B 3301:2008
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲 ························································································································· 1
2 引用規格 ························································································································· 1
3 用語及び定義 ··················································································································· 1
4 種類······························································································································· 1
5 標準温度 ························································································································· 2
6 テーパゲージの形状,寸法,寸法許容差及び形状の偏差の許容差 ·············································· 2
7 硬さ······························································································································· 2
8 表面粗さ ························································································································· 2
9 材料······························································································································· 2
10 測定 ····························································································································· 2
11 検査 ····························································································································· 2
12 製品の呼び方 ················································································································· 2
13 表示 ····························································································································· 2
附属書A(規定)テーパゲージの円すい部の形状,寸法,硬さ及び表面粗さの測定方法及び検査方法 ··· 9
B 3301:2008
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,日本精密測定機器
工業会(JMA)から,工業標準原案を具して日本工業規格を改正すべきとの申出があり,日本工業標準調査
会の審議を経て,経済産業大臣が改正した日本工業規格である。
これによって,JIS B 3301:1989は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に
抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許
権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に係る確認について,責任は
もたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 3301:2008
テーパゲージ−
モールステーパ及びメトリックテーパ
Taper gauges−Morse tapers and metric tapers
序文
この規格は,1950年に制定され,その後3回の改正を経て今日に至っている。前回の改正は1989年に
行われたが,1999年に発行されたJIS B 4003との整合性を図るために改正した。
なお,対応国際規格は現時点では制定されていない。
1
適用範囲
この規格は,主としてJIS B 4003に規定するモールステーパ番号0〜6及びメトリックテーパ番号4,6,
80,100の寸法検査に用いるモールステーパゲージ(略号 MT)及びメトリックテーパゲージ(略号 MET)
(以下,テーパゲージと総称する。)について規定する。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS B 0154 円すい用語
JIS B 0659-1 製品の幾何特性仕様(GPS)−表面性状:輪郭曲線方式;測定標準−第1部:標準片
JIS B 0680 製品の幾何特性仕様(GPS)−製品の幾何特性仕様及び検証に用いる標準温度
JIS B 4003 工具用テーパシャンク部及びソケット−形状・寸法
JIS G 4404 合金工具鋼鋼材
JIS Z 2244 ビッカース硬さ試験−試験方法
JIS Z 2245 ロックウェル硬さ試験−試験方法
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS B 0154によるほか,次による。
3.1
タング
円すい部の小端径側の端部に設けた平たん部。
4
種類
テーパゲージの種類は,次による。
a) テーパプラグゲージ
2
B 3301:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
b) テーパリングゲージ
c) タング付きテーパプラグゲージ
d) タング付きテーパリングゲージ
5
標準温度
この規格に規定する各寸法数値は,JIS B 0680に規定する標準温度の20 ℃によるものとする。
6
テーパゲージの形状,寸法,寸法許容差及び形状の偏差の許容差
テーパゲージの形状,寸法,寸法許容差及び形状の偏差の許容差は,A.1及びA.2によって測定及び検
査を行い,表1〜表5に適合しなければならない。
7
硬さ
テーパゲージの硬さは,A.3によって測定したとき60 HRC以上又は700 HV以上でなければならない。
8
表面粗さ
テーパゲージの円すい面の表面粗さは,A.4によって測定したときRa0.1 μm以下でなければならない。
9
材料
テーパゲージの材料は,JIS G 4404に規定するSKS 3又はこれと同等以上の機械的性質をもつものとす
る。
10 測定
テーパゲージの測定は,附属書Aによる。ただし,これと同等以上の精度で測定できれば,この限りで
はない。
11 検査
テーパゲージの検査は,形状,寸法,寸法許容差,形状の偏差の許容差,硬さ及び表面粗さについて行
い,箇条6〜箇条8の規定に適合していれば合格とする。
12 製品の呼び方
テーパゲージの製品の呼び方は,テーパの名称,種類,略号及びテーパ番号による。
例 モールステーパ テーパプラグゲージ MT3
モールステーパ タング付きテーパリングゲージ MT5
メトリックテーパ テーパプラグゲージ MET6
メトリックテーパ タング付きテーパリングゲージ MET80
13 表示
テーパゲージの表示は,表1〜表4のb1及びb2の面に容易に消えない方法で,次の事項を表示する。
a) 略号及びテーパ番号
b) 製造業者名又はその略号
3
B 3301:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
c) 製造年月若しくはその略号又は製造番号
例 MT3 ××× ×××
MET6 ××× ×××
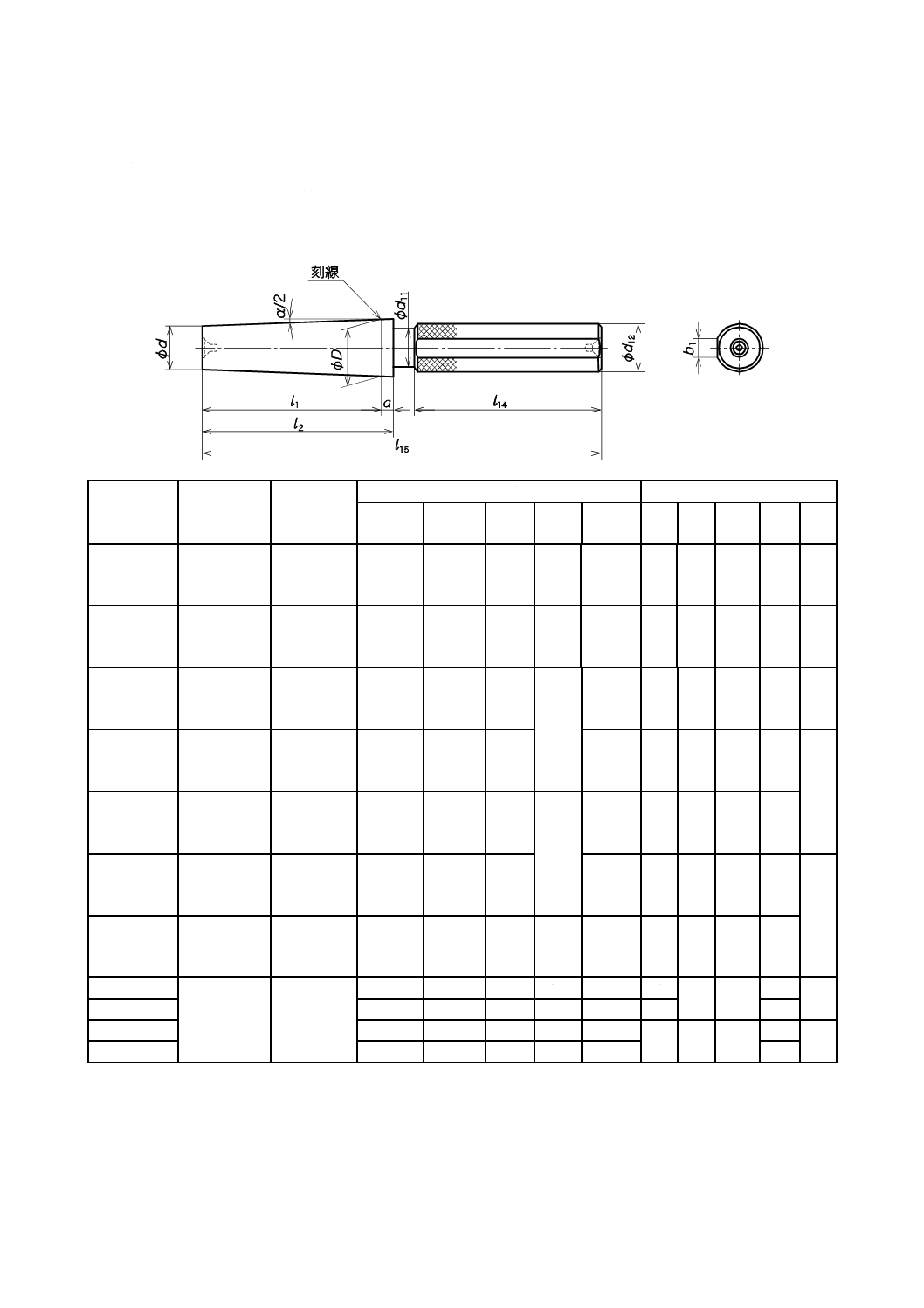
表1−テーパプラグゲージの形状及び寸法
単位 mm
略号及び
テーパ
番号
テーパ比
C
テーパ角度
α
(換算値)
円すい部
握り部(参考)
D
d
(計算値)
l1
a
l2
(計算値)
d11
d12
l14
l15
b1
MT0
0.624 60:12
=1:19.212
=0.052 05:1
2.981 6°
(2°58′54″)
9.045
6.442
50
3
53
6
9
70
130
5
MT1
0.598 58:12
=1:20.047
=0.049 88:1
2.857 4°
(2°51′27″)
12.065
9.396
53.5
3.5
57
9
12
75
140
6
MT2
0.599 41:12
=1:20.020
=0.049 95:1
2.861 4°
(2°51′41″)
17.780
14.583
64
5
69
14
17
81
160
7
MT3
0.602 35:12
=1:19.922
=0.050 20:1
2.875 4°
(2°52′31″)
23.825
19.759
81
86
18
22
84
180
8
MT4
0.623 26:12
=1:19.254
=0.051 94:1
2.975 2°
(2°58′31″)
31.267
25.943
102.5
6.5
109
22
26
90
210
MT5
0.631 51:12
=1:19.002
=0.052 63:1
3.014 5°
(3°00′52″)
44.399
37.584
129.5
136
28
32
96
250
9
MT6
0.625 65:12
=1:19.180
=0.052 14:1
2.986 6°
(2°59′12″)
63.348
53.859
182
8
190
35
40
108
320
MET4
1:20=0.05:1
2.864 2°
(2°51′51″)
4.000
2.850
23
2
25
3
7
40
71
4
MET6
6.000
4.400
32
3
35
4
80
MET80
80.000
70.200
196
8
204
35
40
110
330
9
MET100
100.000
88.400
232
10
242
370
4
B 3301:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
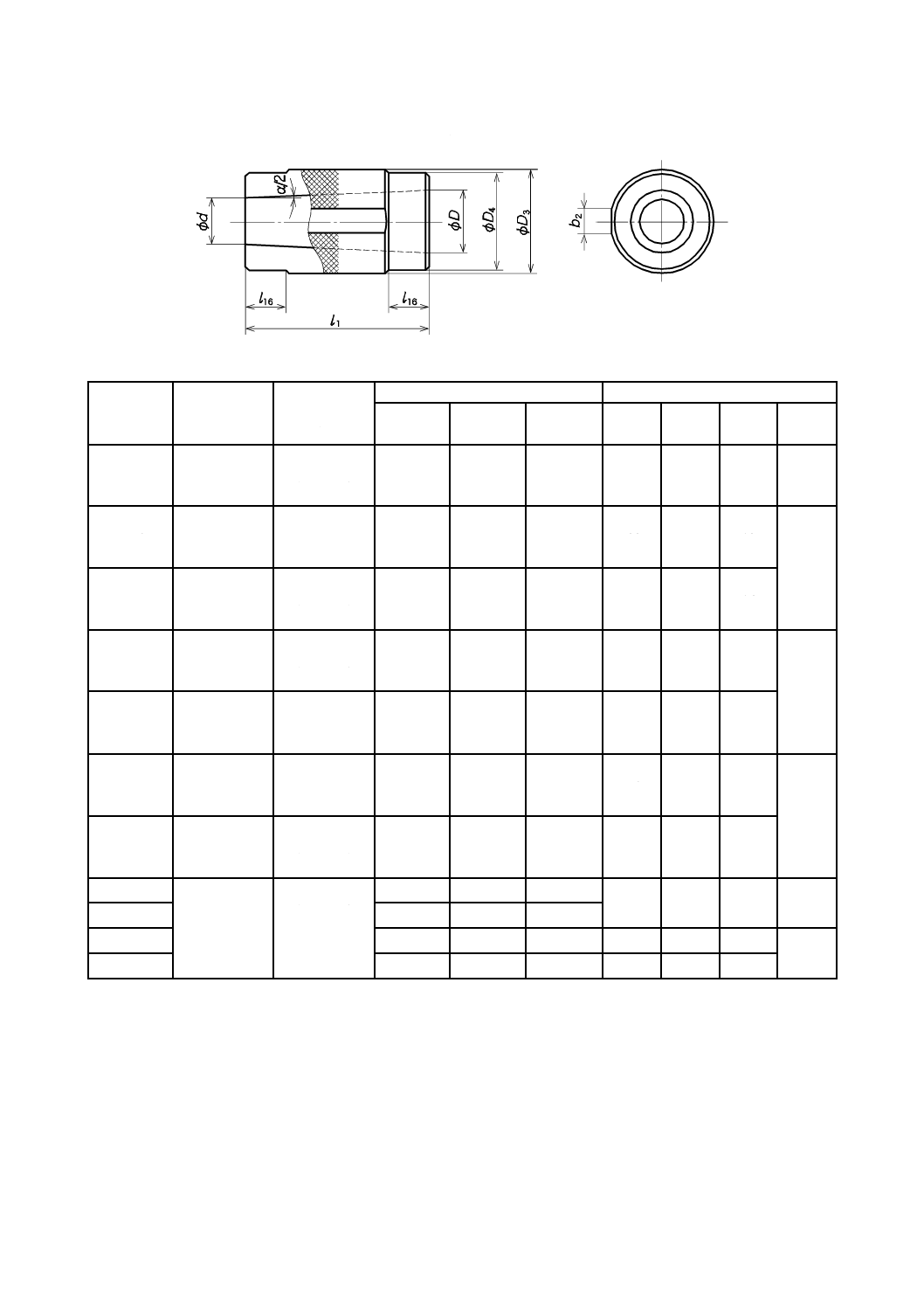
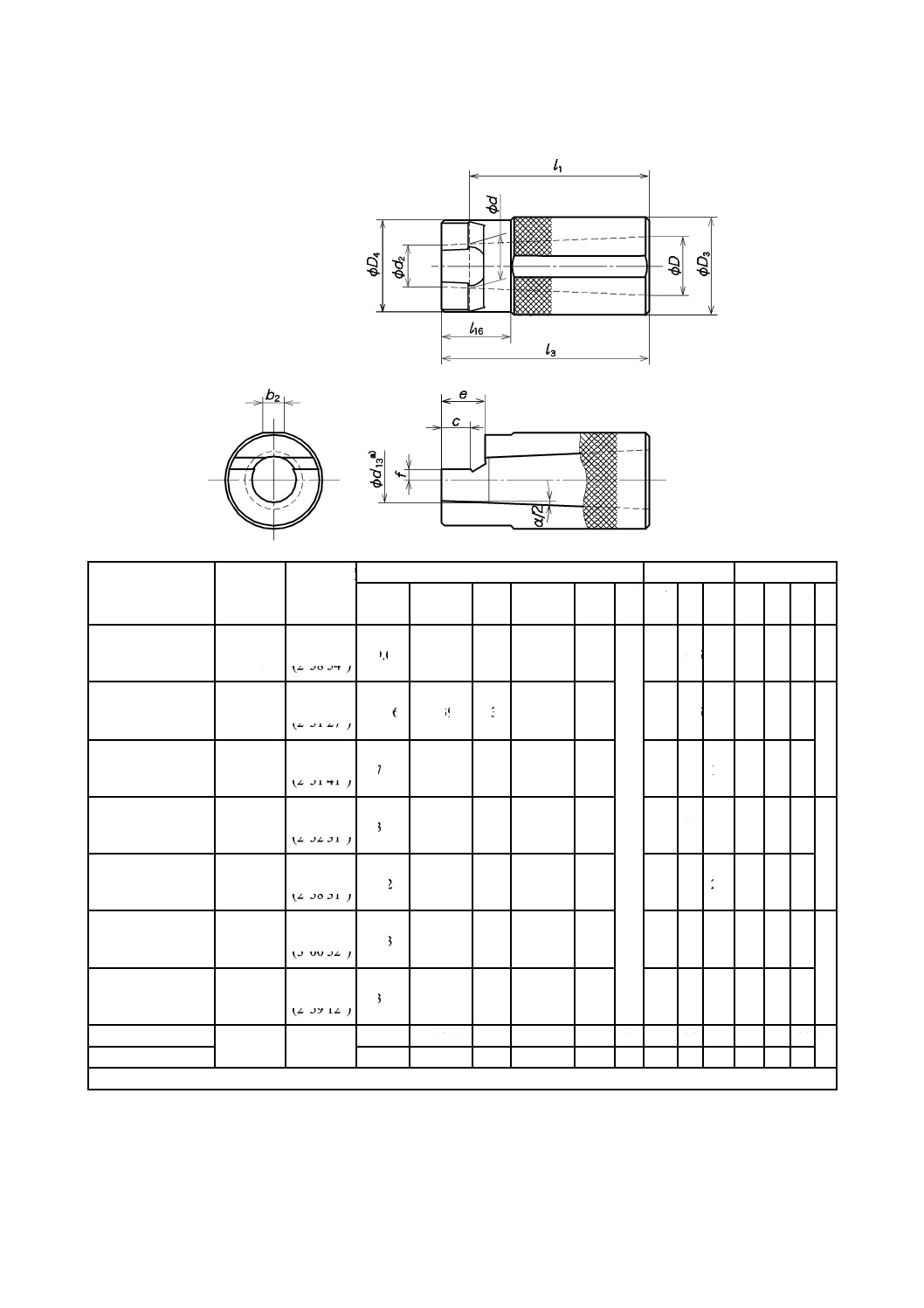
表2−テーパリングゲージの形状及び寸法
単位 mm
略号及び
テーパ
番号
テーパ比
C
テーパ角度
α
(換算値)
円すい部
握り部(参考)
D
d
(計算値)
l1
D3
D4
l16
b2
MT0
0.624 60:12
=1:19.212
=0.052 05:1
2.981 6°
(2°58′54″)
9.045
6.442
50
22
19
10
8
MT1
0.598 58:12
=1:20.047
=0.049 88:1
2.857 4°
(2°51′27″)
12.065
9.396
53.5
32
29
12
9
MT2
0.599 41:12
=1:20.020
=0.049 95:1
2.861 4°
(2°51′41″)
17.780
14.583
64
38
35
14
MT3
0.602 35:12
=1:19.922
=0.050 20:1
2.875 4°
(2°52′31″)
23.825
19.759
81
45
42
18
10
MT4
0.623 26:12
=1:19.254
=0.051 94:1
2.975 2°
(2°58′31″)
31.267
25.943
102.5
53
50
22
MT5
0.631 51:12
=1:19.002
=0.052 63:1
3.014 5°
(3°00′52″)
44.399
37.584
129.5
71
67
34
12
MT6
0.625 65:12
=1:19.180
=0.052 14:1
2.986 6°
(2°59′12″)
63.348
53.859
182
100
95
50
MET4
1:20=0.05:1
2.864 2°
(2°51′51″)
4.000
2.850
23
22
−
−
8
MET6
6.000
4.400
32
MET80
80.000
70.200
196
125
120
50
15
MET100
100.000
88.400
232
150
145
65
5
B 3301:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
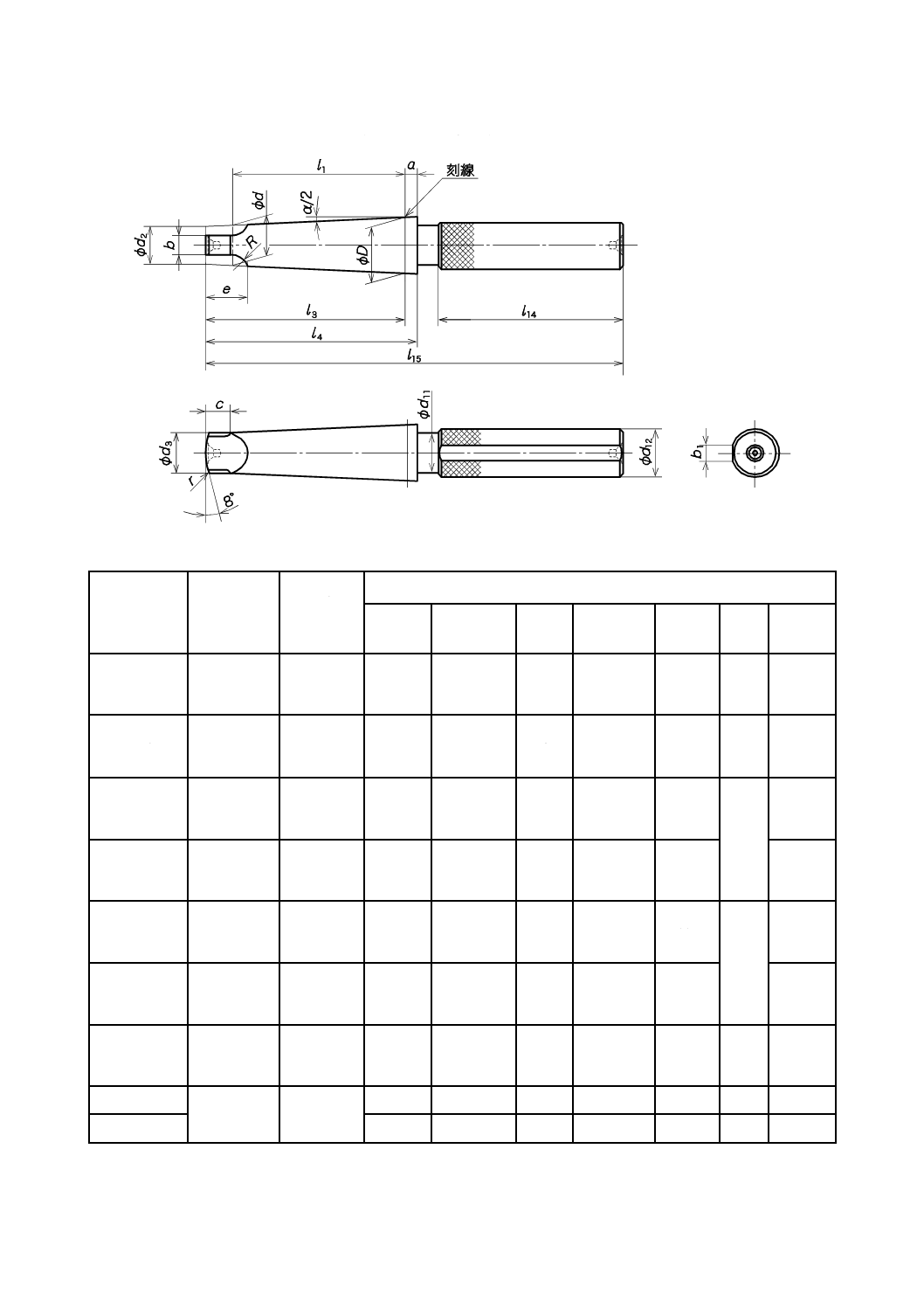
表3−タング付きテーパプラグゲージの形状及び寸法
単位 mm
略号及び
テーパ
番号
テーパ比
C
テーパ
角度
α
(換算値)
円すい部
D
d
(計算値)
l1
d2
(計算値)
l3
a
l4
(計算値)
MT0
0.624 60:12
=1:19.212
=0.052 05:1
2.981 6°
(2°58′54″)
9.045
6.442
50
6.104
56.5
3
59.5
MT1
0.598 58:12
=1:20.047
=0.049 88:1
2.857 4°
(2°51′27″)
12.065
9.396
53.5
8.972
62
3.5
65.5
MT2
0.599 41:12
=1:20.020
=0.049 95:1
2.861 4°
(2°51′41″)
17.780
14.583
64
14.034
75
5
80
MT3
0.602 35:12
=1:19.922
=0.050 20:1
2.875 4°
(2°52′31″)
23.825
19.759
81
19.107
94
99
MT4
0.623 26:12
=1:19.254
=0.051 94:1
2.975 2°
(2°58′31″)
31.267
25.943
102.5
25.164
117.5
6.5
124
MT5
0.631 51:12
=1:19.002
=0.052 63:1
3.014 5°
(3°00′52″)
44.399
37.584
129.5
36.531
149.5
156
MT6
0.625 65:12
=1:19.180
=0.052 14:1
2.986 6°
(2°59′12″)
63.348
53.859
182
52.399
210
8
218
MET80
1:20=0.05:1
2.864 2°
(2°51′51″)
80.000
70.200
196
69.000
220
8
228
MET100
100.000
88.400
232
87.000
260
10
270
6
B 3301:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表3−タング付きテーパプラグゲージの形状及び寸法(続き)
単位 mm
略号及び
テーパ
番号
タング部
握り部(参考)
b
c
e
d3
R
r
d11
d12
l14
l15
b1
MT0
3.9
6.5
10.5
6
4
1
6
9
68
135
5
MT1
5.2
8.5
13.5
8.7
5
1.2
9
12
76
150
6
MT2
6.3
10
16
13.5
6
1.6
14
17
80
170
7
MT3
7.9
13
20
18.5
7
2
18
22
86
195
8
MT4
11.9
16
24
24.5
8
2.5
22
26
90
225
MT5
15.9
19
29
35.7
12
3
28
32
96
270
9
MT6
19
27
40
51
18
4
35
40
110
350
MET80
26
24
48
67
24
5
111
355
MET100
32
28
58
85
30
112
400
7
B 3301:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
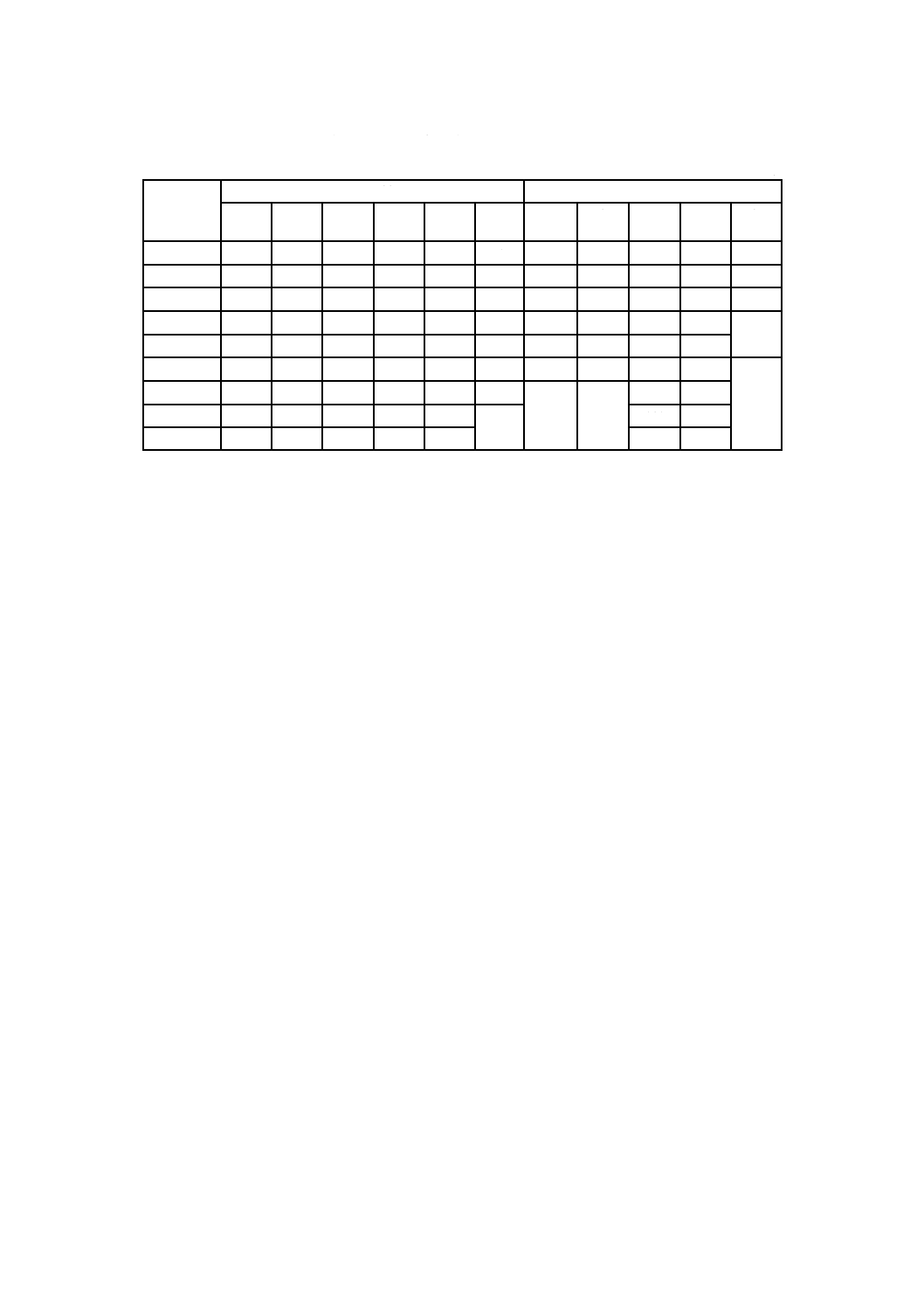
表4−タング付きテーパリングゲージの形状及び寸法
単位 mm
略号及び
テーパ
番号
テーパ比
C
テーパ角度
α
(換算値)
円すい部
タング部
握り部(参考)
D
d
(計算値)
l1
d2
(計算値)
l3 d13a) f
c
e D3 D4 l16 b2
MT0
0.624 60:12
=1:19.212
=0.052 05:1
2.981 6°
(2°58′54″) 9.045 6.442
50
6.104 56.5
− 1.95 6.510.5 22 19 16 8
MT1
0.598 58:12
=1:20.047
=0.049 88:1
2.857 4°
(2°51′27″) 12.065 9.396 53.5 8.972 62
2.6 8.513.5 32 29 22 9
MT2
0.599 41:12
=1:20.020
=0.049 95:1
2.861 4°
(2°51′41″) 17.780 14.583
64
14.034 75
3.15 10 16 38 35 26
MT3
0.602 35:12
=1:19.922
=0.050 20:1
2.875 4°
(2°52′31″) 23.825 19.759
81
19.107 94
3.95 13 20 45 42 32 10
MT4
0.623 26:12
=1:19.254
=0.051 94:1
2.975 2°
(2°58′31″) 31.267 25.943 102.5 25.164 117.5
5.95 16 24 53 50 38
MT5
0.631 51:12
=1:19.002
=0.052 63:1
3.014 5°
(3°00′52″) 44.399 37.584 129.5 36.531 149.5
7.95 19 29 71 67 45 12
MT6
0.625 65:12
=1:19.180
=0.052 14:1
2.986 6°
(2°59′12″) 63.348 53.859
182
52.399
210
9.5 27 40 100 95 70
MET80
1:20=0.05:12.864 2°
(2°51′51″)
80.000 70.200
196
69.000
220 71.5 13
24 48 125 120 80 15
MET100
100.000 88.400
232
87.000
260 90 16
28 58 150 145 90
注a) d13の逃げを加工してもよい。
8
B 3301:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表5−テーパゲージの寸法許容差及び形状の偏差の許容差
単位 mm
略号及び
テーパ
番号
Dの許容差
js6・JS6
テーパリング
ゲージのl1の
許容差
aの許容差
タング付き
テーパリング
ゲージのl3の
許容差
テーパ角度の
許容差 a) b)
±
2
D
AT
円すい部の形状の偏差の
許容差
MT0
±0.004 5
±0.015
±0.1
±0.015
±0.002
当たり検査で80 %以上
の当たりとする。
MT1
±0.005 5
MT2
MT3
±0.006 5
±0.020
±0.020
±0.002 5
MT4
±0.008
±0.2
MT5
±0.030
±0.030
±0.003
MT6
±0.009 5
±0.003 5
MET4
±0.004
±0.065
±0.1
−
±0.001 5
MET6
±0.080
MET80
±0.009 5
±0.145
±0.2
±0.145
±0.004
MET100
±0.011
±0.160
±0.004 5
注a) l1に関連させた公差等級AT4のテーパ角度ATD(JIS B 0614参照)を小数点以下第3位に丸めて,それを正・
負の許容差としている。
b) テーパリングゲージ及びタング付きテーパリングゲージのテーパ角度の偏差は測定せず,当たり検査で代用
する(A.2.3参照)。
9
B 3301:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A
(規定)
テーパゲージの円すい部の形状,寸法,硬さ及び表面粗さの
測定方法及び検査方法
序文
この附属書は,テーパゲージの円すい部の形状,寸法,硬さ及び表面粗さの測定方法及び検査方法につ
いて規定する。
A.1 テーパプラグゲージ及びタング付きテーパプラグゲージの寸法の測定方法及び検査方法
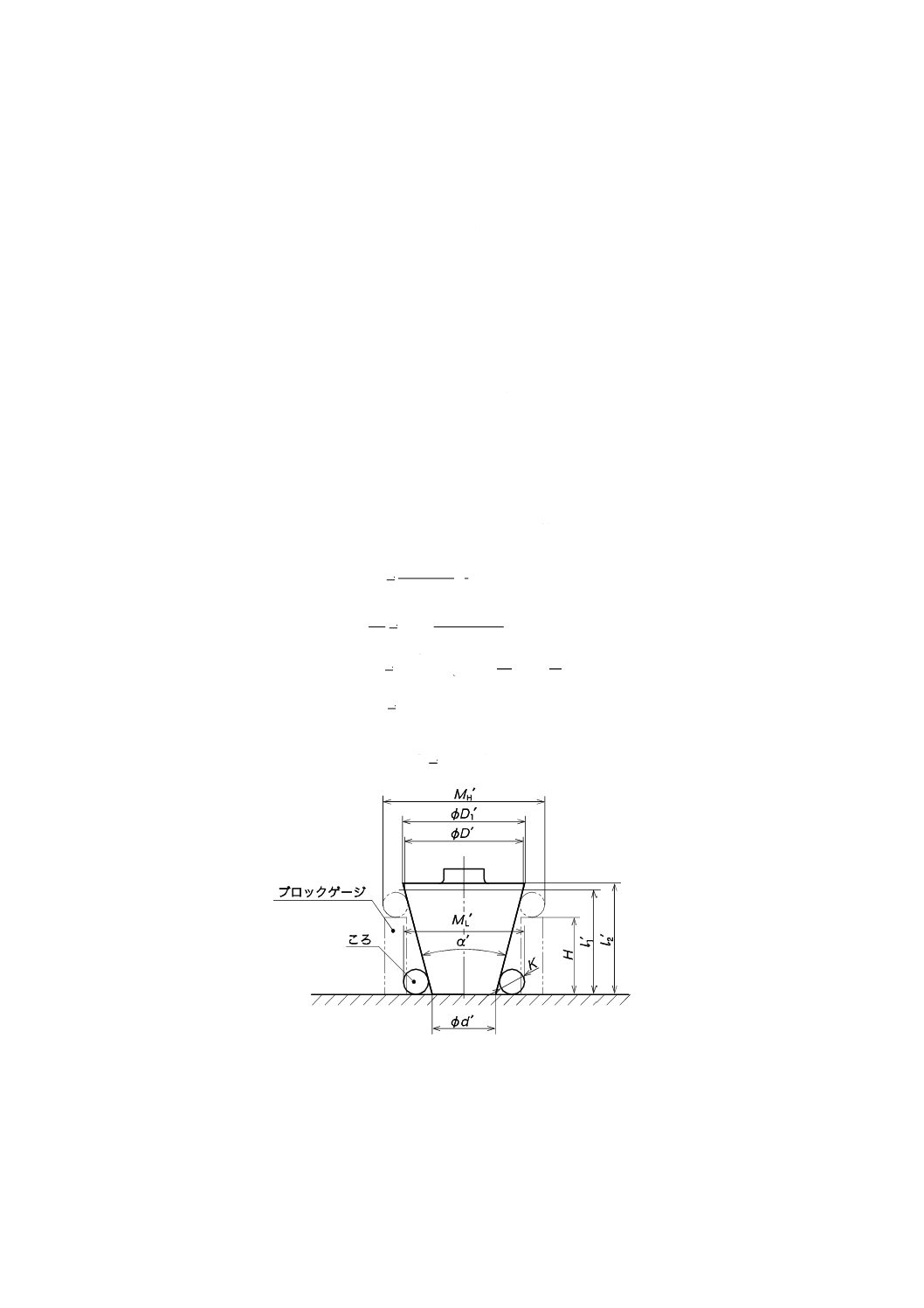
A.1.1 刻線の位置における円すい直径D,テーパ比C及びテーパ角度の偏差∆(D−d)
テーパプラグゲージの小端面が下となるように,測長器の測定台の上に立てる。
図A.1に示すように,小端面が接触している面(測定台)に直径の等しい2個のころを置き,測定台と
平行に円すい部の両側に当て,円すいの軸線に対して直角な平面内におけるころの外側距離ML′を測定す
る。続いて寸法Hのブロックゲージを用いて,外側距離ML′と同様に,外側距離MH′を測定する。
測定した外側距離ML′及びMH′を用いて,次に示す各項目を計算によって求める。
1
2
1
1
L
L
H
1
L
H
)
(
)
(
Δ
)
2
tan
2
sec
1(
2
tan
2
l
C
C
d
D
l
C
d
D
l
C
d
D
K
M
d
H
M
M
H
M
M
C
−′
=
−
′′
+′
=
′
′′
+′
=
′
′
+
′
+
−
′
=
′
′
−
′
=
′
′
−
′
=
′
−
α
α
α
図A.1−テーパプラグゲージの測定方法
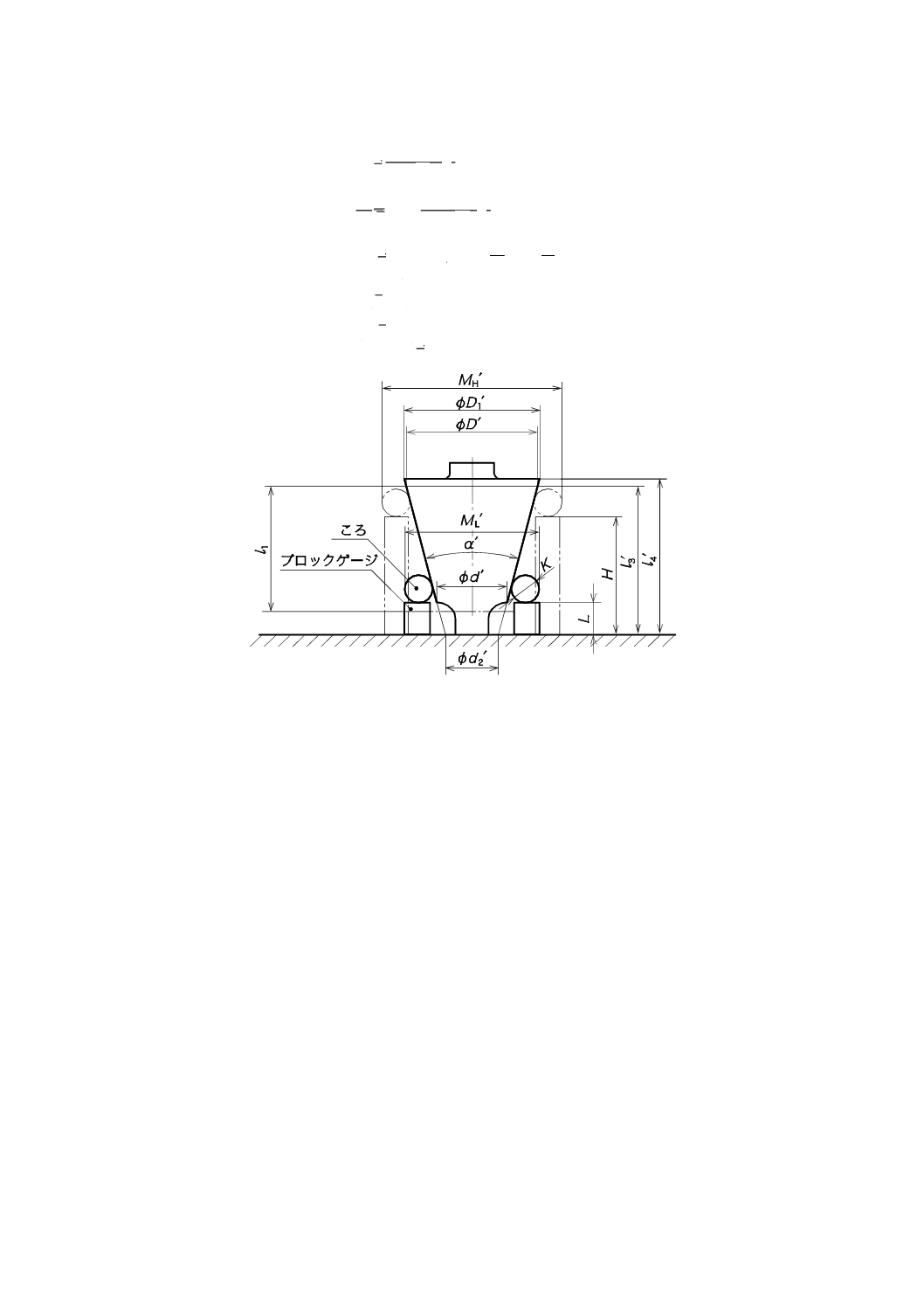
また,タング付きテーパプラグゲージにおいては,図A.2に示すように,寸法Lのブロックゲージにこ
ろを載せて,テーパプラグゲージと同様に,その外側距離ML′を測定する。このとき,Lの寸法はタング
にころが干渉しないように適切に選択する。続いて寸法Hのブロックゲージを用いて,テーパプラグゲー
ジと同様に,外側距離MH′を測定し,次に示す各項目を計算によって求める。
10
B 3301:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1
4
2
1
3
2
L
2
L
H
1
L
H
)
(
)
(
Δ
)
2
tan
2
sec
1(
)
(2
tan
2
l
C
C
d
D
l
C
d
D
l
C
d
D
L
C
K
M
d
L
H
M
M
L
H
M
M
C
−
′
=
−
′
′
+
′
=
′
′
′
+
′
=
′
′
−
′
+
′
+
−
′
=
′
−
′
−
′
=
′
−
′
−
′
=
′
−
α
α
α
ここに,
α′:測定によって得られた実テーパ角度
C:表1及び表3に規定するテーパ比
C′:測定によって得られた実際のテーパ比
D′:刻線の位置における円すい実直径
D1′:大端面における円すい実直径
d ′:小端面又は小端面からl3′−l1(タング付きの場合)の位置に
おける円すい実直径
d2′:タング付きテーパプラグゲージの小端面の円すい仮想直径
K:ころの直径の平均値
l1:表1及び表3に規定する長さ
l1′:テーパプラグゲージの小端面から刻線までの実際の距離
(A.1.2参照)
l2′:テーパプラグゲージの実円すい長さ(A.1.3参照)
l3′:タング付きテーパプラグゲージの小端面から刻線までの実
際の距離(A.1.2参照)
l4′:タング付きテーパプラグゲージの小端面から大端面までの
実際の距離(A.1.3参照)
∆(D−d):l1に関連させた基準円すいに対するテーパ角度の偏差
図A.2−タング付きテーパプラグゲージの測定方法
11
B 3301:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
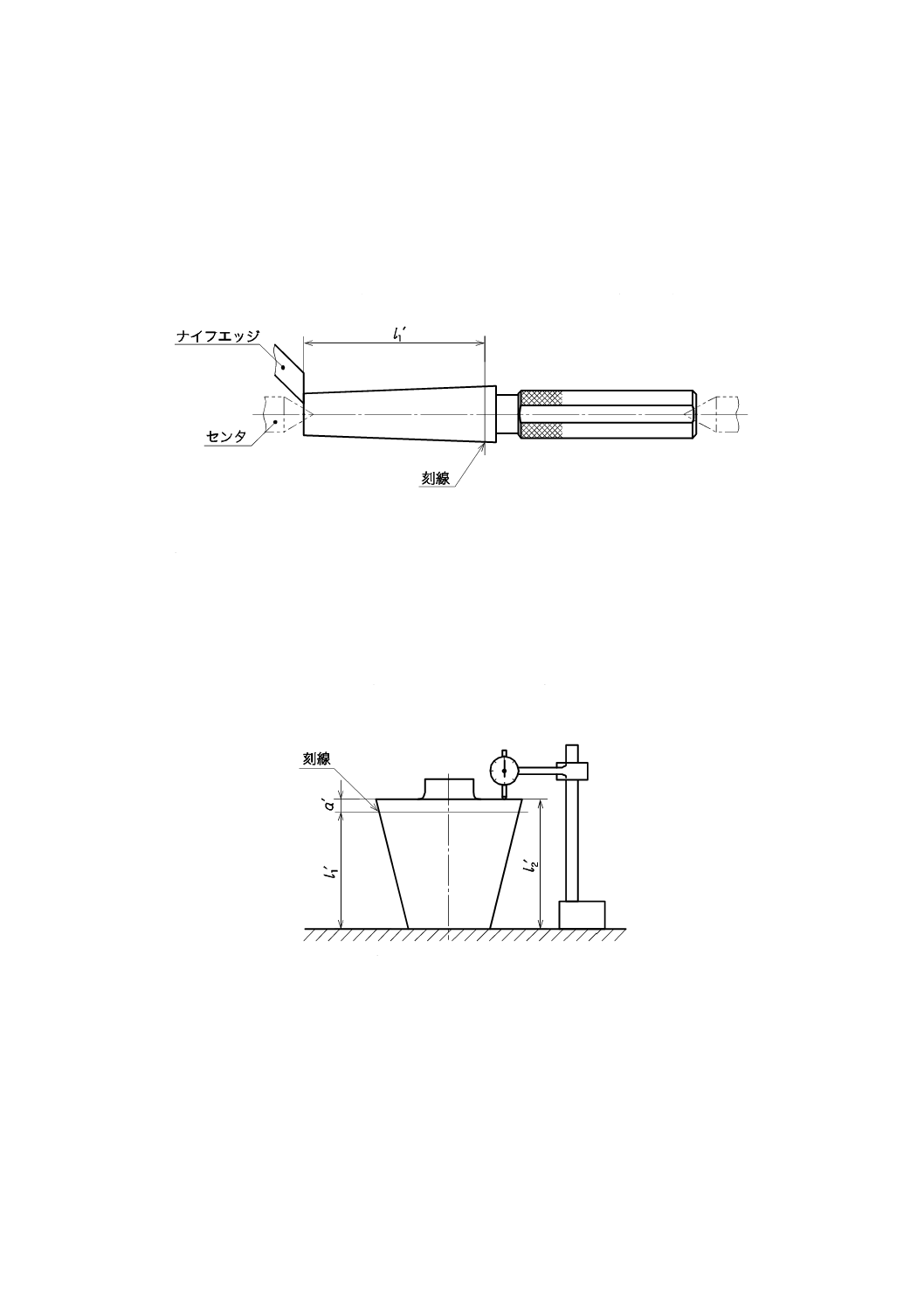
A.1.2 小端面から刻線までの距離l1,l3
図A.3に示すように,測定顕微鏡の両センタにテーパプラグゲージ又はタング付きテーパプラグゲージ
を取り付ける。
次に,ナイフエッジを小端面にすき間のないように接触させ,測定顕微鏡の基準線を合わせ,その位置
の目盛を読み取る。
測定顕微鏡の基準線を刻線の中央に合わせ,そのときの位置と小端面に合わせたときの目盛との差を求
め,これをl1に対する実際の距離l1′(タング付きテーパプラグゲージの場合は,l3′)とする。
図A.3−小端面から刻線までの距離l1,l3の測定方法
A.1.3 刻線から大端面までの距離a
図A.4に示すように,テーパプラグゲージ又はタング付きテーパプラグゲージを小端面が下となるよう
に測定台の上に立て,ブロックゲージ及び測微器1)で実円すい長さl2′(タング付きテーパプラグゲージの
場合は,小端面から大端面までの実際の距離l4′)を測定する。aに対する実際の距離a′はA.1.2で求めた
l1′(タング付きテーパプラグゲージの場合は,l3′)との差から求める。
注1)
測微器とは,指針測微器,ダイヤルゲージ,てこ式ダイヤルゲージ,電気マイクロメータ,て
こ式電気マイクロメータなどをいう。
図A.4−刻線から大端面までの距離aの測定方法
A.1.4 円すい部の形状の偏差の許容差
円すい部の形状の偏差の許容差は,次の方法で当たり検査を行う。
テーパプラグゲージ又はタング付きテーパプラグゲージの円すい面の円周上の3〜4か所に,幅5〜10
mmで全長にわたって,又は円すい面の全面にわたって,ブルーペーストを極めて薄く一様に塗る(厚さ
0.001 mm以下)。ブルーペーストの厚さの一様性は,通常白色紙の反射で見える程度とし,色で判別する。
テーパプラグゲージ又はタング付きテーパプラグゲージの小端面を上にして,握り部を万力に固定する。
検査に合格したテーパリングゲージ又はタング付きテーパリングゲージを静かにはめ合わせ,軸方向に
12
B 3301:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
やや強く押さえながら,通常30〜60゜の回転角度で1〜3往復し,静かに外す。このときの押す力は,ブ
ルーペーストを全面に塗らない場合に金属音がする程度とする。
当たりFは,テーパプラグゲージ又はタング付きテーパプラグゲージに塗ったブルーペーストの膜が取
り除かれた部分Lt(当たりの長さ)の円すいはめ合い長さLpに対する比率(%)で表し,次の式で求める。
この場合,はめ合いを行う前のブルーペーストの色よりも薄い部分は,取り除かれた部分に含めることと
する。
100
p
t×
L
L
F=
A.2 テーパリングゲージ及びタング付きテーパリングゲージの寸法の測定方法及び検査方法
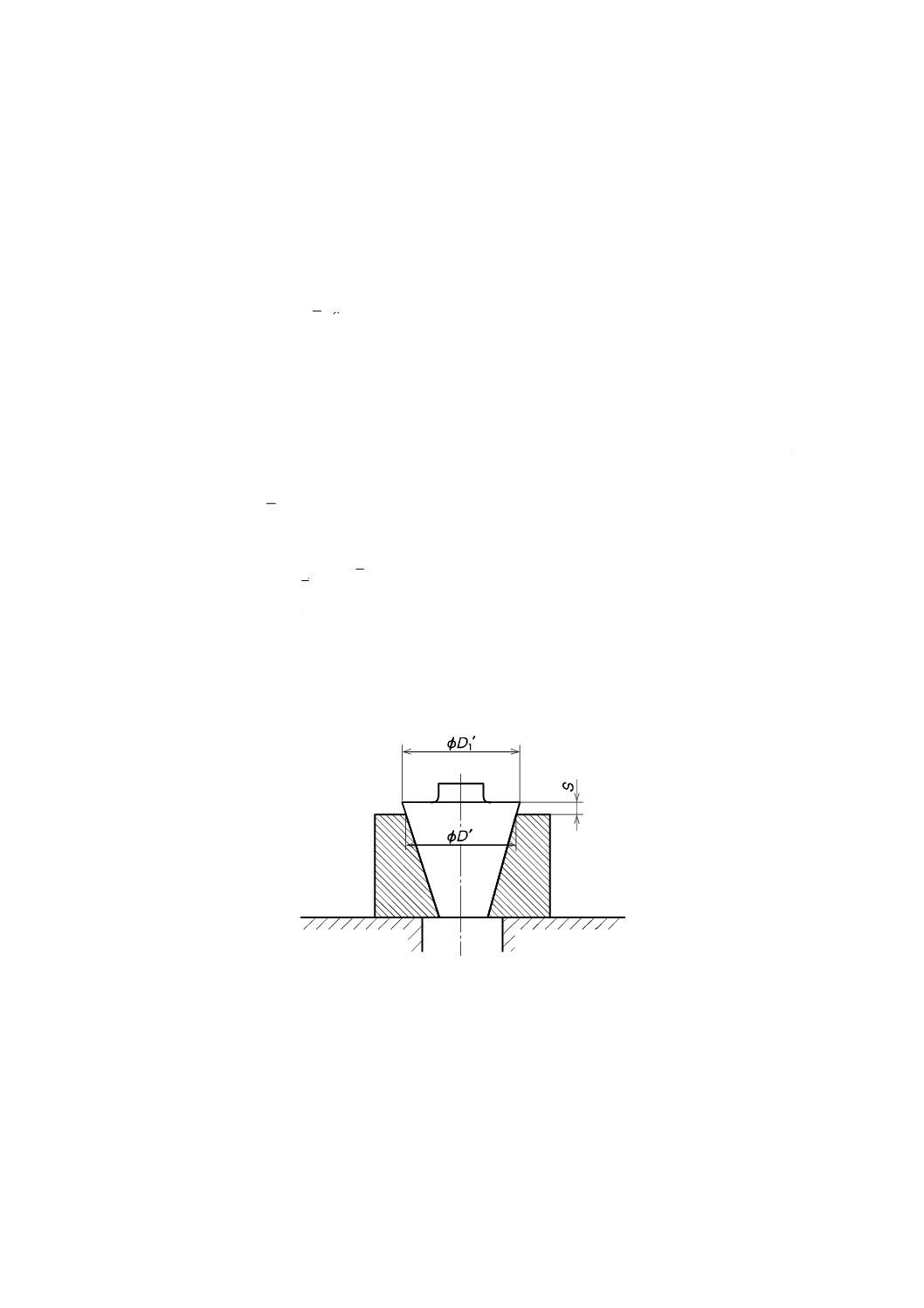
A.2.1 大端面における円すい直径D
図A.5に示すように,検査に合格したテーパプラグゲージとテーパリングゲージとをはめ合わせ,テー
パプラグゲージの大端面とテーパリングゲージの大端面との距離Sを,ブロックゲージ及び測微器1)を用
いて,円周方向3〜6か所を測定する。
Sの測定値の平均値をSとし,テーパリングゲージの大端面におけるDに対する円すい実直径D′を,次
の式から求める。
S
C
D
D
′
−
′
=
′
1
ここに, C′ : テーパプラグゲージの測定によって得られた実際のテーパ比
D1′ : テーパプラグゲージ大端面における円すい実直径
タング付きテーパリングゲージの場合は,検査に合格したタング付きテーパプラグゲージを用いて,同
様に測定する。
図A.5−大端面における円すい直径Dの測定方法
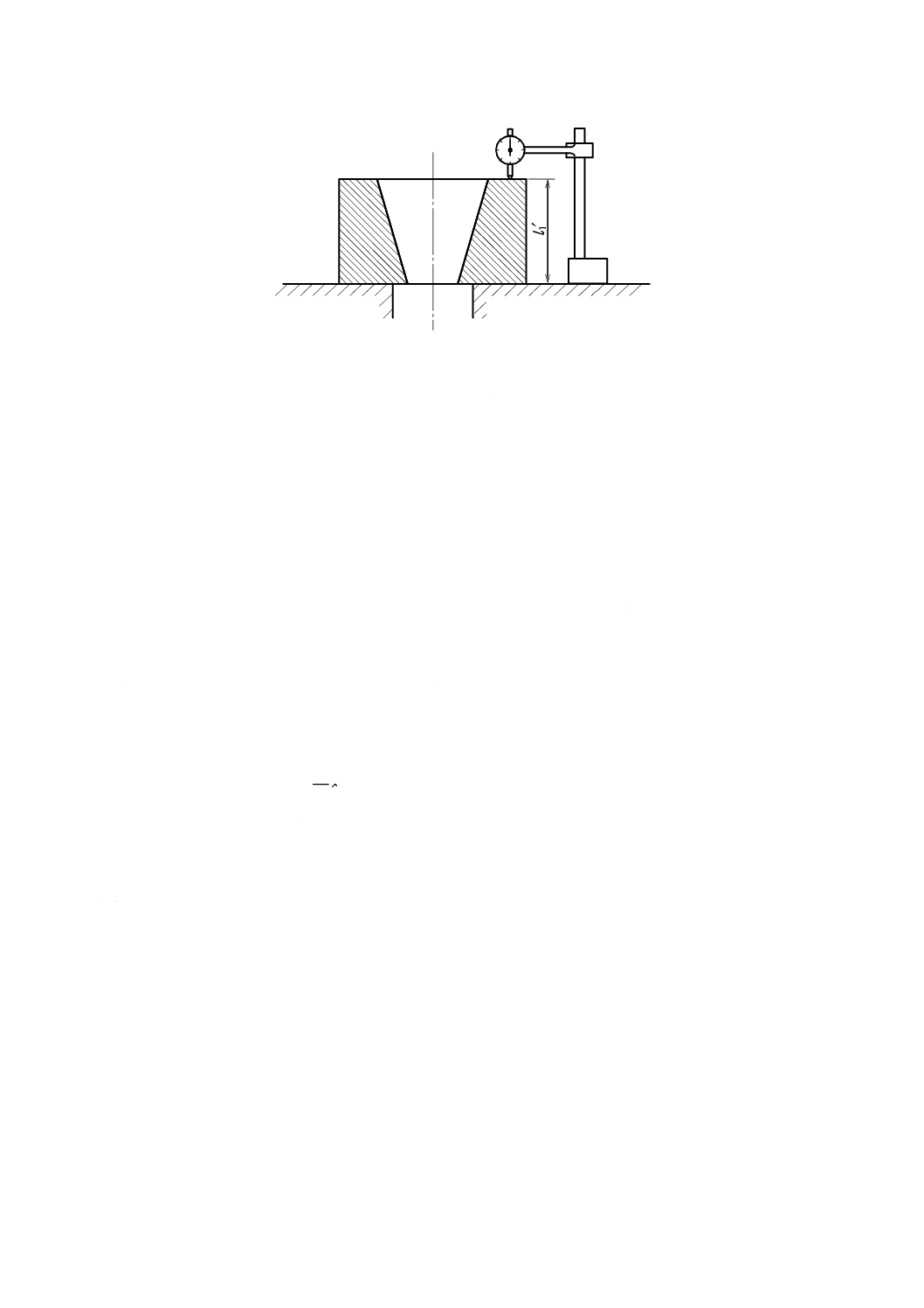
A.2.2 テーパリングゲージの全長l1及びタング付きテーパリングゲージの全長l3
図A.6に示すように,テーパリングゲージ又はタング付きテーパリングゲージを測定台の上に置き,ブ
ロックゲージ及び測微器1)でl1に対する実際の全長l1′(タング付きテーパリングゲージの場合は,l3′)を
測定する。
13
B 3301:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図A.6−テーパリングゲージの全長l1及びタング付きテーパリングゲージの全長l3の測定方法
A.2.3 円すい部の形状の偏差の許容差,テーパ比C及びテーパ角度の偏差∆(D−d)
円すい部の形状の偏差の許容差は,次の方法で当たり検査を行う。
検査に合格したテーパプラグゲージ又はタング付きテーパプラグゲージの円すい面の円周上の3〜4か
所に,幅5〜10 mmで全長にわたって,又は円すい面の全面にわたって,ブルーペーストを極めて薄く一
様に塗る(厚さ0.001 mm以下)。ブルーペーストの厚さの一様性は,通常白色紙の反射で見える程度とし,
色で判別する。
次に小端面を上にして,握り部を万力に固定する。
テーパリングゲージ又はタング付きテーパリングゲージを静かにはめ合わせ,軸方向にやや強く押さえ
ながら,通常30〜60゜の回転角度で1〜3往復し,静かに外す。このときの押す力は,ブルーペーストを
全面に塗らない場合に金属音がする程度とする。
当たりFは,テーパプラグゲージ又はタング付きテーパプラグゲージに塗ったブルーペーストの膜が取
り除かれた部分Lt(当たりの長さ)の円すいはめ合い長さLpに対する比率(%)で表し,次の式で求める。
この場合,はめ合いを行う前のブルーペーストの色よりも薄い部分は,取り除かれた部分に含めることと
する。
100
p
t×
L
L
F=
テーパ比C及びテーパ角度の偏差∆(D−d)は,当たり80 %以上を確保していれば,この規格に適合
しているものとする。
A.3 テーパゲージの硬さの測定方法
できるだけテーパゲージ面に近い部分の硬さを,JIS Z 2245に規定するロックウェル硬さ試験方法,又
はJIS Z 2244に規定するビッカース硬さ試験方法によって測定する。
A.4 テーパゲージ面の表面粗さの測定方法
テーパゲージ面の表面粗さは,JIS B 0659-1の附属書1に示す比較用表面粗さ標準片との目視による比
較観察によることで測定に代える。
14
B 3301:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
参考文献
JIS B 0614 円すい公差方式
BS 1660 : Part 11:1991 Machine tapers Specification for gauges
DIN 229 Teil 1:1982 Morsekegellehren Kegellehrdorne
DIN 229 Teil 2:1982 Morsekegellehren Kegellehrhülsen
DIN 230 Teil 1:1982 Morsekegellehren Kegellehrdorne für Kegelhülsen mit Austreibschlitz
DIN 230 Teil 2:1982 Morsekegellehren Kegellehrhülsen für Kegelschäfte mit Austreiblappen
DIN 234 Teil 1:1982 Metrische Kegellehren Kegellehrdorne
DIN 234 Teil 2:1982 Metrische Kegellehren Kegellehrhülsen
DIN 235 Teil 1:1982 Metrische Kegellehren Kegellehrdorne für Kegelhülsen mit Austreibschlitz
DIN 235 Teil 2:1982 Metrische Kegellehren Kegellehrhülsen für Kegelschäfte mit Austreiblappen