B 3651 : 2002 (ISO 13281 : 1997)
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,(工業標準化法第14条によって準用する)工業標準化法第12条第1項の規定に基づき,社
団法人精密工学会 (JSPE) /財団法人日本規格協会 (JSA) から,工業標準原案を具して日本工業規格を制
定すべきとの申出があり,日本工業標準調査会の審議を経て,経済産業大臣が制定した日本工業規格であ
る。
制定に当たっては,日本工業規格と国際規格との対比,国際規格に一致した日本工業規格の作成及び日
本工業規格を基礎にした国際規格原案の提案を容易にするために,ISO 13281 : 1997, Industrial automation
systems−Manufacturing Automation Programming Environment (MAPLE) −Functional architectureを基礎とし
て用いた。
この規格の一部が,技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の
実用新案登録出願に抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会
は,このような技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の実用新
案登録出願にかかわる確認について,責任はもたない。
JIS B 3651には,次に示す附属書がある。
附属書A(参考) MAPLEの普及に向けて
附属書B(参考) 簡単な例
附属書C(参考) 事例研究
JIS B 3651には,次に示す部編成がある。
JIS B 3651 第1部:機能的体系
JIS B 3652 第2部:サービス及びインタフェース
B 3651 : 2002 (ISO 13281 : 1997)
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目次
ページ
序文 ··································································································································· 1
1. 適用範囲 ························································································································ 1
2. 定義 ······························································································································ 2
2.1 データ変換器 ················································································································ 2
2.2 辞書マネージャ ············································································································· 2
2.3 実行マネージャ ············································································································· 2
2.4 製造用アプリケーションプログラム ··················································································· 2
2.5 製造用データベース ······································································································· 2
2.6 製造用データ辞書 ·········································································································· 2
2.7 製造用データマネージャ·································································································· 2
2.8 製造用ソフトウェアツール······························································································· 2
2.9 製造用ソフトウェアツール辞書 ························································································· 2
2.10 MAPLE ······················································································································· 2
2.11 MAPLEエンジン ·········································································································· 2
2.12 ソフトウェアツールリンカ ····························································································· 2
3. MAPLEの機能的体系及び構成要素 ····················································································· 2
3.1 MAPLEエンジン············································································································ 3
3.2 辞書マネージャ ············································································································· 4
3.3 製造用データマネージャ·································································································· 4
3.4 データ変換器 ················································································································ 4
3.5 ソフトウェアツールリンカ······························································································· 5
3.6 実行マネージャ ············································································································· 5
3.7 製造用データ辞書 ·········································································································· 6
3.8 製造用ソフトウェアツール辞書 ························································································· 6
4. インタフェース ··············································································································· 6
4.1 MAPLEインタフェース ··································································································· 7
4.1.1 MAPLEエンジンと,製造用アプリケーションプログラム及び製造用ソフトウェアツール間の制御
········································································································································· 7
4.1.2 MAPLEエンジンから製造用アプリケーションプログラム及び製造用ソフトウェアツールへのデー
タ転送 ································································································································ 7
4.1.3 製造用アプリケーションプログラム及び製造用ソフトウェアツールからMAPLEエンジンへのデー
タ転送 ································································································································ 8
4.2 MAPLEエンジンと実行マネージャ間のインタフェース ························································ 10
4.2.1 MAPLEエンジンと実行マネージャ間の制御 ····································································· 10
4.2.2 MAPLEエンジンから実行マネージャへのデータ転送 ························································· 10
B 3651 : 2002 (ISO 13281 : 1997) 目次
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ページ
4.2.3 実行マネージャからMAPLEエンジンへのデータ転送 ························································ 10
4.3 MAPLEエンジンとソフトウェアツールリンカ間のインタフェース ········································· 10
4.3.1 MAPLEエンジンとソフトウェアツールリンカ間の制御 ······················································ 10
4.3.2 MAPLEエンジンからソフトウェアツールリンカへのデータ転送 ·········································· 10
4.3.3 ソフトウェアツールリンカからMAPLEエンジンへのデータ転送 ········································· 10
4.4 実行マネージャとソフトウェアツールリンカ間のインタフェース ··········································· 10
4.4.1 実行マネージャとソフトウェアツールリンカ間の制御 ························································ 10
4.4.2 実行マネージャからソフトウェアツールリンカへのデータ転送 ············································ 11
4.4.3 ソフトウェアツールリンカから実行マネージャへのデータ転送 ············································ 11
4.5 実行マネージャと製造用データマネージャ間のインタフェース ·············································· 11
4.5.1 実行マネージャと製造用データマネージャ間の制御 ··························································· 11
4.5.2 実行マネージャから製造用データマネージャへのデータ転送 ··············································· 11
4.5.3 製造用データマネージャから実行マネージャへのデータ転送 ··············································· 11
4.6 実行マネージャとデータ変換器間のインタフェース ····························································· 11
4.6.1 実行マネージャとデータ変換器間の制御 ········································································· 11
4.6.2 実行マネージャからデータ変換器へのデータ転送······························································ 11
4.6.3 データ変換器から実行マネージャへのデータ転送······························································ 11
4.7 実行マネージャと辞書マネージャ間のインタフェース ·························································· 11
4.7.1 実行マネージャと辞書マネージャ間の制御 ······································································ 11
4.7.2 実行マネージャから辞書マネージャへのデータ転送 ··························································· 12
4.7.3 辞書マネージャから実行マネージャへのデータ転送 ··························································· 12
4.8 製造用データマネージャと製造用データベース間のインタフェース ········································ 12
4.8.1 製造用データマネージャと製造用データベース間の制御 ····················································· 12
4.8.2 製造用データマネージャから製造用データベースへのデータ転送 ········································· 12
4.8.3 製造用データベースから製造用データマネージャへのデータ転送 ········································· 12
4.9 辞書マネージャと製造用データ辞書間のインタフェース ······················································· 12
4.9.1 辞書マネージャから製造用データ辞書へのアクセス ··························································· 12
4.9.2 辞書マネージャから製造用データ辞書へのデータ転送 ························································ 12
4.9.3 製造用データ辞書から辞書マネージャへのデータ転送 ························································ 12
4.10 辞書マネージャと製造用ソフトウェアツール辞書間のインタフェース···································· 12
4.10.1 辞書マネージャから製造用ソフトウェアツール辞書へのデータアクセス ······························ 12
4.10.2 辞書マネージャから製造用ソフトウェアツール辞書へのデータ転送 ···································· 13
4.10.3 製造用ソフトウェアツール辞書から辞書マネージャへのデータ転送 ···································· 13
附属書A(参考) MAPLEの普及に向けて ·············································································· 14
附属書B(参考) 簡単な例·································································································· 15
附属書C(参考) 事例研究·································································································· 17
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 3651 : 2002
(ISO 13281 : 1997)
産業オートメーションシステム
及びその統合−製造自動化
プログラミング環境 (MAPLE) −
第1部:機能的体系
lndustral automation systems and integration−
Manufacturing Automation Programming Environment (MAPLE) −
Functional architecture
序文 この規格は,1997年に第1版として発行されたISO 13281, Industrial automation systems−
Manufacturing Automation Programming Environment (MAPLE) −Functional architectureを翻訳し,技術的内容
及び規格票の様式を変更することなく作成した日本工業規格である。
1. 適用範囲 この規格は,製造自動化プログラミング環境 (MAPLE) の機能的体系を規定する。MAPLE
とは,複数の製造用装置と制御のプログラミングのためのベンダに依存しない共通で中立な支援環境であ
る。すなわち,MAPLEは,複数の会社で作られた様々な装置や制御に依存しない,プログラミングのた
めの単一な環境を規定する。
上記の規格の対象範囲において,MAPLEは次のことを支援する。
− 様々な製造用データと製造用アプリケーションプログラムの接続
− 複数の製造用データベースの管理
− 製造用アプリケーションプログラム及び製造用ソフトウェアツールの共有
この規格の利用者は,次のとおりである。
− 製造用アプリケーションプログラムを開発する者
− 製造用プログラムを修正する者
− 製造用データを参照する者
備考 この規格の対応国際規格を,次に示す。
なお,対応の程度を表す記号は,ISO/IEC Guide 21に基づき,IDT(一致している),MOD
(修正している),NEQ(同等でない)とする。
ISO 13281 : 1997 Industrial automation systems−Manufacturing Automation Programming
Environment (MAPLE) −Functional architecture (IDT)
参考 この規格で使用される用語の一部は,ISO/TR 11065 : 1992,Industrial automation glossaryによっ
て標準情報化されている。
2
B 3651 : 2002 (ISO 13281 : 1997)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2. 定義 この規格で用いる主な用語の定義は,次による。その他の用語についてはISO/TR 11065によ
る。
2.1
データ変換器 (Data Translator) データの表現方法を変換するための製造用ソフトウェアツール。
2.2
辞書マネージャ (Dictionary Manager) 製造用データ辞書と製造用ソフトウェアツール辞書とを操
作する機能を備えた製造用ソフトウェアツール。
2.3
実行マネージャ (Execution Manager) MAPLEの内部プロセス及びMAPLEの外部で実行する製造
用アプリケーションプログラムや製造用ソフトウェアツールの実行の順序を制御するソフトウェアツール。
2.4
製造用アプリケーションプログラム (Manufacturing Application Program) MAPLEと連携するコマ
ンドや情報をもつ製造用ソフトウェアで,製造用ソフトウェアツール辞書に登録していないもの。
2.5
製造用データベース (Manufacturing Database) 製品,生産工程,生産設備及び生産管理に用いるデ
ータ保管場所。分散している場合もある。
2.6
製造用データ辞書 (Manufacturing Data Dictionary) 製造用データベースに収められるデータのスキ
ーマ(メタデータ)の集合。
2.7
製造用データマネージャ (Manufacturing Data Manager) 製造用データベースのアクセスに用いる
製造用ソフトウェアツール。
2.8
製造用ソフトウェアツール (Manufacturing Software Tool) 製造用アプリケーションプログラムを
支援する機能(シミュレータ,エディタなど)を提供するために,製造用ソフトウェアツール辞書に登録
したソフトウェアプログラム。
2.9
製造用ソフトウェアツール辞書 (Manufacturing Software Tool Dictionary) 製造用ソフトウェアツー
ル及び製造用アプリケーションプログラムの機能に関する記述の集合。
2.10 MAPLE (Manufacturing Automation Programming Environment) 複数の製造用装置における制御を支
援する,ベンダに依存しない中立な製造自動化プログラミング環境。
2.11 MAPLEエンジン (MAPLE Engine) MAPLEの初期化及びMAPLEに対する要求を処理する,
MAPLEの中核ソフトウェアツール。
2.12 ソフトウェアツールリンカ (Software Tool Linker) MAPLEエンジンの要求に従って,製造用ソフ
トウェアツールや製造用アプリケーションプログラムを選択し,その実行順序を制御する製造用ソフトウ
ェアツール。
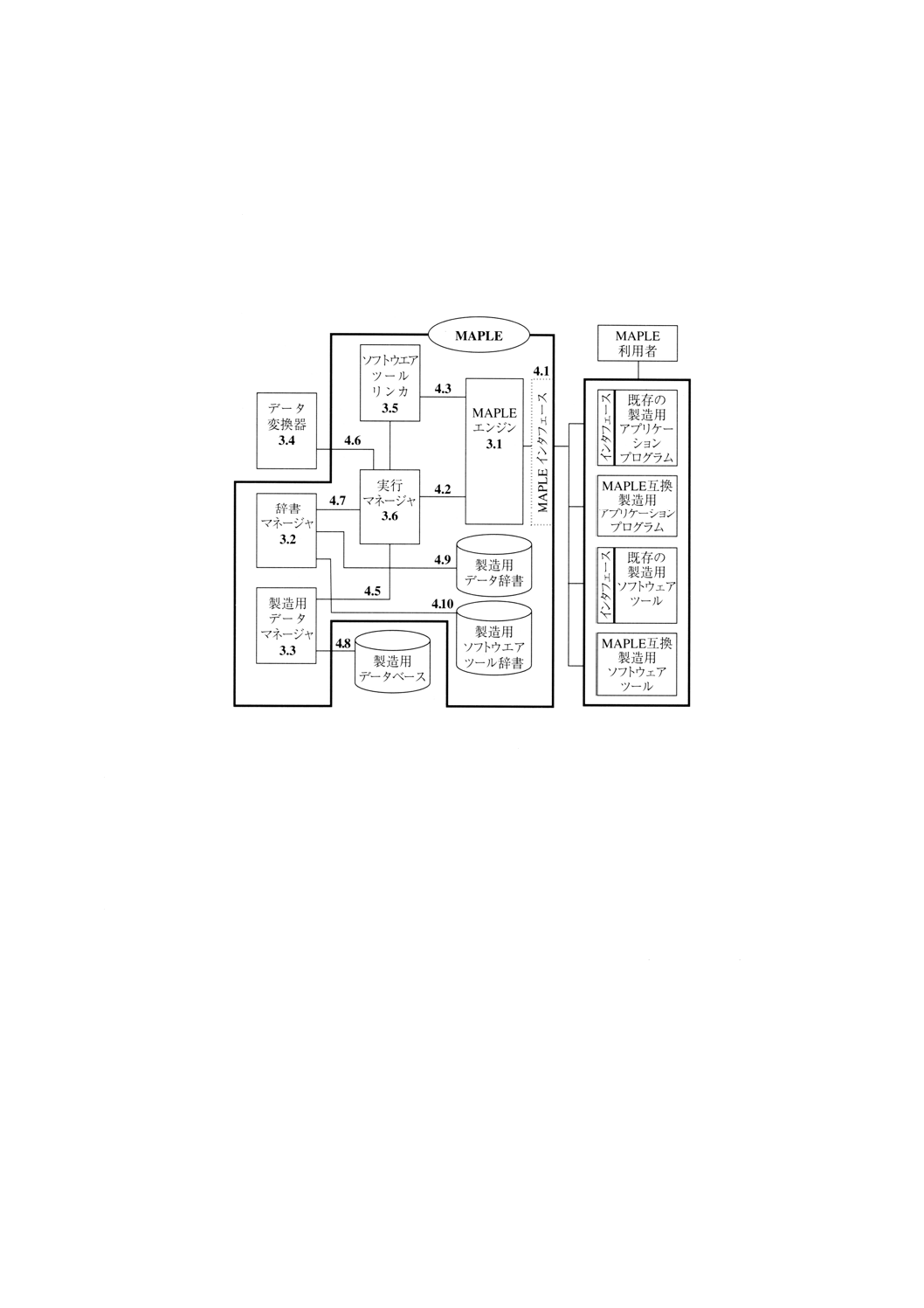
3. MAPLEの機能的体系及び構成要素 MAPLEの機能的体系と構成要素,構成要素間のインタフェース
及び外部とのインタフェースを図1に示す。図中に示す構成要素とインタフェースには,それらに関する
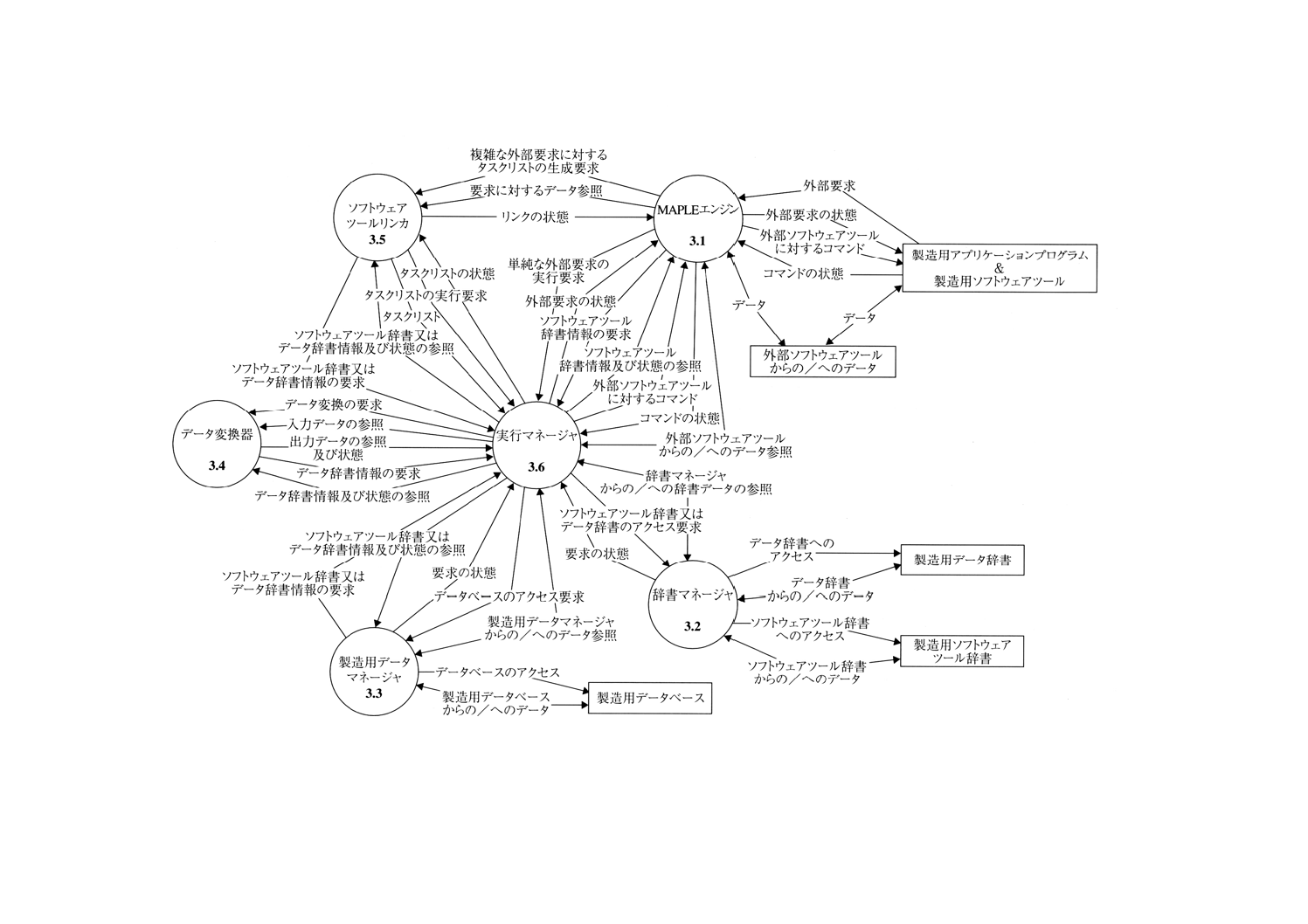
詳細記述のある章節番号を付記する。MAPLEの構成要素と外部との情報及び制御の流れは,4.の図2で示
す。次にMAPLEの機能的体系及び構成要素の詳細を示す。
機能的体系はMAPLEエンジン,製造用データ辞書,製造用ソフトウェアツール辞書,辞書マネージャ,
実行マネージャ及びソフトウェアツールリンカから成り立っている。これらは,標準化した機能と,製造
用アプリケーションプログラム,データ変換器,製造用ソフトウェアツール及び製造用データベースとの
標準化したインタフェースを実現する。ユーザインタフェースは,製造用アプリケーションプログラム及
び製造用ソフトウェアツールによって実現する。
MAPLEエンジンは,プログラミング環境全体のドライバである。製造用データベースの中で使われる
様々な型のデータを管理するために,標準的な生産データモデルを詳細に規定する製造用データ辞書を提
供する。同様に,MAPLEで製造用ソフトウェアツールやアプリケーションプログラムを利用するために,
3
B 3651 : 2002 (ISO 13281 : 1997)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
特に多数のツールやアプリケーションプログラムを利用する場合に,これらのツールの機能や入出力に対
する要件をまとめた製造用ソフトウェアツール辞書も提供する。MAPLEの製造用データマネージャが,
実際のデータの取扱いを行う。
3.1
MAPLEエンジン MAPLEエンジンは,次の機能を提供する。
a) 環境の初期化。
b) MAPLEと外部とのMAPLEインタフェースの提供。
図1 MAPLEの機能的体系及びインタフェース
c) ソフトウェアツールリンカ,製造用データマネージャ,データ変換器や辞書マネージャ及びMAPLE
とともに用いるその他のソフトウェアツールやアプリケーションプログラムが提供するサービスに対
する外部からの要求の受付け。
d) ソフトウェアツールリンカを介して,又は実行マネージャに対して直接に渡す外部からの要求の解釈
及び実行。
e) 製造用アプリケーションプログラム,又は製造用ソフトウェアツールを介した状態情報の,要求に応
じた利用者への提供。
f)
実行マネージャからのコマンドの受取り,及びMAPLEインタフェースを介した外部の製造用ソフト
ウェアツール及びアプリケーションプログラムへの引渡し。
g) 実行マネージャと,MAPLEインタフェースで接続した製造用ソフトウェアツール,又はアプリケー
ションプログラムの間でのデータの受渡し。
h) 外部要求の取扱い。
この目的のためにMAPLEエンジンはすべてのアプリケーションプログラム及びソフトウェアツールに
対して唯一のインタフェースを提供する。MAPLEへの外部要求は,MAPLEエンジンが解釈し動作を決定
する。単一のソフトウェアツール,又はアプリケーションプログラムが外部要求を実行する場合,この要
4
B 3651 : 2002 (ISO 13281 : 1997)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
求を実行マネージャに渡す。外部要求が複雑な場合,ソフトウェアツールリンカに要求を満足する動作の
タスクリストの生成を要求する。実行マネージャがタスクリストを実行する。MAPLEエンジンは,外部
要求に対して,実行の成功失敗にかかわる状態情報,要求に対する情報及びデータ,又は動作を提供する。
3.2
辞書マネージャ 辞書マネージャは,次の機能を用いて製造用データ辞書及び製造用ソフトウェア
ツール辞書を操作する。
a) 辞書への項目の追加。
b) 辞書からの項目の削除。
c) 辞書内の項目の編集。
d) 辞書内の項目の検索。
製造用データ辞書,又は製造用ソフトウェアツール辞書にかかわるすべての処理は,辞書マネージャだ
けが行う。処理は,二つの辞書のうちのどちらかの項目に対する追加,削除,編集及び検索から成る。処
理要求は,利用者から実行マネージャを経由して辞書マネージャに渡る。製造用データマネージャを介し
た要求は,製造用データベースの参照を必要とする場合がある。MAPLE外部のデータ変換器は,入出力
ファイルの形式情報を必要とする場合がある。また,ソフトウェアツールリンカは,製造用ソフトウェア
ツールの能力及び要求に関する情報,並びに入出力形式に関する情報を必要とする場合もある。実行マネ
ージャは,辞書マネージャを起動し,要求の発信者と辞書マネージャとの間のデータを交換することです
べての要求を処理する。辞書マネージャと製造用データ辞書及び製造用ソフトウェアツール辞書の間のイ
ンタフェースは,4.9及び4.10で述べる。
3.3
製造用データマネージャ 製造用データマネージャの機能は次のとおりである。
a) 製造用データベース内のデータの参照(選択,追加,削除及び変更)。
b) 製造用データベースに関連する情報の提供。
c) 製造用データベースに対するアクセス制御(セキュリティ)。
d) 製造用データベースの完全性の維持。
e) 製造用データベースの保守(データベースの新規作成など)。
生産システムに含まれる種類の異なる装置のプログラミング及び制御には,大量の製造用データが必要
である。製品指向データ,製造指向データ,操作指向データ及び管理指向データを含むこれらのデータは,
一般に複雑なデータ構造をもつ。その結果,多くの企業で使われる製造用データベースも,(分散データベ
ースなどの)複雑な物理的構成をもち,情報の利用や管理に高度で特殊な技術が必要となる。
製造用データマネージャは,実行マネージャを介して送られた要求に応答して,製造用データベースを
参照する手段を提供する。製造用データベース内のデータに対する参照は,MAPLEエンジン,ソフトウ
ェアツールリンカ及びデータ変換器が要求する。製造用データマネージャは,実行マネージャへ送られた
要求に従って,製造用データ辞書の中から必要な情報を参照する。製造用データマネージャは,データベ
ースマネージャに標準的に備わるデータベースの完全性の維持をはじめ,利用者のアクセス権限の制御や
セキュリティ管理などの機能を含み,製造用データベースに関連する情報も提供する。MAPLEとそれを
用いるアプリケーションプログラムは,すべての製造用データベースに対する参照(選択,追加,削除及
び更新)を製造用データマネージャを介して実行する。
3.4
データ変換器 データ変換器は,MAPLE外部のソフトウェアツールであり,この規格の規定外であ
る。データ変換器は,実行マネージャが呼び出し,データを一つのデータモデルから他のデータモデルに
変換する。このタスクを実現するために,データ変換器は実行マネージャを介して要求を送り,製造用デ
ータ辞書に収められている入出力双方のデータモデルを参照する。
5
B 3651 : 2002 (ISO 13281 : 1997)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ソフトウェアツールリンカは,変換が必要な場合,実行マネージャを介してデータ変換器を呼び出す。
データの変換機構が利用するフォーマットは,製造用データ辞書内に存在するため,データ変換器と辞書
マネージャとの間で実行マネージャを介した双方向通信によって,必要なフォーマット情報を入手する。
この処理は,実行マネージャが制御する。データ変換の次の段階は,変換データの読込み及び出力である。
実行マネージャは,変換データの集合を一時的な記憶空間,又は製造用データベースの中に置く。後者の
場合,製造用データマネージャも呼び出す。
データ変換に用いる方式は,処理系に依存する。ソフトウェアツールリンカは,二つのデータ形式を渡
し,データ変換器の作成者は,要求した変換を達成する手段を選択することができる。
データ変換器の特殊な場合が,選択的にデータ変換を行う製造用ソフトウェアツールであるデータ選択
機構である。
3.5
ソフトウェアツールリンカ ソフトウェアツールリンカは,MAPLEエンジンからの要求に応えて動
作し,他の適切な製造用ソフトウェアツールを選択し,適切な順序で実行する。ソフトウェアツールリン
カは,複数の製造用ソフトウェアツールから一つの仮想的な製造用ソフトウェアツールを生成する。生成
した製造用ソフトウェアツールによって,利用者は,既に開発し製造用ソフトウェアツール辞書に登録し
てある製造用ソフトウェアツールを組み合わせて,新しい製造用ソフトウェアツールを作り上げることが
できる。
ソフトウェアツールリンカは,次の機能を提供する。
a) MAPLEエンジンからの要求の解析,及び要求機能の決定。
b) 辞書マネージャの使用によるソフトウェアツール辞書の検索,及び要求機能の実現に必要な製造用ソ
フトウェアツールの決定。
c) MAPLEエンジンの要求実現に必要な動作のタスクリストの実行マネージャへの提供。
d) タスク記述は,使用ツールの名称,ツールに与えるコマンド及びデータの収納先と出力先を含む。
e) MAPLEエンジンとの連接プロセスの状態情報の提供。
3.6
実行マネージャ 実行マネージャは,MAPLEエンジンが要求するタスク及びソフトウェアツールリ
ンカが生成するタスクリストを実行する。その機能は次のとおりである。
a) MAPLE内部の構成要素及びソフトウェアツールリンカからのタスクリストの受取り。
b) MAPLE内部の構成要素からの要求タスクごとに,要求機能達成のために必要な製造用ソフトウェア
ツールに対する制御コマンドの生成。
c) ソフトウェアツールリンカが生成するタスクリストに対する要求機能を達成するために必要な製造用
ソフトウェアツールに対して,適切な順序での制御コマンドの生成。
MAPLE外部のソフトウェアツールが対象になっている場合,制御コマンドをMAPLEエンジン及び
MAPLEインタフェースを介して送る。
d) 実行中のツールからの実行状態に関する情報の受取り。
MAPLE外部のソフトウェアツールが対象になっている場合,状態情報をMAPLEインタフェース及
びMAPLEエンジンを介して送る。
e) 実行タスク,又はタスクリストに対応した実行状態情報の提供。
f)
連続実行中の製造用ソフトウェアツール間で必要な途中結果の記憶領域の確保。
データ及び関連するデータモデルの途中結果の記憶領域は,実行マネージャの内部,又は製造用デ
ータベース及び製造用データ辞書に確保する。
g) 製造用ソフトウェアツール及び実行マネージャが確保した途中結果の記憶領域間のデータ転送管理。
6
B 3651 : 2002 (ISO 13281 : 1997)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
MAPLE外部のソフトウェアツールが対象になっている場合,データはMAPLEエンジン及び
MAPLEインタフェースを介して送る。
h) 外部要求完了のための実行タスクのスタック管理。
タスクを複数の部分タスクに分割する場合,タスクが完了する時点ですべての部分タスクが完了し
ていなければならない。例えば,データ変換器を呼び出す単一のタスクは,データ変換器を介して辞
書マネージャから情報を受け取る複数の部分タスクから成る。
3.7
製造用データ辞書 製造用データ辞書は,機械可読な形式のデータスキーマを集積したデータベー
スであり,製造用データベース内のデータに関する情報,及び製造用ソフトウェアツールの連接時の途中
結果に関する情報を提供する。製造用データ辞書は,データの読み込み方法及び解釈の方法も含む。
辞書の各項目は,データ形式及びデータの意味の二つの情報を含む。データ形式は,製造用データマネ
ージャが最も必要とする情報であり,データの意味は,データ変換器,ソフトウェアツールリンカ及びそ
の他の製造用ソフトウェアツール並びに製造用アプリケーションプログラムが必要とする情報である。製
造用データ辞書の一つの重要な表の各レコードは,一つの製造用データエンティティを表現する。製造用
データ辞書は,表の構造及び製造用データベースの表間の関連を記述するための複数の表も含む。
製造用データ辞書の操作は,辞書マネージャとのインタフェースを介して行う。辞書マネージャは,挿
入,削除,更新,検索及び参照の各コマンドを実行するために,辞書を読み,書き及び編集する。製造用
データ辞書の応答は,辞書の内容情報及び辞書の操作に伴う状態情報から成る。
3.8
製造用ソフトウェアツール辞書 製造用ソフトウェアツール辞書は,機械可読な形式の製造用ソフ
トウェアツールの識別子(ファイル名),その機能の情報及び入出力データに対する要求事項を集積するデ
ータベースである。製造用ソフトウェアツール辞書は,辞書マネージャを介してソフトウェアツールリン
カが利用する。ソフトウェアツールリンカは,製造用ソフトウェアツールに関する情報が必要な場合,製
造用ソフトウェアツール辞書を参照する。
製造用ソフトウェアツール辞書は,機能に関する記述及びソフトウェアツール並びに製造用アプリケー
ションプログラムの入出力データに関する記述を含む。辞書の要素は,MAPLEが用意するソフトウェア
ツールであり,辞書マネージャ,データ変換器及びソフトウェアツールリンカも含む。
製造用ソフトウェアツール辞書の保守及び更新は,辞書マネージャを介して行う。辞書マネージャは,
製造用ソフトウェアツール辞書の特定の項目を挿入,削除,変更,検索及び参照する場合,辞書の対応す
る複数の項目を読み書きする。製造用ソフトウェアツール辞書は,要求情報とともに状態情報を提供する。
MAPLEを有効に利用するためには,生産システムで利用するすべてのアプリケーションプログラム及
びソフトウェアツールを,利用者からの要求,又は適切なアプリケーションプログラムによって,製造用
ソフトウェアツール辞書に登録する必要がある。辞書マネージャ,ソフトウェアツールリンカ,実行マネ
ージャ,変換器,製造用データマネージャなどのMAPLEの構成要素も同様に登録する必要がある。これ
によって,例えば,アプリケーションプログラムが辞書マネージャを呼び出すことができる。
4. インタフェース(1)
注(1) この箇条は参考である。
ここでは,MAPLEの構成要素,製造用データベース,製造用アプリケーションプログラム及び製造用
ソフトウェアツール間のインタフェースについて記述する。図1は,これらのインタフェース及び記述す
る箇条,又は細分した箇条を示す。図2は,インタフェースを介した制御及びデータの流れを示す。
7
B 3651 : 2002 (ISO 13281 : 1997)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4.1
MAPLEインタフェース このインタフェースは,MAPLEと外部要素を接続する三つのインタフェ
ースの一つである。これは,製造用アプリケーションプログラムを介して,MAPLEと,製造用ソフトウ
ェアツール,製造用アプリケーションプログラム及びMAPLEの利用者とのインタフェースを実現する。
既存の製造用ソフトウェアツール及び製造用アプリケーションプログラムは,MAPLEインタフェース
を介してMAPLEエンジンと通信を行うためのインタフェース層を必要とする。新しく開発した製造用ソ
フトウェアツール及び製造用アプリケーションプログラムは,MAPLEインタフェースに適合している場
合,MAPLE互換であり,特にインタフェース層を必要としない。
4.1.1
MAPLEエンジンと,製造用アプリケーションプログラム及び製造用ソフトウェアツール間の制御
制御情報は,次の要素から成る。
a) 製造用アプリケーションプログラムからの初期化要求。
b) MAPLEエンジンからの初期化要求に対する完了状態応答。
c) 製造用アプリケーションプログラム,製造用ソフトウェアツール,又はMAPLEの利用者からの,製
造用アプリケーションプログラムを介したMAPLEエンジンに対する機能提供要求。
この機能は,次によって実現する。
1) ソフトウェアツールリンカ
2) 製造用データマネージャ
3) 辞書マネージャ
d) 要求に対してMAPLEエンジンが提供する状態情報。
e) 製造用ソフトウェアツール及び製造用アプリケーションプログラムに対してMAPLEエンジンが生成
するプログラム制御命令。
制御命令は,次を含む。
1) 初期化 (initialize)
2) 動作待ち (idle)
3) 起動 (initiate)
4) 実行 (run)
5) 実行完了 (complete)
6) 終了 (terminate)
f)
要求したプログラムの制御に関して,MAPLEエンジンが受け取る状態情報。
4.1.2
MAPLEエンジンから製造用アプリケーションプログラム及び製造用ソフトウェアツールへのデ
ータ転送 データは,次から提供する。
a) 製造用データベース
b) データ変換器
c) 製造用データ辞書
d) 製造用ソフトウェアツール辞書
e) 実行マネージャが提供する途中結果の記憶領域
f)
その他の製造用ソフトウェアツール及び製造用アプリケーションプログラム
4.1.3
製造用アプリケーションプログラム及び製造用ソフトウェアツールからMAPLEエンジンへのデ
ータ転送 転送するデータを,次に示す。
a) 製造用データベースへ送るデータ
b) データ変換器へ送るデータ
8
B 3651 : 2002 (ISO 13281 : 1997)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
c) 製造用データ辞書を更新するデータ
d) 製造用ソフトウェアツール辞書を更新するデータ
e) 実行マネージャが提供する途中結果の記憶領域へ送るデータ
f)
その他の製造用ソフトウェアツール及び製造用アプリケーションプログラムへ送るデータ
9
B
3
6
5
1
:
2
0
0
2
(I
S
O
1
3
2
8
1
:
1
9
9
7
)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図2 MAPLEの構成要素と外部との情報及び制御の流れ
10
B 3651 : 2002 (ISO 13281 : 1997)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4.2
MAPLEエンジンと実行マネージャ間のインタフェース
4.2.1
MAPLEエンジンと実行マネージャ間の制御 制御情報は,次から成る。
a) MAPLEエンジンは,次が提供する機能に対する要求を実行マネージャに提供する。
1) 製造用データマネージャ
2) データ変換器
3) 辞書マネージャ
4) 実行マネージャ,特に途中結果の記憶領域と転送するデータ
b) 実行マネージャは,要求に対し状態情報を提供する。
c) 実行マネージャは,製造用アプリケーションプログラム及び製造用ソフトウェアツールに対しプログ
ラム制御命令を生成する。
制御命令は,次を含む。
1) 初期化 (initialize)
2) 動作待ち (idle)
3) 起動 (initiate)
4) 実行 (run)
5) 実行完了 (complete)
6) 終了 (terminate)
d) MAPLEエンジンは,プログラム制御命令に対し状態情報を提供する。
4.2.2
MAPLEエンジンから実行マネージャへのデータ転送 転送するデータを,次に示す。
a) 製造用データベース割付けのためのデータ
b) データ変換器へ送るデータ
c) 製造用データ辞書更新のためのデータ
d) 製造用ソフトウェアツール辞書更新のためのデータ
e) 実行マネージャが提供する途中結果の記憶領域割付のためのデータ
4.2.3
実行マネージャからMAPLEエンジンへのデータ転送 転送するデータを,次に示す。
a) 製造用データベースが送り出すデータ
b) データ変換器が送り出すデータ
c) 製造用データ辞書が送り出すデータ
d) 製造用ソフトウェアツール辞書が送り出すデータ
e) 実行マネージャが提供する途中結果の記憶領域が送り出すデータ
4.3
MAPLEエンジンとソフトウェアツールリンカ間のインタフェース
4.3.1
MAPLEエンジンとソフトウェアツールリンカ間の制御 制御情報は,次から成る。
a) MAPLEエンジンが,ソフトウェアツールリンカに転送する機能要求。
機能要求は,複数のソフトウェアツールを必要とする場合がある。
b) ソフトウェアツールリンカが要求に対して提供する状態情報。
4.3.2
MAPLEエンジンからソフトウェアツールリンカへのデータ転送 要求の実行に必要なメタデー
タ及びデータへのポインタである。
4.3.3
ソフトウェアツールリンカからMAPLEエンジンへのデータ転送 該当するデータはない。
4.4
実行マネージャとソフトウェアツールリンカ間のインタフェース
4.4.1
実行マネージャとソフトウェアツールリンカ間の制御 制御情報は,次から成る。
11
B 3651 : 2002 (ISO 13281 : 1997)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a) 実行マネージャへの次の要求
1) 製造用データ辞書の情報
2) 製造用ソフトウェアツール辞書の情報
b) 実行マネージャが生成する要求の処理状況。
c) 一連のツールを実行するためのソフトウェアツールリンカからの要求。
d) 実行マネージャが提供するリンク要求の処理状況。
4.4.2
実行マネージャからソフトウェアツールリンカへのデータ転送 転送するデータを,次に示す。
a) 要求する製造用データ辞書項目の内容。
b) 要求する製造用ソフトウェアツール辞書項目の内容。
4.4.3
ソフトウェアツールリンカから実行マネージャへのデータ転送 データは,使用するソフトウェア
ツールの順序,順序の存在場所,入出力データのファイル名及びファイルの存在場所から成る。
4.5
実行マネージャと製造用データマネージャ間のインタフェース
4.5.1
実行マネージャと製造用データマネージャ間の制御 制御情報は,次から成る。
a) データバッファとして使用する一時的データファイルを,指定する名称,サイズ及び形式で生成する
ための製造用データマネージャへの要求。
b) 製造用データマネージャが生成する上記の要求に対する状態情報。
c) 指定する名称,サイズ及び形式のデータファイルの読み書きを行うための製造用データマネージャへ
の要求。
d) 製造用データマネージャが生成する上記の要求に対する状態情報。
e) 辞書マネージャから実行マネージャへの情報要求。
f)
実行マネージャが生成する辞書マネージャへの要求に対する状態情報。
4.5.2
実行マネージャから製造用データマネージャへのデータ転送 転送するデータを,次に示す。
a) 製造用データベースに収納するデータ
b) 辞書マネージャからのデータ
4.5.3
製造用データマネージャから実行マネージャへのデータ転送 製造用データベースからデータを
読み出すためのデータである。
4.6
実行マネージャとデータ変換器間のインタフェース 外部インタフェースは,データ変換器と
MAPLEを接続する。
4.6.1
実行マネージャとデータ変換器間の制御 制御情報は,次から成る。
a) データ変換器へのデータファイルの変換要求。
b) データ変換器からの変換作業に関する状態情報。
c) 辞書マネージャから実行マネージャへのデータモデル要求。
d) 実行マネージャからのデータモデルの要求に関する状態情報。
4.6.2
実行マネージャからデータ変換器へのデータ転送 転送するデータを,次に示す。
a) 変換する入出力データ形式
b) 変換するデータ
c) 入出力データのデータモデル
4.6.3
データ変換器から実行マネージャへのデータ転送 変換したデータに関するデータである。
4.7
実行マネージャと辞書マネージャ間のインタフェース
4.7.1
実行マネージャと辞書マネージャ間の制御 制御情報は,次から成る。
12
B 3651 : 2002 (ISO 13281 : 1997)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a) 辞書マネージャへの次の要求
1) 辞書の初期化
2) 辞書への項目の追加
3) 辞書からの項目の削除
4) 辞書の項目の編集
5) 項目の検索と読出し
b) 辞書マネージャが生成する上記の要求に関する状態情報。
4.7.2
実行マネージャから辞書マネージャへのデータ転送 辞書に収納するデータに関するデータであ
る。
4.7.3
辞書マネージャから実行マネージャへのデータ転送 辞書から読み出すデータに関するデータで
ある。
4.8
製造用データマネージャと製造用データベース間のインタフェース このインタフェースは,
MAPLEと製造用データベースを接続する。
4.8.1
製造用データマネージャと製造用データベース間の制御 制御情報は,次から成る。
a) 製造用データベースへの次の要求。
1) データベースの初期化
2) データベース項目の読出し
3) データベース項目の書込み
4) データベース項目の削除
b) 製造用データベースが生成する上記の要求に関する状態情報。
4.8.2
製造用データマネージャから製造用データベースへのデータ転送 収納するデータである。
4.8.3
製造用データベースから製造用データマネージャへのデータ転送 読み出したデータである。
4.9
辞書マネージャと製造用データ辞書間のインタフェース
4.9.1
辞書マネージャから製造用データ辞書へのアクセス アクセスは,次から成る。
a) 製造用データ辞書に対する次の要求。
1) 辞書の初期化
2) 項目の追加
3) 項目の複製
4) 項目の読出し
5) 項目の削除
b) 製造用データ辞書が生成する上記の要求に関する状態情報。
4.9.2
辞書マネージャから製造用データ辞書へのデータ転送 収納するデータである。
4.9.3
製造用データ辞書から辞書マネージャへのデータ転送 読み出したデータである。
4.10 辞書マネージャと製造用ソフトウェアツール辞書間のインタフェース
4.10.1 辞書マネージャから製造用ソフトウェアツール辞書へのデータアクセス アクセスは,次から成る。
a) 製造用ソフトウェアツール辞書に対する次の要求。
1) 辞書の初期化
2) 項目の追加
3) 項目の複製
4) 項目の読出し
13
B 3651 : 2002 (ISO 13281 : 1997)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5) 項目の削除
b) 製造用ソフトウェアツール辞書が生成する上記の要求に関する状態情報。
4.10.2 辞書マネージャから製造用ソフトウェアツール辞書へのデータ転送 収納するデータである。
4.10.3 製造用ソフトウェアツール辞書から辞書マネージャへのデータ転送 読み出したデータである。
14
B 3651 : 2002 (ISO 13281 : 1997)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A(参考) MAPLEの普及に向けて
この規格は,一連のMAPLEに関連する一番目の規格である。MAPLEと外部とのインタフェース及び
MAPLEのサービスに関しては,この規格に続いて発行する規格に明記する。
MAPLEの普及は,製品指向データモデル(例えば,STEP),プロセス指向データモデル,管理指向デー
タモデル及び物理リソース指向データモデルの各領域での標準化の活動に強く依存する。
将来発行するMAPLEに関する規格は,MAPLE及びMAPLEインタフェースによって提供するサービス
に重点を置く。この規格に準拠したソフトウェアの開発者は,顧客の要求に応じてMAPLEを自由に構成
してよい。
MAPLEを利用する製造アプリケーション及びソフトウェアツール(例えば,エディタ,デバッグ及び
シミュレーション)の開発者は,MAPLE互換インタフェースを提供する必要がある。
MAPLEの普及には,プロトタイプの開発が必す(須)である。同時にMAPLEとのインタフェースを
もつソフトウェアツール及び製造用アプリケーションの開発も必要である。
15
B 3651 : 2002 (ISO 13281 : 1997)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書B(参考) 簡単な例
次の例は,MAPLEの典型的な製造アプリケーションの機能を説明する。MAPLEエンジンへの簡単な要
求,例えば,辞書情報及びデータファイルの収納フォーマットの要求は,実行マネージャに直接通知する。
その他の要求は,ソフトウェアツールリンカに通知する。
B.1 辞書情報の要求 この例は,製造アプリケーションプログラムが,情報を二つの辞書の一つに要求す
る場合である。要求は,インタフェースを介してMAPLEエンジンに転送し,そこで解釈する。次に,実
行マネージャ及び辞書マネージャへ転送する。辞書マネージャは,要求項目について適切な辞書を選択し,
インタフェースを介して辞書から項目を検索する。
要求項目が存在しない場合,辞書マネージャが生成するエラーメッセージを実行マネージャから
MAPLEエンジンを介して製造アプリケーションへ転送し,要求は完了する。要求項目が存在する場合,
内容に関しての照会を辞書マネージャから実行マネージャを介してMAPLEエンジンへ転送し,製造アプ
リケーションへ有効なデータを転送する。
B.2 既存フォーマットデータの要求 この例は,製造アプリケーションプログラムがファイルにあるデー
タをフォーマット指定なしで要求し,収納フォーマットのまま転送する例である。MAPLEエンジンは,
インタフェースを介した要求を解釈し,インタフェースから実行マネージャを介して製造用データマネー
ジャへ転送する。製造用データマネージャは,実行マネージャからインタフェースを介して辞書マネージ
ャへ要求し,データ辞書情報を受け取る。この情報を用いて,製造用データマネージャは,インタフェー
スを介した要求ファイルについて,適切な製造用データベースを検索し,データ内容のロケーションにつ
いての検索結果を,インタフェースを介してMAPLEエンジンへ転送する。MAPLEエンジンは,検索結
果を要求した製造アプリケーションプログラムへ転送する。全体の処理,例えば,辞書への要求及びデー
タファイルの検索でエラーが発生した場合,エラーメッセージを生成し要求元へ転送する。
B.3 指定フォーマットデータの要求 この例は,フォーマットを指定してデータを要求することを除くと,
既存フォーマットデータの要求と同様である。指定フォーマットは,通常,収納フォーマットと異なる。
製造アプリケーションプログラムは,フォーマット “FORMR” に従ったファイル “FILE” の内容を提供
するために,MAPLEへ要求を生成する。アプリケーションプログラムは,インタフェースを介してMAPLE
エンジンへ要求を転送する。MAPLEエンジンは,要求を解釈し,辞書情報,又は直接のデータベース検
索要求のいずれでもないと認めた場合,インタフェースを介してソフトウェアツールリンカへ要求を転送
する。ソフトウェアツールリンカは, “FORMR” に従った “FILE” を受け取ったら,直ちに “FILE” の
収納場所及び収納フォーマットを認識する。ソフトウェアツールリンカは,実行マネージャ及びインタフ
ェースを介して “FILE” の製造用データ辞書情報を辞書マネージャへ要求する。その応答は,ファイル
のフォーマット “FORMA” 及び収納場所である。
“FORMA” と “FORMR” が同じ場合,B.2と同様である。ソフトウェアツールリンカは,既存フォ
ーマットでのデータ要求とみなして,インタフェースを介してMAPLEエンジンへ通知する。
“FORMA” と “FORMR” が異なる場合,ソフトウェアツールリンカは, “FORMA” から “FORMR”
へ変換するツールを見つける必要がある。ソフトウェアツールリンカは,ソフトウェアツールの実行マネ
16
B 3651 : 2002 (ISO 13281 : 1997)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ージャ及び辞書マネージャ(インタフェースを含む)を介して,直接 “FORMA” から “FORMR” へ変
換可能なツール,又は一般に “FORMA” から “FORMR” へデータ変換のための複数のツールを検索す
るために,製造用ソフトウェアツール辞書へ情報を要求する。その応答は,データ変換器の利用可能性及
び機能である。
ソフトウェアツールリンカは,入力データに関するコマンドと要求を,インタフェースを介して実行マ
ネージャへ通知し,製造用データベースか必要なデータをデータ変換器に転送する。実行マネージャは,
次に示すコマンドを順次生成する。
a) “FORMA” の “FILE” を検索するためのインタフェースを介した製造用データマネージャの起動。
b) インタフェースを介したデータマネージャからデータ変換器へ送る “FILE” の検索要求及び
“FORMA” の “FILE” を受け取る変換器の検索要求。
c) インタフェースを介した “FORMA” から “FORMR” へ “FILE” を変換するための変換器の起動。
データ変換器は,コマンド実行のために “FORMA” と “FORMR” のデータモデルを必要とする。
データ変換器は,インタフェースを介した辞書マネージャへ要求して,製造用データ辞書からデータ
モデルを得る。
d) インタフェースを介した変換データの受取り,及びMAPLEエンジンへの転送。
e) インタフェースを介したMAPLEエンジンへのタスク完了通知。
MAPLEエンジンは,データの収納場所から変換したデータを検索し,インタフェースを介して製造ア
プリケーションプログラムへ転送する。エラーが発生した場合,エラーメッセージを製造アプリケーショ
ンプログラムへ転送する。
B.4 シミュレーション結果の表示機能の呼出し この例は,製造アプリケーションプログラムがシミュレ
ーションしたいロボット動作シーケンスを生成し,その結果を表示装置で視覚化する事例である。ここで
は,シミュレータに送る出力データスキーマが,すでに製造用データ辞書に格納してあることを前提とす
る。
製造アプリケーションプログラムは,フォーマット “FORMA” のファイル “FILE” に記述してある
ロボット動作をシミュレートするために,インタフェースを介してMAPLEに要求を通知する。その応答
は,ロボットの動作を視覚化するための適切な形式で転送する。MAPLEエンジンは,この要求をインタ
フェースを介して,ソフトウェアツールリンカへ転送する。ツールリンカは,実行マネージャ及び辞書マ
ネージャのサービスを介して,順次,製造用ソフトウェアツール辞書に問い合わせ,ロボット動作の表示
機能を提供する適切なソフトウェアツールを見つけ出す。このツールは,利用可能な製造ソフトウェアツ
ールの一つとしてMAPLEの外にある。辞書には,表示ツールへの入力フォーマットが “FORMA” であ
ることも書いてある。有効なデータが,同一フォーマットであれば,データ変換の必要はない。ソフトウ
ェアツールリンカは,インタフェースを介してシミュレータにロボット動作出力ファイルを転送するため
に,実行マネージャを起動する。実行マネージャは,次の処理をする。
a) インタフェースを介して表示ツールを初期化する。
b) MAPLEエンジン及びインタフェースを介して,要求元の製造アプリケーションプログラムへ,表示
ツールの所在情報及び参照情報で示す表示データの転送指示を送る。
c) インタフェースを介して “Run” コマンドで表示ツールを起動する。完了時には,表示ツールがイン
タフェースを介して実行マネージャに通知する。
d) インタフェースを介して “Complete” メッセージを要求元の製造アプリケーションプログラムへ送る。
17
B 3651 : 2002 (ISO 13281 : 1997)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書C(参考) 事例研究
二つの事例研究を示す。最初の事例研究は,どのようにしてデータ管理サブシステムを,MAPLEエン
ジン,辞書マネージャ及び製造用データマネージャに置き換えるか,どのようにしてソフトウェアツール
リンカと実行マネージャの機能の一部を実現するかを示す。次の事例研究は,生産ソフトウェアの構築に
おいて,MAPLE環境を利用した場合の効果を示す。
C.1 ファクトリオートメーションのための統合環境 フレキシブルマニュファクチュアリングシステム
(FMS) は,今日の生産工場の重要な構成要素である。通常は複数の製造セルをもち,各セルは知的で自律
的なシステム制御装置,各種の工作機械,保管システム,並びに工具及び工作物の柔軟な搬送システムを
含んでいる。
このようなFMSの制御ソフトウェアは,既存の生産ラインに新しい製品の製造能力を追加することで,
又は既存の制御ソフトウェアモジュールに新しい製品のための新しい機能を追加することで,より大きく
複雑になっていく。現状ではソフトウェアの実装は,単純に簡単に保守しようとすると一筋縄でいかない。
この事例研究では,製造セルは,製造セル制御システム,NC工作機械,ロボット,搬送システム,保
管システム,操作パネル,並びに各種センサ及びアクチュエータをもつものとする。さらに,製造セルは,
エリア制御コンピュータ,他の製造セル制御システム,生産ライン操作者などのセル外部の構成要素との
情報交換手段ももっている。
製造セルは,生産設計,装置選択,オペレータに対する指示,機器制御,データ収集及び解析,プロセ
ス監視,並びに通信の各機能をもつ。
搬送システム及び通信システムは,製造セルを相互に接続する。生産情報及び工作物を,製造セルから
の要求に従って配送する。製造セルの処理結果を返送し,続く要求のために収納する。
製造セル制御及び監視ソフトウェアシステムは,次のものを必要とする。
− 製造セル内の工作機械並びに製造セル全体の能力,特性,構成及び操作に関する情報を含む製造セル
モデルデータベース。
− 製造セルモデルデータベースに基づく自律的なタスク選択機能。
− 選択したタスクをより単純なタスクに分解し,それらのタスクを互いの順序関係に基づいてスケジュ
ーリングをするタスク分割機能。
− 仮想製造装置 (VMD) のための,装置制御データ又はプログラムを生成する装置制御データ生成機能。
− 製造セル内の各装置の負荷を平準化し,高い稼動率を維持する動的タスク割当て機能。
− 工作機械の運転状態を連続的に監視し,不測の事態に対して適切な対応を行う製造セル監視機能,及
び情報更新機能。
C.1.1 データ収納システム ここに述べるデータ収納システムは,アプリケーションプログラムをデータ
共有,イベント通知,条件監視,その他の手段で支援する目的で開発したものである。このシステムは,
ネットワークを介したプロセス間通信を利用し,自律的な分散製造セル制御システムの基盤的な役割を果
たす。一つの製造セル内のシステムであっても,単純で他のプログラムモジュールから独立したアプリケ
ーションプログラムのためには,データ収納システムは有効である。
データ収納システムは,トランザクション処理のクライアントサーバモデルに基づいて設計し,基本的
には一つのサーバと多くのクライアントで構成する。データ収納システムのサーバは,製造セル制御シス
18
B 3651 : 2002 (ISO 13281 : 1997)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
テムのOS上で動作する一つのプロセスとして動作し,アプリケーションプログラムは同じOS上の他の
プロセスとして実行する。クライアントプロセスは,アプリケーションプログラムと同等に扱う。クライ
アントプロセスとデータ収納サーバプロセス間は,製造セル制御システムのOSが提供する手段を利用し
て通信する。
データ収納システムのサーバは,二つの主要な部分で構成する。通信インタフェースとデータ管理シス
テムである。通信インタフェースは,同じ製造セル制御システムの他のプロセス,又はネットワークで接
続した遠隔の製造セル制御システム上で動作するプロセスと情報交換する。
データ管理システムは,二つの部分で構成する。データ変更監視部及びデータ保管部である。データ保
管部は,クライアントからのオブジェクト名称とデータとの対応を管理する。通信インタフェースは,ク
ライアントからの参照及び更新の要求を処理し,データ保管部からのデータを,要求に従って操作する。
データ収納システムが複数のクライアントをもつ場合は,すべてのクライアントはデータ収納システム
内部のデータを共有する。データ保管システム内の幾つかのデータを,クライアントが変更した場合は,
データ変更監視部はあらかじめ登録しているクライアントに対して通知メッセージを送信する。さらに,
通知条件をデータ収納システムのサーバに記述しておけば,条件の成立によってデータ変更監視部は通知
メッセージを送信する。
C.1.2 主な特徴 次にデータ収納システムの主な特徴を述べる。
C.1.2.1 データ共有 データ収納システムのもつ最大の特徴は,データ共有である。複数のアプリケーショ
ンプロセス間でデータを共有することは,非常に重要である。相互に関連のあるプロセスに共通のデータ
を提供するため,データ収納システムを独立したプロセスとして情報交換手段で接続する。また,システ
ム全体を無矛盾に保つために,相互に強く関連するデータを同期して変更しなければならない。そのため
に,複数のオブジェクト名称の値を一回のトランザクションで変更できるアプリケーションプログラムイ
ンタフェース (API) を用意している。
C.1.2.2 データ変更通知 データ変更通知機能は,データへの不必要な参照をなくし,アプリケーションプ
ログラムを単純化する。クライアントは,変更通知が必要であればオブジェクトに名称を登録しておき,
オブジェクトの変更時に変更通知を自動的に受け取ることができる。クライアントは,通知の宛先として
他のクライアントを登録することもできる。これを利用して,複数のプロセスにデータ変更イベントを振
り分ける機能を実現できる。さらに,各アプリケーションプログラムは,変更通知の受信を契機に処理を
開始するように記述できる。
C.1.2.3 依存データの自動更新及び通知条件監視 クライアントは,オブジェクトの値がある定数になると
き,又はある条件を満たすときを知りたい場合がある。その場合は,依存データの自動更新機能及び通知
条件監視機能によって,アプリケーションプログラムは,注目しているオブジェクトの値がある定数にな
るとき,又はある条件を満たすとき処理を開始する。
C.1.2.4 メッセージ配信機能 データ収納システムは,アプリケーションプログラム間のメッセージ配信機
能をもつ。これはプロセスの抽象化に必要な機能であり,受け取る側のプロセスに関する詳細な情報がな
くてもメッセージを送り出すことができる。
C.1.2.5 自動プロセス呼出し機能 起動していないアプリケーションプログラムがメッセージを受信した
ときに,この機能を利用する。
C.1.3 支援ユーティリティ データ収納システムは,支援ユーティリティとして,幾つかのアプリケーシ
ョンプログラムをもつ。利用者は,それらの組合せで独自のユーティリティプログラムのライブラリを簡
単に作ることができる。次にそのユーティリティの幾つかを示す。
19
B 3651 : 2002 (ISO 13281 : 1997)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
C.1.3.1 逐次コマンド実行要求ユーティリティ このユーティリティは,アプリケーションプログラマやシ
ステムインテグレータが,OSからコマンド形式でデータ収納システムのサーバに実行要求する機能を提
供する。
C.1.3.2 収納データ表示ユーティリティ このユーティリティは,データ収納システム内に収納したオブジ
ェクトの値を文字形式で表示する機能を提供する。
C.1.3.3 収納データ検査ユーティリティ このユーティリティは,サーバの中にあるオブジェクトの値及び
属性を参照,又は更新する機能を提供する。
C.1.4 アプリケーションプログラム作成規範 データ収納システムを使ってアプリケーションプログラム
を作成するための規範を,次に示す。
C.1.4.1 アプリケーションプログラムの制御 アプリケーションプログラムは,次の定められた順に進行す
る。
− プログラムの初期化状態
− データ収納システムからの開始通知を待っている待機状態
− 起動前に必要なシステム資源を獲得する起動準備状態
− プログラムの実行状態
− 実行のためのシステム資源を解放した完了状態
− プログラムの再実行が不可能な状態
アプリケーションプログラムは,相互の状態を参照又は変更して,連続に又は並列に実行できる。
C.1.4.2 センサ入力及びアクチュエータ出力 センサ入力及びアクチュエータ出力は,データ収納システム
内に保持することができる。プログラムは,製造セルに接続した装置に直接アクセスせずに,データ収納
システムを介してアクセスすることができる。
C.1.4.3 アプリケーションプログラムインタフェース 関数ライブラリパッケージは,データ収納システム
に対するインタフェースを提供する。利用者は,プロセス間通信及びネットワーク通信プログラミングに
ついて知る必要はない。インタフェースルーチンとして,ネットワーク制御及びメッセージ処理,データ
セル構造処理,並びに収納データへのアクセスを提供する。
C.1.4.4 メッセージプロトコル すべてのデータ収納システムに関連する操作を,クライアントはトランザ
クションメッセージによって呼び出す。
C.1.5 言語処理系 データ収納システムは,大局的データ管理,インタプリタ間通信,プロセス同期,排
他制御及び条件監視の各機能をもつオブジェクト指向型言語処理系によって,インタプリタシステムとし
て構築することができる。
インタプリタは,アプリケーションプログラムの各プロセスを実行する。データ収納システムは,イン
タプリタのプロセスを呼び出せるので,ある条件が成立したときにとるべき対応も記述できる。データ収
納サーバは,インタプリタのプロセスを呼び出して,そのプロセスにメッセージを送ることができる。こ
の言語処理系は,データのカプセル化,情報隠ぺい(蔽),及び仮想化生産機器の制御に有効である。
C.1.6 MAPLEとの関係 MAPLEの実装は,データ収納システムのほとんどの機能を標準的な方法で実現
可能にする。例えば,データ収納システムのサーバにおいて,通信インタフェースはMAPLE及びMAPLE
エンジンで,データ管理システムは辞書マネージャ及び製造データマネージャでそれぞれ実現することが
できる。
MAPLEは,データの共有を実現する。データ変更通知機能,依存データの自動更新及び条件監視機能,
メッセージ配信機能,並びに自動プロセス呼出し機能を,製造用データマネージャ,実行マネージャ,ソ
20
B 3651 : 2002 (ISO 13281 : 1997)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
フトウェアツールリンカ及びMAPLEエンジンの機能の組合せで実現する。データ収納システムの支援ユ
ーティリティが提供する機能,例えば,アプリケーションプログラム制御機能,アプリケーションプログ
ラムインタフェースなどを,MAPLEの実行マネージャ及びMAPLEインタフェースの機能で実現する。
C.2 産業事例研究−印刷機械の製造 この事例は,印刷機械を製造している中規模のスイスの会社での実
例であり,現代のCIMの典型的な例である。既存システムの構成要素は,CADシステム,オーダ処理シ
ステム,NCプログラミングシステム,NC工作機械などである。
新しい計画は,生産計画システム,DNCによる製造用データシステム,操業支援データベース,時間管
理,生産データ収集及び二つのFMCを,既存システムと統合するものである。新しい構成要素とともに,
イーサネットをベースとしたネットワークを導入した。
構成要素のほとんどがベンダ独自の仕様のため,統合に必要なソフトウェアは独自開発が不可欠である。
デファクト標準のプラットフォームと通信手段を導入したにもかかわらず,多くの独自インタフェース,
プロトコル及びポストプロセッサが必要であった。
適切なインタフェース及びツールをもつ製造アプリケーション環境が,利益及びコスト削減をもたらし,
購買及び注文の段階ばかりでなく,将来の運用及び教育まで波及することが明りょうである。
この事例研究では,CAD及びCAMシステムは,被削材,加工方法などのデータベースを共有する。DNC
サーバは,グループサーバ又はPCワークステーションを介して,多くの製造データの頒布,収集及びア
クセスを行う。CNCモジュールが,CNC及びツールデータを変換する。マシンサイトでのプロミング,
保存及びアクセスは,CNC制御装置で直接行う。データベースへのリンク,品質管理のための特別なリン
ク,稼動時間,待機時間,段取り時間,修理時間などの機械データ収集の仕組みがある。生産計画システ
ムは,DNCサーバを介して生産データにアクセスする。
グループサーバ,時間収集端末及び光ファイバカプラは,ネットワークを介してイーサネット幹線に直
接接続する。旧式のCNC工作機械は,シリアル回線 (RS232) を介してグループサーバに接続する。専用
のサーバ機能をもつ二つのFMS,ロボット,ツールセットアップシステム及び搬送システムのコントロー
ルユニットは,イーサネット支線に接続する。新しいNC工作機械は,それぞれPCワークステーション
をもっている。これらすべてのワークステーションは,二つの光ファイバカプラによってイーサネット幹
線に接続する。
ネットワークの基本プロトコルは,TCP/IP及びNFTである。サーバとPCワークステーション間のファ
イル転送に利用する。すべての制御機能,コマンド及びメッセージ転送は,PCワークステーションのグル
ープサーバ,NC工作機械及び工場内の装置類に有効である。アプリケーションプログラムの大部分は,
独自開発が必要であった。
この研究事例における18台のNC工作機械のうち,同一のデータフォーマット及び通信インターフェー
スをもつのは5台(同じ製造業者)であった。したがって,14種類のポストプロセッサ及び通信アダプタ
が必要であった。こうした独自開発のソフトウェアは,ロボット,FMS,ツールセットアップ及び搬送シ
ステムでも必要であった。
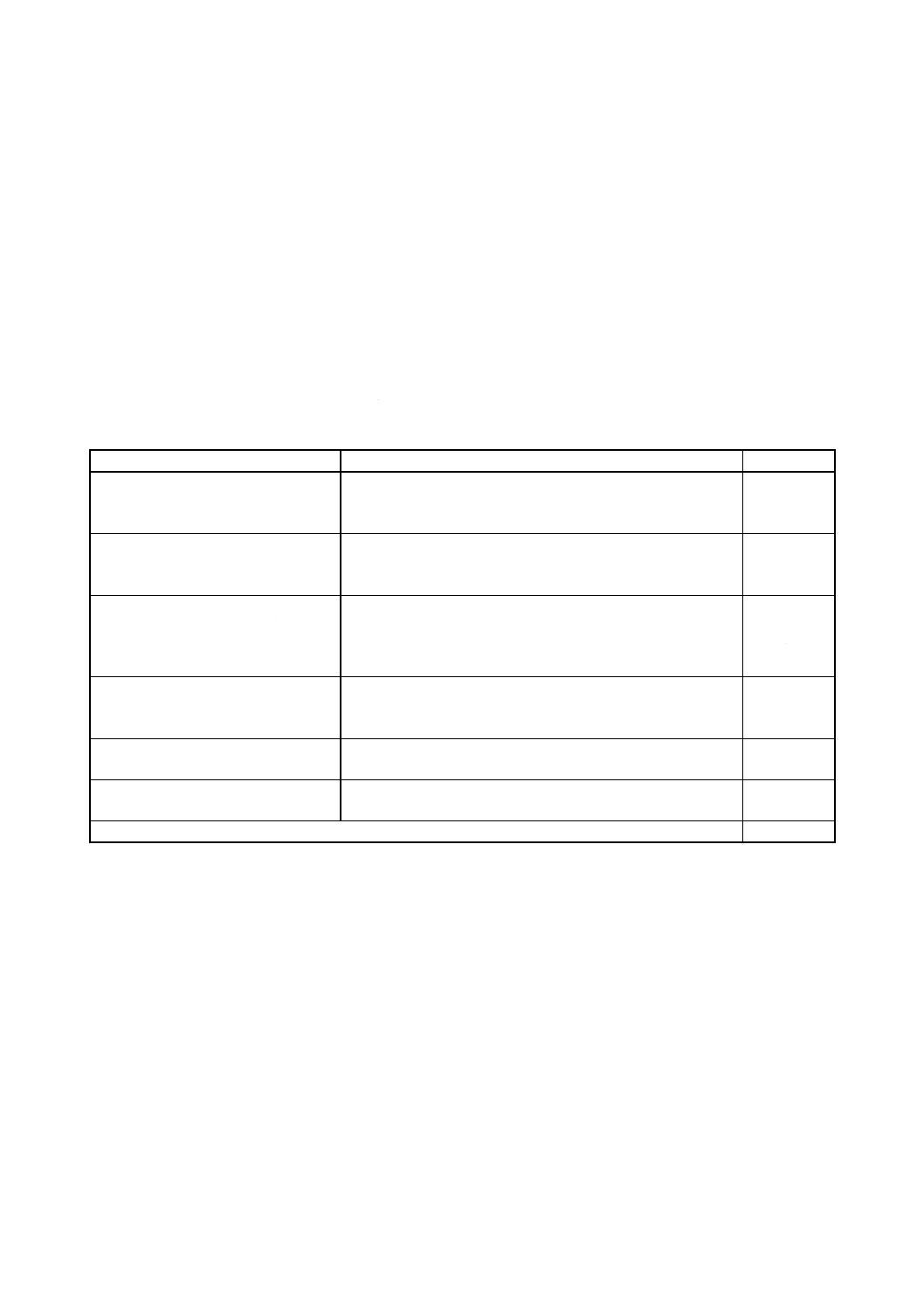
表C.1で示すとおり,ソフトウェアツール及びデータに必要なインターフェースが,MAPLEの機能的
体系が提供する環境で利用可能な場合,及び必要なソフトウェアツールがMAPLEの機能的体系に適合し
ている場合,かなりの経費削減が期待できる。すなわち,必要な関連データの管理はMAPLEが提供する
基本構造で実現できるので,個別の特殊な関係だけを独自開発すればよい。
操業データベースは,複数の部門及びシステム構成要素からアクセスする特殊な事例である。このシス
21
B 3651 : 2002 (ISO 13281 : 1997)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
テムのベンダが必要な調整をすれば,経費削減が期待できる。加工物の寸法及び加工時間を含む実時間ツ
ールデータの転送は,MAPLEのソフトウェアツール又は手続きの標準化で解決する。
製造用データベースにアクセスするための生産計画,CAD及びCAMシステムへのリンクは,製造用デ
ータマネージャを利用する。
アプリケーションプログラムによる操作用インタフェースの調整が,必要な独自開発を削減できるかは
未解決の問題であるが,この研究事例では考慮していない。必要な通信プロトコルについての経費削減は
望めない。しかし,工業用通信における新しい技術開発,又はベンダによるMMSの広範な実装によって,
進展が期待できる。
主要な経費の要因は,個々のNCデータフォーマット用のポストプロセッサである。異なるベンダがポ
ストプロセッサを頻繁に書き換えるため,MAPLEを用いれば,かなりの経費削減をもたらす。
MAPLEが提供する環境は,試験,教育訓練,文書化などの労力及び経費の削減を可能にする。
表C.1 MAPLEの利用による経費削減効果
対象のソフトウェア
経費削減対象項目
削減効果 %
データサーバ
0
パッケージソフトウェア
基本構造,ソフトウェアツール,インタフェース,手続きの標準化
33
独自開発ソフトウェア
グループサーバ(旧式CNC工作機械対象)
パッケージソフトウェア
ソフトウェアツール
17
独自開発ソフトウェア
構造体系,ソフトウェアツール
16
グループサーバ
(FMSシステム及びロボット対象)
パッケージソフトウェア
構造体系,ソフトウェアツール
17
独自開発ソフトウェア
構造体系,ソフトウェアツール,工業用通信規格の統合
11
13台のCNC用PCワークステーション
パッケージソフトウェア
構造体系,ソフトウェアツール
29
独自開発ソフトウェア
構造体系,ソフトウェアツール,工業用通信規格の統合
20
ポストプロセッサ
14種類のポストプロセッサ
ポストプロセッサのライブラリ
67
その他
52
試験,教育訓練,文書化など
40
経費削減の総計
30
22
B 3651 : 2002 (ISO 13281 : 1997)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
産業オートメーションシステム及びその統合−
製造自動化プログラミング環境 (MAPLE) −第1部:機能的体系
JIS原案作成委員会 構成表
氏名
所属
(委員長)
荒 井 栄 司 大阪大学大学院工学研究科
(委員)
井 上 久仁子
内 山 光 一 株式会社東芝
佐々木 宏 明 横河電機株式会社
白 瀬 敬 一 大阪大学大学院工学研究科
高 田 昌 之 電気通信大学総合情報処理センター
東 條 喜 義 社団法人電子情報技術産業協会
松 田 三知子 神奈川工科大学工学部
若 井 秀 之 株式会社小松製作所
八 田 勲 経済産業省産業技術環境局標準課情報電気標準化推進室
山 村 修 蔵 財団法人日本規格協会
(事務局)
岡 部 信 夫 社団法人精密工学会