B 4125:2016
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
1A 引用規格 ······················································································································ 1
2 構成記号の説明 ················································································································ 2
2.1 一般 ···························································································································· 2
2.2 呼び記号の構成要素及び配列順序······················································································ 2
3 必須記号························································································································· 2
3.1 構造記号 ······················································································································ 2
3.2 チップの形状記号 ·········································································································· 3
3.3 切れ刃の形状記号 ·········································································································· 3
3.4 チップの逃げ角記号 ······································································································· 5
3.5 勝手記号 ······················································································································ 6
3.6 シャンクの高さ記号 ······································································································· 6
3.7 シャンクの幅記号 ·········································································································· 7
3.8 ホルダの全長記号 ·········································································································· 7
3.9 チップの切れ刃長さ記号 ································································································· 8
4 任意記号························································································································· 9
附属書A(参考)この規格とISO 13399シリーズとの記号表示の関係 ············································ 10
参考文献 ···························································································································· 11
附属書JA(参考)JISと対応国際規格との対比表 ······································································ 13
B 4125:2016
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,日本機械工具工業
会(JTA)及び一般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を改正すべき
との申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格である。
これによって,JIS B 4125:1998は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 4125:2016
刃先交換チップ用ホルダ−
角シャンク及びカートリッジの呼び記号の付け方
Turning and copying tool holders and cartridges for indexable inserts-
Designation
序文
この規格は,2012年に第4版として発行されたISO 5608を基に,我が国の実情を反映し,技術的内容
を変更して作成した日本工業規格である。
なお,この規格で点線の下線を施してある箇所は,対応国際規格を変更している事項である。変更の一
覧表にその説明を付けて,附属書JAに示す。
1
適用範囲
この規格は,JIS B 4121に規定する刃先交換チップ(以下,チップという。)を保持する正方形又は長方
形断面のシャンクをもつ,旋削及び倣い加工に使用する刃先交換チップ用ホルダ(以下,ホルダという。)
並びにカートリッジの呼び記号の付け方について規定する。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 5608:2012,Turning and copying tool holders and cartridges for indexable inserts−Designation
(MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
1A 引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS B 0107 バイト用語
JIS B 0170 切削工具用語(基本)
JIS B 4120 刃先交換チップの呼び記号の付け方
注記 対応国際規格:ISO 1832,Indexable inserts for cutting tools−Designation(MOD)
JIS B 4121 刃先交換チップ
JIS B 4126-1 刃先交換チップ用ホルダ−角シャンクの形状・寸法−第1部:一般事項
JIS B 4127 スローアウェイチップ用カートリッジ−Aタイプの形状・寸法
注記 対応国際規格:ISO 5611,Cartridges, type A, for indexable inserts−Dimensions(MOD)
2
B 4125:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2
構成記号の説明
2.1
一般
この規格で用いる主な用語及び定義は,JIS B 0107及びJIS B 0170による。
2.2
呼び記号の構成要素及び配列順序
2.2.1
必須記号
呼び記号の構成要素及び配列順序は,次の( )内の番号順とする。
a) (1):構造記号
チップのクランプ方法を表す文字記号(3.1参照)
b) (2):チップの形状記号
チップの形状を表す文字記号(3.2参照)
c) (3):切れ刃の形状記号
ホルダに取り付けた状態での切れ刃の角度及びオフセットの有無を
表す文字記号(3.3参照)
d) (4):チップの逃げ角記号
チップ自身の逃げ角の大きさを表す文字記号(3.4参照)
e) (5):勝手記号
ホルダの勝手を表す文字記号(3.5参照)
f)
(6):シャンクの高さ記号
ホルダのシャンクの高さ又は刃先の高さを表す数字記号(3.6参照)
g) (7):シャンクの幅記号
ホルダのシャンクの幅を表す数字記号,
カートリッジでは形状を表す文字記号(3.7参照)
h) (8):ホルダの全長記号
ホルダの全長を表す文字記号(3.8参照)
i)
(9):チップの切れ刃長さ記号
チップの切れ刃の長さを表す数字記号(3.9参照)
2.2.2
任意記号
(10):特別公差の記号 刃先距離が特別公差のホルダを表す文字記号等(箇条4参照)
この記号は,省略してもよい。製造業者は,自社製品を区別するために,この記号に続けて最大三つの
文字及び数字,又はその一方を追加できる。ただし,この場合には−(ダッシュ)を置いて区別する。
例 ホルダの表示記号:PTFNR2525M16
(1) (2) (3) (4) (5) (6) (7) (8) (9) (10)
P T F N R 25 25 M 16 Q
(2),(4) 及び (9) は,JIS B 4120による。
注記 この規格とISO 13399シリーズとの記号表示の関係を,表A.1に示す。
3
必須記号
3.1
構造記号
構造記号は,表1による。
表1−構造記号
記号
チップのクランプ方式
C
クランプオン式:クランプ駒を用いて穴なしチップを固定する方式
D
ダブルクランプ式:一つの動作で二つの機能を同時に作用させて穴付きチップを固定する方式
M
二重クランプ式:偏心ピンとクランプ駒とを用いて穴付きチップを固定する方式
P
ピンロック式:ピンを用いて穴付きチップを固定する方式
S
スクリュオン式:クランプねじを用いて穴付きチップを固定する方式
3
B 4125:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.2
チップの形状記号
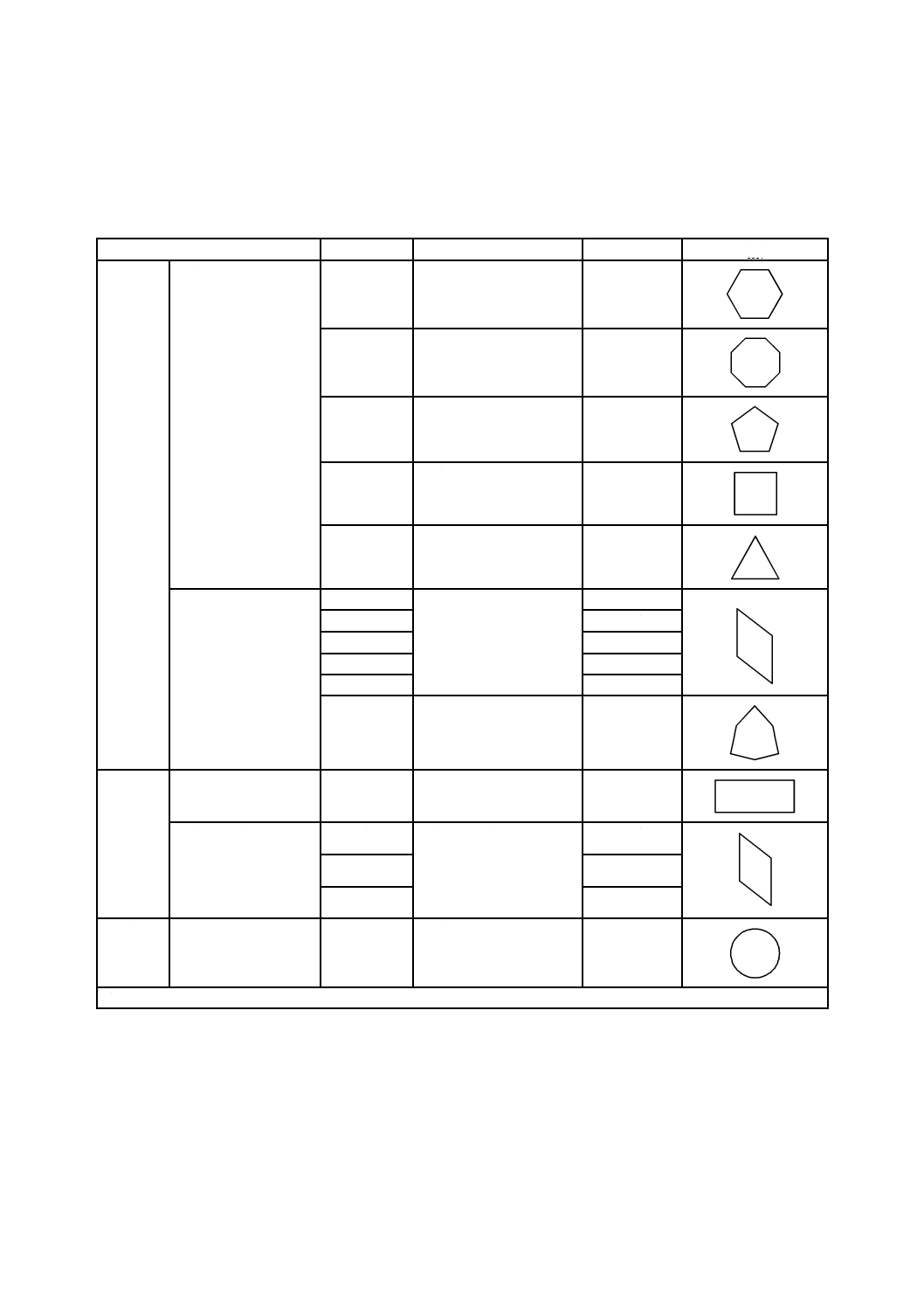
チップの形状記号は,JIS B 4120によって,表2による。
表2−チップの形状記号
種類
記号
形状
刃先角εr
図
等辺
正多角形
H
正六角形
120°
O
正八角形
135°
P
正五角形
108°
S
正方形
90°
T
正三角形
60°
ひし形及び不等角形
C
ひし形
80°a)
D
55°a)
E
75°a)
M
86°a)
V
35°a)
W
六角形
80°a)
不等辺
長方形
L
長方形
90°
平行四辺形
A
平行四辺形
85°a)
B
82°a)
K
55°a)
円形
−
R
円形
−
注a) 刃先角は,小さい方の角度をいう。
3.3
切れ刃の形状記号
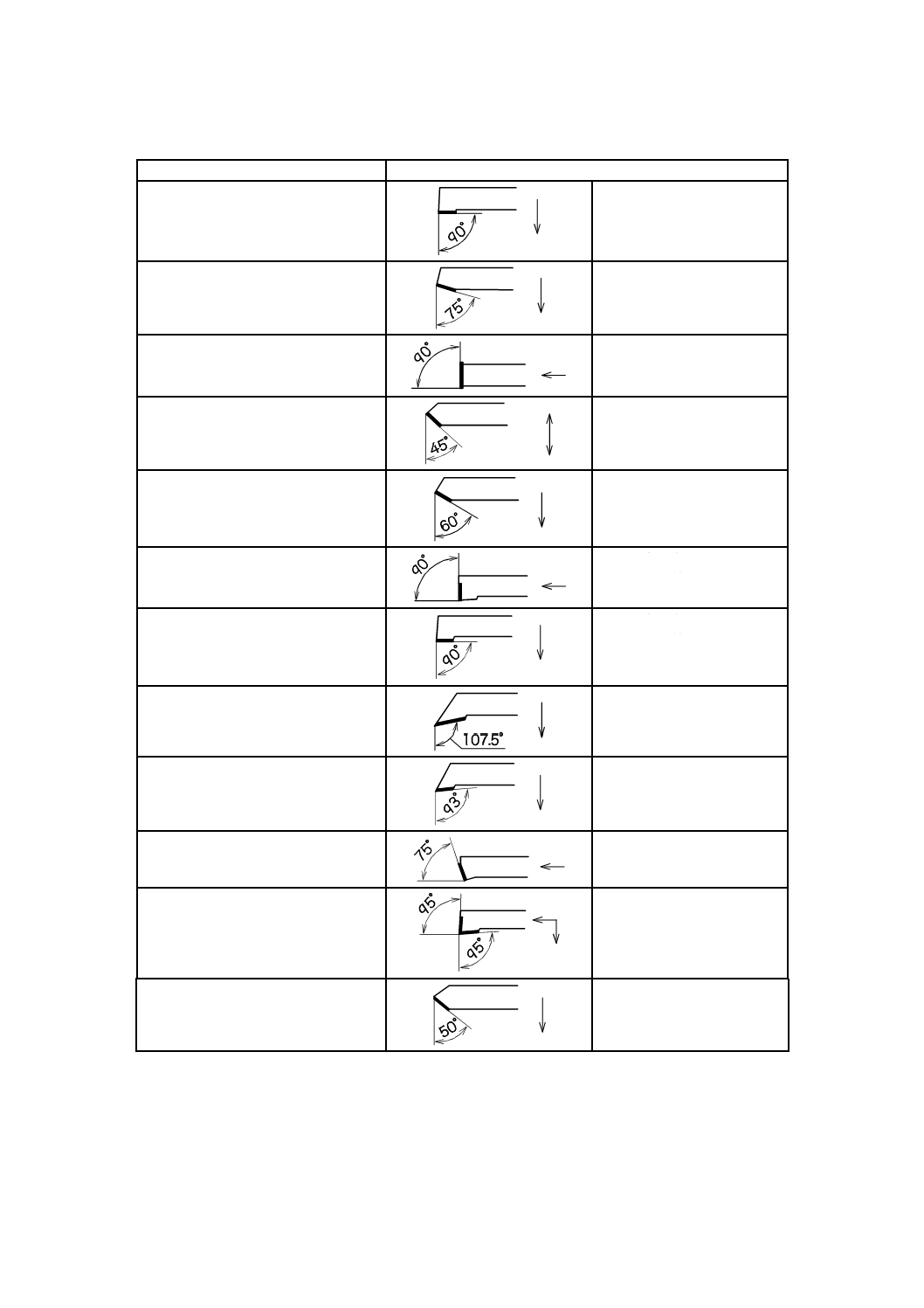
切れ刃の形状記号は,表3による。
4
B 4125:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表3−切れ刃の形状記号
記号
切れ刃の形状
A
切込み角90°
オフセットなし
B
切込み角75°
オフセットなし
C
切込み角90°
オフセットなし
Da)
切込み角45°
オフセットなし
E
切込み角60°
オフセットなし
F
切込み角90°
オフセット付き
G
切込み角90°
オフセット付き
H
切込み角107.5°
オフセット付き
J
切込み角93°
オフセット付き
K
切込み角75°
オフセット付き
L
切込み角95°
オフセット付き
M
切込み角50°
オフセットなし
5
B 4125:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
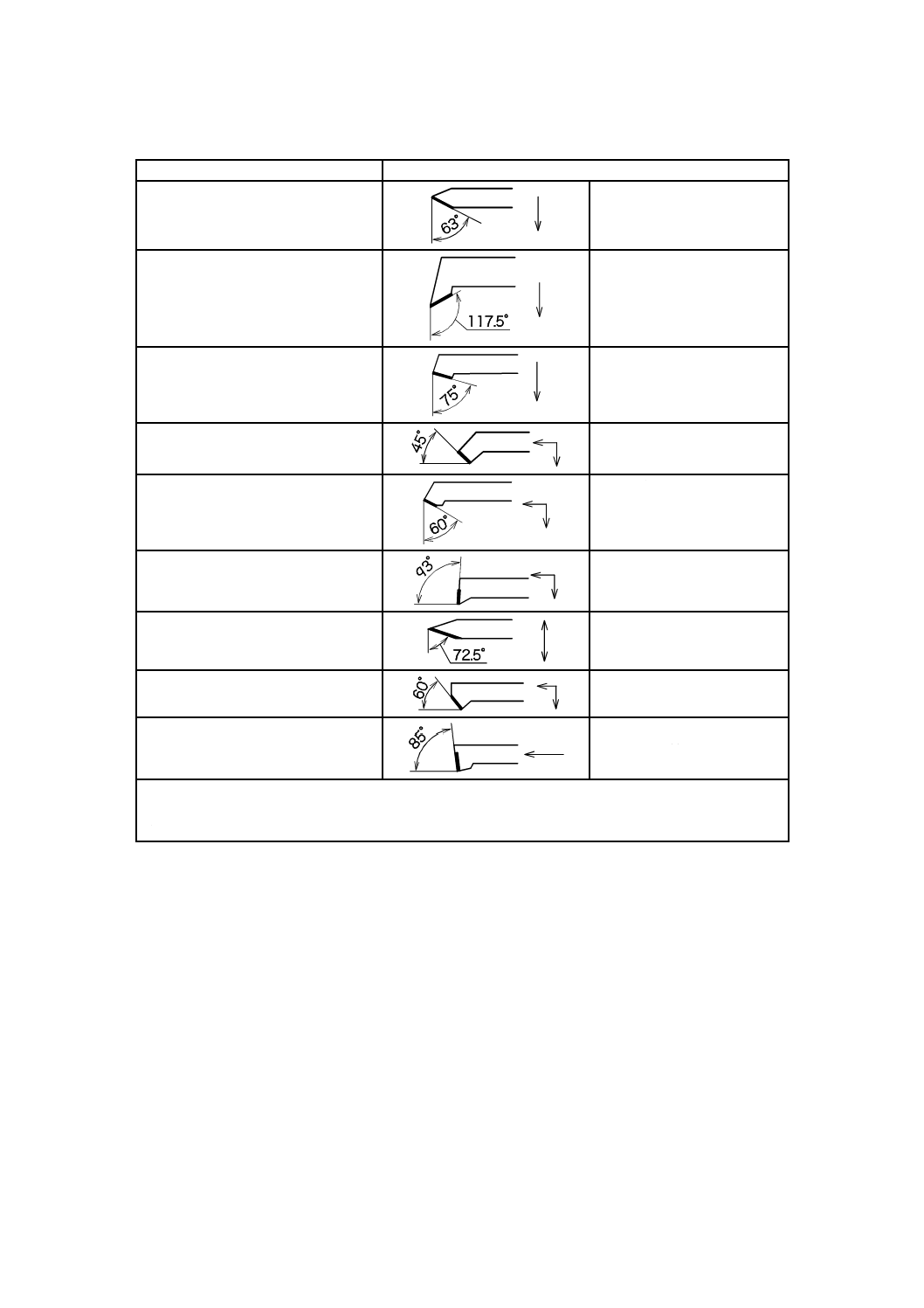
表3−切れ刃の形状記号(続き)
記号
切れ刃の形状
N
切込み角63°
オフセットなし
P
切込み角117.5°
オフセット付き
R
切込み角75°
オフセット付き
Sa)
切込み角45°
オフセット付き
T
切込み角60°
オフセット付き
U
切込み角93°
オフセット付き
V
切込み角72.5°
オフセットなし
W
切込み角60°
オフセット付き
Y
切込み角85°
オフセット付き
注記1 図中の矢印は,送り方向を示す。
注記2 図は,一般に,右勝手を示す。
注a) 記号D及び記号Sの切れ刃形状は,円形チップにも適用する。
3.4
チップの逃げ角記号
チップの逃げ角記号は,JIS B 4120によって,表4による。
6
B 4125:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表4−チップの逃げ角記号
記号
逃げ角αn
A
3°
B
5°
C
7°
D
15°
E
20°
F
25°
G
30°
N
0°
P
11°
注記 逃げ角は,主切れ刃に対する逃げ角とする。
3.5
勝手記号
勝手記号は,表5による。
表5−勝手記号
記号
勝手
R
右勝手
L
左勝手
N
勝手なし
3.6
シャンクの高さ記号
3.6.1
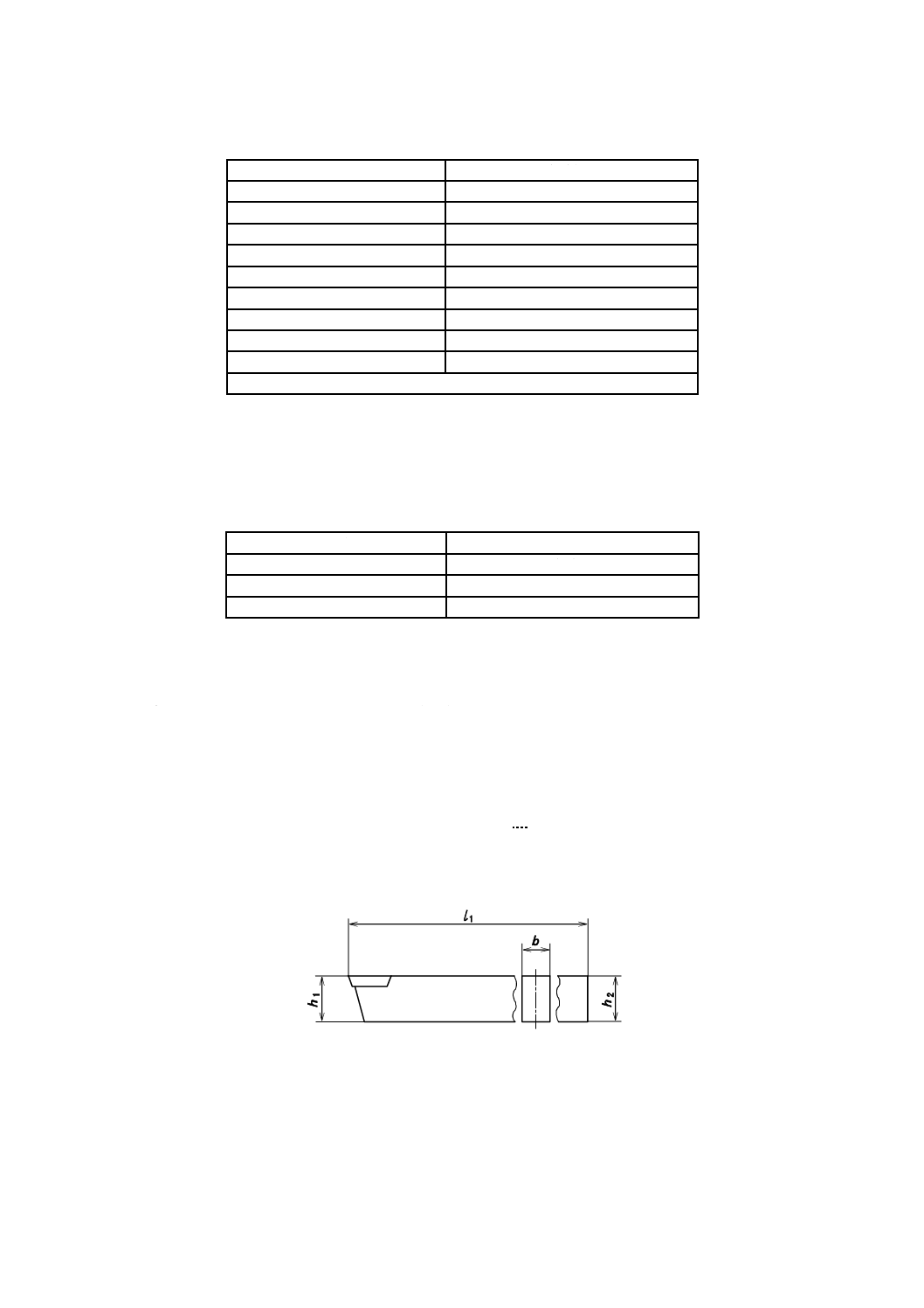
正方形又は長方形断面のシャンクの高さ
ホルダのシャンクの高さは,ミリメートル(mm)で表す。
正方形又は長方形断面のシャンクをもつホルダでは,刃先の高さh1は,図1のようにシャンクの高さh2
に等しい。
シャンクの高さ寸法が数字1桁の場合は,0(ゼロ)を前に付けて2桁で表示する。
なお,正方形又は長方形断面のシャンクの高さh2は,JIS B 4126-1による。
例1 h2=32 mm,高さ記号は32
例2 h2=8 mm,高さ記号は08
図1−正方形又は長方形断面のシャンクの高さ
3.6.2
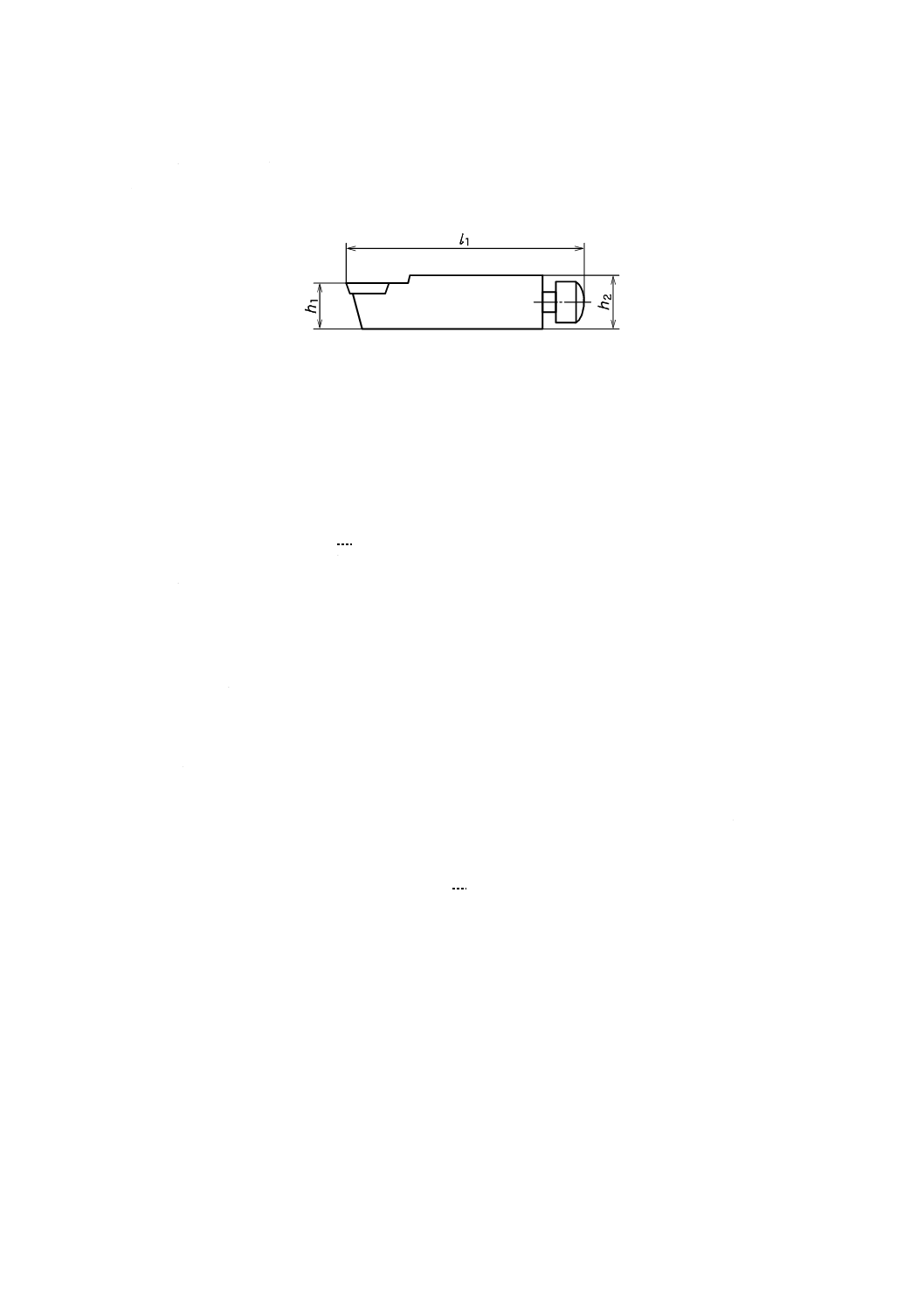
カートリッジのシャンクの高さ
カートリッジでは,刃先の高さh1は,図2のようにシャンクの高さh2に等しくない。
カートリッジでの刃先の高さ寸法が数字1桁の場合は,0(ゼロ)を前に付けて2桁で表示する。
7
B 4125:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
なお,カートリッジでの刃先の高さh1は,JIS B 4127による。
例1 h1=32 mm,高さ記号は32
例2 h1=8 mm,高さ記号は08
図2−カートリッジのシャンクの高さ
3.7
シャンクの幅記号
3.7.1
正方形又は長方形断面のシャンクの幅
ホルダのシャンクの幅は,ミリメートル(mm)で表す。
正方形又は長方形断面のシャンクをもつホルダでは,シャンクの幅記号は,図1の基準寸法bとする。
なお,シャンクの幅寸法が1桁の場合は,0(ゼロ)を前に付けて2桁で表示する。また,正方形又は長
方形断面のシャンクの幅bは,JIS B 4126-1による。
例1 b=25 mm,シャンクの幅記号は25
例2 b=8 mm,シャンクの幅記号は08
3.7.2
カートリッジ
カートリッジは,図2を参照。
カートリッジでのシャンクの幅記号は,シャンクの幅寸法の代わりに,C(Cartridge)及びカートリッジ
タイプ記号の2文字で表示する。
なお,カートリッジのシャンクの幅及びタイプ記号は,JIS B 4127による。
例 Aタイプカートリッジの表示記号:PTFNR12CA−16
3.8
ホルダの全長記号
ホルダの全長記号は,表6による。
なお,表6以外の全長をもつカートリッジ(例えば,l1=44 mm)では,全長記号は−(ダッシュ)とす
る。
正方形又は長方形断面の工具の全長l1は,JIS B 4126-1による。カートリッジの工具の全長l1は,JIS B
4127による。
8
B 4125:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表6−ホルダの全長記号
単位 mm
記号
全長
l1
A
32
B
40
C
50
D
60
E
70
F
80
G
90
H
100
J
110
K
125
L
140
M
150
N
160
P
170
Q
180
R
200
S
250
T
300
U
350
V
400
W
450
X
特殊寸法
Y
500
3.9
チップの切れ刃長さ記号
メートル系チップの切れ刃長さ記号は,JIS B 4120に従い,表7による。
表7−チップの切れ刃長さ
種類
記号
等辺チップ
チップの切れ刃の長さ(一辺の長さ)を,ミリメートル(mm)で表示する。
小数点以下は,切り捨てる。
例 内接円の大きさ9.525 mmの正三角形チップの場合
切れ刃の長さ:16.5 mm
表示記号:16
不等辺チップ
チップの主切れ刃の長さ又は長い方の切れ刃の長さを,ミリメートル(mm)で表示する。
小数点以下は,切り捨てる。
例 主切れ刃の長さ:19.05 mm
表示記号:19
円形チップ
チップの直径の大きさを,ミリメートル(mm)で表示する。
小数点以下は,切り捨てる。
例 チップの直径:15.875 mm
表示記号:15
切れ刃長さの数字が1桁の場合は,0(ゼロ)を前に付けて2桁で表示する。
例 切れ刃の長さ:9.525 mm
表示記号:09
9
B 4125:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4
任意記号
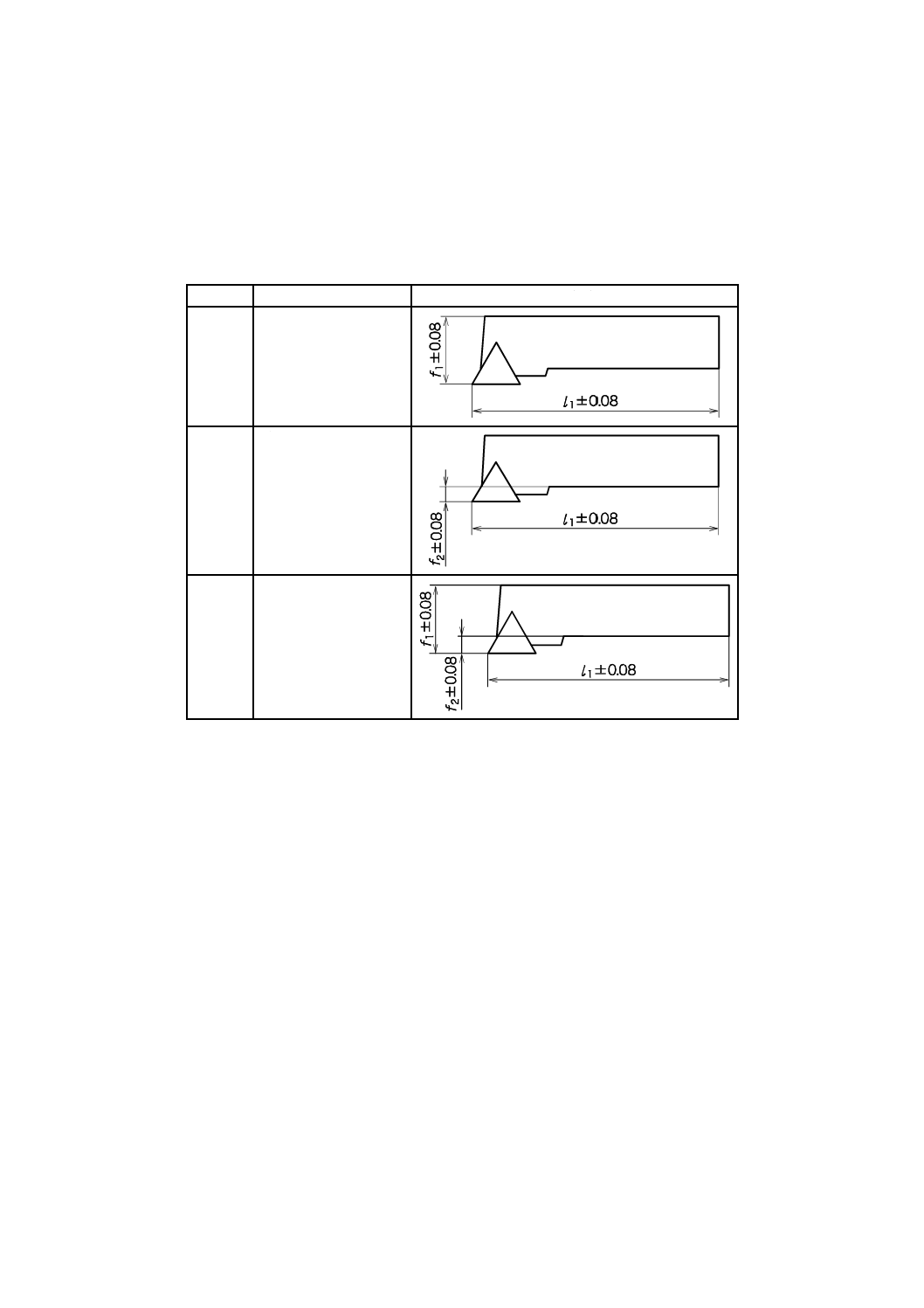
高精度ホルダの記号は,表8による。高精度ホルダは,寸法f1,f2及びl1が±0.08 mmの許容差をもつホ
ルダである。記号及び形状は,表8による。
表8−高精度ホルダの基準面及び許容差
単位 mm
記号
基準面
許容差
Q
背面及び端面
F
前面及び端面
B
前面,背面及び端面
10
B 4125:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A
(参考)
この規格とISO 13399シリーズとの記号表示の関係
表A.1は,この規格とISO 13399シリーズとの記号表示の関係を示す。
表A.1−この規格とISO 13399シリーズとにおける記号表示の関係
この規格における記号
この規格にお
ける対応箇条
ISO 13399シリーズに
おけるプロパティ名
ISO 13399シリー
ズにおける記号
ISO 13399シリーズに
おける対応コード
構造記号(1)
3.1
表1
クランプ方式コード
MTP
ISO/TS 13399-3 ID-#
71CF298EEB4F5
チップの形状記号(2)
3.2
表2
チップの形状コード
SC
ISO/TS 13399-2 ID-#
71CE7A9F0C79F
切れ刃の形状記号(3)
3.3
表3
未定義
なし
なし
チップの逃げ角記号(4)
3.4
表4
未定義
なし
なし
勝手記号(5)
3.5
表5
勝手
HAND
ISO/TS 13399-3 ID-#
71CF29872F0AB
シャンクの高さ記号(6)
3.6
未定義
なし
なし
シャンクの幅記号(7)
3.7
未定義
なし
なし
ホルダの全長記号(8)
3.8
表6
未定義
なし
なし
チップの切れ刃長さ記号(9) 3.9
表7
未定義
なし
なし
特別公差の記号(10)
箇条4
表8
適正工具コード
QTC
ISO/TS 13399-3 ID-#
71D078ED2C21E
11
B 4125:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
参考文献
JIS B 4126-2 刃先交換チップ用ホルダ−角シャンクの形状・寸法−第2部:切れ刃の形状記号A
注記 対応国際規格:ISO 5610-2,Tool holders with rectangular shank for indexable inserts−Part 2: Style A
(MOD)
JIS B 4126-3 刃先交換チップ用ホルダ−角シャンクの形状・寸法−第3部:切れ刃の形状記号B
注記 対応国際規格:ISO 5610-3,Tool holders with rectangular shank for indexable inserts−Part 3: Style B
(MOD)
JIS B 4126-4 刃先交換チップ用ホルダ−角シャンクの形状・寸法−第4部:切れ刃の形状記号D
注記 対応国際規格:ISO 5610-4,Tool holders with rectangular shank for indexable inserts−Part 4: Style D
(MOD)
JIS B 4126-5 刃先交換チップ用ホルダ−角シャンクの形状・寸法−第5部:切れ刃の形状記号F
注記 対応国際規格:ISO 5610-5,Tool holders with rectangular shank for indexable inserts−Part 5: Style F
(MOD)
JIS B 4126-6 刃先交換チップ用ホルダ−角シャンクの形状・寸法−第6部:切れ刃の形状記号G
注記 対応国際規格:ISO 5610-6,Tool holders with rectangular shank for indexable inserts−Part 6: Style G
(MOD)
JIS B 4126-7 刃先交換チップ用ホルダ−角シャンクの形状・寸法−第7部:切れ刃の形状記号J
注記 対応国際規格:ISO 5610-7,Tool holders with rectangular shank for indexable inserts−Part 7: Style J
(MOD)
JIS B 4126-8 刃先交換チップ用ホルダ−角シャンクの形状・寸法−第8部:切れ刃の形状記号K
注記 対応国際規格:ISO 5610-8,Tool holders with rectangular shank for indexable inserts−Part 8: Style K
(MOD)
JIS B 4126-9 刃先交換チップ用ホルダ−角シャンクの形状・寸法−第9部:切れ刃の形状記号L
注記 対応国際規格:ISO 5610-9,Tool holders with rectangular shank for indexable inserts−Part 9: Style L
(MOD)
JIS B 4126-10 刃先交換チップ用ホルダ−角シャンクの形状・寸法−第10部:切れ刃の形状記号N
注記 対応国際規格:ISO 5610-10,Tool holders with rectangular shank for indexable inserts−Part 10: Style
N(MOD)
JIS B 4126-11 刃先交換チップ用ホルダ−角シャンクの形状・寸法−第11部:切れ刃の形状記号R
注記 対応国際規格:ISO 5610-11,Tool holders with rectangular shank for indexable inserts−Part 11: Style
R(MOD)
JIS B 4126-12 刃先交換チップ用ホルダ−角シャンクの形状・寸法−第12部:切れ刃の形状記号S
注記 対応国際規格:ISO 5610-12,Tool holders with rectangular shank for indexable inserts−Part 12: Style
S(MOD)
JIS B 4126-13 刃先交換チップ用ホルダ−角シャンクの形状・寸法−第13部:切れ刃の形状記号T
注記 対応国際規格:ISO 5610-13,Tool holders with rectangular shank for indexable inserts−Part 13: Style
T(MOD)
JIS B 4126-14 刃先交換チップ用ホルダ−角シャンクの形状・寸法−第14部:切れ刃の形状記号H
12
B 4125:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
注記 対応国際規格:ISO 5610-14,Tool holders with rectangular shank for indexable inserts−Part 14: Style
H(MOD)
JIS B 4126-15 刃先交換チップ用ホルダ−角シャンクの形状・寸法−第15部:切れ刃の形状記号V
注記 対応国際規格:ISO 5610-15,Tool holders with rectangular shank for indexable inserts−Part 15: Style
V(MOD)
JIS B 4126-45 刃先交換チップ用ホルダ−角シャンクの形状・寸法−第45部:切れ刃の形状記号E
JIS B 4129 スローアウェイチップ用ホルダ−丸シャンクの形状・寸法
注記 対応国際規格:ISO 5609-1,Tool holders for internal turning with cylindrical shank for indexable
inserts−Part 1: Designation, styles, dimensions and calculation for corrections(MOD)
ISO 13399 (all parts),Cutting tool data representation and exchange
13
B 4125:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JA
(参考)
JISと対応国際規格との対比表
JIS B 4125:2016 刃先交換チップ用ホルダ−角シャンク及びカートリッジの呼
び記号の付け方
ISO 5608:2012,Turning and copying tool holders and cartridges for indexable inserts−
Designation
(I)JISの規定
(II)国際
規格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
1 適用範囲
1
JISにほぼ同じ。
追加
JISとしての適用範囲を明記した。 技術的差異はない。
1A 引用規
格
2 構成記号
の説明
2.1 一般
2
一致
−
2.2 呼び記号の構成
要素及び配列順序
2.2
一致
−
2.2.1 必須記号
2.2.1
一致
−
2.2.2 任意記号
2.2.2
JISにほぼ同じ。
変更
JISでは,自社製品を区別する記号
を追加できる規定にした。
我が国では活用されている。技術
的差異はない。
3 必須記号 3.1 構造記号
3.1
JISにほぼ同じ。
追加
JISは,ISO規格にはない構造記号
Dを追加した。
我が国の実情に合わせた。
3.2 チップの形状記
号
3.2
一致
−
3.3 切れ刃の形状記
号
3.3
一致
−
3.4 チップの逃げ角
記号
3.4
一致
−
3.5 勝手記号
3.5
一致
−
3.6 シャンクの高さ
記号
3.6
3.6.1
JISにほぼ同じ。
追加
JIS B 4126-1との関連を追記。
利用者の利便性を図った。
3.6.2
JISにほぼ同じ。
追加
JIS B 4126-1との関連を追記。
利用者の利便性を図った。
2
B
4
1
2
5
:
2
0
1
6
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
14
B 4125:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)国際
規格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
3 必須記号 3.7 シャンクの幅記
号
3.7
3.7.1
JISにほぼ同じ。
追加
JIS B 4126-1との関連を追記。
利用者の利便性を図った。
3.7.2
JISにほぼ同じ。
追加
JIS B 4126-1との関連を追記。
利用者の利便性を図った。
3.8 ホルダの全長記
号
3.8
JISにほぼ同じ。
追加
JIS B 4126-1との関連を追記。
利用者の利便性を図った。
3.9 チップの切れ刃
長さ記号
3.9
一致
−
4 任意記号
4
一致
−
附属書A
(参考)
JISと国際規格との対応の程度の全体評価:ISO 5608:2012,MOD
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 一致 ················ 技術的差異がない。
− 追加 ················ 国際規格にない規定項目又は規定内容を追加している。
− 変更 ················ 国際規格の規定内容を変更している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD ··············· 国際規格を修正している。
2
B
4
1
2
5
:
2
0
1
6
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。