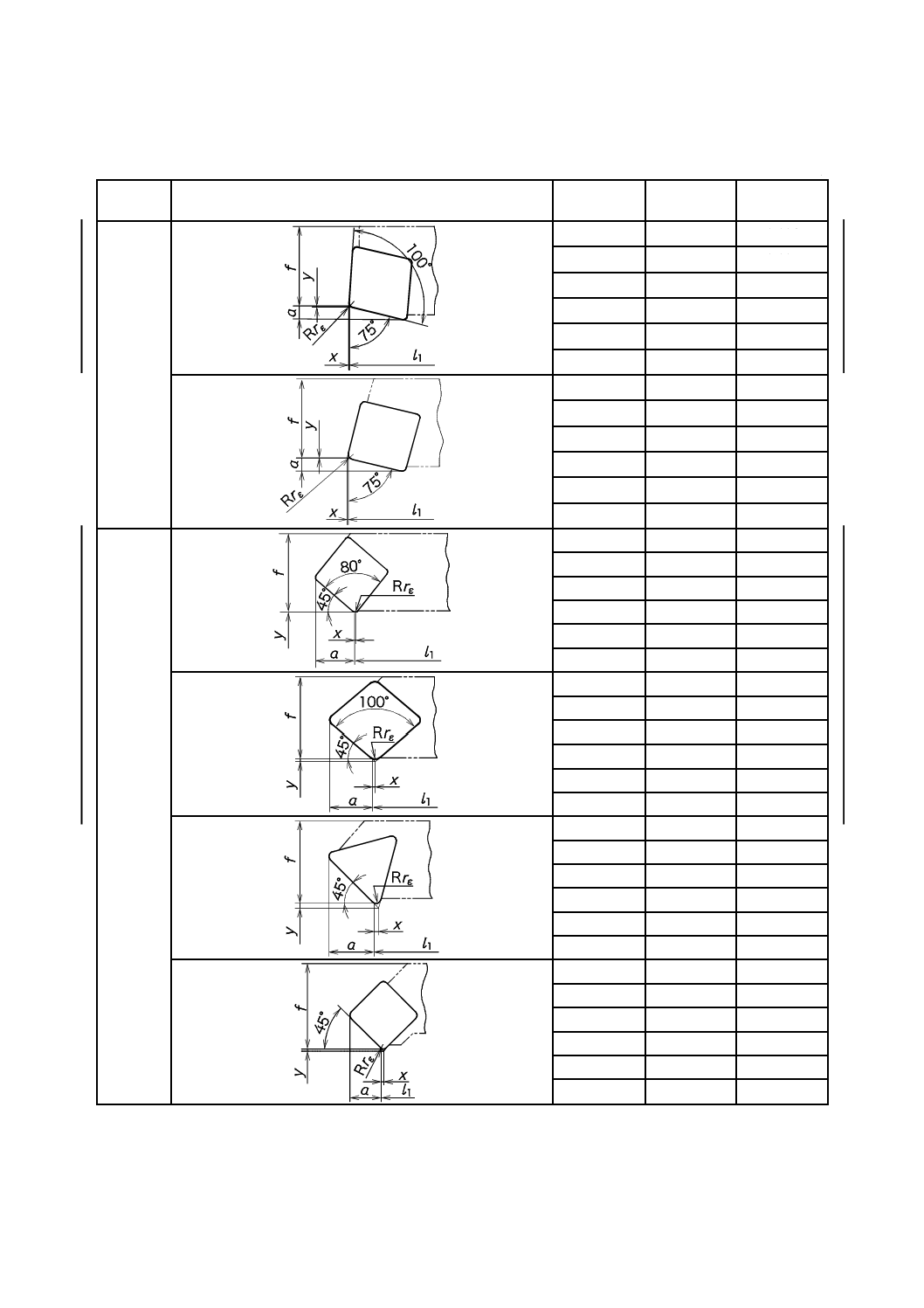
表1−カートリッジAタイプの一覧(続き)
単位 mm
切れ刃の
形状記号
図
刃先の高さ
寸法は以
下を参照
6
8
10
12
16
20
25
T
●
●
JIS B
4127-9
●
●
●
●
●
U
○
JIS B
4127-10
●
●
●
●
●
●
W
●a)
●a)
JIS B
4127-11
●
●
●
●
●
●
Y
●
●
JIS B
4127-12
●
●
●
●
●
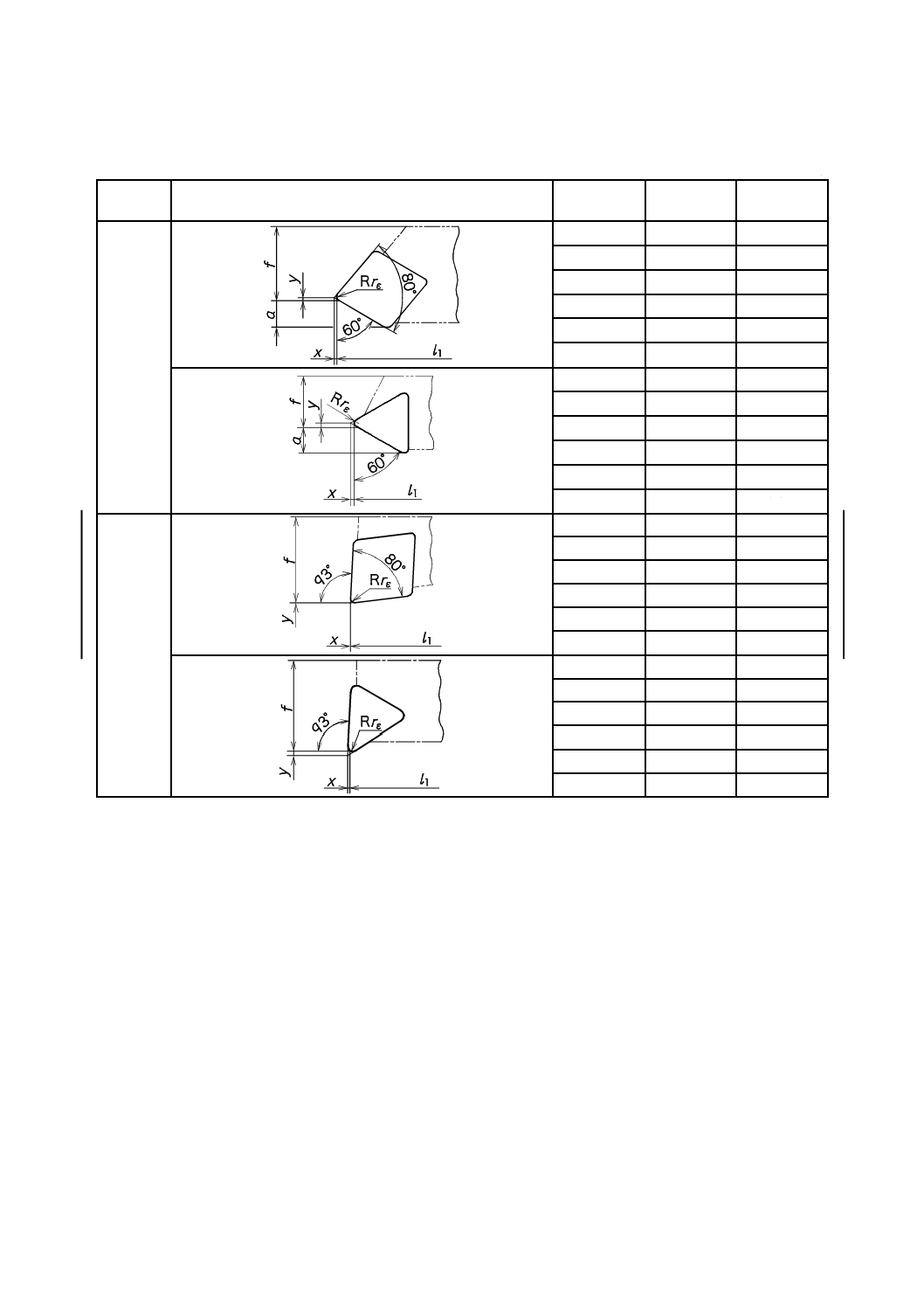
注記1 記号●は,規定しているもの。空白は,規定していない。
注記2 記号○は,ISO 5611-1には規定していないが,この規格に規定しているもの。
注記3 図中の矢印は,主送り方向を示す。
注a) 切れ刃の角度が80°及び100°の2種類について規定する。切れ刃の角度80°に代えて100°への変更は,製
造業者の裁量による。
6
B 4127-1:2018
4
寸法
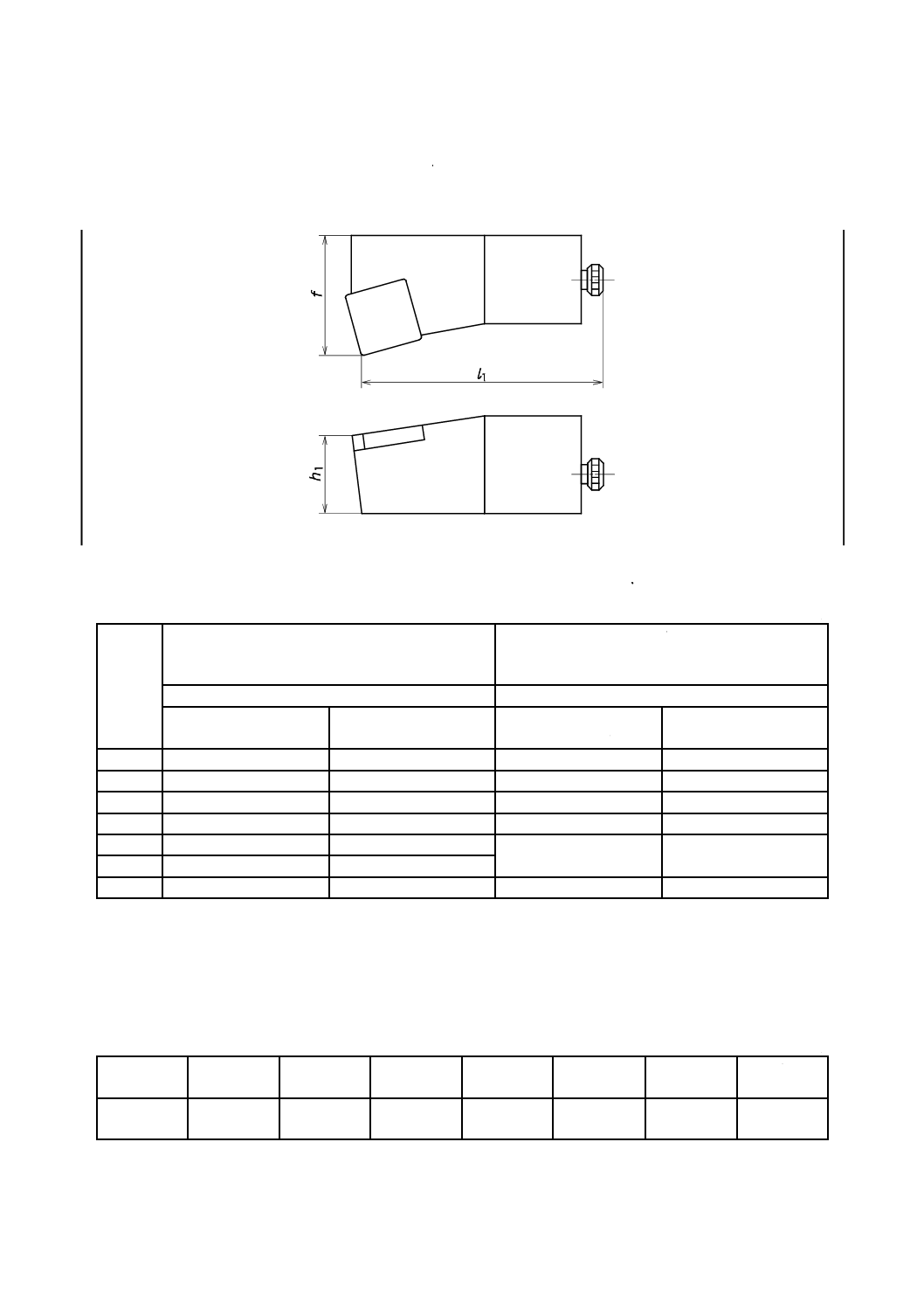
4.1
刃先の高さh1,工具全長l1及び刃先距離f
刃先の高さh1,工具全長l1及び刃先距離fは,図1及び表2による。
図1−切れ刃の形状記号Kタイプのカートリッジ(代表例)
表2−刃先の高さh1,工具全長l1及び刃先距離f
単位 mm
h1
±0.08
l1
f
0
−0.08
切れ刃の形状記号
切れ刃の形状記号
F,G,J,K,L,R,T,
U,Y
S,W
F,G,J,K,L,R,S,
U,W,Y
T
6
25
21
8
5.5
8
32
28
10
6
10
50
44
14
9
12
55
47
20
13
16
63
53
25
15
20
70
60
25
100
87
32
20
4.2
最小加工径d1
最小加工径d1は,表3,図4及び図5による。
表3−最小加工径d1
単位 mm
h1
±0.08
6
8
10
12
16
20
25
d1
最小
20
25
40
50
60
70
100
7
B 4127-1:2018
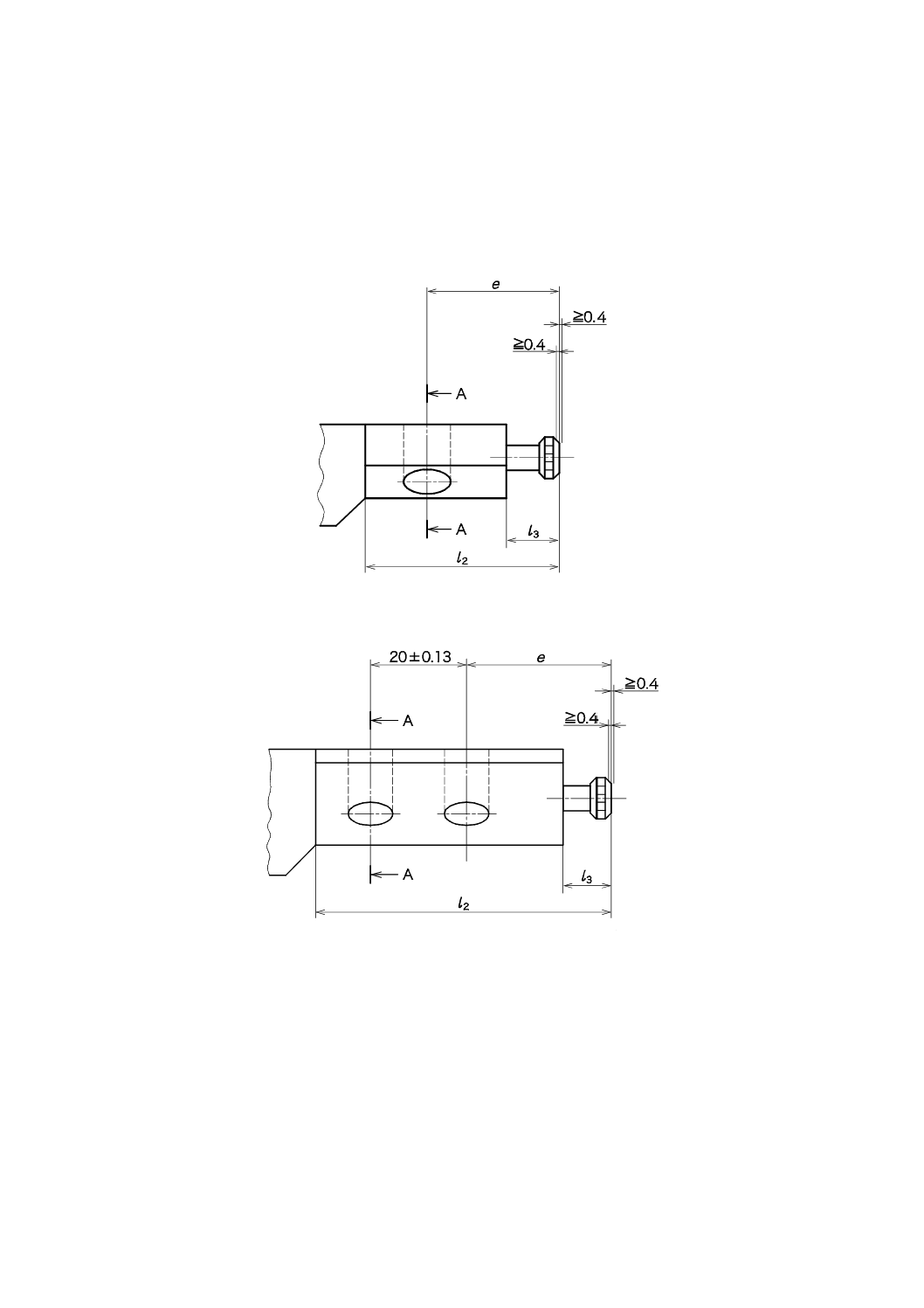
4.3 シャンクの寸法
シャンクの寸法は,表4,図2,図3,図4及び図5による。
l3寸法は,調整ねじを中間位置に配置したときのもので,工具全長l1の参照点である(5.3参照)。この
位置から,最低0.4 mmは両方向に調整できなければならない。
単位 mm
図2−刃先の高さh1=6 mm,8 mm,10 mm,12 mm,16 mm及び20 mmのカートリッジ
単位 mm
図3−刃先の高さh1=25 mmのカートリッジ
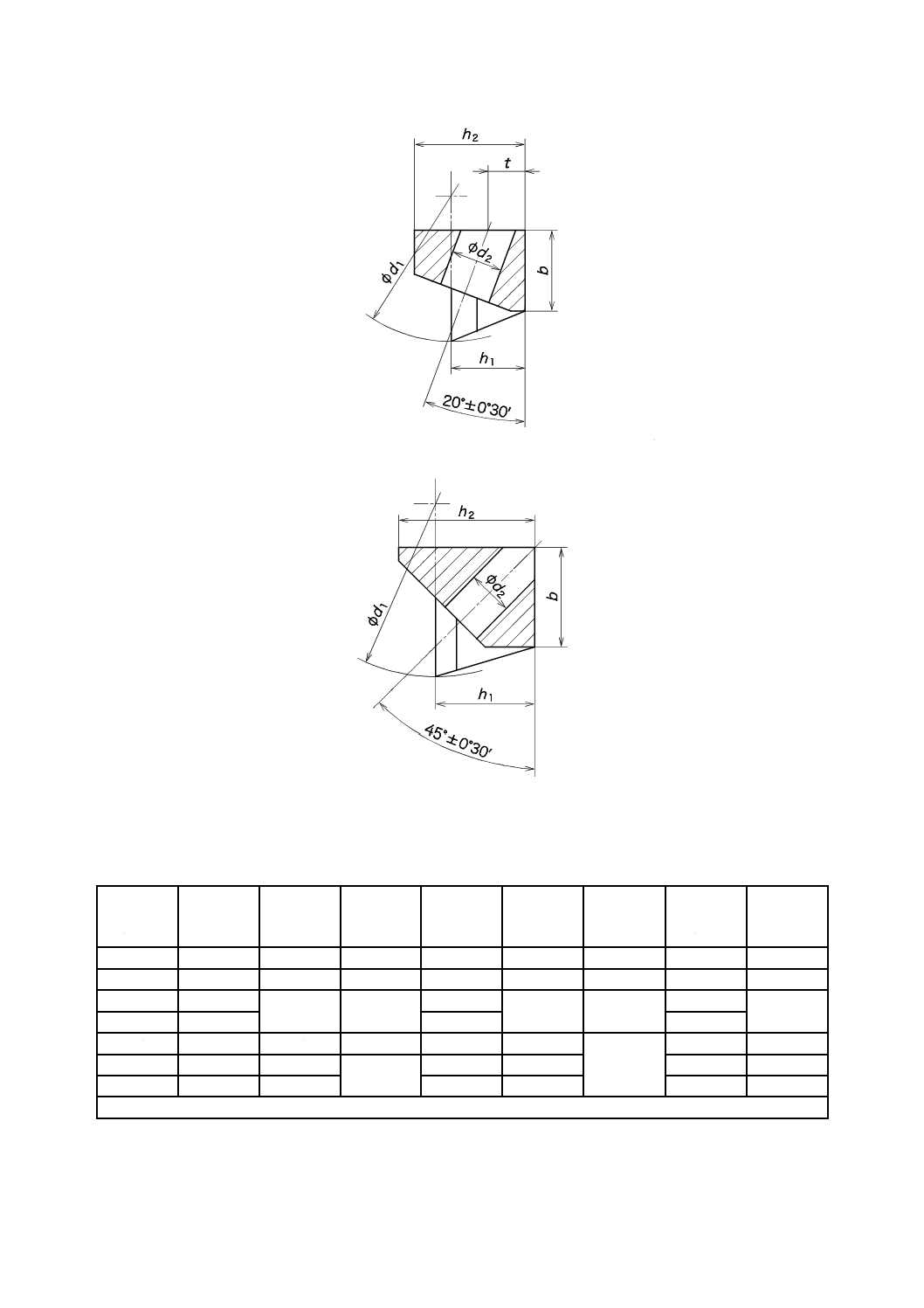
8
B 4127-1:2018
図4−刃先の高さh1=6 mm,8 mm,10 mm及び12 mmのカートリッジのA-A断面形状
図5−刃先の高さh1=16 mm,20 mm及び25 mmのカートリッジのA-A断面形状
表4−シャンクの寸法とシャンクの取付けとの相関性
単位 mm
h1
±0.08
b
0
−0.2
d2a)
H13
e
h2
l2
最小
l3
t
±0.13
締付け
ねじ
6
6
4
12
8.5
16
4.5
3.5
M3.5
8
8
4.5
17
11
21.5
6
4.5
M4
10
11
7
20
15
26
8
5
M6
12
16
20
6
16
20
9
25
25
32.5
10
−
M8
20
20
9
30
30
37.5
−
M8
25
25
11
35
59
−
M10
注a) 取付け穴は,製造業者によって長穴にすることができる。
9
B 4127-1:2018
5
寸法の決め方
5.1
切れ刃のコーナ
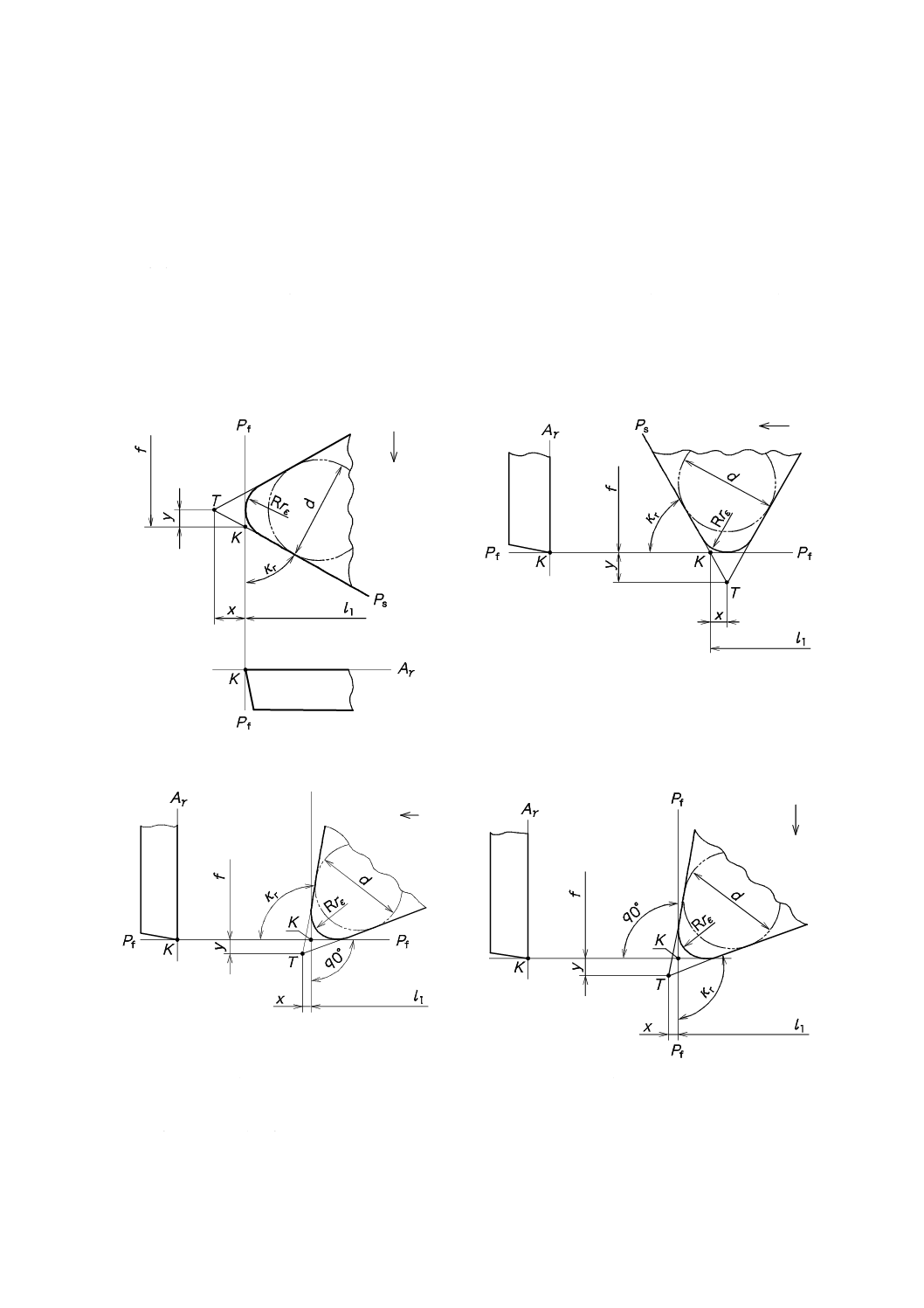
5.1.1
基準点K
基準点Kは,次のように定義する。
ISO 3002-1に基づき,内接円に接する主切れ刃上の接点,Pf面(想定作業面)及びPs面(切れ刃面)に
ついて考慮する。
a) 切込み角κr≦90°の場合,基準点KはPs面,Pf面及びすくい面Aγの交点(図6及び図7参照)。
b) 切込み角κr>90°の場合,基準点KはPf面,Pf面に垂直でありコーナ半径に接する面,及びすくい面
Aγの交点(図8及び図9参照)。
注記 基準点Kの位置は,切れ刃のコーナ半径rεに関係する。
図6−切込み角κr≦90°,軸方向送り
図7−切込み角κr≦90°,径方向送り
図8−切込み角κr>90°,径方向送り
図9−切込み角κr>90°,軸方向送り
図中の矢印は,主送り方向を示す。
10
B 4127-1:2018
5.1.2
仮想シャープコーナT
主切れ刃と副切れ刃との仮想交点を,切れ刃の仮想シャープコーナTとする(図6〜図9参照)。
注記 仮想シャープコーナTの位置は,切れ刃のコーナ半径rεには関係しない。
5.2
マスタチップのコーナ半径
工具全長l1,刃先距離f及び刃先の高さh1の測定,及びその判定に使用するマスタチップ(マスタゲー
ジ)のコーナ半径rεの数値は,表5による。
マスタチップのコーナ半径rεは,カートリッジに同調したチップの大きさに依存するため,内接円直径
に関連している。
マスタチップとは,カートリッジに取り付けるJIS B 4121に規定するチップと同一形状のもので,精度
はJIS B 4120の5.3の等級記号のH級による。
表5−基準コーナ半径 rε
単位 mm
チップの基準内接円直径 d
コーナ半径rεa) (呼び値)
4.76
0.4
5.56
6.35
7.94
9.525
0.8
12.7
15.875
1.2
19.05
25.4
2.4
注a) コーナ半径rεは呼び値を示す。ただし,実際はインチ系の値を換算したrε=0.397 mm,
rε=0.794 mm,rε=1.191 mm及びrε=2.381 mmを用いる。
5.3
工具全長l1
工具全長l1(数値については,表2を参照)は,5.2に適合したコーナ半径をもったマスタチップを用い
て測定する,基準点Kから中間位置に配置した調整ねじを含むシャンク末端(図1,図6〜図9及び表6
参照)までの距離である。
表5に適合しないコーナ半径rεをもったマスタチップを用いた場合の修正工具の全長は,表2及び図6
〜図9に示す補正値x,すなわち,表6及び表5に示す数値によって求める。
補正値x(表6参照)は,シャンク長手方向に平行に測定した基準点Kから仮想シャープコーナTまで
の距離である。
5.4
刃先距離f
刃先距離f(数値については,表2を参照)は,5.2に適合したコーナ半径をもったマスタチップを用い
て測定する,基準点Kからカートリッジの背面までの距離である。
表5に適合しないコーナ半径rεをもったマスタチップを用いた場合の修正刃先距離は,表2及び図6〜
図9に示す補正値y,すなわち,表6及び表5に示す数値によって求める。
補正値y(表6参照)は,シャンク横方向に測定した基準点Kから仮想シャープコーナTまでの距離で
ある。
11
B 4127-1:2018
5.5
刃先の高さh1
刃先の高さh1は,マスタチップ又はマスタ敷板を用いたカートリッジ底面(図1〜図5参照)から基準
点Kまでの高さである。
5.6
許容差
表2及び表4に示される刃先距離f及び刃先の高さh1に対する許容差は,マスタチップ及びマスタ敷板
を用いた測定値に適用する。したがって,チップ,敷板及びシャンクの幅許容差は含まない。
5.7
寸法a
5.7.1
概要
表6に示す寸法aは,カートリッジの総工具幅と総工具全長とに関連する寸法である。
一般的に,カートリッジの幅は刃先距離fに一致し,5.7.2及び5.7.3にある切れ刃の形状以外は,長さ
はl1に一致する。
5.7.2
切れ刃の形状記号R及びT
切れ刃の形状記号R及びTについては,カートリッジの総工具幅は,寸法fと寸法aとの合計となる。
寸法aは,工具全長方向に対し垂直方向に測った基準点Kとチップのコーナ半径の接線との距離である
(表6参照)。
5.7.3
切れ刃の形状記号K,S,W及びY
切れ刃の形状記号K,S,W及びYについては,カートリッジの総工具長は,寸法l1と寸法aとの合計
となる。
寸法aは,工具全長方向に対して平行に測った基準点Kとチップのコーナ半径の接線との距離である(表
6参照)。
5.7.4
寸法aの数値
寸法aは,垂直すくい角γo=0°,切れ刃傾き角λs=0°及び5.2に示すコーナ半径を基準寸法にしてい
る。
表5に適合しないコーナ半径rεをもったチップを用いたカートリッジについて,修正寸法aは,切れ刃
の形状R及びTは補正値x,切れ刃形状K,S,W及びYは補正値yによって決定する(補正値x及び補
正値yは表6を参照)。
垂直すくい角γoと切れ刃傾き角λsとは,±6°の範囲で変動し,それによる寸法aの変動量は,0.1 mm
未満であるので無視できる。
5.8
補正値x及びy
垂直すくい角γo=0°,切れ刃傾き角λs=0°の場合の補正値,x及びyは,表6による。
垂直すくい角γo及び切れ刃傾き角λsが±6°の範囲で変動したとき,それによる寸法aの変動量は0.01
mm〜0.001 mmの範囲であり,極めて小さい。必要に応じて,補正値を算出しなければならない。
12
B 4127-1:2018
表6−補正値
単位 mm
切れ刃の
形状記号
図
rε
x
y
F
0.2
−
0.039
0.4
−
0.076
0.8
−
0.152
1.2
−
0.288
1.6
−
0.305
2.4
−
0.457
0.2
−
0.149
0.4
−
0.291
0.8
−
0.581
1.2
−
0.872
1.6
−
1.162
2.4
−
1.743
G
0.2
0.039
−
0.4
0.076
−
0.8
0.152
−
1.2
0.228
−
1.6
0.305
−
2.4
0.457
−
0.2
0.149
−
0.4
0.291
−
0.8
0.581
−
1.2
0.872
−
1.6
1.162
−
2.4
1.743
−
J
0.2
0.028
0.012
0.4
0.055
0.024
0.8
0.109
0.048
1.2
0.164
0.073
1.6
0.219
0.097
2.4
0.328
0.145
0.2
0.176
0.020
0.4
0.344
0.039
0.8
0.688
0.079
1.2
1.031
0.118
1.6
1.375
0.157
2.4
2.062
0.236
13
B 4127-1:2018
表6−補正値(続き)
単位 mm
切れ刃の
形状記号
図
rε
x
y
J
0.2
0.138
0.018
0.4
0.269
0.035
0.8
0.538
0.071
1.2
0.806
0.106
1.6
1.075
0.142
2.4
1.613
0.213
K
0.2
0.022
0.083
0.4
0.044
0.163
0.8
0.087
0.326
1.2
0.131
0.488
1.6
0.174
0.651
2.4
0.262
0.976
0.2
0.004
0.014
0.4
0.007
0.028
0.8
0.015
0.055
1.2
0.022
0.083
1.6
0.029
0.110
2.4
0.044
0.165
0.2
0.012
0.046
0.4
0.024
0.089
0.8
0.048
0.178
1.2
0.072
0.268
1.6
0.096
0.357
2.4
0.143
0.535
L
0.2
0.020
0.020
0.4
0.040
0.040
0.8
0.079
0.079
1.2
0.119
0.119
1.6
0.159
0.159
2.4
0.238
0.238
R
0.2
0.083
0.022
0.4
0.163
0.044
0.8
0.326
0.087
1.2
0.488
0.131
1.6
0.651
0.174
2.4
0.976
0.262
14
B 4127-1:2018
表6−補正値(続き)
単位 mm
切れ刃の
形状記号
図
rε
x
y
R
0.2
0.014
0.004
0.4
0.028
0.007
0.8
0.055
0.015
1.2
0.083
0.022
1.6
0.110
0.029
2.4
0.165
0.044
0.2
0.046
0.012
0.4
0.089
0.024
0.8
0.178
0.048
1.2
0.268
0.072
1.6
0.357
0.096
2.4
0.535
0.143
S
0.2
0.112
0.112
0.4
0.218
0.218
0.8
0.437
0.437
1.2
0.655
0.655
1.6
0.873
0.873
2.4
1.309
1.309
0.2
0.061
0.061
0.4
0.119
0.119
0.8
0.239
0.239
1.2
0.358
0.358
1.6
0.477
0.477
2.4
0.715
0.715
0.2
0.185
0.185
0.4
0.370
0.370
0.8
0.740
0.740
1.2
1.109
1.109
1.6
1.479
1.479
2.4
2.219
2.219
0.2
0.084
0.084
0.4
0.164
0.164
0.8
0.329
0.329
1.2
0.493
0.493
1.6
0.658
0.658
2.4
0.986
0.986
15
B 4127-1:2018
表6−補正値(続き)
単位 mm
切れ刃の
形状記号
図
rε
x
y
T
0.2
0.108
0.062
0.4
0.211
0.122
0.8
0.422
0.244
1.2
0.634
0.366
1.6
0.845
0.488
2.4
1.267
0.731
0.2
0.203
0.117
0.4
0.397
0.229
0.8
0.794
0.458
1.2
1.191
0.687
1.6
1.588
0.917
2.4
2.381
1.375
U
0.2
0.012
0.028
0.4
0.024
0.055
0.8
0.048
0.109
1.2
0.073
0.164
1.6
0.097
0.219
2.4
0.145
0.328
0.2
0.018
0.138
0.4
0.035
0.269
0.8
0.071
0.538
1.2
0.106
0.806
1.6
0.142
1.075
2.4
0.213
1.613
16
B 4127-1:2018
表6−補正値(続き)
単位 mm
切れ刃の
形状記号
図
rε
x
y
W
0.2
0.062
0.108
0.4
0.122
0.211
0.8
0.244
0.422
1.2
0.366
0.634
1.6
0.488
0.845
2.4
0.731
1.267
0.2
0.027
0.046
0.4
0.052
0.090
0.8
0.104
0.180
1.2
0.156
0.270
1.6
0.208
0.360
2.4
0.312
0.540
0.2
0.117
0.203
0.4
0.229
0.379
0.8
0.458
0.794
1.2
0.687
1.191
1.6
0.917
1.588
2.4
1.375
2.381
Y
0.2
0.005
0.056
0.4
0.010
0.109
0.8
0.019
0.218
1.2
0.029
0.327
1.6
0.038
0.436
2.4
0.057
0.653
0.2
0.001
0.016
0.4
0.003
0.033
0.8
0.006
0.066
1.2
0.009
0.099
1.6
0.012
0.132
2.4
0.017
0.198
17
B 4127-1:2018
附属書A
(参考)
JIS B 4127-1〜JIS B 4127-12とISO/TS 13399-2及び
ISO/TS 13399-3との記号表示の関係
表A.1−JIS B 4127-1〜JIS B 4127-12とISO/TS 13399-2及びISO/TS 13399-3との記号表示の関係
JIS B 4127
の規格群に規
定する記号
JIS B 4127
の規格群参照
ISO/TS 13399-2
及び
ISO/TS 13399-3
におけるプロパティ名
ISO/TS 13399-2
及び
ISO/TS 13399-3
における記号
ISO/TS 13399-2
及び
ISO/TS 13399-3
の参照
aa)
JIS B 4127-1の5.7(工具全長方向)
lfの寸法a
LFA
ISO/TS 13399-3
ab)
JIS B 4127-1の5.7(工具幅方向)
wfの寸法a
WFA
ISO/TS 13399-3
b
JIS B 4127-1の4.2 図4及び図5,
4.3 表4
シャンク幅
B
ISO/TS 13399-3
d
JIS B 4127-1の5.2 表5
内接円直径
IC
ISO/TS 13399-2
d1
JIS B 4127-1の4.2 表3,図4及び
図5
最小加工径
DMIN
ISO/TS 13399-3
d2
JIS B 4127-1の4.2 図4及び図5,
4.3 表4
取付け穴の直径
DAH
ISO/TS 13399-3
e
JIS B 4127-1の4.3 図2及び図3,
4.3 表4
取付け穴の距離
MHD
ISO/TS 13399-3
20±0.13
JIS B 4127-1の4.2 図3
取付け穴の距離
MHD2
ISO/TS 13399-3
20°±30′
JIS B 4127-1の4.2 図4
取付け穴の角度
MHA
ISO/TS 13399-3
45°±30′
JIS B 4127-1の4.2 図5
取付け穴の角度
MHA
ISO/TS 13399-3
f
JIS B 4127-1の4.1 図1及び表2
刃先距離
WF
ISO/TS 13399-3
h1
JIS B 4127-1の4.1 図1及び表2,
4.2 表3,4.3 表4
刃先の高さ
HF
ISO/TS 13399-3
h2
JIS B 4127-1の4.2 図4及び図5,
4.3 表4
シャンクの高さ
H
ISO/TS 13399-3
l1
JIS B 4127-1の4.1 図1及び表2
工具全長
LF
ISO/TS 13399-3
l2
JIS B 4127-1の4.3 図2及び図3,
4.3 表4
シャンクの長さ
LS
ISO/TS 13399-3
l3
JIS B 4127-1の4.3 図2及び図3,
4.3 表4
調整ねじの突出し長さ
ASP
ISO/TS 13399-2
rε
JIS B 4127-1の5.1 図6〜図9,5.2
表5
コーナ半径
RE
ISO/TS 13399-2
t
JIS B 4127-1の4.2 図4
取付け穴の高さ
MHH
ISO/TS 13399-3
γo
JIS B 4127-2〜JIS B 4127-12
垂直すくい角
GAMO
ISO/TS 13399-3
λS
JIS B 4127-2〜JIS B 4127-12
切れ刃の傾き角
LAMS
ISO/TS 13399-3
S
JIS B 4127-2〜JIS B 4127-12
チップ厚さ
S
ISO/TS 13399-2
κr
JIS B 4127-1の5.1 図6〜図9,JIS
B 4127-2〜JIS B 4127-12
切込み角
KAPR
ISO/TS 13399-3
注a) l1方向に測定した寸法 a
b) f方向に測定した寸法 a
18
B 4127-1:2018
附属書JA
(参考)
カートリッジの材料,硬さ及び試験方法
JA.1 材料
カートリッジの材料は,一般にJIS G 4053のSCM435〜SCM445又はJIS G 4401のSK5〜SK7を用いる。
JA.2 硬さ
カートリッジの硬さは,35HRC以上が望ましい。
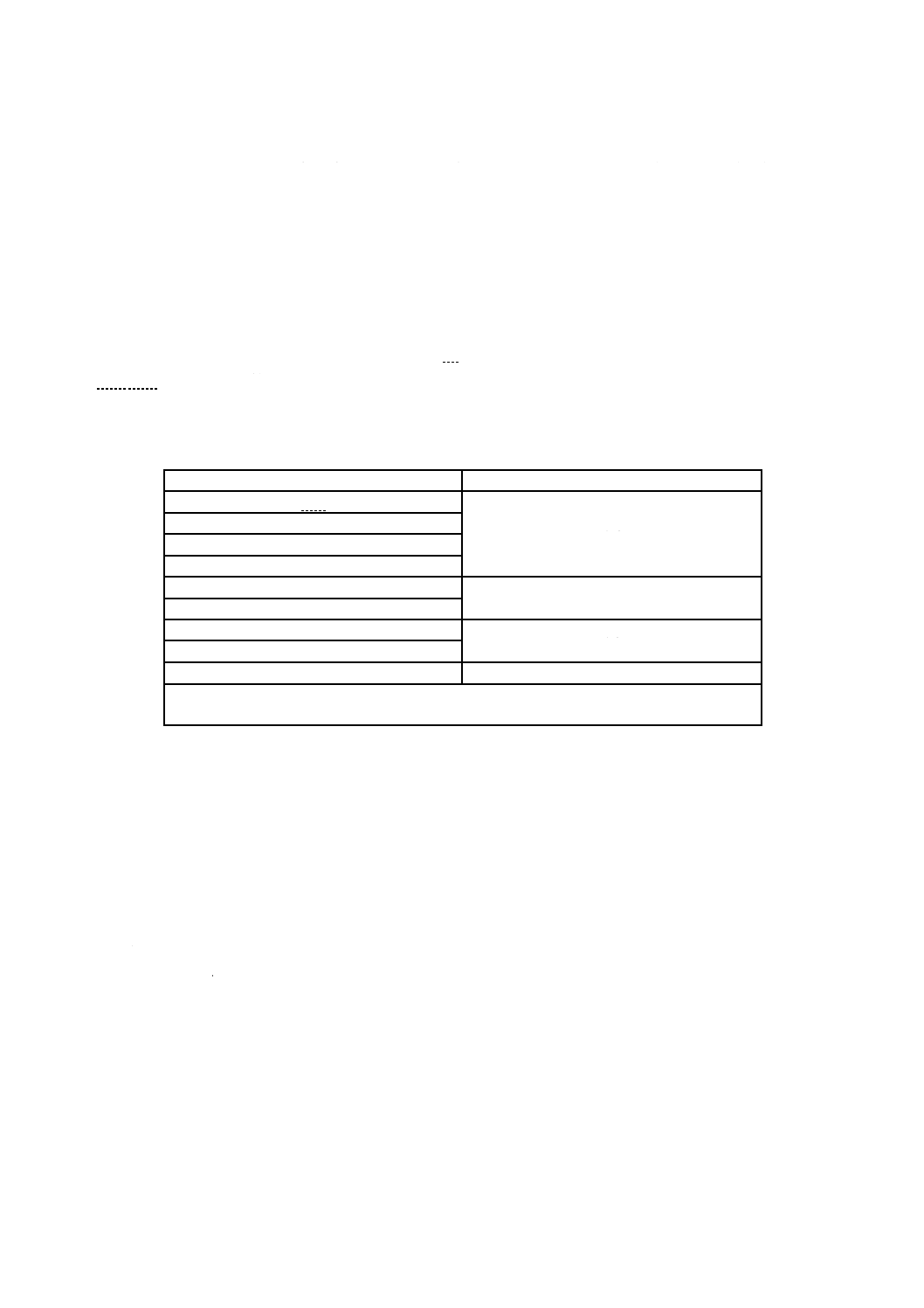
JA.3 試験方法
カートリッジの形状及び寸法の測定方法を,表JA.1に示す。ただし,測定方法及び測定器具は,一般的
な例を示す。
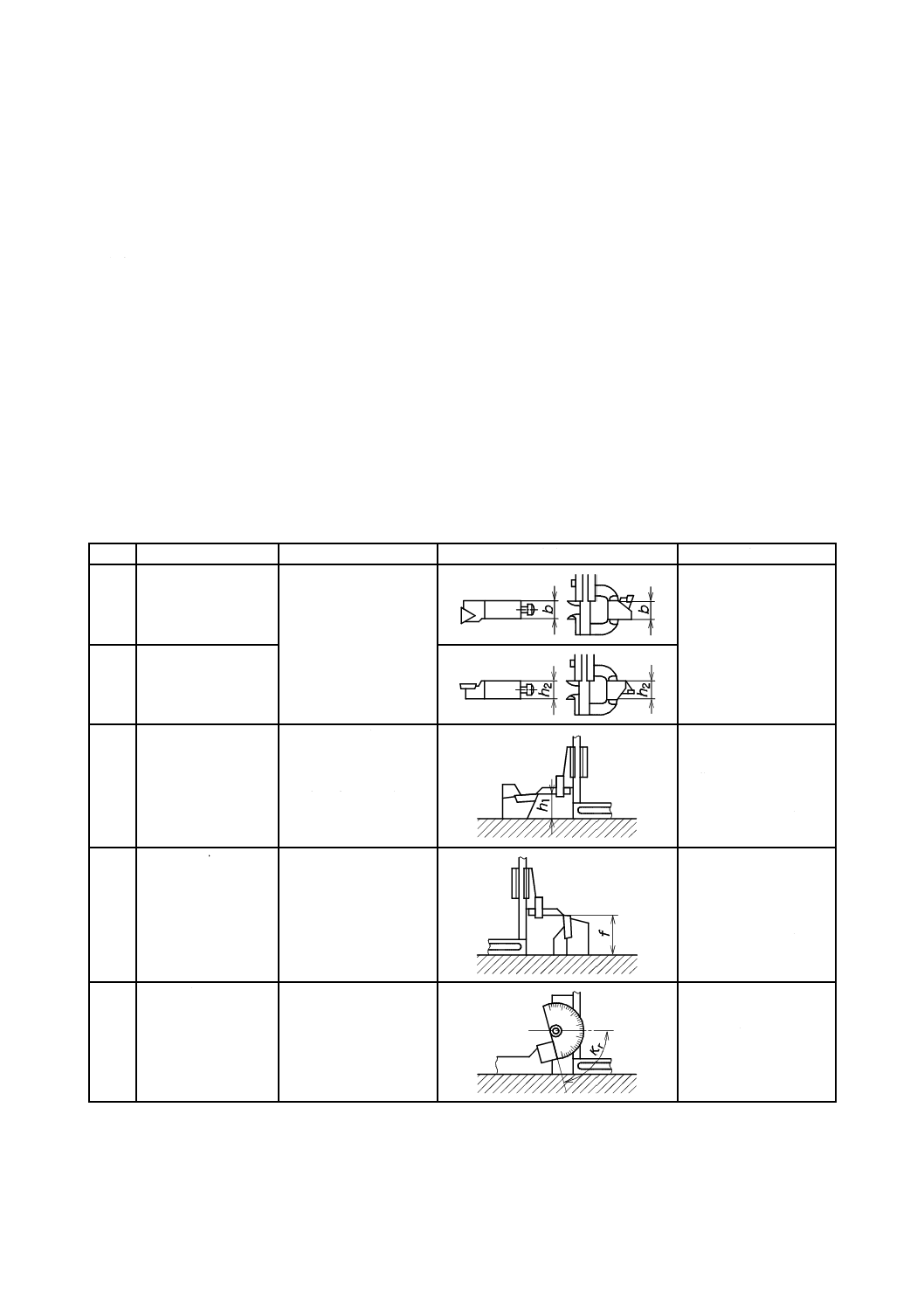
表JA.1−形状及び寸法の測定方法
番号
項目
測定方法
測定方法図
測定器具
1
シャンクの幅b
ノギスで測定する。
JIS B 7507に規定する
ノギス
2
シャンクの高さh2
3
刃先の高さh1
マスタチップをカート
リッジに取り付け,精
密定盤上に置き,ハイ
トゲージ又は測定顕微
鏡で測定する。
JIS B 7513に規定する
1級の精密定盤
JIS B 7517に規定する
ハイトゲージ
JIS B 7153に規定する
測定顕微鏡
4
刃先距離f
マスタチップをカート
リッジに取り付け,精
密定盤上に置き,ハイ
トゲージ又は測定顕微
鏡で測定する。
JIS B 7513に規定する
1級の精密定盤
JIS B 7517に規定する
ハイトゲージ
JIS B 7153に規定する
測定顕微鏡
5
切込み角κr
マスタチップをカート
リッジに取り付け,精
密定盤上に置き,ベベ
ルプロトラクタで測定
する。
JIS B 7513に規定する
1級の精密定盤
ベベルプロトラクタ
19
B 4127-1:2018
参考文献 JIS B 7153 測定顕微鏡
JIS B 7507 ノギス
JIS B 7513 精密定盤
JIS B 7517 ハイトゲージ
JIS G 0202 鉄鋼用語(試験)
JIS G 4053 機械構造用合金鋼鋼材
JIS G 4401 炭素工具鋼鋼材
JIS Z 2245 ロックウェル硬さ試験−試験方法
ISO/TS 13399-2,Cutting tool data representation and exchange−Part 2: Reference dictionary for the
cutting items
ISO/TS 13399-3,Cutting tool data representation and exchange−Part 3: Reference dictionary for tool
items
20
B 4127-1:2018
附属書JB
(参考)
JISと対応国際規格との対比表
JIS B 4127-1:2018 刃先交換チップ用カートリッジ−Aタイプの形状・寸法−第
1部:一般事項
ISO 5611-1:2015,Cartridges, type A, for indexable inserts−Part 1: General survey,
correlation and determination of dimensions
(I)JISの規定
(II)国際
規格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
3 一般事項 11種類について規
定
3
11種類について規定
追加
JISは,ISO規格にはないチップ形
状を追加した。また,80°コーナチ
ップの図を追加した。
我が国の実情に合わせ追加した。
次回の国際規格の見直しの際,
ISOに改正提案を行う。
4 寸法
4.1 刃先の高さh1,
工具全長l1及び刃先
距離fについて規定
4.1
工具全長l1及び刃先距
離fについて規定
変更
ISO規格は,図1において,工具全
長l1が刃先先端からシャンク端部
までの距離と規定しているが,JIS
では,刃先先端から調整ねじ端部ま
での距離と規定した。
ISO規格の間違いなので,次回の
国際規格の見直しの際,ISOに改
正提案を行う。
5 寸法の決
め方
5.2 マスタチップの
コーナ半径
コーナ半径を規定
5.2
コーナ半径を規定
追加
JISは,マスタチップの定義を追加
した。
利用者の利便性を図った。
追加
JISは,ISO規格にはない内接円直
径4.76を追加した。
我が国の実情に合わせ追加した。
次回の国際規格の見直しの際,
ISOに改正提案を行う。
5.8 補正値x及びy
補正値を規定
5.8
補正値を規定
追加
JISは,ISO規格にはないチップ形
状を追加した。また,80°コーナチ
ップの図を追加した。
我が国の実情に合わせ追加した。
次回の国際規格の見直しの際,
ISOに改正提案を行う。
附属書
JA(参考)
カートリッジの材
料,硬さ及び試験方
法
−
規定はない。
追加
ISO規格は,ISO 5611-2〜ISO
5611-12に規定するものをこの規格
にまとめて示している。
利用者の利便性を図った。技術的
差異はない。参考としたのは,従
来の規定を継承したため。
JISと国際規格との対応の程度の全体評価:ISO 5611-1:2015,MOD
2
B
4
1
2
7
-1
:
2
0
1
8
21
B 4127-1:2018
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 追加 ················ 国際規格にない規定項目又は規定内容を追加している。
− 変更 ················ 国際規格の規定内容を変更している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD ··············· 国際規格を修正している。
2
B
4
1
2
7
-1
:
2
0
1
8