4
B 3501:2004 (IEC/FDIS 61131-1:2003)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
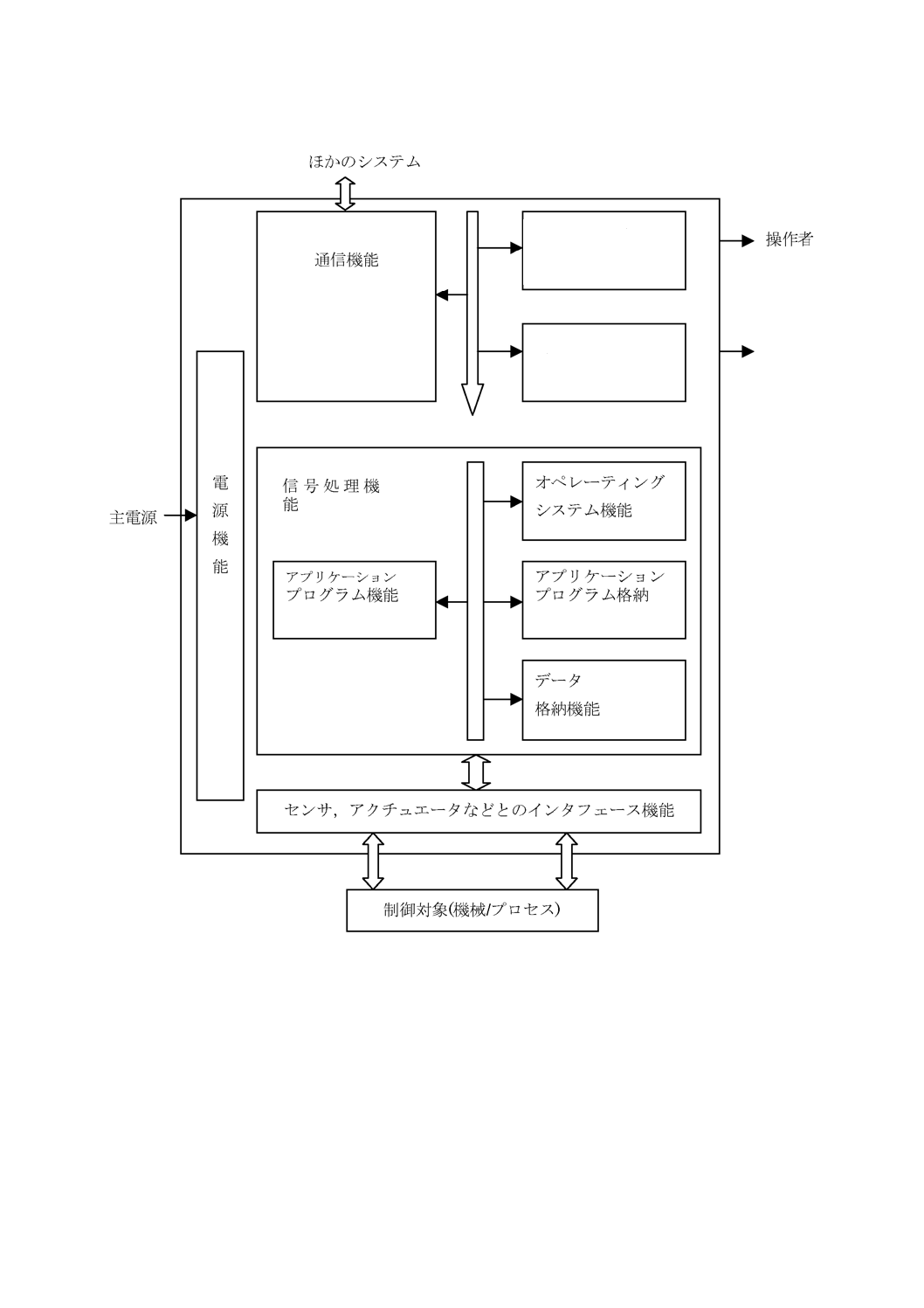
図 1 PLCシステムの基本機能構成
プログラム作成
デバック
試験機能
ヒューマンマシン
インタフェース
機能
アプリケーション
プログラム作成者
B3501:2004 (IEC/FDIS 61131-1:2003)
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,社団法人日本電機
工業会(JEMA)/財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を改正すべきとの
申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格である。
これによって,JIS B 3501:1997は改正され,この規格に置き換えられる。
今回の改正に当たっては,日本工業規格と国際規格との対比,国際規格に一致した日本工業規格の作成
及び日本工業規格を基礎にした国際規格原案の提案を容易にするために,IEC/FDIS 61131-1:2003,
Programmable controllers−Part 1:General informationを基礎として用いた。
この規格の一部が,技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の
実用新案登録出願に抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会
は,このような技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の実用新
案登録出願にかかわる確認について,責任はもたない。
B 3501:2004 (IEC/FDIS 61131-1:2003)
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1. 適用範囲 ························································································································ 1
2. 引用規格 ························································································································ 2
3. 定義 ······························································································································ 2
3.1 アプリケーションプログラム又はユーザプログラム (Application programme or user programme) ·· 2
3.2 自動化システム (Automated system) ·················································································· 2
3.3 フィールドデバイス (field device) ······················································································ 2
3.4 ラダー図又はリレーラダー図 (Ladder diagram or relay ladder diagram) ···································· 2
3.5 プログラマブル(ロジック)コントローラ (PLC) [Programmable (logic) controller] ···················· 2
3.6 プログラマブルコントローラシステム (Programmable controller system or PLC-system) ··············· 2
3.7 プログラミングツール (PADT) (Programming and debugging tool) ··········································· 3
3.8 リモート入出力局 (RIOS) (Remote input/output station) ························································· 3
4. 機能特性 ························································································································ 3
4.1 プログラマブルコントローラシステムの基本機能構成 ··························································· 3
4.2 CPU機能の特性 ············································································································ 7
4.3 センサ,アクチュエータとのインタフェース機能の特性 ························································ 9
4.4 通信機能の特性 ············································································································· 9
4.5 ヒューマンマシンインタフェース機能(HMI機能)の特性 ··················································· 10
4.6 プログラミング,デバッグ,監視,試験及び文書化機能の特性 ·············································· 10
4.7 電源機能の特性 ············································································································ 12
5. アベイラビリティ及び信頼性 ···························································································· 12
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 3501:2004
(IEC/FDIS 61131-1:2003)
プログラマブルコントローラ−
一般情報
Programmable controllers−
Part 1:General information
序文 この規格は,2003年にFDISとして登録されたIEC/FDIS 61131-1:2003, Programmable controllers−Part
1:General informationを翻訳し,技術的内容及び規格票の様式を変更することなく作成した日本工業規格で
ある。
1. 適用範囲 この規格は,プログラマブルコントローラ(Programmable controllers,略称PLC),及び関
連周辺装置であるプログラミングツール(Programming and debugging tools,略称PADT),ヒューマンマシ
ンインタフェース(Human−machine interfaces,略称HMI)などに適用する。この一連の規格群(1)が対象
とするPLC及び関連周辺装置は,機械・工業プロセスの制御及び指令のために使用することを前提として
いる。
PLC及び関連周辺装置は,工業環境で使用されることを前提としたものであり,開放形又は閉鎖形の装
置がある。PLC又は関連周辺装置がその他の環境で使われるときは,それらの環境が要求する仕様を付け
加えて適用しなければならない。
プログラマブルコントローラは,特有のハードウェアとソフトウェアとを用いることによって,工業用
途のはん用コンピュータ又はパーソナルコンピュータと同等のことができる。この規格は,PLC及び関連
周辺装置の製品規格に適用し,自動化システム全体の機能上の安全及びその他の面については扱わない。
PLC並びにそのアプリケーションプログラム及びそれらの関連周辺装置は,制御システムの構成品とみな
される。
PLCは自動化システムの構成品であり,設備及びアプリケーションを含む自動化システム全体の安全性
は,この規格の適用範囲外とする。ただし,感電,火災,電気的妨害イミュニティ及び運転中のエラー検
出(パリティチェックのような自己診断機能など)のようなPLCの安全性は,この規格の適用範囲である。
JIS C 0364シリーズ又は適用可能な電気設備に関する国家の/公的な規則及び指針を参照する。
この規格は,一連の規格群で使用される用語を定義する。これは,プログラマブルコントローラシステ
ムの主要な機能上の特徴を示すことと同一である。
注(1) 規格群とは,JIS B 3501,JIS B 3502,JIS B 3503,IEC/TR3 61131-4,IEC 61131-5,IEC 61131-7
及びIEC 61131-8をいう。
備考 この規格の対応国際規格を,次に示す。
なお,対応の程度を表す記号は,ISO/IEC Guide 21に基づき,IDT(一致している),MOD
(修正している),NEQ(同等でない)とする。
IEC/FDIS 61131-1:2003, Programmable controllers−Part 1:General Information (IDT)
2
B 3501:2004 (IEC/FDIS 61131-1:2003)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格のうちで,発効年又は発行年を付記してあるものは,記載の年の版だけがこの規格
の規定を構成するものであって,その後の改正版・追補には適用しない。発効年又は発行年を付記してい
ない引用規格は,その最新版(追補を含む。)を適用する。
JIS B 3502:2003 プログラマブルコントローラ−装置への要求事項及び試験
備考 IEC 61131-2:2002 Programmable controllers−Part 1:General informationsからの引用事項は,こ
の規格の該当事項と同等である。
JIS B 3503:1997 プログラマブルコントローラ−プログラム言語
備考 IEC 61131-3:1993 Programmable Controllers−Part 3:Programming languagesからの引用事項は,
この規格の該当事項と同等である。
3. 定義 この規格で用いる主な用語の定義は,次による。
3.1
アプリケーションプログラム又はユーザプログラム (Application programme or user programme) す
べてのプログラム言語要素の論理的組合せで,PLCシステムによる機械又はプロセスの制御のために必要
な,意図された信号処理のためのプログラムの集合体。
3.2
自動化システム (Automated system) アプリケーションプログラムを含む各種の構成要素があり,
PLCシステムが使用者によって,また,使用者のために組み合わされた,この一連の規格群の適用範囲外
を含む制御システム全体。
3.3
フィールドデバイス (field device) 入出力インタフェースの提供又はプログラマブルコントロール
システムのためにデータ前処理/後処理を提供する部分。リモートフィールドデバイスは,自立的に動作す
るもの及びフィールドバスに接続されるものを含む。
3.4
ラダー図又はリレーラダー図 (Ladder diagram or relay ladder diagram) 接点,コイル,図式表現の
機能,機能ブロック,データ要素,ラベル及び連結要素による,左及び右(任意)母線内の一つ以上のネ
ットワーク。
3.5
プログラマブル(ロジック)コントローラ (PLC) [Programmable (logic) controller] ディジタル又
はアナログ入出力を介し,種々の機械及びプロセスを制御するために,論理,順序,計時,計数及び算術
演算のような特有機能を実行し,使用者が使う命令を内部に記憶するためにプログラマブルメモリを使用
し,工業環境下で使用するために設計されたディジタル演算電子システム。PLC及び関連周辺装置は,容
易に工業制御システムに統合でき,容易にそれらの意図した機能すべてを利用できるように設計されてい
る。
備考 PLCという略語は,自動化産業では共通な慣習であるので,この規格ではプログラマブルコン
トローラを表すために使われる。プログラマブルコントローラをPCという略語を使うとパー
ソナルコンピュータと混同する。
3.6
プログラマブルコントローラシステム (Programmable controller system or PLC-system) プログラ
マブルコントローラ及び関連周辺装置からなる使用者が組込み可能な構成システムであり,自動化システ
ムにとって必要である。プログラマブルコントローラは常設装置のためのケーブル,プラグインコネクタ
及び可搬形周辺装置・携帯形周辺装置のためのケーブル又はほかの手段によって相互接続するユニットか
ら構成される。
3
B 3501:2004 (IEC/FDIS 61131-1:2003)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.7
プログラミングツール (PADT) (Programming and debugging tool) PLCシステムのアプリケーショ
ンにおけるプログラム作成,試験,立上げ,トラブルシューティング及びプログラム文書化並びに保管を
支援するカタログに記載された周辺装置であり,HMIとしても使用可能である。PADTは操作者及びアプ
リケーションに対する危険なしに関連したインタフェースと任意に取付け,取外しができる場合“着脱可
能”という。ほかの場合“固定”という。
3.8
リモート入出力局 (RIOS) (Remote input/output station) I/Oのマルチプレクス/デマルチプレクス
及びデータの前処理/後処理を行うための主処理装置 (CPU) の下位階層下だけで動作する入力及び/又は
出力インタフェースを含む製造業者のカタログに記載されたPLCシステムの一部。RIOSは,例えば,CPU
との通信及びCPU自身が故障するような非常事態の条件下,並びにメンテナンス又はトラブルシューティ
ングが行われる場合に,限定された動作だけが許される。
4. 機能特性
4.1 プログラマブルコントローラシステムの基本機能構成 PLCシステムにおける一般的な機能構成は,
図1,図2及び図3で説明できる。
これらの機能は,ほかのシステムと互いに制御対象となる機械/プロセスの信号によって情報交換する。
4
B 3501:2004 (IEC/FDIS 61131-1:2003)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図 1 PLCシステムの基本機能構成
プログラム作成
デバック
試験機能
ヒューマンマシン
インタフェース
機能
アプリケーション
プログラム作成者
5
B 3501:2004 (IEC/FDIS 61131-1:2003)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
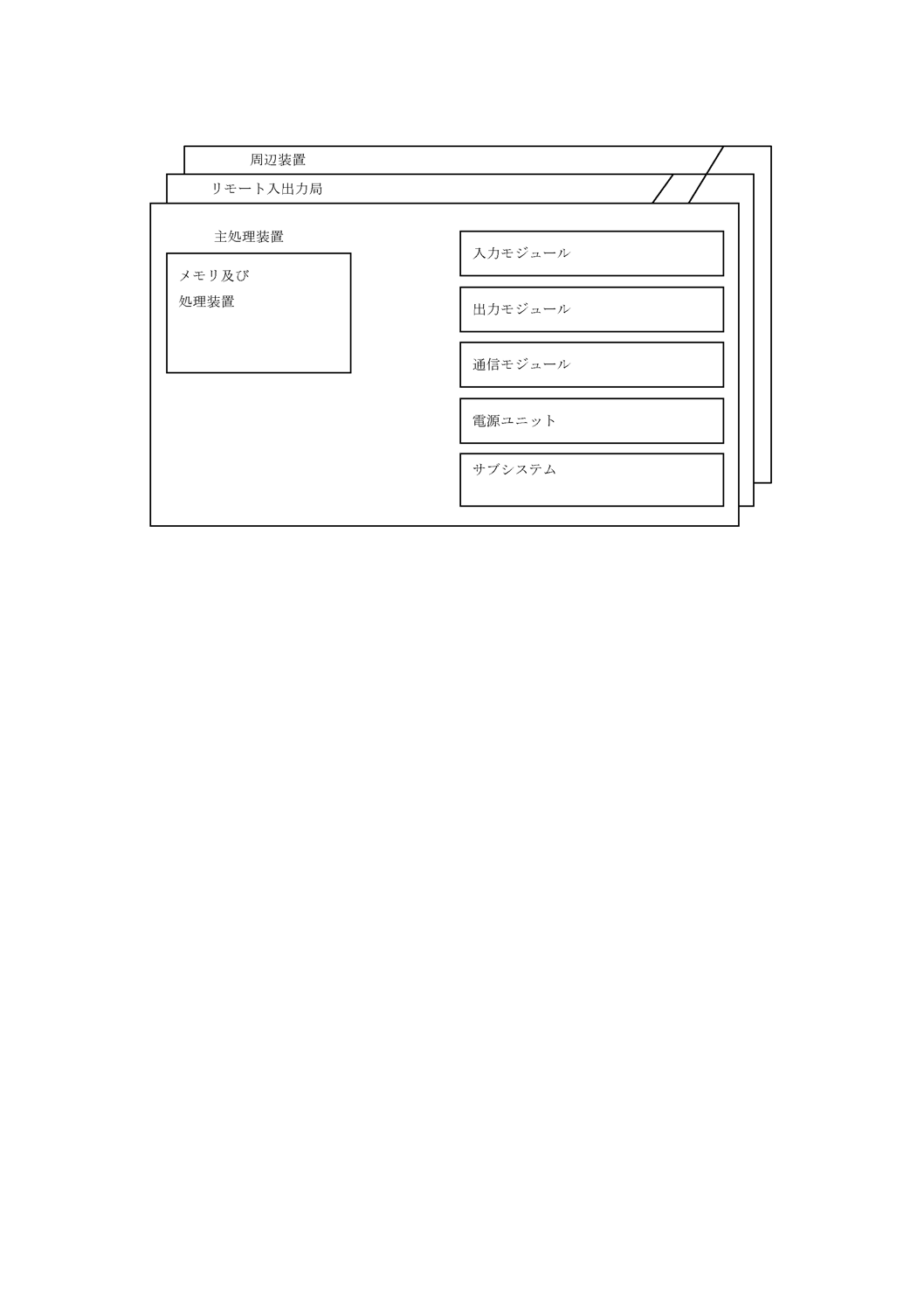
図 2 プログラマブルコントローラのハードウェアモデル (IEC 61131-5)
6
B 3501:2004 (IEC/FDIS 61131-1:2003)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
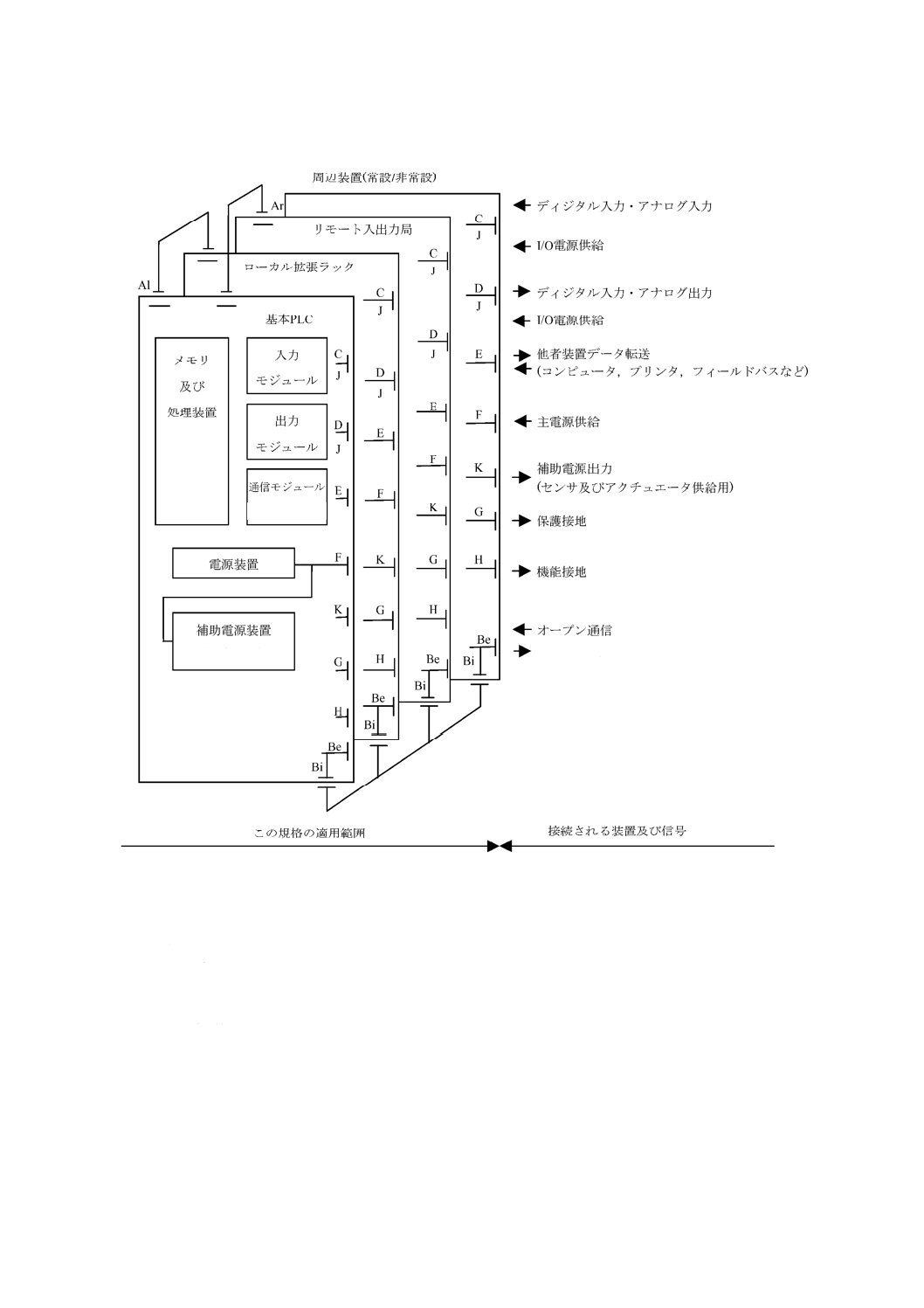
備考 Al :ローカル入出力用インタフェース
Ar :リモート入出力局用インタフェース
Be :他者装置への開放された通信インタフェース(例 PADTの代わりのプログラム作成用パソコン)
Bi :周辺装置用の内部通信インタフェース
C :ディジタル,アナログ入力信号とのインタフェース
D :ディジタル,アナログ出力信号とのインタフェース
E :他者装置とのデータ通信用の直列又は並列インタフェース
F :主電源とのインタフェース
主電源は,電源投入,電源断及び瞬時停電の間,下流の装置を有効にしておかなければならない。
G :保護接地とのインタフェース
H :機能接地とのインタフェース
J :センサ及びアクチュエータを作動させるためのI/O電源とのインタフェース
K :補助電源出力用インタフェース
図 3 PLCシステムの代表的なインタフェース構成 (JIS B 3502)
(任意選択)
(任意選択)
(他者装置と接続するための開放された
内部通信含む)
7
B 3501:2004 (IEC/FDIS 61131-1:2003)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
CPUは,アプリケーションプログラム格納機能,データ格納機能,オペレーティングシステム機能及び
アプリケーションプログラムの実行機能から構成される。
CPUは,アプリケーションプログラムに従って,センサ及び内部データメモリから得られる信号を処理
して内部データメモリに格納し,アクチュエータへの信号を生成する。
− センサ,アクチュエータとのインタフェース機能 (Interface function to sensors and actuators) センサ及
びアクチュエータとの間のインタフェース機能は,次の信号変換を行う。
機械/プロセスからの信号及び/又はデータを,処理に適した信号レベルへ変換。
信号処理機能からの信号及び/又はデータを,アクチュエータ及び/又は表示装置を駆動するのに適
した信号レベルへ変換。
インタフェース機能の入出力信号は,特殊モジュールからの場合もあり得る。特殊モジュールは,
自身に備わっている機能によって,外部センサ信号を前処理する。例として,特殊モジュールには,
PIDモジュール,ファジーモジュール,高速カウンタモジュール,モーションモジュールなどが含ま
れる。
− 通信機能 (Communication function) 通信機能は,ほかのPLCシステム,ロボットコントローラ,コ
ンピュータなど,ほかのシステム(他者装置)とのデータ交換を行う。
− ヒューマンマシンインタフェース (HMI) 機能 [Human-machine interface (HMI) function] HMI機能は,
操作者と信号処理機能及び機械/プロセスとの間の対話を行う。
− プログラム作成,デバッグ,試験及び文書作成機能 (Programming, debugging, testing and documentation
functions) プログラム作成,デバッグ,試験及び文書作成機能は,アプリケーションプログラムの生
成,ローディング,監視,試験,デバッグ,文書作成及び保存を行う。
− 電源機能 (Power supply functions) 電源機能は,主電源からのPLCシステム電源への変換及び絶縁を
行う。
4.2
CPU機能の特性
4.2.1
要約 プログラマブルコントローラの制御能力は,表1で要約されているプログラムで実現できる
機能によって決まる。その機能は,アプリケーションを主眼にして分類する。
8
B 3501:2004 (IEC/FDIS 61131-1:2003)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表 1 プログラムで実現できる機能の要約
機能グループ
例
論理制御
論理
タイマ
カウンタ
プログラム言語の要素
AND,OR,NOT,XOR,bi-stable elements
オンディレイタイマ,オフディレイタイマ
(パルスの)アップ及び/又はダウンカウント
信号及びデータの処理
数値演算機能
データ操作
アナログデータ処理
基本演算:ADD,SUB,MUL,DIV
拡張演算:SQRT,三角関数
比較:大なり,小なり,等しい
選択,フォーマッティング,移動
PID,積分,フィルタリング(基本要素ではない。),ファジー制御
インタフェース機能
入出力
他のシステム
HMI
プリンタ
大容量メモリ
アナログ入出力モジュール,ディジタル入出力モジュール
BCD変換
通信プロトコル
表示,命令
メッセージ,レポート
ロギング
実行制御
周期的実行,事象駆動実行
システム構成
状態確認(基本要素ではない。)
4.2.2
オペレーティングシステム オペレーティングシステムは,PLCシステムの内部にあって相互に関
連している各機能,例えば,システム構成の制御,自己診断,メモリ管理,アプリケーションプログラム
の実行管理,周辺装置との通信,センサ,アクチュエータなどとのインタフェース機能との間の通信など
を管理する役割を果たす。
電源遮断又は電圧降下後,PLCシステムは3種類の再始動ができる。
a) コールド再始動 すべての動的データ(I/Oイメージデータ,内部レジスタ,タイマ,カウンタなど
の変数及びプログラム)を,あらかじめ定められた状態にリセット後,PLCシステム及びそのアプリ
ケーションプログラムの再始動。コールド再始動は自動(例えば,電源遮断後のメモリの動的変化部
分の情報喪失など)又は手動(例えば,押しボタンスイッチなどによるリセット)で行われる。
b) ウォーム再始動 ユーザプログラムがあらかじめ決めた不揮発データ群及びシステムが,あらかじめ
決めたアプリケーションプログラム文脈による電源遮断後の再始動。ウォーム再始動は,運転中にPLC
システムの電源遮断状態が検出されたことを示す,アプリケーションプログラムが利用できる同等な
手段によって認識される。
c) ホット再始動 あたかも電源遮断がなかったかのように回復するPLCシステムに許容される,処理に
依存した最大時間内で引き起こされる電源遮断後の再始動。
すべてのI/O情報及びアプリケーションプログラムの文脈のようなほかの動的データは,復元され
るか又は変化しない。
ホット再始動に要求される能力は,電源遮断が検出されてからの経過時間を測定するために独立し
て電源が供給されているリアルタイムクロック又はタイマ,及び使用者が利用できる処理に依存した
最大許容時間をプログラムできる手段をもつ。
4.2.3
アプリケーションデータ格納用メモリ
− アプリケーションプログラムの格納 アプリケーションプログラムの格納用メモリは,周期的に又は
事象駆動によって実行される制御動作を規定した,一連の命令語を格納するためのメモリエリアとし
9
B 3501:2004 (IEC/FDIS 61131-1:2003)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
て,アプリケーションプログラム格納機能の中に用意されている。アプリケーションプログラムの格
納用メモリは,アプリケーションプログラムデータのための初期値を格納する場所も用意する。
− アプリケーションデータの格納 アプリケーションデータ格納用メモリは,アプリケーションプログ
ラムの実行中に必要となる入出力イメージテーブル及び内部データ,例えば,制御対象に対するタイ
マ,カウンタ,アラーム条件,パラメータなどの設定値を格納するためのメモリエリアとして,デー
タ格納機能の中に用意されている。
− メモリの種類,容量及び利用方法 メモリの種類には,読出し及び書込み兼用のRAM,読出し専用
のROM,書込み可能なPROM,再書込み可能なEPROM/UV-PROM及びEEPROMがある。電源遮断
時にメモリ内容を保持するためには,不揮発性のメモリ,例えば,EPROM又はEEPROMを使用する
か,揮発性メモリを電池などでバックアップして使用する。
アプリケーションプログラム及びアプリケーションデータの両方を格納するために設けたメモリの
容量を,キロバイトの単位で表す。メモリ容量は,次の方法で表す。
− 最小構成時の容量
− 拡張可能な容量
− 最大構成時の容量
アプリケーションプログラムによって実現される機能は,メモリ領域を占有する。アプリケーシ
ョンプログラムの格納に必要なメモリの量は,プログラムの大きさ及びプログラマブルコントロー
ラの種類に依存する。
アプリケーションデータの格納に必要なメモリの量は,格納するデータの量及びデータフォーマ
ットに依存する。
4.2.4
アプリケーションプログラムの実行 アプリケーションプログラムは,幾つかのタスクによって構
成されている。“各タスクは,そのタスクの最後まで一命令ごと,順番に実行される。オペレーティングシ
ステムの管理の下で,周期的又はある事象の検出(割込み状態)によって,タスクが起動される。”
4.3
センサ,アクチュエータとのインタフェース機能の特性
a) 入出力信号の種類 制御対象からの状態情報及びデータは,2進数信号,ディジタル信号,パルス信
号又はアナログ信号としてプログラマブルコントローラの入力部に伝達される。これとは逆に,内部
処理によって決定された指令情報及び演算結果は,適切な2進数信号,ディジタル信号,パルス信号
又はアナログ信号としてPLCの出力を介し制御対象へ伝達される。各種のセンサ及びアクチュエータ
を使用するには,広範囲な入出力信号に対応する必要がある。
b) 入出力システムの特性 入出力システムでは,信号の処理,変換及び絶縁の各種の手法が用いられる。
PLCシステムの動作及び性能は,信号のスタティック又はダイナミックな判定(事象の検知),信号
保持機能の有無,光絶縁などに依存する。
一般的に,入出力システムは,機械/プロセスの必要に応じたPLCシステムの構成及び最大構成ま
での拡張を可能にするモジュール機能をもつ。
入出力システムは,信号処理機能部分に極めて接近して設置されるもの,及び信号処理機能部分か
ら離れた機械/プロセスのセンサ又はアクチュエータの近くに設置できるものがある。
4.4
通信機能の特性 PLCの通信機能は,PLCと外部装置,ほかのPLC,又は自動化システム内のその
他の装置との間で,プログラム及びデータの交換を行う。
通信機能は,装置の確認,データの収集,警報の通知,プログラムの実行及び入出力制御,アプリケー
ションプログラムの転送の機能を実現するために,外部装置とPLC内の信号処理ユニットとの間の接続を
10
B 3501:2004 (IEC/FDIS 61131-1:2003)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
管理する。
通信機能は,一般的にはローカルエリアネットワーク又は一対一通信のシリアルデータ伝送によって行
われる。
4.5
ヒューマンマシンインタフェース機能(HMI機能)の特性 HMI機能は,次の二つの目的をもつ。
− 操作者に機械/プロセスの監視に必要な情報を提供する。
− PLCシステム及びアプリケーションプログラムの範囲を超えて,操作者が判断及び調整を行う目的の
ために,PLCシステム及びアプリケーションプログラムに介入する機能を提供する。
4.6
プログラミング,デバッグ,監視,試験及び文書化機能の特性
4.6.1
概要 これらの機能は,プログラマブルコントローラに組み込まれた,又は独立した部分として設
けられており,メモリからのプログラム及びデータの読出しだけでなく,コード生成,アプリケーション
プログラム及びアプリケーションデータの格納のために用意されている。
4.6.2
言語 アプリケーションのプログラムに関して,JIS B 3503で言語が規定されている。
a) テキスト形式言語
1) 命令リスト (IL) 言語 PLCシステムのアプリケーションプログラムを表現するために,命令語を
使用したテキスト形式のプログラム言語。
2) 構造化テキスト (ST) 言語 PLCシステムのアプリケーションプログラムを表現するために,代入
文,サブプログラム制御文,選択文及び繰返し文を使用したテキスト形式のプログラム言語。
b) 図式言語
1) ファンクションブロック図 (FBD) 言語 PLCシステムのアプリケーションプログラムを表現する
ために,ファンクションブロック図を使用した図式プログラミング言語。
2) ラダー図 (LD) 言語 PLCシステムのアプリケーションプログラムを表現するために,ラダー図を
使用した図式プログラミング言語。
3) シーケンシャルファンクションチャート (SFC) PLCシステムのアプリケーションプログラムの構
造を表現するために,ステップ及びトランジションを使用した図式プログラム言語。トランジショ
ン及びステップのアクションは前述した言語のサブセットで記述することができる。
4.6.3
アプリケーションプログラムの作成
− アプリケーションプログラムの生成 アプリケーションプログラムは英数字又はシンボルをキーボー
ドによって入力し,メニュー方式又は図式プログラム方式の場合は,カーソルキー,ジョイスティッ
ク,マウスなどによって入力する。誤ったプログラム及びデータを最小限にするように,通常,すべ
てのプログラム及びデータの合理性並びに矛盾が確認される。
− アプリケーションプログラムの表示 アプリケーションプログラムの生成中,すべての命令は命令文
ごと,又は回路シンボルごと(大形表示器の場合)に直ちに表示される。さらに,完成したプログラ
ムの印字も通常,可能である。プログラム言語表示形式の切換えが可能である場合は,その表示選択
は通常,使用者が行う。
4.6.4
自動化システムの立上げ
a) アプリケーションプログラムのローディング 生成されたプログラムは,PLC内のメモリ又はPADT
内のメモリに格納される。後者の場合には,立上げの前にダウンロードによってプログラムを転送す
る,又はPLCにメモリカートリッジを装着する必要がある。
b) メモリへのアクセス 立上げ時又はトラブルシューティング操作中,アプリケーションプログラム及
びデータの記憶媒体には,プログラムのモニタリング,修正及び訂正のため,PLC内の処理装置だけ
11
B 3501:2004 (IEC/FDIS 61131-1:2003)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
でなくPADTからもアクセスできる。これは,オンライン時(PLCシステムが機械・プロセスを制御
中)に実行できるものもある。
c) PLCシステムの調整 機械・プロセスに対するPLCシステムの調整に関する代表的な機能は,次の
とおりである。
1) PLCシステムに接続されているセンサ及びアクチュエータを確認する試験機能,例えば,強制出力。
2) プログラム実行順序の動作を確認する試験機能,例えば,フラグのセット及び強制入力。
3) 定数の設定又は再設定,例えば,タイマ,カウンタなどの設定値変更。
d) 自動化システムの状態表示 機械・プロセスに関する情報の表示並びにPLCシステム及びアプリケー
ションプログラムの内部状態の表示機能は,システムの立上げ及びデバッグに有効である。代表的な
機能は,次のとおりである。
1) 入出力の状態表示
2) 外部信号及び内部データの状態変化の表示及び記録。
3) スキャンタイム及び実行時間のモニタリング
4) プログラムの実行及びデータ処理のリアルタイムな表示。
5) ヒューズ及び短絡保護回路の状態表示
e) アプリケーションプログラムの試験 試験機能は,アプリケーションプログラムの書込み,デバッグ
及び確認作業において,使用者を支援する。代表的な試験機能には,次のものがある。
1) 入出力・内部機能(タイマ,カウンタなど)の状態の確認。
2) プログラムの実行順序の確認,例えば,ステップ実行,プログラム実行周期の変動,停止指令。
3) インタフェース機能のシミュレーション,例えば,強制入出力,PLCシステム内のタスク又はモジ
ュール間の強制的な情報交換。
f)
アプリケーションプログラムの修正 修正機能は,アプリケーションプログラムの修正,調整及び訂
正のためにある。代表的な機能には,検索,置換え,挿入,削除及び追加があり,これらは文字単位,
命令単位及びプログラムモジュール単位に適用する。
4.6.5
文書化 文書には,PLCシステム及びそのアプリケーションを十分に記述したものが含まれていな
ければならない。文書は,次のもので構成する。
a) 対象システムの特記事項を含むハードウェア構成の記述。
b) アプリケーションプログラムの文書。
1) 処理対象の信号及びデータに記号名又はデータ名を付けたプログラムリスト。
2) 全処理データに対するクロスリファレンス表(入出力データ及び内部データ,タイマ,カウンタの
ような内部機能データなど)
3) コメント
4) 修正履歴
5) 保全マニュアル
4.6.6
アプリケーションプログラムの保存 迅速な修理のため及びダウン時間を最小限にするために,使
用者側においてアプリケーションプログラムをフラッシュメモリ,PCカード,EEPROM,EPROM,ディ
スクなどの不揮発性媒体に保存できることが望ましい。
PLCシステムでの実行プログラムと保存されたプログラムの同一性を保つために,プログラムの修正ご
とに保存プログラムを更新する必要がある。
12
B 3501:2004 (IEC/FDIS 61131-1:2003)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4.7
電源機能の特性 電源機能は,PLCシステムを動作させるのに必要な電圧を発生するとともに,装
置の始動及び停止のための同期用制御信号を供給するものである。供給電圧,消費電力,無停電動作など
の要求によって,各種の電源が用意される。
5. アベイラビリティ及び信頼性 どの自動化システムでも,制御システムとして一定のレベルのアベイ
ラビリティ及び信頼性が要求される。自動化システム全体の構成及びPLCシステムとアプリケーションプ
ログラムの特性との協調によって,意図したアプリケーションの要求事項を満足させることは,使用者の
責務である。
a) 自動化システムの構築 冗長性,フォールトトレランス,自動エラーチェック,制御対象の診断機能
などの技術は,自動化システムのアベイラビリティの向上をもたらす。
b) プログラマブルコントローラシステムの構築 迅速な故障箇所の特定が可能となる内部自己試験機能
と結びついたモジュール構造は,PLCシステムの保全性の向上,ひいては自動化システムのアベイラ
ビリティの向上をもたらす。特殊なアプリケーションに対しては,冗長性,フォールトトレランスな
どの技術を考慮してもよい。
c) アプリケーションプログラムの設計・試験及び保全 アプリケーションプログラムは,自動化システ
ム全体の重要な要素である。ほとんどのプログラマブルコントローラは,所要の制御機能に加えて診
断機能を実行する十分な能力を備えている。使用者は制御対象の動作モデル及び異常状態の発見につ
いて,前もって考慮しておかなければならない。
アプリケーションプログラムには,適切な試験が必す(須)である。いかなる修正においても,シ
ステム全体のアベイラビリティ及び信頼性が損なわれないように,適切な設計及び試験を行わなけれ
ばならない。それに伴い,プログラムの文書を維持し,注釈を加えなければならない。
d) 設置条件及び稼動条件 PLCシステムは堅ろうに設計されており,一般的な用途向けを意図している。
しかし,どのような装置であっても,より過酷な稼動条件になればなるほど信頼性は低下する。実際
の稼動条件がJIS B 3502で規定する通常の稼動条件よりよければ,十分な信頼性が期待できる。しか
し,アプリケーションによっては,信頼性確保のために特別な覆い,冷却,電気的ノイズ保護などの
配慮が必要になる場合がある。
関連規格 JIS B 3500 プログラマブルコントローラ−用語
IEC 60050-351:1998 International Electrotechnical Vocabulary−Part 351:Automatic control