B 3900-1:2018
(1)
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 2
4 製造用アプリケーション ···································································································· 5
4.1 参照用アプリケーションの枠組み······················································································ 5
4.2 製造用領域 ··················································································································· 5
4.3 製造用プロセス ············································································································· 6
4.4 製造用資源 ··················································································································· 6
4.5 製造用情報 ··················································································································· 7
5 製造用ソフトウェア相互運用の枠組み ·················································································· 7
5.1 製造用ソフトウェアユニットの相互運用性 ·········································································· 7
5.2 製造用ソフトウェアユニット間の機能的関係 ······································································· 8
5.3 サービス,インタフェース及びプロトコル ·········································································· 9
5.4 製造用ソフトウェアユニットのケイパビリティプロファイリング ············································ 9
6 適合性··························································································································· 10
附属書A(参考)使用例 ······································································································· 11
附属書JA(参考)JISと対応国際規格との対比表 ······································································ 15
B 3900-1:2018
(2)
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,一般財団法人製造
科学技術センター(MSTC)及び一般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業
規格を改正すべきとの申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業
規格である。これによって,JIS B 3900-1:2007は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
JIS B 3900の規格群には,次に示す部編成がある。
JIS B 3900-1 第1部:枠組み
JIS B 3900-2 第2部:プロファイリングの手法
JIS B 3900-3 第3部:インタフェースサービス,プロトコル及びケイパビリティテンプレート
JIS B 3900-4 第4部:適合性試験の方法,規範及び報告
JIS B 3900-5 第5部:複数のケイパビリティクラス構造を用いたプロファイル照合の手法
JIS B 3900-6 第6部:複数のケイパビリティクラス構造に基づいたプロファイル照合のためのインタ
フェースサービス及びプロトコル
日本工業規格 JIS
B 3900-1:2018
産業オートメーションシステム及びその統合−
製造用ソフトウェア相互運用のための
ケイパビリティプロファイリング−
第1部:枠組み
Industrial automation systems and integration-Manufacturing software
capability profiling for interoperability-Part 1: Framework
序文
この規格は,2009年に第2版として発行されたISO 16100-1を基とし,第2版及び関連規格との整合性
に配慮し,一部を削除して作成した日本工業規格である。
なお,この規格で点線の下線を施してある箇所は,対応国際規格を変更している事項である。変更の一
覧表にその説明を付けて,附属書JAに示す。
1
適用範囲
この規格は,製造用ソフトウェアの相互運用のための枠組みについて規定する。この枠組みは,情報交
換モデル,ソフトウェアオブジェクトモデル,インタフェース,サービス,プロトコル,ケイパビリティ
プロファイル及び適合性試験方法について規定する。
なお,ISO 16100-1の内容を検討した結果,Annex A(informative)及びAnnex B(informative)に記載さ
れた内容は,大部分がISO規格の審議過程で作成された膨大なモデル図の例を記載しているだけであるの
で,この規格では附属書として採用していない。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 16100-1:2009,Industrial automation systems and integration−Manufacturing software capability
profiling for interoperability−Part 1: Framework(MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS B 3900-2 産業オートメーションシステム及びその統合−製造用ソフトウェア相互運用のための
ケイパビリティプロファイリング−第2部:プロファイリングの手法
注記 対応国際規格:ISO 16100-2,Industrial automation systems and integration−Manufacturing
2
B 3900-1:2018
software capability profiling for interoperability−Part 2: Profiling methodology(IDT)
JIS B 3900-3 産業オートメーションシステム及びその統合−製造用ソフトウェア相互運用のための
ケイパビリティプロファイリング−第3部:インタフェースサービス,プロトコル及びケイパビ
リティテンプレート
注記 対応国際規格:ISO 16100-3,Industrial automation systems and integration−Manufacturing
software capability profiling for interoperability−Part 3: Interface services, protocols and capability
templates(IDT)
JIS B 3900-4 産業オートメーションシステム及びその統合−製造用ソフトウェア相互運用のための
ケイパビリティプロファイリング−第4部:適合性試験の方法,規範及び報告
注記 対応国際規格:ISO 16100-4,Industrial automation systems and integration−Manufacturing
software capability profiling for interoperability−Part 4: Conformance test methods, criteria and
reports(IDT)
JIS B 3900-5 産業オートメーションシステム及びその統合−製造用ソフトウェア相互運用のための
ケイパビリティプロファイリング−第5部:複数のケイパビリティクラス構造を用いたプロファ
イル照合の手法
注記 対応国際規格:ISO 16100-5,Industrial automation systems and integration−Manufacturing
software capability profiling for interoperability−Part 5: Methodology for profile matching using
multiple capability class structures(IDT)
JIS B 3900-6 産業オートメーションシステム及びその統合−製造用ソフトウェア相互運用のための
ケイパビリティプロファイリング−第6部:複数のケイパビリティクラス構造に基づいたプロフ
ァイル照合のためのインタフェースサービス及びプロトコル
注記 対応国際規格:ISO 16100-6,Industrial automation systems and integration−Manufacturing
software capability profiling for interoperability−Part 6: Interface services and protocols for
matching profiles based on multiple capability class structures(IDT)
ISO 15745-1,Industrial automation systems and integration−Open systems application integration framework
−Part 1: Generic reference description
3
用語及び定義
この規格で用いる主な用語及び定義は,次による。
3.1
BOM(bill of materials)
工場で製造計画を管理する(製造用)部品表。
注記 個々の部品に対して,BOMは部品番号,数量などの表記を含む。製造用BOMは,“製品構成
図”に相当する製品構造の意味を含む。
3.2
CAD/PDM(computer-aided design/product data management)
製造設計,モデリング,エンジニアリング,製品データ管理及びプロセスデータ管理で使用する計算機
システム。
3.3
ケイパビリティ(capability)
3
B 3900-1:2018
この規格では,製造用ソフトウェアがもつ機能及び提供するサービスの集合。
注記 ケイパビリティの一般的定義は,IEC 62264-1参照。この定義は,ISO 15531-1及びISO/DIS 19439
の定義とは異なる。
3.4
ケイパビリティプロファイリング(capability profiling)
ソフトウェアの相互運用の枠組みにおける,特定のインタフェースを通じて提供するサービスの選択。
3.5
設計パターン(design pattern)
仕様(例えば,製造用ケイパビリティ)を実用的な形式(例えば,ケイパビリティプロファイルテンプ
レート)に変換する方法の知識。
3.6
ERP(enterprise resource planning)
在庫管理,コスト計算,注文処理及び資材管理を含む計画機能。
注記 計画を立てる方法として,所要資材を計算し,また,納期及び所要日数が計画どおりでない場
合に補充部品の発注勧告を予定するために,所要資材計画及び製造計画を使用する。
3.7
製造用アプリケーション(manufacturing application)
定義した目的又は役割を実現するために共同する企業の製造領域におけるアクティビティ(工程又は部
品)の一群。
3.8
MES(manufacturing execution system)
品質管理,文書管理,工場設備の割振り,工程管理,搬送管理,労務管理,資材管理,検査及びデータ
収集を含む,製品を製造又はサービスを創出するシステム。
注記 OMG(object management group)で定義したMESの製品又はサービスは,“発注確定から製品
完成までの製造アクティビティの最適化”,“現状の正確なデータを用いた工場のアクティビテ
ィのガイド,初期化,応答,報告”,“状況の変化に対する即応による付加価値のないアクティ
ビティの削減,工場の効果的な操業及び工程の実現”,“期限に間に合う納品,在庫回転,利益
及びキャッシュフローの改善といった生産財の効率改善”,“企業間又はサプライチェーンにま
たがる製造アクティビティについての必須情報の提供”,を可能にする情報を提供する。
3.9
製造用ソフトウェア相互運用(manufacturing software interoperability)
アプリケーションに固有の機能的関係に見合う構文規則及び意味定義を用いて,共通のインタフェース
で情報を共有して交換する能力。
3.10
製造用ソフトウェア(manufacturing software)
オートメーションシステムのソフトウェア資源の一つで,製造プロセスのオートメーションシステムコ
ンポーネント間,これらのコンポーネント及び他企業の資源の間,さらにはサプライチェーン又はデマン
ドチェーンにおける企業間の制御及び情報の流れによって,製造用アプリケーションに価値を与えるもの。
注記 CAD/PDMは,製造用アプリケーションの一例。
4
B 3900-1:2018
3.11
製造用ソフトウェアコンポーネント(manufacturing software component)
特定の製造タスクの実行を支援するための,製造用ソフトウェア資源のクラス。
3.12
製造用ソフトウェアユニット(manufacturing software unit)
他のソフトウェアユニットとの共通の情報交換メカニズムを支援し,製造用アクティビティにおいて定
めた機能及び役割を実行する一つ以上の製造用ソフトウェアコンポーネントからなる,ソフトウェア資源
のクラス。
注記 ソフトウェアユニットは,UML(unified modeling language)を用いてソフトウェアオブジェク
トとしてモデル化できる。
3.13
製造用システム(manufacturing system)
生産工場で情報,原材料及びエネルギーの流れを含む製造プロセスの実行及び制御を支援する特定の情
報モデルによって構成するシステム。
3.14
製造用ソフトウェアケイパビリティ(manufacturing software capability)
製造条件の下で,性能を評価するための規範に合致する製造用ソフトウェアの機能及びサービスの集合。
注記 附属書Aにソフトウェアケイパビリティを含む事例及び関連するシナリオを示す。
3.15
製造用ソフトウェアケイパビリティプロファイル(manufacturing software capability profile)
製造用アプリケーションへの要求事項を満足する製造用ソフトウェアの機能及びサービスの簡潔な表現。
3.16
PDM(product data management)
企業内の公認ユーザがアクセス及び更新ができるように,単一に集約した製造用データリポジトリ管理。
注記 OMG(object management group)では,PDM(product data management)システムは技術情報を
管理し,製品構成の管理を支援し,製品の製造プロセスの管理を支援するソフトウェアツール
と定義している。技術情報は,データベースそのものとPDMシステムから見えないファイル
にある関連文書の両方を含む。この情報は特定の製品又は特定の製品設計に関連し,より一般
的には製品系列,製造プロセス又はエンジニアリングプロセスそのものにも関連する。製造プ
ロセス支援は,工程管理及び工程の変更及び通知の考え方を含む。多くの製造業では,PDMは
製品開発アクティビティにとって中核となる製造情報である。
3.17
ソフトウェアアーキテクチャ(software architecture)
ソフトウェア要素,それらの相互関係及び環境との関係,並びに設計及び展開への指針を具体化するソ
フトウェアシステムの基本構造(IEEE 1471-2000参照)。
3.18
ソフトウェア環境(software environment)
製造用ソフトウェアユニットを運用するときに使用する計算機システム及び関連する製造用資源。
注記 ソフトウェア環境は,直接又は間接にインタフェースを介する関連システムと協調する他のシ
ステムを含む。環境は,他のシステム及び関連するシステムの適用範囲を規定する。
5
B 3900-1:2018
4
製造用アプリケーション
4.1
参照用アプリケーションの枠組み
製造用ソフトウェアを相互運用する枠組みは,より一般的な製造用アプリケーション群のための相互運
用の枠組みに基づく。このアプリケーション相互運用の枠組みは,製造用アプリケーションアーキテクチ
ャにおいて,自動システム及び制御システムの組織的構造,並びに振る舞いを統合する基盤となる。詳細
はISO 15745-1による。
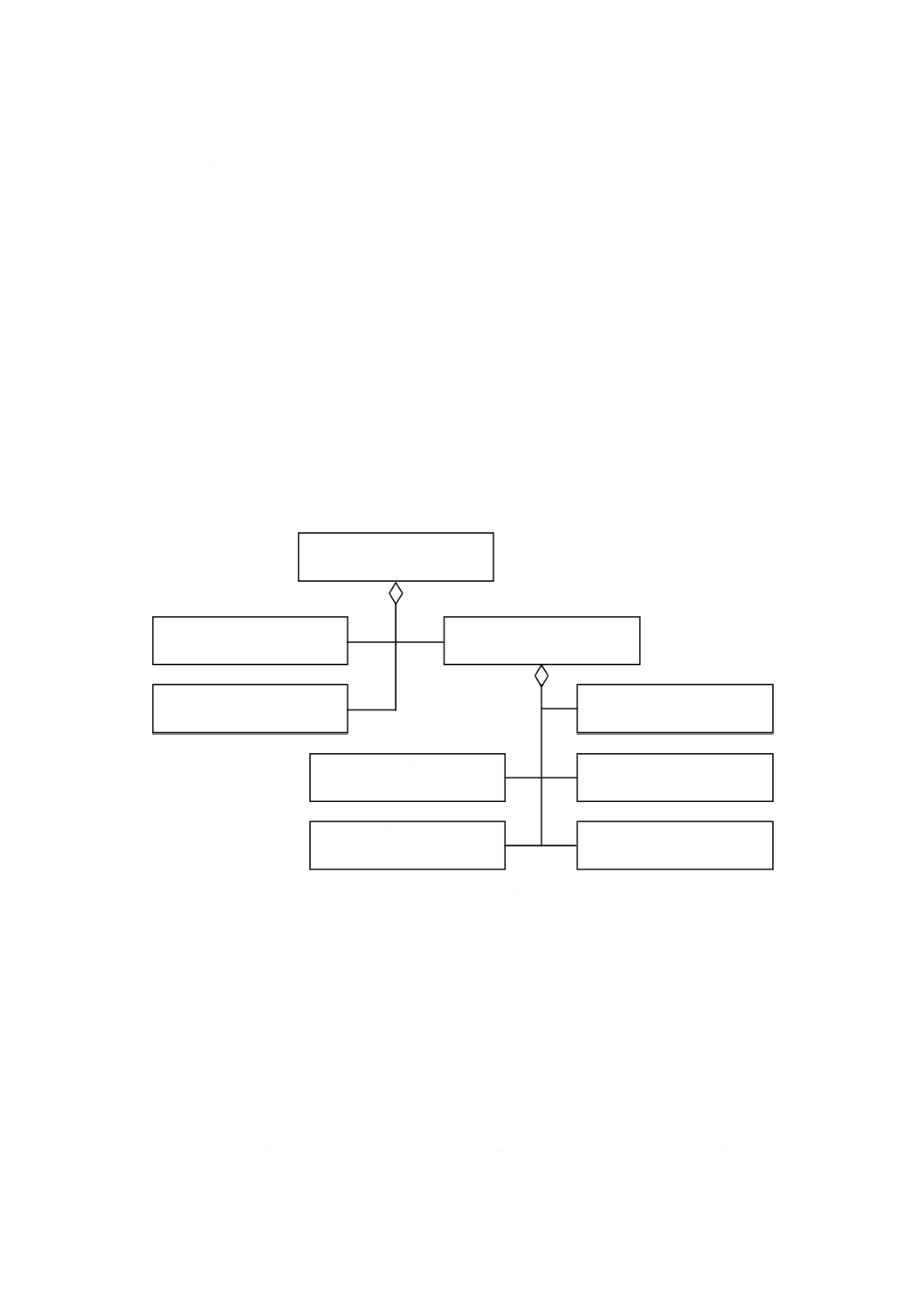
統合製造用アプリケーションは,製造用資源の集合と情報ユニットの集合とを組み合わせてモデル化す
べきで,そのデータ構造,意味定義及び振る舞いは,図1に示すように,製造用資源間で共有する。製造
用資源は,通信ネットワーク,機器,ソフトウェア,装置,原材料,人的資源など,アプリケーションが
要求するプロセス及び情報交換の実行に必要なものをいう。
このアプリケーション統合モデルでは,様々なモデル要素は,インタフェースを共有し,原材料,エネ
ルギー及び情報の交換を協調して行う。様々なモデル要素の機能が相互運用可能な場合,製造プロセスは
相互に協調できる。製造用ソフトウェアユニットがこのような機能を実行する場合,ソフトウェアユニッ
トは,他のモデル要素と同様にソフトウェアユニット間で相互運用できる必要がある。
製造用
アプリケーション
製造用
プロセス
製造用
資源
製造用
情報
自動化機器
装置及び
インフラストラクチャ
人的資源
製造用
ソフトウェアユニット
原材料,
部品並びに製品
1..*
1..*
1..*
1..*
1..*
1..*
1..*
1..*
注記 四角は,オブジェクトのクラスを表す。四角間を接続する線はオブジェクト間の関連を表す。この関連は方向
別に二つの役割をもち,その役割は選択肢としてラベル付けしてもよい。AからBに対する役割はBに隣接し
て配置し,逆はその反対となる。役割は一対一となるが,そうでない場合は注記する。役割は複数あってもよ
い。例えば,“1..*”は一対多,又は多対多の関連として表す。線端のひし形は“part-of”集約の関係を示す。関
連要素の少なくとも一つの型が欠落すると,コンポジション集約クラスのオブジェクトインスタンスが消える。
コレクション集約のオブジェクトインスタンスは,集約要素の型がなくても形成できる。例えば,製造用アプ
リケーションは,製造用プロセス,製造用情報及び製造用資源からなる(ISO/IEC 19501参照)。
図1−製造用アプリケーションの部分モデルクラス図
4.2
製造用領域
離散制御系,バッチ制御系及び連続制御系を含む製造用領域は,多くの産業形態を網羅する。自動車産
業は離散制御系(例えば,組立て生産)の代表例であり,製薬産業はバッチ制御系(例えば,バッチ生産)
6
B 3900-1:2018
の代表例であり,石油化学産業は連続制御系(例えば,プロセス生産)の代表例である。製造用ソフトウ
ェアにおける工場管理システムと現場の制御システムとのインタフェースは,制御システムが離散制御系,
バッチ制御系又は連続制御系であることとは無関係に同一手法で表現できる。同様に,制御システム内の
制御の流れも,制御システムの種類とは無関係に同一手法で表現できる。
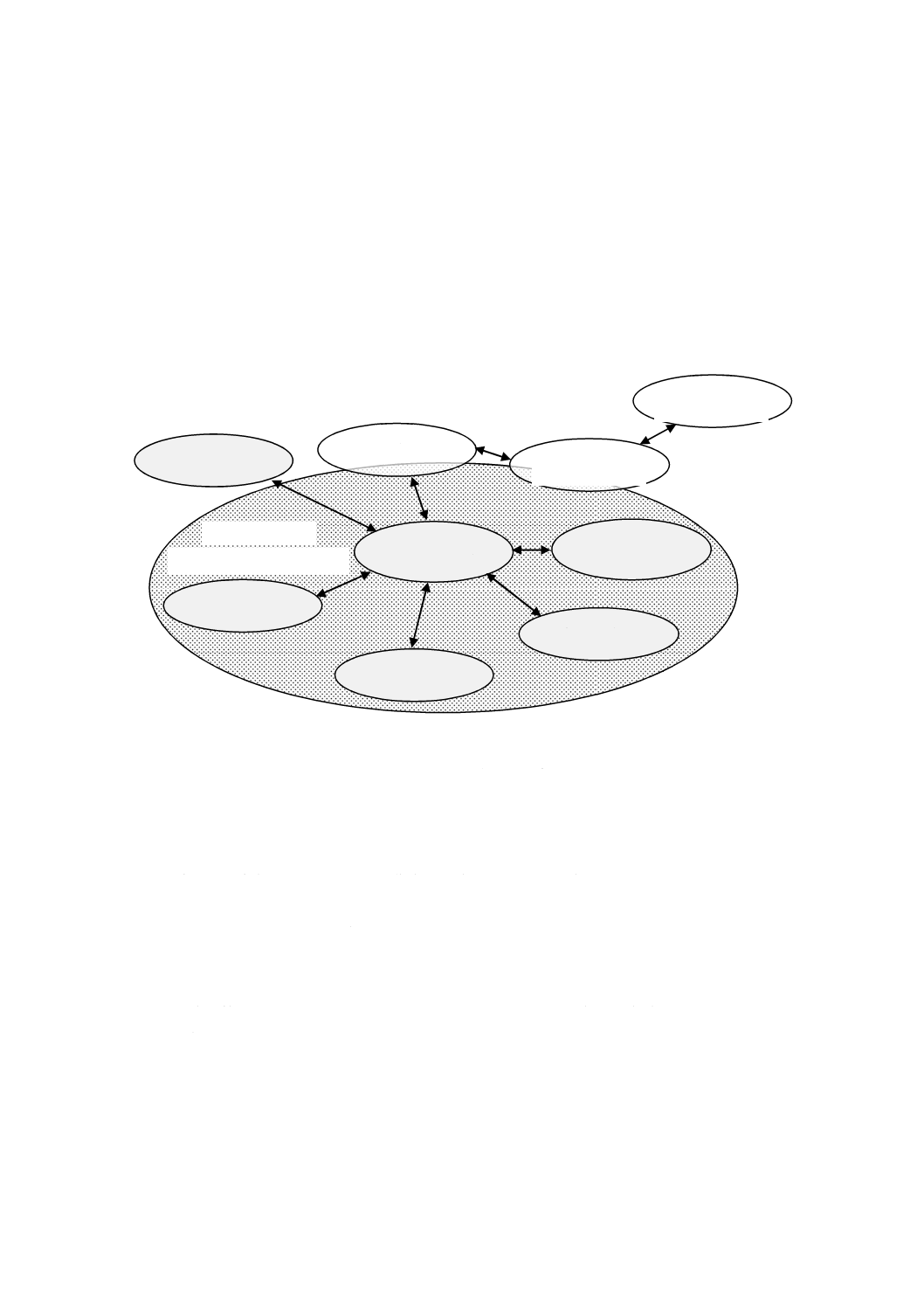
この製造用領域は多くの産業に適用できるが,それらの産業に属する企業間の関係は,サプライチェー
ンマネージメントの場合と同様に,近年のIT基盤の進歩によって急速に変化しつつある。JIS B 3900規格
群は,図2に示すように,対象とする製造用領域での離散制御系,バッチ制御系又は連続制御系という制
御系の種類にかかわらず,運用,制御及びプロセス設計も含めて,企業間でのインタフェースに対応する。
製造用
操作及び制御
連続制御系
離散制御系
バッチ制御系
製造用
工程設計
製品設計
工場管理
ERP
(企業資源計画)
SCM
(供給連鎖管理)
JIS B 3900
規格群の対象領域
注記 網掛け領域が,JIS B 3900規格群の対象領域を示す。
図2−JIS B 3900規格群の対象領域
4.3
製造用プロセス
製造用プロセスは順序が決まったアクティビティの集合としてモデル化しなければならない。各アクテ
ィビティは時間又は事象が駆動する機能の集合と関連していなければならない。
製造用プロセスに関連する機能は,製造用資源及び製造用情報を用いて実現できることを示さなければ
ならない。あるプロセスに関連する製造用アクティビティの特定の手順で必要となる原材料,情報及びエ
ネルギーに合わせて,製造用資源を選択して構成しなければならない。
製造用プロセスが他の製造用プロセスと協調する場合は,プロセスの対応機能は相互に協調する必要が
ある。この場合,協調する機能は,相互運用のための共通の規範及び条件に合致しなければならない。
4.4
製造用資源
製造用プロセス(原材料,制御,情報又はエネルギーの流れ)で使用する製造用アプリケーションは,
管理及び支援の種類によって必要な製造用資源によって決めなければならない。
それらの製造用資源から,製造用アプリケーションへの要求事項を満たす製造システムの構成を決めな
ければならない。製造用資源は,製造用ソフトウェアユニットを含み,製造用プロセスを支援する諸機能
を実現できなければならない。
7
B 3900-1:2018
複数のソフトウェアユニットを統合することで,適切な実行環境において,製造計画及び割り当てた資
源に基づき,製造プロセスの制御及びモニタリングに必要な機能が実現できる。
実効環境はソフトウェアユニットの統合に必要な製造用資源によって識別できなければならない。製造
用資源は,関連するソフトウェアユニットが必要とする実行環境(実行するソフトウェアユニットが要求
する他のシステムソフトウェア,ソフトウェア環境,データ記憶,ユーザインタフェース,通信及び周辺
機器)を含む。
4.5
製造用情報
製造用情報は,製造用アプリケーションにおける多様な流れを管理する知識基盤を提供しなければなら
ない。こうした製造用情報は,製品,プロセス及び製造用装置に関連するデータを含まなければならない。
製造用ソフトウェアユニットは,このような製造用情報の操作,変形及び維持を行う手段とならなけれ
ばならない。
5
製造用ソフトウェア相互運用の枠組み
5.1
製造用ソフトウェアユニットの相互運用性
製造用アプリケーションにおいて,製造用ソフトウェアユニットは特定の機能を実現する。製造用アプ
リケーションの機能を実現するために,複数の製造用ソフトウェアユニットが協調して相互に処理をする。
各ソフトウェアユニットが処理する機能は,製造用システムアーキテクチャで定義した機能とならなけ
ればならない。これらのソフトウェアユニットが交換する情報によって,協調した製造用機能の実行が可
能とならなければならない。
製造用アプリケーションにおける相互運用性は,それぞれの製造用アクティビティに対応した複数のソ
フトウェアユニットによる相互運用によって実現できなければならない。
ソフトウェアの相互運用の枠組みは,製造用アプリケーションへの要求事項を満たす製造用ソフトウェ
アユニットのケイパビリティを記載する要素及び規則の集合からなる。このケイパビリティは,製造用ソ
フトウェアユニットの処理能力及び製造用アプリケーションで使用する他の製造用ソフトウェアユニット
のデータ交換能力を含まなければならない。
次の観点で,ソフトウェアの相互運用の枠組みを構成しなければならない。
a) 製造用ソフトウェアユニット間で共有する構文規則及び意味定義
b) 製造用ソフトウェアユニット間の機能的関係
c) 製造用ソフトウェアユニットが提供するサービス,インタフェース及びプロトコル
d) 製造用ソフトウェアユニットのケイパビリティプロファイルを提供する能力
枠組みは,製造用プロセス,情報及び資源を扱うソフトウェアエンティティに関連した役割,アクティ
ビティ及び人工物を要素として構成しなければならない。枠組みの規則は,ケイパビリティクラス(JIS B
3900-2参照),プロファイリングクラス(JIS B 3900-2参照)及びコンポーネントクラス(JIS B 3900-3参
照)の構築に必要な,関係,テンプレート及び適合性規約で規定しなければならない。複数のケイパビリ
ティクラス構造をもつ場合は,JIS B 3900-5及びJIS B 3900-6に規定する。
ソフトウェアユニット及び製造用ソフトウェアコンポーネントに関する,構成,関係及びタスクは,JIS
B 3900規格群の他の部で規定した枠組みの要素及び規則で規定しなければならない。
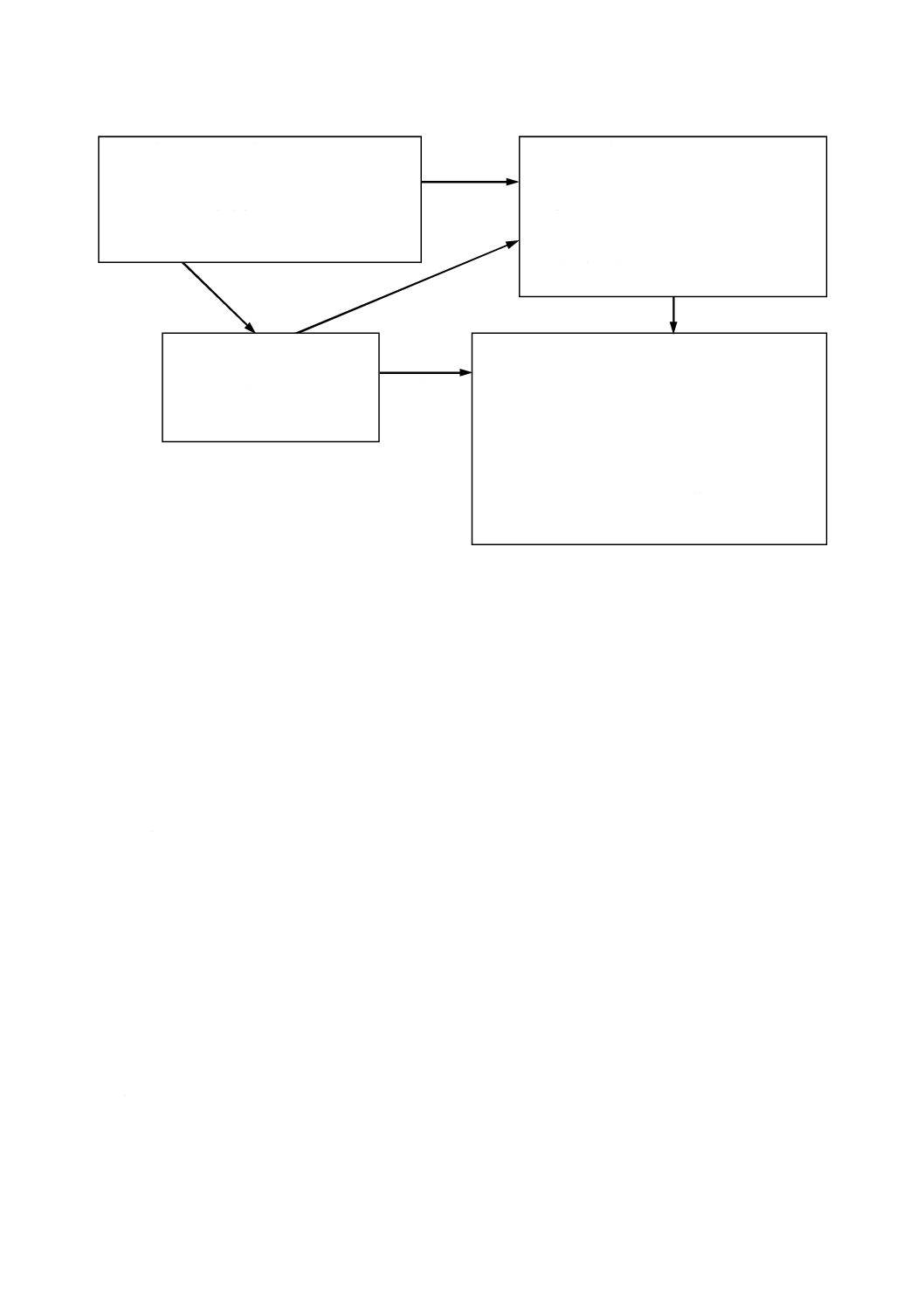
図3は,ソフトウェア相互運用性の観点及び汎用アプリケーション相互運用性の観点から,この枠組み
の導出関係を示す。
8
B 3900-1:2018
ソフトウェアケイパビリティプロファイリング
・製造用アクティビティ,ソフトウェアユニット
ケイパビリティ,ソフトウェアケイパビリティ
プロファイル及びソフトウェアコンポーネント
のクラス
・ソフトウェアの機能
・製造用アプリケーションの相互運用規範
・他の製造用資源による拘束
・ソフトウェアユニットの非機能的プロパティ
・テンプレート
ソフトウェア相互運用フレームワーク
・ソフトウェアアーキテクチャ及び
設計パターン
・製造用ソフトウェアユニットの
インタフェース,サービス及びプロトコル
・インタフェース定義の方法
(形式言語)
汎用アプリケーションの相互運用フレームワーク
(相互運用のための方法論及び規則)
・モデリングツール
・構文規則及び意味定義のための言語
・汎用アプリケーション相互運用モデル
機能関係の領域限定モデリング
・アプリケーションモデル
・情報モデル
・環境モデル
生成
拘束
導出
写像
プロファイリング
図3−ソフトウェア相互運用の枠組みの相関
5.2
製造用ソフトウェアユニット間の機能的関係
図2に示す対象領域においては,必要な一つの製造用機能を遂行するために特定のインタフェース及び
プロトコルを通して協調する,一つ以上の実行可能なソフトウェアユニットが存在する。これらは,製造
用資源の一つの要素である特定の計算機システムのソフトウェア環境の下で,特定の役割を実行するため
のソフトウェア設計パターンを適用して実現する。言い換えれば,一つのソフトウェアユニットは,一つ
以上の製造用機能を遂行する。一つ以上の製造用機能は,製造用アクティビティを実行,制御,監視,又
は管理するために相互運用する。一連のアクティビティは,製造プロセスを実行するため,特定の順序で
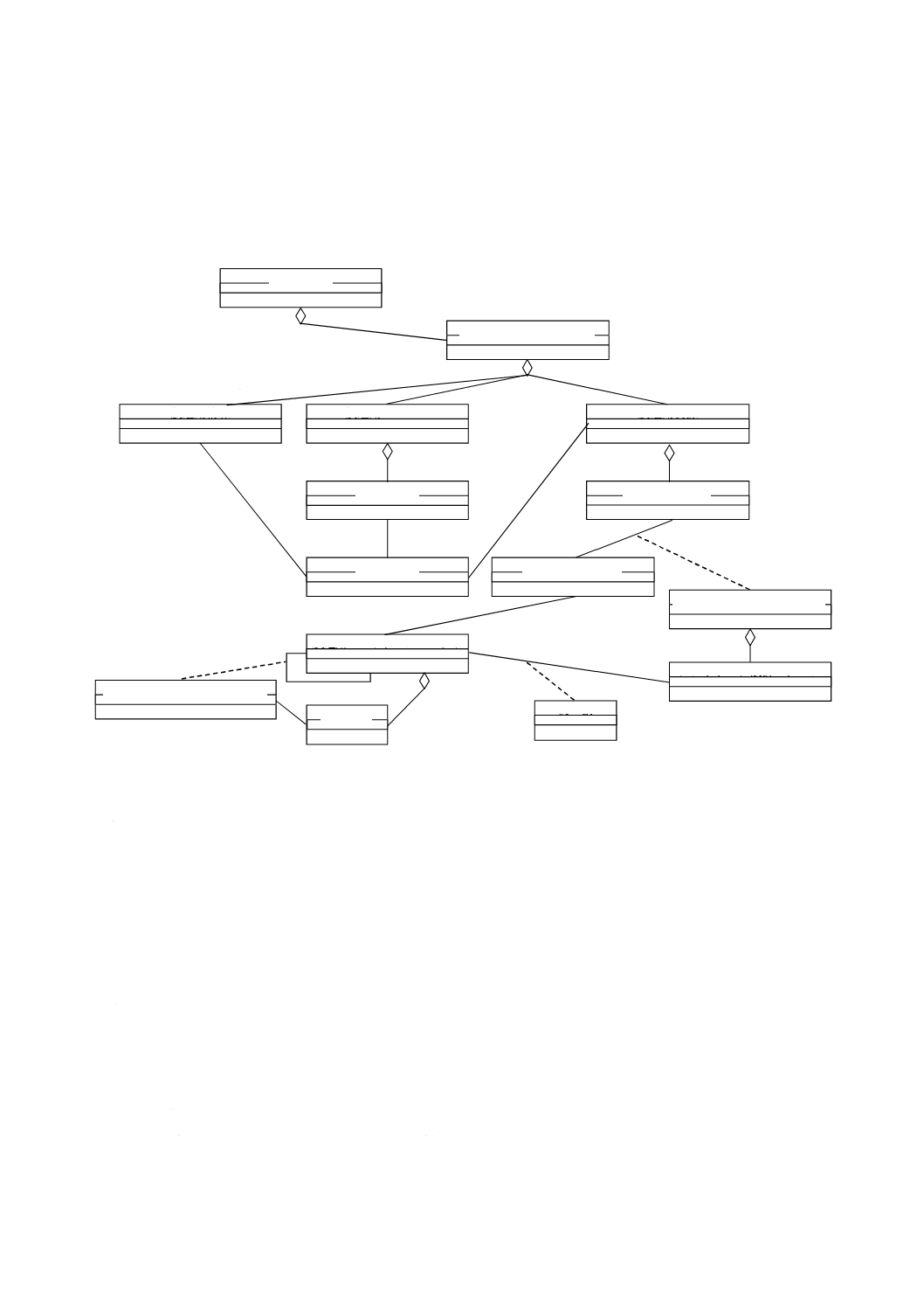
実施する。図4は製造用アプリケーションの環境下において,ソフトウェアユニット,その周辺要素及び
その関連の表現に用いる種々のクラスを示す。
この枠組みでは,実行する機能順序及びスケジュールは,プロセスを構成するアクティビティの順序及
びスケジュールによって決まる。機能を遂行するために,製造用ソフトウェアユニットは,関連機能の要
求する順序及びスケジュールに従って動作する。
製造プロセスの相互運用は,機能の相互運用として,すなわち,製造用ソフトウェアユニットを含む製
造用資源の相互運用として捉えなければならない。
ソフトウェアユニットは,製造用機能を実行するために,相互につながりのあるソフトウェアコンポー
ネントの集合としてモデル化しなければならない。各ソフトウェアユニットは,UMLオブジェクトとして
表現しなければならない。
製造用ソフトウェアユニットは,構成,実行及び保守で利用するサービスインタフェースを提供しなけ
ればならない。
ソフトウェアユニットの製造用機能を実行するケイパビリティには,サービスインタフェースで利用可
能なサービスを含まなければならない。ソフトウェアユニットのケイパビリティは,ケイパビリティプロ
9
B 3900-1:2018
ファイルとしてXML(extensible markup language)で簡潔に記載しなければならない。
製造用アクティビティの処理順序及びタイミングで,関連する製造用ソフトウェアユニットの相互運用
方法が決まる。
ケイパビリティプロファイルが含む又は参照する情報は,JIS B 3900-2による。
製造用情報
製造用領域
製造用プロセス
製造用アプリケーション
製造用資源
計算機システム
製造用活動
製造用機能
ソフトウェア環境
ソフトウェアアーキテクチャ
ソフトウェア設計パターン
製造用ソフトウェアユニット
インタフェース及びプロトコル
役 割
データ型
1..*
包含
可能
可能
1..*
1..*
1..*
1..*
1..*
1..*
1..*
拘束
拘束
連続
操作
1..*
可能
図4−製造用アプリケーションにおけるソフトウェアユニットクラス及び関連するクラス
5.3
サービス,インタフェース及びプロトコル
製造用ソフトウェアユニットは,特定の製造用機能を実行するために,相互につながりのあるソフトウ
ェアコンポーネントの集合としてモデル化しなければならない。
製造用ソフトウェアユニットは,同一の実行環境下で,あるソフトウェアユニットが要求し,別のソフ
トウェアユニットが応えるといった,製造用アクティビティを支援する相互運用を行わなければならない。
これらのサービス,インタフェース及びプロトコルは,JIS B 3900-3による。
5.4
製造用ソフトウェアユニットのケイパビリティプロファイリング
製造用ソフトウェアユニットのケイパビリティは,ケイパビリティプロファイルで簡潔に記載しなけれ
ばならない。ケイパビリティプロファイルは,製造用アクティビティクラス,実行するソフトウェア機能,
製造用アプリケーションの規範,資源の状態又は構成,評価基準,ソフトウェアユニットの名称,交換デ
ータ,サービスインタフェース,及び関連する実行環境を含まなければならない。
例 プロファイルの例
製造用アクティビティクラス:生産管理
ソフトウェア機能:スケジューリング,操作,監視,実績報告,警告
10
B 3900-1:2018
製造用アプリケーション規範:完結性,適時性,精度
資源の状態又は構成:オペレーティングシステム周辺機器,ネットワーク,ドライバ,性能モ
ニタ
評価基準:平均故障間隔,平均修復所要時間,修復所要人数(技能依存)
ソフトウェアユニットの名称:RSI Enterprise Batch
附属書Aに使用例を示すが,プロファイルは最低限の情報を提供し,XML形式で記載しなければなら
ない。
製造用ソフトウェアケイパビリティプロファイルの構造,構文規則及び分類は,JIS B 3900-3による。
6
適合性
ケイパビリティプロファイルの適合性評価のための概念及び規則は,JIS B 3900-4による。
11
B 3900-1:2018
附属書A
(参考)
使用例
A.1 ケイパビリティの使用例及び関係するシナリオ
A.1.1 ソフトウェアケイパビリティの使用例
ソフトウェアケイパビリティプロファイリングの役割は,ソフトウェアケイパビリティの相互運用性を
支援するための使用者の要求事項及びインタフェースの要求事項の二つの観点に対応している。
A.1.2 使用者の観点からの要求事項
ケイパビリティプロファイルによって規定する使用者の観点からの要求事項を,次に示す。
a) 二つ以上のソフトウェアケイパビリティを用いて新しい機能を構成する。
b) 特定の製造工程に適したソフトウェアケイパビリティを選択する。
c) あるソフトウェアケイパビリティを別のソフトウェアケイパビリティに置換する。
d) あるプラットフォームから別のプラットフォームへソフトウェアケイパビリティを移植する。
e) ソフトウェアケイパビリティの履歴を管理する。
f)
特定のケイパビリティプロファイルを満たすソフトウェアケイパビリティを証明する。
g) 特定のケイパビリティをもつソフトウェアは,インターネットを介して幅広く市場に提供する。
h) 製造工程の変化に応じて製造用ソフトウェアケイパビリティを管理する。
i)
新しいソフトウェアケイパビリティ及び実装ソフトウェアを登録する。
A.1.3 相互運用性の観点からの要求事項
ケイパビリティプロファイルによって対処すべき相互運用性の観点からの要求事項を,次に示す。
a) 共通の理解が可能な明確な用語でソフトウェアケイパビリティを記載することができる。
b) ソフトウェアケイパビリティをもつソフトウェアによる事業利益を特徴付けることができる。
c) インターネットの検索エンジンを利用して特定のケイパビリティをもつ候補ソフトウェアコンポーネ
ントを自動的に見いだすことができる。
d) ケイパビリティを通してあるソフトウェアコンポーネント及び別のソフトウェアコンポーネントの依
存関係を表現することができる。
e) ソフトウェアケイパビリティに関する製造用アプリケーションの変更の影響を管理することができる。
A.2 使用例−“新しい機能の構成(Assembling a new functionality)”
動作説明:二つ以上のソフトウェアを統合して新しいケイパビリティを構築し,一つの新しいソフトウ
ェアのケイパビリティとして規定する。インタフェースを考慮して複数のソフトウェアのケ
イパビリティプロファイルを統合する。サービスインタフェースの互換性を確認し,ライセ
ンスを含む利用の可能性を検証する必要がある。
動作主体:ソフトウェアベンダー,使用者,インターネットプロバイダー,リポジトリ
制約:ケイパビリティ,サービスの用法,サービスの提供元及びサービスの品質の一意性
A.3 使用例−“適切なソフトウェアの選択(Selecting appropriate software)”
動作説明:メニューに従って用語を選び,ソフトウェアの価格及びライセンスの制約の下で,適合度及
12
B 3900-1:2018
び条件についての十分な情報を得ながら,問題提起に基づいてソフトウェアを検索する。
動作主体:ソフトウェアベンダー,使用者,インターネットプロバイダー,リポジトリ
制約:分野違いのキーワード,インターネット及び通信プロトコルの合致
A.4 使用例−“ソフトウェアコンポーネントの置換(Substituting one software component with another)”
動作説明:新しく追加するケイパビリティの機能抽出,顧客への通知なども含むサービスの置換,連携,
拡張,検査,復旧といったソフトウェアの置換による蓋然性及び妥当性を検証する。
動作主体:使用者,サービスの管理者
制約:ケイパビリティの使用・不使用(標準的な告知)
A.5 使用例−“別のプラットフォームへの移植(Migrating to another platform)”
動作説明:実行環境を変更する[例えば,API(Application Programming Interface),言語,頒布]。
動作主体:プラットフォーム,ベンダー,使用者
制約:中立で包括的なサービスの定義,参照ポイントの標準化(例えば,言語の定義,プロファイル)
A.6 使用例−“ソフトウェアの履歴管理(Managing software inventory)”
動作説明:起源,使用条件,許諾条件及び相互関係も含め,ソフトウェアリポジトリを維持管理する。
動作主体:使用者,リポジトリ
制約:ケイパビリティ,サービスの用法,サービスの提供元及びサービスの品質の一意性
A.7 使用例−“ケイパビリティプロファイルとの整合性確認(Certifying software to a capability profile)”
動作説明:試験集に従った特定の判定箇所において要求機能及び要求挙動をソフトウェアが提供してい
ることを検査する。
動作主体:ベンダー,検査機関及び認証機関
制約:試験集の仕様,適合性の基準
A.8 使用例−“市場への提供(Distributing software to the mass market)”
動作説明:支援及び更新を含む市場のビジネスモデルに対して,ソフトウェア又はソフトウェアコンポ
ーネントをパッケージ化,宣伝及び頒布する。
動作主体:ベンダー,インターネットプロバイダー,ほか
制約:頒布の規範(例えば,圧縮,プロトコル)
A.9 使用例−“製造工程の変化への対応(Managing Manufacturing Changes)”
動作説明:ビジネス,設備及び作業の変化に合致するようにソフトウェアのコンフィグレーションを再
構成する。
動作主体:使用者,管理者,企業モデルの構築者
制約:頒布するITの能力及びその関連のビジネスモデルに関わるモデリング
A.10 使用例−“新しいソフトウェアの登録(Registering New Software)”
動作説明:製造用ソフトウェアの能力を記載及び実現する。標準的な分類又は既存の表現に変換可能な
13
B 3900-1:2018
使用者及びベンダーによる表現で発行する。
動作主体:ベンダー,インターネットプロバイダー,その他;認定登録者
制約:標準的な分類,機械検索可能な表現(XMLなど),登録手順
A.11
使用例−“共通理解への要求事項(Requirements for Common Understanding)”
製造用ソフトウェアの能力をプロファイルする上で重要なことは,共通の理解が可能で明確な用語を記
載することである。ソフトウェアがアルゴリズムを実行する場合,アルゴリズムを表現する一意な名前が
必要である。例えば,“スケジューリング”は曖昧すぎるが,“最適スケジューリング”は,より限定的で
ある。同様に,コストモデルの分野では,“アクティビティ依存のコスト計算”,“分配コスト計算”及び“総
コスト計算”というような,より限定的な表現方法を用いて,ソフトウェアの能力が明確に理解できるよ
うにしている。ただし,これらの用語は用語集で定義しておく必要がある。こうした定義の中には,例え
ば,“コスト中心”というような他の用語が含まれていてもよい。その用語は,共通で一意に理解できるよ
うに定義しておかなければならない。航空宇宙産業における個々の部品追跡などの特定分野のアプリケー
ション・アクティビティ・モデル[AAMs(Application Activity Models)]は,特定分野固有の名前を割り当
てることによって,関連する問題を明らかにすることを試みている。
したがって,ソフトウェアのケイパビリティを表現する用語を割り当てることができるようにするため
には,初めに明確な用語集を準備する必要があるということが分かる。この用語集はソフトウェアケイパ
ビリティの記載に用いた用語の共通理解を支援する。製造用ソフトウェアの一部分のケイパビリティを表
現するためには,製造に関連した用語集があらかじめ必要になる。
ほかに考慮が必要なことは:
− ソフトウェア提供者が,製品カタログで何を記載しているのか。
− 継続的な調達及びライフサイクルの支援(CALS, Continuous Acquisition and Life-Cycle Support)と連携
しているのか。
− 機能限定な用語をどのように扱っているのか。
A.12 使用例−“事業用のケイパビリティ参照モデル(Business Capability Reference Model)”
競争的状況でビジネスの優位性をソフトウェアから得ようとするものである。“事業用のケイパビリティ
参照モデル”は,企業の現在及び目標のケイパビリティを,その鍵となる工程,鍵となるシステム,鍵と
なる技術を,断片化,厳密化,可視化,相互運用性及び適応性の観点から表形式で表現する(これらの観
点は工程,システム及び技術ごとに定義する。)。この参照モデルは,標準化及び最新の技術に対する寄与
度の評価に用いる。
この参照モデル又はその修正モデルは,ビジネス全体に対するソフトウェア製品の寄与と品質の評価に
用いる。ただし,留意すべき課題は部門別又は分野別に偏った投資決定への影響である。
A.13 使用例−“ソフトウェアケイパビリティのインターネット検索(Web search for software component
capability)”
インターネット検索エンジンを用いて機械的に特定のケイパビリティをもつソフトウェアコンポーネン
トを検索することが,ケイパビリティプロファイルを用いて可能となる。
14
B 3900-1:2018
A.14 使用例−“ソフトウェアの依存性の提示(Software component dependency statements)”
ケイパビリティの点で,特定のソフトウェアコンポーネントの他のソフトウェアコンポーネントへの依
存性は,ケイパビリティコンポーネントの依存性として提示できる。
A.15 使用例−“アプリケーションに対するソフトウェアケイパビリティの照合(Matching software
capability to an application requirement)”
製造用アプリケーションへの要求事項とソフトウェアケイパビリティとの照合は,ケイパビリティプロ
ファイルを用いて行う。
参考文献
[1] IEEE 1471-2000,Recommended Practice for Architectural Description of Software−Intensive Systems
[2] ISO/IEC 19501,Information technology−Open Distributed Processing−Unified Modeling Language (UML)
Version 1.4.2
15
B 3900-1:2018
附属書JA
(参考)
JISと対応国際規格との対比表
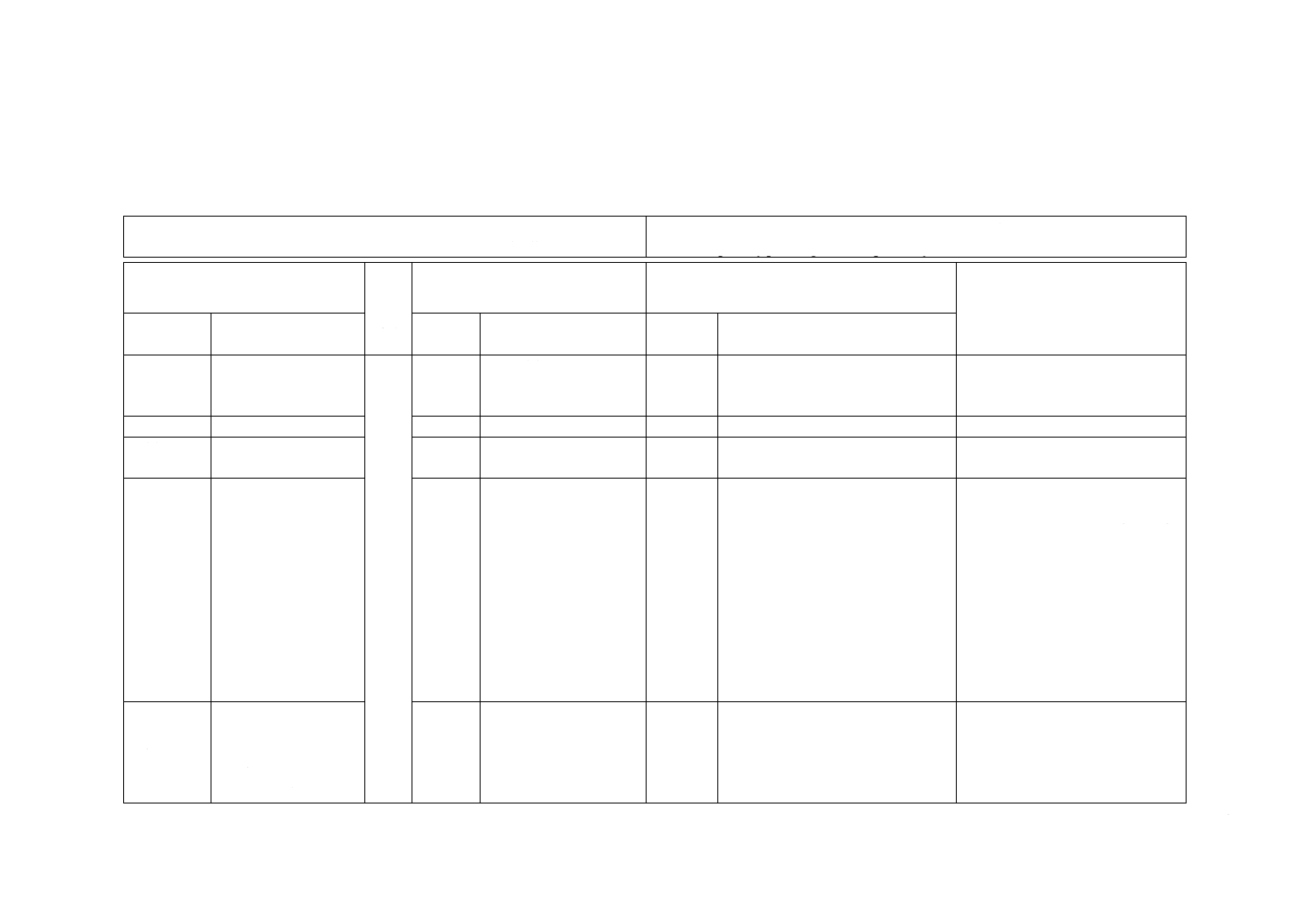
JIS B 3900-1:2018 産業オートメーションシステム及びその統合−製造用ソフ
トウェア相互運用のためのケイパビリティプロファイリング−第1部:枠組み
ISO 16100-1:2009,Industrial automation systems and integration−Manufacturing
software capability profiling for interoperability−Part 1: Framework
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
1 適用範囲 製造用ソフトウェア
の相互運用のための
枠組みを規定。
1
JISに同じ。
一致
−
−
2 引用規格
3 用語及び
定義
18用語の定義を規定。
3
25用語の定義を規定。
削除
ISO規格にある,用語の一部を削
除。
一般用語と同等であるので削除し
た。
−
−
4
15の用語の略号を規
定。
削除
−
箇条4に記載の略語のうち,BOM,
CAD,ERP,MES,PDM,XML,
UMLについては,この規格の本体
で説明している。また,AGV,APT,
CAM,CAPP,NC,SCM,SCADA,
SQCについては,採用しなかった
用語及び削除した附属書Bで使用
されているだけで,この規格の本
体及び附属書Aでは使用していな
い。以上の理由から,箇条4を削
除した。
4 製造用ア
プリケーシ
ョン
4.1 参照用アプリケー
ションの枠組み
4.2 製造用領域
4.3 製造用プロセス
4.4 製造用資源
5
JISに同じ。
一致
−
−
2
B
3
9
0
0
-1
:
2
0
1
8
16
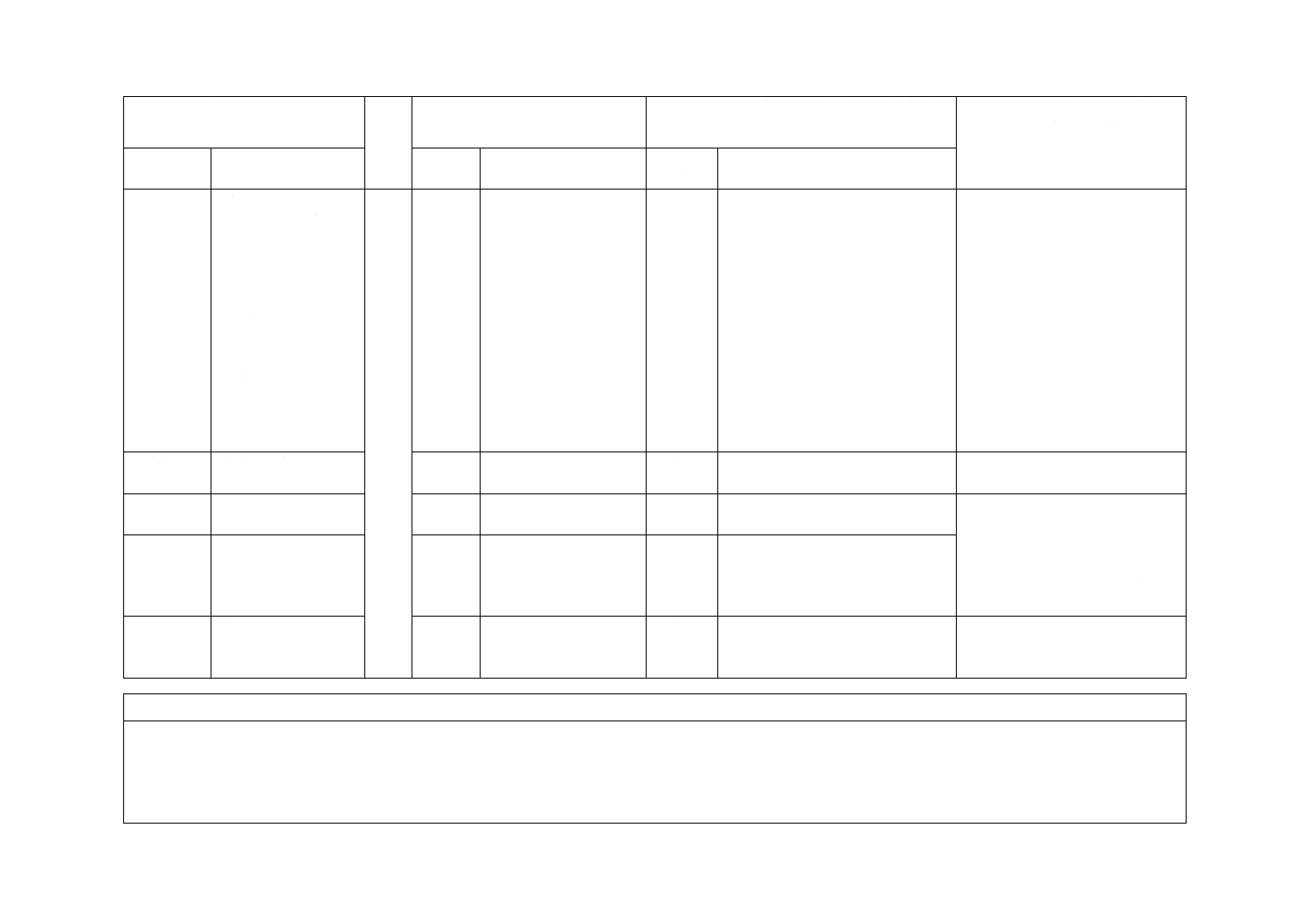
B 3900-1:2018
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
5 製造用ソ
フトウェア
相互運用の
枠組み
5.1 製造用ソフトウェ
アユニットの相互運
用性
5.2 製造用ソフトウェ
アユニット間の機能
的関係
5.3 サービス,インタ
フェース及びプロト
コル
5.4 製造用ソフトウェ
アユニットのケイパ
ビリティプロファイ
リング
6
JISに同じ。
一致
−
−
6 適合性
適合性評価のための
概念及び規則を規定。
7
JISに同じ。
一致
−
−
−
−
Annex A 製造用アプリケーショ
ン参照モデル。
削除
−
ISO 16100-1の内容を検討した結
果,記載された内容は,大部分が
ISO規格の審議過程で作成された
膨大なモデル図の例を記載してい
るだけであるので,この規格では
附属書として不採用とした。
−
−
Annex B 製造用アクティビティ
参照モデルの例。
削除
−
附属書A
(参考)
使用例
使用例。
Annex C JISに同じ。
一致
−
−
JISと国際規格との対応の程度の全体評価:ISO 16100-1:2009,MOD
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 一致 ················ 技術的差異がない。
− 削除 ················ 国際規格の規定項目又は規定内容を削除している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD ··············· 国際規格を修正している。
2
B
3
9
0
0
-1
:
2
0
1
8