B 4118:2013
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 1
4 種類······························································································································· 2
5 形状・寸法 ······················································································································ 2
附属書JA(参考)JISと対応国際規格との対比表 ······································································ 11
B 4118:2013
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,日本工具工業会
(JSCTA)及び一般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を改正すべ
きとの申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格である。
これによって,JIS B 4118:2005は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 4118:2013
超硬質合金ソリッドストレートシャンク−
ボールエンドミル−形状・寸法
Solid hardmetal ball-nosed end mills with cylindrical shanks-Dimensions
序文
この規格は,2012年に第2版として発行されたISO 15917を基とし,国内の実情に合わせるため,技術
的内容を変更して作成した日本工業規格である。
なお,この規格で側線又は点線の下線を施してある箇所は,対応国際規格を変更している事項である。
変更の一覧表にその説明を付けて,附属書JAに示す。
1
適用範囲
この規格は,超硬質合金ソリッドストレートシャンクボールエンドミル(以下,ボールエンドミルとい
う。)の形状及び寸法について規定する。
適用材質は,JIS B 4053で規定する超硬合金,サーメット,超微粒子超硬合金及びこれらに炭化物,窒
化物,酸化物などを被覆した合金の総称である超硬質合金とする。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 15917:2012,Solid ball-nosed end mills with cylindrical shanks, made of carbide and ceramic
materials(MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS B 0172 フライス用語
JIS B 0401-2 寸法公差及びはめあいの方式−第2部:穴及び軸の公差等級並びに寸法許容差の表
注記 対応国際規格:ISO 286-2,ISO system of limits and fits−Part 2: Tables of standard tolerance grades
and limit deviations for holes and shafts(IDT)
JIS B 4053 切削用超硬質工具材料の使用分類及び呼び記号の付け方
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS B 0172による。
2
B 4118:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
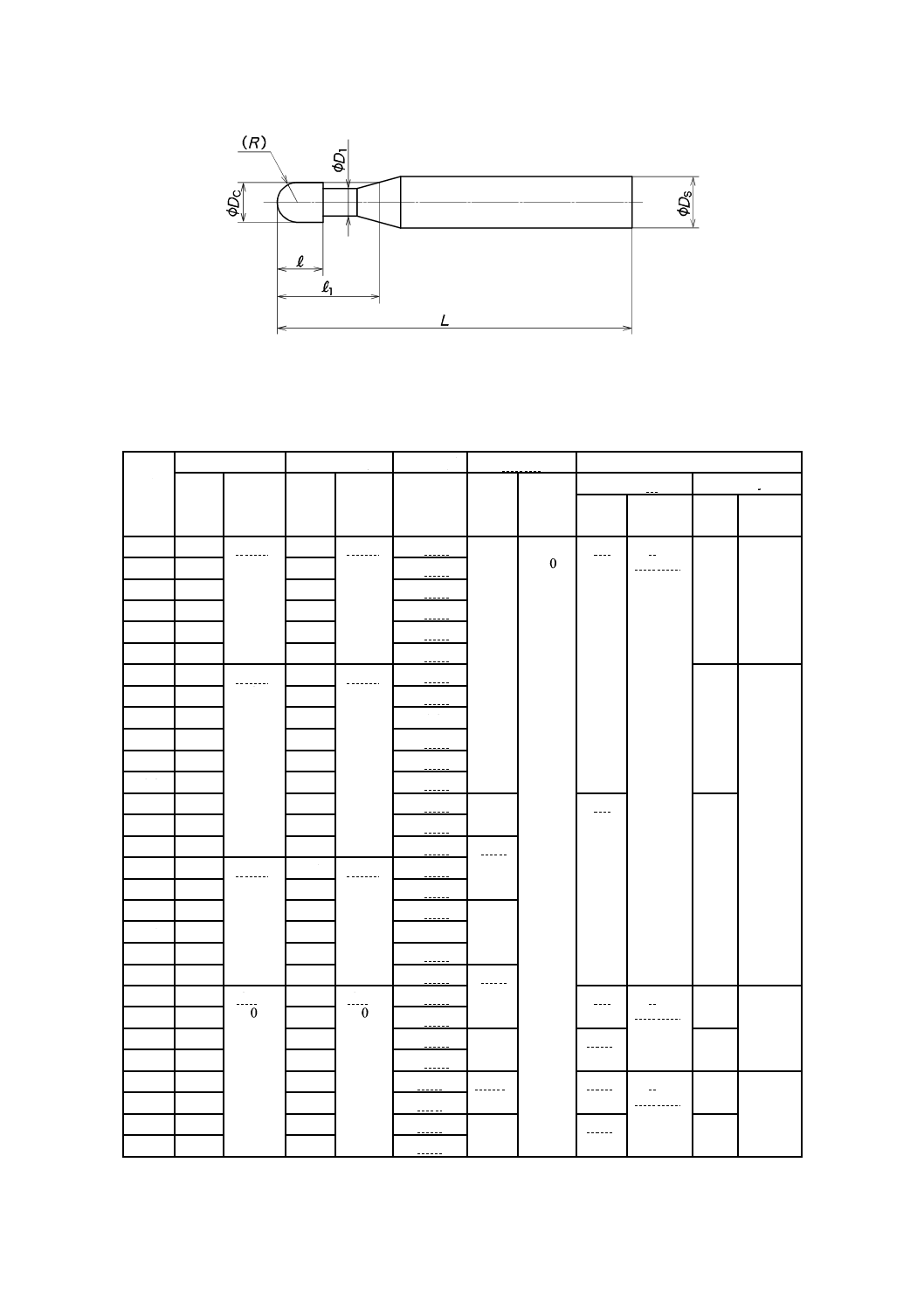
4
種類
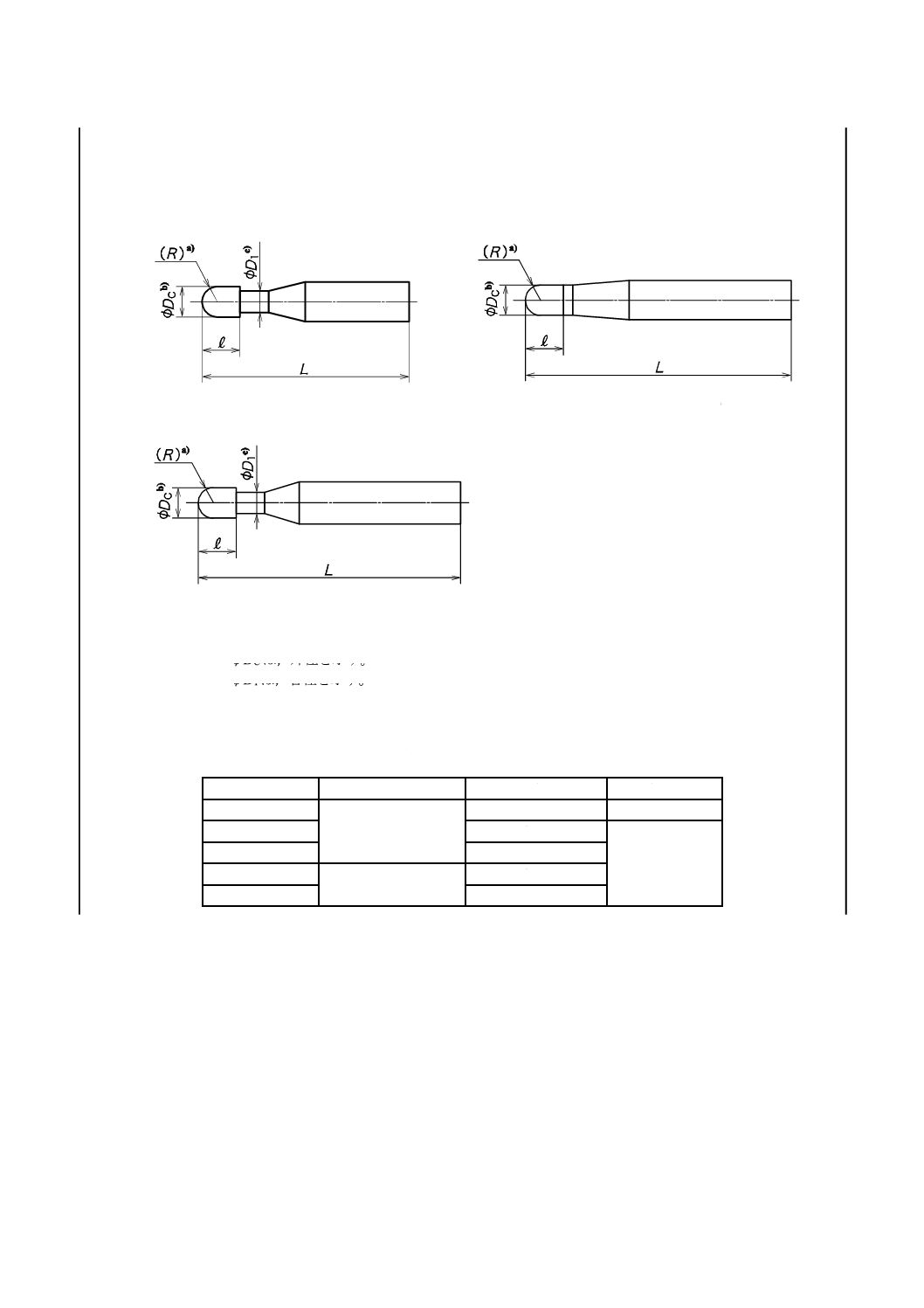
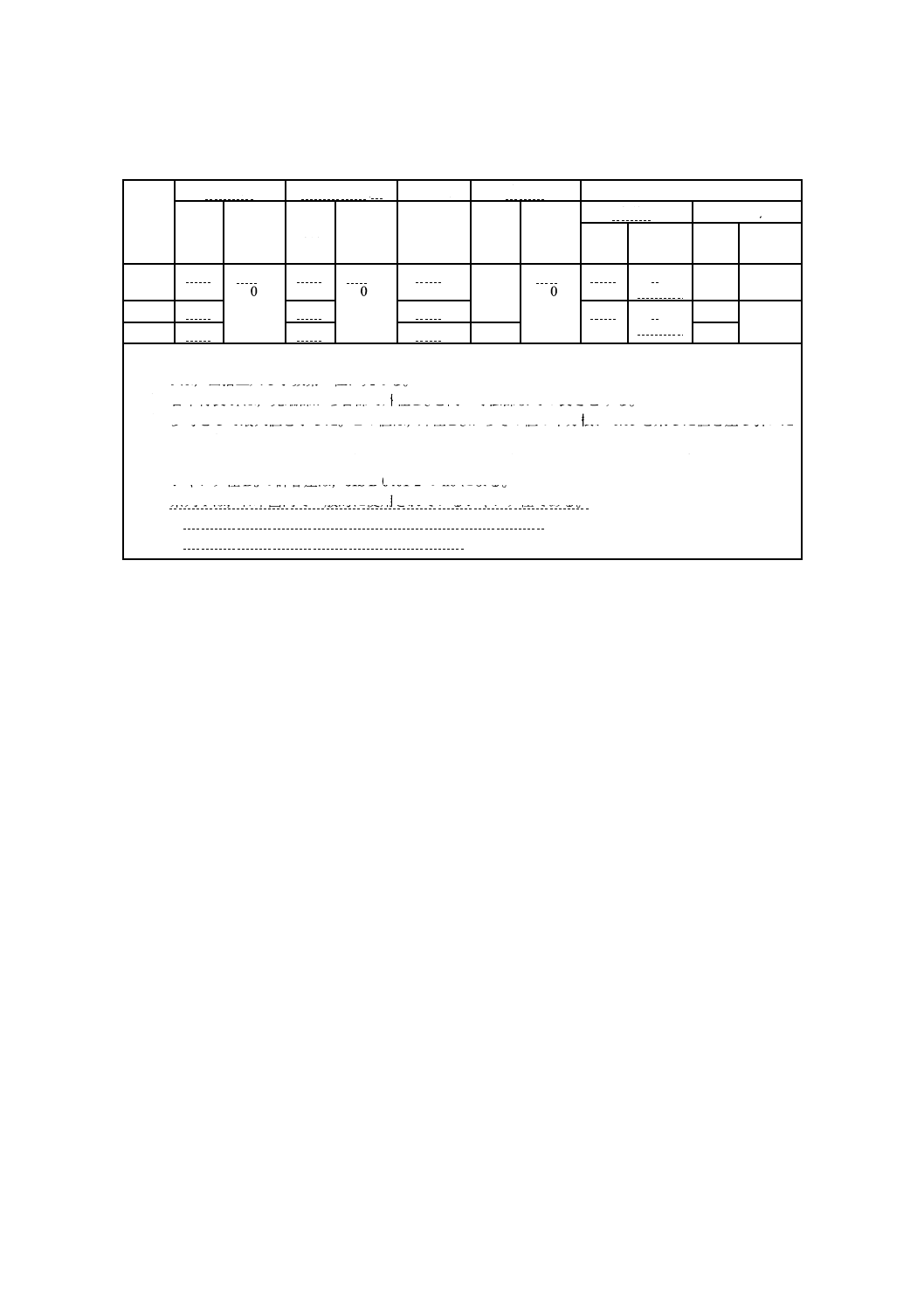
ボールエンドミルの種類は,刃長ℓ,首逃しの有無及び全長Lによって区分し,図1及び表1に示す5
種類とする。
a) タイプS
b) タイプ1及びタイプ3
c) タイプ2及びタイプ4
注a) (R) は,ボール半径を示す。
b) φDCは,外径を示す。
c) φD1は,首径を示す。
図1−ボールエンドミルの形状
表1−ボールエンドミルの種類
タイプ
刃長ℓ
首逃し
全長L
S
ℓ=DC
あり
ショート
1
なし
レギュラ
2
あり
3
ℓ=DC×1.5
なし
4
あり
5
形状・寸法
ボールエンドミルの形状及び寸法は,図2〜図6及び表2〜表6による。
3
B 4118:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
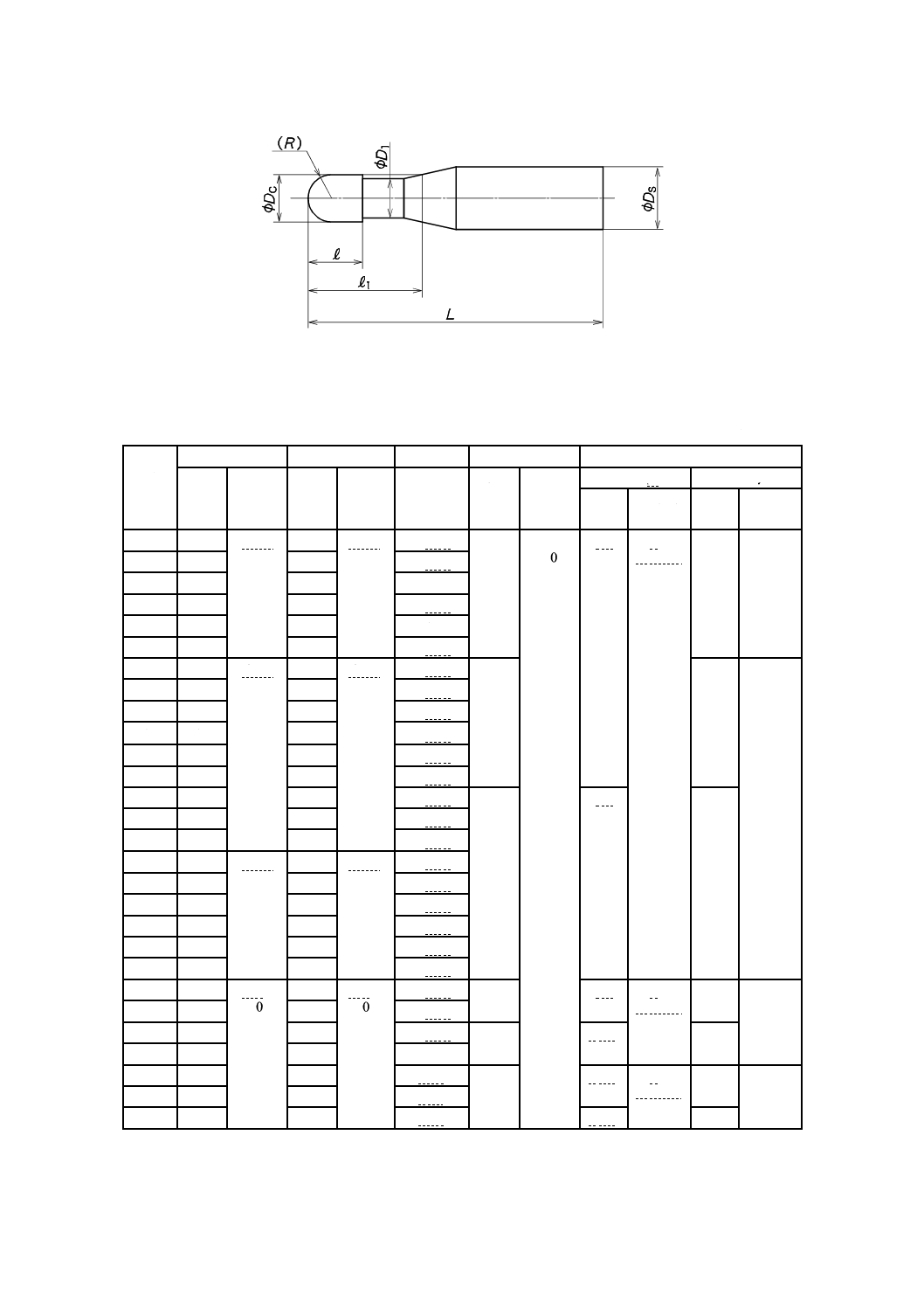
図2−タイプS
表2−タイプS
単位 mm
外径
DC a)
刃長ℓ
首平行長ℓ1 b)
首径D1 c)
全長L
シャンク径DS d)
基準
寸法
許容差
基準
寸法
許容差 (参考)
基準
寸法
許容差
系列1 e)
系列2 e)
基準
寸法
許容差
基準
寸法
許容差
0.2
0.2
+0.2
0
0.4
+0.2
0
0.18
38.0
+2 0
4.0
0
−0.008
3.0
0
−0.006
0.3
0.3
0.6
0.28
0.4
0.4
0.8
0.37
0.5
0.5
1.0
0.47
0.6
0.6
1.2
0.57
0.8
0.8
1.6
0.76
1.0
1.0
+0.3
0
2.0
+0.3
0
0.95
43.0
4.0
0
−0.008
1.2
1.2
2.4
1.15
1.4
1.4
2.8
1.35
1.5
1.5
3.0
1.44
1.6
1.6
3.2
1.54
1.8
1.8
3.6
1.74
2.0
2.0
4.0
1.93
57.0
6.0
6.0
2.5
2.5
5.0
2.43
3.0
3.0
6.0
2.92
3.5
3.5
+0.5
0
7.0
+0.5
0
3.41
4.0
4.0
8.0
3.90
4.5
4.5
9.0
4.40
5.0
5.0
10.0
4.89
5.5
5.5
11.0
5.39
6.0
6.0
12.0
5.88
7.0
7.0
+1 0
14.0
+1 0
6.87
63.0
8.0
0
−0.009
8.0
0
−0.009
8.0
8.0
16.0
7.86
9.0
9.0
18.0
8.85
72.0
10.0
10.0
10.0
10.0
20.0
9.85
11.0
11.0
22.0
10.9
83.0
12.0
0
−0.011
12.0
0
−0.011
12.0
12.0
24.0
11.9
13.0
13.0
26.0
12.9
16.0
14.0
4
B 4118:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表2−タイプS(続き)
単位 mm
外径
DC a)
刃長ℓ
首平行長ℓ1 b)
首径D1 c)
全長L
シャンク径DS d)
基準
寸法
許容差
基準
寸法
許容差 (参考)
基準
寸法
許容差
系列1 e)
系列2 e)
基準
寸法
許容差
基準
寸法
許容差
14.0
14.0
+1 0
28.0
+1 0
13.9
83.0
+2 0
16.0
0
−0.011
14.0
0
−0.011
16.0
16.0
32.0
15.8
92.0
16.0
18.0
18.0
36.0
17.8
20.0
0
−0.013
18.0
0
−0.013
20.0
20.0
40.0
19.8
104.0
20.0
注a) 許容差は,製造業者の判断による。
b) 首平行長ℓ1は,先端部から首部で外径DCと同一寸法部までの長さとする。
c) 参考として最大値を示した。この値は,外径DCからその値の平方根に0.05を乗じた値を差し引いた
ものである。
首径D1の10以下は,小数第二位に,10超えは小数第一位になるように切り上げる。
d) シャンク径DSの許容差は,JIS B 0401-2のh6による。
e) 系列1は,日本国内で一般的に使用されているシャンク径である。
系列2は,ISO 15917で規定しているシャンク径である。
系列1及び系列2のどちらを用いてもよい。
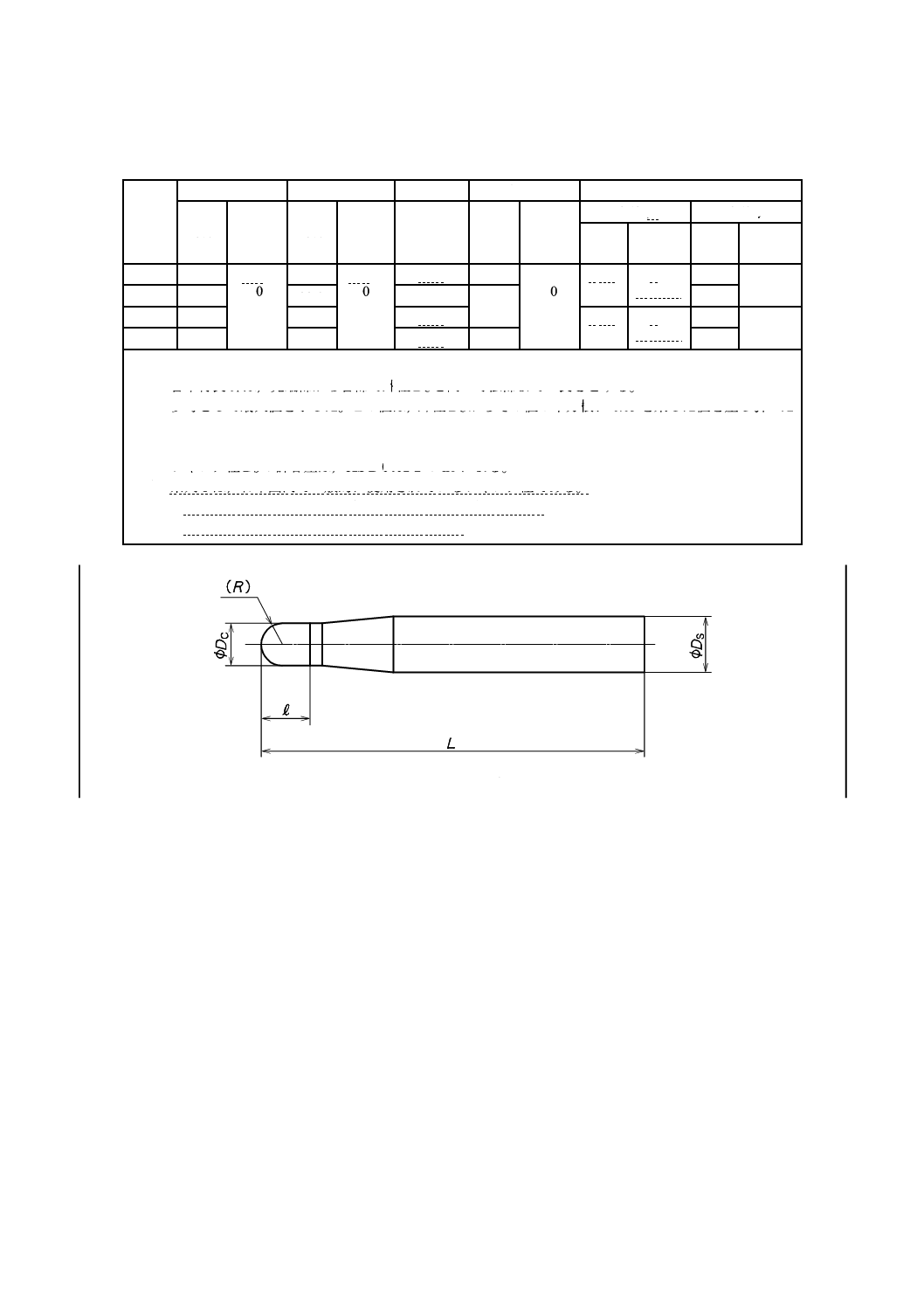
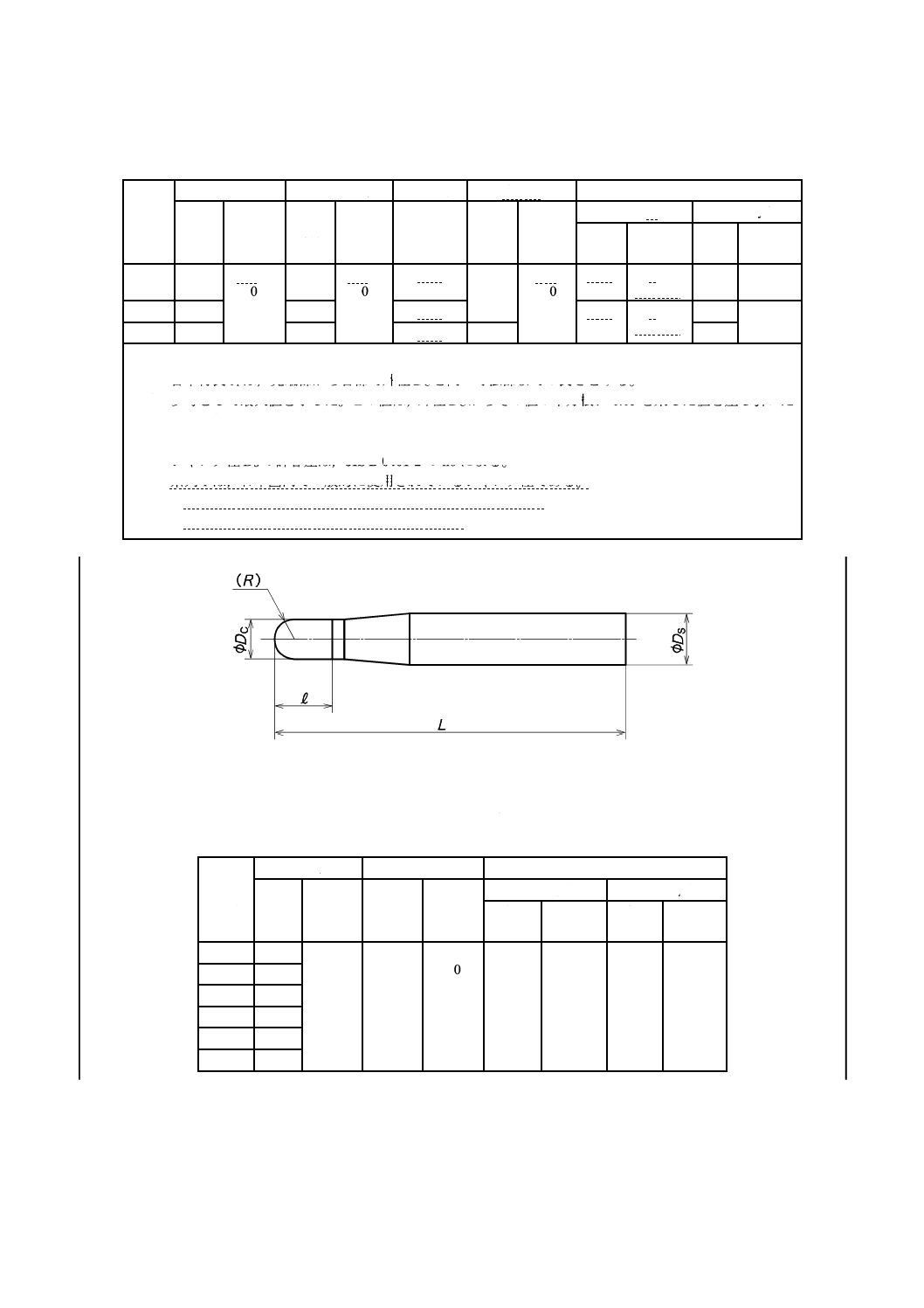
図3−タイプ1
5
B 4118:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表3−タイプ1
単位 mm
外径
DC a)
刃長ℓ
全長L
シャンク径DS b)
基準
寸法
許容差
基準
寸法
許容差
系列1 c)
系列2 c)
基準
寸法
許容差
基準
寸法
許容差
0.2
0.2
+0.2
0
50.0
+2 0
4.0
0
−0.008
3.0
0
−0.006
0.3
0.3
0.4
0.4
0.5
0.5
0.6
0.6
0.8
0.8
1.0
1.0
+0.3
0
50.0
+2 0
4.0
0
−0.008
4.0
0
−0.008
1.2
1.2
1.4
1.4
1.5
1.5
1.6
1.6
1.8
1.8
2.0
2.0
60.0
6.0
6.0
2.5
2.5
3.0
3.0
70.0
3.5
3.5
+0.5
0
4.0
4.0
4.5
4.5
80.0
5.0
5.0
5.5
5.5
6.0
6.0
90.0
7.0
7.0
+1 0
8.0
0
−0.009
8.0
0
−0.009
8.0
8.0
9.0
9.0
100.0
10.0
10.0
10.0
10.0
11.0
11.0
110.0
12.0
0
−0.011
12.0
0
−0.011
12.0
12.0
13.0
13.0
120.0
16.0
14.0
14.0
14.0
−
−
−
−
14.0
0
−0.011
16.0
16.0
140.0
+3 0
16.0
0
−0.011
16.0
18.0
18.0
20.0
0
−0.013
−
−
−
−
18.0
0
−0.013
20.0
20.0
160.0
20.0
0
−0.013
20.0
注a) 許容差は,製造業者の判断による。
b) シャンク径DSの許容差は,JIS B 0401-2のh6による。
c) 系列1は,日本国内で一般的に使用されているシャンク径である。
系列2は,ISO 15917で規定しているシャンク径である。
系列1及び系列2のどちらを用いてもよい。
6
B 4118:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図4−タイプ2
表4−タイプ2
単位 mm
外径
DC a)
刃長ℓ
首平行長ℓ1 b)
首径D1 c)
全長L
シャンク径DS d)
基準
寸法
許容差
基準
寸法
許容差 (参考)
基準
寸法
許容差
系列1 e)
系列2 e)
基準
寸法
許容差
基準
寸法
許容差
0.2
0.2
+0.2
0
0.4
+0.2
0
0.18
50.0
+2 0
4.0
0
−0.008
3.0
0
−0.006
0.3
0.3
0.6
0.28
0.4
0.4
0.8
0.37
0.5
0.5
1.0
0.47
0.6
0.6
1.2
0.57
0.8
0.8
1.6
0.76
1.0
1.0
+0.3
0
2.0
+0.3
0
0.95
4.0
0
−0.008
1.2
1.2
2.4
1.15
1.4
1.4
2.8
1.35
1.5
1.5
3.0
1.44
1.6
1.6
3.2
1.54
1.8
1.8
3.6
1.74
2.0
2.0
4.0
1.93
60.0
6.0
6.0
2.5
2.5
5.0
2.43
3.0
3.0
6.0
2.92
70.0
3.5
3.5
+0.5
0
7.0
+0.5
0
3.41
4.0
4.0
8.0
3.90
4.5
4.5
9.0
4.40
80.0
5.0
5.0
10.0
4.89
5.5
5.5
11.0
5.39
6.0
6.0
12.0
5.88
90.0
7.0
7.0
+1 0
14.0
+1 0
6.87
8.0
0
−0.009
8.0
0
−0.009
8.0
8.0
16.0
7.86
9.0
9.0
18.0
8.85
100.0
10.0
10.0
10.0
10.0
20.0
9.85
11.0
11.0
22.0
10.9
110.0
12.0
0
−0.011
12.0
0
−0.011
12.0
12.0
24.0
11.9
13.0
13.0
26.0
12.9
120.0
16.0
14.0
14.0
14.0
28.0
13.9
7
B 4118:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表4−タイプ2(続き)
単位 mm
外径
DC a)
刃長ℓ
首平行長ℓ1 b)
首径D1 c)
全長L
シャンク径DS d)
基準
寸法
許容差
基準
寸法
許容差 (参考)
基準
寸法
許容差
系列1 e)
系列2 e)
基準
寸法
許容差
基準
寸法
許容差
16.0
16.0
+1 0
32.0
+1 0
15.8
140.0
+3 0
16.0
0
−0.011
16.0
0
−0.011
18.0
18.0
36.0
17.8
20.0
0
−0.013
18.0
0
−0.013
20.0
20.0
40.0
19.8
160.0
20.0
注a) 許容差は,製造業者の判断による。
b) 首平行長ℓ1は,先端部から首部で外径DCと同一寸法部までの長さとする。
c) 参考として最大値を示した。この値は,外径DCからその値の平方根に0.05を乗じた値を差し引いた
ものである。
首径D1の10以下は,小数第二位に,10超えは小数第一位になるように切り上げる。
d) シャンク径DSの許容差は,JIS B 0401-2のh6による。
e) 系列1は,日本国内で一般的に使用されているシャンク径である。
系列2は,ISO 15917で規定しているシャンク径である。
系列1及び系列2のどちらを用いてもよい。
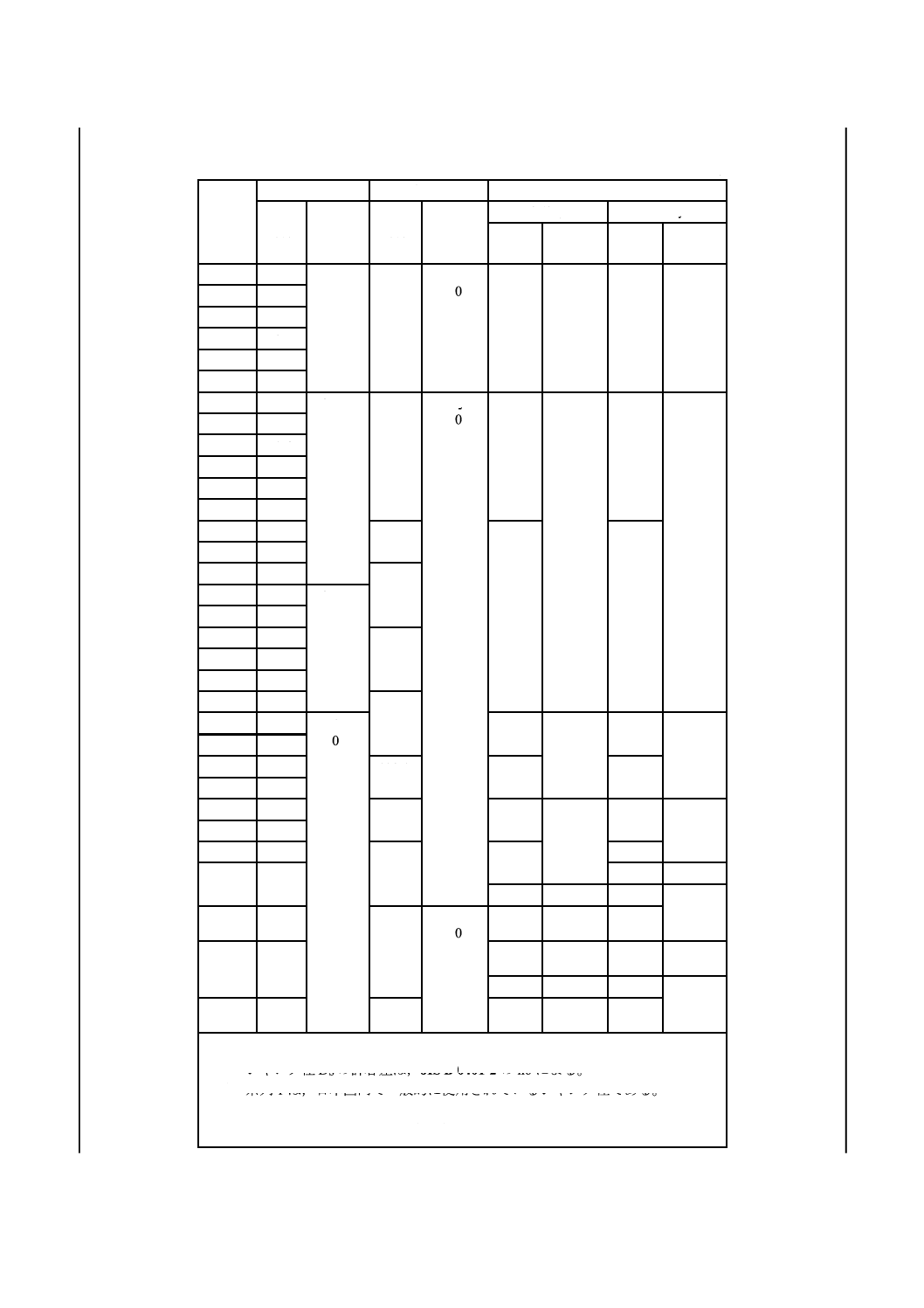
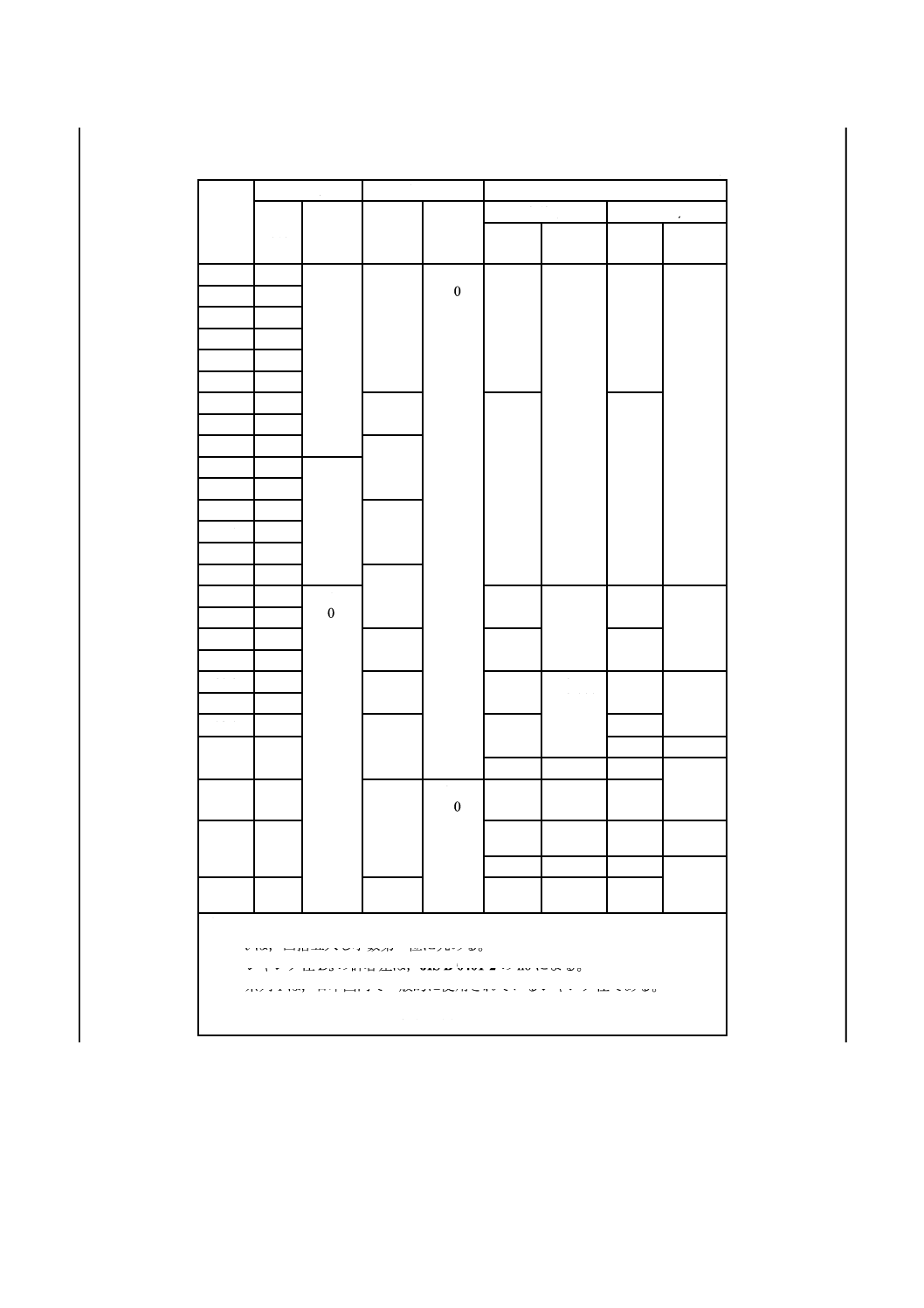
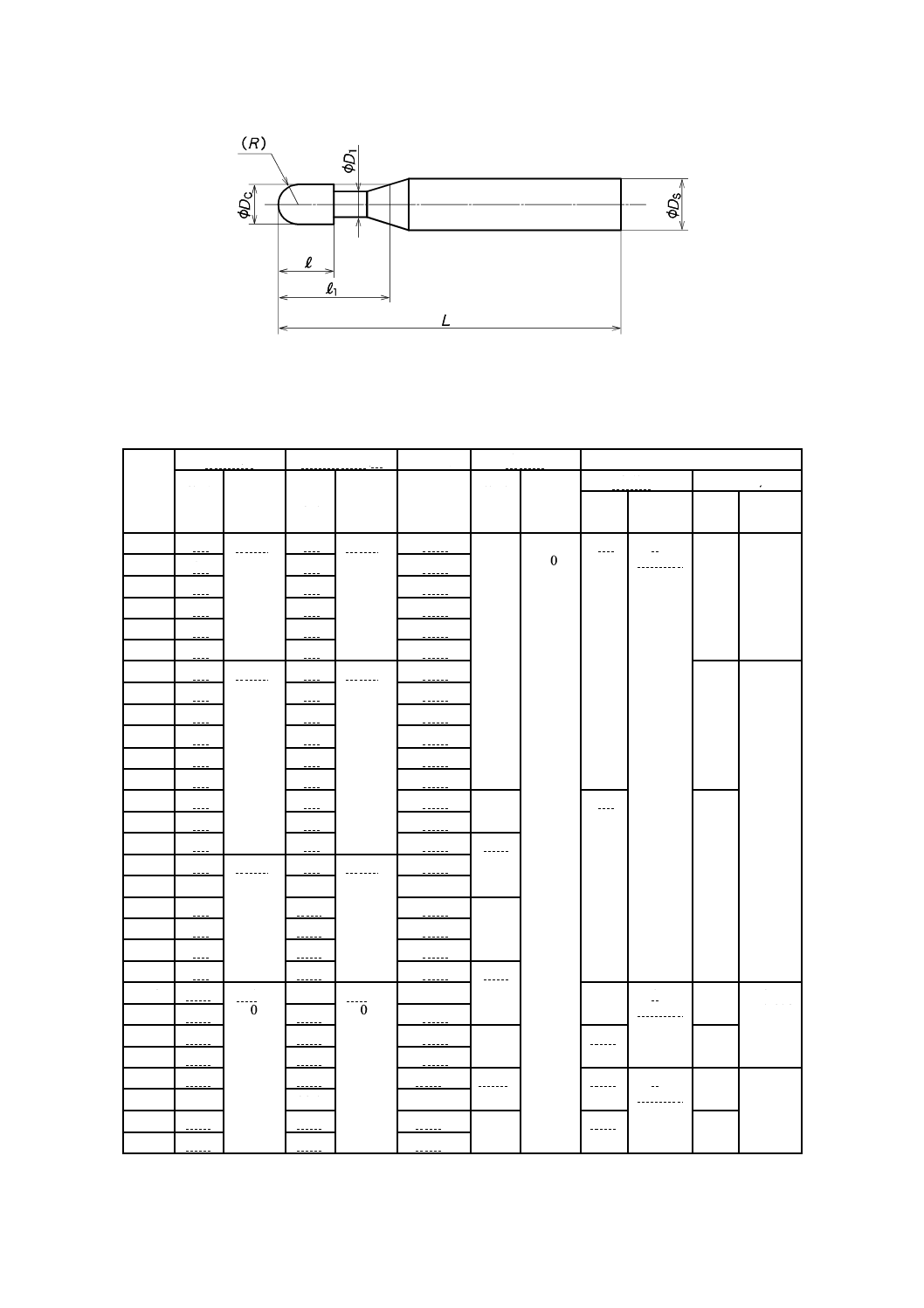
図5−タイプ3
表5−タイプ3
単位 mm
外径
DC a)
刃長ℓ b)
全長L
シャンク径DS c)
基準
寸法
許容差
基準
寸法
許容差
系列1 d)
系列2 d)
基準
寸法
許容差
基準
寸法
許容差
0.2
0.3
+0.2
0
50.0
+2 0
4.0
0
−0.008
3.0
0
−0.006
0.3
0.5
0.4
0.6
0.5
0.8
0.6
0.9
0.8
1.2
8
B 4118:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表5−タイプ3(続き)
単位 mm
外径
DC a)
刃長ℓ b)
全長L
シャンク径DS c)
基準
寸法
許容差
基準
寸法
許容差
系列1 d)
系列2 d)
基準
寸法
許容差
基準
寸法
許容差
1.0
1.5
+0.3
0
50.0
+2 0
4.0
0
−0.008
4.0
0
−0.008
1.2
1.8
1.4
2.1
1.5
2.3
1.6
2.4
1.8
2.7
2.0
3.0
60.0
6.0
6.0
2.5
3.8
3.0
4.5
70.0
3.5
5.3
+0.5
0
4.0
6.0
4.5
6.8
80.0
5.0
7.5
5.5
8.3
6.0
9.0
90.0
7.0
10.5
+1 0
8.0
0
−0.009
8.0
0
−0.009
8.0
12.0
9.0
13.5
100.0
10.0
10.0
10.0
15.0
11.0
16.5
110.0
12.0
0
−0.011
12.0
0
−0.011
12.0
18.0
13.0
19.5
120.0
16.0
14.0
14.0
21.0
−
−
−
−
14.0
0
−0.011
16.0
24.0
140.0
+3 0
16.0
0
−0.011
16.0
18.0
27.0
20.0
0
−0.013
−
−
−
−
18.0
0
−0.013
20.0
30.0
160.0
20.0
0
−0.013
20.0
注a) 許容差は,製造業者の判断による。
b) ℓは,四捨五入し小数第一位に丸める。
c) シャンク径DSの許容差は,JIS B 0401-2のh6による。
d) 系列1は,日本国内で一般的に使用されているシャンク径である。
系列2は,ISO 15917で規定しているシャンク径である。
系列1及び系列2のどちらを用いてもよい。
9
B 4118:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図6−タイプ4
表6−タイプ4
単位 mm
外径
DC a)
刃長ℓ b)
首平行長ℓ1 c)
首径D1 d)
全長L
シャンク径DS e)
基準
寸法
許容差
基準
寸法
許容差
(参考)
基準
寸法
許容差
系列1 f)
系列2 f)
基準
寸法
許容差
基準
寸法
許容差
0.2
0.3
+0.2
0
0.5
+0.2
0
0.18
50.0
+2 0
4.0
0
−0.008
3.0
0
−0.006
0.3
0.5
0.8
0.28
0.4
0.6
1.0
0.37
0.5
0.8
1.3
0.47
0.6
0.9
1.5
0.57
0.8
1.2
2.0
0.76
1.0
1.5
+0.3
0
2.5
+0.3
0
0.95
4.0
0
−0.008
1.2
1.8
3.0
1.15
1.4
2.1
3.5
1.35
1.5
2.3
3.8
1.44
1.6
2.4
4.0
1.54
1.8
2.7
4.5
1.74
2.0
3.0
5.0
1.93
60.0
6.0
6.0
2.5
3.8
6.3
2.43
3.0
4.5
7.5
2.92
70.0
3.5
5.3
+0.5
0
8.8
+0.5
0
3.41
4.0
6.0
10.0
3.90
4.5
6.8
11.3
4.40
80.0
5.0
7.5
12.5
4.89
5.5
8.3
13.8
5.39
6.0
9.0
15.0
5.88
90.0
7.0
10.5
+1 0
17.5
+1 0
6.87
8.0
0
−0.009
8.0
0
−0.009
8.0
12.0
20.0
7.86
9.0
13.5
22.5
8.85
100.0
10.0
10.0
10.0
15.0
25.0
9.85
11.0
16.5
27.5
10.9
110.0
12.0
0
−0.011
12.0
0
−0.011
12.0
18.0
30.0
11.9
13.0
19.5
32.5
12.9
120.0
16.0
14.0
14.0
21.0
35.0
13.9
10
B 4118:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表6−タイプ4(続き)
単位 mm
外径
DC a)
刃長ℓ b)
首平行長ℓ1 c)
首径D1 d)
全長L
シャンク径DS e)
基準
寸法
許容差
基準
寸法
許容差
(参考)
基準
寸法
許容差
系列1 f)
系列2 f)
基準
寸法
許容差
基準
寸法
許容差
16.0
24.0
+1 0
40.0
+1 0
15.8
140.0
+3 0
16.0
0
−0.011
16.0
0
−0.011
18.0
27.0
45.0
17.8
20.0
0
−0.013
18.0
0
−0.013
20.0
30.0
50.0
19.8
160.0
20.0
注a) 許容差は,製造業者の判断による。
b) ℓは,四捨五入し小数第一位に丸める。
c) 首平行長ℓ1は,先端部から首部で外径DCと同一寸法部までの長さとする。
d) 参考として最大値を示した。この値は,外径DCからその値の平方根に0.05を乗じた値を差し引いた
ものである。
首径D1の10以下は,小数第二位に,10超えは小数第一位になるように切り上げる。
e) シャンク径DSの許容差は,JIS B 0401-2のh6による。
f) 系列1は,日本国内で一般的に使用されているシャンク径である。
系列2は,ISO 15917で規定しているシャンク径である。
系列1及び系列2のどちらを用いてもよい。
11
B 4118:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JA
(参考)
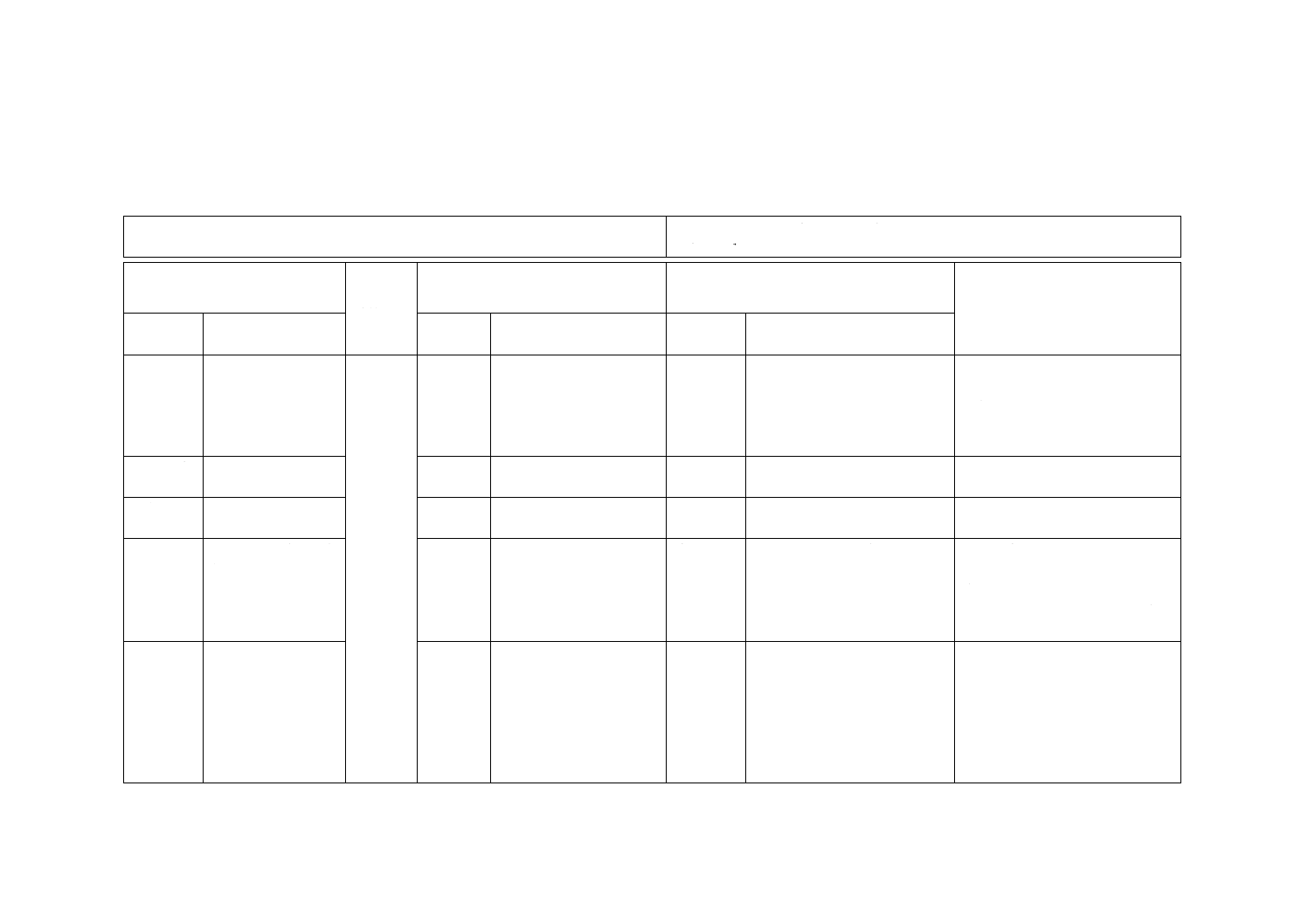
JISと対応国際規格との対比表
JIS B 4118:2013 超硬質合金ソリッドストレートシャンク−ボールエンドミル−形
状・寸法
ISO 15917:2012 Solid ball-nosed end mills with cylindrical shanks, made of carbide
and ceramic materials
(I)JISの規定
(II)
国際規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
1 適用範
囲
超硬質合金ソリッ
ドストレートシャ
ンクボールエンド
ミルの形状及び寸
法について規定
1
超硬又はセラミック製ソ
リッドストレートシャン
クボールエンドミルにつ
いて規定
削除
JISは超硬質合金ソリッドスト
レートシャンクエンドミルだ
けを規定。
セラミック製ソリッドエンドミ
ルは市場にないため規格から外
した。
2 引用規
格
3 用語及
び定義
JIS B 0172による。
−
−
追加
JISは用語規格を引用した。
用語の定義を明確にした。
4 種類
刃長ℓ,首逃しの有
無及び全長Lによっ
て5種類とする。
3
ショート及び,ロングの2
種類を規定
追加
JISは5種類を規定。
種類の違いを明確にした。
JIS B 4118:2005を基にISOに提
案しISO 15917が制定された背景
があるため,ISOへの改訂提案は
しない。
5 形状・寸
法
各種類の形状・寸法
を規定
4
形状・寸法を規定
追加
タイプSはISO規格のショー
トタイプを盛り込んでいる。
タイプ1〜4はJIS独自の寸法
を規定。
ISO規格のロングタイプを含
めJIS独自の規定もある。
ISO規格のショートタイプを盛り
込んだ規定をタイプS,刃長及び
首逃しの有無によってJISにタイ
プ1〜4を規定した。
シャンク径については,日本国内
で一般的に使用されているシャ
ンク径を系列1として追加した。
3
B
4
11
8
:
2
0
1
3
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
12
B 4118:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JISと国際規格との対応の程度の全体評価:ISO 15917:2012,MOD
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 削除……………… 国際規格の規定項目又は規定内容を削除している。
− 追加……………… 国際規格にない規定項目又は規定内容を追加している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD…………… 国際規格を修正している。
3
B
4
11
8
:
2
0
1
3
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。