B 2809:2018
(1)
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 1
4 種類······························································································································· 2
5 性能······························································································································· 2
5.1 保持性能 ······················································································································ 2
5.2 めっき性能 ··················································································································· 2
6 構造,形状及び寸法 ·········································································································· 2
6.1 構造 ···························································································································· 2
6.2 形状 ···························································································································· 2
6.3 寸法 ···························································································································· 4
7 外観······························································································································· 5
8 材料······························································································································· 5
9 製造方法························································································································· 5
9.1 グリップ本体 ················································································································ 5
9.2 表面処理 ······················································································································ 5
10 試験 ····························································································································· 5
10.1 引張試験 ····················································································································· 5
10.2 めっき試験 ·················································································································· 6
11 検査 ····························································································································· 6
11.1 検査の種類 ·················································································································· 6
11.2 形式検査 ····················································································································· 7
11.3 受渡検査 ····················································································································· 7
12 表示 ····························································································································· 7
13 製品の呼び方 ················································································································· 7
14 使用基準及び点検基準 ····································································································· 7
附属書A(参考)鋳造製ワイヤグリップ(MR形) ····································································· 8
附属書B(参考)鋳造製ワイヤグリップ(MS形) ···································································· 11
附属書C(参考)ワイヤグリップの使用基準の例 ······································································ 14
附属書D(参考)ワイヤグリップの点検基準の例 ······································································ 16
B 2809:2018
(2)
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,一般社団法人日本
産業機械工業会(JSIM)及び一般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規
格を改正すべきとの申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規
格である。
これによって,JIS B 2809:2009は改正され,この規格に置き換えられた。
なお,平成31年3月19日までの間は,工業標準化法第19条第1項等の関係条項の規定に基づくJISマ
ーク表示認証において,JIS B 2809:2009によることができる。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
日本工業規格 JIS
B 2809:2018
ワイヤグリップ
U-bolt wire rope grips
序文
この規格は,1966年に制定され,その後4回の改正を経て今日に至っている。前回の改正は2009年に
行われたが,その後の技術的進歩に対応するために改正した。
なお,対応国際規格は現時点で制定されていない。
1
適用範囲
この規格は,ワイヤロープの締付けに用いる鍛造製ワイヤグリップ(以下,グリップという。)について
規定する。
注記 鋳造製ワイヤグリップは適用範囲外であるが,参考として附属書A及び附属書Bに示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS B 0148 巻上機−用語
JIS B 0209-1 一般用メートルねじ−公差−第1部:原則及び基礎データ
JIS B 0415 鋼の熱間型鍛造品公差(ハンマ及びプレス加工)
JIS B 1051 炭素鋼及び合金鋼製締結用部品の機械的性質−強度区分を規定したボルト,小ねじ及び
植込みボルト−並目ねじ及び細目ねじ
JIS B 1052-2 炭素鋼及び合金鋼製締結用部品の機械的性質−第2部:強度区分を規定したナット−並
目ねじ及び細目ねじ
JIS B 1181 六角ナット
JIS B 1256 平座金
JIS G 3101 一般構造用圧延鋼材
JIS G 3525 ワイヤロープ
JIS H 0401 溶融亜鉛めっき試験方法
JIS H 8641 溶融亜鉛めっき
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS B 0148による。
2
B 2809:2018
4
種類
グリップの種類は,ワイヤロープの公称径によって表1のとおり区分する。
種類を表す記号は,製造方法が鍛造であることを示す記号F及び表1で区分するロープの公称径に対応
する数字によって示す。
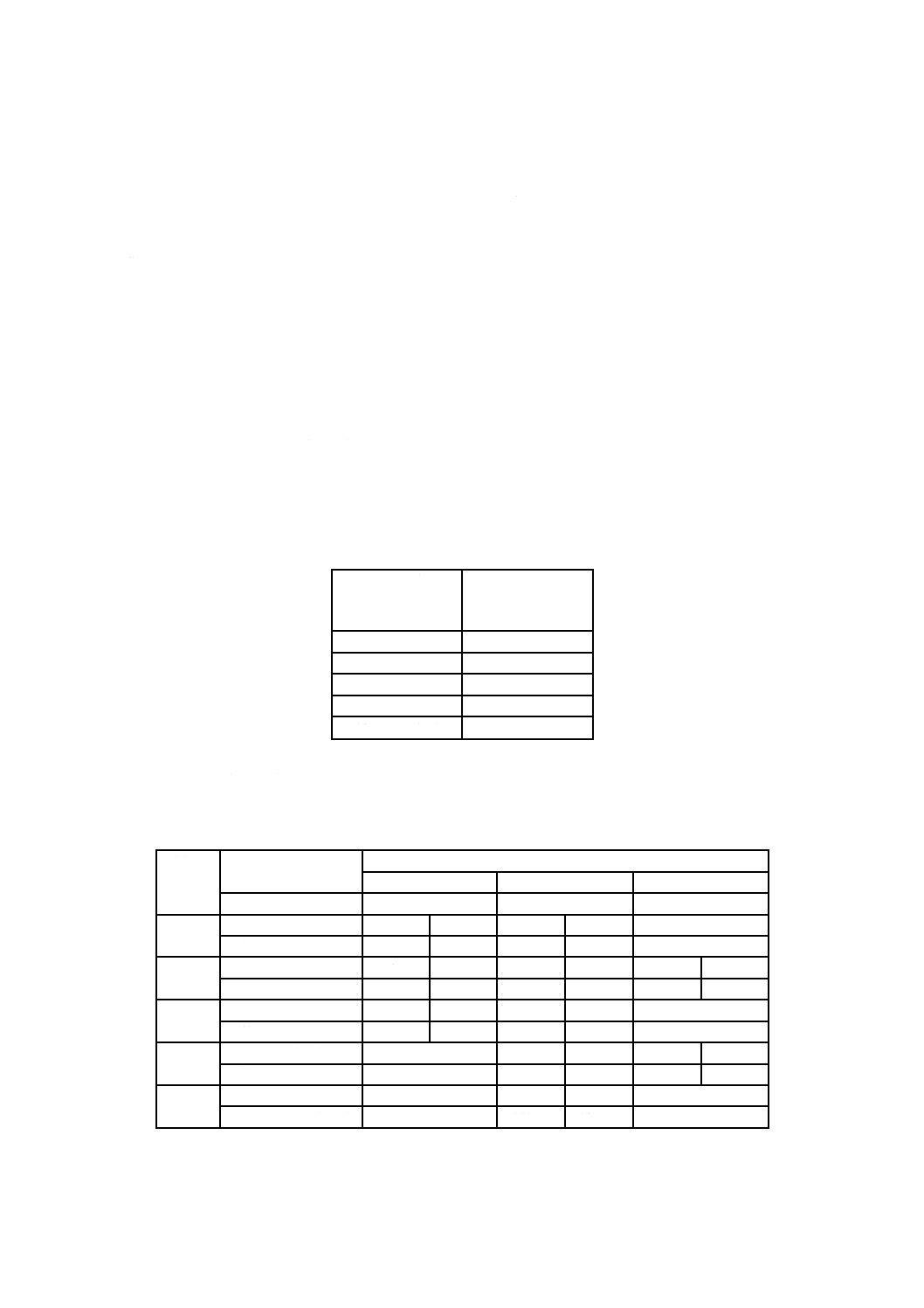
表1−種類
ロープの公称径
(mm)
6
6.3
8
9
10
11.2
12
12.5
14
16
18
種類の記号
F6
F8
F10
F12
F14
F16
F18
ロープの公称径
(mm)
20
22
22.4
24
25
26
28
30
31.5
32
種類の記号
F20-22
F24-25
F26-28
F30-32
ロープの公称径
(mm)
33.5
35.5
36
37.5
40
42.5
45
47.5
48
50
種類の記号
F33-38
F40-45
F47-50
5
性能
5.1
保持性能
保持性能は,10.1の試験を行ったとき,次の各項目に適合しなければならない。
a) 保持力で3分間保ったとき,2本のワイヤロープ間の滑り量は3 mm以下でなければならない。
b) 保持力を取り除いてグリップを取り外したとき,ワイヤロープの素線の切断及びグリップのねじ部そ
の他の各部に割れ及び損傷があってはならない。
5.2
めっき性能
めっき性能は,10.2の試験を行ったとき,JIS H 8641の表2(付着量及び硫酸銅試験回数)に規定する
硫酸銅試験回数を繰り返しても終止点に達してはならない。
6
構造,形状及び寸法
6.1
構造
グリップは,本体,Uボルト及び六角ナットで構成する。
六角ナットは,JIS B 1181の附属書JAに規定する1種の六角ナット又はJIS B 1181に規定する六角ナ
ット−Cとする。1種の六角ナットを使用する場合は,面取りをしていない側が本体に接触するようにね
じ込まなければならない。六角ナット−Cを使用する場合は,JIS B 1256に規定する平座金の小形又は並
形を併用しなければならない。
6.2
形状
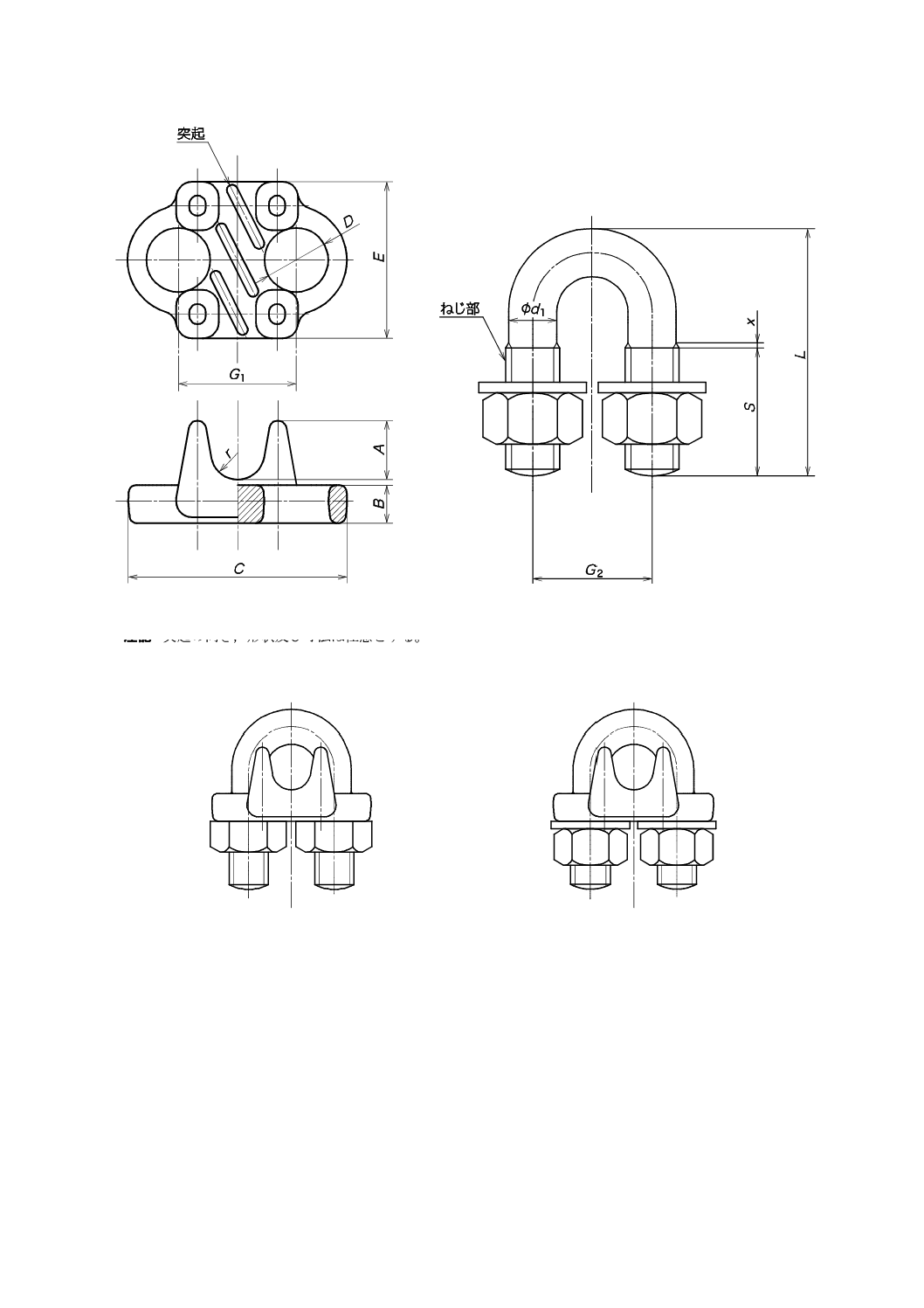
グリップの形状は,図1及び図2による。
3
B 2809:2018
a) 本体
b) Uボルト,六角ナット,座金
注記 突起の向き,形状及び寸法は任意とする。
図1−グリップの形状
a) 1種の六角ナットを使用した場合
b) 六角ナット−Cを使用した場合
図2−グリップの組立図
4
B 2809:2018
6.3
寸法
グリップの寸法は,表2による。Uボルト及び六角ナットのねじの寸法許容差は,JIS B 0209-1を適用
し,Uボルトは8g,六角ナットは7Hとする。
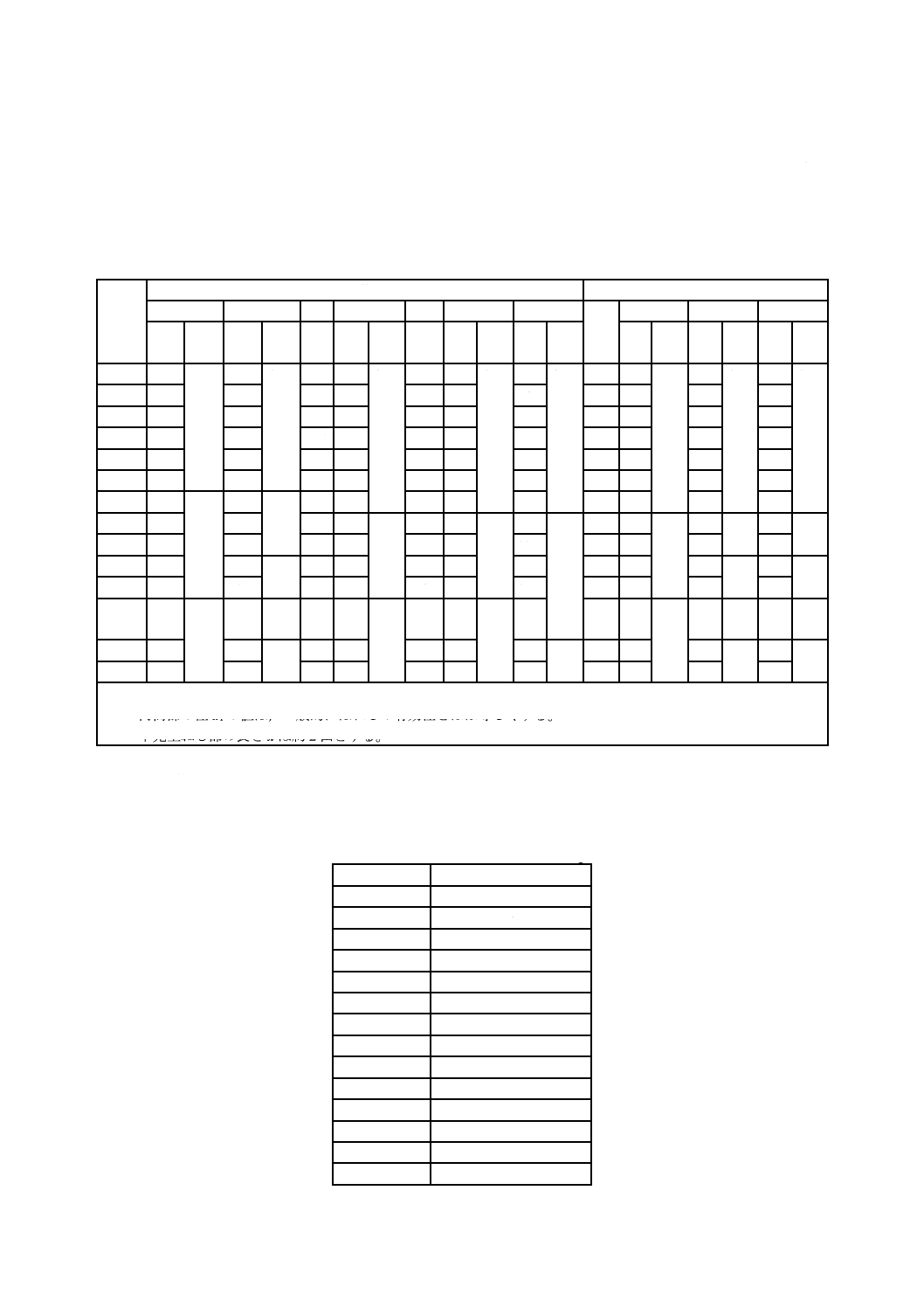
表2−寸法
単位 mm
種類の
記号
本体a)
Uボルトb), c)
A
B
C
D
E
G1
r
ねじ
の呼
び
G2
L
S
基準
寸法
許容
差
基準
寸法
許容
差
基準
寸法
基準
寸法
許容
差
基準
寸法
基準
寸法
許容
差
基準
寸法
許容
差
基準
寸法
許容
差
基準
寸法
許容
差
基準
寸法
許容
差
F6
10 +0.5
−1.5
6 +1.0
−0.3
30
7
±0.5 24.5 14 ±0.5 3.5 ±0.5 M6
14 ±1.0 35 ±1.5 20 ±1.5
F8
12
6
36 10
31
18
4.5
M8
18
40
20
F10
15
7
45 12
35
22
5.5
M10 22
50
28
F12
18
8
51 14.5
39
26
6.5
M12 26
60
35
F14
21
9
53 14.5
45
28
7.5
M12 28
65
40
F16
24
10
60 16.5
48
32
8.5
M14 32
75
45
F18
25 +0.5
−2.5
11 +1.5
−0.3
62 16.5
53
34
9.5
M14 34
80
50
F20-22
31
12
78 21.5 ±0.8 62
44 ±1.0 12
±1.0 M18 44 ±1.5 100 ±2.0 60 ±2.0
F24-25
34
13
86 23.5
68
48
13.5
M20 48
110
65
F26-28
39
14 +1.5
−0.4
94 25.5
75
54
15
M22 54
120 ±2.5 70 ±2.5
F30-32
42
15
98 25.5
79
58
17
M22 58
130
75
F33-38
49 +1.0
−3.0
16 +2.0
−0.4
120 31.5 ±1.0 93
70 ±1.5 20
M27 70 ±2.0 150 ±3.0 85 ±3.0
F40-45
53
19 +2.0
−0.5
136 34.5
100
80
24.5 ±2.0 M30 80
175 ±3.5 95 ±3.5
F47-50
60
21
150 37.5
115
89
27
M33 89
195
100
注a) 寸法C及びEの許容差は,JIS B 0415に規定する並級による。
b) 円筒部の径d1の値は,一般的にはねじの有効径とほぼ等しくする。
c) 不完全ねじ部の長さxは約2山とする。
本体の計算上の質量を,表3に示す。
表3−本体の計算質量
単位 g
種類の記号
計算質量
F6
45 〜
55
F8
75 〜
85
F10
140 〜 150
F12
210 〜 230
F14
250 〜 270
F16
370 〜 400
F18
430 〜 460
F20-22
700 〜 810
F24-25
1 000 〜 1 100
F26-28
1 400 〜 1 500
F30-32
1 500 〜 1 700
F33-38
2 600 〜 2 900
F40-45
3 900 〜 4 400
F47-50
5 400 〜 6 100
5
B 2809:2018
7
外観
グリップの本体,Uボルト及び六角ナットの表面は滑らかで,使用上有害な割れ,きず,かえり,形ず
れなどの欠点があってはならない。表面処理を施したものについては,膨れ,きず,素地露出などの欠点
があってはならない。
8
材料
材料は,次による。
a) グリップの本体の機械的性質は,JIS G 3101に規定するSS400又はこれと同等以上にする。
b) Uボルトの機械的性質は,JIS B 1051に規定する強度区分4.6以上6.8以下とする。
c) 六角ナットの機械的性質は,JIS B 1181の附属書JBに規定する強度区分4T,5T若しくは6T,又は
JIS B 1052-2に規定する強度区分5若しくは6とする。
d) Uボルトと六角ナットとの組合せは,表4のとおりとする。
表4−Uボルトと六角ナットとの組合せ
Uボルトの強度区分
4.6
4.8
5.8
6.8
六角ナットの強度区分
4T,5T,5
4T,5T,5
5T,5
6T,6
9
製造方法
9.1
グリップ本体
グリップの本体は,鍛造によって成形する。
9.2
表面処理
表面処理は,次による。
a) めっきを施す場合は,JIS H 8641に規定する溶融亜鉛めっきの1種Aとする。
b) 溶融亜鉛めっきを施した場合のねじの寸法許容差は受渡当事者間の協定による。このとき,Uボルト
及び六角ナットのねじ部は,無理なくねじ込めるものでなければならない。
c) 溶融亜鉛めっき以外の表面処理については受渡当事者間の協定による。
10 試験
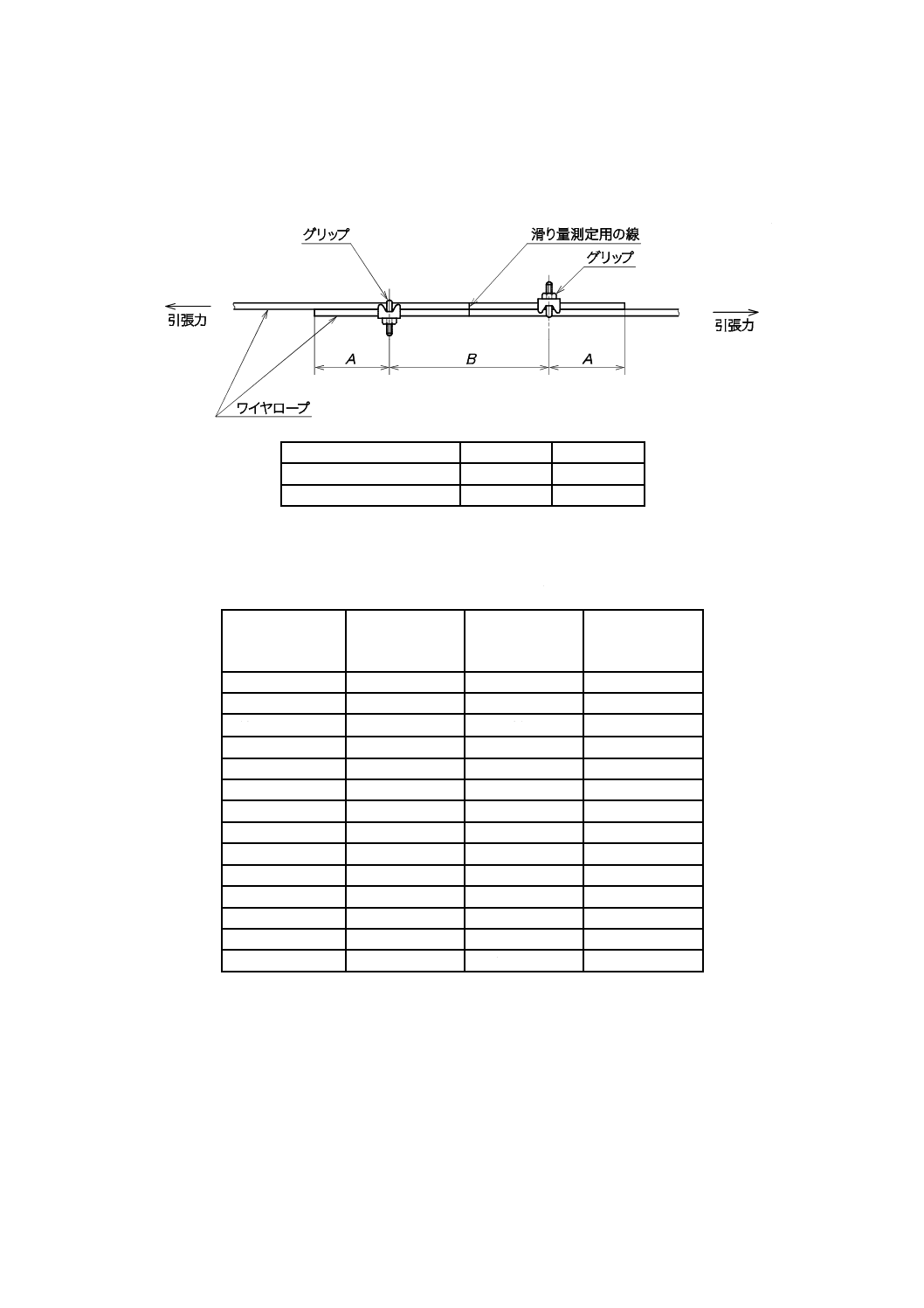
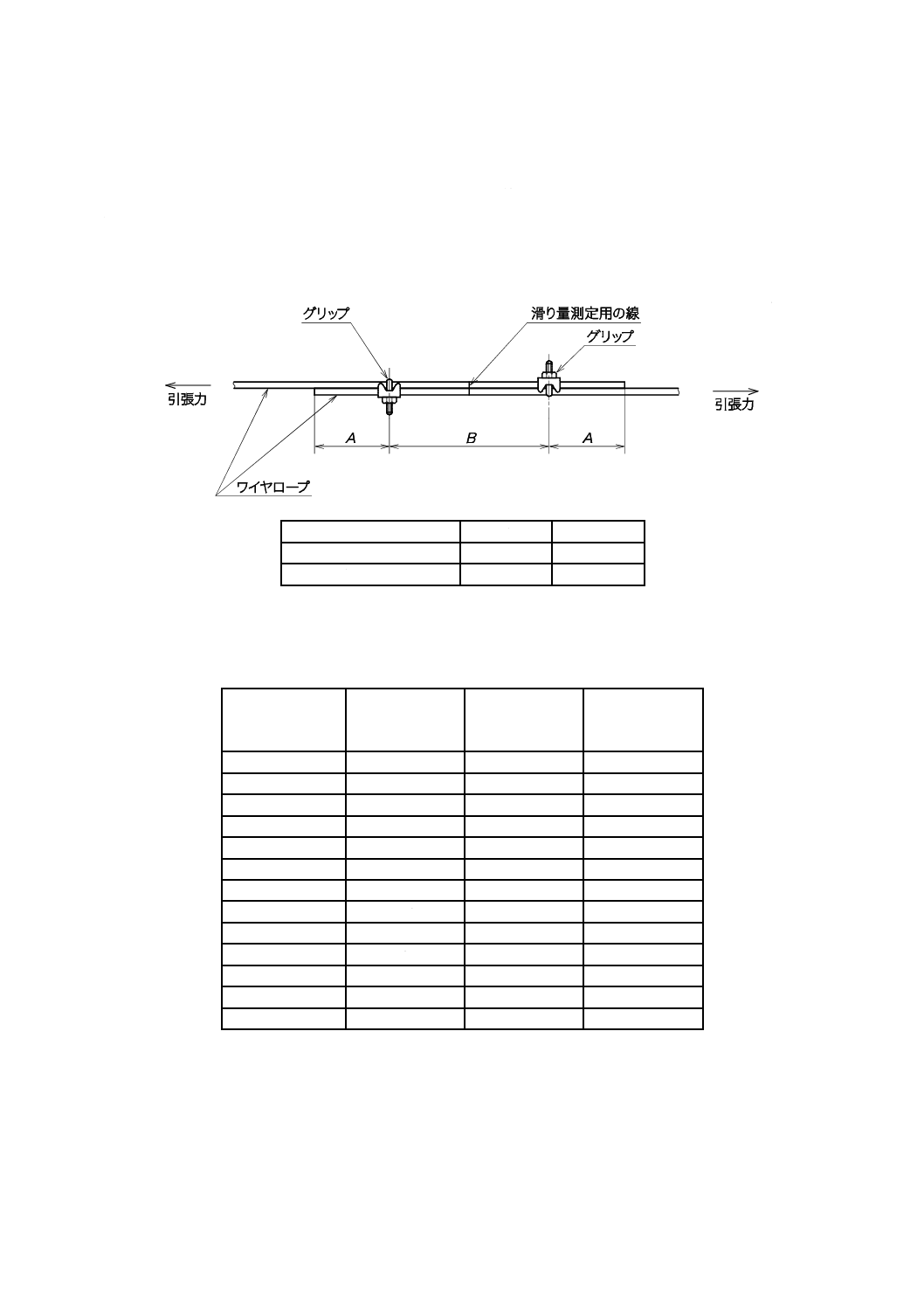
10.1 引張試験
引張試験は,次による。
a) 引張試験に使用するワイヤロープはJIS G 3525に規定する6×24又は6×37,普通Zよりとし,グリ
ップの表面処理がない場合は裸ロープ,グリップの表面処理が溶融亜鉛めっきの場合はめっきロープ
を組み合わせる。
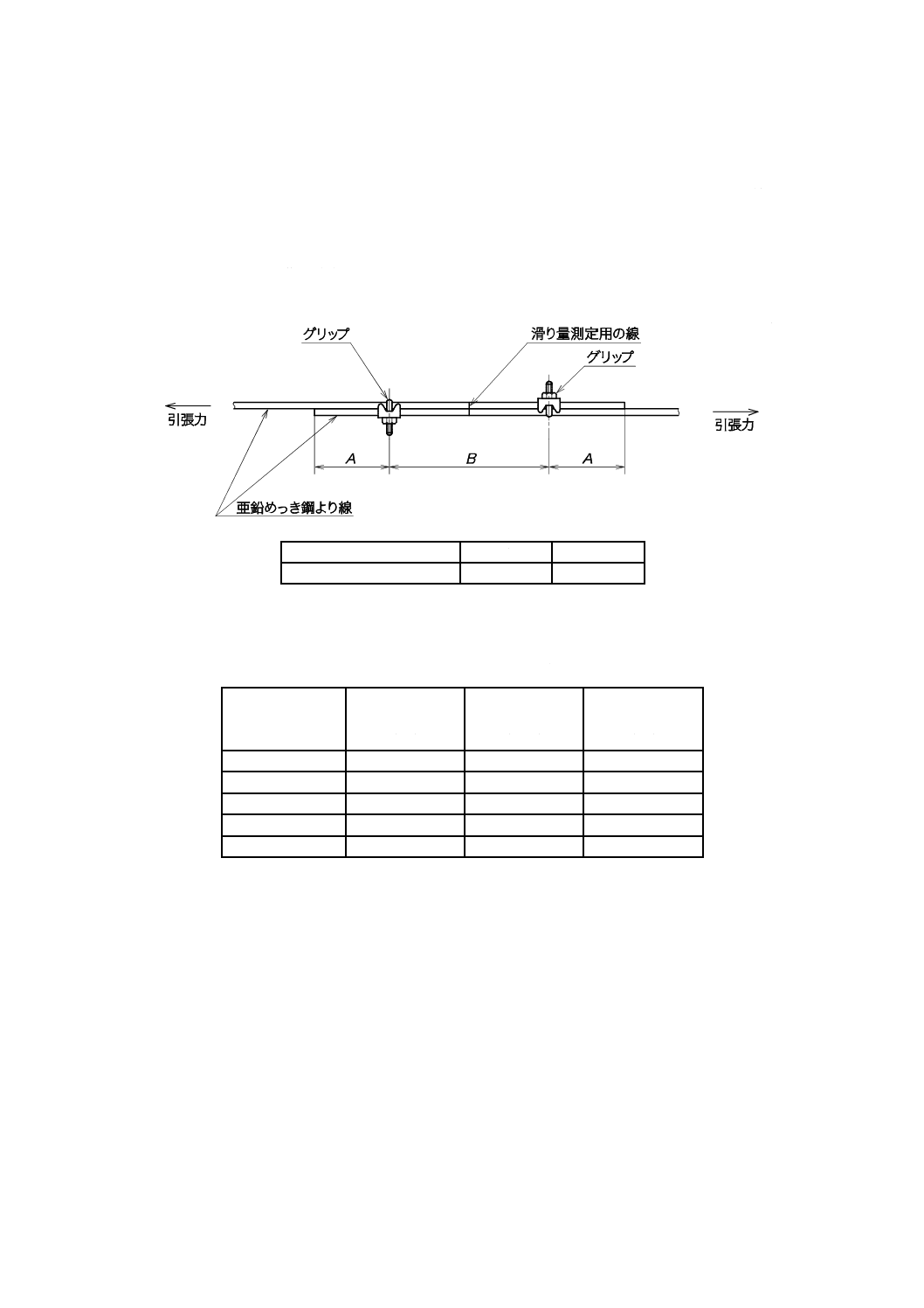
b) 試験するグリップに対して適用可能な径のワイヤロープのうち一つを選び,そのワイヤロープにグリ
ップ2個を図3のように取り付け,2本のワイヤロープに直接又はテープなどを貼ることで2本のワ
イヤロープに共通した線を図3に示すB部の中央の位置に書く。
c) 表5に示す締付トルクで締め付けた後,ワイヤロープの両端に引張力を徐々に加え,表5に示す引張
力に達したとき,表5に示す締付トルクで再締付けを行う。
d) さらに,引張力を徐々に増加して,表5に示す保持力で3分間保った後,2本のワイヤロープ間の滑
り量を測定する。滑り量は,b)において書いた共通の線が引張力によって隔たった距離から求める。
6
B 2809:2018
e) 次に保持力を取り除いてグリップを取り外し,ワイヤロープの素線の切断の有無及びグリップのねじ
部その他各部の割れ及び損傷の有無を調べる。
単位 mm
種類の記号
A
B
F6からF14まで
70
150
F16からF47-50まで
100
200
図3−引張試験
表5−引張力,締付トルク及び保持力
種類の記号
再締付けを行う
ときの引張力
(kN)
締付トルク及び
再締付トルク
(N・m)
保持力
(kN)
F6
2.9
9.8
4.9
F8
6
17
8.5
F10
9
30
14
F12
12.5
45
20
F14
18
67
28
F16
23
106
36
F18
30
106
43
F20-22
45
250
60
F24-25
53
335
63
F26-28
71
425
85
F30-32
95
425
106
F33-38
132
630
150
F40-45
180
850
200
F47-50
224
1 250
250
10.2 めっき試験
溶融亜鉛めっきの均一性試験方法は,JIS H 0401による。
なお,この試験では,製品をそのまま試験片とする。
11 検査
11.1 検査の種類
検査の種類は,形式検査及び受渡検査の2種類とする。
7
B 2809:2018
なお,検査のための抜取り方式は,受渡当事者間の協定による。
11.2 形式検査
形式検査は,次の項目について箇条10の試験を行い,箇条5〜箇条9の規定に適合しなければならない。
なお,形式検査は,新規の設計によるもの並びに構造,形状,材料及び製造方法の変更によって新規設
計とみなされるものについて行う。
a) 保持性能(5.1及び10.1参照)
b) めっき性能(5.2及び10.2参照)
c) 構造,形状及び寸法(箇条6)
d) 外観(箇条7)
e) 材料(箇条8)
f)
製造方法(箇条9)
11.3 受渡検査
受渡検査は,次の項目について検査を行い,各規定に適合しなければならない。
なお,受渡検査は既に形式検査で性能が確認されたものについて,製品の受渡しをする場合に行う。
a) 外観(箇条7)
b) 表示(箇条12)
12 表示
グリップの本体の見やすい箇所に,次の事項を表示する。ただし,グリップの本体への表示が困難な場
合は,省略してもよい。
a) 種類の記号
b) 製造業者名又はその略号1)
c) 製造ロット番号又はその略号
注1) 製造業者名の略号は,できるだけ登録商標とするのがよい。
13 製品の呼び方
グリップの呼び方は,規格番号又は規格の名称,種類の記号,材料及び表面処理2)による。
なお,材料は省略してもよいが,材料が指定されたときは必ず記す。
注2) 表面処理は,必要に応じて両括弧を付けて記す。
例1 JIS B 2809 F8
例2 ワイヤグリップ F18 SS400 (溶融亜鉛めっき)
規格番号又は
種類の (材料)
(表面処理)
規格の名称
記号
14 使用基準及び点検基準
使用者は,実際に使用する条件においてグリップが十分な保持性能を発揮するために必要な取付個数,
取付間隔及び締付トルクについて製造業者に確認することが望ましい。
グリップの使用基準及び点検基準の例を,附属書C及び附属書Dに示す。
8
B 2809:2018
附属書A
(参考)
鋳造製ワイヤグリップ(MR形)
JIS G 3525に規定するワイヤロープの締付けに用いる鋳造製ワイヤグリップについて,広く使用されて
いることから,その種類,保持性能,寸法,材料,グリップ本体の製造方法及び引張試験について,参考
として記載する。
なお,めっき性能,構造,形状,外観,表面処理,めっき試験,検査,表示及び製品の呼び方について
は,鍛造製ワイヤグリップと同じである。
A.1 種類
グリップの種類は,ワイヤロープの公称径によって表A.1のとおり区分する。
種類を表す記号は,製造方法が鋳造であることを示す記号M,ワイヤロープ用であることを示す記号R
及び表A.1で区分するロープの公称径に対応する数字によって示す。
表A.1−種類
ロープの公称径
(mm)
6.3
8
9
10
11.2
12
12.5
14
16
18
種類の記号
MR8
MR10
MR12
MR14
MR16
MR18
ロープの公称径
(mm)
20
22
22.4
24
25
26
28
30
31.5
32
種類の記号
MR20-22
MR24-25
MR26-28
MR30-32
ロープの公称径
(mm)
33.5
35.5
36
37.5
40
42.5
45
47.5
48
50
種類の記号
MR33-38
MR40-45
MR47-50
A.2 保持性能
保持性能は,A.6の試験を行ったとき,次の各項目に適合しなければならない。
a) 保持力で3分間保ったとき,2本のワイヤロープ間の滑り量は3 mm以下でなければならない。
b) 保持力を取り除いてグリップを取り外したとき,ワイヤロープの素線の切断及びグリップのねじ部そ
の他の各部に割れ及び破損があってはならない。
A.3 寸法
グリップの寸法は,表A.2による。Uボルト及び六角ナットのねじの寸法許容差は,JIS B 0209-1を適
用し,Uボルトは8g,六角ナットは7Hとする。
9
B 2809:2018
表A.2−寸法
単位 mm
種類の
記号
本体a)
Uボルトb), c)
A
B
C
D
E
G1
r
ねじ
の呼
び
G2
L
S
基準
寸法
許容
差
基準
寸法
許容
差
基準
寸法
基準
寸法
許容
差
基準
寸法
基準
寸法
許容
差
基準
寸法
許容
差
基準
寸法
許容
差
基準
寸法
許容
差
基準
寸法
許容
差
MR8
13 ±1.0 6 ±1.0 36 10 ±0.5 23
18 ±0.5 4.5 ±0.5 M8
18 ±1.0 40 ±1.5 20 ±1.5
MR10
16
7
45 12
26
22
5.5
M10 22
50
28
MR12
19
8
51 14.5
30
26
6.5
M12 26
60
35
MR14
22 ±2.0 9
53 14.5
30
28
7.5
M12 28
65
40
MR16
25
10
60 16.5
34
32
8.5
M14 32
75
45
MR18
28
11 ±1.5 62 16.5
34
34
9.5
M14 34
80
50
MR20-22
36
12
78 21.5 ±0.8 43
44 ±1.0 12 ±1.0 M18 44 ±1.5 100 ±2.0 60 ±2.0
MR24-25
40
13
86 23.5
46
48
13.5
M20 48
110
65
MR26-28
45
14
94 25.5
51
54
15
M22 54
120 ±2.5 70 ±2.5
MR30-32
51
15
98 25.5
53
58
17
M22 58
130
75
MR33-38
60
16
120 31.5 ±1.0 62
70 ±1.5 20
M27 70 ±2.0 150 ±3.0 85 ±3.0
MR40-45
72
19
136 34.5
70
80
24.5 ±2.0 M30 80
175 ±3.5 95 ±3.5
MR47-50
81
21
150 37.5
78
89
27
M33 89
195
100
注a) 寸法C及びEの許容差は,JIS G 5705に規定する並級による。
b) ねじのない部分の径d1の値は,一般にねじの有効径とほぼ等しくする。
c) 不完全ねじ部の長さxは約2山とする。
A.4 材料
材料は,次による。
a) グリップの本体の機械的性質は,JIS G 5502に規定するFCD350-22,JIS G 5705に規定するFCMB31-08
又はこれらと同等以上のものとする。
b) Uボルトの機械的性質は,JIS B 1051に規定する強度区分4.6以上6.8以下とする。
c) 六角ナットの機械的性質は,JIS B 1181の附属書JBに規定する強度区分4T,5T若しくは6T,又は
JIS B 1052-2に規定する強度区分5若しくは6とする。
A.5 グリップ本体の製造方法
グリップの本体は,鋳造によって成形する。
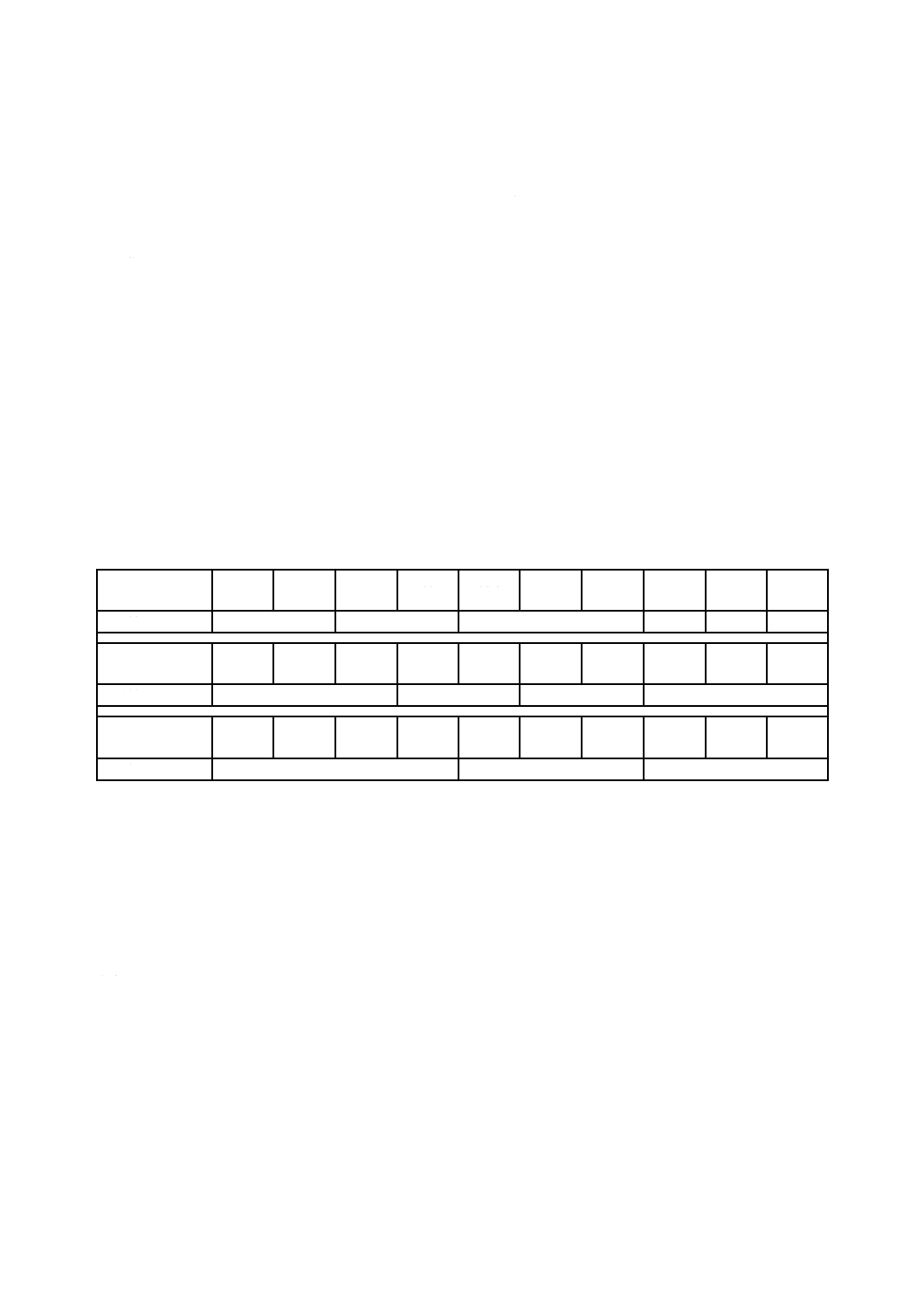
A.6 引張試験
引張試験は,次による。
a) 引張試験に使用するワイヤロープはJIS G 3525に規定する6×24,普通Zよりとし,グリップの表面
処理がない場合は裸ロープ,グリップの表面処理が溶融亜鉛めっきの場合はめっきロープを組み合わ
せる。
b) グリップ2個を,そのグリップが用いられる径のワイヤロープに図A.1のように取り付け,2本のワ
イヤロープに直接又はテープなどを貼ることで2本のワイヤロープに共通した線を図A.1に示すB部
の中央の位置に書く。
c) 表A.3に示す締付トルクで締め付けた後,ワイヤロープの両端に引張力を徐々に加え,表A.3に示す
10
B 2809:2018
引張力に達したとき,表A.3に示す締付トルクで再締付けを行う。
d) さらに,引張力を徐々に増加して,表A.3に示す保持力で3分間保った後,2本のワイヤロープ間の
滑り量を測定する。滑り量は,b)において書いた共通の線が引張力によって隔たった距離から求める。
e) 次に保持力を取り除いてグリップを取り外し,ワイヤロープの素線の切断の有無及びグリップのねじ
部その他各部の割れ及び損傷の有無を調べる。
単位 mm
種類の記号
A
B
MR8からMR14まで
70
150
MR16からMR47-50まで
100
200
図A.1−引張試験
表A.3−引張力,締付トルク及び保持力
種類の記号
再締付けを行う
ときの引張力
(kN)
締付トルク及び
再締付トルク
(N・m)
保持力
(kN)
MR8
6
17
8.5
MR10
9
30
14
MR12
12.5
45
20
MR14
18
67
28
MR16
23
106
36
MR18
30
106
43
MR20-22
45
250
60
MR24-25
53
335
63
MR26-28
71
425
85
MR30-32
95
425
106
MR33-38
132
630
150
MR40-45
180
850
200
MR47-50
224
1 250
250
11
B 2809:2018
附属書B
(参考)
鋳造製ワイヤグリップ(MS形)
JIS G 3537に規定する亜鉛めっき鋼より線(以下,鋼より線という。)の締付けに用いる鋳造製ワイヤグ
リップについて,広く使用されていることから,その種類,保持性能,寸法,材料,グリップ本体の製造
方法及び引張試験について,参考として記載する。
なお,めっき性能,構造,形状,外観,表面処理,めっき試験,検査,表示及び製品の呼び方について
は,鍛造製ワイヤグリップと同じである。
B.1
種類
グリップの種類は,鋼より線の計算外径によって表B.1のとおり区分する。
種類を表す記号は,製造方法が鋳造であることを示す記号M,鋼より線用であることを示す記号S及び
表B.1で区分する鋼より線計算外径に対応する数字によって示す。
表B.1−種類
鋼より線
計算外径
(mm)
種類の記号
6.0 〜
6.9
MS7
7.5 〜
9.0
MS9
9.3 〜 10.8
MS11
11.4 〜 13.0
MS13
13.5 〜 15.0
MS15
適合する鋼より線の素線構成及び断面積を表B.2に示す。
表B.2−鋼より線の素線構成及び断面積
種類の
記号
鋼より線の
素線構成
鋼より線の号別
1号
2号
3号
素線数 (本)
3
7
19
MS7
素線径 (mm)
2.9
3.2
2.0
2.3
−
計算断面積 (mm2)
19.8
24.1
22.0
29.1
−
MS9
素線径 (mm)
3.5
4.0
2.6
2.9
1.6
1.8
計算断面積 (mm2)
28.9
37.7
37.2
46.2
38.2
48.3
MS11
素線径 (mm)
4.3
4.5
3.2
3.5
2.0
計算断面積 (mm2)
43.6
47.7
56.3
67.3
59.7
MS13
素線径 (mm)
−
3.8
4.3
2.3
2.6
計算断面積 (mm2)
−
79.3
102
78.9
102
MS15
素線径 (mm)
−
4.5
5.0
2.9
計算断面積 (mm2)
−
111
137
125
12
B 2809:2018
B.2
保持性能
保持性能は,B.6の試験を行ったとき,次の各項目に適合しなければならない。
a) 保持力で3分間保ったとき,2本の鋼より線間の滑り量は3 mm以下でなければならない。
b) 保持力を取り除いてグリップを取り外したとき,鋼より線の素線の切断及びグリップのねじ部その他
の各部に割れ及び破損があってはならない。
B.3
寸法
グリップの寸法は,表B.3による。Uボルト及び六角ナットのねじの寸法許容差は,JIS B 0209-1を適
用し,Uボルトは8g,六角ナットは7Hとする。
表B.3−寸法
単位 mm
種類の
記号
本体a)
Uボルトb), c)
A
B
C
D
E
G1
r
ねじ
の呼
び
G2
L
S
基準
寸法
許容
差
基準
寸法
許容
差
基準
寸法
基準
寸法
許容
差
基準
寸法
基準
寸法
許容
差
基準
寸法
許容
差
基準
寸法
許容
差
基準
寸法
許容
差
基準
寸法
許容
差
MS7
10
±1.0
6
±1.0 45 12 ±0.5 26
22 ±0.5 4 ±0.5 M10 22 ±1.0 50 ±1.5 28 ±1.5
MS9
13
7
45 12
26
22
5
M10 22
50
28
MS11
16
7
45 12
26
22
6
M10 22
50
28
MS13
21
±2.0
10
53 14.5
30
28
7
M12 28
65
40
MS15
24
10
54 14.5
30
29
8
M12 29
70
40
注a) 寸法C及びEの許容差は,JIS G 5705に規定する並級による。
b) ねじのない部分の径d1の値は,一般にねじの有効径とほぼ等しくする。
c) 不完全ねじ部の長さxは約2山とする。
B.4
材料
材料は,次による。
a) グリップの本体の機械的性質は,JIS G 5502に規定するFCD350-22,JIS G 5705に規定するFCMB31-08
又はこれらと同等以上のものとする。
b) Uボルトの機械的性質は,JIS B 1051に規定する強度区分4.6以上6.8以下とする。
c) 六角ナットの機械的性質は,JIS B 1181の附属書JBに規定する強度区分4T,5T若しくは6T,又は
JIS B 1052-2に規定する強度区分5若しくは6とする。
B.5
グリップ本体の製造方法
グリップの本体は,鋳造によって成形する。
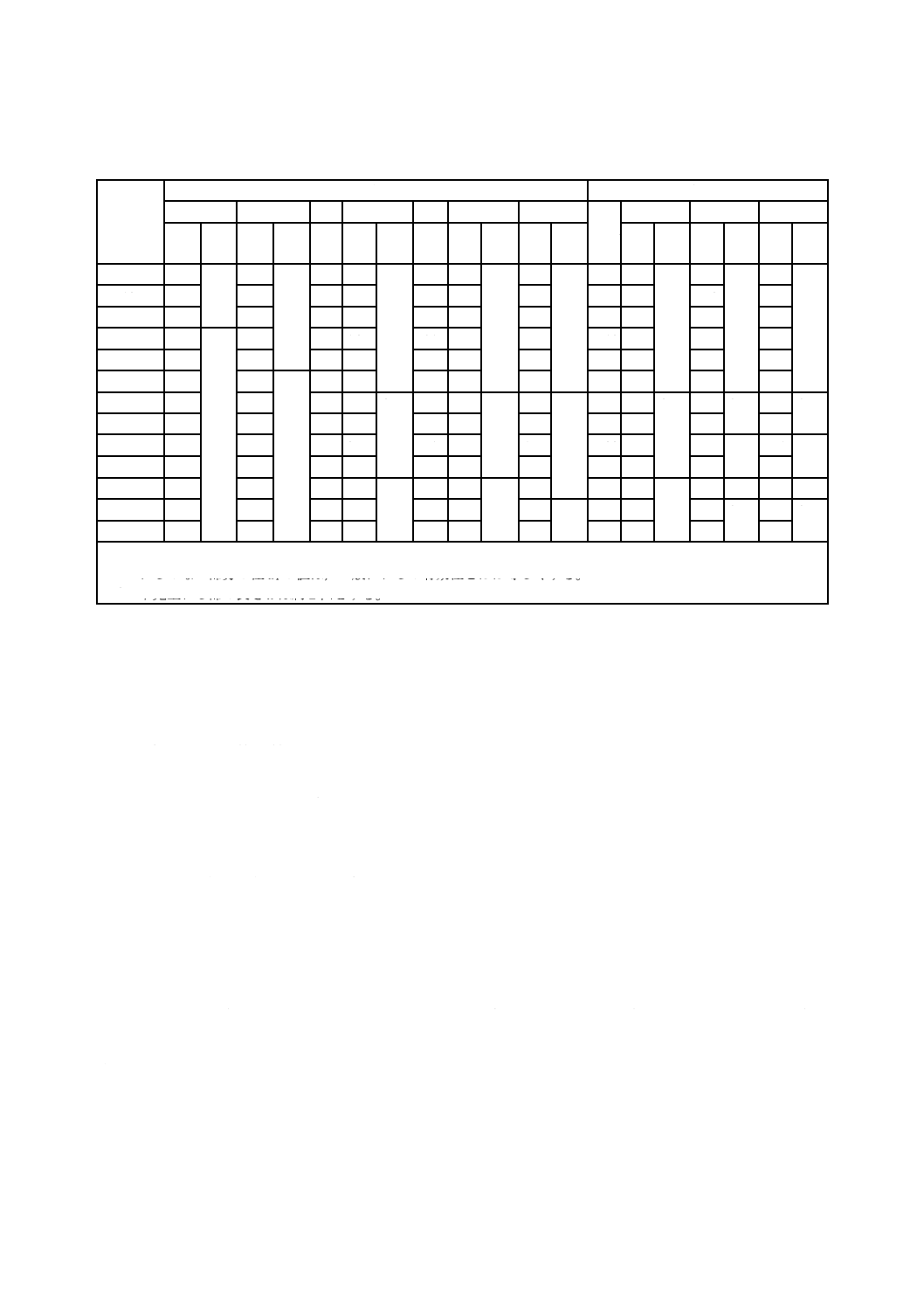
B.6
引張試験
引張試験は,次による。
a) 引張試験に使用する鋼より線はJIS G 3537に規定する1×7(a),2種,A級とする。
b) グリップ2個を,そのグリップが用いられる径の鋼より線に図B.1のように取り付け,2本の鋼より
線に直接又はテープなどを貼ることで2本の鋼より線に共通した線を図B.1に示すB部の中央の位置
に書く。
13
B 2809:2018
c) 表B.4に示す締付トルクで締め付けた後,鋼より線の両端に引張力を徐々に加え,表B.4に示す引張
力に達したとき,表B.4に示す締付トルクで再締付けを行う。
d) さらに,引張力を徐々に増加して,表B.4に示す保持力で3分間保った後,2本の鋼より線間の滑り
量を測定する。滑り量は,b)において書いた共通の線が引張力によって隔たった距離から求める。
e) 次に保持力を取り除いてグリップを取り外し,鋼より線の素線の切断の有無及びグリップのねじ部そ
の他各部の割れ及び損傷の有無を調べる。
単位 mm
種類の記号
A
B
MS7からMS15まで
70
150
図B.1−引張試験
表B.4−引張力,締付トルク及び保持力
種類の記号
再締付けを行う
ときの引張力
(kN)
締付トルク及び
再締付トルク
(N・m)
保持力
(kN)
MS7
5.6
40
10
MS9
9
40
14
MS11
14
40
15
MS13
21.2
90
28
MS15
28
90
30
14
B 2809:2018
附属書C
(参考)
ワイヤグリップの使用基準の例
ワイヤグリップの使用基準を定める場合の例を示す。
a) グリップは,ロープの公称径に適合した寸法のものを必ず使用する。Sよりのワイヤロープに鍛造製
のグリップを使用する場合,突起の方向が図1に示すものとは反対のものを使用するのが望ましい。
b) 異種ワイヤロープ及び異径ワイヤロープを,同一のグリップで止めない。
c) 図C.1に示す重ね継ぎは,保持効率が悪いので行わない。
図C.1−重ね継ぎ
d) 3本以上のワイヤロープを,同一グリップで止めると抜けやすい。
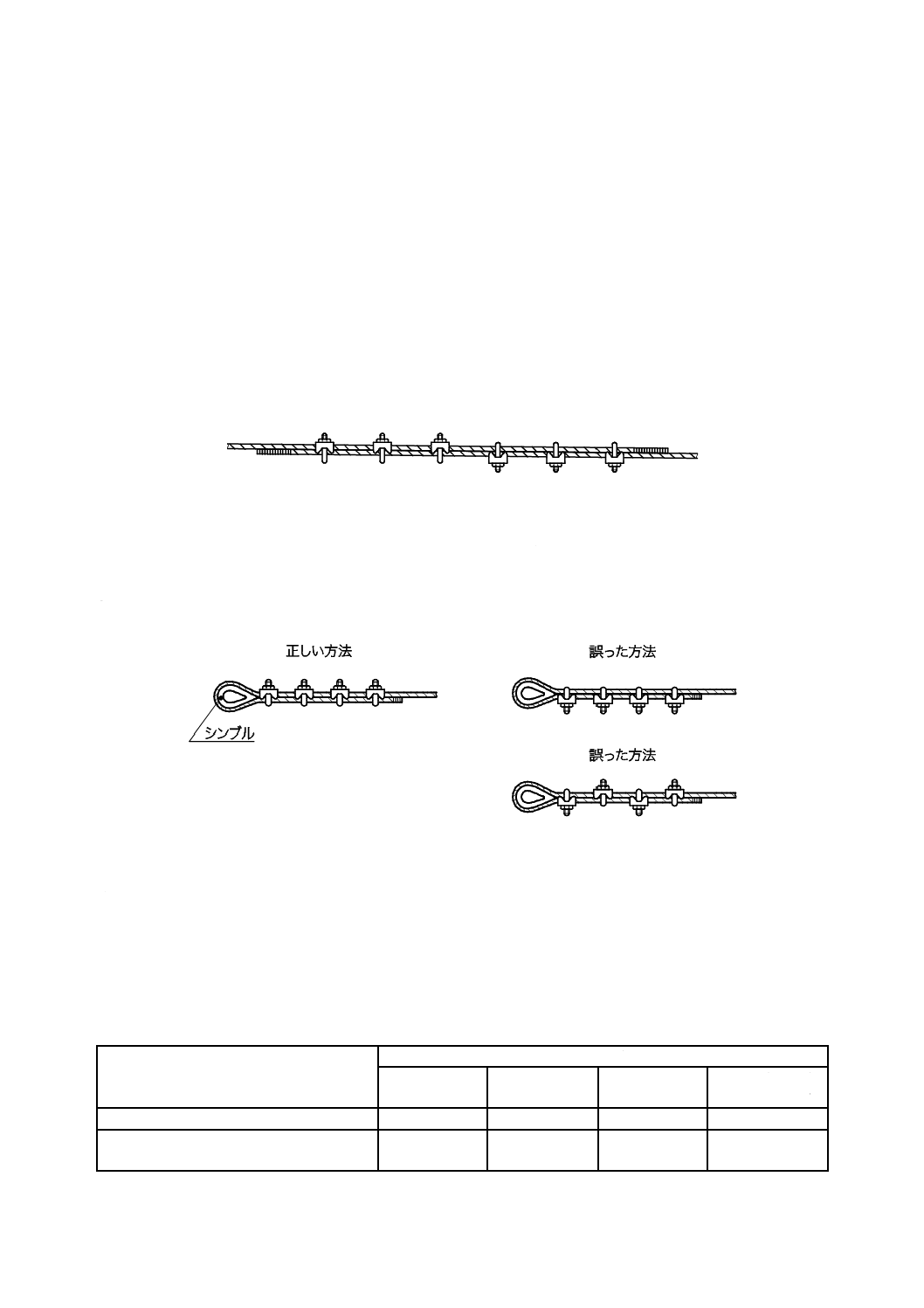
e) アイ部分には,使用上に差し支えのない限りシンブルを使用することが望ましい。
f)
グリップの取付けは,図C.2のようにU字側をワイヤロープの端末側にする。
図C.2−グリップの取付方法
g) シンブルのアイに最も近いグリップは,シンブルにできるだけ近づける。また,グリップ終端末部の
ワイヤロープの長さは,シンブルの有無に関係なくロープの公称径の6倍以上とする。
h) グリップの取付間隔 隣接グリップの中心間距離は,表C.1のとおりワイヤロープのよりの長さにほ
ぼ合致するようにする。
表C.1−グリップの取付間隔
項目
ワイヤロープの種類
6×24,6×37
6×7
平行より
3〜4ストランド
ワイヤロープ
よりの長さ(ロープの公称径に対する倍率)
6.5
8
6.2
10.5
グリップの中心間距離
6.5×ロープの
公称径
8×ロープの
公称径
6.2×ロープの
公称径
10.5×ロープの
公称径
15
B 2809:2018
i)
グリップの取付個数 よりの長さが長く,かつ,剛性の大きいワイヤロープ(6×7,3〜4ストランド
ワイヤロープなど)の場合は,規定個数より少なくとも1個多く取り付ける。スパイラルロープの場
合は,規定個数より50 %以上多く取り付ける。
j)
グリップの締付トルク 締付効率は,グリップの取付間隔及び取付個数のほかに,締付トルクの影響
が大きいため,適正なトルクで締め付けなければならない。締付けの順序は,端末のグリップから,
同一順序で3回以上に分けて順次締めるとよい。
k) グリップの増締め ワイヤロープに引張力がかかると,ロープ径が細くなり滑りやすくなるので,表
C.2の締付トルクの許容範囲内で増締めを行う。
l)
グリップの取付基準 グリップの取付基準は,表C.2による。
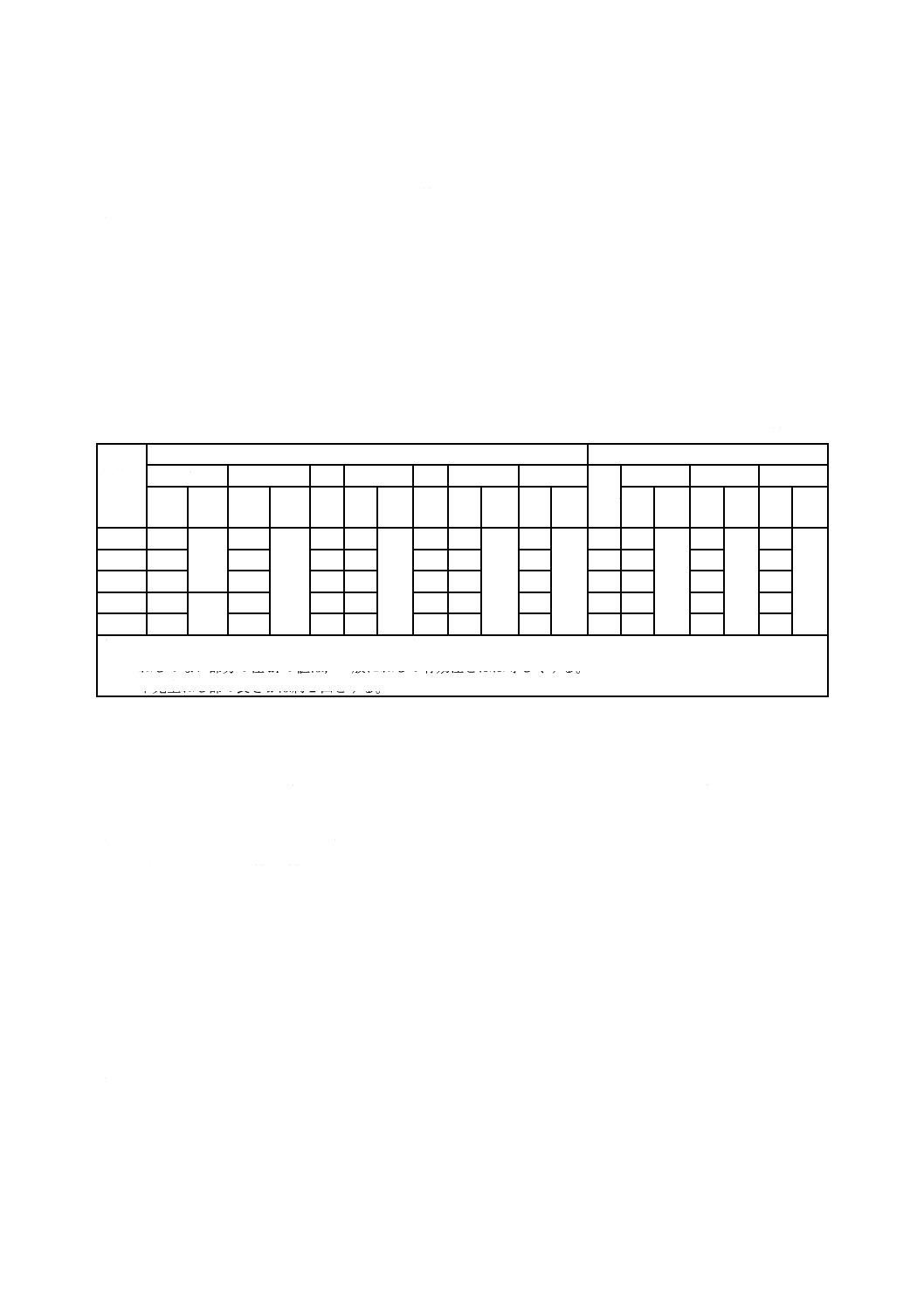
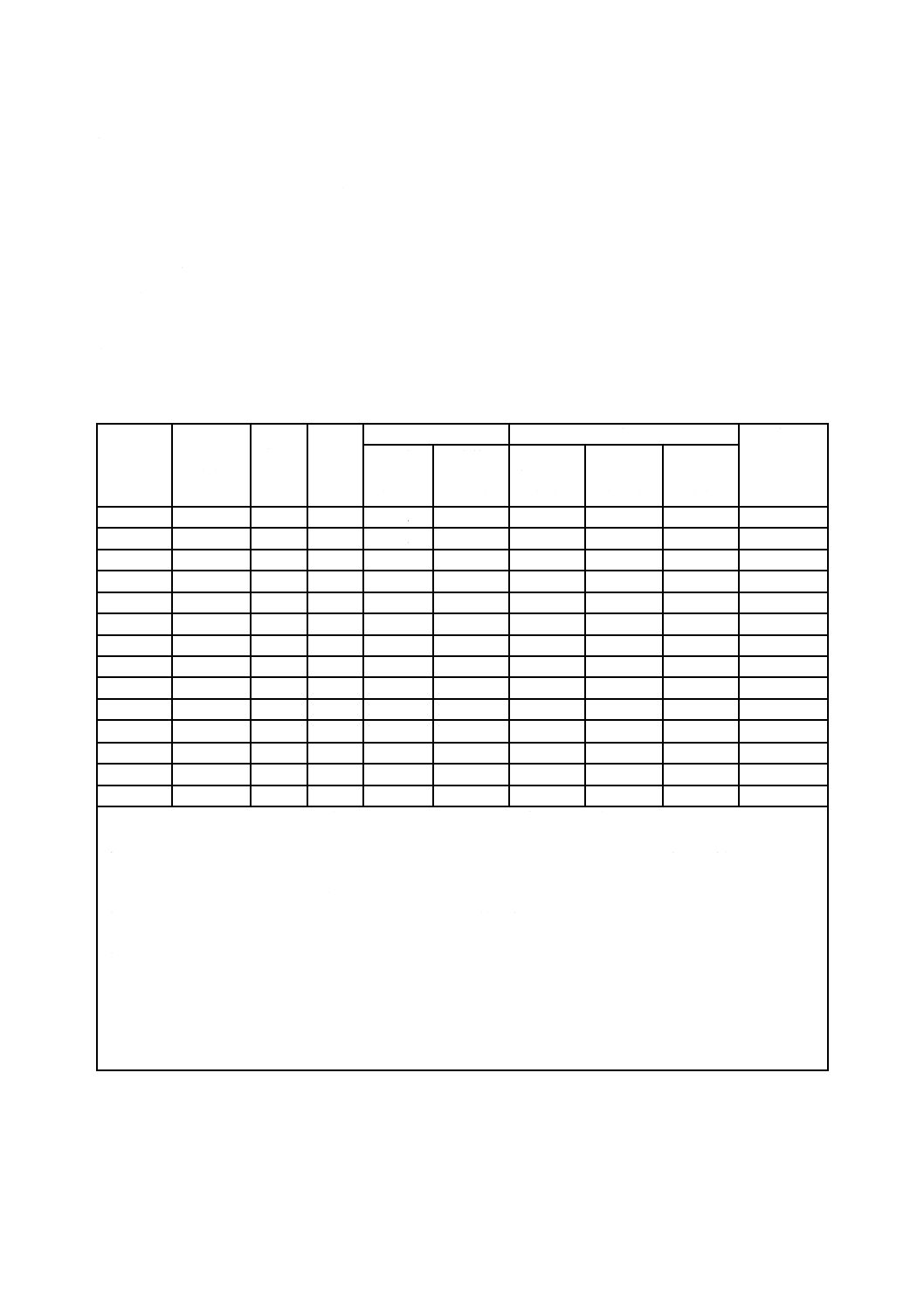
表C.2−グリップの取付基準(6×24,6×37ワイヤロープ用)
ロープの
公称径
(mm)
グリップ
の種類の
記号
取付
個数
取付
間隔
(cm)
締付トルク
参考値
Uボルト
トルク限界
(N・m)
標準
(N・m)
許容範囲
(N・m)
スパナ
握り長さ
(cm)
想定締付
トルク
(N・m)
想定入力
(N)
6
F6
4
4
4
3〜 6
−
−
−
−
8
F8
4
5
8
7〜 12
−
−
−
−
10
F10
4
7
16
15〜 20
15
15〜29
98〜196
51
12
F12
4
8
24
22〜 33
20
22〜39
108〜196
69
14
F14
4
9
37
34〜 51
25
40〜56
157〜226
69
16
F16
4
10
52
47〜 72
25
47〜56
186〜226
89
18
F18
5
12
67
60〜 89
30
59〜73
196〜245
89
20
F20-22
5
13
82
75〜115
40
79〜98
196〜245
167
24
F24-25
5
16
119
107〜166
−
−
−
−
26
F26-28
5
17
137
124〜192
−
−
−
−
30
F30-32
6
20
188
168〜260
−
−
−
−
36
F33-38
7
23
261
236〜365
−
−
−
−
40
F40-45
7
26
299
270〜418
−
−
−
−
47.5
F47-50
8
31
397
358〜556
−
−
−
−
注記1 この表は一般社団法人送電線建設技術研究会発行の“送電線工事用索道教本”に基づいて作成している。
ただし,F6及びF8についてはこの規格で独自に設定したものである。
注記2 6×19,6×7ワイヤロープでは,表C.2に対し,取付個数はそれぞれ25 %,50 %増し,締付トルクはそれ
ぞれ20 %,40 %増しとする。また,取付間隔は,6×19ワイヤロープは表C.2の値とするが,6×7ワイヤ
ロープでは,ロープの公称径の8倍を標準とする。
注記3 取付間隔は,ワイヤロープの1よりの長さにすると最も締付効率が大きくなるので,ロープの公称径の6.5
倍とした。
注記4 表C.2に示していない中間ロープ径のワイヤロープの締付トルクは,この表の中間値をとる。
注記5 締付トルクの許容範囲は,標準締付トルクの90〜140 %とした。
注記6 スパナは,スパナ握り長さより5 cm以上長いものを使用する必要がある。
注記7 想定入力は,グリップの締付力試験結果によるもので,締め付けにくいため締付トルクは小さな値になっ
た。
注記8 Uボルトトルク限界は,Uボルトのねじ切り強度実験値の70 %とした。
16
B 2809:2018
附属書D
(参考)
ワイヤグリップの点検基準の例
ワイヤグリップの点検基準を定める場合の例を示す。
D.1 使用中の管理
a) 使用頻度,環境,実績などによって,日常,週間,月間の点検制度を決め,計画的に点検を実施する
ようにする。
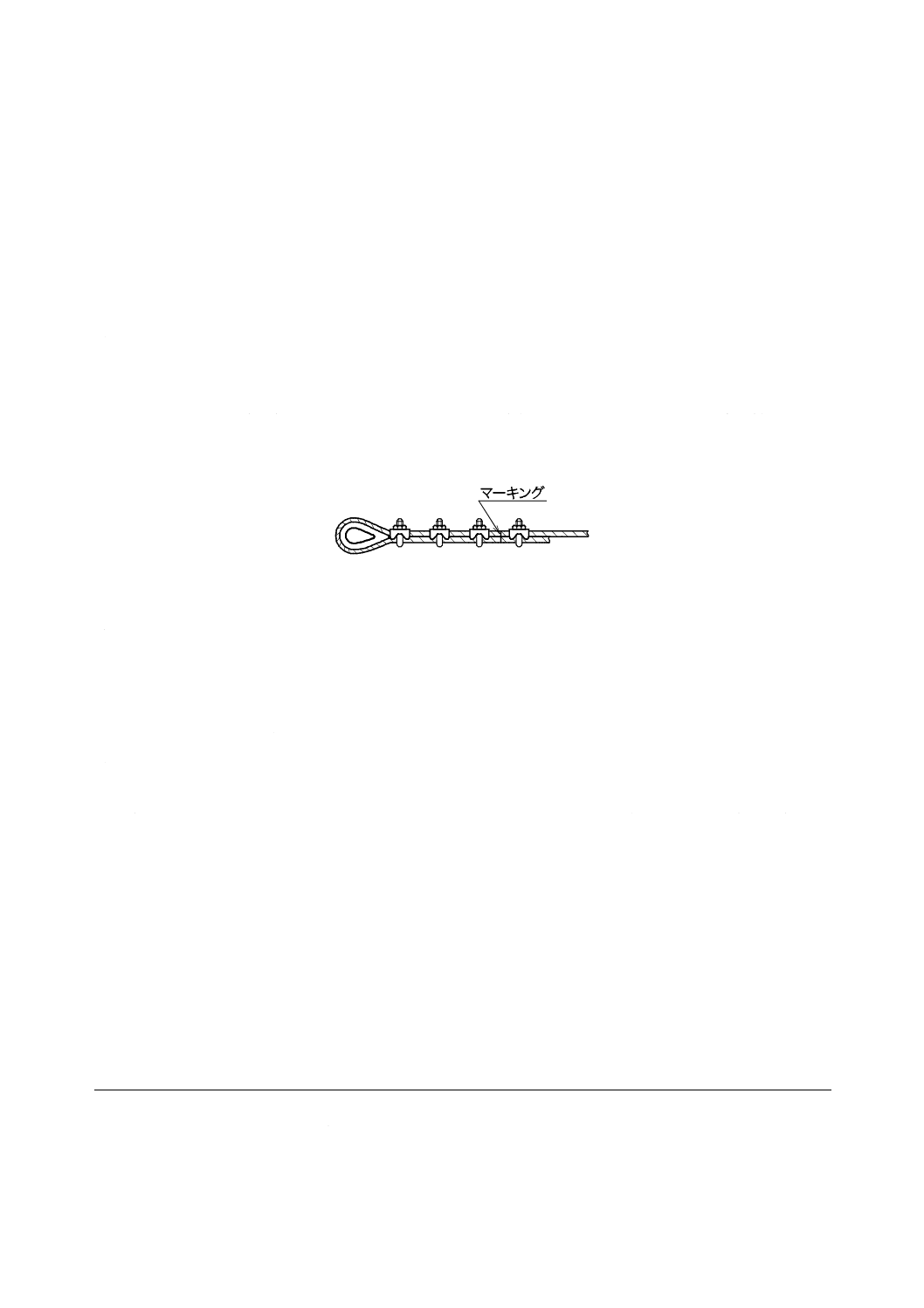
b) 特に重要な箇所では,グリップの締付けが完了し,ワイヤロープに引張力をかけた時点で,図D.1の
ようにマーキングを施し,使用中におけるスリップの有無を確認するようにする。通常,最初に滑り
始めるのは,図D.1のマーキングの箇所である。
図D.1−マーキングを施す場所
c) 長期間にわたってグリップで止めておく場合は,ときどき指定の締付トルクに増締めを行う。
D.2 点検事項及びその結果による対応
a) スリップが発生していないか点検する。発生している場合は,指定のトルクに増締めを行う。著しい
スリップの場合は,負荷を除いてグリップの取付けを最初からやり直す。
b) グリップ(本体,Uボルト,六角ナット及び座金)に割れ(ひび割れ)及び変形が発生していないか
点検する。また,さびの有無とその程度を調査する。割れ若しくは変形の発生したもの又は著しく腐
食したものは,グリップを取り替える。グリップを取り替えるときは,負荷の小さい状態で1個ずつ
行う。
参考文献 JIS G 3537 亜鉛めっき鋼より線
JIS G 5502 球状黒鉛鋳鉄品
JIS G 5705 可鍛鋳鉄品